
DEPENDENCE OF ROUGHNESS CHANGE AND CRACK FORMATION … · DEPENDENCE OF ROUGHNESS CHANGE AND CRACK...
12
163 WOOD RESEARCH 61 (1): 2016 163-174 DEPENDENCE OF ROUGHNESS CHANGE AND CRACK FORMATION ON PARAMETERS OF WOOD SURFACE EMBOSSING Milan Gaff, Monika Sarvašová-Kvietková, Miroslav Gašparík Czech University of Life Sciences, Faculty of Forestry and Wood Sciences Department of Wood Processing Prague, Czech Republic Martin Slávik Czech University of Life Sciences, Faculty of Forestry and Wood Sciences Department of Forest Ecology Prague, Czech Republic (Received March 2015) ABSTRACT This paper deals with roughness change and crack formation after surface embossing of aspen wood. Embossing was carried out with three various shapes of embossing wedges (convex, concave and with 45° angle). The embossing was realized with two temperatures, 20 and 160°C. The surface roughness before and after embossing was evaluated on the basis of the arithmetical mean deviation of the roughness profile, R a . Surface quality measurements were carried out in perpendicular (transversal) and parallel (longitudinal) direction in relation to wood fibers. Embossment area quality was evaluated by the mean of portion of cracks in embossment. This evaluation was based on digital image of embossed area and subsequently calculation of portion of cracks area in relation to total evaluated area. Elevated temperature has a positive effect on the quality of the surface, because of roughness decrease. However, the increase in temperature causes a growth in the proportion of cracks on the embossed surface. KEYWORDS: Roughness; cracks; shape of wedge; embossing; surface quality; temperature of wedge. INTRODUCTION The product quality can be defined as the sum of features specified by the producer and price regulation authorities according to different criteria. Especially, the surface quality as
Transcript of DEPENDENCE OF ROUGHNESS CHANGE AND CRACK FORMATION … · DEPENDENCE OF ROUGHNESS CHANGE AND CRACK...

163
WOOD RESEARCH 61 (1): 2016 163-174
DEPENDENCE OF ROUGHNESS CHANGE AND CRACK
FORMATION ON PARAMETERS OF WOOD SURFACE
EMBOSSING
Milan Gaff, Monika Sarvašová-Kvietková, Miroslav GašparíkCzech University of Life Sciences, Faculty of Forestry and Wood Sciences
Department of Wood Processing Prague, Czech Republic
Martin SlávikCzech University of Life Sciences, Faculty of Forestry and Wood Sciences
Department of Forest Ecology Prague, Czech Republic
(Received March 2015)
ABSTRACT
This paper deals with roughness change and crack formation after surface embossing of aspen wood. Embossing was carried out with three various shapes of embossing wedges (convex, concave and with 45° angle). The embossing was realized with two temperatures, 20 and 160°C. The surface roughness before and after embossing was evaluated on the basis of the arithmetical mean deviation of the roughness profile, Ra. Surface quality measurements were carried out in perpendicular (transversal) and parallel (longitudinal) direction in relation to wood fibers. Embossment area quality was evaluated by the mean of portion of cracks in embossment. This evaluation was based on digital image of embossed area and subsequently calculation of portion of cracks area in relation to total evaluated area. Elevated temperature has a positive effect on the quality of the surface, because of roughness decrease. However, the increase in temperature causes a growth in the proportion of cracks on the embossed surface.
KEYWORDS: Roughness; cracks; shape of wedge; embossing; surface quality; temperature of wedge.
INTRODUCTION
The product quality can be defined as the sum of features specified by the producer and price regulation authorities according to different criteria. Especially, the surface quality as

164
WOOD RESEARCH
well as shape precision are relevant for the machining process (Lisičan 1988). Material surface consists of miniature peaks and depressions. Both size and layout of these peaks and depressions affect the surface specific properties (Koch 1964). Each processing step changing the original properties and the work piece integrity leaves typical irregularities on the work piece surface. These are manifested by such microscopic changes as the machined surface roughness and such macroscopic changes as corrugation, furrows, depressions, yanked fibers, etc. (Novák et al. 2011, Bekéš et al. 1999). The machined area surface can be identified by the mean of a series of features, from which the surface roughness parameters are crucial in practice. The surface unevenness is manifested by the mean of more or less regular protruding of the particles from the machined surface. The unevenness can be manifested also by corrugation caused by tool traces due to the tool proper cinematics (Sandak and Negri 2005). The dimensions of surface irregularities (roughness and corrugation) define the surface smoothness degree. Each machining method leaves typical configurations of irregularities on the surface (the appearance of surfaces machined by saw will be different to those machined by milling machine or by another process) even if the piece dimensions would be identical. The surface irregularities are different in the direction of the cutting movement and in the direction perpendicular to this movement.
The wood surface roughness, corrugation and deviation from the overall geometric shape are the surface geometry deviations. The surface geometry is defined as the irregularities resulting from macroscopic, microscopic and submicroscopic irregularities. The wood surface roughness is given by its morphology and machining method (Dornyak 2003, Dubovská 2000, Požgaj et al. 1997).
The machined surface resulting roughness depends on many process factors such as cutting conditions, tool geometry (shape), processed material properties, cutting process stability, etc. (Wasielewski and Orlowski 2002). The overall surface assessment options (Fig. 1) are widened in the standard ISO 4287 (1997) in a manner that all parameters defined therein can be applied to the primary profile, roughness profile and corrugation profile.
Fig. 1: Surface profile.
Classic uniform pressing affects the quality of wood surface positively. When increasing pressing pressure the decrease in roughness occurs because wood fibers are more pressed into the surface (Šrajer et al. 2013). The non-uniform molding purpose is either wood structure densification or creation of “new” surface while meeting with the quality requirements for the embossed area. In general, densification has a major role in increasing of local strength (Bekhta et al. 2009). It gets problematic if cracks are on the surface. This is typical for such processes as slicing, peeling or embossing – non-uniform molding of the wood surface. The surface quality is also affected by the action of elevated temperatures in these processes. Korkut et al. (2008), Korkut and Guller (2008), Gündüz et al. (2008) as well as Olek and Bonarski (2008) found
165
Vol. 61 (1): 2016
that the temperature increase improves the quality of the surface because there is a directly proportional decrease of the roughness.
A surface treated by non-uniform molding cannot be finished additionally, e.g., by grinding, due to the surface division. Therefore, it is very important to try to achieve the best possible area quality already within the non-uniform molding process. Due to this reason, we opted for the surface quality evaluation based on the roughness in longitudinal (II) and transversal (┴) direction and based on the portion of cracks generated during the wood surface non-uniform molding.
MATERIAL AND METHODS
MaterialEuropean aspen (Populus tremula L.) belongs to the cheaper and less used wood species in
practice. However, its properties can be improved by adjustments (e.g. densification) so that these characteristics approaching to the properties of other wood species. Aspen trees were harvested from the Poľana region in the center of Slovakia. Parts, located equidistant from the pith, were chosen for the experiment. These wood parts were cut in boards. From the boards, samples 100 mm wide and 100 mm long were made. The sample thickness was 10 mm.
The clear wood samples were conditioned to a moisture content of 8 and 16 % in a conditioning chamber using the principle of equilibrium moisture content (EMC) (Tab. 1). The samples were conditioned for more than four weeks before testing. After conditioning the surfaces of samples were unified on the thickness-equalizing belt sander with 180-grit.
Tab.1: Conditioning parameters.Required initial
moisture content (%)
Average values of EMC after conditioning
(%)
Conditions during conditioningRelative humidity
of air (%) Temperature (°C)
8 8.19 40 78
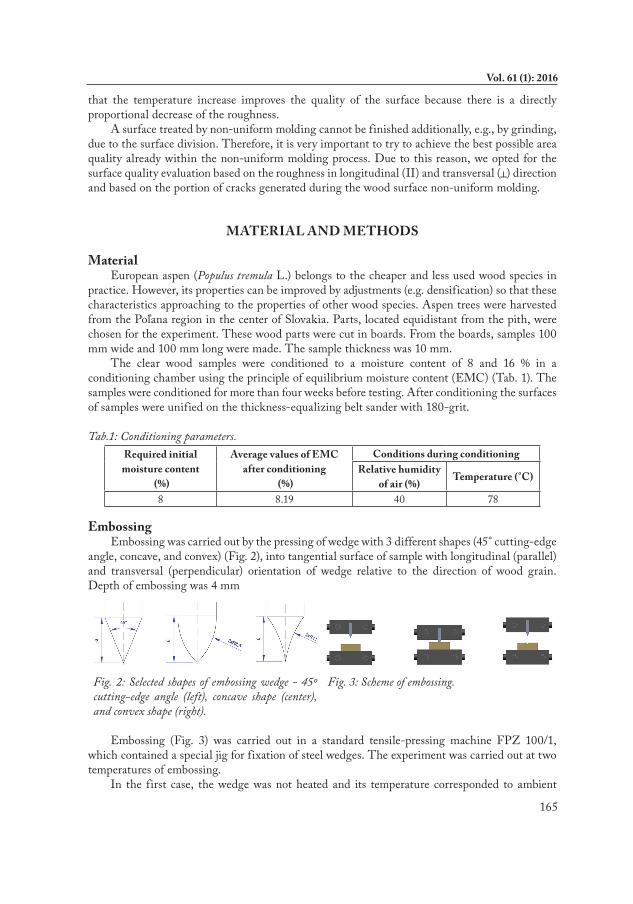
EmbossingEmbossing was carried out by the pressing of wedge with 3 different shapes (45° cutting-edge
angle, concave, and convex) (Fig. 2), into tangential surface of sample with longitudinal (parallel) and transversal (perpendicular) orientation of wedge relative to the direction of wood grain. Depth of embossing was 4 mm
Fig. 2: Selected shapes of embossing wedge - 45º cutting-edge angle (left), concave shape (center), and convex shape (right).
Fig. 3: Scheme of embossing.
Embossing (Fig. 3) was carried out in a standard tensile-pressing machine FPZ 100/1, which contained a special jig for fixation of steel wedges. The experiment was carried out at two temperatures of embossing.
In the first case, the wedge was not heated and its temperature corresponded to ambient
166
WOOD RESEARCH
temperature 20°C. In the second case, the wedge was heated to 160°C. Speed of loading was set to 0.96 cm.min-1. First the testing samples were fixed in the bottom plate (Fig. 3 left) and then the wedge was pressed into wood surface (Fig. 3 center). During pressing, the force was measured and recorded using a sensors and data logger Almemo 2690 which was connected to a laptop.
Measurement and evaluationRoughness measurement
The roughness measurements were realized, using a roughness meter Pocket Surf, according to ISO 4287 (1997). The surface roughness was evaluated by the arithmetic mean of the profile roughness, Ra. Ra, the roughness mean value, is an arithmetic average of the height of the both-side rough irregularities referred to the central line within the length being evaluated.
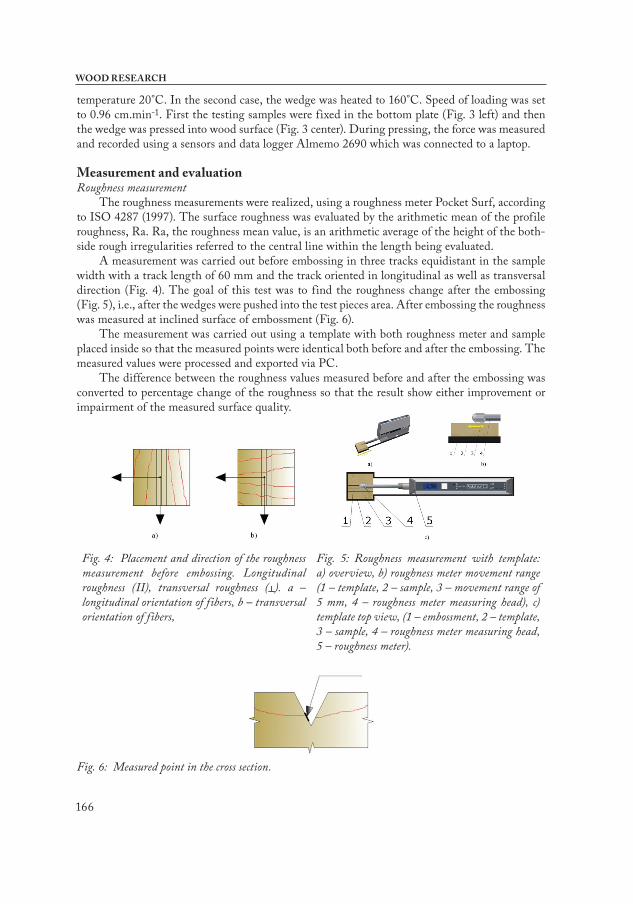
A measurement was carried out before embossing in three tracks equidistant in the sample width with a track length of 60 mm and the track oriented in longitudinal as well as transversal direction (Fig. 4). The goal of this test was to find the roughness change after the embossing (Fig. 5), i.e., after the wedges were pushed into the test pieces area. After embossing the roughness was measured at inclined surface of embossment (Fig. 6).
The measurement was carried out using a template with both roughness meter and sample placed inside so that the measured points were identical both before and after the embossing. The measured values were processed and exported via PC.
The difference between the roughness values measured before and after the embossing was converted to percentage change of the roughness so that the result show either improvement or impairment of the measured surface quality.
Fig. 4: Placement and direction of the roughness measurement before embossing. Longitudinal roughness (II), transversal roughness (┴). a – longitudinal orientation of fibers, b – transversal orientation of fibers,
Fig. 5: Roughness measurement with template: a) overview, b) roughness meter movement range (1 – template, 2 – sample, 3 – movement range of 5 mm, 4 – roughness meter measuring head), c) template top view, (1 – embossment, 2 – template, 3 – sample, 4 – roughness meter measuring head, 5 – roughness meter).
Fig. 6: Measured point in the cross section.
167
Vol. 61 (1): 2016
The roughness change was calculated according to Eq.
where: ΔRa - the roughness change (μm), Ra1 - the roughness of surface before embossing (μm), Ra2 - the roughness of inclined surface in embossment after embossing (μm).
The influence of various factors on the surface roughness was statistically evaluated using ANOVA (Fisher’s F-test) analysis, in STATISTICA 12 software (Statsoft Inc.; USA).
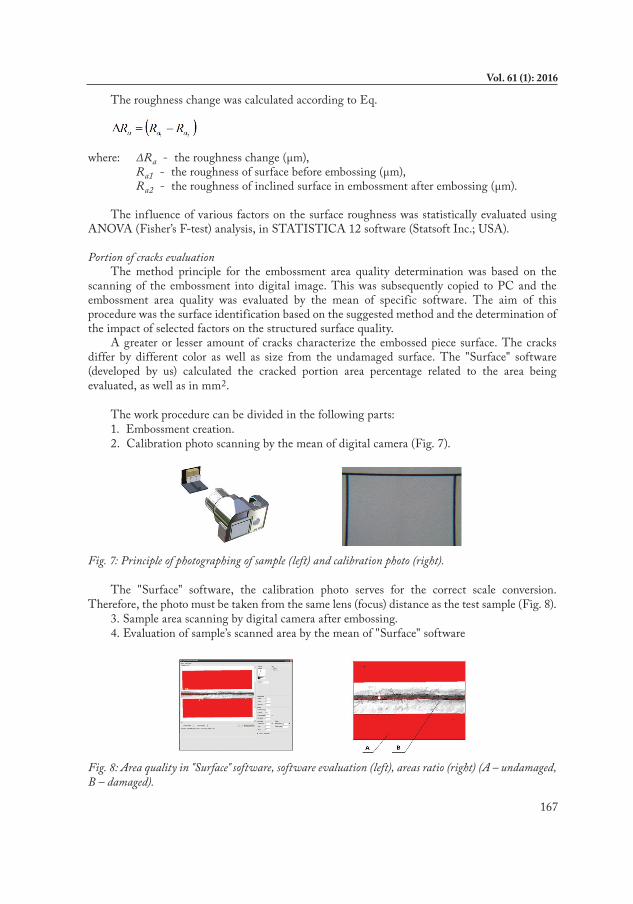
Portion of cracks evaluationThe method principle for the embossment area quality determination was based on the
scanning of the embossment into digital image. This was subsequently copied to PC and the embossment area quality was evaluated by the mean of specific software. The aim of this procedure was the surface identification based on the suggested method and the determination of the impact of selected factors on the structured surface quality.
A greater or lesser amount of cracks characterize the embossed piece surface. The cracks differ by different color as well as size from the undamaged surface. The "Surface" software (developed by us) calculated the cracked portion area percentage related to the area being evaluated, as well as in mm2.
The work procedure can be divided in the following parts:1. Embossment creation.2. Calibration photo scanning by the mean of digital camera (Fig. 7).
Fig. 7: Principle of photographing of sample (left) and calibration photo (right).
The "Surface" software, the calibration photo serves for the correct scale conversion. Therefore, the photo must be taken from the same lens (focus) distance as the test sample (Fig. 8).
3. Sample area scanning by digital camera after embossing.4. Evaluation of sample’s scanned area by the mean of "Surface" software
Fig. 8: Area quality in "Surface" software, software evaluation (left), areas ratio (right) (A – undamaged, B – damaged).
168
WOOD RESEARCH
RESULTS AND DISCUSSION
Roughness changes in direction parallel to fibersTab. 2 shows the results of variance analysis evaluating the effect of the individual factors
(heating and shape of wedge) as well as the effect of their interaction on the surface roughness change values after embossing.
Based on results of statistical analysis, it is possible to conclude that the tool heating is statistically very significant factor acting on the surface roughness change values after embossing. According to significance level values, the shape of wedge effect can be deemed as statistically insignificant factor. The interaction of both monitored factors has significant influence on the roughness change values.
Tab. 2: Effect of heating and shape of wedge on roughness of embossed surface in direction parallel to fibers.
Monitored factor Sum of squares Degrees of freedom Variance Fisher's F -
TestSignificance
level PIntercept 7.12 1 7.1151 2,2946 0.129897Heating 408.82 1 408.81 131.84 0.000001
Shape of wedge 15.04 2 7.5209 2.4255 0.088556Heating * Shape of
wedge 36.64 2 18.3207 5.9084 0.002738
Error 13376.72 4314 3.1008
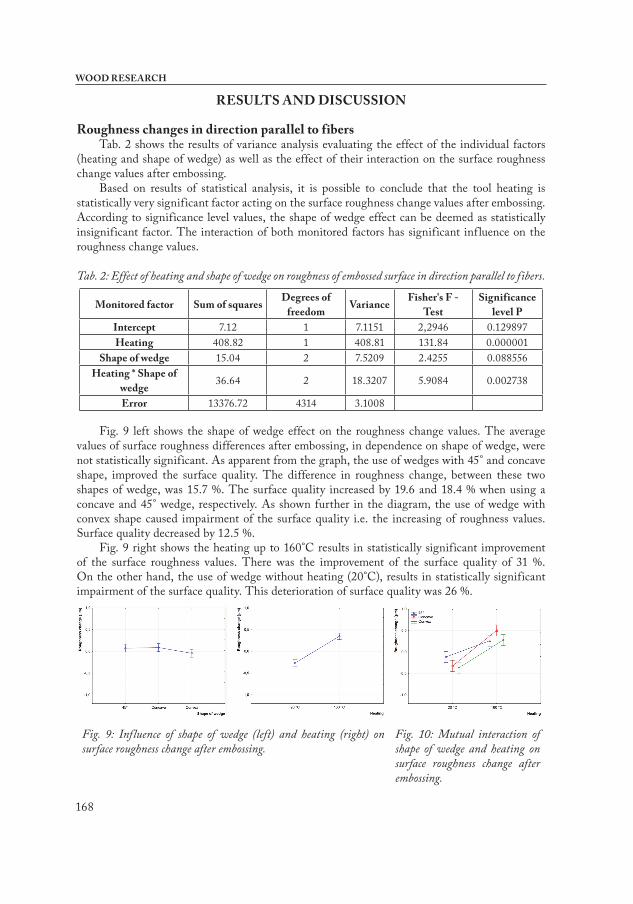
Fig. 9 left shows the shape of wedge effect on the roughness change values. The average values of surface roughness differences after embossing, in dependence on shape of wedge, were not statistically significant. As apparent from the graph, the use of wedges with 45° and concave shape, improved the surface quality. The difference in roughness change, between these two shapes of wedge, was 15.7 %. The surface quality increased by 19.6 and 18.4 % when using a concave and 45° wedge, respectively. As shown further in the diagram, the use of wedge with convex shape caused impairment of the surface quality i.e. the increasing of roughness values. Surface quality decreased by 12.5 %.
Fig. 9 right shows the heating up to 160°C results in statistically significant improvement of the surface roughness values. There was the improvement of the surface quality of 31 %. On the other hand, the use of wedge without heating (20°C), results in statistically significant impairment of the surface quality. This deterioration of surface quality was 26 %.
Fig. 9: Influence of shape of wedge (left) and heating (right) on surface roughness change after embossing.
Fig. 10: Mutual interaction of shape of wedge and heating on surface roughness change after embossing.

169
Vol. 61 (1): 2016
Fig. 10 illustrates the simultaneous interaction of both monitored factors on the roughness change values. As apparent from the graph, the action of the temperature of 160°C resulted in the roughness values reduction after embossing of wood surface for each of the three wedge shapes. The greatest improvement 39.7 % of the surface quality of wood was found for the concave shape of wedge. While monitoring the roughness change values achieved with wedges with both convex face and 45° shape, no important difference has been found between them. The application of surface embossing without heating of wedge resulted in decreasing of surface quality (surface roughness increase) for each of the three monitored wedge shapes. The greatest impairment 31.2 % of surface quality of wood after embossing surface took place with convex shape of wedge. Slightly lower values (28.1 %) were measured for concave shaped wedge. At wedge with 45° angle, the surface roughness has been also impaired, however, not so significantly as for both concave and convex shape of wedges. The impairment was only 10.8 %.
Roughness changes in direction perpendicular to fibersTab. 3 shows the variance analysis of the wedge shape and heating effects on the roughness
change values in the direction perpendicular to the fibers. Based on the results, it is apparent that the heating can be deemed statistically very significant factor acting on the surface roughness change values after embossing of wood surface. The wedge shape effect has been proven as an effect with medium significance for the monitored parameter values. Simultaneous interaction of both factors has no great influence on the roughness change values after the wood surface embossing.
Tab. 3: Effect of heating and shape of wedge on roughness change of embossed surface in direction perpendicular to fibers.
Monitored factor Sum of squares Degrees of
freedom Variance Fisher's F - Test
Significance level P
Intercept 265.60 1 265.598 26.1295 0.000001Heating 1304.25 1 1304.249 128.3120 0.000001
Shape of wedge 88.89 2 44.445 4.3725 0.012676Heating *
Shape of wedge 23.64 2 11.818 1.1627 0.312746
Error 43850.38 4314 10.165
Fig. 11 left shows heating influence on the roughness change values after embossing. Heating up to 160°C resulted in statistically significant surface roughness reduction, i.e., the surface quality was improved. On the other hand, wedge without heating resulted in significant impairment of the surface quality, thus increasing the roughness values.
The wedge shape can be deemed as a factor resulting, for each from three monitored cases, in the roughness decrease when monitored in direction perpendicular to fibers (Fig. 11 right). As evident from the measured values comparison, if a wedge with 45°or convex shape are used, then statistically insignificant difference in the roughness change values after embossing were found. When the concave shaped wedge was used, the surface has also been impaired, but in comparison with the results measured for 45° and convex wedges, the values measured for the concave wedge can be deemed statistically significant lower.

170
WOOD RESEARCH
Fig. 11: Influence of shape of wedge (left) and heating (right) on surface roughness change after embossing.
Fig. 12: Mutual interaction of wedge and heating on surface roughness change after embossing.
The results of the both factors interaction on the roughness change values after embossing are shown in Fig. 12. As evident from the values, the increased temperature (160°C) resulted, for each of the three monitored wedge shapes, in statistically significant improvement of the surface roughness values after embossing. The statistically greatest decrease of the roughness values was found for the concave shaped wedge heated to 160°C.
Tab. 4 contains the average roughness before and after embossing. These values are similar to those mentioned by other authors. Kilic et al. (2006) found that the roughness values, on the surface tangential of grinded aspen wood, were 4.63 μm. Surface roughness is strongly dependent on the anatomical structure of the wood. Aspen belongs to the porous diffuse wood species, but unlike other harder woods, have smaller pores and rays. Therefore, the surface roughness is lower than that of hardwoods such as oak or beech. Similarly, Siklienka and Janda (2013), Novák et al. (2011), as well as Sandak and Negri (2005) found that when creating smoother surfaces, this smoothness is affected by the anatomical structure of the material.
As shown in our study, a significant impact on the final roughness of surface is the temperature of the wedge. In the direction parallel to the fiber roughness decreased with increasing temperature from 20 to 160°C but in a direction perpendicular to fibers have the opposite behavior. Effect of elevated temperature is also confirmed by İmirzi et al. (2014), who investigated the effect of temperature and densification on surface roughness of Scotch pine wood.
Tab. 4: Roughness values for transversal and longitudinal direction.Average roughness (μm)
The direction of the wedge in respect to
fibers
Shape of wedgeHeating
temperature (°C)
45° Concave ConvexBefore
embossingAfter
embossingBefore
embossingAfter
embossingBefore
embossingAfter
embossing
Parallel (II)
3.13 (0.28)
2.79 (0.58)
2.36 (0.29)
2.56 (0.32)
2.84 (0.68)
3.84 (0.91)
20
2.91 (0.61)
2.95 (0.57)
2.83 (0.39)
2.74 (0.44)
3.53 (0.28)
3.69 (0.39)
160
Perpendicular (┴)
4.67 (0.84)
3.97 (0.68)
3.52 (0.66)
3.08 (0.71)
3.40 (0.35)
3.26 (0.97)
20
3.44 (0.45)
2.73 (0.48)
2.74 (0.67)
3.29 (0.51)
2.85 (0.74)
3.19 (0.65)
160
Note: Numbers in parentheses are standard deviations (SD±).
171
Vol. 61 (1): 2016
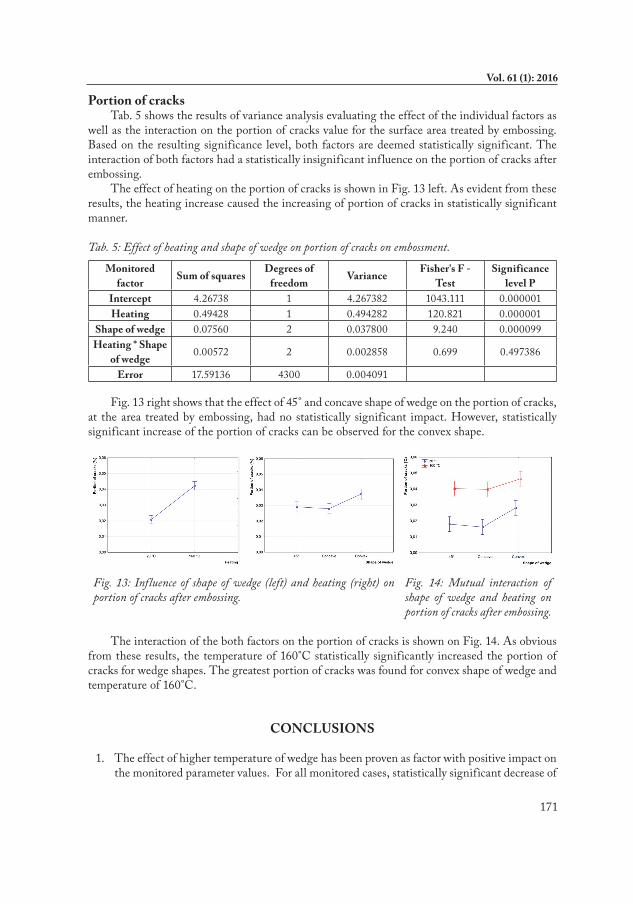
Portion of cracksTab. 5 shows the results of variance analysis evaluating the effect of the individual factors as
well as the interaction on the portion of cracks value for the surface area treated by embossing. Based on the resulting significance level, both factors are deemed statistically significant. The interaction of both factors had a statistically insignificant influence on the portion of cracks after embossing.
The effect of heating on the portion of cracks is shown in Fig. 13 left. As evident from these results, the heating increase caused the increasing of portion of cracks in statistically significant manner.
Tab. 5: Effect of heating and shape of wedge on portion of cracks on embossment.
Monitored factor Sum of squares Degrees of
freedom Variance Fisher's F - Test
Significance level P
Intercept 4.26738 1 4.267382 1043.111 0.000001Heating 0.49428 1 0.494282 120.821 0.000001
Shape of wedge 0.07560 2 0.037800 9.240 0.000099Heating * Shape
of wedge 0.00572 2 0.002858 0.699 0.497386
Error 17.59136 4300 0.004091
Fig. 13 right shows that the effect of 45° and concave shape of wedge on the portion of cracks, at the area treated by embossing, had no statistically significant impact. However, statistically significant increase of the portion of cracks can be observed for the convex shape.
Fig. 13: Influence of shape of wedge (left) and heating (right) on portion of cracks after embossing.
Fig. 14: Mutual interaction of shape of wedge and heating on portion of cracks after embossing.
The interaction of the both factors on the portion of cracks is shown on Fig. 14. As obvious from these results, the temperature of 160°C statistically significantly increased the portion of cracks for wedge shapes. The greatest portion of cracks was found for convex shape of wedge and temperature of 160°C.
CONCLUSIONS
1. The effect of higher temperature of wedge has been proven as factor with positive impact on the monitored parameter values. For all monitored cases, statistically significant decrease of

172
WOOD RESEARCH
the surface roughness value was found in comparison to results found on the samples treated by embossing with wedges at 20°C.
2. While evaluating the roughness changes in direction parallel to fibers was found that significant reduction of surface roughness values can be achieved by using of wedge with 45° shape as well as concave shape.
3. Assessment of the change of roughness in the direction perpendicular to the fiber we have found that the effect of all three shape of wedge causes deterioration of surface roughness after embossing. The lowest values of surface roughness reduction were found when using concave shape of wedge.
4. As apparent from the results, the heating temperature increase caused the increasing of portion of cracks in statistically significant manner. No statistical significance of the effect of 45° tool or concave shape of wedge was proven. However, statistically significant increase of the portion of cracks value was found after embossing with the convex shape of wedge. From the results of synergic effect of both factors, it is clear that the effect of elevated temperature 160°C significantly increased the proportion of cracks at of all three shapes of wedge. The greatest portion of cracks values were found for convex wedge and temperature of 160°C.
ACKNOWLEDGMENTS
The authors are grateful for the support of the Cultural and Educational Grant Agency of the Ministry of Education, Science, Research, and Sport of the Slovak Republic, (No. 018TU Z-4/2013), “Cutting and Machining of Wood.”
REFERENCES
1. Bekéš, J., Hrubec, J., Kicko, J., Lipa, Z., 1999: Theory of machining. (Teória obrábania). STU, Bratislava, Slovakia, 272 pp (in Slovak).
2. Bekhta, P., Hiziroglu, S., Shepelyuk, O., 2009: Properties of plywood manufactured from compressed veneer as building material. Materials & Design 30(4): 947-953. DOI:10.1016/j.matdes.2008.07.001.
3. Dornyak, O.R., 2003: Modeling of the rheological behavior of wood in compression processes. Journal of Engineering Physics and Thermophysics 76(3): 648-654. DOI: 10.1023/A:1024741618988.
4. Dubovská, R., 2000: Some knowledge about the quantification of roughness in wood machining. (Niektoré poznatky o kvantifikácii drsnosti pri obrábaní dreva). In: Proceedings of Chip and Chipless Woodworking Processes, 19-21. 10. 2000, Starý Smokovec-Tatry, Slovakia (in Slovak).
5. Gündüz, G., Korkut, S., Korkut, D.S., 2008: The effects of heat treatment on physical and technological properties and surface roughness of Camiyanı Black Pine (Pinus nigra Arn. subsp. pallasiana var. pallasiana) wood. Bioresource Technology 99(7): 2275-2280. DOI: 10.1016/j.biortech.2007.05.015.
6. Imirzi, H.Ö., Ülker, O., Burdurlu, E., 2014: Effect of densification temperature and some surfacing techniques on the surface roughness of densified Scotch pine (Pinus sylvestris L.). BioResources 9(1): 191-209. DOI: 10.15376/biores.9.1.191-209.

173
Vol. 61 (1): 2016
7. ISO 4287: 1997: Geometrical product specifications (GPS) - Surface texture: Profile method -- Terms, definitions and surface texture parameters.
8. Kilic, M., Hiziroglu, S., Burdurlu, E., 2006: Effect of machining on surface roughness of wood. Building and Environment 41(8): 1074-1078. DOI: 10.1016/j.buildenv.2005.05.008.
9. Koch, P., 1964: Wood machining processes. Ronald Press Co., New York, USA, 530 pp. 10. Korkut, D.S., Korkut, S., Bekar, I., Budakçı, M., Dilik, T., Çakıcıer, N., 2008: The effects
of heat treatment on the physical properties and surface roughness of Turkish hazel (Corylus colurna L.) wood. International Journal of Molecular Sciences 9(9): 1772-1783. DOI: 10.3390/ijms9091772.
11. Korkut, D.S., Guller, B., 2008: The effects of heat treatment on physical properties and surface roughness of red-bud maple (Acer trautvetteri Medw.) wood. Bioresource Technology 99(8): 2846-2851. DOI:10.1016/j.biortech.2007.06.043.
12. Lisičan, J., 1988: Machining and cutting of wood materials. (Obrábanie a delenie drevných materiálov). 3rd ed., VŠLD, Zvolen, Slovakia, 391 pp (in Slovak).
13. Novák, V., Rousek, M., Kopecký, Z., 2011: Assessment of wood surface quality obtained during high speed milling by use of non-contact method. Drvna Industrija 62(2): 103-115. DOI: 10.5552/drind.2011.1027.
14. Olek, W., Bonarski, J.T., 2008: Texture changes in thermally modified wood. Archives of Metallurgy and Materials 53(1): 207-211. DOI:10.1016/j.biortech.2007.06.043.
15. Požgaj, A., 1997: Wood structure and properties. (Štruktúra a vlastnosti dreva), 2rd, Príroda, Bratislava, Slovakia, 486 pp. (in Slovak).
16. Sandak, J., Negri, M., 2005: Wood surface roughness - What is it. In: Proceedings of the 17th International Wood Machining Seminar (IWMS 17), Rosenheim, Germany. Pp 26-28.
17. Siklienka, M., Janda, P., 2013: Effect of method of clamping milling head to the quality of the surface during milling on the four-sided milling machine. Annals of Warsaw University of Life Sciences. Forestry and Wood Technology 81(1): 130-136.
18. Šrajer, J., Král, P., Čermák, M., Mazal, P., 2013: Structure evaluation of compressing of spruce and beech plywoods. Part 1: Microscopic structure. Wood Research 58(1): 101-112.
19. Wasielewski, R., Orlowski, K., 2002: Hybrid dynamically balanced saw frame drive. Holz als Roh- und Werkstoff 60(3): 202-206. DOI: 10.1007/s00107-002-0290-4.
Milan Gaff*, Monika Sarvašová-Kvietková, Miroslav GašparíkCzech University of Life Sciences
Faculty of Forestry and Wood SciencesDepartment of Wood Processing
Kamýcká 1176Cz-165 21 Prague 6 - Suchdol
Czech RepublicPhone: +420 22438 3828
Corresponding author: [email protected]

174
WOOD RESEARCH
Martin SlávikCzech University of Life Sciences
Faculty of Forestry and Wood SciencesDepartment of Forest Ecology
Kamýcká 1176Cz-165 21 Prague 6 - Suchdol
Czech Republic















![CRACK PROPAGATION IN BRITLE · PDF fileCRACK PROPAGATION IN BRITLE MATERIALS: RELEVANCE TO MINERALS COMMINUTION Desmond Tromans ... 2006], and roughness](https://static.fdocuments.in/doc/165x107/5ab4a56a7f8b9a1a048c274e/crack-propagation-in-britle-propagation-in-britle-materials-relevance-to-minerals.jpg)

