
DENTAL LAB - J.W. Donchin CO. - J.W. Donchin CO.jwdonchin.com/catalogs/cutting-tools/Mastercut...
124
www.mastercuttool.com DENTAL LAB 2010 Bur Series Fractional
Transcript of DENTAL LAB - J.W. Donchin CO. - J.W. Donchin CO.jwdonchin.com/catalogs/cutting-tools/Mastercut...

www.mastercuttool.com
DENTAL LAB2010 Bur Series
Fractional

All our burs are precision ground on state of the art
CNC machines for smooth operation.
Diamond Cut (Fine)
41-P
44-C
EDP# Description
44-C 1/8 x 9/16 x .0925 x 1-1/2 Cylinder
41-P 1/8 x 5/8 x .0925 x 1-1/2 Cone Shape
HP Shank 1/8 HeadCarbide Dental Burs
Chipbreaker Cut
HP Shank Carbide Dental Bur Dimensions
Type OD x LOC x Shank x OAL
52-C 1/4 x 3/8 x .0925 x 1-7/8
52-D 1/4 x 1/4 x .0925 x 1-3/4
53-A 1/4 x 1/2 x .0925 x 2
63-B 1/4 x 1/2 x .0925 x 2
82-T 1/4 x 5/8 x .0925 x 2
84-T 1/4 x 1/2 x .0925 x 2
83-E 1/4 x 1/2 x .0925 x 2
88-A 1/4 x 1/2 x .0925 x 2
47/X 5/32 x 1/2 x .0925 x 2
73-C 1/4 x 1/4 x .0925 x 1-3/4
61-A/81-A 1/4 x 1/2 x .0925 x 2
51-A 3/16 x 3/8 x .0925 x 1-7/8
84-T/SP 1/4 x 1/2 x .0925 x 2
88-A/SP 1/4 x 1/2 x .0925 x 2
All Dental BursShank Tolerance +.0000 -.0005
Dental and Medical HP Carbides
52-C/XF 52-D/XF 53-A/XF 63-B/XF 82-T/XF 84-T/XF 83-E/XF 88-A/XF 73-C/XF 61-A/81-A/XF51-A/XF47X/XF83-EE/XF
52-C/XC 52-D/XC 53-A/XC 63-B/XC 82-T/XC 84-T/XC 83-E/XC 88-A/XC 73-C/XC 61-A/81-A/XC47X/XC 51-A/XC83-EE/XC
All of our burs are available with advanced PVD coatings.
PowerA (AlTiN)
PowerZ (ZrN) also available as a coating.
Coating options:
PowerT (TiN)
Chipbreaker Cut (Regular)
47-X 51-A88-A83-E84-T82-T63-B53-A52-D52-C 73-C83-EE 61-A/81-A
Doublecut (Coarse)
84-T/SP
88-A/SP
EDP# (Metric) OD1xOD2xLOC1xLOC2xShankxOAL
35-0780 1.95 x 3 x 5.75 x 6.2 x 3 x 35 Step Drill
Dental Step-Drills
35-0780
Fastmill (Aluma Cut)

TYPE OD x LOC x Shank x OALUncoated PowerT (TiN) Coated PowerA (AlTiN) Coated
Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill
A-3/8 3/8 x 3/4 x 1/4 x 2-1/2 A3/8 A3/8XC A3/8FM A3/8TN A3/8XCTN A3/8FMTN A3/8TA A3/8XCTA A3/8FMTA
B-3/8 3/8 x 1-1/16 x 1/4 x 2-13/16 B3/8 B3/8XC B3/8FM B3/8TN B3/8XCTN B3/8FMTN B3/8TA B3/8XCTA B3/8FMTA
C-3/8 3/8 x 3/4 x 1/4 x 2-1/2 C3/8 C3/8XC C3/8FM C3/8TN C3/8XCTN C3/8FMTN C3/8TA C3/8XCTA C3/8FMTA
D-3/8 3/8 x 5/8 x 1/4 x 2-3/8 D3/8 D3/8XC D3/8FM D3/8TN D3/8XCTN D3/8FMTN D3/8TA D3/8XCTA D3/8FMTA
E-3/8 3/8 x 3/4 x 1/4 x 2-1/2 E3/8 E3/8XC E3/8FM E3/8TN E3/8XCTN E3/8FMTN E3/8TA E3/8XCTA E3/8FMTA
F-3/8 3/8 x 5/16 x 1/4 x 2-1/8 F3/8 F3/8XC F3/8FM F3/8TN F3/8XCTN F3/8FMTN F3/8TA F3/8XCTA F3/8FMTA
A-1/2 1/2 x 1 x 1/4 x 2-3/4 A1/2 A1/2XC A1/2FM A1/2TN A1/2XCTN A1/2FMTN A1/2TA A1/2XCTA A1/2FMTA
B-1/2 1/2 x 1-1/8 x 1/4 x 2-7/8 B1/2 B1/2XC B1/2FM B1/2TN B1/2XCTN B1/2FMTN B1/2TA B1/2XCTA B1/2FMTA
C-1/2 1/2 x 1 x 1/4 x 2-3/4 C1/2 C1/2XC C1/2FM C1/2TN C1/2XCTN C1/2FMTN C1/2TA C1/2XCTA C1/2FMTA
D-1/2 1/2 x 7/8 x 1/4 x 2-5/8 D1/2 D1/2XC D1/2FM D1/2TN D1/2XCTN D1/2FMTN D1/2TA D1/2XCTA D1/2FMTA
E-1/2 1/2 x 1 x 1/4 x 2-3/4 E1/2 E1/2XC E1/2FM E1/2TN E1/2XCTN E1/2FMTN E1/2TA E1/2XCTA E1/2FMTA
F-1/2 1/2 x 7/16 x 1/4 x 2-1/4 F1/2 F1/2XC F1/2FM F1/2TN F1/2XCTN F1/2FMTN F1/2TA F1/2XCTA F1/2FMTA
A 1/2 B 1/2 C 1/2 D 1/2 E 1/2 F 1/2
A 1/2FM B 1/2FM C 1/2FM D 1/2FM E 1/2FM F 1/2FM
Dental Lathe Burs (1/4 Shank)
Dental Bur Part IDs: 1: Begin with ‘DEN’
2: Indicate bur shape and cut type
3: Indicate coating if desired
Example: ‘DEN73CXCTA’ would
be 73-C/XC Doublecut with
AlTiN coating.
Bur Cut Types
Fastmill - Aluma Cut = ‘FM’
Diamond Cut = ‘XF’
Chipbreaker Cut = Default
Doublecut = ‘XC’
Single Cut = Special Order
Bur Coating IDs
PowerA (AlTiN)= ‘TA’
PowerT (TiN) = ‘TN’
PowerZ (ZrN)=’ZrN’
Chipbreaker Cut
Doublecut
F 1/2XCE 1/2XCD 1/2XCC 1/2XCB 1/2XCA 1/2XC
Fastmill (Aluma Cut)
Chipbreaker Cut
A 3/8 B 3/8 C 3/8 E 3/8 F 3/8D 3/8
Doublecut
F 3/8XCE 3/8XCD 3/8XCC 3/8XCB 3/8XCA 3/8XC
Fastmill (Aluma Cut)
A 3/8FM B 3/8FM C 3/8FM D 3/8FM E 3/8FM F 3/8FM
Mastercut Tool Corp. has been providing tools and services to the Solid Carbide Cutting Tool industry for over 24
years. Visit www.mastercuttool.com for details about the wide range of products and services off ered.
Terms and Conditions of Sale ~ To Order: Faxed or e-mailed orders are required. Please specify
quantity and EDP numbers. Minimum Orders: $50 for standard items, $200 for special orders. Orders below $50 are sub-
ject to a $7.50 handling fee. Standard Payment Terms: Overseas customers: Prepaid. US customers: Due upon receipt.
Open accounts can be established under certain conditions. Freight: Orders totaling $1500 or more are shipped freight
prepaid barring any special labeling or etching requirements. Freight is F.O.B. shipping point. A 1.5% special marking
fee is available as an option to receive prepaid freight for privately marked orders exceeding $1500. Prepaid freight only
applies to ground shipments within the US. Special Tooling for Your Requirements: When you need a non-standard tool
for a specific job, give us a call. Requirements for special tooling or modifications of existing standard items will be given
prompt, expert attention. Resharpening: Mastercut Tool Corp. employs skilled craftsmen and advanced equipment to
provide excellent resharpening services. We can sharpen dull cutters regardless of the manufacturer. This is an excellent
and efficient way to get new tool performance at a fraction of the cost. Please inquire about our resharpening price
list. Return Policy: We do not accept returns on items which we do not maintain in stock. Returns are subject to a 15%
re-stocking fee. No returns will be accepted beyond 6 months from date of shipment.
Products in this catalog are subject to change without notice.

American Made, American Made, World Class QualityWorld Class QualityWholesale and Dealer
Discounts Available
TYPE OD x LOC x Shank x OAL Uncoated PowerA (AlTiN)
Coated
PowerT (TiN)
Coated
MC-2 1/16 x 1/4 x .0925 x 1-1/2 DENMC-2 DENMC-2TA DENMC-2TN
MC-4 3/32 x 3/8 x .0925 x 1-1/2 DENMC-4 DENMC-4TA DENMC-4TN
MC-5 3/32 x 3/32 x .0925 x 1-1/2 DENMC-5 DENMC-5TA DENMC-5TN
MC-6 3/32 x 3/8 x .0925 x 1-1/2 DENMC-6 DENMC-6TA DENMC-6TN
MC-7 3/32 x 1/8 x .0925 x 1-1/2 DENMC-7 DENMC-7TA DENMC-7TN
MC-8 3/32 x 5/8 x .0925 x 1-1/2 DENMC-8 DENMC-8TA DENMC-8TN
71G 3/32 x 1/8 x .0925 x 1-1/2 DEN71-G DEN71-GTA DEN71-GTN
33C 3/32 x 3/8 x .0925 x 1-1/2 DEN33-C DEN33-CTA DEN33-CTN
32P 1/16 x 3/8 x .0925 x 1-1/2 DEN32-P DEN32-PTA DEN32-PTN
31P 3/32 x 5/8 x .0925 x 1-1/2 DEN31-P DEN31-PTA DEN31-PTN
MC-2 MC-4 MC-5 MC-6 MC-7
MC-8 71G 33C 32P 31P
Diamond Cut HP Shank Burs
TYPE OD x LOC x Shank x OALUncoated PowerA (AlTiN) Coated PowerT (TiN) Coated
Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill
88-A-4 1/4 x 5/8 x 1/4 x 2 88-A-4 88-A-4XC 88-A-4FM 88-A-4TA 88-A-4XCTA 88-A-4FMTA 88-A-4TN 88-A-4XCTN 88-A-4FMTN
88-B-4 1/4 x 5/8 x 1/4 x 2 88-B-4 88-B-4XC 88-B-4FM 88-B-4TA 88-B-4XCTA 88-B-4FMTA 88-B-4TN 88-B-4XCTN 88-B-4FMTN
88-C-4 1/4 x 5/8 x 1/4 x 2 88-C-4 88-C-4XC 88-C-4FM 88-C-4TA 88-C-4XCTA 88-C-4FMTA 88-C-4TN 88-C-4XCTN 88-C-4FMTN
88-D-4 1/4 x 5/8 x 1/4 x 2 88-D-4 88-D-4XC 88-D-4FM 88-D-4TA 88-D-4XCTA 88-D-4FMTA 88-D-4TN 88-D-4XCTN 88-D-4FMTN
88-T-4 1/4 x 5/8 x 1/4 x 2 88-T-4 88-T-4XC 88-T-4FM 88-T-4TA 88-T-4XCTA 88-T-4FMTA 88-T-4TN 88-T-4XCTN 88-T-4FMTN
88-E-4 1/4 x 3/8 x 1/4 x 2 88-E-4 88-E-4XC 88-E-4FM 88-E-4TA 88-E-4XCTA 88-E-4FMTA 88-E-4TN 88-E-4XCTN 88-E-4FMTN
88-F-4 1/4 x 5/8 x 1/4 x 2 88-F-4 88-F-4XC 88-F-4FM 88-F-4TA 88-F-4XCTA 88-F-4FMTA 88-F-4TN 88-F-4XCTN 88-F-4FMTN
Series 88 Burs
965 F. Harbor Lake Drive965 F. Harbor Lake DriveSafety Harbor, FL 34695 USASafety Harbor, FL 34695 USATelephone (727) 726-5336Telephone (727) 726-5336Fax (727) 725-2532Fax (727) [email protected]@mastercuttool.com
12-2009-61-UF
Proudly distributed by:
105
www.mastercuttool.comwww.mastercuttool.com
88-F-488-C-4 88-E-488-T-488-B-488-A-4 88-D-4

DENTAL LAB2010 Bur Series - Metric
www.mastercuttool.com

84-T/SP
88-A/SP
EDP# (Metric) OD1xOD2xLOC1xLOC2xShankxOAL
35-0780 1.95 x 3 x 5.75 x 6.2 x 3 x 35 Step Drill
Dental Step-Drills
35-0780
41-P
44-C
EDP# Description
44-C 3 x 14 x .2.35 x 38 Cylinder
41-P 3 x 16 x 2.35 x 38 Cone Shape
HP Shank 3mm HeadCarbide Dental Burs
HP Shank Carbide Dental Bur Dimensions
All Dental BursShank Tolerance +.0000 -.0005
EDP# ODxLOCxshankxOAL
52-C 6.3x9.5x2.35x48
52-D 6.3x6.3x2.35x45
53-A 6.3x12.7x2.35x50
63-B 6.3x12.7x2.35x50
82-T 6.3x12.7x2.35x50
84-T 6.3x12.7x2.35x50
83-E 6.3x12.7x2.35x50
88-A 6.3x12.7x2.35x50
47/X 4x12.4x2.35x50
73-C 6.3x6.3x2.35x45
61-A/81-A 6.3x12.7x2.35x50
51-A 5x9.5x2.35x48
84-T/SP 6.3x12.7x2.35x50
88-A/SP 6.3x12.7x2.35x50
Dental and Medical HP Carbides
Chipbreaker Cut (Regular)
Fastmill (Aluma Cut)
47/X 51-A61-A/81-A73-C88-A83-E84-T82-T63-B53-A52-D52-C 83-EE
Diamond Cut (Fine)
52-C/XF 52-D/XF 53-A/XF 63-B/XF 82-T/XF 84-T/XF 83-E/XF 88-A/XF 73-C/XF 61-A/81-A/XF 51-A/XF47/XF83-EE/XF
Doublecut (Coarse)
52-C/XC 52-D/XC 53-A/XC 63-B/XC 82-T/XC 84-T/XC 83-E/XC 88-A/XC 73-C/XC 61-A/81-A/XC47/XC 51-A/XC83-EE/XC
All our burs are precision ground on state of the art
CNC machines for smooth operation.
All of our burs are available with advanced PVD coatings.
PowerA (AlTiN)
PowerT (TiN)
PowerZ (ZrN) also available as a coating.
Coating options:

Doublecut
Chipbreaker Cut
A-095 B-095 C-095 D-095 E-095 F-095 A-127 B-127 C-127 D-127 E-127 F-127
F-127E-127D-127C -127B-127A-127F-095E-095D-095C-095B-095A-095
A -095 B-095 C-095 D-095 E-095 F-095 A-127 B-127 C-127 D-127 E-127 F-127
Uncoated PowerT (TiN) Coated PowerA (AlTiN) Coated
EDP# Description Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill
A-095 9.5x19x6x63 A095 A095XC A095FM A095TN A095XCTN A095FMTN A095TA A095XCTA A095FMTA
B-095 9.5x27x6x71 B095 B095XC B095FM B095TN B095XCTN B095FMTN B095TA B095XCTA B095FMTA
C-095 9.5x19x6x63 C095 C095XC C095FM C095TN C095XCTN C095FMTN C095TA C095XCTA C095FMTA
D-095 9.5x16x6x60 D095 D095XC D095FM D095TN D095XCTN D095FMTN D095TA D095XCTA D095FMTA
E-095 9.5x19x6x63 E095 E095XC E095FM E095TN E095XCTN E095FMTN E095TA E095XCTA E095FMTA
F-095 9.5x8x6x54 F095 F095XC F095FM F095TN F095XCTN F095FMTN F095TA F095XCTA F095FMTA
A-127 12.7x25x6x70 A127 A127XC A127FM A127TN A127XCTN A127FMTN A127TA A127XCTA A127FMTA
B-127 12.7x28.5x6x73 B127 B127XC B127FM B127TN B127XCTN B127FMTN B127TA B127XCTA B127FMTA
C-127 12.7x25x6x70 C127 C127XC C127FM C127TN C127XCTN C127FMTN C127TA C127XCTA C127FMTA
D-127 12.7x22x6x66 D127 D127XC D127FM D127TN D127XCTN D127FMTN D127TA D127XCTA D127FMTA
E-127 12.7x25x6x70 E127 E127XC E127FM E127TN E127XCTN E127FMTN E127TA E127XCTA E127FMTA
F-127 12.7x11x6x57 F127 F127XC F127FM F127TN F127XCTN F127FMTN F127TA F127XCTA F127FMTA
Fastmill (Aluma Cut)
Dental Lathe Burs (6mm Shank)
Dental Bur Part IDs: 1: Begin with ‘DEN’
2: Indicate bur shape and cut type
3: Indicate coating if desired
Example: ‘DEN73CXCTA’ would
be 73-C/XC Doublecut with
AlTiN coating.
Bur Cut Types
Fastmill - Aluma Cut = ‘FM’
Diamond Cut = ‘XF’
Chipbreaker Cut = Default
Doublecut = ‘XC’
Single Cut = Special Order
Bur Coating IDs
PowerA (AlTiN)= ‘TA’
PowerT (TiN) = ‘TN’
PowerZ (ZrN)=’ZrN’
Mastercut Tool Corp. has been providing tools and services to the Solid Carbide Cutting Tool industry for over 24
years. Visit www.mastercuttool.com for details about the wide range of products and services off ered.
Terms and Conditions of Sale ~ To Order: Faxed or e-mailed orders are required. Please specify
quantity and EDP numbers. Minimum Orders: $50 for standard items, $200 for special orders. Orders below $50 are sub-
ject to a $7.50 handling fee. Standard Payment Terms: Overseas customers: Prepaid. US customers: Due upon receipt.
Open accounts can be established under certain conditions. Freight: Orders totaling $1500 or more are shipped freight
prepaid barring any special labeling or etching requirements. Freight is F.O.B. shipping point. A 1.5% special marking
fee is available as an option to receive prepaid freight for privately marked orders exceeding $1500. Prepaid freight only
applies to ground shipments within the US. Special Tooling for Your Requirements: When you need a non-standard tool
for a specific job, give us a call. Requirements for special tooling or modifications of existing standard items will be given
prompt, expert attention. Resharpening: Mastercut Tool Corp. employs skilled craftsmen and advanced equipment to
provide excellent resharpening services. We can sharpen dull cutters regardless of the manufacturer. This is an excellent
and efficient way to get new tool performance at a fraction of the cost. Please inquire about our resharpening price
list. Return Policy: We do not accept returns on items which we do not maintain in stock. Returns are subject to a 15%
re-stocking fee. No returns will be accepted beyond 6 months from date of shipment.
Products in this catalog are subject to change without notice.
Chipbreaker Cut
Doublecut
Fastmill (Aluma Cut)

Uncoated PowerT ( TiN) Coated PowerA (AlTiN) Coated
DENMC-2 DENMC-2TN DENMC-2TA
DENMC-4 DENMC-4TN DENMC-4TA
DENMC-5 DENMC-5TN DENMC-5TA
DENMC-6 DENMC-6TN DENMC-6TA
DENMC-7 DENMC-7TN DENMC-7TA
DENMC-8 DENMC-8TN DENMC-8TA
DEN71-G DEN71-GTN DEN71-GTA
DEN33-C DEN33-CTN DEN33-CTA
DEN32-P DEN32-PTN DEN32-PTA
DEN31-P DEN31-PTN DEN31-PTA
MC-2 MC-4 MC-5 MC-6 MC-7
MC-8 71-G 33-C 32-P 31-P
88M-F-488M-C-4 88M-E-488M-T-488M-B-488M-A-4
Series 88 Burs
All Dental BursShank Tolerance +.0000 -.0005
12-2009-73-MU
Proudly distributed by:
EDP# OD x LOC x Shank x OAL
MC-2 1.5x9.5x2.35x38
MC-4 2.38x9.5x2.35x38
MC-5 2.38x2.38x2.35x38
MC-6 2.38x9.5x2.35x38
MC-7 2.38x3x2.35x38
MC-8 2.38x16x2.35x38
71-G 2.38x3x2.35x38
33-C 2.38x9.5x2.35x38
32-P 1.5x9.5x2.35x38
31-P 2.38x16x2.35x38
OD x LOC x Uncoated PowerT (TiN) Coated PowerA (AlTiN ) Coated
EDP# Shank x OAL Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill Chipbreaker Doublecut Fastmill
88M-A-4 6x16x6x50 88M-A-4 88M-A-4XC 88M-A-4FM 88M-A-4TN 88M-A-4XCTN 88M-A-4FMTN 88M-A-4TA 88M-A-4XCTA 88M-A-4FMTA
88M-B-4 6x16x6x50 88M-B-4 88M-B-4XC 88M-B-4FM 88M-B-4TN 88M-B-4XCTN 88M-B-4FMTN 88M-B-4TA 88M-B-4XCTA 88M-B-4FMTA
88M-C-4 6x16x6x50 88M-C-4 88M-C-4XC 88M-C-4FM 88M-C-4TN 88M-C-4XCTN 88M-C-4FMTN 88M-C-4TA 88M-C-4XCTA 88M-C-4FMTA
88M-D-5 6x16x6x50 88M-D-5 88M-D-5XC 88M-D-5FM 88M-D-5TN 88M-D-5XCTN 88M-D-5FMTN 88M-D-5TA 88M-D-5XCTA 88M-D-5FMTA
88M-T-5 6x16x6x50 88M-T-5 88M-T-5XC 88M-T-5FM 88M-T-5TN 88M-T-5XCTN 88M-T-5FMTN 88M-T-5TA 88M-T-5XCTA 88M-T-5FMTA
88M-E-5 6x9.5x6x50 88M-E-5 88M-E-5XC 88M-E-5FM 88M-E-5TN 88M-E-5XCTN 88M-E-5FMTN 88M-E-5TA 88M-E-5XCTA 88M-E-5FMTA
88M-F-6 6x16x6x50 88M-F-6 88M-F-6XC 88M-F-6FM 88M-F-6TN 88M-F-6XCTN 88M-F-6FMTN 88M-F-6TA 88M-F-6XCTA 88M-F-6FMTA
American Made, American Made, World Class QualityWorld Class QualityWholesale and Dealer
Discounts Available
965 F. Harbor Lake Drive965 F. Harbor Lake DriveSafety Harbor, FL 34695 USASafety Harbor, FL 34695 USATelephone (727) 726-5336Telephone (727) 726-5336Fax (727) 725-2532Fax (727) [email protected]@mastercuttool.com
105
www.mastercuttool.comwww.mastercuttool.com
Diamond Cut HP Shank Burs
88M-D-5

Rotary Cutting Tools 2009 Fractional
www.mastercuttool.com
CERTIFIEDISO 9001:2008
Cutting Edge TechnologyMade in the U.S.A.

www.mastercuttool.com 1-727-726-5336ENDMILLS2
Basic List of Endmill UseFACE MILLING: For small face areas of relatively shallow depth of cut. The surface finish produced can be “scratchy”.
KEYWAY PRODUCTION: Normally two separate endmills are required to produce a quality keyway.
WOODRUFF KEYWAYS: Normally produced with a single cutter in a straight plunge operation.
SPECIALITY CUTTING: Includes milling of tapered surfaces such as “T” shaped slots & dovetail production.
FINISHING PROFILING: To finish the inside/outside shape on a part with a parallel side wall.
CAVITY DIE WORK: Generally involves plunging and finishing cutting of pockets in die steel. Cavity work requires the production of three dimensional shapes. A ball type endmill is used for the finishing cutter with this application.
Important Calculations
Overall Length
FluteLength
Mill Diameter
Shank Diameter
Secondary Angle
Tool Width
Tool Height
Rake angle
Primary Angle (Side)
Web
Core Diameter
2 Flute
4 Flute
3 Flute
Inches Per Revolution = Inch Per MinuteR.P.M.
Chip Load = Inches Per RevolutionNumber of Flutes
Chip Load = Inches Per Minute
R.P.M x Number of Flutes
2
Weight Of Fractional Carbide Rod (lbs)
( )2
Shank DiameterX X3.142 Overall
Length X 0.509=
SFM = 0.262 X D1 X R.P.M. R.P.M. =318.3 X SFM
D1( (
SFM (Surface Feet/Minute)
)Weight Of Metric Carbide Rod (lbs) 2
X X3.142
Overall Length
0.50925.4
= (2
Shank DiameterX
Inches Per Revolution = Chip Load X Number of Flutes
Inches Per Minute = R.P.M. X Inches Per Revolution
D1 (Diameter of Cutter)
2
Materials 2FL 3FL 4FL 6FL Straight
Aluminum
Brass, Bronze
Fiberglass
Iron
Plastics
Steel nickle, Chrome
Steel: Carbon
Steel: 39-48Rc
Steel: 46-68Rc
Steel Stainless
Steel Weldments
Titanium
Zinc
Table of ContentsTerms & Conditions pg. 3
Endmill data pg. 3
Materials index pg. 4
Coatings pg. 5
Endmills & Other Tools:
Endmills pgs. 6 - 15
Countersinks pg. 15
Engraving blanks pg. 16
Ground rod pg. 16
Mini Mills pg. 16
High-performance Endmills:
AxMill pgs. 17- 22
V4 pgs. 23 - 24
F45 pg. 25
Roughers pg. 26
Twister Mill pg. 27
AlumaZip pg. 27
HyperMill pg. 27
Flowport Mills pg. 28
Drills:
Drill recommendations pg. 29
Solid carbide drills pgs. 30-33
Stub length drills pg. 34
NC Spotting drills pg. 35
CenterDrills pg. 35
Spade Drills pg. 35
Burs:
Bur shapes, sizes pg. 36
Bur cut types pg. 36
Bur use data pg. 37
Burs SA - SN pgs. 38-43
Die Mills pg. 43
Fiberglass routers pg. 44
Tire burs pg. 44
Home improvement burs pg. 44
Bur sets pgs. 45-46
Quality program:
Quality control pg. 47

ENDMILLS
1-727-726-5336 www.mastercuttool.com 3
PRODUCTS IN THIS CATALOG ARE
SUBJECT TO CHANGE WITHOUT NOTICE!
Terms and Conditions of Sale
To OrderFaxed or e-mailed orders are required. Please specify quantity and EDP numbers.
Minimum Orders$50 for standard items, $200 for special orders. Orders below $50 are subject to a $7.50 handling fee.
Standard Payment TermsOverseas customers: Prepaid. US customers: Net 30 Days, pending credit approval, past due after 30 days from billing date.
FreightMinimum freight charge, $7.00. Orders totaling $1500 or more are shipped freight prepaid barring any special labeling or etching requirements. Freight is F.O.B. shipping point. A 1.5% special marking fee is available as an option to receive prepaid freight for privately marked orders exceeding $1500. Prepaid freight only applies to ground shipments within the US.
Special Tooling for your RequirementsWhen you need a non-standard tool for a specific job, give us a call. Requirements for special tooling or modifications of existing standard items will be given prompt, expert attention.
ResharpeningMastercut Tool Corp. employs skilled craftsmen and advanced equipment to provide excellent resharpening services. We can sharpen dull cutters regardless of the manufacturer. This is an excellent and efficient way to get new tool performance at a fraction of the cost. Please inquire about our resharpening price list.
Return PolicyWe do not accept returns onitems which we do not maintain in stock. Returns are subject to a 15% re-stocking fee.No returns will be accepted beyond 6 months from date of shipment.
www.mastercuttool.comsales@mastercuttool .com
CLIMB MILLING CUTTERDirection for a milling operation. The cutter tending to “Climb” into the workspace, relieving feed force requirements. First choice for CNC machining. Increases cutter tool life. Sometimes called down-milling.
CONVENTIONAL MILLINGCutter Direction for a milling operation. The cutter tendency to push the workpiece away from the part, increasing the required feeding force. First choice for manual machining. Sometimes called up-milling.
END MILLINGMetal removal process that is achieved by feeding a workpiece into a revolving cutter. The cutter removes material as it chips.
PERIPHERAL MILLINGTo machine the edge surface of a part. Peripheral milling is accomplished by presenting the workpiece to the circumference or the periphery of the milling cutter.
PLUNGE CUTAxial feeding into a part. CNC machine movement in the Z-axis direction. Direct plunging into the face of a part. Plunge feeding in an axial direction requires a center cutting endmill.
RAMP CUT Axial feeding into a part. CNC machine movement in the Z-axis direction and an additional axis (X or Y). Angle plunged into the face of a part, feeding in other than the axial direction. Requires a center cutting endmill. Ramp cutting will assist the endmill to enter a part face.
Types of Milling Procedures
Feed Per Tooth ( IPT)
Endmi l l Diameter equals
Materia l GroupSpeed SFM
up to 1/4”1/4” to
1/2”1/2” to
3/4”3/4” to 1”
Aluminum/Related Al loys 600-1200 .001- .002 .002- .004 .004- .006 .006- .008
Brass/Bronze 300-550 .001- .002 .002- .003 .003- .004 .004- .005
Copper/Related Al loys 500-900 .001- .002 .002- .003 .003- .005 .005- .006
Cast Iron (soft ±195bhn)
200-500 .001- .002 .002- .003 .003- .005 .005- .008
Cast Iron (medium ±225bhn)
125-350 .001- .002 .002- .003 .003- .004 .004- .007
Cast Iron (hard ±275bhn)
80-300 .0005- .001 .001- .002 .002- .003 .003- .005
Magnesium 800-1400 .001- .003 .003- .005 .005- .007 .007- .009
Monel/Nickel Al loys 65-175 .0005- .001 .001- .002 .002- .003 .003- .004
Plast ics 600-1200 .001- .003 .003- .006 .006- .010 .010- .015
Steel -Heat Treated (35-40Rc)
150-350 .0003- .0005 .0005- .001 .001- .003 .003- .005
Steel -Heat Treated (40- 45Rc)
125-275 .0002- .0005 .0005- .001 .001- .002 .002- .004
Steel -Heat Treated (45+Rc)
50-200 .0002- .0005 .0005- .001 .001- .002 .002- .003
Steel -Medium Carbon 175-350 .0005- .001 .001- .002 .002- .004 .004- .006
Steel ; Mold & Die 50-250 .0005- .001 .001- .002 .002- .004 .004- .007
Steel ; Tool 150-250 .0005- .001 .001- .002 .002- .004 .004- .006
Stain less-Soft 250-400 .0005- .001 .001- .002 .002- .004 .004- .006
Stain less-Hard 75-250 .0005- .001 .001- .002 .002- .003 .003- .005
T itanium Al loys 90-225 .0003- .0008 .0008- .002 .002- .003 .003- .005
Endmill Speeds and Feeds
ENDMILL DATA3
TERMS & CONDITIONS
www.mastercuttool.com 1-727-726-5336ENDMILLS4
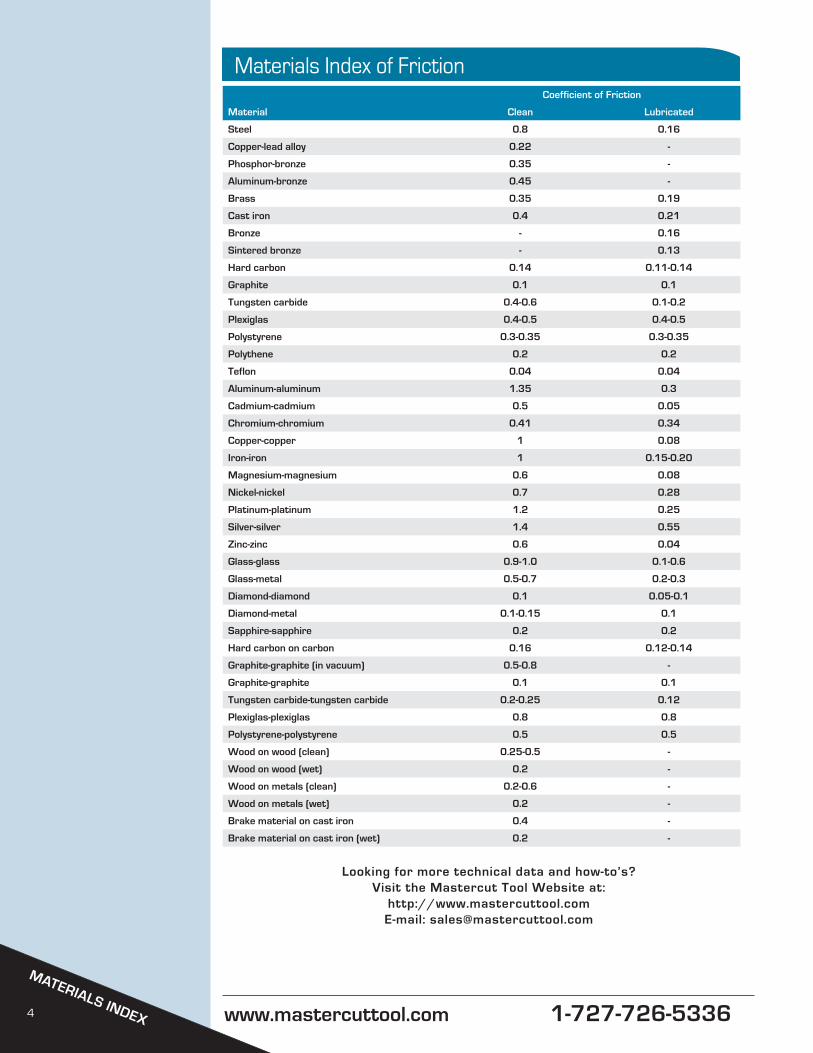
Coefficient of Friction
Material Clean Lubricated
Steel 0.8 0.16
Copper-lead alloy 0.22 -
Phosphor-bronze 0.35 -
Aluminum-bronze 0.45 -
Brass 0.35 0.19
Cast iron 0.4 0.21
Bronze - 0.16
Sintered bronze - 0.13
Hard carbon 0.14 0.11-0.14
Graphite 0.1 0.1
Tungsten carbide 0.4-0.6 0.1-0.2
Plexiglas 0.4-0.5 0.4-0.5
Polystyrene 0.3-0.35 0.3-0.35
Polythene 0.2 0.2
Teflon 0.04 0.04
Aluminum-aluminum 1.35 0.3
Cadmium-cadmium 0.5 0.05
Chromium-chromium 0.41 0.34
Copper-copper 1 0.08
Iron-iron 1 0.15-0.20
Magnesium-magnesium 0.6 0.08
Nickel-nickel 0.7 0.28
Platinum-platinum 1.2 0.25
Silver-silver 1.4 0.55
Zinc-zinc 0.6 0.04
Glass-glass 0.9-1.0 0.1-0.6
Glass-metal 0.5-0.7 0.2-0.3
Diamond-diamond 0.1 0.05-0.1
Diamond-metal 0.1-0.15 0.1
Sapphire-sapphire 0.2 0.2
Hard carbon on carbon 0.16 0.12-0.14
Graphite-graphite (in vacuum) 0.5-0.8 -
Graphite-graphite 0.1 0.1
Tungsten carbide-tungsten carbide 0.2-0.25 0.12
Plexiglas-plexiglas 0.8 0.8
Polystyrene-polystyrene 0.5 0.5
Wood on wood (clean) 0.25-0.5 -
Wood on wood (wet) 0.2 -
Wood on metals (clean) 0.2-0.6 -
Wood on metals (wet) 0.2 -
Brake material on cast iron 0.4 -
Brake material on cast iron (wet) 0.2 -
Materials Index of Friction
MATERIALS INDEX4
Looking for more technical data and how-to’s?Visit the Mastercut Tool Website at:
http://www.mastercuttool.comE-mail: [email protected]

ENDMILLS
1-727-726-5336 www.mastercuttool.com 5
• Carbide tool’s life increased 2 to 5 times . Deposition temperatures as low as 480°-840°F (250°-450°C) protect carbide’s binder from deterioration, by comparison with the CVD process applied at more than 1,850°F (1,000°C).
• Isolates the tool from the part, avoids edge buildup and tool cratering.
• Reduced friction against workpiece and chips, reduced spindle torque, less vibration, better finish.
• Speed and Feed increased from 10 to 50 percent.
• Reduces or eliminates coolant (with specific coatings).
• Repeatable, stable performance of the coatings between batches.
Why use a Coating?
With today’s coating technologies, you can make your tools last longer and run harder than ever before. At Mastercut Tool Corp. we offer a full range of coatings including Titanium Nitride, Titanium Aluminum Nitride, and many
more. Look below for more information. TiN and TiCN coatings are not listed in this catalog but are available on all tools by request.
PowerA is Mastercut Tool Corp’s new proprietary coating that surpasses the proven performance of TiAlN for superior extreme machining results. With a thermal stability above 1,600°F (900°C) this coating excels in high speed dry machining applications. Harder than our original TiAlN by 1000 HV, with an increase in thermal stability of 200°F (100°C), PowerA will ensure that heat buildup, friction, and edge breakdown are all greatly reduced, resulting in better cutting performance and longer tool life. As with it’s predecessor, PowerA will be an excellent coating
for applications involving tough-to-cut tool steels, stainless, cast iron and non-ferrous material, and it can also be used very effectively for interrupted cuts. PowerA can be run at more aggressive speeds and feeds than other coatings, and can be run without coolant in specific applications. PowerA continues to be the coating of choice for tough-to-cut materials.Hardness: 3800 HVCoating Thickness: 2-4 MicronsThermal Stability: 1,650°F or 900°C
PowerT Titanium Nitride (TiN) Coating is bright gold in color, has an ambient temperature hard-ness in the 2800 Vickers (low 80Rc) range, a coefficient of friction under 0.5, and a thermal
stability up to about 1000°F. TiN meets FDA requirements for surgical tools and food appli-cations. Cutting speeds, feeds, wear resistance and tool life generally improve.
Mastercut High-Performance Coatings
PowerA Coating
PowerT Titanium Nitride (TiN) Coating
PowerZ Zirconium Nitride (ZrN) Coating has proven itself over the years in many industries. ZrN’s characteristics have made it suitable for applications where TiN has not performed well. It has excellent erosion resistance, good lubric-ity and ductility combined with an attractive ap-pearance to make it stand out from the all the rest. This coating has worked well in all non-fer-
rous applications. Recommended Applications: Aluminum, Brass, Cast Iron, Graphite, Ni Alloys, Ti Alloys, 300/PH Series Stainless Zinc, Glass-filled Plastics (Not recommended for carbon steels). Coating Characteristics: Thickness (2-5 microns), Hardness (2800 Vickers), Thermal 1,049°F (550°C), Lubricity (0.5 coefficient of friction).
PowerZ Zirconium Based (ZrN) Coating PowerZ
Titanium Carbon Nitride (TiCN) Coating has an ambient temperature hardness in the 4000 Vickers (low 90Rc) range. It’s use is particularly advantageous when cutting cast iron, silicon
aluminum, certain non-ferrous and other abrasive materials. Tool life can be extended using the right combination of speeds, feeds and coolant.
Titanium Carbon Nitride (TiCN) Coating
COATINGS
5
Consider PowerA coatings to run more
aggressive speeds and feeds!
PowerA
PowerT
Also available:
Material to Machine PowerT TiCN PowerA PowerZ
Aluminum, Low Silicon < 10%
Aluminum, High Silicon > 10%
Copper, Copper Alloys
Ductile, Malleable Cast Iron
Carbon Steel, 1000 Series
Alloy Steel, 4 to 9000 Series
Tool Steel
SS Steel, 300 Series
SS Steel, 400 Series
SS PH Series
Titanium, Titanium Alloys
Nickel, Nickel Alloys, Cobalt
Wood, Paper
Composites, Plastics
www.mastercuttool.com 1-727-726-5336ENDMILLS6
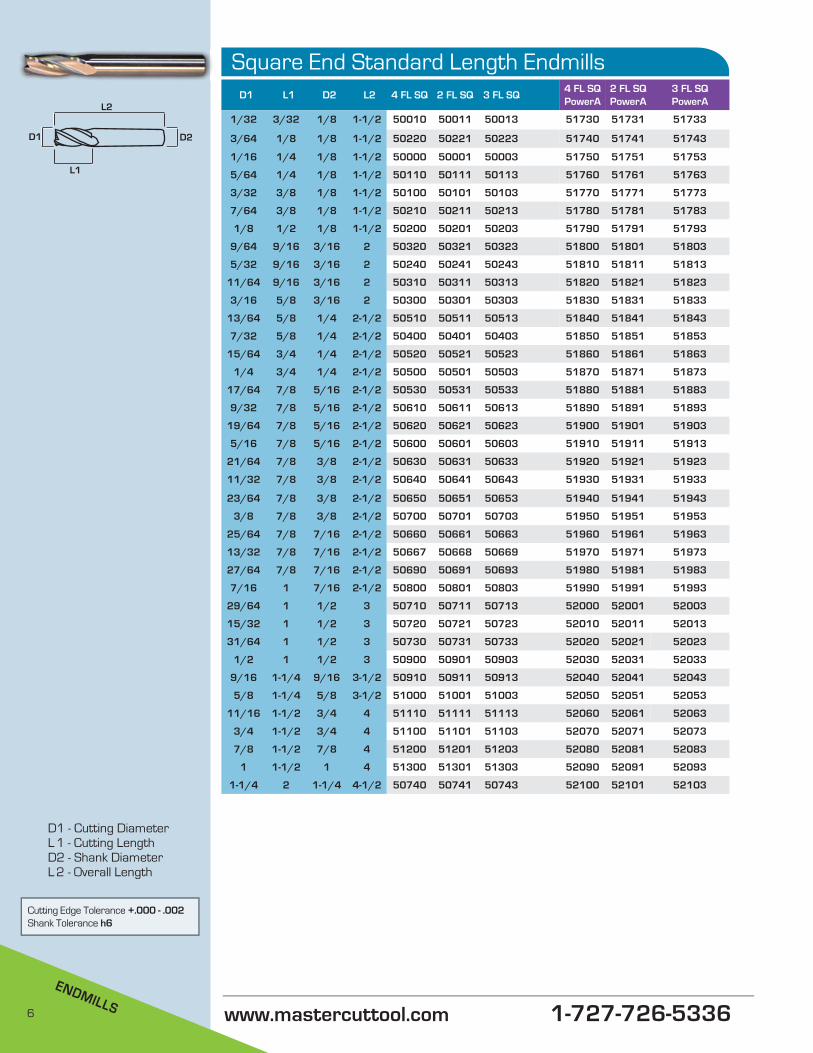
D1 L1 D2 L2 4 FL SQ 2 FL SQ 3 FL SQ4 FL SQPowerA
2 FL SQ PowerA
3 FL SQPowerA
1/32 3/32 1/8 1-1/2 50010 50011 50013 51730 51731 51733
3/64 1/8 1/8 1-1/2 50220 50221 50223 51740 51741 51743
1/16 1/4 1/8 1-1/2 50000 50001 50003 51750 51751 51753
5/64 1/4 1/8 1-1/2 50110 50111 50113 51760 51761 51763
3/32 3/8 1/8 1-1/2 50100 50101 50103 51770 51771 51773
7/64 3/8 1/8 1-1/2 50210 50211 50213 51780 51781 51783
1/8 1/2 1/8 1-1/2 50200 50201 50203 51790 51791 51793
9/64 9/16 3/16 2 50320 50321 50323 51800 51801 51803
5/32 9/16 3/16 2 50240 50241 50243 51810 51811 51813
11/64 9/16 3/16 2 50310 50311 50313 51820 51821 51823
3/16 5/8 3/16 2 50300 50301 50303 51830 51831 51833
13/64 5/8 1/4 2-1/2 50510 50511 50513 51840 51841 51843
7/32 5/8 1/4 2-1/2 50400 50401 50403 51850 51851 51853
15/64 3/4 1/4 2-1/2 50520 50521 50523 51860 51861 51863
1/4 3/4 1/4 2-1/2 50500 50501 50503 51870 51871 51873
17/64 7/8 5/16 2-1/2 50530 50531 50533 51880 51881 51883
9/32 7/8 5/16 2-1/2 50610 50611 50613 51890 51891 51893
19/64 7/8 5/16 2-1/2 50620 50621 50623 51900 51901 51903
5/16 7/8 5/16 2-1/2 50600 50601 50603 51910 51911 51913
21/64 7/8 3/8 2-1/2 50630 50631 50633 51920 51921 51923
11/32 7/8 3/8 2-1/2 50640 50641 50643 51930 51931 51933
23/64 7/8 3/8 2-1/2 50650 50651 50653 51940 51941 51943
3/8 7/8 3/8 2-1/2 50700 50701 50703 51950 51951 51953
25/64 7/8 7/16 2-1/2 50660 50661 50663 51960 51961 51963
13/32 7/8 7/16 2-1/2 50667 50668 50669 51970 51971 51973
27/64 7/8 7/16 2-1/2 50690 50691 50693 51980 51981 51983
7/16 1 7/16 2-1/2 50800 50801 50803 51990 51991 51993
29/64 1 1/2 3 50710 50711 50713 52000 52001 52003
15/32 1 1/2 3 50720 50721 50723 52010 52011 52013
31/64 1 1/2 3 50730 50731 50733 52020 52021 52023
1/2 1 1/2 3 50900 50901 50903 52030 52031 52033
9/16 1-1/4 9/16 3-1/2 50910 50911 50913 52040 52041 52043
5/8 1-1/4 5/8 3-1/2 51000 51001 51003 52050 52051 52053
11/16 1-1/2 3/4 4 51110 51111 51113 52060 52061 52063
3/4 1-1/2 3/4 4 51100 51101 51103 52070 52071 52073
7/8 1-1/2 7/8 4 51200 51201 51203 52080 52081 52083
1 1-1/2 1 4 51300 51301 51303 52090 52091 52093
1-1/4 2 1-1/4 4-1/2 50740 50741 50743 52100 52101 52103
Square End Standard Length Endmills
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
L2
D1 D2
L1

ENDMILLS
1-727-726-5336 www.mastercuttool.com 7
L2
D1 D2
L1
Ball End Standard Length EndmillsD1 L1 D2 L2 4 FL 2 FL 3 FL
4 FLPowerA
2 FLPowerA
3 FLPowerA
1/32 3/32 1/8 1-1/2 50014 50015 50016 51734 51735 51736
3/64 1/8 1/8 1-1/2 50224 50225 50226 51744 51745 51746
1/16 1/4 1/8 1-1/2 50004 50005 50006 51754 51755 51756
5/64 1/4 1/8 1-1/2 50114 50115 50116 51764 51765 51766
3/32 3/8 1/8 1-1/2 50104 50105 50106 51774 51775 51776
7/64 3/8 1/8 1-1/2 50214 50215 50216 51784 51785 51786
1/8 1/2 1/8 1-1/2 50204 50205 50206 51794 51795 51796
9/64 9/16 3/16 2 50324 50325 50326 51804 51805 51806
5/32 9/16 3/16 2 50244 50245 50246 51814 51815 51816
11/64 9/16 3/16 2 50314 50315 50316 51824 51825 51826
3/16 5/8 3/16 2 50304 50305 50306 51834 51835 51836
13/64 5/8 1/4 2-1/2 50514 50515 50516 51844 51845 51846
7/32 5/8 1/4 2-1/2 50404 50405 50406 51854 51855 51856
15/64 3/4 1/4 2-1/2 50524 50525 50526 51864 51865 51866
1/4 3/4 1/4 2-1/2 50504 50505 50506 51874 51875 51876
17/64 7/8 5/16 2-1/2 50614 50535 50536 51884 51885 51886
9/32 7/8 5/16 2-1/2 50634 50615 50616 51894 51895 51896
19/64 7/8 5/16 2-1/2 50624 50625 50626 51904 51905 51906
5/16 7/8 5/16 2-1/2 50604 50605 50606 51914 51915 51916
21/64 7/8 3/8 2-1/2 50534 50635 50636 51924 51925 51926
11/32 7/8 3/8 2-1/2 50644 50645 50646 51934 51935 51936
23/64 7/8 3/8 2-1/2 50654 50655 50656 51944 51945 51946
3/8 7/8 3/8 2-1/2 50704 50705 50706 51954 51955 51956
25/64 7/8 7/16 2-1/2 50664 50665 50666 51964 51965 51966
13/32 7/8 7/16 2-1/2 50677 50678 50679 51974 51975 51976
27/64 7/8 7/16 2-1/2 50694 50695 50696 51984 51985 51986
7/16 1 7/16 2-1/2 50804 50805 50806 51994 51995 51996
29/64 1 1/2 3 50714 50715 50716 52004 52005 52006
15/32 1 1/2 3 50724 50725 50726 52014 52015 52016
31/64 1 1/2 3 50734 50735 50736 52024 52025 52026
1/2 1 1/2 3 50904 50905 50906 52034 52035 52036
9/16 1-1/4 9/16 3-1/2 50914 50915 50916 52044 52045 52046
5/8 1-1/4 5/8 3-1/2 51004 51005 51006 52054 52055 52056
11/16 1-1/2 3/4 4 51114 51115 51116 52064 52065 52066
3/4 1-1/2 3/4 4 51104 51105 51106 52074 52075 52076
7/8 1-1/2 7/8 4 51204 51205 51206 52084 52085 52086
1 1-1/2 1 4 51304 51305 51306 52094 52095 52096
1-1/4 2 1-1/4 4-1/2 50744 50745 50746 52104 52105 52106
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

www.mastercuttool.com 1-727-726-5336ENDMILLS8
Long Length Endmills Square EndD1 L1 D2 L2
4 FL Uncoated
2 FLUncoated
4 FLPowerA
2 FLPowerA
1/8 5/8 1/8 2 53000 53001 53030 53031
1/8 3/4 1/8 2 54000 54001 54090 54091
1/8 1 1/8 3 53040 53041 53070 53071
3/16 3/4 3/16 2-1/2 54100 54101 54190 54191
3/16 1-1/8 3/16 3 53080 53081 53110 53111
3/16 1 3/16 4 53120 53121 53150 53151
1/4 1-1/8 1/4 3 54200 54201 54290 54291
1/4 1 1/4 4 53160 53161 53190 53191
1/4 1-1/2 1/4 4 53200 53201 53230 53231
1/4 1-1/2 1/4 6 53240 53241 53270 53271
5/16 1-1/8 5/16 3 54300 54301 54390 54391
5/16 1 5/16 4 53280 53281 53310 53311
5/16 1-5/8 5/16 4 53320 53321 53350 53351
5/16 1-1/2 5/16 6 53450 53451 53480 53481
3/8 1-1/8 3/8 3 54400 54401 54490 54491
3/8 1-3/4 3/8 4 54500 54501 54590 54591
3/8 2 3/8 4 53360 53361 53390 53391
3/8 1-1/2 3/8 6 53400 53401 53430 53431
3/8 3 3/8 6 53440 53441 53476 53477
7/16 1 7/16 4 53486 53487 53510 53511
7/16 2 7/16 4 53520 53521 53550 53551
7/16 1-1/2 7/16 6 53560 53561 53590 53591
7/16 3 7/16 6 53600 53601 53630 53631
1/2 1 1/2 4 53640 53641 53670 53671
1/2 2 1/2 4 54600 54601 54690 54691
1/2 1-1/2 1/2 6 53680 53681 53720 53721
1/2 3 1/2 6 54700 54701 54790 54791
5/8 2-1/4 5/8 5 54800 54801 54890 54891
5/8 3 5/8 6 54900 54901 54990 54991
3/4 2-1/4 3/4 5 55000 55001 55090 55091
3/4 3 3/4 6 55100 55101 55190 55191
1 2 1 6 55200 55201 55240 55241
1 3 1 6 55400 55401 55430 55431
1 4 1 6 55300 55301 55340 55341
L2
D1 D2
L1
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

ENDMILLS
1-727-726-5336 www.mastercuttool.com 9
L2
D1 D2
L1
Cutting Edge Tolerance +.000 -.002Shank Tolerance +.000 -.0002
Long Length Endmills Ball EndD1 L1 D2 L2
4 FL Uncoated
2 FLUncoated
4 FLPowerA
2 FLPowerA
1/8 5/8 1/8 2 53004 53005 53034 53035
1/8 3/4 1/8 2 54004 54005 54094 54095
1/8 1 1/8 3 53044 53045 53074 53075
3/16 3/4 3/16 2-1/2 54104 54105 54194 54195
3/16 1-1/8 3/16 3 53084 53085 53114 53115
3/16 1 3/16 4 53124 53125 53154 53155
1/4 1-1/8 1/4 3 54204 54205 54294 54295
1/4 1 1/4 4 53164 53165 53194 53195
1/4 1-1/2 1/4 4 53204 53205 53234 53235
1/4 1-1/2 1/4 6 53244 53245 53274 53275
5/16 1-1/8 5/16 3 54304 54305 54394 54395
5/16 1 5/16 4 53284 53285 53314 53315
5/16 1-5/8 5/16 4 53324 53325 53354 53355
5/16 1-1/2 5/16 6 53364 53365 53394 53395
3/8 1-1/8 3/8 3 54404 54405 54494 54495
3/8 1-3/4 3/8 4 54504 54505 54594 54595
3/8 2 3/8 4 55504 55505 55534 55535
3/8 1-1/2 3/8 6 53404 53405 53434 53435
3/8 3 3/8 6 53444 53445 53474 53475
7/16 1 7/16 4 53484 53485 53514 53515
7/16 2 7/16 4 53524 53525 53554 53555
7/16 1-1/2 7/16 6 53564 53565 53594 53595
7/16 3 7/16 6 53604 53605 53634 53635
1/2 1 1/2 4 53644 53645 53674 53675
1/2 2 1/2 4 54604 54605 54694 54695
1/2 1-1/2 1/2 6 53684 53685 53714 53715
1/2 3 1/2 6 54704 54705 54794 54795
5/8 2-1/4 5/8 5 54804 54805 54894 54895
5/8 3 5/8 6 54904 54905 54994 54995
3/4 2-1/4 3/4 5 55004 55005 55094 55095
3/4 3 3/4 6 55104 55105 55194 55195
1 2 1 6 55204 55205 55234 55235
1 3 1 6 55404 55405 55434 55435
1 4 1 6 55304 55305 55334 55335
6 Flute Endmills Square EndD1 L1 D2 L2 Uncoated PowerA
3/16 5/8 3/16 2 50302 50392
1/4 3/4 1/4 2-1/2 50502 50592
5/16 7/8 5/16 2-1/2 50602 50692
3/8 1 3/8 2-1/2 50702 50792
7/16 1 7/16 2-1/2 50802 50892
1/2 1 1/2 3 50902 50992
5/8 1-1/4 5/8 3-1/2 51002 51092
3/4 1-1/2 3/4 4 51102 51192
7/8 1-1/2 7/8 4 51202 51292
L2
D1 D2
L1

www.mastercuttool.com 1-727-726-5336ENDMILLS10
L2
D1 D2
L1
Stub Length Endmills Square EndD1 L1 D2 L2
4FL Uncoated
2 FLUncoated
4 FLPowerA
2 FLPowerA
1/32 1/16 1/8 1-1/2 56300 56301 56333 56334
3/64 3/32 1/8 1-1/2 56350 56351 56383 56384
1/16 1/8 1/8 1-1/2 56400 56401 56433 56434
3/32 3/16 1/8 1-1/2 56500 56501 56533 56534
1/8 1/4 1/8 1-1/2 57000 57001 57092 57093
5/32 5/16 3/16 2 56600 56601 56633 56634
3/16 3/8 3/16 2 57100 57101 57192 57193
7/32 7/16 1/4 2 57200 57201 57292 57293
1/4 1/2 1/4 2 57300 57301 57392 57393
5/16 1/2 5/16 2 57400 57401 57492 57493
3/8 5/8 3/8 2 57500 57501 57592 57593
7/16 5/8 7/16 3 57550 57551 57633 57634
1/2 5/8 1/2 2-1/2 57600 57601 57692 57693
5/8 3/4 5/8 3 57700 57701 57792 57793
3/4 1 3/4 3 57800 57801 57833 57834
1 1 1 3 57850 57851 57883 57884
L2
D1 D2
L1 Flat
L2
D1 D2
L1 Flat
D1 L1 D2 L24 FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
1/8 3/8 3/8 3 52207 52208 52297 52298
3/16 1/2 3/8 3 52307 52308 52397 52398
7/32 9/16 3/8 3 52407 52408 52497 52498
1/4 5/8 3/8 3 52507 52508 52597 52598
5/16 3/4 3/8 3-1/2 52607 52608 52697 52698
3/8 3/4 3/8 3-1/2 52707 52708 52797 52798
3/8 Common Shank Double End Endmills Square End
D1 L1 D2 L24 FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
1/8 3/8 3/8 3 52202 52203 52292 52293
3/16 1/2 3/8 3 52302 52303 52392 52393
7/32 9/16 3/8 3 52402 52403 52492 52493
1/4 5/8 3/8 3 52502 52503 52592 52593
5/16 3/4 3/8 3-1/2 52602 52603 52692 52693
3/8 3/4 3/8 3-1/2 52702 52703 52792 52793
3/8 Common Shank Double End Endmills Ball End
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

ENDMILLS
1-727-726-5336 www.mastercuttool.com 11
L2
D1 D2
L1
L2
D1 D2
L1
Standard Length Double End Endmills Square EndD1 L1 D2 L2
4 FL Uncoated
2 FLUncoated
4 FLPowerA
2 FL PowerA
1/32 3/32 1/8 2 58000 58001 58030 58032
3/64 1/8 1/8 2 58050 58051 58080 58081
1/16 3/16 1/8 2 58100 58101 58130 58131
3/32 1/4 1/8 2 58150 58151 58180 58181
1/8 3/8 1/8 2 58200 58201 58230 58231
5/32 7/16 3/16 2-1/2 58250 58251 58280 58281
3/16 1/2 3/16 2-1/2 58300 58301 58330 58331
7/32 9/16 1/4 2-1/2 58350 58351 58380 58381
1/4 5/8 1/4 2-1/2 58400 58401 58430 58431
5/16 3/4 5/16 3-1/2 58450 58451 58480 58481
3/8 3/4 3/8 3-1/2 58500 58501 58530 58531
7/16 7/8 7/16 4 58550 58551 58580 58581
1/2 1 1/2 4 58600 58601 58630 58631
9/16 1-1/4 9/16 6 58650 58651 58680 58681
5/8 1-1/4 5/8 6 58700 58701 58730 58731
3/4 1-1/2 3/4 6 58750 58751 58780 58781
7/8 1-1/2 7/8 6 58800 58801 58830 58831
1 1-1/2 1 6 58850 58851 58880 58881
D1 L1 D2 L24FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
1/32 1/16 1/8 1-1/2 56304 56305 56337 56338
3/64 3/32 1/8 1-1/2 56354 56355 56387 56388
1/16 1/8 1/8 1-1/2 56404 56405 56437 56438
3/32 3/16 1/8 1-1/2 56504 56505 56537 56538
1/8 1/4 1/8 1-1/2 57004 57005 57096 57097
5/32 5/16 3/16 2 56604 56605 56637 56638
3/16 3/8 3/16 2 57104 57105 57196 57197
7/32 7/16 1/4 2 57204 57205 57296 57297
1/4 1/2 1/4 2 57304 57305 57396 57397
5/16 1/2 5/16 2 57404 57405 57496 57497
3/8 5/8 3/8 2 57504 57505 57596 57597
7/16 5/8 7/16 3 57554 57555 57637 57638
1/2 5/8 1/2 2-1/2 57604 57605 57696 57697
5/8 3/4 5/8 3 57704 57705 57796 57797
3/4 1 3/4 3 57804 57805 57837 57838
1 1 1 3 57854 57855 57887 57888
Stub Length Endmills Ball End
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

www.mastercuttool.com 1-727-726-5336ENDMILLS12
L2
D1 D2
L1
D1 L1 D2 L24 FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
1/32 3/32 1/8 2 58004 58005 58034 58035
3/64 1/8 1/8 2 58054 58055 58084 58085
1/16 3/16 1/8 2 58104 58105 58134 58135
3/32 1/4 1/8 2 58154 58155 58184 58185
1/8 3/8 1/8 2 58204 58205 58234 58235
5/32 7/16 3/16 2-1/2 58254 58255 58284 58285
3/16 1/2 3/16 2-1/2 58304 58305 58334 58335
7/32 9/16 1/4 2-1/2 58354 58355 58384 58385
1/4 5/8 1/4 2-1/2 58404 58405 58434 58435
5/16 3/4 5/16 3-1/2 58454 58455 58484 58485
3/8 3/4 3/8 3-1/2 58504 58505 58534 58535
7/16 7/8 7/16 4 58554 58555 58584 58585
1/2 1 1/2 4 58604 58605 58634 58635
9/16 1-1/4 9/16 6 58654 58655 58684 58685
5/8 1-1/4 5/8 6 58704 58705 58734 58735
3/4 1-1/2 3/4 6 58754 58755 58784 58785
7/8 1-1/2 7/8 6 58804 58805 58834 58835
1 1-1/2 1 6 58854 58855 58884 58885
Standard Length Double End Endmills Ball End
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
L2
D1 D2
L1
D1 L1 D2 L24FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
1/32 1/16 1/8 1-1/2 57016 57015 57058 57059
3/64 3/32 1/8 1-1/2 57127 57128 57158 57159
1/16 1/8 1/8 1-1/2 57227 57228 57258 57259
3/32 3/16 1/8 1-1/2 57027 57026 57358 57359
1/8 1/4 1/8 1-1/2 57007 57008 57098 57099
5/32 5/16 3/16 2 57137 57136 57458 57459
3/16 3/8 3/16 2 57107 57108 57198 57199
7/32 1/2 1/4 2-1/2 57207 57208 57298 57299
1/4 1/2 1/4 2-1/2 57307 57308 57398 57399
5/16 1/2 5/16 2-1/2 57407 57408 57498 57499
3/8 1/2 3/8 2-1/2 57507 57508 57598 57599
7/16 1/2 7/16 2-1/2 57535 57536 57568 57569
1/2 5/8 1/2 3 57607 57608 57698 57699
5/8 3/4 5/8 4 57707 57708 57740 57741
3/4 1 3/4 4 57807 57808 57840 57841
Stub Length Double End Endmills Square End
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6

ENDMILLS
1-727-726-5336 www.mastercuttool.com 13
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
L2
D1 D2
L1
D1 L1 D2 L24FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
1/32 1/16 1/8 1-1/2 57019 57020 57062 57063
3/64 3/32 1/8 1-1/2 57119 57120 57162 57163
1/16 1/8 1/8 1-1/2 57219 57220 57262 57263
3/32 3/16 1/8 1-1/2 57022 57021 57362 57363
1/8 1/4 1/8 1-1/2 57002 57003 57094 57095
5/32 5/16 3/16 2 57419 57420 57462 57463
3/16 3/8 3/16 2 57102 57103 57210 57211
7/32 5/8 1/4 2-1/2 57202 57203 57294 57295
1/4 1/2 1/4 2-1/2 57302 57303 57394 57395
5/16 1/2 5/16 2-1/2 57402 57403 57494 57495
3/8 1/2 3/8 2-1/2 57502 57503 57594 57595
7/16 1/2 7/16 2-1/2 57530 57531 57563 57564
1/2 5/8 1/2 3 57602 57603 57694 57695
5/8 3/4 5/8 4 57702 57703 57735 57736
3/4 1 3/4 4 57802 57803 57835 57836
Stub Length Double End Endmills Ball End
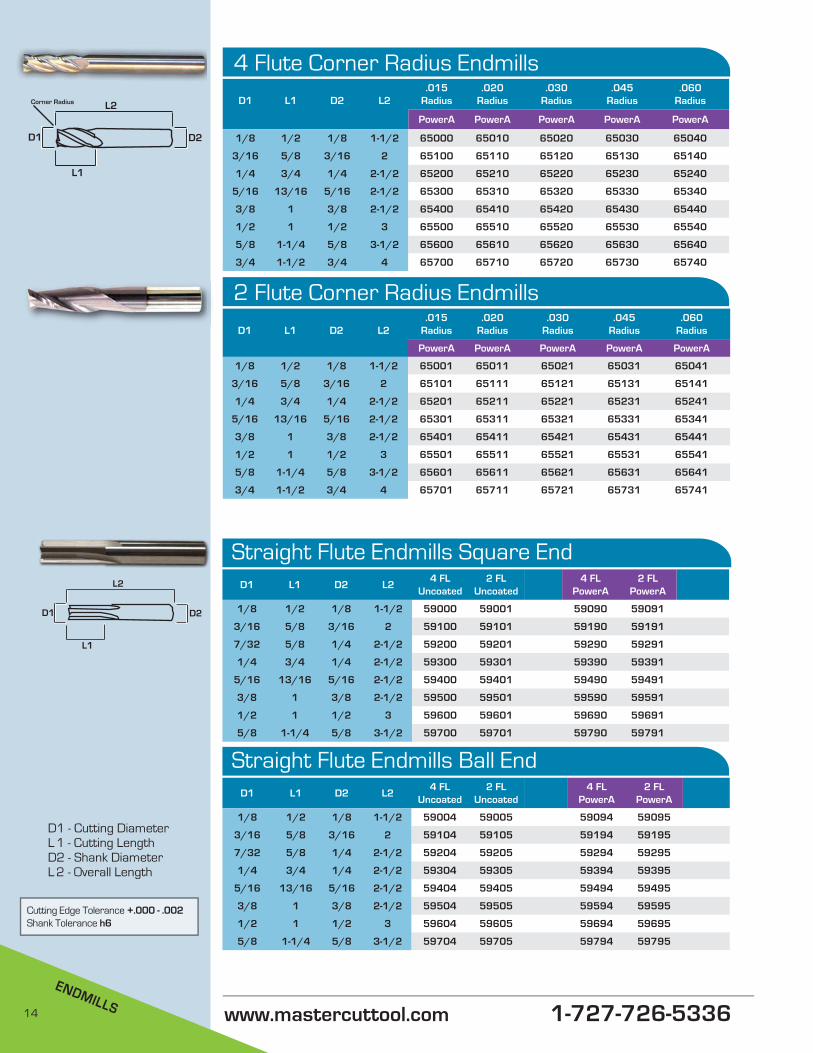
2 Flute Corner Radius Endmills
4 Flute Corner Radius Endmills
D1 L1 D2 L2.015
Radius.020
Radius.030
Radius.045
Radius.060
Radius
1/8 1/2 1/8 1-1/2 63001 63011 63021 63031 63041
3/16 5/8 3/16 2 63101 63111 63121 63131 63141
1/4 3/4 1/4 2-1/2 63201 63211 63221 63231 63241
5/16 13/16 5/16 2-1/2 63301 63311 63321 63331 63341
3/8 1 3/8 2-1/2 63401 63411 63421 63431 63441
1/2 1 1/3 3 63501 63511 63521 63531 63541
5/8 1-1/4 5/8 3-1/2 63601 63611 63621 63631 63641
3/4 1-1/2 3/4 4 63701 63711 63721 63731 63741
D1 L1 D2 L2.015
Radius.020
Radius.030
Radius.045
Radius.060
Radius
1/8 1/2 1/8 1-1/2 63000 63010 63020 63030 63040
3/16 5/8 3/16 2 63100 63110 63120 63130 63140
1/4 3/4 1/4 2-1/2 63200 63210 63220 63230 63240
5/16 13/16 5/16 2-1/2 63300 63310 63320 63330 63340
3/8 1 3/8 2-1/2 63400 63410 63420 63430 63440
1/2 1 1/3 3 63500 63510 63520 63530 63540
5/8 1-1/4 5/8 3-1/2 63600 63610 63620 63630 63640
3/4 1-1/2 3/4 4 63700 63710 63720 63730 63740
L2
D1 D2
L1
Corner Radius
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
www.mastercuttool.com 1-727-726-5336ENDMILLS14
Straight Flute Endmills Square EndD1 L1 D2 L2
4 FLUncoated
2 FLUncoated
4 FLPowerA
2 FL PowerA
1/8 1/2 1/8 1-1/2 59000 59001 59090 59091
3/16 5/8 3/16 2 59100 59101 59190 59191
7/32 5/8 1/4 2-1/2 59200 59201 59290 59291
1/4 3/4 1/4 2-1/2 59300 59301 59390 59391
5/16 13/16 5/16 2-1/2 59400 59401 59490 59491
3/8 1 3/8 2-1/2 59500 59501 59590 59591
1/2 1 1/2 3 59600 59601 59690 59691
5/8 1-1/4 5/8 3-1/2 59700 59701 59790 59791
L2
D1 D2
L1
D1 L1 D2 L24 FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
1/8 1/2 1/8 1-1/2 59004 59005 59094 59095
3/16 5/8 3/16 2 59104 59105 59194 59195
7/32 5/8 1/4 2-1/2 59204 59205 59294 59295
1/4 3/4 1/4 2-1/2 59304 59305 59394 59395
5/16 13/16 5/16 2-1/2 59404 59405 59494 59495
3/8 1 3/8 2-1/2 59504 59505 59594 59595
1/2 1 1/2 3 59604 59605 59694 59695
5/8 1-1/4 5/8 3-1/2 59704 59705 59794 59795
Straight Flute Endmills Ball End
D1 L1 D2 L2.015
Radius.020
Radius.030
Radius.045
Radius.060
Radius
PowerA PowerA PowerA PowerA PowerA
1/8 1/2 1/8 1-1/2 65000 65010 65020 65030 65040
3/16 5/8 3/16 2 65100 65110 65120 65130 65140
1/4 3/4 1/4 2-1/2 65200 65210 65220 65230 65240
5/16 13/16 5/16 2-1/2 65300 65310 65320 65330 65340
3/8 1 3/8 2-1/2 65400 65410 65420 65430 65440
1/2 1 1/2 3 65500 65510 65520 65530 65540
5/8 1-1/4 5/8 3-1/2 65600 65610 65620 65630 65640
3/4 1-1/2 3/4 4 65700 65710 65720 65730 65740
4 Flute Corner Radius Endmills
L2
D1 D2
L1
Corner Radius
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
D1 L1 D2 L2.015
Radius.020
Radius.030
Radius.045
Radius.060
Radius
PowerA PowerA PowerA PowerA PowerA
1/8 1/2 1/8 1-1/2 65001 65011 65021 65031 65041
3/16 5/8 3/16 2 65101 65111 65121 65131 65141
1/4 3/4 1/4 2-1/2 65201 65211 65221 65231 65241
5/16 13/16 5/16 2-1/2 65301 65311 65321 65331 65341
3/8 1 3/8 2-1/2 65401 65411 65421 65431 65441
1/2 1 1/2 3 65501 65511 65521 65531 65541
5/8 1-1/4 5/8 3-1/2 65601 65611 65621 65631 65641
3/4 1-1/2 3/4 4 65701 65711 65721 65731 65741
2 Flute Corner Radius Endmills
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6

ENDMILLS
1-727-726-5336 www.mastercuttool.com 15
Carbide Countersinks Brazed to Steel ShankD1 D2 L2 Flutes 60° 82° 90°
1/8 1/8 1-1/2 1 24001 24002 24003
1/8 1/8 1-1/2 3 24004 24005 24006
1/8 1/8 1-1/2 6 24007 24008 24009
3/16 3/16 2 1 24011 24012 24013
3/16 3/16 2 3 24014 24015 24016
3/16 3/16 2 6 24017 24018 24019
1/4 1/4 2 1 24021 24022 24023
1/4 1/4 2 3 24024 24025 24026
1/4 1/4 2 6 24027 24028 24029
3/8 1/4 2-5/8 1 24031 24032 24033
3/8 1/4 2-5/8 3 24034 24035 24036
3/8 1/4 2-5/8 6 24037 24038 24039
1/2 1/4 2-7/8 1 24041 24042 24043
1/2 1/4 2-7/8 3 24044 24045 24046
1/2 1/4 2-7/8 6 24047 24048 24049
5/8 3/8 3 1 24051 24052 24053
5/8 3/8 3 3 24054 24055 24056
5/8 3/8 3 6 24057 24058 24059
3/4 1/2 3 1 24061 24062 24063
3/4 1/2 3 3 24064 24065 24066
3/4 1/2 3 6 24067 24068 24069
1 1/2 2-3/4 1 24071 24072 24073
1 1/2 2-3/4 3 24074 24075 24076
1 1/2 2-3/4 6 24077 24078 24079
L2
D1 D2
L2
D1 D2
L1
D1-1
L2
D1 D2
L1
Taper EndmillsD1-1
Centerline Angle
D1 L1 D2 L2 3FL SQUARE 3FL BALL
5 3/4 1/4 3 61003 61006
7 1/2 1/4 3 61103 61106
10 1/2 1/4 3 61203 61206
5 1-1/2 3/8 3-1/2 61303 61306
7 3/4 3/8 3-1/2 61403 61406
10 3/4 3/8 3-1/2 61503 61506
5 1-1/4 1/2 4 61603 61606
7 1-1/4 1/2 4 61703 61706
10 1 1/2 4 61803 61806
2 Flute Drill MillsD1 L1 D2 L2 2 FL Uncoated 2 FL PowerA
1/8 1/2 1/8 1-1/2 50201-90 51791-90
3/16 5/8 3/16 2 50301-90 51831-90
1/4 3/4 1/4 2-1/2 50501-90 51871-90
5/16 7/8 5/16 2-1/2 50601-90 51911-90
3/8 7/8 3/8 2-1/2 50701-90 51951-90
7/16 1 7/16 2-1/2 50801-90 51991-90
1/2 1 1/2 3 50901-90 52031-90
5/8 1-1/4 5/8 3-1/2 51001-90 52051-90
3/4 1-1/2 3/4 4 51101-90 52071-90
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
1/4
1/4
1/4
3/8
3/8
3/8
1/2
1/2
1/2
1/8
1/8
3/32
1/8
1/8
1/8
1/4
3/16
1/8
& OTHER TOOLS
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6

www.mastercuttool.com 1-727-726-5336ENDMILLS16
L2
D1 D2
L1
Engraving BlanksD1 L2 D2 L1 Single End Double End
1/8 1-1/2 1/8 3/8 78000 78001
1/8 2 1/8 3/8 78100 78101
3/16 2 3/16 1/2 78200 78201
1/4 2 1/4 1/2 78300 78301
1/4 2-1/2 1/4 1/2 78400 78401
1/4 3 1/4 1/2 78500 78501
5/16 2-1/2 5/16 1/2 78600 78601
3/8 2-1/2 3/8 1/2 78700 78701
7/16 3 7/16 1/2 78800 78801
1/2 3 1/2 1/2 78900 78901
D2 L2 STD
.0925 1-1/2 ROD.0925x1-1/2G
3/32 1-1/2 ROD3/32x1-1/2G
3/32 2 ROD3/32x2G
1/8 1-1/2 ROD1/8x1-1/2G
1/8 2 ROD1/8x2G
1/8 3 ROD1/8x3G
1/8 12 ROD1/8x12G
3/16 2 ROD3/16x2G
D2 L2 STD
3/8 4 ROD3/8x4G
1/2 3 ROD1/2x3G
1/2 4 ROD1/2x4G
1/2 6 ROD1/2x6G
5/8 3-1/2 ROD5/8x3-1/2G
5/8 6 ROD5/8x6G
3/4 4 ROD3/4x4G
3/4 6 ROD3/4x6G
D2 L2 STD
1/4 2 ROD1/4x2G
1/4 2-1/2 ROD1/4x2-1/2G
1/4 3 ROD1/4x3G
1/4 12 ROD1/4x12G
5/16 2-1/2 ROD5/16x2-1/2G
5/16 3 ROD5/16x3G
3/8 2-1/2 ROD3/8x2-1/2G
3/8 3 ROD3/8x3G
Carbide Centerless Ground Rod
L2
D2
Mini Mills
Ball
Square
2 Flute BALL 4 Flute BALL
Part ID Part ID
23-0050 -
23-0100 24-0100
23-0150 24-0150
23-0200 24-0200
23-0250 24-0250
23-0300 24-0300
23-0350 24-0350
23-0400 24-0400
23-0450 24-0450
23-0500 24-0500
23-0550 24-0550
23-0600 24-0600
23-0650 24-0650
23-0700 24-0700
23-0750 24-0750
23-0800 24-0800
23-0850 24-0850
23-0900 24-0900
23-0950 24-0950
23-1000 24-1000
23-1050 24-1050
23-1100 24-1100
23-1150 24-1150
23-1200 24-1200
DESCRIPTION2 Flute SQUARE 4 Flute SQUARE
Part ID Part ID
.005x.015x1/8x1-1/2 20-0050 -
.010x.03x1/8x1-1/2 20-0100 21-0100
.015x.045x1/8x1-1/2 20-0150 21-0150
.020x.06x1/8x1-1/2 20-0200 21-0200
.025x.075x1/8x1-1/2 20-0250 21-0250
.030x.09x1/8x1-1/2 20-0300 21-0300
.035x.105x1/8x1-1/2 20-0350 21-0350
.040x.12x1/8x1-1/2 20-0400 21-0400
.045x.135x1/8x1-1/2 20-0450 21-0450
.050x.15x1/8x1-1/2 20-0500 21-0500
.055x.165x1/8x1-1/2 20-0550 21-0550
.060x.18x1/8x1-1/2 20-0600 21-0600
.065x.195x1/8x1-1/2 20-0650 21-0650
.070x.21x1/8x1-1/2 20-0700 21-0700
.075x.225x1/8x1-1/2 20-0750 21-0750
.080x.24x1/8x1-1/2 20-0800 21-0800
.085x.255x1/8x1-1/2 20-0850 21-0850
.090x.27x1/8x1-1/2 20-0900 21-0900
.095x.285x1/8x1-1/2 20-0950 21-0950
.100x.3x1/8x1-1/2 20-1000 21-1000
.105x.315x1/8x1-1/2 20-1050 21-1050
.110x.33x1/8x1-1/2 20-1100 21-1100
.115x.345x1/8x1-1/2 20-1150 21-1150
.120x.36x1/8x1-1/2 20-1200 21-1200
Mini Mills Square/Ball End
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
& OTHER TOOLS

ENDMILLS
1-727-726-5336 www.mastercuttool.com 17
AX Mill Speed and Feed Recommendations
Starting point for this chart is based on a 50 Taper Machine Spindle and the lower starting point on the SFM Range.
NOTE!Reduce SFM & IPM by 10% for 45 Taper and 20% for a 40 Taper Machine Spindle!
Recommended starting speeds and feeds for AX Mills.
HIGH PERFORMANCE
ENDMILLS
17
MATERIAL TO BE CUT(1) Aluminum Alloys 6061-T6,7075-T6 (2) Aluminum Alloys 440, 356, 380, C61300
350 Aluminum Series, Roughing & Finishing E/M
RPM IPM RPM IPM RPM IPM
TYPE OF CUT Range SFM Range 0.2500 0.3750 0.5000 0.6250 0.7500 1.000Shallow Slotting < 1/2 x 1 1200 Plus 0.0045 0.0071 0.0100 0.0123 0.0149 0.0200
Dia. 2 600 Plus 0.0036 0.0057 0.0080 0.0098 0.0119 0.0160
Deep Slotting 3/4-1 x 1 1200 Plus 0.0036 0.0057 0.0080 0.0098 0.0119 0.0160
Dia. 2 600 Plus 0.0027 0.0043 0.0060 0.0074 0.0089 0.0120
Medium Radial 30% x 1 1200 Plus 0.0045 0.0071 0.0100 0.0123 0.0149 0.0200
1.0 X DIA DEPTH Dia. Radial 2 600 Plus 0.0036 0.0057 0.0080 0.0098 0.0119 0.0160
Heavy Radial 50% x 1 1200 Plus 0.0036 0.0057 0.0080 0.0098 0.0119 0.0160
1.0 X DIA DEPTH Dia. Radial 2 600 Plus 0.0027 0.0043 0.0060 0.0074 0.0089 0.0120
Medium Radial 30% x 1 1200 Plus 0.0045 0.0071 0.0100 0.0123 0.0149 0.0200
2.0 X DIA DEPTH Dia. Radial 2 600 Plus 0.0036 0.0057 0.0080 0.0098 0.0119 0.0160
Heavy Radial 50% x 1 1200 Plus 0.0036 0.0057 0.0060 0.0098 0.0119 0.0160
2.0 X DIA DEPTH Dia. Radial 2 600 Plus 0.0027 0.0043 0.0060 0.0074 0.0089 0.0120
Finishing MEDIUM < 25% 1 1200 Plus 0.0045 0.0071 0.0100 0.0123 0.0149 0.0200
Radial OF Dia. 2 600 Plus 0.0036 0.0057 0.0080 0.0098 0.0119 0.0160
Finishing Light < 10% 1 1200 Plus 0.0045 0.0071 0.0100 0.0123 0.0149 0.0200
Radial OF Dia. 2 600 Plus 0.0036 0.0057 0.0080 0.0098 0.0119 0.0160
Finishing < .010 1 1200 Plus 0.0054 0.0086 0.0120 0.0147 0.0178 0.0240
Radial Depth 2 600 Plus 0.0045 0.0071 0.0100 0.0123 0.0149 0.0200

www.mastercuttool.com 1-727-726-5336ENDMILLS18
MATERIAL TO BE CUT
(1) Aluminum Aloys 6061-T6,7075-T6, (2) Aluminum Alloys 440, 356, 380, C61300
350 Aluminum Series, 3 Flute Roughing & Finishing E/MTYPE OF CUT Rc Range SFM Range 0.6260 0.6260 0.7500 0.7500 1.0000 1.0000
Shallow Slotting < 1/2 x < 32 1200 Plus 7323 269.1 6112 272.3 4584 275.0
Dia. > 32 600 Plus 3661 107.6 3056 108.9 2292 110.0
Deep Slotting 3/4-1 x < 32 1200 Plus 7323 215.3 6112 217.8 4584 220.1
Dia. > 32 600 Plus 3661 80.7 3056 81.7 2292 82.5
Medium Radial 30% x < 32 1200 Plus 7323 269.1 6112 272.3 4584 275.0
1.0 X DIA DEPTH Dia. Radial > 32 600 Plus 3661 107.6 3056 108.9 2292 110.0
Heavy Radial 50% x < 32 1200 Plus 7323 215.3 6112 217.8 4584 220.0
1.0 X DIA DEPTH Dia. Radial > 32 600 Plus 3661 80.7 3056 81.7 2292 82.5
Medium Radial 30% x < 32 1200 Plus 7223 269.1 6112 272.3 4584 275.0
2.0 X DIA DEPTH Dia. Radial > 32 600 Plus 3661 107.6 3056 108.9 2292 110.0
Heavy Radial 50% x < 32 1200 Plus 7323 215.3 6112 217.8 4584 220.0
2.0 X DIA DEPTH Dia. Radial > 32 600 Plus 3661 80.7 3056 81.7 2292 82.5
Finishing MEDIUM < 25% < 32 1200 Plus 7323 269.1 6112 272.3 4584 275.0
Radial OF Dia. > 32 600 Plus 3661 107.6 3056 108.9 2292 110.0
Finishing Light < 10% < 32 1200 Plus 7323 269.1 6112 272.3 4584 275.0
Radial OF Dia. > 32 600 Plus 3661 107.6 3056 108.9 2292 110.0
Finishing < .010 < 32 1200 Plus 7323 322.9 6112 326.7 4584 330.0
Radial Depth > 32 600 Plus 3661 134.6 3056 136.1 2292 137.5
MATERIAL TO BE CUTAluminum Alloys 6061-T6, 7075-T6, 440, 356, 380, C61300
350 Aluminum Series, Roughing & Finishing E/M
RPM IPM RPM IPM RPM IPM
TYPE OF CUT Rc Range SFM Range 0.2500 0.2500 0.3750 0.3750 0.5000 0.5000Shallow Slotting < 1/2 x < 32 1200 Plus 18336 247.5 12224 261.3 9168 275.0
Dia. > 32 600 Plus 9168 99.0 6112 104.5 4584 110.0
Deep Slotting 3/4-1 x < 32 1200 Plus 18336 198.0 12224 209.0 9168 220.0
Dia. > 32 600 Plus 9168 74.3 6112 78.4 4584 82.5
Medium Radial 30% x < 32 1200 Plus 18336 247.5 12224 261.3 9168 275.0
1.0 X DIA DEPTH Dia. Radial > 32 600 Plus 9168 99.0 6112 104.5 4584 110.0
Heavy Radial 50% x < 32 1200 Plus 18336 198.0 12224 209.0 9168 220.0
1.0 X DIA DEPTH Dia. Radial > 32 600 Plus 9168 74.3 6112 78.4 4584 82.5
Medium Radial 30% x < 32 1200 Plus 18336 247.5 12224 261.5 9168 275.0
2.0 X DIA DEPTH Dia. Radial > 32 600 Plus 9168 99.0 6112 104.5 4584 110.0
Heavy Radial 50% x < 32 1200 Plus 18336 198.0 12224 209.0 9184 220.0
2.0 X DIA DEPTH Dia. Radial > 32 600 Plus 9168 74.3 6112 78.4 4584 82.5
Finishing MEDIUM < 25% < 32 1200 Plus 18336 330.0 12224 261.3 9168 275.0
Radial OF Dia. > 32 600 Plus 9168 132.0 6112 104.5 4584 110.0
Finishing Light < 10% < 32 1200 Plus 18336 330.0 12224 261.3 9168 275.0
Radial OF Dia. > 32 600 Plus 9168 132.0 6112 104.5 4584 110.0
Finishing < .010 < 32 1200 Plus 18336 396.1 12224 313.5 9168 330.0
Radial Depth > 32 600 Plus 9168 165.0 6112 130.6 4584 137.5
HIGH PERFORMANCE
ENDMILLS18

ENDMILLS
1-727-726-5336 www.mastercuttool.com 19
AX Mill - 2 Flute Uncoated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX2-55000 .015 AX2-55000R.015 AX2-55001
5/32x9/16x5/32x2 AX2-55050 .015 AX2-55050R.015 AX2-55051
3/16x3/4x3/16x2 AX2-55100 .015 AX2-55100R.015 AX2-55101
1/4x3/4x1/4x2-1/2 AX2-55150 .020 AX2-55150R.020 AX2-55151
1/4x1x1/4x2-1/2 AX2-55200 .020 AX2-55200R.020 AX2-55201
5/16x3/4x5/16x2-1/2 AX2-55250 .020 AX2-55250R.020 AX2-55251
5/16x1x5/16x3 AX2-55300 .020 AX2-55300R.020 AX2-55301
3/8x7/8x3/8x2-1/2 AX2-55350 .020 AX2-55350R.020 AX2-55351
3/8x1x3/8x2-1/2 AX2-55400 .020 AX2-55400R.020 AX2-55401
7/16x1x7/16x2-1/2 AX2-55425 .030 AX2-55425R.030 AX2-55426
1/2x1x1/2x3 AX2-55450 .030 AX2-55450R.030 AX2-55451
1/2x1-1/4x1/2x3 AX2-55500 .030 AX2-55500R.030 AX2-55501
9/16x1-1/4x9/16x3 AX2-55550 .030 AX2-55550R.030 AX2-55551
5/8x1-1/4x5/8x3-1/2 AX2-55600 .040 AX2-55600R.040 AX2-55601
5/8x1-5/8x5/8x3-1/2 AX2-55650 .040 AX2-55650R.040 AX2-55651
3/4x1-1/2x3/4x4 AX2-55700 .040 AX2-55700R.040 AX2-55701
3/4x1-3/4x3/4x4 AX2-55750 .040 AX2-55750R.040 AX2-55751
1x1-1/2x1x4 AX2-55800 .040 AX2-55800R.040 AX2-55801
AX Mill - 2 Flute Power Z Coated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX2-55030 .015 AX2-55030R.015 AX2-55031
5/32x9/16x5/32x2 AX2-55080 .015 AX2-55080R.015 AX2-55081
3/16x3/4x3/16x2 AX2-55130 .015 AX2-55130R.015 AX2-55131
1/4x3/4x1/4x2-1/2 AX2-55180 .020 AX2-55180R.020 AX2-55181
1/4x1x1/4x2-1/2 AX2-55230 .020 AX2-55230R.020 AX2-55231
5/16x3/4x5/16x2-1/2 AX2-55280 .020 AX2-55280R.020 AX2-55281
5/16x1x5/16x3 AX2-55330 .020 AX2-55330R.020 AX2-55331
3/8x7/8x3/8x2-1/2 AX2-55380 .020 AX2-55380R.020 AX2-55381
3/8x1x3/8x2-1/2 AX2-55430 .020 AX2-55430R.020 AX2-55431
7/16x1x7/16x2-1/2 AX2-55455 .030 AX2-55455R.030 AX2-55456
1/2x1x1/2x3 AX2-55480 .030 AX2-55480R.030 AX2-55481
1/2x1-1/4x1/2x3 AX2-55530 .030 AX2-55530R.030 AX2-55531
9/16x1-1/4x9/16x3 AX2-55580 .030 AX2-55580R.030 AX2-55581
5/8x1-1/4x5/8x3-1/2 AX2-55630 .040 AX2-55630R.040 AX2-55631
5/8x1-5/8x5/8x3-1/2 AX2-55680 .040 AX2-55680R.040 AX2-55681
3/4x1-1/2x3/4x4 AX2-55730 .040 AX2-55730R.040 AX2-55731
3/4x1-3/4x3/4x4 AX2-55780 .040 AX2-55780R.040 AX2-55781
1x1-1/2x1x4 AX2-55830 .040 AX2-55830R.040 AX2-55831
PowerZ coating is designed specifically for the effective evacuation of Aluminum.
AX MILL has unique geometry, highest possible feed rates!AX MILL has highest possible finish in the milling of aluminum!
Starting rake and high helix make the
AX Mill a very powerful aluminum cutter.
The two flute design allows large chip load and
high finish.
H
IGH PERFORMANCE
ENDMILLS
19
Power Z

www.mastercuttool.com 1-727-726-5336ENDMILLS20
AX Mill - Chipbreaker 2 Flute Uncoated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX2-55002 .015 AX2-55002R.015 AX2-55003
5/32x9/16x5/32x2 AX2-55052 .015 AX2-55052R.015 AX2-55053
3/16x3/4x3/16x2 AX2-55102 .015 AX2-55102R.015 AX2-55103
1/4x3/4x1/4x2-1/2 AX2-55152 .020 AX2-55152R.020 AX2-55153
1/4x1x1/4x2-1/2 AX2-55202 .020 AX2-55202R.020 AX2-55203
5/16x3/4x5/16x2-1/2 AX2-55252 .020 AX2-55252R.020 AX2-55253
5/16x1x5/16x3 AX2-55302 .020 AX2-55302R.020 AX2-55303
3/8x7/8x3/8x2-1/2 AX2-55352 .020 AX2-55352R.020 AX2-55353
3/8x1x3/8x2-1/2 AX2-55402 .020 AX2-55402R.020 AX2-55403
7/16x1x7/16x2-1/2 AX2-55427 .030 AX2-55427R.030 AX2-55428
1/2x1x1/2x3 AX2-55452 .030 AX2-55452R.030 AX2-55453
1/2x1-1/4x1/2x3 AX2-55502 .030 AX2-55502R.030 AX2-55503
9/16x1-1/4x9/16x3 AX2-55552 .030 AX2-55552R.030 AX2-55553
5/8x1-1/4x5/8x3-1/2 AX2-55602 .040 AX2-55602R.040 AX2-55603
5/8x1-5/8x5/8x3-1/2 AX2-55652 .040 AX2-55652R.040 AX2-55653
3/4x1-1/2x3/4x4 AX2-55702 .040 AX2-55702R.040 AX2-55703
3/4x1-3/4x3/4x4 AX2-55752 .040 AX2-55752R.040 AX2-55753
1x1-1/2x1x4 AX2-55802 .040 AX2-55802R.040 AX2-55803
AX Mill - Chipbreaker 2 Flute Power Z CoatedDIA x LOC x SH x OAL
Square Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX2-55032 .015 AX2-55032R.015 AX2-55033
5/32x9/16x5/32x2 AX2-55082 .015 AX2-55082R.015 AX2-55083
3/16x3/4x3/16x2 AX2-55132 .015 AX2-55132R.015 AX2-55133
1/4x3/4x1/4x2-1/2 AX2-55182 .020 AX2-55182R.020 AX2-55183
1/4x1x1/4x2-1/2 AX2-55232 .020 AX2-55232R.020 AX2-55233
5/16x3/4x5/16x2-1/2 AX2-55282 .020 AX2-55282R.020 AX2-55283
5/16x1x5/16x3 AX2-55332 .020 AX2-55332R.020 AX2-55333
3/8x7/8x3/8x2-1/2 AX2-55382 .020 AX2-55382R.020 AX2-55383
3/8x1x3/8x2-1/2 AX2-55432 .020 AX2-55432R.020 AX2-55433
7/16x1x7/16x2-1/2 AX2-55457 .030 AX2-55457R.030 AX2-55458
1/2x1x1/2x3 AX2-55482 .030 AX2-55482R.030 AX2-55483
1/2x1-1/4x1/2x3 AX2-55532 .030 AX2-55532R.030 AX2-55533
9/16x1-1/4x9/16x3 AX2-55582 .030 AX2-55582R.030 AX2-55583
5/8x1-1/4x5/8x3-1/2 AX2-55632 .040 AX2-55632R.040 AX2-55633
5/8x1-5/8x5/8x3-1/2 AX2-55682 .040 AX2-55682R.040 AX2-55683
3/4x1-1/2x3/4x4 AX2-55732 .040 AX2-55732R.040 AX2-55733
3/4x1-3/4x3/4x4 AX2-55782 .040 AX2-55782R.040 AX2-55783
1x1-1/2x1x4 AX2-55832 .040 AX2-55832R.040 AX2-55833
Chipbreaker will increase the cutting feeds
by 30%.
Our unique PowerZ coating combination
increases the tool life by 40%.
HIGH PERFORMANCE
ENDMILLS20
Power Z
Chipbreaker

ENDMILLS
1-727-726-5336 www.mastercuttool.com 21
AX Mill - 3 Flute Power Z Coated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX3-55030 .015 AX3-55030R.015 AX3-55031
5/32x9/16x5/32x2 AX3-55080 .015 AX3-55080R.015 AX3-55081
3/16x3/4x3/16x2 AX3-55130 .015 AX3-55130R.015 AX3-55131
1/4x3/4x1/4x2-1/2 AX3-55180 .020 AX3-55180R.020 AX3-55181
1/4x1x1/4x2-1/2 AX3-55230 .020 AX3-55230R.020 AX3-55231
5/16x3/4x5/16x2-1/2 AX3-55280 .020 AX3-55280R.020 AX3-55281
5/16x1x5/16x3 AX3-55330 .020 AX3-55330R.020 AX3-55331
3/8x7/8x3/8x2-1/2 AX3-55380 .020 AX3-55380R.020 AX3-55381
3/8x1x3/8x2-1/2 AX3-55430 .020 AX3-55430R.020 AX3-55431
7/16x1x7/16x2-1/2 AX3-55455 .030 AX3-55455R.030 AX3-55456
1/2x1x1/2x3 AX3-55480 .030 AX3-55480R.030 AX3-55481
1/2x1-1/4x1/2x3 AX3-55530 .030 AX3-55530R.030 AX3-55531
9/16x1-1/4x9/16x3 AX3-55580 .030 AX3-55580R.030 AX3-55581
5/8x1-1/4x5/8x3-1/2 AX3-55630 .040 AX3-55630R.040 AX3-55631
5/8x1-5/8x5/8x3-1/2 AX3-55680 .040 AX3-55680R.040 AX3-55681
3/4x1-1/2x3/4x4 AX3-55730 .040 AX3-55730R.040 AX3-55731
3/4x1-3/4x3/4x4 AX3-55780 .040 AX3-55780R.040 AX3-55781
1x1-1/2x1x4 AX3-55830 .040 AX3-55830R.040 AX3-55831
AX Mill - 3 Flute UncoatedDIA x LOC x SH x OAL
Square Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX3-55000 .015 AX3-55000R.015 AX3-55001
5/32x9/16x5/32x2 AX3-55050 .015 AX3-55050R.015 AX3-55051
3/16x3/4x3/16x2 AX3-55100 .015 AX3-55100R.015 AX3-55101
1/4x3/4x1/4x2-1/2 AX3-55150 .020 AX3-55150R.020 AX3-55151
1/4x1x1/4x2-1/2 AX3-55200 .020 AX3-55200R.020 AX3-55201
5/16x3/4x5/16x2-1/2 AX3-55250 .020 AX3-55250R.020 AX3-55251
5/16x1x5/16x3 AX3-55300 .020 AX3-55300R.020 AX3-55301
3/8x7/8x3/8x2-1/2 AX3-55350 .020 AX3-55350R.020 AX3-55351
3/8x1x3/8x2-1/2 AX3-55400 .020 AX3-55400R.020 AX3-55401
7/16x1x7/16x2-1/2 AX3-55425 .030 AX3-55425R.030 AX3-55426
1/2x1x1/2x3 AX3-55450 .030 AX3-55450R.030 AX3-55451
1/2x1-1/4x1/2x3 AX3-55500 .030 AX3-55500R.030 AX3-55501
9/16x1-1/4x9/16x3 AX3-55550 .030 AX3-55550R.030 AX3-55551
5/8x1-1/4x5/8x3-1/2 AX3-55600 .040 AX3-55600R.040 AX3-55601
5/8x1-5/8x5/8x3-1/2 AX3-55650 .040 AX3-55650R.040 AX3-55651
3/4x1-1/2x3/4x4 AX3-55700 .040 AX3-55700R.040 AX3-55701
3/4x1-3/4x3/4x4 AX3-55750 .040 AX3-55750R.040 AX3-55751
1x1-1/2x1x4 AX3-55800 .040 AX3-55800R.040 AX3-55801
The three flute designincreases the tool life, lowers the chip load
and has a very high finish.
H
IGH PERFORMANCE
ENDMILLS
21
Power Z

www.mastercuttool.com 1-727-726-5336ENDMILLS22
AX Mill - Chipbreaker 3 Flute UncoatedDIA x LOC x SH x OAL
Square Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX3-55002 .015 AX3-55002R.015 AX3-55003
5/32x9/16x5/32x2 AX3-55052 .015 AX3-55052R.015 AX3-55053
3/16x3/4x3/16x2 AX3-55102 .015 AX3-55102R.015 AX3-55103
1/4x3/4x1/4x2-1/2 AX3-55152 .020 AX3-55152R.020 AX3-55153
1/4x1x1/4x2-1/2 AX3-55202 .020 AX3-55202R.020 AX3-55203
5/16x3/4x5/16x2-1/2 AX3-55252 .020 AX3-55252R.020 AX3-55253
5/16x1x5/16x3 AX3-55302 .020 AX3-55302R.020 AX3-55303
3/8x7/8x3/8x2-1/2 AX3-55352 .020 AX3-55352R.020 AX3-55353
3/8x1x3/8x2-1/2 AX3-55402 .020 AX3-55402R.020 AX3-55403
7/16x1x7/16x2-1/2 AX3-55427 .030 AX3-55427R.030 AX3-55428
1/2x1x1/2x3 AX3-55452 .030 AX3-55452R.030 AX3-55453
1/2x1-1/4x1/2x3 AX3-55502 .030 AX3-55502R.030 AX3-55503
9/16x1-1/4x9/16x3 AX3-55552 .030 AX3-55552R.030 AX3-55553
5/8x1-1/4x5/8x3-1/2 AX3-55602 .040 AX3-55602R.040 AX3-55603
5/8x1-5/8x5/8x3-1/2 AX3-55652 .040 AX3-55652R.040 AX3-55653
3/4x1-1/2x3/4x4 AX3-55702 .040 AX3-55702R.040 AX3-55703
3/4x1-3/4x3/4x4 AX3-55752 .040 AX3-55752R.040 AX3-55753
1x1-1/2x1x4 AX3-55802 .040 AX3-55802R.040 AX3-55803
AX Mill - Chipbreaker 3 Flute Power Z Coated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # CR Part # Part #
1/8x1/2x1/8x1-1/2 AX3-55032 .015 AX2-55032R.015 AX3-55033
5/32x9/16x5/32x2 AX3-55082 .015 AX2-55082R.015 AX3-55083
3/16x3/4x3/16x2 AX3-55132 .015 AX2-55132R.015 AX3-55133
1/4x3/4x1/4x2-1/2 AX3-55182 .020 AX2-55182R.020 AX3-55183
1/4x1x1/4x2-1/2 AX3-55232 .020 AX2-55232R.020 AX3-55233
5/16x3/4x5/16x2-1/2 AX3-55282 .020 AX2-55282R.020 AX3-55283
5/16x1x5/16x3 AX3-55332 .020 AX2-55332R.020 AX3-55333
3/8x7/8x3/8x2-1/2 AX3-55382 .020 AX2-55382R.020 AX3-55383
3/8x1x3/8x2-1/2 AX3-55432 .020 AX2-55432R.020 AX3-55433
7/16x1x7/16x2-1/2 AX3-55457 .030 AX3-55457R.030 AX3-55458
1/2x1x1/2x3 AX3-55482 .030 AX2-55482R.030 AX3-55483
1/2x1-1/4x1/2x3 AX3-55532 .030 AX2-55532R.030 AX3-55533
9/16x1-1/4x9/16x3 AX3-55582 .030 AX2-55582R.030 AX3-55583
5/8x1-1/4x5/8x3-1/2 AX3-55632 .040 AX2-55632R.040 AX3-55633
5/8x1-5/8x5/8x3-1/2 AX3-55682 .040 AX2-55682R.040 AX3-55683
3/4x1-1/2x3/4x4 AX3-55732 .040 AX2-55732R.040 AX3-55733
3/4x1-3/4x3/4x4 AX3-55782 .040 AX2-55782R.040 AX3-55783
1x1-1/2x1x4 AX3-55832 .040 AX2-55832R.040 AX3-55833
HIGH PERFORMANCE
ENDMILLS22
Chipbreaker
Power Z

ENDMILLS
1-727-726-5336 www.mastercuttool.com 23
MaterialSurface
Feet Per Min.Chip Load Per Tooth (CLPT)
1/8 1/4 1/2 1
Aluminium Alloys 1,200 0.0010 0.0020 0.0040 0.0080
Carbon Steel 300 - 600 0.0010 0.0015 0.0030 0.0060
Cast Iron 350 - 550 0.0010 0.0015 0.0030 0.0060
Copper Alloys 500 - 900 0.0010 0.0020 0.0030 0.0060
Steel (Annealed) 350 - 500 0.0010 0.0020 0.0030 0.0050
Steel (18-24 HRC) 150 - 500 0.0004 0.0008 0.0015 0.0045
Steel (25-37 HRC) 125 - 200 0.0003 0.0005 0.0010 0.0030
Stainless Steel (Free Machining) 250 - 400 0.0005 0.0010 0.0020 0.0030
Stainless Steel (Other) 150 - 300 0.0005 0.0010 0.0020 0.0030
Inconel, Monel 60 - 100 0.0005 0.0010 0.0015 0.0030
Titanium 175 - 300 0.0005 0.0008 0.0015 0.0030
Recommended starting speeds and feeds for variable-helix endmills
The V4 Endmill reduces harmonic vibrations creating a smoother running endmill.
Speed and Feed Recomendations
V4 - Variable Helix Endmills
L2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
H
IGH PERFORMANCE
ENDMILLS
23
NF - Smooth ShankWF - Weldon Flat
* Mastercut Tool Corp. does not recommend adding a weldon flat on tools with a shank diameter under 1/4” or 6 mm.
D1 L1 D2 L2 SQUARE CR CORNER RADIUS BALL
1/8 3/8 1/8 1-1/2 V4-50200WF* .01-.015 V4-50200R.015WF* V4-50204WF*
1/8 3/8 1/8 1-1/2 V4-50200NF .01-.015 V4-50200R.015NF V4-50204NF
3/16 7/16 3/16 2 V4-50300WF* .01-.015 V4-50300R.015WF* V4-50304WF*
3/16 7/16 3/16 2 V4-50300NF .01-.015 V4-50300R.015NF V4-50304NF
1/4 5/8 1/4 2-1/2 V4-50500WF .015-.02 V4-50500R.020WF V4-50504WF
1/4 5/8 1/4 2-1/2 V4-50500NF .015-.02 V4-50500R.020NF V4-50504NF
5/16 13/16 5/16 2-1/2 V4-50600WF .015-.02 V4-50600R.020WF V4-50604WF
5/16 13/16 5/16 2-1/2 V4-50600NF .015-.02 V4-50600R.020NF V4-50604NF
3/8 7/8 3/8 2-1/2 V4-50700WF .015-.02 V4-50700R.020WF V4-50704WF
3/8 7/8 3/8 2-1/2 V4-50700NF .015-.02 V4-50700R.020NF V4-50704NF
7/16 1 7/16 2-3/4 V4-50800WF .015-.02 V4-50800R.020WF V4-50804WF
7/16 1 7/16 2-3/4 V4-50800NF .015-.02 V4-50800R.020NF V4-50804NF
1/2 1 1/2 3 V4-50900WF .025-.03 V4-50900R.030WF V4-50904WF
1/2 1 1/2 3 V4-50900NF .025-.03 V4-50900R.030NF V4-50904NF
1/2 1-1/4 1/2 3 V4-50900LWF .025-.03 V4-50900LR.030WF V4-50904LWF
1/2 1-1/4 1/2 3 V4-50900LNF .025-.03 V4-50900LR.030NF V4-50904LNF
9/16 1-1/8 9/16 3-1/2 V4-50910WF .025-.03 V4-50910R.030WF V4-50914WF
9/16 1-1/8 9/16 3-1/2 V4-50910NF .025-.03 V4-50910R.030NF V4-50914NF
5/8 1-1/4 5/8 3-1/2 V4-51000WF .035-.04 V4-51000R.040WF V4-51004WF
5/8 1-1/4 5/8 3-1/2 V4-51000NF .035-.04 V4-51000R.040NF V4-51004NF
3/4 1-1/2 3/4 4 V4-51100WF .035-.04 V4-51100R.040WF V4-51104WF
3/4 1-1/2 3/4 4 V4-51100NF .035-.04 V4-51100R.040NF V4-51104NF
1 1-1/2 1 4 V4-51300WF .035-.04 V4-51300R.040WF V4-51304WF
1 1-1/2 1 4 V4-51300NF .035-.04 V4-51300R.040NF V4-51304NF
V4 - PowerA 4 Flute Standard Length
Alternative corner radius available for all V4s. Call for Quote.

www.mastercuttool.com 1-727-726-5336ENDMILLS24
V4 - PowerA 4 Flute Stub LengthD1 L1 D2 L2 SQUARE CR CORNER RADIUS BALL
1/8 1/4 1/8 1-1/2 V4-57000WF .01-.015 V4-57000R.015WF V4-57004WF
1/8 1/4 1/8 1-1/2 V4-57000NF .01-.015 V4-57000R.015NF V4-57004NF
5/32 5/16 3/16 2 V4-56600WF .01-.015 V4-56600R.015WF V4-56604WF
5/32 5/16 3/16 2 V4-56600NF .01-.015 V4-56600R.015NF V4-56604NF
3/16 3/8 3/16 2 V4-57100WF .01-.015 V4-57100R.015WF V4-57104WF
3/16 3/8 3/16 2 V4-57100NF .01-.015 V4-57100R.015NF V4-57104NF
7/32 7/16 1/4 2 V4-57200WF .01-.015 V4-57200R.015WF V4-57204WF
7/32 7/16 1/4 2 V4-57200NF .01-.015 V4-57200R.015NF V4-57204NF
1/4 1/2 1/4 2 V4-57300WF .015-.02 V4-57300R.020WF V4-57304WF
1/4 1/2 1/4 2 V4-57300NF .015-.02 V4-57300R.020NF V4-57304NF
5/16 1/2 5/16 2 V4-57400WF .015-.02 V4-57400R.020WF V4-57404WF
5/16 1/2 5/16 2 V4-57400NF .015-.02 V4-57400R.020NF V4-57404NF
3/8 5/8 3/8 2 V4-57500WF .015-.02 V4-57500R.020WF V4-57504WF
3/8 5/8 3/8 2 V4-57500NF .015-.02 V4-57500R.020NF V4-57504NF
7/16 5/8 7/16 2-1/2 V4-57550WF .015-.02 V4-57550R.020WF V4-57554WF
7/16 5/8 7/16 2-1/2 V4-57550NF .015-.02 V4-57550R.020NF V4-57554NF
1/2 5/8 1/2 2-1/2 V4-57600WF .025-.03 V4-57600R.030WF V4-57604WF
1/2 5/8 1/2 2-1/2 V4-57600NF .025-.03 V4-57600R.030NF V4-57604NF
5/8 3/4 5/8 3 V4-57700WF .035-.04 V4-57700R.040WF V4-57704WF
5/8 3/4 5/8 3 V4-57700NF .035-.04 V4-57700R.040NF V4-57704NF
3/4 1 3/4 3 V4-57800WF .035-.04 V4-57800R.040WF V4-57804WF
3/4 1 3/4 3 V4-57800NF .035-.04 V4-57800R.040NF V4-57804NF
D1 L1 D2 L2 SQUARE CR CORNER RADIUS BALL
1/4 1-1/8 1/4 3 V4-54200WF .015-.02 V4-54200R.020WF V4-54204WF
1/4 1-1/8 1/4 3 V4-54200NF .015-.02 V4-54200R.020NF V4-54204NF
3/8 1-1/8 3/8 3 V4-54400WF .015-.02 V4-54400R.020WF V4-54404WF
3/8 1-1/8 3/8 3 V4-54400NF .015-.02 V4-54400R.020NF V4-54404NF
1/2 2 1/2 4 V4-54600WF .025-.03 V4-54600R.030WF V4-54604WF
1/2 2 1/2 4 V4-54600NF .025-.03 V4-54600R.030NF V4-54604NF
5/8 2-1/4 5/8 5 V4-54800WF .03-.035 V4-54800R.035WF V4-54804WF
5/8 2-1/4 5/8 5 V4-54800NF .03-.035 V4-54800R.035NF V4-54804NF
3/4 2-1/4 3/4 5 V4-55000WF .03-.035 V4-55000R.035WF V4-55004WF
3/4 2-1/4 3/4 5 V4-55000NF .03-.035 V4-55000R.035NF V4-55004NF
V4 - PowerA 4 Flute Long Length
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
HIGH PERFORMANCE
ENDMILLS24
NF - Smooth ShankWF - Weldon Flat
* Mastercut Tool Corp. does not recommend adding a weldon flat on tools with a shank diameter under 1/4” or 6mm.

ENDMILLS
1-727-726-5336 www.mastercuttool.com 25
D1 L1 D2 L2 Uncoated PowerA
3/16 5/8 3/16 2 F45-50302 F45-50392
1/4 3/4 1/4 2-1/2 F45-50502 F45-50592
5/16 7/8 5/16 2-1/2 F45-50602 F45-50692
3/8 1 3/8 2-1/2 F45-50702 F45-50792
7/16 1 7/16 2-1/2 F45-50802 F45-50892
1/2 1 1/2 3 F45-50902 F45-50992
9/16 1 9/16 3 F45-50912 F45-50982
5/8 1-1/4 5/8 3-1/2 F45-51002 F45-51092
3/4 1-1/2 3/4 4 F45-51102 F45-51192
7/8 1-1/2 7/8 4 F45-51202 F45-51292
1 1-1/2 1 4 F45-51302 F45-51392
F45 6 Flute Square End
D1 L1 D2 L2 Uncoated PowerA
1/4 3/4 1/4 2-1/2 F45-50502R.010 F45-50592R.010
5/16 7/8 5/16 2-1/2 F45-50602R.012 F45-50692R.012
3/8 1 3/8 2-1/2 F45-50702R.012 F45-50792R.012
7/16 1 7/16 2-1/2 F45-50802R.015 F45-50892R.015
1/2 1 1/2 3 F45-50902R.015 F45-50992R.015
9/16 1 9/16 3 F45-50912R.020 F45-50982R.020
5/8 1-1/4 5/8 3-1/2 F45-51002R.020 F45-51092R.020
3/4 1-1/2 3/4 4 F45-51102R.030 F45-51192R.030
7/8 1-1/2 7/8 4 F45-51202R.030 F45-51292R.030
1 1-1/2 1 4 F45-51302R.030 F45-51392R.030
F45 6 Flute Corner Radius
MaterialSurface Feet per Minute
Chip Load Per Tooth (CLPT)
1/8 1/4 1/2 1/3 1
Cast Iron (Ductile) 250-400 .0005 .0015 .002 .004 .006
Cast Iron (Gray) 350-500 .0005 .002 .004 .006 .008
Cast Iron (Malleable) 200-350 .0005 .002 .004 .006 .008
Nickel Base Alloys 200-300 .0005 .001 .002 .003 .004
Stainless Steel (Free Machining) 300-400 .0005 .001 .002 .004 .006
Stainless Steel (Work Hardening) 150-300 .0005 .0005 .001 .003 .005
Steel(Low Alloy) 350-600 .0005 .001 .002 .004 .006
Steel(Medium Alloy) 200-400 .0005 .001 .002 .004 .006
Steel(High Alloy Mold-Die) 175-250 .0005 .001 .002 .004 .006
Steel(High Strength) 75-150 .0005 .0005 .001 .003 .004
Titanium (Soft) 150-300 .0005 .001 .002 .004 .006
Titanium (Hard) 50-150 .0005 .0005 .001 .00 .004
Speed and Feed Recomendations
Endmills
6 Flute 45 Degree Eccentric Relief
High Performance Finishers
This special endmill is one of Mastercut Tool’s newest additions. It is designed to achieve an impeccable finish in hard metals like stainless steel, alloys, and titanium. The 45° spiral achieves fast-er feed rates.
F45
Enhanced Surface Finish
Faster Finishing Rates
Improved Tool Life
Radially Relieved For Better Accuracy
Proprietary Coating
High Tolerance Concentrity
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
H
IGH PERFORMANCE
ENDMILLS
25

www.mastercuttool.com 1-727-726-5336ENDMILLS26
For maximum stock removal of aluminum, brass, bronze, and other lightweight alloys.
For maximum stock removal of titanium, inconel, waspalloy, and other advanced materials.
Fine Pitch Roughers (.048 Pitch)D1 L1 D2 L2 No. of Flutes Uncoated PowerA
1/4 3/4 1/4 2-1/2 3 62001 62091
5/16 3/4 5/16 2-1/2 3 62101 62191
3/8 7/8 3/8 2-1/2 3 62201 62291
1/2 1 1/2 3 4 62301 62391
5/8 1-1/4 5/8 3-1/2 4 62401 62491
3/4 1-1/2 3/4 4 4 62501 62591
1 1-1/2 1 4 6 62601 62691
Coarse Pitch Roughers (.105 Pitch)D1 L1 D2 L2 No. of Flutes Uncoated PowerA
1/4 3/4 1/4 2-1/2 3 62002 62092
5/16 3/4 5/16 2-1/2 3 62102 62192
3/8 7/8 3/8 2-1/2 3 62202 62292
1/2 1 1/2 3 3 62302 62392
5/8 1-1/4 5/8 3-1/2 3 62402 62492
3/4 1-1/2 3/4 4 3 62502 62592
1 1-1/2 1 4 3 62602 62692
Roughers, or “hoggers”, are useful for rapid removal of large amounts of material. The chip groove design allows for more cutting fluid to the cutting edge and dissipates heat better. There is a wide range of variations in rougher profile forms for different material groups. The coarser the pitch of the roughing edge, the more material removed and the less smooth the finish. In addition, most roughers have eccentric relief so regrinding can be done only using the cutting face. This saves you if you have access to regrinding equipment.
Medium Pitch Roughers (.062 Pitch)D1 L1 D2 L2 No. of Flutes Uncoated PowerA
1/4 3/4 1/4 2-1/2 3 62000 62090
5/16 3/4 5/16 2-1/2 3 62100 62190
3/8 7/8 3/8 2-1/2 3 62200 62290
1/2 1 1/2 3 4 62300 62390
5/8 1-1/4 5/8 3-1/2 4 62400 62490
3/4 1-1/2 3/4 4 4 62500 62590
1 1-1/2 1 4 5 62600 62690
For maximum stock removal of mild, stainless, and hardened steels and alloys.
Roughers
L2
D1 D2
L1
TiN and TiCN also available!
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
HIGH PERFORMANCE
ENDMILLS26

ENDMILLS
1-727-726-5336 www.mastercuttool.com 27
Designed for high speed milling of inconel, titanium, stainless, and steel alloys.
Designed for high speed milling of aluminum.
Designed for high speed milling of aluminum.
60° 3 Flute High Helix TwisterMillD1 L1 D2 L2 Uncoated PowerA
1/4 3/4 1/4 2-1/2 68003 68093
5/16 13/16 5/16 2-1/2 68103 68193
3/8 1 3/8 2-1/2 68203 68293
1/2 1 1/2 3 68303 68393
5/8 1-1/4 5/8 3-1/2 68403 68493
3/4 1-1/2 3/4 4 68503 68593
45° 2 Flute High Helix HyperMillD1 L1 D2 L2 Uncoated PowerA)
1/4 1 1/4 2-1/2 68001 68091
5/16 1 5/16 3 68101 68191
3/8 1 3/8 2-1/2 68201 68291
1/2 1-1/4 1/2 3 68301 68391
5/8 1-5/8 5/8 3-1/2 68401 68491
3/4 1-3/4 3/4 4 68501 68591
55° 2 Flute High Helix AlumaZipsD1 L1 D2 L2 Uncoated PowerA
1/8 1/2 1/8 1-1/2 55030 55050
5/32 9/16 5/32 2 55031 55051
3/16 3/4 3/16 2 55032 55052
1/4 3/4 1/4 2-1/2 55033 55053
5/16 3/4 5/16 2-1/2 55034 55054
3/8 7/8 3/8 2-1/2 55035 55055
1/2 1 1/2 3 55036 55056
9/16 1-1/4 9/16 3 55037 55057
5/8 1-1/4 5/8 3-1/2 55038 55058
3/4 1-1/2 3/4 4 55039 55059
1 1-1-2 1 4 55040 55060
See the Mastercut Tool website for more in-depth information
about High Performance Endmills.
TwisterMill
HyperMill
AlumaZip
L2
D1 D2
L1
L2
D1 D2
L1
L2
D1 D2
L1
Cutting Edge Tolerance +.000 - .002Shank Tolerance h6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
HIGH PERFORMANCE
ENDMILLS
27

www.mastercuttool.com 1-727-726-5336ENDMILLS28
HIGH PERFORMANCE
ENDMILLS
D1 L1 D2 L2 Part Number
1/4 1/4 1/4 6 64000
3/8 3/8 3/8 6 64001
3/8 3/8 3/8 7 64002
1/2 1/2 1/2 6 64003
1/2 1/2 1/2 7 64004
D1 L1 D2 L2 Part Number
1/4 1/4 1/4 6 64010
3/8 3/8 3/8 6 64011
3/8 3/8 3/8 7 64012
1/2 1/2 1/2 6 64013
1/2 1/2 1/2 7 64014
3 Flute Ball FlowPort Rougher Mill
3 Flute Ball FlowPort Mill
Flowport Mill
Other sizes and styles available, call customer service for more information!
Part Number
DIEGRINDER
Die Grinder
28

ENDMILLS
1-727-726-5336 www.mastercuttool.com 29DRILLS
Feed Rate (I.P.R.)
Material Group Speed SFM 1/16” 1/8” 1/4” 1/2” 3/4”
Aluminum/ Aluminum Alloys 300-600 .0008 .003 .007 .012 .015
Aluminum Alloyed Si > 10% 150-400 .0008 .002 .006 .010 .012
Soft Cast Irons 200-300 .001 .003 .005 .010 .012
Medium Cast Irons 125-225 .001 .003 .005 .008 .010
Malleable Cast Irons 65-200 .0005 .002 .004 .007 .010
Brass 200-300 .0007 .002 .003 .004 .006
Bronze 150-250 .0007 .002 .003 .004 .006
Coppers/ Copper Alloys 150-300 .001 .003 .006 .010 .012
Magnesium 300-600 .001 .003 .007 .012 .015
Nickel Alloys 75-200 .001 .003 .005 .009 .012
Free Machining Stainless Steels 100-150 .001 .003 .005 .008 .012
Work Hardening Stainless Steels 50-100 .0005 .002 .004 .006 .010
Low Carbon Steels 150-300 .001 .002 .004 .007 .012
Medium Carbon Steels 100-200 .001 .002 .003 .006 .010
High Tensile (35-40 Rc) Steels 75-150 .001 .002 .003 .004 .005
High Tensile (40-45 Rc) Steels 50-100 .0007 .001 .002 .003 .004
High Tensile (45 Rc+) Steels 25-75 .0005 .0007 .001 .002 .003
Tool Steels 40-100 .001 .0015 .003 .005 .008
Soft Titanium 80-125 .001 .002 .004 .006 .010
Titanium Alloys Hard Titanium 40-100 .0007 .001 .002 .005 .008
Standard Drill Recommendations
Replace or Resharpen drills at first sign of dulling or rounding.
29
Cutting Edge Tolerance/Shank Tolerance +.000 - .0002
D1
L2
L1
D2

www.mastercuttool.com 1-727-726-5336ENDMILLS30
DRILLS
Solid Carbide Drills2 Flute - 118° Four Facet Point3 Flute - 130° High Performance Point
Wire# D1 L1 D2 L2 2 Flute 3 Flute
#70 .0280 5/16 .0280 1-1/4 40-0280 ~
#69 .0292 5/16 .0292 1-1/4 40-0292 ~
#68 .0310 5/16 .0310 1-1/4 40-0310 ~
~ 1/32 5/16 1/32 1-1/4 40-0312 ~
#67 .0320 5/16 .0320 1-1/4 40-0320 ~
#66 .0330 5/16 .0330 1-1/4 40-0330 ~
#65 .0350 5/8 .0350 1-1/2 40-0350 ~
#64 .0360 5/8 .0360 1-1/2 40-0360 ~
#63 .0370 5/8 .0370 1-1/2 40-0370 ~
#62 .0380 5/8 .0380 1-1/2 40-0380 ~
#61 .0390 5/8 .0390 1-1/2 40-0390 ~
~ .0394 5/8 .0394 1-1/2 40-0394 ~
#60 .0400 3/4 .0400 1-1/2 40-0400 ~
#59 .0410 3/4 .0410 1-1/2 40-0410 ~
#58 .0420 3/4 .0420 1-1/2 40-0420 ~
#57 .0430 3/4 .0430 1-1/2 40-0430 ~
#56 .0465 3/4 .0465 1-1/2 40-0465 ~
~ 3/64 3/4 3/64 1-1/2 40-0469 ~
#55 .0520 3/4 .0520 1-1/2 40-0520 ~
#54 .0550 3/4 .0550 1-1/2 40-0550 ~
~ .0591 3/4 .0591 1-1/2 40-0591 ~
#53 .0595 3/4 .0595 1-1/2 40-0595 ~
~ 1/16 3/4 1/16 1-1/2 40-0625 ~
#52 .0635 3/4 .0635 1-1/2 40-0635 ~
#51 .0670 3/4 .0670 1-1/2 40-0670 ~
#50 .0700 7/8 .0700 1-3/4 40-0700 ~
#49 .0730 7/8 .0730 1-3/4 40-0730 ~
#48 .0760 7/8 .0760 1-3/4 40-0760 ~
~ 5/64 7/8 5/64 1-3/4 40-0781 ~
#47 .0785 7/8 .0785 1-3/4 40-0785 ~
~ .0787 7/8 .0787 1-3/4 40-0787 ~
#46 .0810 7/8 .0810 1-3/4 40-0810 ~
#45 .0820 7/8 .0820 1-3/4 40-0820 ~
#44 .0860 1 .0860 2 40-0860 ~
#43 .0890 1 .0890 2 40-0890 ~
#42 .0935 1 .0935 2 40-0935 ~
~ 3/32 1 3/32 2 40-0938 ~
#41 .0960 1 .0960 2 40-0960 ~
#40 .0980 1 .0980 2 40-0980 ~
~ .0984 1 .0984 2 40-0984 ~
#39 .0995 1-1/4 .0995 2-1/4 40-0995 ~
#38 .1015 1-1/4 .1015 2-1/4 40-1015 ~
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
30
Cutting Edge Tolerance/Shank Tolerance +.000 - .0002
D1
L2
L1
D2

ENDMILLS
1-727-726-5336 www.mastercuttool.com 31DRILLS
Wire# D1 L1 D2 L2 2 Flute 3 Flute
#37 .1040 1-1/4 .1040 2-1/4 40-1040 ~
#36 .1065 1-1/4 .1065 2-1/4 40-1065 ~
~ 7/64 1-1/4 7/64 2-1/4 40-1094 ~
#35 .1100 1-1/4 .1100 2-1/4 40-1100 ~
#34 .1110 1-1/4 .1110 2-1/4 40-1110 ~
#33 .1130 1-1/4 .1130 2-1/4 40-1130 ~
#32 .1160 1-1/4 .1160 2-1/4 40-1160 ~
~ .1181 1-1/4 .1181 2-1/4 40-1181 ~
#31 .1200 1-1/4 .1200 2-1/4 40-1200 ~
~ 1/8 1-1/4 1/8 2-1/4 40-1250 41-1250
#30 .1285 1-3/8 .1285 2-1/2 40-1285 41-1285
#29 .1360 1-3/8 .1360 2-1/2 40-1360 41-1360
~ .1378 1-3/8 .1378 2-1/2 40-1378 41-1378
#28 .1405 1-3/8 .1405 2-1/2 40-1405 41-1405
~ 9/64 1-3/8 9/64 2-1/2 40-1406 41-1406
#27 .1440 1-3/8 .1440 2-1/2 40-1440 41-1440
#26 .1470 1-3/8 .1470 2-1/2 40-1470 41-1470
#25 .1495 1-3/8 .1495 2-1/2 40-1495 41-1495
#24 .1520 1-3/8 .1520 2-1/2 40-1520 41-1520
#23 .1540 1-3/8 .1540 2-1/2 40-1540 41-1540
~ 5/32 1-3/8 5/32 2-1/2 40-1562 41-1562
#22 .1570 1-3/8 .1570 2-1/2 40-1570 41-1570
~ .1575 1-3/8 .1575 2-1/2 40-1575 41-1575
#21 .1590 1-3/8 .1590 2-1/2 40-1590 41-1590
#20 .1610 1-3/8 .1610 2-1/2 40-1610 41-1610
#19 .1660 1-5/8 .1660 2-3/4 40-1660 41-1660
#18 .1695 1-5/8 .1695 2-3/4 40-1695 41-1695
~ 11/64 1-5/8 11/64 2-3/4 40-1719 41-1719
#17 .1730 1-5/8 .1730 2-3/4 40-1730 41-1730
#16 .1770 1-5/8 .1770 2-3/4 40-1770 41-1770
~ .1772 1-5/8 .1772 2-3/4 40-1772 41-1772
#15 .1800 1-5/8 .1800 2-3/4 40-1800 41-1800
#14 .1820 1-5/8 .1820 2-3/4 40-1820 41-1820
#13 .1850 1-5/8 .1850 2-3/4 40-1850 41-1850
~ 3/16 1-5/8 3/16 2-3/4 40-1875 41-1875
#12 .1890 1-5/8 .1890 2-3/4 40-1890 41-1890
#11 .1910 1-5/8 .1910 2-3/4 40-1910 41-1910
#10 .1935 1-5/8 .1935 2-3/4 40-1935 41-1935
#9 .1960 1-3/4 .1960 3 40-1960 41-1960
~ .1968 1-3/4 .1968 3 40-1968 41-1968
#8 .1990 1-3/4 .1990 3 40-1990 41-1990
#7 .2010 1-3/4 .2010 3 40-2010 41-2010
~ 13/64 1-3/4 13/64 3 40-2031 41-2031
Solid Carbide Drills2 Flute - 118° Four Facet Point3 Flute - 130° High Performance Point
31
Cutting Edge Tolerance/Shank Tolerance +.000 - .0002
D1
L2
L1
D2

www.mastercuttool.com 1-727-726-5336ENDMILLS32
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
DRILLS
Wire# D1 L1 D2 L2 2 Flute 3 Flute
#6 .2040 1-3/4 .2040 3 40-2040 41-2040
#5 .2055 1-3/4 .2055 3 40-2055 41-2055
#4 .2090 1-3/4 .2090 3 40-2090 41-2090
#3 .2130 1-3/4 .2130 3 40-2130 41-2130
~ .2165 1-3/4 .2165 3 40-2165 41-2165
~ 7/32 1-3/4 7/32 3 40-2188 41-2188
#2 .2210 1-3/4 .2210 3 40-2210 41-2210
#1 .2280 1-3/4 .2280 3 40-2280 41-2280
#A .2340 2 .2340 3-1/4 40-2340 41-2340
~ 15/64 2 15/64 3-1/4 40-2344 41-2344
~ .2362 2 .2362 3-1/4 40-2362 41-2362
#B .2380 2 .2380 3-1/4 40-2380 41-2380
#C .2420 2 .2420 3-1/4 40-2420 41-2420
#D .2460 2 .2460 3-1/4 40-2460 41-2460
#E 1/4 2 1/4 3-1/4 40-2500 41-2500
~ .2559 2 .2559 3-1/4 40-2559 41-2559
#F .2570 2 .2570 3-1/4 40-2570 41-2570
#G .2610 2-1/8 .2610 3-1/2 40-2610 41-2610
~ 17/64 2-1/8 17/64 3-1/2 40-2656 41-2656
#H .2660 2-1/8 .2660 3-1/2 40-2660 41-2660
#I .2720 2-1/8 .2720 3-1/2 40-2720 41-2720
~ .2756 2-1/8 .2756 3-1/2 40-2756 41-2756
#J .2770 2-1/8 .2770 3-1/2 40-2770 41-2770
#K .2810 2-1/8 .2810 3-1/2 40-2810 41-2810
~ 9/32 2-1/8 9/32 3-1/2 40-2812 41-2812
#L .2900 2-1/8 .2900 3-1/2 40-2900 41-2900
#M .2950 2-3/8 .2950 4 40-2950 41-2950
~ .2953 2-3/8 .2953 4 40-2953 41-2953
~ 19/64 2-3/8 19/64 4 40-2969 41-2969
#N .3020 2-3/8 .3020 4 40-3020 41-3020
~ 5/16 2-3/8 5/16 4 40-3125 41-3125
~ .3150 2-3/8 .3150 4 40-3150 41-3150
#O .3160 2-3/8 .3160 4 40-3160 41-3160
#P .3230 2-3/8 .3230 4 40-3230 41-3230
~ 21/64 2-3/8 21/64 4 40-3281 41-3281
#Q .3320 2-3/8 .3320 4 40-3320 41-3320
~ .3346 2-3/8 .3346 4 40-3346 41-3346
#R .3390 2-3/8 .3390 4 40-3390 41-3390
~ 11/32 2-3/8 11/32 4 40-3438 41-3438
Solid Carbide Drills2 Flute - 118° Four Facet Point3 Flute - 130° High Performance Point
Coolant Hole Drills are available!
Contact our engineering
department.
32
Cutting Edge Tolerance/Shank Tolerance +.000 - .0002
D1
L2
L1
D2

ENDMILLS
1-727-726-5336 www.mastercuttool.com 33
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
DRILLS
Wire# D1 L1 D2 L2 2 Flute 3 Flute
#S .3480 2-3/8 .3480 4 40-3480 41-3480
~ .3543 2-3/4 .3543 4-1/4 40-3543 41-3543
#T .3580 2-3/4 .3580 4-1/4 40-3580 41-3580
~ 23/64 2-3/4 23/64 4-1/4 40-3594 41-3594
#U .3680 2-3/4 .3680 4-1/4 40-3680 41-3680
~ .3740 2-3/4 .3740 4-1/4 40-3740 41-3740
~ 3/8 2-3/4 3/8 4-1/4 40-3750 41-3750
#V .3770 2-3/4 .3770 4-1/4 40-3770 41-3770
#W .3860 2-7/8 .3860 4-1/2 40-3860 41-3860
~ 25/64 2-7/8 25/64 4-1/2 40-3906 41-3906
~ .3937 2-7/8 .3937 4-1/2 40-3937 41-3937
#X .3970 2-7/8 .3970 4-1/2 40-3970 41-3970
#Y .4040 2-7/8 .4040 4-1/2 40-4040 41-4040
~ 13/32 2-7/8 13/32 4-1/2 40-4062 41-4062
#Z .4130 2-7/8 .4130 4-1/2 40-4130 41-4130
~ .4134 2-7/8 .4134 4-1/2 40-4134 41-4134
~ 27/64 2-7/8 27/64 4-1/2 40-4219 41-4219
~ .4331 2-7/8 .4331 4-1/2 40-4332 41-4332
~ 7/16 2-7/8 7/16 4-1/2 40-4375 41-4375
~ .4527 3 .4527 4-3/4 40-4527 41-4527
~ 29/64 3 29/64 4-3/4 40-4531 41-4531
~ 15/32 3 15/32 4-3/4 40-4688 41-4688
~ .4724 3 .4724 4-3/4 40-4724 41-4724
~ 31/64 3 31/64 4-3/4 40-4844 41-4844
~ .4921 3 .4921 4-3/4 40-4921 41-4921
~ 1/2 3 1/2 4-3/4 40-5000 41-5000
~ 17/32 4 17/32 6 40-5312 41-5312
~ 9/16 4 9/16 6 40-5625 41-5625
~ 19/32 4 19/32 6 40-5938 41-5938
~ 5/8 4 5/8 6 40-6250 41-6250
~ 21/32 4 21/32 6 40-6562 41-6562
~ 11/16 4 11/16 6 40-6875 41-6875
~ 23/32 4 23/32 6 40-7188 41-7188
~ 3/4 4 3/4 6 40-7500 41-7500
~ 7/8 4 7/8 6 40-8750 41-8750
~ 1 4 1 6 40-1 41-1
Solid Carbide Drills2 Flute - 118° Four Facet Point3 Flute - 130° High Performance Point
33
Cutting Edge Tolerance/Shank Tolerance +.000 - .0002
D1
L2
L1
D2

www.mastercuttool.com 1-727-726-5336ENDMILLS34
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
DRILLS
2 Flute 27° Helix 118° Four Facet Point
Stub Length Drills
D1 L1 D2 L2 Part # TiN Part #
0.1065 5/8 0.1065 2 43-1065 43-1065TN
0.1130 5/8 0.1130 2 43-1130 43-1130TN
1/8 5/8 1/8 2 43-1250 43-1250TN
0.1360 5/8 0.1360 2 43-1360 43-1360TN
9/64 5/8 9/64 2 43-1406 43-1406TN
0.1495 3/4 0.1495 2-1/2 43-1495 43-1495TN
5/32 3/4 5/32 2-1/2 43-1562 43-1562TN
0.1570 3/4 0.1570 2-1/2 43-1570 43-1570TN
11/64 3/4 11/64 2-1/2 43-1719 43-1719TN
3/16 3/4 3/16 2-1/2 43-1875 43-1875TN
13/64 3/4 13/64 2-1/2 43-2031 43-2031TN
0.2130 1 0.2130 2-1/2 43-2130 43-2130TN
7/32 1 7/32 2-1/2 43-2188 43-2188TN
15/64 1 15/64 2-1/2 43-2344 43-2344TN
1/4 1 1/4 2-1/2 43-2500 43-2500TN
0.2570 1 0.2570 2-1/2 43-2570 43-2570TN
17/64 1 17/64 2-1/2 43-2656 43-2656TN
0.2720 1 0.2720 2-1/2 43-2720 43-2720TN
0.2786 1-1/4 0.2756 2-1/2 43-2756 43-2756TN
9/32 1 9/32 2-1/2 43-2812 43-2812TN
19/64 1-1/4 19/64 2-3/4 43-2969 43-2969TN
5/16 1-1/4 5/16 2-3/4 43-3125 43-3125TN
21/64 1-1/4 21/64 2-3/4 43-3281 43-3281TN
11/32 1-1/4 11/32 3 43-3438 43-3438TN
23/64 1-1/4 23/64 3 43-3594 43-3594TN
3/8 1-1/4 3/8 3 43-3750 43-3750TN
25/64 1-1/4 25/64 3 43-3906 43-3906TN
13/32 1-1/4 13/32 3 43-4062 43-4062TN
27/64 1-1/4 27/64 3 43-4219 43-4219TN
7/16 1-1/4 7/16 3 43-4375 43-4375TN
29/64 1-1/4 29/64 3 43-4531 43-4531TN
15/32 1-1/4 15/32 3 43-4688 43-4688TN
31/64 1-1/4 31/64 3 43-4844 43-4844TN
1/2 1-1/4 1/2 3 43-5000 43-5000TN
9/16 1-1/4 9/16 3-1/2 43-5625 43-5625TN
5/8 1-1/2 5/8 3-1/2 43-6250 43-6250TN
3/4 1-1/2 3/4 4 43-7500 43-7500TN
34
Cutting Edge Tolerance/Shank Tolerance +.000 - .0002
D1
L2
L1
D2

ENDMILLS
1-727-726-5336 www.mastercuttool.com 35DRILLS
D1 L1 D2 L2 STD
1/8 7/16 1/8 1-1/2 40000
3/16 9/16 3/16 2 40100
1/4 11/16 1/4 2 40200
5/16 7/8 5/16 2-1/2 40300
3/8 1 3/8 2-1/2 40400
1/2 1-1/8 1/2 2-1/2 40500
Sets - Includes 40000, 40100, 40200, 40300, 40400, and 40500 40600
Spade Drills
Solid Carbide CenterDrillsD1 L1 D2 L2 Size#
EDP#60 Degree
EDP#82 Degree
EDP#90 Degree
3/64 3/64 1/8 1-1/2 1 90001 90011 90021
5/64 5/64 3/16 2 2 90002 90012 90022
7/64 7/64 1/4 2 3 90003 90013 90023
1/8 1/8 5/16 2-1/8 4 90004 90014 90024
3/16 3/16 7/16 2-3/4 5 90005 90015 90025
7/32 7/32 1/2 3 6 90006 90016 90026
1/4 1/4 5/8 3-1/8 7 90007 90017 90027
5/16 5/16 3/4 3-3/8 8 90008 90018 90028
D1 L1 D2 L2 Point Angle EDP#
1/8 3/8 1/8 2 90° 90500
3/16 3/4 3/16 3 90° 90510
1/4 3/4 1/4 3 90° 90520
3/8 1 3/8 3 90° 90530
1/2 1 1/2 4 90° 90540
1/8 3/8 1/8 2 120° 90610
3/16 3/4 3/16 3 120° 90620
1/4 3/4 1/4 3 120° 90630
3/8 1 3/8 3 120° 90640
1/2 1 1/2 4 120° 90650
NC Spotting Drills
L2
D1 D2
L1
L2
D1 D2
L1
L2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
35

www.mastercuttool.com 1-727-726-5336ENDMILLS36
Bur Shapes and SizesWe carry burs in all shapes and sizes. We can also customize any bur to your needs.
SA/SB SC SD SE SF SG
SH SJ SK SL SM SN
Single Cut (SC)
Double Cut (DC)
Chipbreaker Cut (CB)
Diamond Cut (DM)
Fastmill Cut-Alumacut (FM)
L6 - 6 Inch Shank (150 mm)L4 - 4 Inch Shank (100 mm)L3 - 3 Inch Shank (75 mm)
R - 3/8 Diameter Shank (8 mm)
X - Solid Carbide (Bur and Shank)
ECO - Endcut Only
SC - SinglecutDC - DoublecutDM - DiamondcutCB - ChipbreakerFM - Fastmill Cut/AlumacutFC - Fine CutCC - Coarse Cut
Example
SL-5L6RDCSL S
HA
PE
CU
TTER S
IZE
6 IN
CH
SH
AN
K
3/
8 S
HA
NK
DIA
METER
DO
UB
LECU
T
Bur Cut Types
Bur Part Number Codes
BURS36

ENDMILLS
1-727-726-5336 www.mastercuttool.com 37
Solid Carbide Bur
Brazed Burs (Solid Carbide Head with brazed steel shank)
Long Series - Brazed Burs (Solid Carbide Head with brazed steel shank)Denoted with “L6” in part number
Bur Use Data
General Bur Speed Recommendations
The following chart is a general and approximate recommendation. Variations to achieve desired results may be necessary. Long shank burs should be used at reduced speeds.
Bur Diameter RPM
1/8 or 3mm Solid Carbide 45,000-50,000
3/16 or 5mm Solid Carbide 35,000-40,000
3/16 or 5mm Carbide Head Brazed to 1/8 or 3mm Steel Shank 30,000-35,000
1/4 or 6mm Solid Carbide 30,000-35,000
1/4 or 6mm Carbide Head Brazed to 1/8 or 3mm Steel Shank 25,000-30,000
5/16 or 8mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 25,000-30,000
3/8 or 10mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 25,000-30,000
7/16 or 11mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 20,000-25,000
1/2 or12mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 20,000-25,000
5/8 or 16mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 15,000-20,000
¾ or18mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 15,000-20,000
1” or 25mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 12,000-18,000
General Bur Cut Type ApplicationsMaterials Doublecut Singlecut Alumacut Diamondcut Chipbreaker
Aluminum
Brass, Bronze, Copper
Fiberglass
Cast Iron
Plastics
Steel: 40-55rc
Steel: 55-60rc
Steel: Carbon
Steel Nickel, Chrome
Stainless Steel
Steel Weldments
Titanium
Zinc
BURS
37

www.mastercuttool.com 1-727-726-5336ENDMILLS38
D1 L1 D2 L2 Singlecut Doublecut Alumacut
1/16 1/4 1/8 1-1/2 SA-41SC* SA-41DC* SA-41FM*
3/32 7/16 1/8 1-1/2 SA-42SC* SA-42DC* SA-42FM*
1/8 9/16 1/8 1-1/2 SA-43SC* SA-43DC* SA-43FM*
1/4 1/2 1/8 2 SA-51SC SA-51DC SA-51FM
1/8 5/8 1/4 2 SA-12SC* SA-12DC* SA-12FM*
3/16 5/8 1/4 2 SA-14SC* SA-14DC* SA-14FM*
1/4 5/8 1/4 2 SA-1SC* SA-1DC* SA-1FM*
1/4 5/8 1/4 6-3/4 SA-1L6SC SA-1L6DC SA-1L6FM
5/16 3/4 1/4 2-1/2 SA-2SC SA-2DC SA-2FM
3/8 3/4 1/4 2-1/2 SA-3SC SA-3DC SA-3FM
3/8 3/4 1/4 6-3/4 SA-3L6SC SA-3L6DC SA-3L6FM
7/16 1 1/4 2-3/4 SA-4SC SA-4DC SA-4FM
1/2 1 1/4 2-3/4 SA-5SC SA-5DC SA-5FM
1/2 1 1/4 7 SA-5L6SC SA-5L6DC SA-5L6FM
5/8 1 1/4 2-3/4 SA-6SC SA-6DC SA-6FM
3/4 3/4 1/4 2-1/2 SA-16SC SA-16DC SA-16FM
3/4 1 1/4 2-3/4 SA-7SC SA-7DC SA-7FM
1 1 1/4 2-3/4 SA-9SC SA-9DC SA-9FM
SA Burs - Cylindrical No Endcut
Burs also available in Chipbreaker and Diamondcut
* Denotes Solid Carbide
D1 L1 D2 L2 Singlecut Doublecut Alumacut
1/16 1/4 1/8 1-1/2 SB-41SC* SB-41DC* SB-41FM*
3/32 7/16 1/8 1-1/2 SB-42SC* SB-42DC* SB-42FM*
1/8 9/16 1/8 1-1/2 SB-43SC* SB-43DC* SB-43FM*
1/4 3/16 1/8 2-15/16 SB-51SC SB-51DC SB-51FM
1/8 5/8 1/4 2 SB-12SC* SB-12DC* SB-12FM*
3/16 5/8 1/4 2 SB-14SC* SB-14DC* SB-14FM*
1/4 5/8 1/4 2 SB-1SC* SB-1DC* SB-1FM*
1/4 5/8 1/4 6-3/4 SB-1L6SC SB-1L6DC SB-1L6FM
5/16 3/4 1/4 2-1/2 SB-2SC SB-2DC SB-2FM
3/8 3/4 1/4 2-1/2 SB-3SC SB-3DC SB-3FM
3/8 3/4 1/4 6-3/4 SB-3L6SC SB-3L6DC SB-3L6FM
7/16 1 1/4 2-3/4 SB-4SC SB-4DC SB-4FM
1/2 1 1/4 2-3/4 SB-5SC SB-5DC SB-5FM
1/2 1 1/4 7 SB-5L6SC SB-5L6DC SB-5L6FM
5/8 1 1/4 2-3/4 SB-6SC SB-6DC SB-6FM
3/4 3/4 1/4 2-1/2 SB-16SC SB-16DC SB-16FM
3/4 1 1/4 2-3/4 SB-7SC SB-7DC SB-7FM
1 1 1/4 2-3/4 SB-9SC SB-9DC SB-9FM
D1
L1
L2
D2
D1
L1
L2
D2
SB Burs - Cylindrical With Endcut
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
BURS38

ENDMILLS
1-727-726-5336 www.mastercuttool.com 39
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3/32 7/16 1/8 1-1/2 SC-41SC* SC-41DC* SC-41FM*
1/8 9/16 1/8 1-1/2 SC-42SC* SC-42DC* SC-42FM*
1/4 1/2 1/8 2 SC-51SC SC-51DC SC-51FM
1/8 5/8 1/4 2 SC-12SC* SC-12DC* SC-12FM*
3/16 5/8 1/4 2 SC-14SC* SC-14DC* SC-14FM*
1/4 5/8 1/4 2 SC-1SC* SC-1DC* SC-1FM*
1/4 5/8 1/4 6-3/4 SC-1L6SC SC-1L6DC SC-1L6FM
5/16 3/4 1/4 2-1/2 SC-2SC SC-2DC SC-2FM
3/8 3/4 1/4 2-1/2 SC-3SC SC-3DC SC-3FM
3/8 3/4 1/4 6-3/4 SC-3L6SC SC-3L6DC SC-3L6FM
7/16 1 1/4 2-3/4 SC-4SC SC-4DC SC-4FM
1/2 1 1/4 2-3/4 SC-5SC SC-5DC SC-5FM
1/2 1 1/4 7 SC-5L6SC SC-5L6DC SC-5L6FM
5/8 1 1/4 2-3/4 SC-6SC SC-6DC SC-6FM
5/8 1 1/4 7 SC-6L6SC SC-6L6DC SC-6L6FM
3/4 1 1/4 2-3/4 SC-7SC SC-7DC SC-7FM
SC Burs - Radius Cylinder
D1
L1
L2
D2
* Denotes Solid Carbide
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3/32 3/32 1/8 1-1/2 SD-41SC* SD-41DC* SD-41FM*
1/8 1/8 1/8 1-1/2 SD-42SC* SD-42DC* SD-42FM*
1/4 7/32 1/8 2 SD-51SC SD-51DC SD-51FM
1/8 3/32 1/4 2 SD-12SC* SD-12DC* SD-12FM*
3/16 1/8 1/4 2 SD-14SC* SD-14DC* SD-14FM*
1/4 7/32 1/4 2 SD-1SC* SD-1DC* SD-1FM*
1/4 7/32 1/4 6-3/4 SD-1L6SC SD-1L6DC SD-1L6FM
5/16 1/4 1/4 2-1/16 SD-2SC SD-2DC SD-2FM
3/8 5/16 1/4 2-1/8 SD-3SC SD-3DC SD-3FM
3/8 5/16 1/4 6-3/8 SD-3L6SC SD-3L6DC SD-3L6FM
7/16 3/8 1/4 2-3/16 SD-4SC SD-4DC SD-4FM
1/2 7/16 1/4 2-1/4 SD-5SC SD-5DC SD-5FM
1/2 7/16 1/4 6-1/2 SD-5L6SC SD-5L6DC SD-5L6FM
5/8 9/16 1/4 2-3/8 SD-6SC SD-6DC SD-6FM
3/4 11/16 1/4 2-1/2 SD-7SC SD-7DC SD-7FM
1 15/16 1/4 2-3/4 SD-9SC SD-9DC SD-9FM
SD Burs - Ball Shape
D1
L1
L2
D2
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Burs also available in Chipbreaker and Diamondcut
BURS
39

www.mastercuttool.com 1-727-726-5336ENDMILLS40
D1 L1 D2 L2 Singlecut Doublecut Alumacut
1/8 7/32 1/8 1-1/2 SE-41SC* SE-41DC* SE-41FM*
1/4 3/8 1/8 1-3/4 SE-51SC SE-51DC SE-51FM
1/4 3/8 1/4 2 SE-1SC* SE-1DC* SE-1FM*
1/4 3/8 1/4 6-3/4 SE-1L6SC SE-1L6DC SE-1L6FM
3/8 5/8 1/4 2-3/8 SE-3SC SE-3DC SE-3FM
3/8 5/8 1/4 6-5/8 SE-3L6SC SE-3L6DC SE-3L6FM
1/2 7/8 1/4 2-5/8 SE-5SC SE-5DC SE-5FM
1/2 7/8 1/4 6-7/8 SE-5L6SC SE-5L6DC SE-5L6FM
5/8 1 1/4 2-3/4 SE-6SC SE-6DC SE-6FM
3/4 1 1/4 2-3/4 SE-7SC SE-7DC SE-7FM
SE Burs - Oval Shape
D1
L1
L2
D2
D1 L1 D2 L2 Singlecut Doublecut Alumacut
1/8 1/4 1/8 1-1/2 SF-41SC* SF-41DC* SF-41FM*1/8 1/2 1/8 1-1/2 SF-42SC* SF-42DC* SF-42FM*1/4 1/2 1/8 2 SF-51SC SF-51DC SF-51FM1/8 1/2 1/4 2 SF-12SC* SF-12DC* SF-12FM*1/4 5/8 1/4 2 SF-1SC* SF-1DC* SF-1FM*1/4 5/8 1/4 6-3/4 SF-1L6SC SF-1L6DC SF-1L6FM3/8 3/4 1/4 2-1/2 SF-3SC SF-3DC SF-3FM3/8 3/4 1/4 6-3/4 SF-3L6SC SF-3L6DC SF-3L6FM7/16 1 1/4 2-3/4 SF-4SC SF-4DC SF-4FM1/2 3/4 1/4 2-1/2 SF-13SC SF-13DC SF-13FM1/2 1 1/4 2-3/4 SF-5SC SF-5DC SF-5FM1/2 1 1/4 7 SF-5L6SC SF-5L6DC SF-5L6FM5/8 1 1/4 2-3/4 SF-6SC SF-6DC SF-6FM3/4 1 1/4 2-3/4 SF-7SC SF-7DC SF-7FM3/4 1-1/4 1/4 3 SF-14SC SF-14DC SF-14FM3/4 1-1/2 1/4 3-1/4 SF-15SC SF-15DC SF-15FM
SF Burs - Tree Shape
D1
L1
L2
D2
SG Burs - Pointed TreeD1 L1 D2 L2 Singlecut Doublecut Alumacut
1/8 1/4 1/8 1-1/2 SG-41SC* SG-41DC* SG-41FM*
1/8 3/8 1/8 1-1/2 SG-43SC* SG-43DC* SG-43FM*
1/8 1/2 1/8 1-1/2 SG-44SC* SG-44DC* SG-44FM*
1/4 1/2 1/8 2 SG-51SC SG-51DC SG-51FM
1/4 5/8 1/4 2 SG-1SC* SG-1DC* SG-1FM*
1/4 5/8 1/4 6-3/4 SG-1L6SC SG-1L6DC SG-1L6FM
5/16 3/4 1/4 2-1/2 SG-2SC SG-2DC SG-2FM
3/8 3/4 1/4 2-1/2 SG-3SC SG-3DC SG-3FM
3/8 3/4 1/4 6-3/4 SG-3L6SC SG-3L6DC SG-3L6FM
1/2 3/4 1/4 2-1/2 SG-13SC SG-13DC SG-13FM
1/2 1 1/4 2-3/4 SG-5SC SG-5DC SG-5FM
1/2 1 1/4 6-3/4 SG-5L6SC SG-5L6DC SG-5L6FM
5/8 1 1/4 2-3/4 SG-6SC SG-6DC SG-6FM
3/4 1 1/4 2-3/4 SG-7SC SG-7DC SG-7FM
3/4 1-1/2 1/4 3-1/4 SG-15SC SG-15DC SG-15FM
D1
L1
L2
D2
BURS40

ENDMILLS
1-727-726-5336 www.mastercuttool.com 41
D1 L1 D2 L2 Singlecut Doublecut Alumacut
1/8 1/4 1/8 1-1/2 SH-41SC* SH-41DC* SH-41FM*
1/4 1/2 1/4 2 SH-1SC* SH-1DC* SH-1FM*
1/4 1/2 1/4 6-3/4 SH-1L6SC SH-1L6DC SH-1L6FM
5/16 3/4 1/4 2-1/2 SH-2SC SH-2DC SH-2FM
5/16 3/4 1/4 6 SH-2L6SC SH-2L6DC SH-2L6FM
1/2 1-1/4 1/4 3 SH-5SC SH-5DC SH-5FM
1/2 1-1/4 1/4 7-1/4 SH-5L6SC SH-5L6DC SH-5L6FM
5/8 1-7/16 1/4 3-3/16 SH-6SC SH-6DC SH-6FM
3/4 1-5/8 1/4 3-3/8 SH-7SC SH-7DC SH-7FM
SH Burs - Flame Shape
SJ Burs - 60° Included ConeD1 L1 D2 L2 Singlecut Doublecut Alumacut
1/8 3/32 1/8 1-1/2 SJ-42SC* SJ-42DC* SJ-42FM*
1/8 3/32 1/8 1-1/2 SJ-42DESC*^ SJ-42DEDC*^ SJ-42DEFM*^
3/16 3/16 3/16 2 SJ-81SC SJ-81DC SJ-81FM
1/4 3/16 1/4 2 SJ-1SC* SJ-1DC* SJ-1FM*
1/4 3/16 1/4 2 SJ-1DESC*^ SJ-1DEDC*^ SJ-1DEFM*^
5/16 5/16 1/4 2-1/16 SJ-2SC SJ-2DC SJ-2FM
3/8 5/16 1/4 2-1/16 SJ-3SC SJ-3DC SJ-3FM
1/2 7/16 1/4 2-3/16 SJ-5SC SJ-5DC SJ-5FM
5/8 9/16 1/4 2-5/16 SJ-6SC SJ-6DC SJ-6FM
3/4 11/16 1/4 2-7/16 SJ-7SC SJ-7DC SJ-7FM
1 15/16 1/4 2-9/16 SJ-9SC SJ-9DC SJ-9FM
SK Burs - 90° Included ConeD1 L1 D2 L2 Singlecut Doublecut Alumacut
1/8 1/16 1/8 1-1/2 SK-42SC* SK-42DC* SK-42FM*
1/8 1/16 1/8 1-1/2 SK-42DESC*^ SK-42DEDC*^ SK-42DEFM*^
1/4 1/8 1/4 2 SK-1SC* SK-1DC* SK-1FM*
1/4 1/8 1/4 2 SK-1SCDE*^ SK-1DEDC*^ SK-1DEFM*^
5/16 3/16 1/4 1-15/16 SK-2SC SK-2DC SK-2FM
3/8 3/16 1/4 1-15/16 SK-3SC SK-3DC SK-3FM
7/16 1/4 1/4 2 SK-4SC SK-4DC SK-4FM
1/2 1/4 1/4 2 SK-5SC SK-5DC SK-5FM
5/8 5/16 1/4 2-1/16 SK-6SC SK-6DC SK-6FM
3/4 3/8 1/4 2-1/8 SK-7SC SK-7DC SK-7FM
1 1/2 1/4 2-1/4 SK-9SC SK-9DC SK-9FM
D1
L1
L2
D2
D1
L1
L2
D2
D1
L1
L2
D2
* Denotes Solid Carbide*^ Double End D1 - Cutting Diameter
L 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Burs also available in Chipbreaker and Diamondcut
BURS41

www.mastercuttool.com 1-727-726-5336ENDMILLS42
SL Burs - 14° Included ConeD1 L1 D2 L2 DEG Singlecut Doublecut Alumacut
1/8 3/8 1/8 1-1/2 8° SL-41SC* SL-41DC* SL-41FM*
1/8 1/2 1/8 1-1/2 8° SL-42SC* SL-42DC* SL-42FM*
1/4 5/8 1/4 2 14° SL-1SC* SL-1DC* SL-1FM*
1/4 5/8 1/4 6-3/4 14° SL-1L6SC SL-1L6DC SL-1L6FM
5/16 7/8 1/4 2-5/8 14° SL-2SC SL-2DC SL-2FM
3/8 1-1/16 1/4 2-13/16 14° SL-3SC SL-3DC SL-3FM
3/8 1-1/16 1/4 7-1/16 14° SL-3L6SC SL-3L6DC SL-3L6FM
1/2 1-1/8 1/4 2-7/8 14° SL-4SC SL-4DC SL-4FM
1/2 1-1/8 1/4 7-1/8 14° SL-4L6SC SL-4L6DC SL-4L6FM
5/8 1-3/16 1/4 2-15/16 14° SL-5SC SL-5DC SL-5FM
5/8 1-5/16 1/4 3-1/16 14° SL-6SC SL-6DC SL-6FM
3/4 1-1/2 1/4 3-1/4 14° SL-7SC SL-7DC SL-7FM
SM Burs - Pointed Cone ShapeD1 L1 D2 L2 DEG Singlecut Doublecut Alumacut
1/8 11/32 1/8 1-1/2 12° SM-41SC* SM-41DC* SM-41FM*
1/8 7/16 1/8 1-1/2 14° SM-42SC* SM-42DC* SM-42FM*
1/8 5/8 1/8 1-1/2 7° SM-43SC* SM-43DC* SM-43FM*
1/4 1/2 1/8 2-1/8 22° SM-51SC SM-51DC SM-51FM
1/4 1/2 1/4 2 22° SM-1SC* SM-1DC* SM-1FM*
1/4 1/2 1/4 6-3/4 14° SM-1L6SC SM-1L6DC SM-1L6FM
1/4 3/4 1/4 2 14° SM-2SC SM-2DC SM-2FM
1/4 3/4 1/4 6-3/4 14° SM-2L6SC SM-2L6DC SM-2L6FM
1/4 1 1/4 2 14° SM-3SC* SM-3DC* SM-3FM*
3/8 5/8 1/4 2-1/2 14° SM-4SC SM-4DC SM-4FM
3/8 5/8 1/4 6-5/8 14° SM-4L6SC SM-4L6DC SM-4L6FM
1/2 7/8 1/4 2-5/8 14° SM-5SC SM-5DC SM-5FM
1/2 7/8 1/4 6-7/8 14° SM-5L6SC SM-5L6DC SM-5L6FM
5/8 1 1/4 2-3/4 14° SM-6SC SM-6DC SM-6FM
* Denotes Solid Carbide
D1
L1
L2
D2
D1
L1
L2
D2
Burs also available in Chipbreaker and Diamondcut
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
BURS42

ENDMILLS
1-727-726-5336 www.mastercuttool.com 43
Piloted Die millsD1 L1 L1-1 D2 L2 Doublecut Singlecut
1/8 1 1/8 1/8 3 22000 22001
3/16 2 3/16 3/16 3 22100 22101
1/4 1-1/4 1/4 1/4 3 22200 22201
3/8 2 3/8 3/8 4 22300 22301
1/2 2 1/2 1/2 4 22400 22401
Die millsD1 L1 D2 L2 STD Coarse
1/8 1/2 1/8 1-1/2 28000 28020
5/32 1/2 3/16 2 28100 28120
3/16 5/8 3/16 2 28200 28220
1/4 3/4 1/4 2 28300 28320
5/16 13/16 5/16 2-1/2 28400 28420
3/8 1 3/8 2-1/2 28500 28520
7/16 1 7/16 3 28600 28620
1/2 1 1/2 3 28700 28720
SN Burs - Inverted Cone ShapeD1 L1 D2 L2 DEG Singlecut Doublecut Alumacut
3/32 1/8 1/8 1-1/2 10° SN-41SC* SN-41DC* SN-41FM*
1/8 3/16 1/8 1-1/2 10° SN-42SC* SN-42DC* SN-42FM*
1/4 1/4 1/8 1-3/4 10° SN-51SC SN-51DC SN-51FM
1/4 5/16 1/4 2 10° SN-1SC* SN-1DC* SN-1FM*
1/4 5/16 1/4 6-3/4 10° SN-1L6SC SN-1L6DC SN-1L6FM
3/8 3/8 1/4 2-1/8 13° SN-2SC SN-2DC SN-2FM
1/2 1/2 1/4 2-1/4 16° SN-3SC SN-3DC SN-3FM
1/2 1/2 1/4 2-1/4 28° SN-4SC SN-4DC SN-4FM
1/2 1/2 1/4 6-1/2 28° SN-4L6SC SN-4L6DC SN-4L6FM
5/8 5/8 1/4 2-3/8 19° SN-5SC SN-5DC SN-5FM
5/8 3/4 1/4 2-1/2 18° SN-6SC SN-6DC SN-6FM
3/4 5/8 1/4 2-3/8 30° SN-7SC SN-7DC SN-7FM
D1
L1
L2
D2
D1
L1
L2
D2
D1
L1
L2
D2
L1-1
* Denotes Solid Carbide
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Burs also available in Chipbreaker and Diamondcut
BURS
43

www.mastercuttool.com 1-727-726-5336ENDMILLS44
Fiberglass RoutersD1 L1 D2 L2
Plain (A)
Burend (B)
Millend (C)
Drillend (D)
1/16 3/16 1/8 1-1/2 FGR1A FGR1B FGR1C FGR1D3/32 3/8 1/8 1-1/2 FGR1-1A FGR1-1B FGR1-1C FGR1-1D1/8 1/2 1/8 1-1/2 FGR2A FGR2B FGR2C FGR2D
3/16 5/8 3/16 2 FGR3A FGR3B FGR3C FGR3D3/16 5/8 1/4 2 FGR4A FGR4B FGR4C FGR4D1/4 3/4 1/4 2 FGR5A FGR5B FGR5C FGR5D1/4 3/4 1/4 2-1/2 FGR6A FGR6B FGR6C FGR6D1/4 1 1/4 2-1/2 FGR6-0A FGR6-0B FGR6-0C FGR6-0D1/4 3/4 1/4 3 FGR6-1A FGR6-1B FGR6-1C FGR6-1D1/4 1 1/4 3 FGR6-2A FGR6-2B FGR6-2C FGR6-2D
5/16 1 5/16 2-1/2 FGR7A FGR7B FGR7C FGR7D3/8 1 3/8 2-1/2 FGR8A FGR8B FGR8C FGR8D1/2 1 1/2 3 FGR9A FGR9B FGR9C FGR9D
Tire Burs
D1 L1 D2 L2 Item Application
1/8 1 1/8 2 TC1D Tile
1/4 1 1/4 2 TC4D Tile
1/4 1-1/4 1/4 2-1/16 DW-2 Drywall
3/32 9/16 1/8 1-1/2 GC1D Grout
5/32 3/8 5/32 2 MC4 Sheet Metal
TC1D Wall Tile Cutter
TC4D Wall Tile, FiberRock, Cement, BoardDW-2 Drywall, DuraRock
D1 L1 D2 L2 Round Shank Tri-Shank
3/16 1 3/16 2 STB-011 STB-011T
3/16 2 3/16 3 STB-012 STB-012T
7/32 2 1/4 3 STB-013 STB-013T
1/4 2 1/4 3 STB-014 STB-014T
5/16 1-1/2 5/16 3 STB-015 STB-015T
5/16 2 5/16 4 STB-016 STB-016T
3/8 3 3/8 4-1/2 STB-017 STB-017T
1/2 3 3/8 5 STB-018 STB-018T
Plain End Mill End
Bur End Drill End
Home Improvement Burs
D1
L1
L2
D2
MC4 Sheet Metal Cutter
GC1D Upside downD1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
BURS44

ENDMILLS
1-727-726-5336 www.mastercuttool.com 45
Bur SetsBURS INCLUDED Singlecut Doublecut Alumacut
SA43, SA42, SC42, SC41, SD42, SE41, SF41, SG41, SH41, SJ41, SL42, SN42
SETM100WSC SETM100WDC ~
SA51, SB51, SC51, SD51, SE51, SF51, SG51, SM51, SN51
SETM110WSC SETM110WDC ~
SA1, SC1, SD1, SE1, SF1, SG1, SH1, SJ1, SK1, SL1, SM1, SN1
SETM120WSC SETM120WDC ~
SA1, SA3, SC1, SC3, SD1, SD3, SF1, SF3
SETM130WSC SETM130WDC SETM130WFM
SB1, SB3, SC1, SC3, SD1, SD3, SF1, SF3
SETM135WSC SETM135WDC SETM135WFM
SA3, SA5, SC3, SC5, SD3, SD5, SF3, SF5
SETM140WSC SETM140WDC SETM140WFM
SB3, SB5, SC3, SC5, SD3, SD5, SF3, SF5
SETM145WSC SETM145WDC SETM145WFM
SA5, SC3, SC5, SD5, SF3, SF5, SG3, SL4
SETM150WSC SETM150WDC SETM150WFM
SB5, SC3, SC5, SD5, SF3, SF5, SG3, SL4
SETM155WSC SETM155WDC SETM155WFM
SC3L6, SD3L6, SF3L6, SF5L6
SETM640SC SETM640DC SETM640FM
The Mastercut 48-Piece Countertop Display showcases 48 pieces of our popular burs. The burs are showcased in a high quality acrylic lexan display with locking back panel.
The set includes:
Doublecut Burs (1/8 Shank)SA-51DC, SB-51DC, SC-51DC, SD-51DC, SE-51DC, SF-51DC, SG-51DC, SM-51DC, SN-51DC
Doublecut Burs (1/4 Shank)SA-1DC, SA-3DC, SA-5DC, SC-1DC, SC-3DC, SC-5DC, SD-1DC, SD-3DC, SD-5DC, SE-1DC, SE-3DC, SE-5DC, SF-1DC, SF-3DC, SF-5DC, SG-1DC, SG-3DC, SG-5DC, SL-4DC, SL-3DC, SL-1DC, SM-5DC, SM-4DC, SM-3DC
AlumaCut Burs (1/4 Shank)SA-1FM, SA-3FM, SA-5FM, SC-1FM, SC-3FM, SC-5FM, SD-5FM, SD-3FM, SE-5FM, SE-3FM, SF-5FM, SF-3FM, SF-1FM, SL-4FM, SL-3FM
Description Part Number
48 Piece Bur Display - includes 48 burs DISPLAY2-48
48 Piece Bur Display Without 1/8th Shank Burs- includes 39 burs
DISPLAY2-39
Bur Set Without Plastic Display - includes 48 burs DIS48-ND
The Mastercut 48-Piece Countertop Display
BURS SETS
45

www.mastercuttool.com 1-727-726-5336ENDMILLS46
Description No. Of Pieces
Part Number
Plastic Pouch 6 Inch Shank SetIncludes: SD-3L6DC, SF-5L6DC, SF-3L6DC, and SC-3L6DC
4 SET8170
Tire Bur SetIncludes: 270, 271, and 271/38 in Clamshell Case
3 SET-TB1
Tire Bur SetIncludes: 270, 270P, 271, and 271P in Clamshell Case
4 SET-TB2
24 Piece Display Includes: SA-5DC, SA-3DC, SA-1DC, SC-5DC, SC-3DC, SC-1DC,
SD-5DC, SD-3DC, SD-1DC, SE-5DC, SE-3DC, SE-1DC, SF-5DC, SF-3DC, SF-1DC, SG-5DC, SG-3DC, SG-1DC, SL-4DC, SL-3DC, SL-1DC, SM-5DC, SM-4DC, SM-3DC
24 DISPLAY2
15 Piece Alumacut Display Includes: SA-1FM, SA-3FM, SA-5FM, SC-1FM, SC-3FM, SC-5FM,
SD-3FM, SD-5FM, SE-3FM, SE-5FM, SF-1M, SF-3FM, SF-5FM, SL-3FM, SL-4FMSimilar to 24 Piece display but with 15 holes.
15 SETBDIS250-FM
18 Piece 6 inch Shank Bur DislpayIncludes: SC-5L6DC, SC-3L6DC, SC-1L6DC, SE-5L6DC,
SE-3L6DC, SE-1L6DC, SF-5L6DC, SF-3L6DC, SF-1L6DC, SC-5L6FM, SC-3L6FM, SC-1L6FM, SE-5L6FM, SE-3L6FM, SE-1L6FM, SF-5L6FM, SF-3L6FM, SF-1L6FM,
18 DISPLAY6-18
24 Piece Doublecut Bur Display
6 Inch Shank Bur Display
Tirebur Set with Clamshell Case
6 Inch Shank Plastic Pouch
Additional Bur Sets
BURS SETS46

ENDMILLS
1-727-726-5336 www.mastercuttool.com 47
CERTIFIEDISO 9001:2008
Cutting Edge Technology
QUALITY PROGRAM
47
At Mastercut Tool we take great pride in our high standards of quality control and in the accomplishments of your customers using our tools. Therefore, our bottom line is: Our customers’ success with our products is the measure of our success. From
advanced grinders and machinery, to great quality control personnel, our priority has always been providing you with the highest quality tools for your customers.
Mastercut Automated Production System or MAPS is a production control technique which utilizes Simulators, Measuring Equipment, and Grinding Equipment in a process that ensures that our tools are consistent from differing manufacturing dates. Our process starts with a simulated grinding of a tool on a “Cyber Grinding Computer”. Simulated grinding is faster and does not consume any physical resources. Upon a good simulation, a real carbide test tool is ground. The test tool
is then inspected using advanced automated inspection equipment and compared to previously saved geometry. If it meets our standards, it is then and only then that the tool will go into production and the program to grind the tool is saved on a separate production server to be used on all future tool manufacturing runs.
Diagramming is an essential part of manufacturing customized tools to your specifications. Routinely, samples from both our customers special items, and our standard items are translated into AutoCAD format tool manufacturing prints. These prints are useful in maintaining accurate details of a tool for future measurements. Our tools are compared to these prints after each manufacturing cycle to ensure that the newly manufactured tools match the tools you purchased in the past.
All of our tools receive a full inspection before being placed on our stock shelves. When the tool has finished the manufacturing cycle, it is given a detailed inspection of tool geometry. Every dimension is taken down, this includes general dimensions, such as radius and cutting edge length, and some not so common dimensions like secondary land width and rake angles. As tool complexity increases, so does the number of dimensions recorded. When the tool has passed the quality inspection, it then must go through another inspection while in cleaning and packaging. After cleaning and packaging, the tools are placed on our stock shelves awaiting your order.
Quality Control
Mastercut Automated Production System (M.A.P.S.)
Inspection
Diagramming
Mastercut Tool Corp. successfully achieved registration under
ISO 9001:2000 on June 13, 2003 and continues to strive for the
highest quality products, services, and more.
We at Mastercut have kept our quality system up to date and are
now proud to be ISO 9001:2008 certified.

Don’t Forget to Check Out All Th at Mastercut Has to Off er
www.mastercuttool.com
Proudly Distributed by:
965 F. Harbor Lake Dr.Safety Harbor, FL 34695 USAPhone (727) 726-5336Fax (727) 725-2532Email [email protected]
www.mastercuttool.com
Mastercut Tool Corp. offers a full line of
solid carbide cutting tools, both standards
and special requests. Whether you are
cutting wood, exotic metals, acrylic, or any
other material, Mastercut has an ideal
solution for all of your cutting tool needs.
We can also sharpen your dull cutters,
regardless of manufacturer. Call or
E-mail us for more information.
06-2009-54-UF
105

Rotary Cutting Tools 2009 Metric

001-727-726-5336www.mastercuttool.com2 www.mastercuttool.com 001-727-726-5336
Terms and Conditions of Sale
To OrderFaxed or e-mailed orders are required. Please specify quantity and EDP numbers.
Minimum Orders$50 for standard items, $200 for special orders. Orders below $50 are subject to a $7,50 handling fee.
Standard Payment TermsOverseas customers: Prepaid. US customers: Net 30 Days, Past due after 30 days from billing date.
FreightMinimum freight charge, $7,00. Orders totaling $1500 or more are shipped freight prepaid barring any special labeling or etching requirements. Freight is F.O.B. ship-ping point. A 1,5% special marking fee is available as an option to receive prepaid freight for privately marked orders exceeding $1500.Prepaid freight only applies to ground shipments within the US.
Special Tooling for your RequirementsWhen you need a non-standard tool for a specific job, give us a call. Requirements for special tooling or modifications of existing standard items will be given prompt, expert attention.
ResharpeningMastercut Tool Corp. employs skilled craftsmen and advanced equipment to provide excellent resharpening services. We can sharpen dull cutters regardless of the manufacturer. This is an excellent and efficient way to get new tool performance at a fraction of the cost. Please inquire about our resharpening price list.
Return PolicyWe do not accept returns on items which we do not maintain in stock. Returns are subject to a 15% re-stocking fee.
Overall Length
FluteLength
Mill Diameter
Shank Diameter
Basic List of Endmill Use
Endmill Speeds and Feeds Millimeter Per Tooth (mmPT) - Endmill Diameter Equals
Material Group Speed SMM up to 6,35mm 6,35 - 12,7mm 12,7 - 19,05mm 19,05 - 25,4mm
Aluminum/Related Alloys 183-366 0,0254-0,0508 0,0508-0,1016 0,1016-0,1524 0,1524-0,2032
Brass/Bronze 91-168 0,0254-0,0508 0,0508-0,0762 0,0762-0,1016 0,1016-0,127
Copper/Related Alloys 152-274 0,0254-0,0508 0,0508-0,0762 0,0762-0,127 0,127-0,1524
Cast Iron (soft ±195bhn) 61-152 0,0254-0,0508 0,0508-0,0762 0,0762-0,127 0,127-0,2032
Cast Iron (medium ±225bhn) 38-107 0,0254-0,0508 0,0508-0,0762 0,0762-0,1016 0,1016-0,1778
Cast Iron (hard ±275bhn) 24-91 0,00205-0,0254 0,0254-0,0508 0,0508-0,0762 0,0762-0,127
Magnesium 244-427 0,0254-0,0762 0,0762-0,127 0,127-0,1778 0,1778-0,2286
Monel/Nickel Alloys 20-53 0,0127-0,0254 0,0254-0,0508 0,0508-0,0762 0,0762-0,1016
Plastics 183-366 0,0254-0,0762 0,0762-0,1524 0,1524-0,254 0,254-0,381
Steel-Heat Treated (35-40Rc) 46-107 0,00762-0,0127 0,0127-0,0254 0,0254-0,0762 0,0762-0,127
Steel-Heat Treated (40-45Rc) 38-84 0,00508-0,0127 0,0127-0,0254 0,0254-0,0508 0,0508-0,1016
Steel-Heat Treated (45+Rc) 15-61 0,00508-0.0127 0,0127-0,0254 0,0254-0,0508 0,0508-0,0762
Steel-Medium Carbon 53-107 0,0127-0,0254 0,0254-0,0508 0,0508-0,1016 0,1016-0,1524
Steel; Mold & Die 15-76 0,0127-0.0254 0,0254-0,0508 0,0508-0,1016 0,1016-0,1778
Steel; Tool 46-76 0,0127-0.0254 0,0254-0,0508 0,0508-0,1016 0,1016-0,1524
Stainless-Soft 76-122 0,0127-0.0254 0,0254-0,0508 0,0508-0,1016 0,1016-0,1524
Stainless-Hard 23-76 0,0127-0.0254 0,0254-0,0508 0,0508-0,0762 0,0762-0,127
Titanium Alloys 27-69 0,00762-0,02032 0,02032-0,0508 0,0508-0,0762 0,0762-0,127
Secondary Angle
Tool Width
Tool Height
Rake angle
Primary Angle (Side)
Web
Core Diameter
2 Flute
4 Flute
3 Flute
FACE MILLING: For small face areas of relatively shallow depth of cut. The surface finish produced can be “scratchy”.
KEYWAY PRODUCTION: Normally two separate endmills are required to produce a quality keyway.
WOODRUFF KEYWAYS: Normally produced with a single cutter in a straight plunge operation.
SPECIALITY CUTTING: Includes milling of tapered surfaces such as “T” shaped slots & dovetail production.
FINISHING PROFILING: To finish the inside/outside shape on a part with a parallel side wall.
CAVITY DIE WORK: Generally involves plunging and finishing cutting of pockets in die steel. Cavity work requires the production of three dimensional shapes. A Ball type endmill is used for the finishing cutter with this application.
Important Calculations
mm Per Revolution = mm Per Minute
R.P.M.
Chip Load = mm Per RevolutionNumber of Flutes
Chip Load = mm Per Minute
R.P.M x Number of Flutes
2
Weight Of Fractional Carbide Rod (kg)
( )2
Shank DiameterX X3,142 Overall
Length X 0,2309=
SMM = Diameter X ( (R.P.M.318,3
R.P.M. =SMM
Diameter ( (
318,3
SMM (Surface Meters/Minute)
)Weight Of Metric Carbide Rod (kg) 50.8
X X3,142
Overall Length
0,230925,4
= (2
Shank DiameterX
mm Per Revolution = Chip Load X Number of Flutes
mm Per Minute = R.P.M. X mm Per Revolution
SMM = Surface Meters/Minute mmPT = Millimeter Per Toth
TERMS & CONDITIONS
PRODUCTS IN THIS CATALOG ARE
SUBJECT TO CHANGE WITHOUT NOTICE!
www.mastercuttool.comsales@mastercuttool .com
Materials 2FL 3FL 4FL 6FL Straight
Aluminum
Brass, Bronze
Fiberglass
Iron
Plastics
Steel nickel, Chrome
Steel: Carbon
Steel: 39-48Rc
Steel: 46-68Rc
Steel Stainless
Steel Weldments
Titanium
Zinc

001-727-726-5336www.mastercuttool.com 3 001-727-726-5336 www.mastercuttool.com
Looking for more technical data and how-to’s?Visit the Mastercut Tool Website at:
www.mastercuttool.comEmail: [email protected]
CLIMB MILLING CUTTERDirection for a milling operation. The cutter tending to “Climb” into the workspace, relieving feed force requirements. First choice for CNC machining. Increases cutter tool life. Sometimes called down-milling.
CONVENTIONAL MILLINGCutter direction for a milling operation. The cutter tendency to push the workpiece away from the part, increasing the required feeding force. First choice for manual machining. Sometimes called up-milling.
END MILLINGMetal removal process that is achieved by feeding a workpiece into a revolving cutter.
PERIPHERAL MILLINGTo machine the edge surface of a part. Peripheral milling is accomplished by presenting the workpiece to the circumference or the periphery of the milling cutter.
PLUNGE CUTAxial feeding into a part. CNC machine movement in the Z-axis direction. Direct plunging into the face of a part. Plunge feeding in an axial direction requires a center cutting endmill.
RAMP CUT Axial feeding into a part. CNC machine movement in the Z-axis direction and an additional axis (X or Y). Angle plunged into the face of a part, feeding in other than the axial direction. Requires a center cutting endmill. Ramp cutting will assist the endmill to enter a part face.
Types of Milling Procedures
Coefficient of Friction
Material Clean Lubricated
Steel 0,8 0,16
Copper-lead alloy 0,22 -
Phosphor-bronze 0,35 -
Aluminum-bronze 0,45 -
Brass 0,35 0,19
Cast iron 0,4 0,21
Bronze - 0,16
Sintered bronze - 0,13
Hard carbon 0,14 0,11-0,14
Graphite 0,1 0,1
Tungsten carbide 0,4-0.6 0,1-0,2
Plexiglas 0,4-0,5 0,4-0,5
Polystyrene 0,3-0,35 0,3-0,35
Polythene 0,2 0,2
Teflon 0,04 0,04
Aluminum-aluminum 1,35 0,3
Cadmium-cadmium 0,5 0,05
Chromium-chromium 0,41 0,34
Copper-copper 1 0,08
Iron-iron 1 0,15-0,20
Magnesium-magnesium 0,6 0,08
Nickel-nickel 0,7 0,28
Platinum-platinum 1,2 0,25
Silver-silver 1,4 0,55
Zinc-zinc 0,6 0,04
Glass-glass 0,9-1,0 0,1-0,6
Glass-metal 0,5-0,7 0,2-0,3
Diamond-diamond 0,1 0,05-0,1
Diamond-metal 0,1-0,15 0,1
Sapphire-sapphire 0,2 0,2
Hard carbon on carbon 0,16 0,12-0,14
Graphite-graphite (in vacuum) 0,5-0,8 -
Graphite-graphite 0,1 0,1
Tungsten carbide-tungsten carbide 0,2-0,25 0,12
Plexiglas-plexiglas 0,8 0,8
Polystyrene-polystyrene 0,5 0,5
Wood on wood (clean) 0,25-0,5 -
Wood on wood (wet) 0,2 -
Wood on metals (clean) 0,2-0,6 -
Wood on metals (wet) 0,2 -
Brake material on cast iron 0,4 -
Brake material on cast iron (wet) 0,2 -
Materials Index of Friction
MATERIALS INDEX

001-727-726-5336www.mastercuttool.com4 www.mastercuttool.com 001-727-726-5336
Material to Machine TiN AlTiN TiCN PowerA
Aluminum, Low Silicon < 10%
Aluminum, High Silicon > 10%
Copper, Copper Alloys
Ductile, Malleable Cast Iron
Carbon Steel, 1000 Series
Alloy Steel, 4 to 9000 Series
Tool Steel
SS Steel, 300 Series
SS Steel, 400 Series
SS PH Series
Titanium, Titanium Alloys
Nickel, Nickel Alloys, Cobalt
Wood, Paper
Composites, Plastics
Power Z
With today’s coating technologies, you can make your tools last longer and run harder than ever before. At Mastercut Tool Corp. we offer a full range of coatings including Titanium
Nitride, Titanium Aluminum Nitride, and many more. Look below for more information. TiN and TiCN coatings are not listed in this catalog but are available on all tools by request.
Titanium Carbon Nitride (TiCN) Coating has an ambient temperature hardness in the 4000 Vickers (low 90Rc) range. It’s use is particularly advantageous when cutting cast iron, silicon
aluminum, certain non-ferrous and other abrasive materials. Tool life can be extended using the right combination of speeds, feeds and coolant.
Titanium Nitride (TiN) Coating is bright gold in color, has an ambient temperature hardness in the 2800 Vickers (low 80Rc) range, a coef-ficient of friction under 0,5, and a thermal stabil-ity up to about 600°C TiN meets FDA require-
ments for surgical tools and food applications. Cutting speeds, feeds, wear resistance and tool life generally improve.
Titanium Based Coatings
Titanium Carbon Nitride (TiCN) Coating
Titanium Nitride (TiN) Coating
Zirconium Nitride (ZrN) Coating has proven itself over the years in many industries. ZrN’s charac-teristics have made it suitable for applications where TiN has not performed well. It has excel-lent erosion resistance, good lubricity and duc-tility combined with an attractive appearance to make it stand out from the all the rest. This coat-ing has worked well in all non-ferrous applications.
Recommended Applications: Aluminum, Brass, Cast Iron, Graphite, Ni Alloys, Ti Alloys, 300/PH Series Stainless Zinc, Glass-filled Plastics (Not recommended for carbon steels). Coating Char-acteristics: Thickness (2-5 microns), Hardness (2800 Vickers), Thermal (550°C), Lubricity (0,5 coefficient of friction).
Zirconium Based (ZrN) Coating
• Carbide tool’s life increased 2 to 5 times. Deposition temperatures as low as 250°-450°C protect carbide’s binder from deterioration, by comparison with the CVD process applied at more than 1000°C.
• Isolates the tool from the part, avoids edge buildup and tool cratering.
• Reduced friction against workpiece and chips, reduced spindle torque, less vibration, better finish.
• Speed and Feed increased from 10 to 50 percent.
• Reduces or eliminates coolant (with specific coatings).
• Repeatable, stable performance of the coatings between batches.
Why use a Coating?
COATINGS
Consider PowerA coatings to run
more aggressive speeds and feeds!
PowerA
PowerA is Mastercut Tool Corp’s new proprietary coating that surpasses the proven performance of TiAlN for superior extreme machining results. With a thermal stability above 900°C this coating excels in high speed dry machining applications. Harder than our original TiAlN by 1000 HV, with an increase in thermal stability of 100°C, PowerA will ensure that heat buildup, friction, and edge breakdown are all greatly reduced, resulting in better cutting performance and longer tool life. As with it’s predecessor, PowerA will be an excellent coating for applications involving tough-
to-cut tool steels, stainless, cast iron and non-ferrous material, and it can also be used very effectively for interrupted cuts. PowerA can be run at more aggressive speeds and feeds than other coatings, and can be run without coolant in specific applications. PowerA continues to be the coating of choice for tough-to-cut materials.Hardness: 3800 HVCoating Thickness: 2-4 MicronsThermal Stability: 1.650°F or 900°C
PowerA Coating

001-727-726-5336www.mastercuttool.com ENDMILLS
001-727-726-5336 www.mastercuttool.com 5
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
L2
D1 D2
L1
D1 L1 D2 L2 4 FL SQ 2 FL SQ 3 FL SQ
1 3 3 38 81000 81001 81003
1,5 5 3 38 81050 81051 81053
2 6 3 38 81100 81101 81103
2,5 7 3 38 81150 81151 81153
3 12 3 38 81200 81201 81203
3,5 12 4 50 81250 81251 81253
4 14 4 50 81300 81301 81303
4.5 14 5 50 81350 81351 81353
5 16 5 50 81400 81401 81403
6 19 6 63 81450 81451 81453
7 19 8 63 81500 81501 81503
8 19 8 63 81550 81551 81553
9 22 10 70 81600 81601 81603
10 22 10 70 81650 81651 81653
11 25 11 70 81700 81701 81703
12 25 12 75 81750 81751 81753
14 30 14 88 81800 81801 81803
16 32 16 88 81850 81851 81853
18 36 18 100 81900 81901 81903
20 38 20 100 81950 81951 81953
22 38 22 100 82000 82001 82003
25 38 25 100 82050 82051 82053
Square End Standard Length Endmills
D1 L1 D2 L24 FL SQPowerA
2 FL SQPowerA
3 FL SQPowerA
1 3 3 38 81030 81031 81033
1,5 5 3 38 81080 81081 81083
2 6 3 38 81130 81131 81133
2,5 7 3 38 81180 81181 81183
3 12 3 38 81230 81231 81233
3,5 12 4 50 81280 81281 81283
4 14 4 50 81330 81331 81333
4,5 14 5 50 81380 81381 81383
5 16 5 50 81430 81431 81433
6 19 6 63 81480 81481 81483
7 19 8 63 81530 81531 81533
8 19 8 63 81580 81581 81583
9 22 10 70 81630 81631 81633
10 22 10 70 81680 81681 81683
11 25 11 70 81730 81731 81733
12 25 12 75 81780 81781 81783
14 30 14 88 81830 81831 81833
16 32 16 88 81880 81881 81883
18 36 18 100 81930 81931 81933
20 38 20 100 81980 81981 81983
22 38 22 100 82030 82031 82033
25 38 25 100 82080 82081 82083

001-727-726-5336www.mastercuttool.comwww.mastercuttool.com 001-727-726-5336
ENDMILLS6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
L2
D1 D2
L1
D1 L1 D2 L24 FL BALLUncoated
2 FL BALLUncoated
1 3 3 38 81004 81005
1,5 5 3 38 81054 81055
2 6 3 38 81104 81105
2,5 7 3 38 81154 81155
3 12 3 38 81204 81205
3,5 12 4 50 81254 81255
4 14 4 50 81304 81305
4,5 14 5 50 81354 81355
5 16 5 50 81404 81405
6 19 6 63 81454 81455
7 19 8 63 81504 81505
8 19 8 63 81554 81555
9 22 10 70 81604 81605
10 22 10 70 81654 81655
11 25 11 70 81704 81705
12 25 12 75 81754 81755
14 30 14 88 81804 81805
16 32 16 88 81854 81855
18 36 18 100 81904 81905
20 38 20 100 81954 81955
22 38 22 100 82004 82005
25 38 25 100 82054 82055
Ball End Standard Length Endmills
D1 L1 D2 L24 FL BALL
PowerA2 FL BALL
PowerA
1 3 3 38 81034 81035
1,5 5 3 38 81084 81085
2 6 3 38 81134 81135
2,5 7 3 38 81184 81185
3 12 3 38 81234 81235
3,5 12 4 50 81284 81285
4 14 4 50 81334 81335
4,5 14 5 50 81384 81385
5 16 5 50 81434 81435
6 19 6 63 81484 81485
7 19 8 63 81534 81535
8 19 8 63 81584 81585
9 22 10 70 81634 81635
10 22 10 70 81684 81685
11 25 11 70 81734 81735
12 25 12 75 81784 81785
14 30 14 88 81834 81835
16 32 16 88 81884 81885
18 36 18 100 81934 81935
20 38 20 100 81984 81985
22 38 22 100 82034 82035
25 38 25 100 82084 82085

001-727-726-5336www.mastercuttool.com ENDMILLS
001-727-726-5336 www.mastercuttool.com 7
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
D1 L1 D2 L2 4FL SQ 2FL SQ 4FL PowerA 2FL PowerA
3 25 3 65 83000 83001 83030 83031
4 25 4 65 83050 83051 83080 83081
5 25 5 75 83100 83101 83130 83131
6 25 6 75 83150 83151 83180 83181
8 25 8 75 83200 83201 83230 83231
10 38 10 100 83250 83251 83280 83281
12 50 12 100 83300 83301 83330 83331
14 56 14 125 83350 83351 83380 83381
16 75 16 150 83400 83401 83430 83431
18 75 18 150 83450 83451 83480 83481
20 75 20 150 83500 83501 83530 83531
25 75 25 150 83550 83551 83580 83581
Square End Long Length Endmills
D1 L1 D2 L2 4FL 2FL 4FL PowerA 2FL PowerA
3 25 3 65 83004 83005 83034 83035
4 25 4 65 83054 83055 83084 83085
5 25 5 75 83104 83105 83134 83135
6 25 6 75 83154 83155 83184 83185
8 25 8 75 83204 83205 83234 83235
10 38 10 100 83254 83255 83284 83285
12 50 12 100 83304 83305 83334 83335
14 56 14 125 83354 83355 83384 83385
16 75 16 150 83404 83405 83434 83435
18 75 18 150 83454 83455 83484 83485
20 75 20 150 83504 83505 83534 83535
25 75 25 150 83554 83555 83584 83585
Ball End Long Length Endmills
L2
D1 D2
L1
L2
D1 D2
L1
D1 L1 D2 L2 4FL SQ 2FL SQ 4FL BALL 2FL BALL
6 38 6 100 301-1000 300-1000 311-1000 310-1000
6 75 6 150 301-1002 300-1002 311-1002 310-1002
6 75 8 200 301-1004 300-1004 311-1004 310-1004
8 42 8 100 301-1006 300-1006 311-1006 310-1006
8 75 8 150 301-1008 300-1008 311-1008 310-1008
8 75 8 200 301-1010 300-1010 311-1010 310-1010
8 75 10 200 301-1012 300-1012 311-1012 310-1012
10 75 10 150 301-1014 300-1014 311-1014 310-1014
10 75 10 200 301-1016 300-1016 311-1016 310-1016
12 75 12 150 301-1018 300-1018 311-1018 310-1018
12 75 12 200 301-1020 300-1020 311-1020 310-1020
14 62 14 125 301-1022 300-1022 311-1022 310-1022
14 75 14 150 301-1024 300-1024 311-1024 310-1024
14 75 16 200 301-1026 300-1026 311-1026 310-1026
16 75 16 200 301-1028 300-1028 311-1028 310-1028
18 75 18 200 301-1030 300-1030 311-1030 310-1030
20 75 20 200 301-1032 300-1032 311-1032 310-1032
Extra Long Length Endmills
L2
D1 D2
L1

001-727-726-5336www.mastercuttool.comwww.mastercuttool.com 001-727-726-5336
ENDMILLS8
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
D1 L1 D2 L2 Standard PowerA
3 12 3 38 81202 81232
4 14 4 50 81302 81332
5 16 5 50 81402 81432
6 19 6 63 81452 81482
7 19 8 63 81502 81532
8 21 8 63 81552 81582
9 22 10 70 81602 81632
10 25 10 70 81652 81682
11 25 11 70 81702 81732
12 25 12 75 81752 81782
14 30 14 88 81802 81832
16 32 16 88 81852 81882
18 35 18 100 81902 81932
20 38 20 100 81952 81982
22 38 22 100 82002 82032
25 38 25 100 82052 82082
6 Flute Square Endmills
L2
D1 D2
L1
D1 L1 D2 L24FL
Uncoated2FL
Uncoated4FL
PowerA2FL
PowerA
3 9 3 50 86700 86701 86706 86707
4 10 4 63 86716 86717 86722 86723
5 12 5 63 86732 86733 86738 86739
6 16 6 63 86748 86749 86754 86755
8 18 8 75 86762 86763 86768 86769
10 18 10 75 86778 86779 86784 86785
12 25 12 100 86794 86795 86800 86801
16 32 16 150 86810 86811 86816 86817
Standard Length Square Double End Endmills
D1 L1 D2 L24FL
Uncoated2FL
Uncoated4FL
PowerA2FL
PowerA
3 9 3 50 86708 86709 86714 86715
4 10 4 63 86724 86725 86730 86731
5 12 5 63 86740 86741 86746 86747
6 16 6 63 86756 86757 86826 86827
8 18 8 75 86770 86771 86776 86777
10 18 10 75 86786 86787 86792 86793
12 25 12 100 86802 86803 86808 86809
16 32 16 150 86818 86819 86824 86825
Standard Length Double End Ball Endmills
L2
D1 D2
L1
L2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.com ENDMILLS
001-727-726-5336 www.mastercuttool.com 9
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
D1 L1 D2 L22 FL SQ
Uncoated2 FL SQPowerA
3 12 3 38 81201-90 81231-90
5 16 5 50 81401-90 81431-90
6 19 6 63 81451-90 81481-90
8 19 8 63 81551-90 81581-90
10 22 10 70 81651-90 81681-90
12 25 12 75 81751-90 81781-90
16 32 16 88 81851-90 81881-90
18 36 18 100 81901-90 81931-90
2 Flute 90° Drill Mills
L2
D1 D2
L1
D1 L1 D2 L24 FL SQ
Uncoated2 FL SQ
Uncoated4 FL SQPowerA
2 FL SQPowerA
1 2 3 38 85000 85001 85030 85031
1,5 3 3 38 85050 85051 85080 85081
2 4 3 38 85100 85101 85130 85131
2,5 5 3 38 85150 85151 85180 85181
3 6 3 38 85200 85201 85230 85231
3,5 7 4 50 85250 85251 85280 85281
4 8 4 50 85300 85301 85330 85331
4,5 9 5 50 85350 85351 85380 85381
5 10 5 50 85400 85401 85430 85431
6 12 6 50 85450 85451 85480 85481
8 12 8 50 85500 85501 85530 85531
10 14 10 50 85550 85551 85580 85581
12 16 12 63 85600 85601 85630 85631
Square End Stub Length Endmills
D1 L1 D2 L24 FL BALLUncoated
2 FL BALLUncoated
4 FL BALLPowerA
2 FL BALLPowerA
1 2 3 38 85004 85005 85034 85035
1,5 3 3 38 85054 85055 85084 85085
2 4 3 38 85104 85105 85134 85135
2,5 5 3 38 85154 85155 85184 85185
3 6 3 38 85204 85205 85234 85235
3,5 7 4 50 85254 85255 85284 85285
4 8 4 50 85304 85305 85334 85335
4,5 9 5 50 85354 85355 85384 85385
5 10 5 50 85404 85405 85434 85435
6 12 6 50 85454 85455 85484 85485
8 12 8 50 85504 85505 85534 85535
10 14 10 50 85554 85555 85584 85585
12 16 12 63 85604 85605 85634 85635
Ball End Stub Length EndmillsL2
D1 D2
L1
L2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.comwww.mastercuttool.com 001-727-726-5336
ENDMILLS10
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
D1 L1 D2 L24 FL SQ
Uncoated2 FL SQ
Uncoated4 FL SQPowerA
2 FL SQPowerA
1 2 3 38 86000 86001 86030 86031
1,5 3 3 38 86050 86051 86080 86081
2 4 3 38 86100 86101 86130 86131
2,5 5 3 38 86150 86151 86180 86181
3 6 3 38 86200 86201 86230 86231
3,5 7 4 50 86250 86251 86280 86281
4 8 4 50 86300 86301 86330 86331
4,5 10 5 50 86350 86351 86380 86381
5 10 5 50 86400 86401 86430 86431
6 12 6 63 86450 86451 86480 86481
8 12 8 63 86500 86501 86530 86531
10 12 10 70 86550 86551 86580 86581
12 16 12 75 86600 86601 86630 86631
Square End Double End Stub Length EndmillsL2
D1 D2
L1
D1 L1 D2 L24 FL BALLUncoated
2 FL BALLUncoated
4 FL BALLPowerA
2 FL BALLPowerA
1 2 3 38 86004 86005 86034 86035
1,5 3 3 38 86054 86055 86084 86085
2 4 3 38 86104 86105 86134 86135
2,5 5 3 38 86154 86155 86184 86185
3 6 3 38 86204 86205 86234 86235
3,5 7 4 50 86254 86255 86284 86285
4 8 4 50 86304 86305 86334 86335
4,5 10 5 50 86354 86355 86384 86385
5 10 5 50 86404 86405 86434 86435
6 12 6 63 86454 86455 86484 86485
8 12 8 63 86504 86505 86534 86535
10 12 10 70 86554 86555 86584 86585
12 16 12 75 86604 86605 86634 86635
Ball End Double End Stub Length EndmillsL2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.com ENDMILLS
001-727-726-5336 www.mastercuttool.com 11
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
L2
D1 D2
L1
Corner Radius
D1 L1 D2 L22FL
0,25MM2FL
0,50MM2FL
0,75MM2FL
1,00MM2FL
1,25MM2FL
1,50MM
4 14 4 50 81301R0.25 81301R0.50 81301R0.75 81301R1.00 -- --
6 19 6 63 81451R0.25 81451R0.50 81451R0.75 81451R1.00 81451R1.25 81451R1.50
8 19 8 63 81551R0.25 81551R0.50 81551R0.75 81551R1.00 81551R1.25 81551R1.50
10 25 10 70 81651R0.25 81651R0.50 81651R0.75 81651R1.00 81651R1.25 81651R1.50
12 25 12 75 81751R0.25 81751R0.50 81751R0.75 81751R1.00 81751R1.25 81751R1.50
16 32 16 88 81851R0.25 81851R0.50 81851R0.75 81851R1.00 81851R1.25 81851R1.50
20 38 20 100 81951R0.25 81951R0.50 81951R0.75 81951R1.00 81951R1.25 81951R1.50
D1 L1 D2 L24FL
0,25MM4FL
0,50MM4FL
0,75MM4FL
1,00MM4FL
1,25MM4FL
1,50MM
4 14 4 50 81300R0.25 81300R0.50 81300R0.75 81300R1.00 -- --
6 19 6 63 81450R0.25 81450R0.50 81450R0.75 81450R1.00 81450R1.25 81450R1.50
8 19 8 63 81550R0.25 81550R0.50 81550R0.75 81550R1.00 81550R1.25 81550R1.50
10 25 10 70 81650R0.25 81650R0.50 81650R0.75 81650R1.00 81650R1.25 81650R1.50
12 25 12 75 81750R0.25 81750R0.50 81750R0.75 81750R1.00 81750R1.25 81750R1.50
16 32 16 88 81850R0.25 81850R0.50 81850R0.75 81850R1.00 81850R1.25 81850R1.50
20 38 20 100 81950R0.25 81950R0.50 81950R0.75 81950R1.00 81950R1.25 81950R1.50
Corner Radius Endmills
D1 L1 D2 L24FL
0,25MM4FL
0,50MM4FL
0,75MM4FL
1,00MM4FL
1,25MM4FL
1,50MM
PowerA PowerA PowerA PowerA PowerA PowerA
4 14 4 50 81330R0.25 81330R0.50 81330R0.75 81330R1.00 -- --
6 19 6 63 81480R0.25 81480R0.50 81480R0.75 81480R1.00 81480R1.25 81480R1.50
8 19 8 63 81580R0.25 81580R0.50 81580R0.75 81580R1.00 81580R1.25 81580R1.50
10 25 10 70 81680R0.25 81680R0.50 81680R0.75 81680R1.00 81680R1.25 81680R1.50
12 25 12 75 81780R0.25 81780R0.50 81780R0.75 81780R1.00 81780R1.25 81780R1.50
16 32 16 88 81880R0.25 81880R0.50 81880R0.75 81880R1.00 81880R1.25 81880R1.50
20 38 20 100 81980R0.25 81980R0.50 81980R0.75 81980R1.00 81980R1.25 81980R1.50
D1 L1 D2 L22FL
0,25MM2FL
0,50MM2FL
0,75MM2FL
1,00MM2FL
1,25MM2FL
1,50MM
PowerA PowerA PowerA PowerA PowerA PowerA
4 14 4 50 81331R0.25 81331R0.50 81331R0.75 81331R1.00 -- --
6 19 6 63 81481R0.25 81481R0.50 81481R0.75 81481R1.00 81481R1.25 81481R1.50
8 19 8 63 81581R0.25 81581R0.50 81581R0.75 81581R1.00 81581R1.25 81581R1.50
10 25 10 70 81681R0.25 81681R0.50 81681R0.75 81681R1.00 81681R1.25 81681R1.50
12 25 12 75 81781R0.25 81781R0.50 81781R0.75 81781R1.00 81781R1.25 81781R1.50
16 32 16 88 81881R0.25 81881R0.50 81881R0.75 81881R1.00 81881R1.25 81881R1.50
20 38 20 100 81981R0.25 81981R0.50 81981R0.75 81981R1.00 81981R1.25 81981R1.50
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.comwww.mastercuttool.com 001-727-726-5336
ENDMILLS12
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
D1 L1 D2 L24 FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
3 12 3 38 87008 87009 87014 87015
4 14 4 50 87024 87025 87030 87031
5 16 5 50 87040 87041 87046 87047
6 19 6 63 87056 87057 87062 87063
8 19 8 63 87072 87073 87078 87079
10 22 10 70 87088 87089 87094 87095
12 25 12 75 87104 87105 87110 87111
16 32 16 88 87120 87121 87126 87127
D1 L1 D2 L24 FL
Uncoated2 FL
Uncoated4 FL
PowerA2 FL
PowerA
3 12 3 38 87000 87001 87006 87007
4 14 4 50 87016 87017 87022 87023
5 16 5 50 87032 87033 87038 87039
6 19 6 63 87048 87049 87054 87055
8 19 8 63 87064 87065 87070 87071
10 22 10 70 87080 87081 87086 87087
12 25 12 75 87096 87097 87102 87103
16 32 16 88 87112 87113 87118 87119
Straight Flute EndmillsSquare End
Ball End
L2
D1 D2
L1
Mini Mills Square End
Description 2 Flute 4 Flute
Part ID Part ID
0,5x1,5x3x38 30-0005 31-0005
Description 2 Flute 4 Flute
Part ID Part ID
0,5x1,5x3x38 33-0005 34-0005
Mini Mills Ball End
Mini Mills
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.com 13
HIGH PERFORMANCE
ENDMILLS
001-727-726-5336 www.mastercuttool.com
2 Flute Square 40° Helix Short FluteD1 x L1x D2 x L2
Square
Part # Neck Dia/mm Reach/mm
200-0003
200-0004
200-0005
200-0006
200-0008
200-0010
200-0012
200-0014
200-0016
200-0018
200-0020
3x3x6x75
4x4x6x75
5x5x6x75
6x6x6x100
8x6x8x100
10x10x10x100
12x12x12x100
14x12x14x125
6x12x16x125
18x14x18x125
20x16x20x150
2,5
3,5
4,5
5
7
9
11
13
14
16
18
12
15
20
20
25
25
40
50
50
50
65
D1 x L1x D2 x L2Ball / Aluminum
Part #
206-0006
206-0008
206-0010
206-0012
206-0014
206-0016
206-0018
206-0020
6x6x5x100
8x8x7x100
10x10x9x100
12x12x11x100
14x14x12x125
16x16x14x125
18x18x16x125
20x20x18x150
2 Flute Ball 50° Short Flute / AluminumD1 x L1x D2 x L2
Ball
Part # Neck Dia/mm Reach/mm
204-0002
204-0003
204-0004
204-0005
204-0006
204-0008
204-0010
204-0012
204-0014
204-0016
204-0018
204-0020
2x4x6x75
3x5x6x75
4x6x6x75
5x7x6x75
6x8x6x100
8x10x8x100
10x12x10x100
12x16x12x100
14x18x14x100
16x20x16x125
18x22x18x125
20x25x20x150
1,8
2,7
3,6
4,5
5
7
9
11
13
14
16
18
8
9
15
18
20
25
30
40
45
50
60
65
3 Flute Square 40° Helix Short FluteD1 x L1x D2 x L2
Square
Part # Neck Dia/mm Reach/mm
300-0006
300-0008
300-0010
300-0012
300-0014
300-0016
300-0018
300-0020
6x6x6x100
8x6x8x100
10x10x10x100
12x12x12x100
14x12x14x125
16x12x16x125
18x14x18x125
20x16x20x150
5
7
9
11
13
14
16
18
20
25
25
40
50
50
50
65
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
L2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.com14
HIGH PERFORMANCE
ENDMILLS www.mastercuttool.com 001-727-726-5336
2 Flute Corner Radius 40° Short Flute
D1 x L1x D2 x L2Corner Radius
Part # CR/mm Neck Dia/mm Reach/mm
208-0003R0.5
208-0003R1.0
208-0004R0.5
208-0004R1.0
208-0005R0.5
208-0005R1.0
208-0006R0.5
208-0006R1.0
208-0006R1.5
208-0006R2.0
208-0008R0.5
208-0008R1.0
208-0008R1.5
208-0008R2.0
208-0008R3.0
208-0010R0.5
208-0010R1.0
208-0010R1.5
208-0010R2.0
208-0010R3.0
3x3x6x75
3x3x6x75
4x4x6x75
4x4x6x75
5x5x6x75
5x5x6x75
6x6x6x100
6x6x6x100
6x6x6x100
6x6x6x100
8x8x8x100
8x8x8x100
8x8x8x100
8x8x8x100
8x8x8x100
10x10x10x100
10x10x10x100
10x10x10x100
10x10x10x100
10x10x10x100
0.5
1
0,5
1
0,5
1
0,5
1
1,5
2
0,5
1
1,5
2
3
0,5
1
1,5
2
3
12
12
15
15
20
20
20
20
20
20
25
25
25
25
25
25
25
25
25
25
2,5
2,5
3,5
3,5
4,5
4,5
5
5
5
5
7
7
7
7
7
9
9
9
9
9
D1 x L1x D2 x L2Corner Radius
Part # CR/mm Neck Dia/mm Reach/mm
208-0012R0.5
208-0012R1.0
208-0012R1.5
208-0012R2.0
208-0012R3.0
208-0014R0.5
208-0014R1.0
208-0016R0.5
208-0016R1.0
208-0016R1.5
208-0016R2.0
208-0016R3.0
208-0016R4.0
208-0020R0.5
208-0020R1.0
208-0020R1.5
208-0020R2.0
208-0020R3.0
208-0020R4.0
12x12x12x100
12x12x12x100
12x12x12x100
12x12x12x100
12x12x12x100
14x14x14x125
14x14x14x125
16x16x16x125
16x16x16x125
16x16x16x125
16x16x16x125
16x16x16x125
16x16x16x125
20x20x20x150
20x20x20x150
20x20x20x150
20x20x20x150
20x20x20x150
20x20x20x150
0,5
1
1,5
2
3
0,5
1
0,5
1
1,5
2
3
4
0,5
1
1,5
2
3
4
40
40
40
40
40
50
50
50
50
50
50
50
50
65
65
65
65
65
65
11
11
11
11
11
13
13
14
14
14
14
14
14
18
18
18
18
18
18
2 Flute 50° Reduced Shank
D1 x L1x D2 x L2Square
Part #
202-0006
202-0008
202-0010
202-0012
202-0014
202-0016
202-0018
202-0020
6x6x5x100
8x8x7x100
10x10x9x100
12x12x11x100
14x14x12x125
16x16x14x125
18x18x16x125
20x20x18x150
2 Flute Ball 55° Helix
D1 x L1x D2 x L2Ball
Part #
207-0003
207-0004
207-0005
207-0006
207-0008
207-0010
207-0012
207-0014
207-0016
207-0018
207-0020
3x12x3x38
4x14x4x50
5x19x5x50
6x19x6x63
8x19x8x63
10x22x10x70
12x25x12x83
14x30x14x83
16x32x16x88
18x35x18x90
20x38x20x100
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
L2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
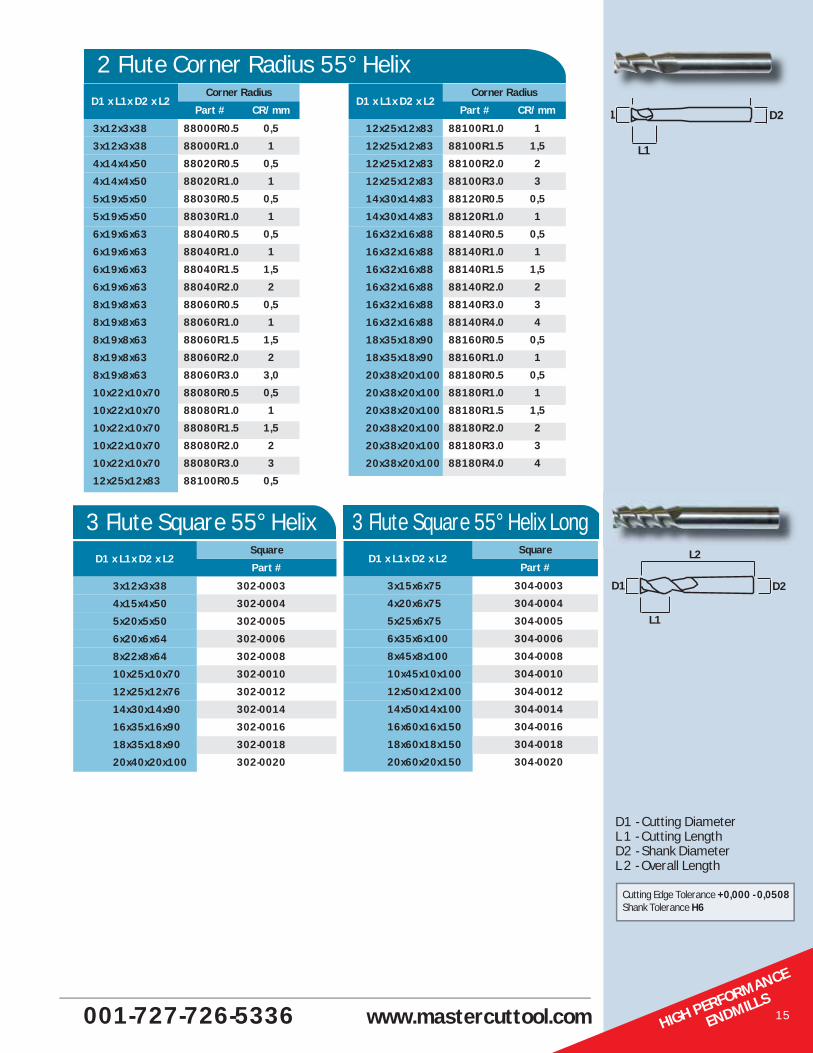
001-727-726-5336www.mastercuttool.com 15
HIGH PERFORMANCE
ENDMILLS
001-727-726-5336 www.mastercuttool.com
2 Flute Corner Radius 55° HelixD1 x L1x D2 x L2
Corner Radius
Part # CR/mm
88000R0.5
88000R1.0
88020R0.5
88020R1.0
88030R0.5
88030R1.0
88040R0.5
88040R1.0
88040R1.5
88040R2.0
88060R0.5
88060R1.0
88060R1.5
88060R2.0
88060R3.0
88080R0.5
88080R1.0
88080R1.5
88080R2.0
88080R3.0
88100R0.5
3x12x3x38
3x12x3x38
4x14x4x50
4x14x4x50
5x19x5x50
5x19x5x50
6x19x6x63
6x19x6x63
6x19x6x63
6x19x6x63
8x19x8x63
8x19x8x63
8x19x8x63
8x19x8x63
8x19x8x63
10x22x10x70
10x22x10x70
10x22x10x70
10x22x10x70
10x22x10x70
12x25x12x83
0,5
1
0,5
1
0,5
1
0,5
1
1,5
2
0,5
1
1,5
2
3,0
0,5
1
1,5
2
3
0,5
3 Flute Square 55° Helix Long D1 x L1x D2 x L2
Square
Part #
304-0003
304-0004
304-0005
304-0006
304-0008
304-0010
304-0012
304-0014
304-0016
304-0018
304-0020
3x15x6x75
4x20x6x75
5x25x6x75
6x35x6x100
8x45x8x100
10x45x10x100
12x50x12x100
14x50x14x100
16x60x16x150
18x60x18x150
20x60x20x150
3 Flute Square 55° HelixD1 x L1x D2 x L2
Square
Part #
302-0003
302-0004
302-0005
302-0006
302-0008
302-0010
302-0012
302-0014
302-0016
302-0018
302-0020
3x12x3x38
4x15x4x50
5x20x5x50
6x20x6x64
8x22x8x64
10x25x10x70
12x25x12x76
14x30x14x90
16x35x16x90
18x35x18x90
20x40x20x100
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
D1 x L1x D2 x L2Corner Radius
Part # CR/mm
88100R1.0
88100R1.5
88100R2.0
88100R3.0
88120R0.5
88120R1.0
88140R0.5
88140R1.0
88140R1.5
88140R2.0
88140R3.0
88140R4.0
88160R0.5
88160R1.0
88180R0.5
88180R1.0
88180R1.5
88180R2.0
88180R3.0
88180R4.0
12x25x12x83
12x25x12x83
12x25x12x83
12x25x12x83
14x30x14x83
14x30x14x83
16x32x16x88
16x32x16x88
16x32x16x88
16x32x16x88
16x32x16x88
16x32x16x88
18x35x18x90
18x35x18x90
20x38x20x100
20x38x20x100
20x38x20x100
20x38x20x100
20x38x20x100
20x38x20x100
1
1,5
2
3
0,5
1
0,5
1
1,5
2
3
4
0,5
1
0,5
1
1,5
2
3
4
L2
D1 D2
L1
1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.com16
HIGH PERFORMANCE
ENDMILLS www.mastercuttool.com 001-727-726-5336
4 Flute Corner RoundingD1 x L2
Corner Radius
Part # CR/mm
401-0008R0.5
401-0008R1.0
401-0010R1.5
401-0010R2.0
401-0012R2.5
401-0012R3.0
401-0016R3.5
401-0016R4.0
401-0016R4.5
401-0016R5.0
401-0020R5.5
401-0020R6.0
8x64
8x64
10x70
10x70
12x76
12x76
16x89
16x89
16x89
16x89
20x100
20x100
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
6 Flute Corner Radius Long 50° HelixD1 x L1x D2 x L2
PowerA
Part # CR/mm
602-0006R0.5
602-0006R1.0
602-0008R0.5
602-0008R1.0
602-0010R0.5
602-0010R1.0
602-0012R0.5
602-0012R1.0
602-0014R0.5
602-0014R1.0
602-0016R0.5
602-0016R1.0
602-0018R0.5
602-0018R1.0
602-0020R0.5
602-0020R1.0
6x32x6x75
6x32x6x75
8x32x8x75
8x32x8x75
10x50x10x100
10x50x10x100
12x50x12x100
12x50x12x100
14x50x14x100
14x50x14x100
16x62x16x125
16x62x16x125
18x62x18x125
18x62x18x125
20x65x20x130
20x65x20x130
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Cutting Edge Tolerance +0,000 - 0,0508Shank Tolerance H6
L2
D1 D2
L1
L2
D1 D2
L1
6 Flute Corner Radius 50° HelixD1 x L1x D2 x L2
PowerA
Part # CR/mm
601-0006R0.5
601-0006R1.0
601-0008R0.5
601-0008R1.0
601-0010R0.5
601-0010R1.0
601-0012R0.5
601-0012R1.0
6x18x6x58
6x18x6x58
8x24x8x63
8x24x8x63
10x30x10x75
10x30x10x75
12x36x12x84
12x36x12x84
0,5
1
0,5
1
0,5
1
0,5
1
D1 x L1x D2 x L2PowerA
Part # CR/mm
601-0014R0.5
601-0014R1.0
601-0016R0.5
601-0016R1.0
601-0018R0.5
601-0018R1.0
601-0020R0.5
601-0020R1.0
14x42x14x84
14x42x14x84
16x48x16x93
16x48x16x93
18x54x18x100
18x54x18x100
20x60x20x105
20x60x20x105
0,5
1
0,5
1
0,5
1
0,5
1

001-727-726-5336www.mastercuttool.com 17
HIGH PERFORMANCE
ENDMILLS
001-727-726-5336 www.mastercuttool.com
Starting point for this chart is based on a 50 Taper Machine Spindle and the lower starting point on the SMM Range. NOTE! Reduce SMM and mmPM by 10% for 45 Taper and 20% for a 40 Taper Machine Spindle!
Recommended starting speeds and feeds for AX Mills.
Speed and Feed Recommendations(1) Aluminum Alloys 6061-T6,7075-T6 (2) Aluminum Alloys 440, 356, 380, C61300
350 Aluminum Series, Roughing & Finishing E/M
TYPE OF CUT Range Range 6,3mm 9,5mm 12,7mm 15,8mm 19mm 25,4mmShallow Slotting < 12,7mm x 1 365 Plus 0,1143 0,18034 0,254 0,31242 0,37846 0,508
Dia. 2 182 Plus 0,09144 0,11478 0,2032 0,24892 0,30226 0,4064
Deep Slotting 19,5mm -1mm x 1 365 Plus 0,09144 0,11478 0,2032 0,24892 0,30226 0,4064
Dia. 2 182 Plus 0,06858 0,10922 0,1524 0,18796 0,22606 0,3048
Medium Radial 30% x 1 365 Plus 0,1143 0,18034 0,254 0,31242 0,37846 0,0200
1,0 X DIA DEPTH Dia. Radial 2 182 Plus 0,09144 0,11478 0,2032 0,24892 0,30226 0,4064
Heavy Radial 50% x 1 365 Plus 0,09144 0,11478 0,2032 0,24892 0,30226 0,4064
1,0 X DIA DEPTH Dia. Radial 2 182 Plus 0,06858 0,10922 0,1524 0,18796 0,22606 0,3048
Medium Radial 30% x 1 365 Plus 0,1143 0,18034 0,254 0,31242 0,37846 0,508
2,0 X DIA DEPTH Dia. Radial 2 182 Plus 0,09144 0,11478 0,2032 0,24892 0,30226 0,4064
Heavy Radial 50% x 1 365 Plus 0,09144 0,11478 0,1524 0,24892 0,30226 0,4064
2,0 X DIA DEPTH Dia. Radial 2 182 Plus 0,06858 0,10922 0,1524 0,18796 0,22606 0,3048
Finishing MEDIUM < 25% 1 365 Plus 0,1143 0,18034 0,254 0,31242 0,37846 0,508
Radial OF Dia. 2 182 Plus 0,09144 0,11478 0,2032 0,24892 0,30226 0,4064
Finishing Light < 10% 1 365 Plus 0,1143 0,18034 0,254 0,31242 0,37846 0,508
Radial OF Dia. 2 182 Plus 0,09144 0,11478 0,2032 0,24892 0,30226 0,4064
Finishing < 0,254mm 1 365 Plus 0,13716 0,0086 0,3048 0,37338 0,45212 0,6096
Radial Depth 2 182 Plus 0,1143 0,18034 0,254 0,31242 0,37846 0,508
MATERIAL TO BE CUT(1) Aluminum Aloys 6061-T6,7075-T6 (2) Aluminum Alloys 440, 356, 380, C61300
350 Aluminum Series, Roughing & Finishing E/M
TYPE OF CUT Rc SMM 15,9mm 15,9mm 19mm 19mm 25,4mm 25,4mmShallow Slotting < 12,7mm x < 32 365 Plus 7323 6835,14 6112 6916,42 4584 6985
Dia. > 32 182 Plus 3661 2733,04 3056 2766,06 2292 2794
Deep Slotting 19,05mm - < 32 365 Plus 7323 5468,62 6112 5532,12 4584 5590,54
25,4mm x Dia. > 32 182 Plus 3661 2049,78 3056 2075,18 2292 2095,5
Medium Radial 30% x < 32 365 Plus 7323 6835,14 6112 6916,42 4584 6985
1,0 X DIA DEPTH Dia. Radial > 32 182 Plus 3661 2733,04 3056 2766,06 2292 2794
Heavy Radial 50% x < 32 365 Plus 7323 5468,62 6112 5532,12 4584 5588
1,0 X DIA DEPTH Dia. Radial > 32 182 Plus 3661 2049,78 3056 2075,18 2292 2095,5
Medium Radial 30% x < 32 365 Plus 7223 6835,14 6112 6916,42 4584 6985
2,0 X DIA DEPTH Dia. Radial > 32 182,Plus 3661 2733,04 3056 2766,06 2292 2794
Heavy Radial 50% x < 32 365 Plus 7323 5468,62 6112 5532,12 4584 5588
2,0 X DIA DEPTH Dia. Radial > 32 182 Plus 3661 2049,78 3056 2075,18 2292 2095,5
Finishing MEDIUM < 25% < 32 365 Plus 7323 6835,14 6112 6916,42 4584 6985
Radial OF Dia. > 32 182 Plus 3661 2733,04 3056 2766,06 2292 2794
Finishing Light < 10% < 32 365 Plus 7323 6835,14 6112 6916,42 4584 6985
Radial OF Dia. > 32 182 Plus 3661 2733,04 3056 2766,06 2292 2794
Finishing < 0,254mm < 32 365 Plus 7323 8201,66 6112 8298,18 4584 8382
Radial Depth > 32 182 Plus 3661 3418,84 3056 3456,94 2292 3492,5
RPM IPM RPM IPM RPM IPM
TYPE OF CUT Rc SMM 6,3mm 6,3mm 9,5mm 9,5mm 12,7mm 12,7mmShallow Slotting < 12,7mm x < 32 365 Plus 18336 6286,5 12224 6637,02 9168 6985
Dia. > 32 182 Plus 9168 2514,6 6112 2654,3 4584 2794
Deep Slotting 19,05mm - < 32 365 Plus 18336 5029,2 12224 5308,6 9168 5588
25,4mm x Dia. > 32 182 Plus 9168 1887,22 6112 1991,36 4584 2095,5
Medium Radial 30% x < 32 365 Plus 18336 6286,5 12224 6637,02 9168 6985
1,0 X DIA DEPTH Dia. Radial > 32 182 Plus 9168 2514,6 6112 2654,3 4584 2794
Heavy Radial 50% x < 32 365 Plus 18336 5029,2 12224 5308,6 9168 5588
1,0 X DIA DEPTH Dia. Radial > 32 182 Plus 9168 1887,22 6112 1991,36 4584 2095,5
Medium Radial 30% x < 32 365 Plus 18336 6286,5 12224 6642,1 9168 6985
2,0 X DIA DEPTH Dia. Radial > 32 182 Plus 9168 2514,6 6112 2654,3 4584 2794
Heavy Radial 50% x < 32 365 Plus 18336 5029,2 12224 5308,6 9184 5588
2,0 X DIA DEPTH Dia. Radial > 32 182 Plus 9168 1887,22 6112 1991,36 4584 2095,5
Finishing MEDIUM < 25% < 32 365 Plus 18336 8382 12224 6637,02 9168 6985
Radial OF Dia. > 32 182 Plus 9168 3352,8 6112 2654,3 4584 2794
Finishing Light < 10% < 32 365 Plus 18336 8382 12224 6637,02 9168 6985
Radial OF Dia. > 32 182 Plus 9168 3352,8 6112 2654,3 4584 2794
Finishing < 0,254mm < 32 365 Plus 18336 10060,94 12224 7962,9 9168 8382
Radial Depth > 32 182 Plus 9168 4191 6112 3317,24 4584 3492,5
MATERIAL TO BE CUT Rc SMM CLPT mmPM CLPT mmPM CLPT mmPM
SMM = Surface Meters/MinuteCLPT = Chip Load Per ToothmmPM = Millimeter Per Minute

001-727-726-5336www.mastercuttool.com18
HIGH PERFORMANCE
ENDMILLS www.mastercuttool.com 001-727-726-5336
PowerZ coating is designed specifically for the effective evacuation of aluminum.
Starting rake and high helix makes the AX Mill a very powerful aluminum cutter.
The two flutes allow for large chip load and high finish.
Chipbreaker will increase the cutting feeds by 30%.
AX Mill - Chipbreaker 2 Flute Uncoated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # Part # Part #
AX2-88002
-
AX2-88052
-
AX2-88102
-
AX2-88152
-
AX2-88202
-
AX2-88252
-
AX2-88002R0.50
AX2-88002R1.00
AX2-88052R0.50
AX2-88052R1.00
AX2-88102R0.50
AX2-88102R1.00
AX2-88152R0.50
AX2-88152R1.00
AX2-88202R0.50
AX2-88202R1.00
AX2-88252R0.50
AX2-88252R1.00
AX2-88003
-
AX2-88053
-
AX2-88103
-
AX2-88153
-
AX2-88203
-
AX2-88253
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm
AX Mill - 2 Flute Power Z Coated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # Part # Part #
AX2-88030
-
AX2-88080
-
AX2-88130
-
AX2-88180
-
AX2-88230
-
AX2-88280
-
AX2-88030R0.50
AX2-88030R1.00
AX2-88080R0.50
AX2-88080R1.00
AX2-88130R0.50
AX2-88130R1.00
AX2-88180R0.50
AX2-88180R1.00
AX2-88230R0.50
AX2-88230R1.00
AX2-88280R0.50
AX2-88280R1.00
AX2-88031
-
AX2-88081
-
AX2-88131
-
AX2-88181
-
AX2-88231
-
AX2-88281
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm
AX Mill - 2 Flute Uncoated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # Part # Part #
AX2-88000
-
AX2-88050
-
AX2-88100
-
AX2-88150
-
AX2-88200
-
AX2-88250
-
AX2-88000R0.50
AX2-88000R1.00
AX2-88050R0.50
AX2-88050R1.00
AX2-88100R0.50
AX2-88100R1.00
AX2-88150R0.50
AX2-88150R1.00
AX2-88200R0.50
AX2-88200R1.00
AX2-88250R0.50
AX2-88250R1.00
AX2-88001
-
AX2-88051
-
AX2-88101
-
AX2-88151
-
AX2-88201
-
AX2-88251
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm
Chipbreaker
Power Z

001-727-726-5336www.mastercuttool.com 19
HIGH PERFORMANCE
ENDMILLS
001-727-726-5336 www.mastercuttool.com
AX Mill - 3 Flute Uncoated
AX Mill - 3 Flute Power Z CoatedDIA x LOC x SH x OAL
Square Corner Radius Ball
Part # Part # Part #
AX3-88030
-
AX3-88080
-
AX3-88130
-
AX3-88180
-
AX3-88230
-
AX3-88280
-
AX3-88030R0.50
AX3-88030R1.00
AX3-88080R0.50
AX3-88080R1.00
AX3-88130R0.50
AX3-88130R1.00
AX3-88180R0.50
AX3-88180R1.00
AX3-88230R0.50
AX3-88230R1.00
AX3-88280R0.50
AX3-88280R1.00
AX3-88031
-
AX3-88081
-
AX3-88131
-
AX3-88181
-
AX3-88231
-
AX3-88281
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # Part # Part #
AX3-88000
-
AX3-88050
-
AX3-88100
-
AX3-88150
-
AX3-88200
-
AX3-88250
-
AX3-88000R0.50
AX3-88000R1.00
AX3-88050R0.50
AX3-88050R1.00
AX3-88100R0.50
AX3-88100R1.00
AX3-88150R0.50
AX3-88150R1.00
AX3-88200R0.50
AX3-88200R1.00
AX3-88250R0.50
AX3-88250R1.00
AX3-88001
-
AX3-88051
-
AX3-88101
-
AX3-88151
-
AX3-88201
-
AX3-88251
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm
The three flute design increases the tool life, lowers the chip load and has very high finish.
Power Z
Power Z
AX Mill - Chipbreaker 2 Flute Power Z Coated
DIA x LOC x SH x OALSquare Corner Radius Ball
Part # Part # Part #
AX2-88032
-
AX2-88082
-
AX2-88132
-
AX2-88182
-
AX2-88232
-
AX2-88282
-
AX2-88032R0.50
AX2-88032R1.00
AX2-88082R0.50
AX2-88082R1.00
AX2-88132R0.50
AX2-88132R1.00
AX2-88182R0.50
AX2-88182R1.00
AX2-88232R0.50
AX2-88232R1.00
AX2-88282R0.50
AX2-88282R1.00
AX2-88033
-
AX2-88083
-
AX2-88133
-
AX2-88183
-
AX2-88233
-
AX2-88283
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm

001-727-726-5336www.mastercuttool.com20
HIGH PERFORMANCE
ENDMILLS www.mastercuttool.com 001-727-726-5336
AX Mill - Chipbreaker, 3 Flute, UncoatedDIA x LOC x SH x OAL
Square Corner Radius Ball
Part # Part # Part #
AX3-88002
-
AX3-88052
-
AX3-88102
-
AX3-88152
-
AX3-88202
-
AX3-88252
-
AX3-88002R0.50
AX3-88002R1.00
AX3-88052R0.50
AX3-88052R1.00
AX3-88102R0.50
AX3-88102R1.00
AX3-88152R0.50
AX3-88152R1.00
AX3-88202R0.50
AX3-88202R1.00
AX3-88252R0.50
AX3-88252R1.00
AX3-88003
-
AX3-88053
-
AX3-88103
-
AX3-88153
-
AX3-88203
-
AX3-88253
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm
AX Mill - Chipbreaker, 3 Flute, Power Z CoatedDIA x LOC x SH x OAL
Square Corner Radius Ball
Part # Part # Part #
AX3-88032
-
AX3-88082
-
AX3-88132
-
AX3-88182
-
AX3-88232
-
AX3-88282
-
AX3-88032R0.50
AX3-88032R1.00
AX3-88082R0.50
AX3-88082R1.00
AX3-88132R0.50
AX3-88132R1.00
AX3-88182R0.50
AX3-88182R1.00
AX3-88232R0.50
AX3-88232R1.00
AX3-88282R0.50
AX3-88282R1.00
AX3-88033
-
AX3-88083
-
AX3-88133
-
AX3-88183
-
AX3-88233
-
AX3-88283
-
6x19x6x63
6x19x6x63
8x20x8x63
8x20x8x63
10x22x10x63
10x22x10x63
12x25x12x75
12x25x12x75
16x32x16x88
16x32x16x88
20x36x20x100
20x36x20x100
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
0,5
1
CR/mm
Chipbreaker
Power ZOur unique PowerZ coating combination increases the tool life by 40%.
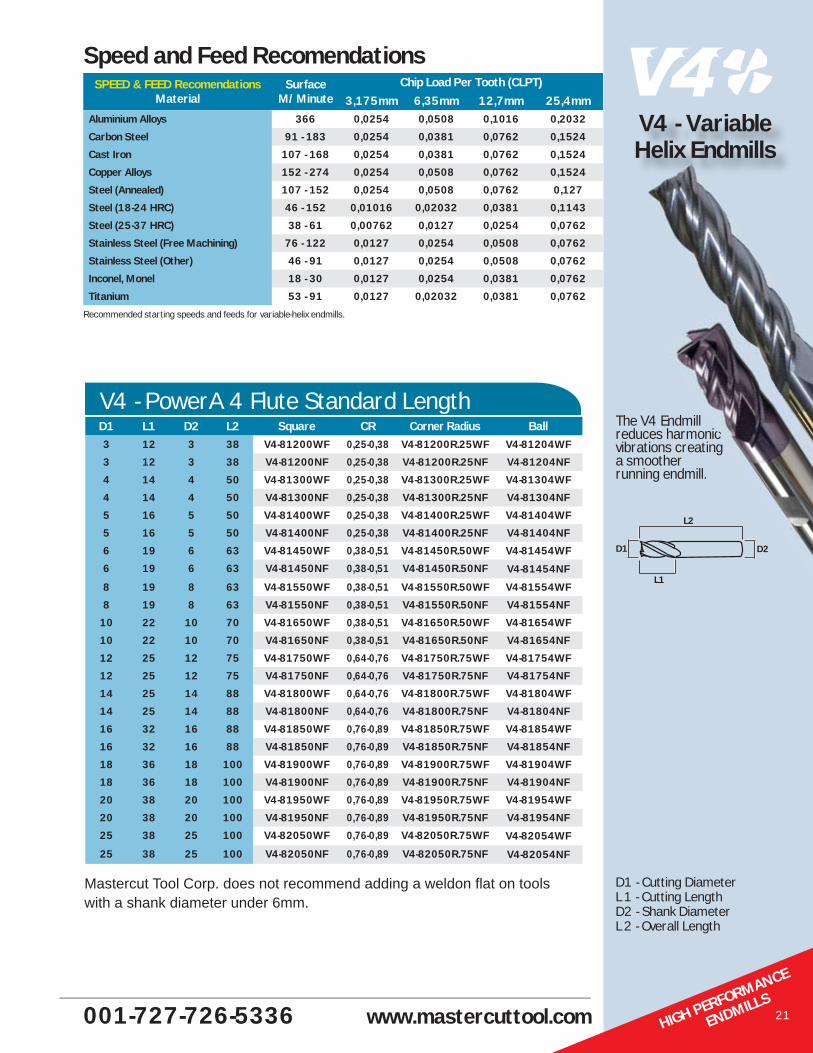
001-727-726-5336www.mastercuttool.com 21
HIGH PERFORMANCE
ENDMILLS
001-727-726-5336 www.mastercuttool.com
D1 L1 D2 L2 Square CR Corner Radius Ball
3 12 3 38 V4-81200WF 0,25-0,38 V4-81200R.25WF V4-81204WF
3 12 3 38 V4-81200NF 0,25-0,38 V4-81200R.25NF V4-81204NF
4 14 4 50 V4-81300WF 0,25-0,38 V4-81300R.25WF V4-81304WF
4 14 4 50 V4-81300NF 0,25-0,38 V4-81300R.25NF V4-81304NF
5 16 5 50 V4-81400WF 0,25-0,38 V4-81400R.25WF V4-81404WF
5 16 5 50 V4-81400NF 0,25-0,38 V4-81400R.25NF V4-81404NF
6 19 6 63 V4-81450WF 0,38-0,51 V4-81450R.50WF V4-81454WF
6 19 6 63 V4-81450NF 0,38-0,51 V4-81450R.50NF V4-81454NF
8 19 8 63 V4-81550WF 0,38-0,51 V4-81550R.50WF V4-81554WF
8 19 8 63 V4-81550NF 0,38-0,51 V4-81550R.50NF V4-81554NF
10 22 10 70 V4-81650WF 0,38-0,51 V4-81650R.50WF V4-81654WF
10 22 10 70 V4-81650NF 0,38-0,51 V4-81650R.50NF V4-81654NF
12 25 12 75 V4-81750WF 0,64-0,76 V4-81750R.75WF V4-81754WF
12 25 12 75 V4-81750NF 0,64-0,76 V4-81750R.75NF V4-81754NF
14 25 14 88 V4-81800WF 0,64-0,76 V4-81800R.75WF V4-81804WF
14 25 14 88 V4-81800NF 0,64-0,76 V4-81800R.75NF V4-81804NF
16 32 16 88 V4-81850WF 0,76-0,89 V4-81850R.75WF V4-81854WF
16 32 16 88 V4-81850NF 0,76-0,89 V4-81850R.75NF V4-81854NF
18 36 18 100 V4-81900WF 0,76-0,89 V4-81900R.75WF V4-81904WF
18 36 18 100 V4-81900NF 0,76-0,89 V4-81900R.75NF V4-81904NF
20 38 20 100 V4-81950WF 0,76-0,89 V4-81950R.75WF V4-81954WF
20 38 20 100 V4-81950NF 0,76-0,89 V4-81950R.75NF V4-81954NF
25 38 25 100 V4-82050WF 0,76-0,89 V4-82050R.75WF V4-82054WF
25 38 25 100 V4-82050NF 0,76-0,89 V4-82050R.75NF V4-82054NF
V4 - PowerA 4 Flute Standard Length
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
The V4 Endmill reduces harmonic vibrations creating a smoother running endmill.
SPEED & FEED Recomendations Material
Surface M/Minute
Chip Load Per Tooth (CLPT)
3,175mm 6,35mm 12,7mm 25,4mm
Aluminium Alloys 366 0,0254 0,0508 0,1016 0,2032
Carbon Steel 91 - 183 0,0254 0,0381 0,0762 0,1524
Cast Iron 107 - 168 0,0254 0,0381 0,0762 0,1524
Copper Alloys 152 - 274 0,0254 0,0508 0,0762 0,1524
Steel (Annealed) 107 - 152 0,0254 0,0508 0,0762 0,127
Steel (18-24 HRC) 46 - 152 0,01016 0,02032 0,0381 0,1143
Steel (25-37 HRC) 38 - 61 0,00762 0,0127 0,0254 0,0762
Stainless Steel (Free Machining) 76 - 122 0,0127 0,0254 0,0508 0,0762
Stainless Steel (Other) 46 - 91 0,0127 0,0254 0,0508 0,0762
Inconel, Monel 18 - 30 0,0127 0,0254 0,0381 0,0762
Titanium 53 - 91 0,0127 0,02032 0,0381 0,0762
Recommended starting speeds and feeds for variable-helix endmills.
Speed and Feed Recomendations
V4 - Variable Helix Endmills
L2
D1 D2
L1
Mastercut Tool Corp. does not recommend adding a weldon fl at on tools with a shank diameter under 6mm.

001-727-726-5336www.mastercuttool.com22
HIGH PERFORMANCE
ENDMILLS www.mastercuttool.com 001-727-726-5336
D1 L1 D2 L2 Square CR Corner Radius Ball
3 20 3 65 V4-83000WF 0,25-0,38 V4-83000R.25WF V4-83004WF
3 20 3 65 V4-83000NF 0,25-0,38 V4-83000R.25NF V4-83004NF
4 20 4 65 V4-83050WF 0,25-0,38 V4-83050R.25WF V4-83054WF
4 20 4 65 V4-83050NF 0,25-0,38 V4-83050R.25NF V4-83054NF
5 20 5 75 V4-83100WF 0,25-0,38 V4-83100R.25WF V4-83104WF
5 20 5 75 V4-83100NF 0,25-0,38 V4-83100R.25NF V4-83104NF
6 25 6 75 V4-83150WF 0,38-0,51 V4-83150R.50WF V4-83154WF
6 25 6 75 V4-83150NF 0,38-0,51 V4-83150R.50NF V4-83154NF
8 25 8 75 V4-83200WF 0,38-0,51 V4-83200R.50WF V4-83204WF
8 25 8 75 V4-83200NF 0,38-0,51 V4-83200R.50NF V4-83204NF
10 38 10 100 V4-83250WF 0,38-0,51 V4-83250R.50WF V4-83254WF
10 38 10 100 V4-83250NF 0,38-0,51 V4-83250R.50NF V4-83254NF
12 50 12 100 V4-83300WF 0,64-0,76 V4-83300R.75WF V4-83304WF
12 50 12 100 V4-83300NF 0,64-0,76 V4-83300R.75NF V4-83304NF
14 56 14 125 V4-83350WF 0,64-0,76 V4-83350R.75WF V4-83354WF
14 56 14 125 V4-83350NF 0,64-0,76 V4-83350R.75NF V4-83354NF
V4 - PowerA 4 Flute Long Length
Cutting Edge Tolerance +0,000 -0,049Shank Tolerance H6
D1 L1 D2 L2 Square CR Corner Radius Ball
3 6 3 38 V4-85200WF 0,25-0,38 V4-85200R.25WF V4-85204WF
3 6 3 38 V4-85200NF 0,25-0,38 V4-85200R.25NF V4-85204NF
4 8 4 50 V4-85300WF 0,25-0,38 V4-85300R.25WF V4-85304WF
4 8 4 50 V4-85300NF 0,25-0,38 V4-85300R.25NF V4-85304NF
5 10 5 50 V4-85400WF 0,25-0,38 V4-85400R.25WF V4-85404WF
5 10 5 50 V4-85400NF 0,25-0,38 V4-85400R.25NF V4-85404NF
6 12 6 50 V4-85450WF 0,38-0,50 V4-85450R.50WF V4-85454WF
6 12 6 50 V4-85450NF 0,38-0,50 V4-85450R.50NF V4-85454NF
8 12 8 50 V4-85500WF 0,38-0,50 V4-85500R.50WF V4-85504WF
8 12 8 50 V4-85500NF 0,38-0,50 V4-85500R.50NF V4-85504NF
10 14 10 50 V4-85550WF 0,38-0,50 V4-85550R.50WF V4-85554WF
10 14 10 50 V4-85550NF 0,38-0,50 V4-85550R.50NF V4-85554NF
12 16 12 63 V4-85600WF 0,64-0,76 V4-85600R.75WF V4-85604WF
12 16 12 63 V4-85600NF 0,64-0,76 V4-85600R.75NF V4-85604NF
V4 - PowerA 4 Flute Stub Length
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Mastercut Tool Corp. does not recommend adding a weldon fl at on tools with a shank diameter under 6mm.

001-727-726-5336www.mastercuttool.com 23
HIGH PERFORMANCE
ENDMILLS
001-727-726-5336 www.mastercuttool.com
Material SMMChip Load Per Tooth (CLPT)
2,175mm 6,35mm 12,7mm 8,466mm 25,4mm
Cast Iron (Ductile) 76-122 0,0127 0,0381 0,0508 0,1016 0,1524
Cast Iron (Gray) 107-152 0,0127 0,0508 0,1016 0,1524 0,2032
Cast Iron (Malleable) 61-107 0,0127 0,0508 0,1016 0,1524 0,2032
Nickel Base Alloys 61-91 0,0127 0,0254 0,0508 0,0762 0,1016
Stainless Steel (Free Machining) 91-122 0,0127 0,0254 0,0508 0,1016 0,1524
Stainless Steel (Work Hardening) 46-91 0,0127 0,0127 0,0254 0,0762 0,127
Steel (Low Alloy) 107-183 0,0127 0,0254 0,0508 0,1016 0,1524
Steel (Medium Alloy) 61-122 0,0127 0,0254 0,0508 0,1016 0,1524
Steel (High Alloy Mold-Die) 53-76 0,0127 0,0254 0,0508 0,1016 0,1524
Steel (High Strength) 23-46 0,0127 0,0127 0,0254 0,0762 0,1016
Titanium (Soft) 46-91 0,0127 0,0254 0,0508 0,1016 0,1524
Titanium (Hard) 15-46 0,0127 0,0127 0,0254 - 0,1016
Recommended Speed and Feed Rates F45 Endmills
6 Flute 45 Degree Eccentric Relief
High Performance Finishers
This special endmill is one of Mastercut Tool’s newest additions. It is designed to achieve an impeccable finish in hard metals like stainless steel, alloys, and titanium. The 45° spiral achieves faster feed rates.
D1 L1 D2 L2 Uncoated PowerA
5 16 5 50 F45-81402 F45-81432
6 19 6 63 F45-81452 F45-81482
7 19 8 63 F45-81502 F45-81532
8 21 8 63 F45-81552 F45-81582
9 22 10 70 F45-81602 F45-81632
10 25 10 70 F45-81652 F45-81682
11 25 11 70 F45-81702 F45-81732
12 25 12 75 F45-81752 F45-81782
14 30 14 88 F45-81802 F45-81832
16 32 16 88 F45-81852 F45-81882
18 35 18 100 F45-81902 F45-81932
20 38 20 100 F45-81952 F45-81982
22 38 22 100 F45-82002 F45-82032
25 38 25 100 F45-82052 F45-82082
F45, 6 Flute Square End
D1 L1 D2 L2 Uncoated PowerA
6 19 6 63 F45-81452R0.25 F45-81482R0.25
8 21 8 63 F45-81552R0.25 F45-81582R0.25
7 19 8 63 F45-81502R0.25 F45-81532R0.25
9 22 10 70 F45-81602R0.50 F45-81632R0.50
10 25 10 70 F45-81652R0.50 F45-81682R0.50
11 25 11 70 F45-81702R0.50 F45-81732R0.50
12 25 12 75 F45-81752R0.50 F45-81782R0.50
14 30 14 88 F45-81802R0.50 F45-81832R0.50
16 32 16 88 F45-81852R0.50 F45-81882R0.50
18 35 18 100 F45-81902R1.00 F45-81932R1.00
20 38 20 100 F45-81952R1.00 F45-81982R1.00
22 38 22 100 F45-82002R1.00 F45-82032R1.00
25 38 25 100 F45-82052R1.25 F45-82082R1.25
F45, 6 Flute Corner Radius
Enhanced Surface Finish
Faster Finishing Rates
Improved Tool Life
Radially Relieved For Better Accuracy
Proprietary Coating
High Tolerance Concentricity
Cutting Edge Tolerance +0,000 -0,049Shank Tolerance H6
L2
D1 D2
L1
CLPT = Chip Load Per ToothSMM = Surface Meters/Minute
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
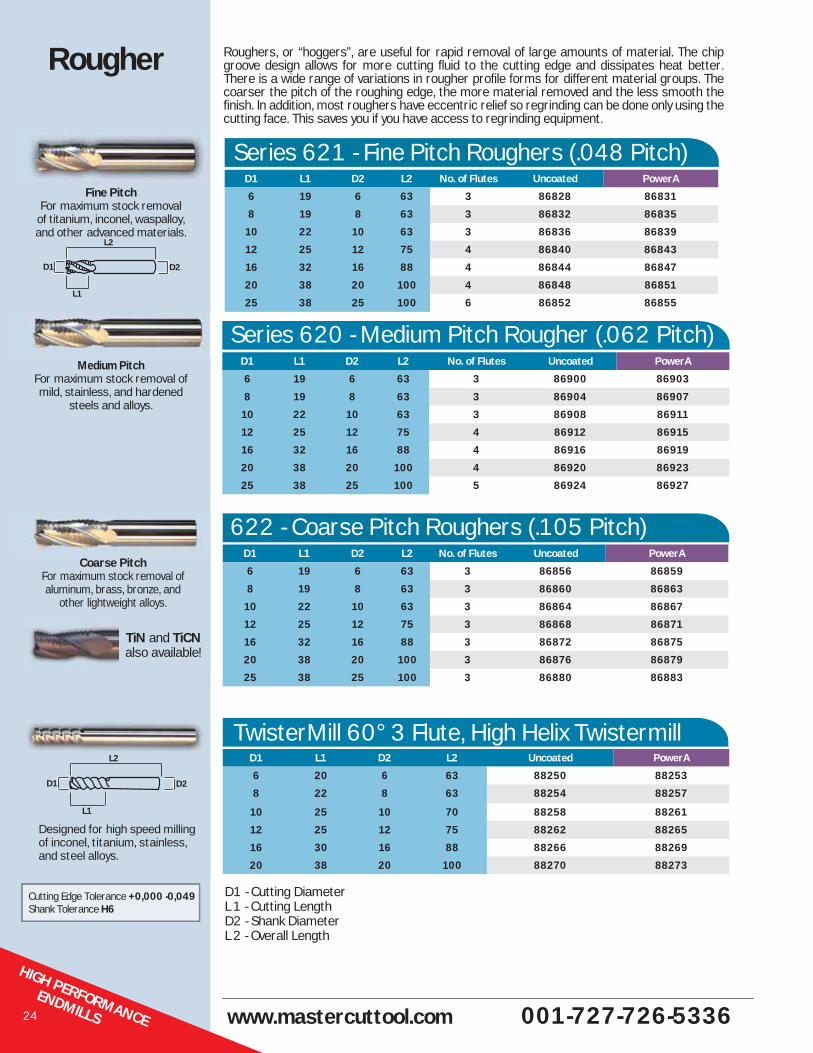
001-727-726-5336www.mastercuttool.com24
HIGH PERFORMANCE
ENDMILLS www.mastercuttool.com 001-727-726-5336
Roughers, or “hoggers”, are useful for rapid removal of large amounts of material. The chip groove design allows for more cutting fluid to the cutting edge and dissipates heat better. There is a wide range of variations in rougher profile forms for different material groups. The coarser the pitch of the roughing edge, the more material removed and the less smooth the finish. In addition, most roughers have eccentric relief so regrinding can be done only using the cutting face. This saves you if you have access to regrinding equipment.
Rougher
L2
D1 D2
L1
Cutting Edge Tolerance +0,000 -0,049Shank Tolerance H6
Series 621 - Fine Pitch Roughers (.048 Pitch)D1 L1 D2 L2 No. of Flutes Uncoated PowerA
6 19 6 63 3 86828 86831
8 19 8 63 3 86832 86835
10 22 10 63 3 86836 86839
12 25 12 75 4 86840 86843
16 32 16 88 4 86844 86847
20 38 20 100 4 86848 86851
25 38 25 100 6 86852 86855
622 - Coarse Pitch Roughers (.105 Pitch)D1 L1 D2 L2 No. of Flutes Uncoated PowerA
6 19 6 63 3 86856 86859
8 19 8 63 3 86860 86863
10 22 10 63 3 86864 86867
12 25 12 75 3 86868 86871
16 32 16 88 3 86872 86875
20 38 20 100 3 86876 86879
25 38 25 100 3 86880 86883
Fine PitchFor maximum stock removal
of titanium, inconel, waspalloy, and other advanced materials.
Medium PitchFor maximum stock removal of mild, stainless, and hardened
steels and alloys.
Series 620 - Medium Pitch Rougher (.062 Pitch)D1 L1 D2 L2 No. of Flutes Uncoated PowerA
6 19 6 63 3 86900 86903
8 19 8 63 3 86904 86907
10 22 10 63 3 86908 86911
12 25 12 75 4 86912 86915
16 32 16 88 4 86916 86919
20 38 20 100 4 86920 86923
25 38 25 100 5 86924 86927
TiN and TiCN also available!
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
L2
D1 D2
L1
Designed for high speed milling of inconel, titanium, stainless, and steel alloys.
TwisterMill 60° 3 Flute, High Helix TwistermillD1 L1 D2 L2 Uncoated PowerA
6 20 6 63 88250 88253
8 22 8 63 88254 88257
10 25 10 70 88258 88261
12 25 12 75 88262 88265
16 30 16 88 88266 88269
20 38 20 100 88270 88273
Coarse PitchFor maximum stock removal of aluminum, brass, bronze, and
other lightweight alloys.

001-727-726-5336www.mastercuttool.com DRILLS
25 001-727-726-5336 www.mastercuttool.com
L2
D1 D2
L1
L2
D1 D2
L1
Cutting Edge Tolerance +0,000 -0,049Shank Tolerance H6
Designed for high speed milling of aluminum.
Designed for high speed milling of aluminum.
HyperMill 45° 2 Flute, High Helix HypermillD1 L1 D2 L2 Uncoated PowerA
6 25 6 63 88200 88203
8 25 8 63 88204 88207
10 25 10 70 88208 88211
12 32 12 75 88212 88215
16 42 16 88 88216 88219
20 48 20 100 88220 88223
AlumaZip 55° 2 Flute, High Helix AlumaZipsD1 L1 D2 L2 Uncoated PowerA
3 12 3 38 88000 88005
4 14 4 50 88020 88025
5 19 5 50 88030 88035
6 19 6 63 88040 88045
8 19 8 63 88060 88065
10 22 10 70 88080 88085
12 25 12 83 88100 88105
14 30 14 83 88120 88125
16 32 16 88 88140 88145
20 38 20 100 88160 88165
25 38 25 100 88180 88185
RECOMMENDATIONS
Standard Drill Recommendations
Replace or Resharpen drills at first sign of dulling
or rounding.
Drills
See the Mastercut Tool website for more in-depth information about High Performance Endmills.
Cutting Edge Tolerance/Shank Tolerance +0,000 -0,005
mm Rate (mm/r)
Material GroupSpeed
(mm/min)1.5875mm 3.175mm 6.35mm 12.7mm 19.05mm
Aluminum/ Aluminum Alloys 91-183 0,02 0,076 0,178 0,305 0,381
Aluminum Alloyed Si > 10% 46-122 0,02 0,051 0,152 0,254 0,305
Soft Cast Irons 61-92 0,025 0,076 0,127 0,254 0,305
Medium Cast Irons 38-69 0,025 0,076 0,127 0,203 0,254
Malleable Cast Irons 20-61 0,013 0,051 0,102 0,178 0,254
Brass 61-92 0,018 0,051 0,076 0,102 0,152
Bronze 46-77 0,018 0,051 0,076 0,102 0,152
Coppers/ Copper Alloys 46-92 0,025 0,076 0,152 0,254 0,305
Magnesium 92-183 0,025 0,076 0,178 0,305 0,381
Nickel Alloys 23-61 0,025 0,076 0,127 0,229 0,305
Free Machining Stainless Steels 30-46 0,025 0,076 0,127 0,203 0,305
Work Hardening Stainless Steels 15-30 0,013 0,051 0,102 0,152 0,254
Low Carbon Steels 46-91 0,025 0,051 0,102 0,178 0,305
Medium Carbon Steels 30-61 0,025 0,051 0,076 0,152 0,254
High Tensile (35-40 Rc) Steels 23-46 0,025 0,051 0,076 0.102 0,127
High Tensile (40-45 Rc) Steels 15-30 0,018 0,025 0,051 0,076 0102
High Tensile (45 Rc+) Steels 8-23 0,013 0,018 0,025 0,051 0,076
Tool Steels 12-30 0,025 0,038 0,076 0,127 0,203
Soft Titanium 24-38 0,025 0,051 0,102 0,152 0,254
Titanium Alloys Hard Titanium 12-30 0,018 0,025 0,051 0,127 0,203
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

DRILLS26 www.mastercuttool.com 001-727-726-5336
D1
L2
L1
D2
DIN 338 2 Flute 27° Helix 118° 4 Facet Point
Standard Length Drills
D1 L1 D2 L2 PART# TiN PART#
3 33 3 61 47-1181 47-1181TN
3,1 36 3,1 65 47-1220 47-1220TN
3,2 36 3,2 65 47-1260 47-1260TN
3,3 36 3,3 65 47-1299 47-1299TN
3,4 39 3,4 70 47-1339 47-1339TN
3,5 39 3,5 70 47-1378 47-1378TN
3,6 39 3,6 70 47-1417 47-1417TN
3,7 39 3,7 70 47-1457 47-1457TN
3,8 43 3,8 75 47-1496 47-1496TN
3,9 43 3,9 75 47-1535 47-1535TN
4 43 4 75 47-1575 47-1575TN
4,1 43 4,1 75 47-1614 47-1614TN
4,2 43 4,2 75 47-1654 47-1654TN
4,3 47 4,3 80 47-1693 47-1693TN
4,4 47 4,4 80 47-1732 47-1732TN
4,5 47 4,5 80 47-1772 47-1772TN
4,6 47 4.6 80 47-1811 47-1811TN
4,7 47 4,7 80 47-1850 47-1850TN
4,8 52 4,8 86 47-1890 47-1890TN
4,9 52 4,9 86 47-1929 47-1929TN
5 52 5 86 47-1969 47-1969TN
5,1 52 5,1 86 47-2008 47-2008TN
5,2 52 5,2 86 47-2047 47-2047TN
5,3 52 5,3 86 47-2087 47-2087TN
5,4 57 5,4 93 47-2126 47-2126TN
5,5 57 5,5 93 47-2165 47-2165TN
5,6 57 5,6 93 47-2205 47-2205TN
5,7 57 5,7 93 47-2244 47-2244TN
5,8 57 5,8 93 47-2283 47-2283TN
5,9 57 5,9 93 47-2323 47-2323TN
6 57 6 93 47-2362 47-2362TN
6,1 63 6,1 101 47-2402 47-2402TN
6,2 63 6,2 101 47-2441 47-2441TN
6,3 63 6,3 101 47-2480 47-2480TN
6,4 63 6,4 101 47-2520 47-2520TN
6,5 63 6,5 101 47-2559 47-2559TN
6,6 63 6,6 101 47-2598 47-2598TN
6,7 63 6,7 101 47-2638 47-2638TN
6,8 69 6,8 109 47-2677 47-2677TN
6,9 69 6,9 109 47-2717 47-2717TN
3mm to 7mm
Cutting Edge Tolerance/Shank Tolerance +0,000 -0,005
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.com DRILLS
27 001-727-726-5336 www.mastercuttool.com
D1 L1 D2 L2 PART# TiN PART#
7 69 7 109 47-2756 47-2756TN
7,1 69 7,1 109 47-2795 47-2795TN
7,2 69 7,2 109 47-2835 47-2835TN
7,3 69 7,3 109 47-2874 47-2874TN
7,4 69 7,4 109 47-2913 47-2913TN
7,5 69 7,5 109 47-2953 47-2953TN
7,6 75 7,6 117 47-2992 47-2992TN
7,7 75 7,7 117 47-3031 47-3031TN
7,8 75 7,8 117 47-3071 47-3071TN
7,9 75 7,9 117 47-3110 47-3110TN
8 75 8 117 47-3150 47-3150TN
8,1 75 8,1 117 47-3189 47-3189TN
8,2 75 8,2 117 47-3228 47-3228TN
8,3 75 8,3 117 47-3268 47-3268TN
8,4 75 8,4 117 47-3307 47-3307TN
8,5 75 8,5 117 47-3346 47-3346TN
8,6 81 8,6 125 47-3386 47-3386TN
8,7 81 8,7 125 47-3425 47-3425TN
8,8 81 8,8 125 47-3465 47-3465TN
8,9 81 8,9 125 47-3504 47-3504TN
9 81 9 125 47-3543 47-3543TN
9,1 81 9,1 125 47-3583 47-3583TN
9,2 81 9,2 125 47-3622 47-3622TN
9,3 81 9,3 125 47-3661 47-3661TN
9,4 81 9,4 125 47-3701 47-3701TN
9,5 81 9,5 125 47-3740 47-3740TN
9,6 87 9,6 133 47-3780 47-3780TN
9,7 87 9,7 133 47-3819 47-3819TN
9,8 87 9,8 133 47-3858 47-3858TN
9,9 87 9,9 133 47-3898 47-3898TN
10 87 10 133 47-3937 47-3937TN
10.2 87 10,2 133 47-4016 47-4016TN
10,5 87 10,5 133 47-4134 47-4134TN
11 94 11 142 47-4331 47-4331TN
11,5 94 11,5 142 47-4528 47-4528TN
12 101 12 151 47-4724 47-4724TN
DIN 338 2 Flute 27° Helix 118° 4 Facet Point
Standard Length Drills
7mm to 12mmD1
L2
L1
D2
Cutting Edge Tolerance/Shank Tolerance +0,000 -0,005
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

DRILLS28 www.mastercuttool.com 001-727-726-5336
D1
L2
L1
D2
Medium Length Drills
D1 L1 D2 L2 STD PART # TiN PART #
3,1 16 3,1 46 50-1220 51-1220
3,2 18 3,2 49 50-1260 51-1260
3,3 18 3,3 49 50-1299 51-1299
3,4 20 3,4 52 50-1339 51-1339
3,5 20 3,5 52 50-1378 51-1378
3,6 20 3,6 52 50-1417 51-1417
3,7 20 3,7 52 50-1457 51-1457
3,8 22 3,8 55 50-1496 51-1496
3,9 22 3,9 55 50-1535 51-1535
4 22 4 55 50-1575 51-1575
4,1 22 4,1 55 50-1614 51-1614
4,2 22 4,2 55 50-1654 51-1654
4,3 24 4,3 58 50-1693 51-1693
4,4 24 4,4 58 50-1732 51-1732
4,5 24 4,5 58 50-1772 51-1772
4,6 24 4,6 58 50-1811 51-1811
4,7 24 4,7 58 50-1850 51-1850
4,8 26 4,8 62 50-1890 51-1890
4,9 26 4,9 62 50-1929 51-1929
5 26 5 62 50-1969 51-1969
5,1 26 5,1 62 50-2008 51-2008
5,2 26 5,2 62 50-2047 51-2047
5,3 26 5,3 62 50-2087 51-2087
5,4 28 5,4 66 50-2126 51-2126
5,5 28 5,5 66 50-2165 51-2165
5,6 28 5,6 66 50-2205 51-2205
5,7 28 5,7 66 50-2244 51-2244
5,8 28 5,8 66 50-2283 51-2283
5,9 28 5,9 66 50-2323 51-2323
6 28 6 66 50-2362 51-2362
6,1 31 6,1 70 50-2402 51-2402
6,2 31 6,2 70 50-2441 51-2441
6,3 31 6,3 70 50-2480 51-2480
6,4 31 6,4 70 50-2520 51-2520
6,5 31 6,5 70 50-2559 51-2559
6,6 31 6,6 70 50-2598 51-2598
6,7 31 6,7 70 50-2638 51-2638
6,8 34 6,8 74 50-2677 51-2677
6,9 34 6,9 74 50-2717 51-2717
7 34 7 74 50-2756 51-2756
7,1 34 7,1 74 50-2795 51-2795
7,2 34 7,2 74 50-2835 51-2835
7,3 34 7,3 74 50-2874 51-2874
7,4 34 7,4 74 50-2913 51-2913
7,5 34 7,5 74 50-2953 51-2953
7,6 37 7,6 79 50-2992 51-2992
7,7 37 7,7 79 50-3031 51-3031
7,8 37 7,8 79 50-3071 51-3071
7,9 37 7,9 79 50-3110 51-3110
2 Flute 25° Helix 118° 4 Facet Point
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Cutting Edge Tolerance/Shank Tolerance +0,000 -0,005

001-727-726-5336www.mastercuttool.com DRILLS
29 001-727-726-5336 www.mastercuttool.com
D1
L2
L1
D2
D1 L1 D2 L2 STD PART# TiN PART#
8 37 8 79 50-3150 51-3150
8,1 37 8,1 79 50-3189 51-3189
8,2 37 8,2 79 50-3228 51-3228
8,3 37 8,3 79 50-3268 51-3268
8,4 37 8,4 79 50-3307 51-3307
8,5 37 8,5 79 50-3346 51-3346
8,6 40 8,6 84 50-3386 51-3386
8,7 40 8,7 84 50-3425 51-3425
8,8 40 8,8 84 50-3465 51-3465
8,9 40 8,9 84 50-3504 51-3504
9 40 9 84 50-3543 51-3543
9,1 40 9,1 84 50-3583 51-3583
9,2 40 9,2 84 50-3622 51-3622
9,3 40 9,3 84 50-3661 51-3661
9,4 40 9,4 84 50-3701 51-3701
9,5 40 9,5 84 50-3740 51-3740
9,6 43 9,6 89 50-3780 51-3780
9,7 43 9,7 89 50-3819 51-3819
9,8 43 9,8 89 50-3858 51-3858
9,9 43 9,9 89 50-3898 51-3898
10 43 10 89 50-3937 51-3937
10,1 43 10,1 89 50-3976 51-3976
10,2 43 10,2 89 50-4016 51-4016
10,3 43 10,3 89 50-4055 51-4055
10,4 43 10,4 89 50-4094 51-4094
10,5 43 10,5 89 50-4134 51-4134
10,6 43 10.6 89 50-4173 51-4173
10,7 43 10,7 89 50-4213 51-4213
10,8 43 10,8 89 50-4252 51-4252
11 47 11 95 50-4331 51-4331
11,2 47 11,2 95 50-4409 51-4409
11,5 47 11,5 95 50-4528 51-4528
11,8 47 11,8 95 50-4646 51-4646
12 51 12 102 50-4724 51-4724
12,5 51 12,5 102 50-4921 51-4921
13 51 13 102 50-5118 51-5118
13,5 51 13,5 102 50-5315 51-5315
14 56 14 111 50-5512 51-5512
14,5 56 14,5 111 50-5709 51-5709
15 56 15 111 50-5906 51-5906
15,5 58 15,5 115 50-6102 51-6102
16 58 16 115 50-6299 51-6299
16,5 60 16,5 119 50-6496 51-6496
17 60 17 119 50-6693 51-6693
17,5 62 17,5 123 50-6890 51-6890
18 62 18 123 50-7087 51-7087
18,5 64 18,5 127 50-7283 51-7283
19 64 19 127 50-7480 51-7480
19,5 66 19,5 131 50-7677 51-7677
20 66 20 131 50-7874 51-7874
Medium Length Drills2 Flute 25° Helix 118° 4 Facet Point
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Cutting Edge Tolerance/Shank Tolerance +0,000 -0,005

DRILLS30 www.mastercuttool.com 001-727-726-5336
Solid Carbide Center DrillsD1 L1 D2 L2 Size# 60 Degree 82 Degree 90 Degree
1,2 1,2 3,18 38 M1 89200 89201 89202
2 2 4,75 50 M2 89203 89204 89205
2,8 2,8 6,3 50 M3 89206 89207 89208
3,15 3,15 8 56 M4 89209 89210 89211
4 4 11,1 70 M5 89212 89213 89214
5 5 12,7 75 M6 89215 89216 89217
6 6 15,9 81 M7 89218 89219 89220
8 8 19 85 M8 89221 89222 89223
D1 L1 D2 L2 Point Angle EDP#
3 10 3 38 90° 89250
4 18 4 63 90° 89251
6 20 6 63 90° 89252
10 25 10 75 90° 89253
12 25 12 75 90° 89254
NC Spotting DrillsD1 L1 D2 L2 Point Angle EDP#
3 10 3 38 120° 89255
4 18 4 63 120° 89256
6 20 6 63 120° 89257
10 25 10 75 120° 89258
12 25 12 75 120° 89259
D1 L1 D2 L2 PART#
5,5 21 5,5 66 45-2166
5,6 21 5,6 66 45-2205
5,7 21 5,7 66 45-2244
5,8 21 5,8 66 45-2283
5,9 21 5,9 66 45-2323
6 21 6 66 45-2363
6,1 23 6,1 70 45-2402
6,2 23 6,2 70 45-2441
6,3 23 6,3 70 45-2480
6,4 23 6,4 70 45-2520
6,5 23 6,5 70 45-2559
7 25 7 74 45-2756
7,5 25 7,5 74 45-2953
8 27 8 79 45-3150
8,5 27 8,5 79 45-3346
9 29 9 84 45-3543
9,5 29 9,5 84 45-3740
10 31 10 89 45-3938
10,5 31 10,5 89 45-4134
11 33 11 95 45-4331
11,5 33 11,5 95 45-4528
12 35 12 102 45-4724
12,5 35 12,5 102 45-4921
13 35 13 102 45-5118
14 37 14 107 45-5512
D1 L1 D2 L2 PART#
3 12 3 46 45-1182
3,1 14 3,1 49 45-1220
3,2 14 3,2 49 45-1260
3,3 14 3,3 49 45-1299
3,4 15 3,4 52 45-1339
3,5 15 3,5 52 45-1379
3,6 15 3,6 52 45-1417
3,7 15 3,7 52 45-1457
3,8 17 38 55 45-1496
3,9 17 3,9 55 45-1535
4 17 4 55 45-1575
4,1 17 4,1 55 45-1614
4,2 17 4,2 55 45-1654
4,3 18 4,3 58 45-1693
4,4 18 4,4 58 45-1732
4,5 18 4,5 58 45-1773
4,6 18 4,6 58 45-1811
4,7 18 4,7 58 45-1850
4,8 20 4,8 62 45-1890
4,9 20 4,9 62 45-1929
5 20 5 62 45-1970
5,1 20 5,1 62 45-2008
5,2 20 5,2 62 45-2047
5,3 20 5,3 62 45-2087
5,4 21 5,4 66 45-2126
Stub Length Drills, DIN 6539, 2 Flute, 25° Helix
L2
D1 D2
L1
D1
L2
L1
D2
L2
D1 D2
L1
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length

001-727-726-5336www.mastercuttool.com
BURS31 001-727-726-5336 www.mastercuttool.com
Bur Shapes and Sizes
Single Cut (SC) Double Cut (DC)
Chipbreaker Cut (CB)
Diamond Cut (DM)
Fastmill Cut-Alumacut (FM)
Bur Cut Types
SA/SB SC SD SE SF SG
SH SJ SK SL SM SN
Bur Part Number Codes
L6 - 150 mm Shank (6 Inch) L4 - 100 mm Shank (4 Inch)L3 - 75 mm Shank (3 Inch)
R - 8 mm Shank (3/8 Inch)
X - Solid Carbide (Bur and Shank)
ECO - Endcut Only
SC - SinglecutDC - DoublecutDM - DiamondcutCB - ChipbreakerFM - Fastmill Cut/AlumacutFC - Fine CutCC - Coarse Cut
Example
SL-5RMML6DCSL S
hape
Cutter S
ize8
mm
Shank (3
/8
Inch)
15
0 m
m Shank (6
Inch)
Doublecut
Millim
eter
Solid Carbide Bur
Brazed Burs (Solid Carbide
Head with brazed steel shank)
Long Series - Brazed Burs (Solid Carbide
Head with brazed steel shank)
Denoted with “L6” in part number
Bur Speed Recommendations
The chart is a general and approximate recommendation. Variations to achieve desired results may be necessary. Long shank burs should be used at reduced speeds.
Bur Diameter RPM
3mm Solid Carbide 45.000-50.000
5mm Solid Carbide 35.000-40.000
5mm Carbide Head Brazed to 1/8 or 3mm Steel Shank 30.000-35.000
6mm Solid Carbide 30.000-35.000
6mm Carbide Head Brazed to 1/8 or 3mm Steel Shank 25.000-30.000
8mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 25.000-30.000
10mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 25.000-30.000
11mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 20.000-25.000
12mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 20.000-25.000
16mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 15.000-20.000
18mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 15.000-20.000
25mm Carbide Head Brazed to 1/4 or 6mm Steel Shank 12.000-18.000
We carry burs in all shapes and sizes. We can also customize any bur to your needs.
General Bur Cut Type ApplicationsMaterials Doublecut Singlecut Alumacut Diamondcut Chipbreaker
Aluminum
Brass, Bronze, Copper
Fiberglass
Cast Iron
Plastics
Steel: 40-55rc
Steel: 55-60rc
Steel: Carbon
Steel Nickel, Chrome
Stainless Steel
Steel Weldments
Titanium
Zinc

001-727-726-5336www.mastercuttool.com
BURS32 www.mastercuttool.com 001-727-726-5336
* Denotes Solid Carbide
D1 L1 D2 L2 Singlecut Doublecut Alumacut
1,5 6 3 38 SB-41MMSC* SB-41MMDC* SB-41MMFM*
2,5 11 3 38 SB-42MMSC* SB-42MMDC* SB-42MMFM*
3 14 3 38 SB-43MMSC* SB-43MMDC* SB-43MMFM*
6,3 4,7 3 43 SB-51MMSC SB-51MMDC SB-51MMFM
3 12,7 6 60 SB-12MMSC* SB-12MMDC* SB-12MMFM*
5 16 6 50 SB-14MMSC* SB-14MMDC* SB-14MMFM*
6 16 6 50 SB-1MMSC* SB-1MMDC* SB-1MMFM*
6 16 6 162 SB-1MML6SC SB-1MML6DC SB-1MML6FM
8 19 6 64 SB-2MMSC SB-2MMDC SB-2MMFM
9,5 19 6 64 SB-3MMSC SB-3MMDC SB-3MMFM
9,5 19 6 169 SB-3MML6SC SB-3MML6DC SB-3MML6FM
11 25 6 70 SB-4MMSC SB-4MMDC SB-4MMFM
12,7 25 6 70 SB-5MMSC SB-5MMDC SB-5MMFM
12,7 25 6 175 SB-5MML6SC SB-5MML6DC SB-5MML6FM
16 25 6 70 SB-6MMSC SB-6MMDC SB-6MMFM
19 25 6 70 SB-7MMSC SB-7MMDC SB-7MMFM
25,4 25 6 70 SB-9MMSC SB-9MMDC SB-9MMFM
SB Burs - Cylindrical With Endcut
D1 L1 D2 L2 Singlecut Doublecut Alumacut
1, 5 6 3 38 SA-41MMSC* SA-41MMDC* SA-41MMFM*2,5 11 3 38 SA-42MMSC* SA-42MMDC* SA-42MMFM*3 14 3 38 SA-43MMSC* SA-43MMDC* SA-43MMFM*
6,3 12,7 3 50 SA-51MMSC SA-51MMDC SA-51MMFM3 12,7 6 50 SA-12MMSC* SA-12MMDC* SA-12MMFM*5 16 6 50 SA-14MMSC* SA-14MMDC* SA-14MMFM*6 16 6 50 SA-1MMSC* SA-1MMDC* SA-1MMFM*6 16 6 162 SA-1MML6SC SA-1MML6DC SA-1MML6FM6 25 6 50 SA-1MMASC* SA-1MMADC* SA-1MMAFM*8 19 6 64 SA-2MMSC SA-2MMDC SA-2MMFM
9,5 19 6 64 SA-3MMSC SA-3MMDC SA-3MMFM9,5 19 6 169 SA-3MML6SC SA-3MML6DC SA-3MML6FM11 25 6 70 SA-4MMSC SA-4MMDC SA-4MMFM
12,7 25 6 70 SA-5MMSC SA-5MMDC SA-5MMFM12,7 25 6 175 SA-5MML6SC SA-5MML6DC SA-5MML6FM16 25 6 70 SA-6MMSC SA-6MMDC SA-6MMFM19 25 6 70 SA-7MMSC SA-7MMDC SA-7MMFM
25,4 25 6 70 SA-9MMSC SA-9MMDC SA-9MMFM
SA Burs - Cylindrical No Endcut
D1
L1
L2
D2
D1
L1
L2
D2
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Burs also available in Chipbreaker and
Diamondcut

001-727-726-5336www.mastercuttool.com
BURS33 001-727-726-5336 www.mastercuttool.com
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
* Denotes Solid Carbide
D1 L1 D2 L2 Singlecut Doublecut Alumacut
2,5 11 3 38 SC-41MMSC* SC-41MMDC* SC-41MMFM*
3 14 3 38 SC-42MMSC* SC-42MMDC* SC-42MMFM*
6,3 12,7 3 50 SC-51MMSC SC-51MMDC SC-51MMFM
3 16 6 60 SC-12MMSC* SC-12MMDC* SC-12MMFM*
5 16 6 50 SC-14MMSC* SC-14MMDC* SC-14MMFM*
6 16 6 50 SC-1MMSC* SC-1MMDC* SC-1MMFM*
6 16 6 162 SC-1MML6SC SC-1MML6DC SC-1MML6FM
8 19 6 64 SC-2MMSC SC-2MMDC SC-2MMFM
9,5 19 6 64 SC-3MMSC SC-3MMDC SC-3MMFM
9,5 19 6 169 SC-3MML6SC SC-3MML6DC SC-3MML6FM
11 25 6 70 SC-4MMSC SC-4MMDC SC-4MMFM
12,7 25 6 70 SC-5MMSC SC-5MMDC SC-5MMFM
12,7 25 6 175 SC-5MML6SC SC-5MML6DC SC-5MML6FM
16 25 6 70 SC-6MMSC SC-6MMDC SC-6MMFM
19 25 6 70 SC-7MMSC SC-7MMDC SC-7MMFM
SC Burs - Radius Cylinder
D1 L1 D2 L2 Singlecut Doublecut Alumacut
2,5 2,3 3 38 SD-41MMSC* SD-41MMDC* SD-41MMFM*
3 2,5 3 38 SD-42MMSC* SD-42MMDC* SD-42MMFM*
6,3 5 3 44 SD-51MMSC SD-51MMDC SD-51MMFM
3 2 6 50 SD-12MMSC* SD-12MMDC* SD-12MMFM*
5 4 6 50 SD-14MMSC* SD-14MMDC* SD-14MMFM*
6 5 6 50 SD-1MMSC* SD-1MMDC* SD-1MMFM*
6 5 6 155 SD-1MML6SC SD-1MML6DC SD-1MML6FM
8 6,4 6 51,4 SD-2MMSC SD-2MMDC SD-2MMFM
9,5 8 6 53 SD-3MMSC SD-3MMDC SD-3MMFM
9,5 8 6 158 SD-3MML6SC SD-3MML6DC SD-3MML6FM
11 9,5 6 54,5 SD-4MMSC SD-4MMDC SD-4MMFM
12,7 11 6 56 SD-5MMSC SD-5MMDC SD-5MMFM
12,7 11 6 161 SD-5MML6SC SD-5MML6DC SD-5MML6FM
16 14 6 58 SD-6MMSC SD-6MMDC SD-6MMFM
19 16 6 61 SD-7MMSC SD-7MMDC SD-7MMFM
25,4 21 6 72 SD-9MMSC SD-9MMDC SD-9MMFM
SD Burs - Ball Shape
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3 5.5 3 38 SE-41MMSC* SE-41MMDC* SE-41MMFM*
6,3 9,5 3 47 SE-51MMSC SE-51MMDC SE-51MMFM
6 9,5 6 50 SE-1MMSC* SE-1MMDC* SE-1MMFM*
6 9,5 6 160 SE-1MML6SC SE-1MML6DC SE-1MML6FM
9,5 16 6 61 SE-3MMSC SE-3MMDC SE-3MMFM
9,5 16 6 166 SE-3MML6SC SE-3MML6DC SE-3MML6FM
12,7 22 6 67 SE-5MMSC SE-5MMDC SE-5MMFM
12,7 22 6 172 SE-5MML6SC SE-5MML6DC SE-5MML6FM
16 25 6 70 SE-6MMSC SE-6MMDC SE-6MMFM
19 25 6 70 SE-7MMSC SE-7MMDC SE-7MMFM
SE Burs - Oval Shape
Burs also available in Chipbreaker and Diamondcut
D1
L1
L2
D2
D1
L1
L2
D2
D1
L1
L2
D2

001-727-726-5336www.mastercuttool.com
BURS34 www.mastercuttool.com 001-727-726-5336
Burs also available in Chipbreaker and
Diamondcut
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3 6 3 38 SF-41MMSC* SF-41MMDC* SF-41MMFM*
3 12,7 3 38 SF-42MMSC* SF-42MMDC* SF-42MMFM*
6,3 12,7 3 50 SF-51MMSC SF-51MMDC SF-51MMFM
6 16 6 50 SF-1MMSC* SF-1MMDC* SF-1MMFM*
6 16 6 163 SF-1MML6SC SF-1MML6DC SF-1MML6FM
9,5 19 6 64 SF-3MMSC SF-3MMDC SF-3MMFM
9,5 19 6 169 SF-3MML6SC SF-3MML6DC SF-3MML6FM
11 25 6 70 SF-4MMSC SF-4MMDC SF-4MMFM
12,7 19 6 64 SF-13MMSC SF-13MMDC SF-13MMFM
12,7 25 6 70 SF-5MMSC SF-5MMDC SF-5MMFM
12,7 25 6 175 SF-5MML6SC SF-5MML6DC SF-5MML6FM
16 25 6 70 SF-6MMSC SF-6MMDC SF-6MMFM
19 25 6 70 SF-7MMSC SF-7MMDC SF-7MMFM
19 32 6 77 SF-14MMSC SF-14MMDC SF-14MMFM
19 38 6 83 SF-15MMSC SF-15MMDC SF-15MMFM
SF Burs - Tree Shape
D1
L1
L2
D2
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3 6 3 38 SG-41MMSC* SG-41MMDC* SG-41MMFM*
3 9,5 3 38 SG-43MMSC* SG-43MMDC* SG-43MMFM*
3 12,7 3 38 SG-44MMSC* SG-44MMDC* SG-44MMFM*
6,3 12,7 3 50 SG-51MMSC SG-51MMDC SG-51MMFM
6 16 6 50 SG-1MMSC* SG-1MMDC* SG-1MMFM*
6 16 6 163 SG-1MML6SC SG-1MML6DC SG-1MML6FM
8 19 6 64 SG-2MMSC SG-2MMDC SG-2MMFM
9,5 19 6 64 SG-3MMSC SG-3MMDC SG-3MMFM
9,5 19 6 169 SG-3MML6SC SG-3MML6DC SG-3MML6FM
12,7 19 6 64 SG-13MMSC SG-13MMDC SG-13MMFM
12,7 25 6 70 SG-5MMSC SG-5MMDC SG-5MMFM
12,7 25 6 175 SG-5MML6SC SG-5MML6DC SG-5MML6FM
16 25 6 70 SG-6MMSC SG-6MMDC SG-6MMFM
19 25 6 70 SG-7MMSC SG-7MMDC SG-7MMFM
SG Burs - Pointed Tree
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3 6,3 3 38 SH-41MMSC* SH-41MMDC* SH-41MMFM*
6 12,7 6 50 SH-1MMSC* SH-1MMDC* SH-1MMFM*
6 12,7 6 160 SH-1MML6SC SH-1MML6DC SH-1MML6FM
8 19 6 64 SH-2MMSC SH-2MMDC SH-2MMFM
8 19 6 169 SH-2MML6SC SH-2MML6DC SH-2MML6FM
12,7 32 6 77 SH-5MMSC SH-5MMDC SH-5MMFM
12,7 32 6 182 SH-5MML6SC SH-5MML6DC SH-5MML6FM
16 36 6 81 SH-6MMSC SH-6MMDC SH-6MMFM
19 41 6 86 SH-7MMSC SH-7MMDC SH-7MMFM
SH Burs - Flame Shape
D1
L1
L2
D2
D1
L1
L2
D2
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
* Denotes Solid Carbide*^ Denotes Double End

001-727-726-5336www.mastercuttool.com
BURS35 001-727-726-5336 www.mastercuttool.com
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3 2,5 3 38 SJ-42MMSC* SJ-42MMDC SJ-42MMFM
3 2,5 3 38 SJ-42MMDESC*^ SJ-42MMDEDC*^ SJ-42MMDEFM*^
6 4 6 50 SJ-1MMSC* SJ-1MMDC* SJ-1MMFM*
6 4 6 50 SJ-1MMDESC*^ SJ-1MMDEDC*^ SJ-1MMDEFM*^
9,5 8 6 53 SJ-3MMSC SJ-3MMDC SJ-3MMFM
12,7 11 6 56 SJ-5MMSC SJ-5MMDC SJ-5MMFM
16 14,5 6 59,5 SJ-6MMSC SJ-6MMDC SJ-6MMFM
19 17,5 6 62,5 SJ-7MMSC SJ-7MMDC SJ-7MMFM
25 24,5 6 69,5 SJ-9MMSC SJ-9MMDC SJ-9MMFM
SJ Burs - 60° Included Cone
D1 L1 D2 L2 Singlecut Doublecut Alumacut
3 1,5 3 38 SK-42MMSC* SK-42MMDC* SK-42MMFM*
3 1,5 3 38 SK-42MMDESC*^ SK-42MMDEDC*^ SK-42MMDEFM*^
6 3 6 50 SK-1MMSC* SK-1MMDC* SK-1MMFM*
6 3 6 50 SK-1MMDESC*^ SK-1MMDEDC*^ SK-1MMDEFM*^
9,5 4,7 6 49,7 SK-3MMSC SK-3MMDC SK-3MMFM
12,7 6,3 6 51,3 SK-5MMSC SK-5MMDC SK-5MMFM
16 8 6 53 SK-6MMSC SK-6MMDC SK-6MMFM
19 9,5 6 54,5 SK-7MMSC SK-7MMDC SK-7MMFM
25 12,7 6 57,7 SK-9MMSC SK-9MMDC SK-9MMFM
SK Burs - 90° Included Cone
D1 L1 D2 L2 DEG Singlecut Doublecut Alumacut
3 9,5 3 38 8° SL-41MMSC* SL-41MMDC* SL-41MMFM*
3 12,7 3 38 8° SL-42MMSC* SL-42MMDC* SL-42MMFM*
6 16 6 50 14° SL-1MMSC* SL-1MMDC* SL-1MMFM*
6 16 6 166 14° SL-1MML6SC SL-1MML6DC SL-1MML6FM
8 22 6 67 14° SL-2MMSC SL-2MMDC SL-2MMFM
9,5 27 6 72 14° SL-3MMSC SL-3MMDC SL-3MMFM
9,5 27 6 177 14° SL-3MML6SC SL-3MML6DC SL-3MML6FM
12,7 28 6 73 14° SL-4MMSC SL-4MMDC SL-4MMFM
12,7 28 6 178 14° SL-4MML6SC SL-4MML6DC SL-4MML6FM
16 30 6 75 14° SL-5MMSC SL-5MMDC SL-5MMFM
16 33 6 78 14° SL-6MMSC SL-6MMDC SL-6MMFM
19 38 6 83 14° SL-7MMSC SL-7MMDC SL-7MMFM
SL Burs - 14° Included Cone
D1 L1 D2 L2 DEG Singlecut Doublecut Alumacut
3 8,9 3 38 12° SM-41MMSC* SM-41MMDC* SM-41MMFM*
3 11 3 38 14° SM-42MMSC* SM-42MMDC* SM-42MMFM*
3 16 3 38 7° SM-43MMSC* SM-43MMDC* SM-43MMFM*
6,3 12,7 3 54 22° SM-51MMSC SM-51MMDC SM-51MMFM
6 12,7 6 50 22° SM-1MMSC* SM-1MMDC* SM-1MMFM*
6 19 6 50 14° SM-2MMSC SM-2MMDC SM-2MMFM
6 25 6 50 8° SM-3MMSC* SM-3MMDC* SM-3MMFM*
9,5 16 6 61 28° SM-4MMSC SM-4MMDC SM-4MMFM
12,7 22 6 67 28° SM-5MMSC SM-5MMDC SM-5MMFM
16 25 6 73 31° SM-6MMSC SM-6MMDC SM-6MMFM
SM Burs - Pointed Cone Shape
D1
L1
L2
D2
D1
L1
L2
D2
D1
L1
L2
D2
D1
L1
L2
D2
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
* Denotes Solid Carbide*^ Denotes Double End

001-727-726-5336www.mastercuttool.com
BURS36 www.mastercuttool.com 001-727-726-5336
Diemills
D1 L1 D2 L2 DEG Singlecut Doublecut Alumacut
2,5 3 3 38 10° SN-41MMSC* SN-41MMDC* SN-41MMFM*
3 4 3 38 10° SN-42MMSC* SN-42MMDC* SN-42MMFM*
6,3 6 3 44 10° SN-51MMSC SN-51MMDC SN-51MMFM
6 8 6 50 10° SN-1MMSC* SN-1MMDC* SN-1MMFM*
9,5 9,5 6 54,5 13° SN-2MMSC SN-2MMDC SN-2MMFM
12,7 12,7 6 57,7 28° SN-4MMSC SN-4MMDC SN-4MMFM
16 19 6 64 18° SN-6MMSC SN-6MMDC SN-6MMFM
19 16 6 61 30° SN-7MMSC SN-7MMDC SN-7MMFM
SN Burs - Inverted Cone
D1 L1 D2 L2 STD COARSE
3 12 3 38 M48000 M48020
4 12 4 50 M48100 M48120
5 16 5 50 M48200 M48220
6 18 6 50 M48300 M48320
8 22 8 63 M48400 M48420
10 25 10 63 M48500 M48520
Diemills
D1 L1 L1-1 D2 L2 Doublecut Singlecut
3 25 3 3 75 M22000 M22001
5 32 5 5 75 M22100 M22101
6 32 6 6 75 M22200 M22201
10 50 10 10 100 M22300 M22301
12 50 12 12 100 M22400 M22401
Piloted Diemills
D1 L1 D2 L2 Round Shank Tri-Shank
3 14 3 38 STBM-012 STBM-012T
6 50 6 75 STBM-013 STBM-013T
8 53 8 100 STBM-014 STBM-014T
10 75 10 100 STBM-015 ~
10 75 10 100 ~ STBM-015T
Tire Burs
* Denotes Solid Carbide
D1
L1
L2
D2
D1
L1
L2
D2
D1
L1
L2
D2
L1-1
D1
L1
L2
D2
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
Burs also available in Chipbreaker and
Diamondcut

001-727-726-5336www.mastercuttool.com
BURS37 001-727-726-5336 www.mastercuttool.com
D1 - Cutting DiameterL 1 - Cutting LengthD2 - Shank DiameterL 2 - Overall Length
D1 L1 D2 L2 Plain (A) Burend (B) Millend (C) Drillend (D)
1,5 5 3 38 FGRM1A FGRM1B FGRM1C FGRM1D
2 10 3 38 FGRM1-1A FGRM1-1B FGRM1-1C FGRM1-1D
3 12 3 38 FGRM2A FGRM2B FGRM2C FGRM2D
5 16 5 50 FGRM3A FGRM3B FGRM3C FGRM3D
5 16 6 50 FGRM4A FGRM4B FGRM4C FGRM4D
6 18 6 50 FGRM5A FGRM5B FGRM5C FGRM5D
6 18 6 63 FGRM6A FGRM6B FGRM6C FGRM6D
6 25 6 63 FGRM6-0A FGRM6-0B FGRM6-0C FGRM6-0D
6 18 6 75 FGRM6-1A FGRM6-1B FGRM6-1C FGRM6-1D
6 25 6 75 FGRM6-2A FGRM6-2B FGRM6-2C FGRM6-2D
6 38 6 75 FGRM6-3A FGRM6-3B FGRM6-3C FGRM6-3D
8 25 8 63 FGRM7A FGRM7B FGRM7C FGRM7D
10 25 10 63 FGRM8A FGRM8B FGRM8C FGRM8D
12 25 12 75 FGRM9A FGRM9B FGRM9C FGRM9D
Fiberglass Routers
Bur SetsBURS INCLUDED Singlecut Doublecut Alumacut
SA43, SA42, SC42, SC41, SD42, SE41, SF41, SG41, SH41, SJ41, SL42, SN42
SETM100MMWSC SETM100MMWDC ~
SA51, SB51, SC51, SD51, SE51, SF51, SG51, SM51, SN51
SETM110MMWSC SETM110MMWDC ~
SA1, SC1, SD1, SE1, SF1, SG1, SH1, SJ1, SK1, SL1, SM1, SN1
SETM120MMWSC SETM120MMWDC ~
SA1, SA3, SC1, SC3, SD1, SD3, SF1, SF3
SETM130MMWSC SETM130MMWDC SETM130MMWFM
SB1, SB3, SC1, SC3, SD1, SD3, SF1, SF3
SETM135MMWSC SETM135MMWDC SETM135MMWFM
SA3, SA5, SC3, SC5, SD3, SD5, SF3, SF5
SETM140MMWSC SETM140MMWDC SETM140MMWFM
SB3, SB5, SC3, SC5, SD3, SD5, SF3, SF5
SETM145MMWSC SETM145MMWDC SETM145MMWFM
SA5, SC3, SC5, SD5, SF3, SF5, SG3, SL4
SETM150MMWSC SETM150MMWDC SETM150MMWFM
SB5, SC3, SC5, SD5, SF3, SF5, SG3, SL4
SETM155MMWSC SETM155MMWDC SETM155MMWFM
SC3L6, SD3L6, SF3L6, SF5L6
SETM640MMWSC SETM640MMWDC SETM640MMWFM
Plain End Mill End
Bur End Drill End
Burs also available in Chipbreaker and Diamondcut

001-727-726-5336www.mastercuttool.com
BURS38 www.mastercuttool.com 001-727-726-5336
The Mastercut 48-Piece Countertop Display showcases 48 pieces of our popular burs. The burs are showcased in a high quality acrylic lexan display with locking back panel.
The set includes:
Doublecut Burs (3mm Shank)SA-51MMDC, SB-51MMDC, SC-51MMDC, SD-51MMDC, SE-51MMDC, SF-51MMDC, SG-51MMDC, SM-51MMDC, SN-51MMDC
Doublecut Burs (6mm Shank)SA-1MMDC, SA-3MMDC, SA-5MMDC, SC-1MMDC, SC-3MMDC, SC-5MMDC, SD-1MMDC, SD-3MMDC, SD-5MMDC, SE-1MMDC, SE-3MMDC, SE-5MMDC, SF-1MMDC, SF-3MMDC, SF-5MMDC, SG-1MMDC, SG-3MMDC, SG-5MMDC, SL-4MMDC, SL-3MMDC, SL-1MMDC, SM-5MMDC, SM-4MMDC, SM-3MMDC
AlumaCut Burs (6mm Shank)SA-1MMFM, SA-3MMFM, SA-5MMFM, SC-1MMFM, SC-3MMFM, SC-5MMFM, SD-5MMFM, SD-3MMFM, SE-5MMFM, SE-3MMFM, SF-5MMFM, SF-3MMFM, SF-1MMFM, SL-4MMFM, SL-3MMFM
Description Part Number
48 Piece Bur Display DISPLAY2-48
48 Piece Bur Display Without 3mm Shank Burs DISPLAY2-39
Bur Set Without Plastic Display DIS48-ND
The Mastercut 48-Piece Countertop Display
Description No. Of Pieces Part Number
Plastic Pouch 150 mm Shank SetIncludes: SD-3L6MMDC, SF-5L6MMDC, SF-3L6MMDC, SC-3L6MMDC
4 SET8170
Tire Bur SetIncludes: 270, 271, and 271/38 in Clamshell Case
3 SET-TB1
Tire Bur SetIncludes: 270, 270P, 271, and 271P in Clamshell Case
4 SET-TB2
24 Piece Display Includes: SA-5MMDC, SA-3MMDC, SA-1MMDC, SC-5MMDC,
SC-3MMDC, SC-1MMDC, SD-5MMDC, SD-3MMDC, SD-1MMDC, SE-5MMDC, SE-3MMDC, SE-1MMDC, SF-5MMDC, SF-3MMDC, SF-1MMDC, SG-5MMDC, SG-3MMDC, SG-1MMDC, SL-4MMDC, SL-3MMDC, SL-1MMDC, SM-5MMDC, SM-4MMDC, SM-3MMDC
24 DISPLAY2
15 Piece Alumacut Display Includes: SA-1MMFM, SA-3MMFM, SA-5MMFM, SC-1MMFM,
SC-3MMFM, SC-5MMFM, SD-3MMFM, SD-5MMFM, SE-3MMFM, SE-5MMFM, SF-1MMM, SF-3MMFM, SF-5MMFM, SL-3MMFM, SL-4MMFMSimilar to 24 Piece display but with 15 holes.
15SETBDIS250-FM
18 Piece 150mm Shank Bur DislpayIncludes: SC-5L6MMDC, SC-3L6MMDC, SC-1L6MMDC,
SE-5L6MMDC, SE-3L6MMDC, SE-1L6MMDC, SF-5L6MMDC, SF-3L6MMDC, SF-1L6MMDC, SC-5L6MMFM, SC-3L6MMFM, SC-1L6MMFM, SE-5L6MMFM, SE-3L6MMFM, SE-1L6MMFM, SF-5L6MMFM, SF-3L6MMFM, SF-1L6MMFM,
18 DISPLAY6-18
Additional Bur Sets
24 Piece Doublecut Bur Display
150mm Shank Bur Display
48 Piece Doublecut Bur Display
150mm Shank
Plastic Pouch
Tire Bur Set with Clamshell Case

001-727-726-5336www.mastercuttool.com 39 001-727-726-5336 www.mastercuttool.com
Diagramming is an essential part of manufacturing customized tools to your specifications. Routinely, samples from both our customers special items and our standard items are translated into AutoCAD format tool manufacturing prints. These prints are useful in maintaining accurate details of a tool for future measurements. Our tools are compared to these prints after each manufacturing cycle to ensure that the newly manufactured tools match the tools you purchased in the past.
At Mastercut Tool we take great pride in our high standards of quality control and in the accomplishments of your customers using our tools. Therefore, our bottom line is: Our customers’ success with our products is the measure of our success. From advanced
grinders and machinery, to great quality control personnel, our priority has always been providing you with the highest quality tools for your customers.
Quality Control
Mastercut Automated Production System or MAPS is a production control technique which utilizes Simulators, Measuring Equipment, and Grinding Equipment in a process that ensures that our tools are consistent from differing manufacturing dates. Our process starts with a simulated grinding of a tool on a “Cyber Grinding Computer”. Simulated grinding is faster and does not consume any physical resources. Upon a good simulation, a
real carbide test tool is ground. The test tool is then inspected using advanced automated inspection equipment and compared to previously saved geometry. If it meets our standards, it is then and only then that the tool will go into production and the program to grind the tool is saved on a separate production server to be used on all future tool manufacturing runs.
Mastercut Automated Production System (M.A.P.S.)
Diagramming
All of our tools receive a full inspection before being placed on our stock shelves. When the tool has finished the manufacturing cycle, it is given a detailed inspection of tool geometry. Every dimension is taken down, which includes general dimensions, such as radius and cutting edge length, and some not so common dimensions like secondary land width and rake angles. As tool complexity increases, so does the number of dimensions recorded. When the tool has passed the quality inspection, it then must go through another inspection while in cleaning and packaging. After cleaning and packaging, the tools are placed on our stock shelves awaiting your order.
Inspection
In August of 2003 Mastercut Tool Corp. obtained it’s
ISO 9001:2000 Certification
CERTIFIEDISO 9001:2000
Cutting Edge Technology
QUALITY PROGRAM

MC
T1
00
8-M
P
Don’t Forget to Check Out All Th at Mastercut Has to Off er
www.mastercuttool.com
Proudly Distributed by:
965 F. Harbor Lake Dr.Safety Harbor, FL 34695 USAPhone 001-727-726-5336Fax 001-727-725-2532Email [email protected]
www.mastercuttool.com
Mastercut Tool Corp. offers a full line of
solid carbide cutting tools, both standards
and special requests. Whether you are
cutting wood, exotic metals, acrylic, or any
other material, Mastercut has an ideal
solution for all of your cutting tool needs.
We can also sharpen your dull cutters,
regardless of manufacturer. Call or
E-mail us for more information.
01-2009-15-MU

Solid Carbide Router Bits2009 Catalog ~ Fractional CUT
TOOLCORP.
www.mastercuttool.com

D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-53362
Terms and Conditions of Sale
To OrderFaxed or e-mailed orders are required. Please specify quantity and EDP numbers.
Minimum Orders$50 for standard items, $200 for special orders. Orders below $50 are subject to a $7.50 handling fee.
Standard Payment TermsOverseas customers: Prepaid. US customers: Net 30 Days, pending credit approval, past due after 30 days from billing date.
FreightMinimum freight charge, $7.00. Orders totaling $1500 or more are shipped freight prepaid barring any special labeling or etching requirements. Freight is F.O.B. shipping point. A 1.5% special marking fee is available as an option to receive prepaid freight for privately marked or-ders exceeding $1500. Prepaid freight only applies to ground shipments within the US.
Special Tooling for your RequirementsWhen you need a non-standard tool for a specific job, give us a call. Requirements for special tooling or modifications of existing standard items will be given prompt, expert attention.
ResharpeningMastercut Tool Corp. employs skilled craftsmen and advanced equipment to provide excellent resharpening services. We can sharpen dull cutters regardless of the manufacturer. This is an excellent and efficient way to get new tool performance at a fraction of the cost. Please inquire about our resharpening price list.
Return PolicyWe do not accept returns on items which we do not maintain in stock. Returns are subject to a 15% re-stocking fee. No returns on specials. No returns will be accepted beyond 6 months from date of shipment.
Table of ContentsTechnical Information Page 3Wood Router Material Usage and Feed Rates Pages 4 - 51 Flute Pages 6 - 102 Flute Pages 11 - 193 Flute Pages 20 - 234 Flute Pages 24 - 25Trimmers, Finishers, and Routers Pages 26 - 27
For pricing information about the products shown in this catalog, please refer to the
Mastercut Router Bits Fractional Catalog’s Price List, or contact Customer Service via phone (727) 726-5336 or fax (727) 725-2532 or
Email at [email protected].
965 F. Harbor Lake Dr. Safety Harbor, FL 34695 USA
Phone: (727) 726-5336 Fax: (727) 725-2532
Email: [email protected]
Mastercut Tool Corp. has been providing tools and services to the Solid Carbide Cutting Tool industry
for over 22 years. Mastercut offers a large inventory of high quality Endmills - Burs - Drills -
Reamers - Routers and High-performance tools as well as providing special-order
customization services to our clients.
Visit www.mastercuttool.com for details about the wide range of products and services offered.
www.mastercuttool.comwww.mastercuttool.com
CERTIFIEDISO 9001:2008
Cutting Edge TechnologyMade in the U.S.A.

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com3
Wood Router Technical Information Straight Flute vs. Spiral Routers
Straight flute router bits are generally used for routing
plastics and other soft materials.
They are a great choice for hand feed
operations. Spiral flute router bits should only be used in automatic
feed operations. They are good for use on
all materials.
1 Flute routers are a good choice for soft materials. They provide a good finish, and are capable of faster feed rates.
2 Flute routers work well with harder materials, providing an excellent finish to the material.
Upcut, Downcut, and Compression Bits
Upcut routers are used when a good bottom finish is desired on the material. Chips flow in an upward direction.
Downcut routers produce the best finish to the top of the material. Chips flow in a downward direction.
Compression routers are best used when both top and bottom finish are important. They are best used with material that has laminate on both the top and bottom. Chips flow in a sideways direction.
Flute Types
Crescent PointCrescent points are typically found on 1 flute router bits. They are good for both plunging, and flat bottom cutting.
Plunge (Fishtail) Point
Plunge (Fishtail) points are the most commonly seen end points in the wood router industry. They are perfect when a rigid plunge point is required.
Endmill PointEndmill points are most often found on 3 and 4 flute routers. They are good for achieving smooth finish on a flat bottom surface, and are commonly used in the plastic routing industry.
Upcut
GoodBottom Finish
Downcut
GoodTopFinish
Compression
GoodTop and BottomFinish
Wood Router Edge (Cut Type) Finishes
Mat
eria
l Flo
w
Mat
eria
l Flo
w
Mat
eria
l Flo
w
Left Hand SpiralRight Hand Cut
Right Hand SpiralRight Hand Cut
Wood Router
Technical Information

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-53364
TOOL DESCRIPTION
SoftWoods
HardWoods
Soft Plywood
Hard Plywood
Particle Board
LaminatedParticleBoard
LaminatedPlywood
Soft DuctilePlastics
Hard BrittlePlastics
Fiber ReinforcedPlastics
Solid Surface
Materials
Plastic LaminatedMaterials
Aluminum
1 FLUTE ROUTERS Surface Inches per minute1 Flute Straight “V” Flute 100-
300100-250
100-250
100-250
100-250
~ ~ ~ ~ ~ ~ ~ ~
1 Flute Straight “O” Flute 100-300
~ ~ ~ ~ ~ ~ 350 300 ~ ~ ~ ~
1 Flute Straight “O” Flute (Soft Or Hard Plastics)
~ ~ ~ ~ ~ ~ ~ 350 300 ~ ~ ~ ~
1 Flute Upcut Spiral 150-300
150-300
~ ~ 150-300
~ ~ ~ ~ ~ ~ ~ ~
1 Flute “O” Flute Upcut Spiral (Soft Plastics) ~ ~ ~ ~ ~ ~ ~ ~ 200 ~ 100-180 ~ ~
1 Flute Upcut Spiral (Hard Plastics & Aluminum)
~ ~ ~ ~ ~ ~ ~ ~ ~ 100 ~ ~ 150
1 Flute “O” Flute Upcut Spiral (Hard Plastics) ~ ~ ~ ~ ~ ~ ~ 150 150 ~ 150-180 ~ ~
1 Flute Downcut Spiral 150-300
150-300
~ ~ 150-300
~ ~ ~ ~ ~ ~ ~ ~
1 Flute “O” Flute Downcut Spiral (Hard Plastics)
150-300
150-300
~ ~ 150-300
~ ~ ~ ~ ~ ~ ~ ~
1 Flute Downcut Spiral (Hard Plastics & Aluminum)
~ ~ ~ ~ ~ ~ ~ ~ ~ 150 ~ ~ 100
1 Flute “O” Flute Downcut Spiral (Soft Plastics) ~ ~ ~ ~ ~ ~ ~ 150 150 ~ 100-180 ~ ~
1 Flute Compression Spiral 100-600
100-600
100-600
100-600
100-500
100-600
100-600
~ ~ ~ ~ ~ ~
1 Flute Mortise Compression Spiral 100-600
100-600
100-600
100-600
100-500
100-600
100-600
~ ~ ~ ~ ~ ~
2 FLUTE ROUTERS2 Flute Straight Cut (Natural Wood & Hard Plastics)
200-400
200-400
200-400
200-400
200-400
~ ~ ~ ~ ~ ~ ~ ~
2 Flute Straight Cut (Hard Plastics) ~ ~ ~ ~ ~ ~ ~ ~ 250 150 ~ ~ ~
2 Flute “O” Flute Straight Cut (Soft Plastics) ~ ~ ~ ~ ~ ~ ~ ~ 250 150 150-200 ~ ~
2 Flute “O” Flute Straight Cut (Hard Plastics) ~ ~ ~ ~ ~ ~ ~ ~ 250 150 150-200 ~ ~
2 Flute Upcut Spiral 200-450
200-400
~ ~ 200-450
~ ~ 200 ~ ~ 150-200 ~ ~
2 Flute Upcut Spiral (Hard Plastics & Aluminum)
~ ~ ~ ~ ~ ~ ~ ~ ~ 150 150-200 ~ 150
2 Flute Upcut Spiral (High Impact) 200-450
200-400
~ ~ 200-450
~ ~ ~ ~ ~ ~ ~ ~
2 Flute “O” Flute Upcut Slow Spiral (Soft & Hard Plastics)
~ ~ ~ ~ ~ ~ ~ 275 250 ~ 150 ~ ~
2 Flute Upcut Spiral Chipbreaker Finisher
400-1500
400-1200
400-1400
400-1200
400-1000
~ ~ ~ ~ ~ ~ ~ ~
2 Flute Upcut Spiral Chipbreaker Finisher (High Impact)
400-1500
400-1200
400-1400
400-1200
400-1000
~ ~ ~ ~ ~ ~ ~ ~
2 Flute Downcut Spiral 200-450
200-400
~ ~ 200-450
~ ~ ~ ~ ~ 150-200 ~ ~
2 Flute Downcut Spiral (Hard Plastics & Aluminum)
~ ~ ~ ~ ~ ~ ~ ~ ~ 150 150-200 ~ 150
2 Flute Downcut Slow Spiral (Hard Plastics & Aluminum)
~ ~ ~ ~ ~ ~ ~ 300 275 ~ 150 ~ ~
2 Flute Downcut Spiral (High Impact) 200-450
200-400
~ ~ 200-450
~ ~ ~ ~ ~ ~ ~ ~
2 Flute Downcut Spiral Chipbreaker Finisher 400-1500
400-1200
400-1400
400-1200
400-1000
~ ~ ~ ~ ~ ~ ~ ~
2 Flute Downcut Spiral Chipbreaker Finisher (High Impact)
400-1500
400-1200
400-1400
400-1200
400-1000
~ ~ ~ ~ ~ ~ ~ ~
2 Flute Compression 400-1200
400-1000
400-1200
400-1000
400-800
400-1200
400-1000
~ ~ ~ ~ ~ ~
2 Flute Chipbreaker Finisher Compression 400-1500
400-1200
400-1400
400-1200
400-1000
400-1400
400-1200
~ ~ ~ ~ ~ ~
2 Flute Compression (High Wear) 400-1200
400-1000
400-1200
400-1000
400-800
400-1200
400-1000
~ ~ ~ ~ ~ ~
2 Flute Mortise Compression 400-1200
400-1000
400-1200
400-1000
400-800
400-1200
400-1000
~ ~ ~ ~ ~ ~
Wood Router Material Usage and Feed Rates
Material UsageFeed Rates

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com5
Material UsageFeed Rates
Material Usage and Feed Rates ContinuedTOOL
DESCRIPTIONSoft
WoodsHard
WoodsSoft
PlywoodHard
PlywoodParticleBoard
LaminatedParticleBoard
LaminatedPlywood
Soft DuctilePlastics
Hard BrittlePlastics
Fiber ReinforcedPlastics
Solid SurfaceMaterials
Plastic LaminatedMaterials
Aluminum
Surface Inches per minute3 FLUTE
ROUTERS 3 Flute Upcut Slow
Spiral Finisher200-600 200-500 ~ ~ 200-500 ~ ~ ~ 300 ~ 100-300 ~ ~
3 Flute Downcut Slow Spiral Finisher
200-600 200-500 ~ ~ 200-500 ~ ~ ~ 300 ~ 100-300 ~ ~
3 Flute Upcut Spiral Chipbreaker Finisher
500-1600
500-1500
700-1800 700-1600 600-1200
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Downcut Spiral Chipbreaker Finisher
500-1600
500-1500
700-1800 700-1600 600-1201
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Upcut Spiral (Hard Plastics)
~ ~ ~ ~ ~ ~ ~ ~ ~ 150 ~ ~ ~
3 Flute Upcut Slow Helix Ripper
700-1200
700-1200
700-1500 700-1500 600-1500
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Upcut Spiral High Helix Ripper
700-1200
700-1200
700-1500 700-1500 600-1500
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Upcut Spiral Hogger (High Impact)
700-1200
700-1200
700-1500 700-1500 600-1500
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Downcut Spiral (Hard Plastics)
~ ~ ~ ~ ~ ~ ~ ~ ~ 150 ~ ~ ~
3 Flute Downcut Slow Helix Ripper
700-1200
700-1200
700-1500 700-1500 600-1500
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Downcut Spiral High Helix Ripper
700-1200
700-1200
700-1500 700-1500 600-1500
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Downcut Spiral Hogger (High Impact)
700-1200
700-1200
700-1500 700-1500 600-1500
~ ~ ~ ~ ~ ~ ~ ~
3 Flute Compression
400-1200
400-1000
400-1200 400-1000 400-800 400-1200 400-1000 ~ ~ ~ ~ ~ ~
3 Flute Compression
(High Wear)
400-1200
400-1000
400-1200 400-1000 400-800 400-1200 400-1000 ~ ~ ~ ~ ~ ~
3 Flute Mortise Compression
400-1200
400-1000
400-1200 400-1000 400-800 400-1200 400-1000 ~ ~ ~ ~ ~ ~
4 FLUTE ROUTERS4 Flute Upcut Spiral
(Hard Plastics)~ ~ ~ ~ ~ ~ ~ ~ ~ 100-300 ~ ~ ~
4 Flute Upcut Combination Spiral (High Speed)
1000-1800
1000-1800
1200-3000
1200-2800
1000-2000
~ ~ ~ ~ ~ ~ ~ ~
4 Flute Downcut Spiral (Hard Plastics)
~ ~ ~ ~ ~ ~ ~ ~ ~ 150 ~ ~ ~
4 Flute Downcut Combination Spiral
(High Speed)
1000-1800
1000-1800
1200-3000
700-2200 1200-2800
~ ~ ~ ~ ~ ~ ~ ~
4 Flute Compression 500-1600
500-1500
700-2400 700-2200 600-1600
700-2400 700-2200 ~ ~ ~ ~ ~ ~
4 Flute Combination Compression
1000-1800
1000-1800
1200-3000
1200-2800
1000-2000
1200-3000 1200-2800
~ ~ ~ ~ ~ ~
4 Flute Mortise Compression
500-1600
500-1500
700-2400 700-2200 600-1600
700-2400 700-2200 ~ ~ ~ ~ ~ ~
SPECIALITY TOOLS
Diamond Burr Fiberglass Finisher
(Hard Plastics)
~ ~ ~ ~ ~ ~ ~ ~ ~ 125 ~ ~ ~
2 Flute Diamond Burr Fiberglass Finisher (Hard
Plastics)
~ ~ ~ ~ ~ ~ ~ ~ ~ 125 ~ ~ ~
Flush Trim Laminate Bit
(Plastic Laminate)
~ ~ ~ ~ ~ ~ ~ ~ ~ Hand Feed
~ ~ ~
7 Degree Bevel Laminate Bit
(Plastic Laminate)
~ ~ ~ ~ ~ ~ ~ ~ ~ Hand Feed
~ ~ ~

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
1 Flute Upcut Spiral (Soft Plastics)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 812-2101
3/16 3/4 1/4 2 812-2102
1/4 7/8 1/4 2-1/2 812-2103
1/4 1 1/4 2-1/2 812-2104
5/16 1-1/8 5/16 3 812-2105
3/8 1-1/8 3/8 3 812-2106
1/2 1-1/8 1/2 3 812-2107
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point Type: EndmillHelix Angle: 30°
1 Flute “V” Flute Straight CutD1 L1 D2 L2 Part#
1/8 1/2 1/4 2 812-1001
3/16 3/4 1/4 2 812-1002
1/4 7/8 1/4 2-1/2 812-1003
1/4 1 1/4 2-1/2 812-1004
5/16 1-1/8 5/16 3 812-1005
3/8 1-1/8 3/8 3 812-1006
1/2 1-1/8 1/2 3 812-1007
Material Finish-Top: GoodMaterial Finish-Bottom: Good
End Point Type: Crescent
1 Flute
6
1 Flute “O” Flute Straight Cut (Soft or Hard Plastics)D1 L1 D2 L2 Part#
1/8 5/16 1/4 2 811-1001
1/8 1/2 1/4 2 811-1002
1/8 1/2 1/4 2 811-1003 (Left Hand)
1/8 5/8 1/4 4 811-1004
1/8 1/2 1/8 2 811-1005
1/8 5/8 1/8 3 811-1006
5/32 9/16 1/4 2 811-1009
7/32 5/8 1/4 2-1/2 811-1014
3/16 3/8 1/4 2 811-1010
3/16 5/8 1/4 2 811-1011
3/16 5/8 1/4 2 811-1012 (Left Hand)
3/16 1 1/4 4 811-1013
3/16 5/8 3/16 2-1/2 811-1007
1/4 3/8 1/4 2-1/2 811-1015
1/4 3/4 1/4 2-1/2 811-1016
1/4 3/4 1/4 2-1/2 811-1017 (Left Hand)
1/4 3/4 1/4 3-1/2 811-1018
1/4 3/4 1/4 3-1/2 811-1019 (Left Hand)
1/4 1 1/4 3-1/4 811-1020
1/4 1-1/4 1/4 4 811-1008
3/8 5/8 3/8 2-1/2 811-1022
3/8 7/8 3/8 2-1/2 811-1023
3/8 1-5/8 3/8 6 811-1024
1/2 1 1/2 3 811-1025
1/2 1-5/8 1/2 4 811-1026
1/2 2-1/8 1/2 6 811-1027
Material Finish-Top: GoodMaterial Finish-Bottom: Good
End Point Type:Crescent

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com
1 Flute Upcut Spiral (Hard Plastics and Aluminum)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-2001
5/32 9/16 1/4 2 801-2002
3/16 5/8 1/4 2 801-2003
7/32 5/8 1/4 2-1/2 801-2004
1/4 3/4 1/4 2-1/2 801-2005
9/32 3/4 3/8 2-1/2 801-2006
5/16 13/16 3/8 2-1/2 801-2007
3/8 7/8 3/8 2-1/2 801-2008
7/16 1 1/2 3 801-2009
1/2 1 1/2 3 801-2010
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: EndmillHelix Angle: 30°
1 Flute “O” Flute Upcut Spiral (Soft Plastics)D1 L1 D2 L2 Part#
1/16 1/4 1/8 2 801-1701
1/16 1/4 1/4 2 801-1702
1/8 1/4 1/8 2 801-1703
1/8 1/4 1/4 2 801-1704
1/8 1/2 1/8 2 801-1705
1/8 1/2 1/4 2 801-1706
5/32 9/16 1/4 2 801-1707
3/16 3/8 3/16 2 801-1708
3/16 3/8 1/4 2 801-1709
3/16 5/8 1/4 2 801-1710
7/32 3/4 1/4 2-1/2 801-1711
1/4 3/8 1/4 2 801-1715
1/4 3/4 1/4 2-1/2 801-1712
1/4 1-1/4 1/4 3 801-1713
3/8 1-1/8 3/8 3 801-1714
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: CrescentHelix Angle: 21°
1 Flute “O” Flute Upcut Spiral (Hard Plastics)D1 L1 D2 L2 Part#
1/16 1/4 1/8 2 801-1609
1/16 1/4 1/4 2 801-1601
1/8 1/4 1/8 2 801-1610
1/8 1/2 1/8 2 801-1611
1/8 1/4 1/4 2 801-1602
1/8 1/2 1/4 2 801-1603
3/16 3/8 3/16 2 801-1612
3/16 5/8 3/16 2 801-1613
3/16 3/8 1/4 2 801-1604
3/16 5/8 1/4 2 801-1605
1/4 3/8 1/4 2 801-1614
1/4 3/4 1/4 2-1/2 801-1606
1/4 1-1/4 1/4 3 801-1607
3/8 1-1/8 3/8 3 801-1608
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: CrescentHelix Angle: 21°
1 Flute
7

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
1 Flute Downcut SpiralD1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-1901
3/16 3/4 1/4 2 801-1902
1/4 7/8 1/4 2-1/2 801-1903
1/4 1 1/4 2-1/2 801-1904
5/16 1-1/8 5/16 3 801-1905
3/8 1-1/8 3/8 3 801-1906
1/2 1-1/8 1/2 3 801-1907
1 Flute Downcut Spiral (Hard Plastics and Aluminum)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-1801
1/4 3/4 1/4 2-1/2 801-1802
5/16 13/16 3/8 2-1/2 801-1803
3/8 7/8 3/8 2-1/2 801-1804
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point Type: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point Type: EndmillHelix Angle: 30°
1 Flute
1 Flute “O’ Flute Downcut Spiral (Soft Plastics)D1 L1 D2 L2 Part#
1/8 1/2 1/8 2 801-1501
1/8 1/2 1/4 2 801-1502
3/16 5/8 3/16 2 801-1503
3/16 5/8 1/4 2 801-1504
1/4 3/4 1/4 2-1/2 801-1505
1/4 1-1/4 1/4 3 801-1506
3/8 1-1/8 3/8 3 801-1507
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point Type: CrescentHelix Angle: 21°
8

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com
1 Flute “O” Flute Downcut SpiralD1 L1 D2 L2 Part#
1/8 1/2 1/8 2 801-1408
1/8 1/2 1/4 2 801-1401
5/32 9/16 1/4 2 801-1402
3/16 5/8 3/16 2 801-1409
3/16 5/8 1/4 2 801-1403
7/32 3/4 1/4 2-1/2 801-1404
1/4 3/4 1/4 2-1/2 801-1405
1/4 1-1/4 1/4 3 801-1406
3/8 1-1/8 3/8 3 801-1407
Material Finish-Top: ExcellentMaterial Finish-Bottom: PoorEnd Point Type: CrescentHelix Angle: 22°
1 Flute
1 Flute Compression Spiral D1 L1 D2 L2 Part#
1/8 3/8 1/4 2-1/2 803-1201
3/16 5/8 1/4 2-1/2 803-1202
1/4 7/8 1/4 2-1/2 803-1203
3/8 1-1/8 3/8 3 803-1204
3/8 1-1/8 3/8 3 803-1204L - (Left Hand)
1/2 1 1/2 3 803-1207
1/2 1-1/8 1/2 3 803-1209
1/2 1-3/8 1/2 3-1/2 803-1211
1/2 1-5/8 1/2 3-1/2 803-1212
1/2 1-5/8 1/2 3-1/2 803-1213 (Left Hand)
5/8 2-1/4 5/8 4 803-1214
3/4 2 3/4 4 803-1215
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point Type: CrescentHelix Angle: 30°
9
1 Flute Veining BitD1 L1 D2 L2 Part#
1/16 1/4 1/4 1-1/2 801-2710
3/32 1/4 1/4 1-1/2 801-2711
1/8 1/4 1/4 1-1/2 801-2712
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
1 Flute Compression Hard SurfaceD1 L1 D2 L2 Part#
1/2 1 1/2 3 803-1208
1 Flute Compression Hard WoodD1 L1 D2 L2 Part#
1/2 1-1/8 1/2 3 803-1210
1 Flute Mortise Compression SpiralD1 L1 Mortise D2 L2 Part#
1/4 7/8 .175 1/4 2-1/2 803-1901
3/8 7/8 .188 3/8 3 803-1902
1/2 7/8 .200 1/2 3 803-1903
1/2 7/8 .200 1/2 3 803-1904 (Left Hand)
1/2 1-5/8 .200 1/2 3-1/2 803-1905
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point Type: CrescentHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point Type: CrescentHelix Angle: 30°
1 Flute
1 Flute Straight “O” Flute Edge RoundingD1 L1 D2 L2 Opening Radius
Small Diameter
Tip to Radius
Part#
1/4 3/8 1/4 2-1/2 5/32 1/8 .195 1/16 806-2001
1/4 3/8 1/4 2-1/2 7/32 3/16 .180 1/16 806-2002
1/4 3/8 1/4 2-1/2 9/32 1/4 .163 1/16 806-2003
1 Flute Spiral “O” Flute Edge RoundingD1 L1 D2 L2 Opening Radius
Small Diameter
Tip to Radius
Part#
1/4 3/8 1/4 2-1/2 5/32 1/8 .195 1/16 806-2101
1/4 3/8 1/4 2-1/2 7/32 3/16 .180 1/16 806-2102
1/4 3/8 1/4 2-1/2 9/32 1/4 .163 1/16 806-2103
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point Type: CrescentHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point Type: CrescentHelix Angle: 0°
10

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com 2 Flute
2 Flute Straight CutD1 L1 D2 L2 Part#
1/8 1/4 1/4 2 811-1801
3/16 3/8 1/4 2 811-1802
3/16 5/8 1/4 2 811-1803
3/16 5/8 1/4 2 811-1804 (Left Hand)
3/16 5/8 1/4 4 811-1805
1/4 3/8 1/4 2-1/2 811-1806
1/4 3/4 1/4 2-1/2 811-1807
1/4 3/4 1/4 2-1/2 811-1808 (Left Hand)
1/4 1-1/4 1/4 4 811-1809
3/8 5/8 3/8 2-1/2 811-1810
3/8 7/8 3/8 2-1/2 811-1811
3/8 7/8 3/8 2-1/2 811-1812 (Left Hand)
3/8 1-5/8 3/8 6 811-1813
1/2 1 1/2 3 811-1814
1/2 1 1/2 3 811-1815 (Left Hand)
1/2 2-1/8 1/2 6 811-1816
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point Type: Endmill
11
2 Flute Straight Cut (Natural Wood and Hard Plastics)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 811-1101
5/32 5/8 1/4 2 811-1102
3/16 3/4 1/4 2 811-1103
7/32 3/4 1/4 2-1/2 811-1104
1/4 7/8 1/4 2-1/2 811-1105
1/4 7/8 1/4 2-1/2 811-1106 (Soft Plastics)
1/4 1 1/4 2-1/2 811-1107
1/4 1-1/8 1/4 3 811-1108
9/32 1 5/16 2-1/2 811-1109
5/16 1-1/8 5/16 3 811-1110
5/16 1-1/8 1/2 3 811-1111
3/8 1-1/8 3/8 3 811-1112
3/8 1-1/4 3/8 3 811-1114
3/8 1-1/4 1/2 3 811-1115
7/16 1 1/2 3 811-1116
1/2 1-1/8 1/2 3 811-1117
1/2 1-1/4 1/2 3-1/2 811-1119
1/2 1-5/8 1/2 3-1/2 811-1120
17/32 1-1/8 1/2 3 811-1122
5/8 2-1/8 5/8 4 811-1123
3/4 1-5/8 3/4 4 811-1124
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point Type: Plunge (Fishtail)

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
2 Flute
2 Flute “O” Flute Straight Cut (Soft Plastics)D1 L1 D2 L2 Part#
1/8 5/16 1/4 2 811-1401
1/8 1/2 1/4 2 811-1402
1/8 5/8 1/4 4 811-1403
3/16 3/8 1/4 2 811-1404
3/16 5/8 1/4 2 811-1405
3/16 1 1/4 4 811-1406
1/4 3/8 1/4 2-1/2 811-1407
1/4 1 1/4 2-1/2 811-1408
1/4 1 1/4 2-1/2 811-1409 (Left Hand)
1/4 1 1/4 3-1/4 811-1410
1/4 1-1/4 1/4 4 811-1411
3/8 7/8 3/8 2-1/2 811-1412
3/8 1 3/8 4 811-1413
1/2 1 1/2 3 811-1414
1/2 1 1/2 4 811-1415
1/2 1-3/4 1/2 4 811-1416
1/2 2-1/8 1/2 6 811-1417
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point Type: Endmill
2 Flute Straight Flute“V” BottomD1 L1 D2 L2 Part#
3/16 5/8 1/4 2 805-1301
1/4 3/4 1/4 2 805-1302
3/8 3/4 3/8 2-1/2 805-1303
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point Type: Plunge (Fishtail)
12
2 Flute Straight “O” Flute Edge RoundingD1 L1 D2 L2 Opening Radius
Small Diameter
Tip to Radius
Part#
1/4 3/8 1/4 2-1/2 5/32 1/8 .195 1/16 806-2201
1/4 3/8 1/4 2-1/2 7/32 3/16 .180 1/16 806-2202
1/4 3/8 1/4 2-1/2 9/32 1/4 .163 1/16 806-2203
Designed for rounding the edge of sheets or parts.
They come in both single edge and double edge.
Usage: Edge rounding of partsMaterial: SP, HP, SSP
2 Flute Straight “V” Flute Edge RoundingD1 L1 D2 L2 Opening Radius
Small Diameter
Tip to Radius
Part#
3/8 3/8 3/8 2-1/2 5/32 1/8 .320 1/16 806-2301
3/8 3/8 3/8 2-1/2 7/32 3/16 .305 1/16 806-2302
3/8 3/8 3/8 2-1/2 9/32 1/4 .288 1/16 806-2303
3/8 1/2 3/8 2-1/2 13/32 3/8 .255 1/16 806-2304
1/2 3/8 1/2 3 5/32 1/8 .445 1/16 806-2305
1/2 3/8 1/2 3 7/32 3/16 .430 1/16 806-2306
1/2 3/8 1/2 3 9/32 1/4 .413 1/16 806-2307
1/2 5/8 1/2 3 17/32 1/2 .347 1/16 806-2308
Designed for rounding the edge of sheets or parts.
They come in both single edge and double edge.
Usage: Edge rounding of partsMaterial: SP, HP, SSP

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com2 Flute
13
2 Flute Rout and ChamferD1 L1 D2 L2 Part#
1/4 3/16 3/8 2-1/4 806-1101
3/8 3/16 1/2 3 806-1102
1/4 1/4 3/8 2-1/4 806-1103
3/8 1/4 1/2 3 806-1104
1/4 5/16 3/8 2-1/4 806-1105
3/8 5/16 1/2 3 806-1106
Designed to provide up to a 1/16” top face chamfer and a finished side edge on plastic sheets or parts.Usage: Rout and chamfer in plastic.Material: SP, HP
2 Flute Upcut SpiralD1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-2801
1/8 1/2 1/4 2 801-2802 (Left Hand)
5/32 1/2 1/4 2-1/2 801-2803
5/32 5/8 1/4 2 801-2804
3/16 3/4 3/16 2 801-2893
3/16 3/4 1/4 2 801-2843
3/16 3/4 1/4 2 801-2806 (Left Hand)
3/16 3/4 1/4 2-1/2 801-2807
7/32 3/4 1/4 2-1/2 801-2808
7/32 1 1/4 2-1/2 801-2809
1/4 7/8 1/4 2-1/2 801-2810
1/4 1 1/4 2-1/2 801-2812
1/4 1 1/4 2-1/2 801-2813 (Left Hand)
1/4 1-1/8 1/4 3 801-2814
9/32 1 5/16 2-1/2 801-2815
5/16 1-1/8 5/16 3 801-2816
5/16 1-1/4 5/16 3 801-2817
5/16 1-1/8 1/2 3 801-2818
5/16 1-1/8 1/2 3 801-2819 (Left Hand)
3/8 1 3/8 3 801-2820
3/8 1-1/8 3/8 3 801-2821
3/8 1-1/4 3/8 3 801-2823
3/8 1-1/4 3/8 3 801-2824 (Left Hand)
3/8 1-1/4 1/2 3 801-2825
7/16 1 1/2 3 801-2826
1/2 1-1/8 1/2 3 801-2827
1/2 1-1/4 1/2 3-1/2 801-2829
1/2 1-5/8 1/2 3-1/2 801-2830
1/2 1-5/8 1/2 3-1/2 801-2831 (Left Hand)
1/2 2-1/8 1/2 4 801-2833
17/32 1-1/8 1/2 3 801-2834
5/8 1-5/8 5/8 3-1/2 801-2835
5/8 2-1/8 5/8 4 801-2836
5/8 2-1/8 5/8 4 801-2837 (Left Hand)
3/4 1-5/8 3/4 4 801-2838
3/4 2-1/8 3/4 4 801-2839
3/4 2-1/8 3/4 4 801-2840 (Left Hand)
1 3 1 5 801-2841
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: Plunge (Fishtail)Helix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
2 Flute
14
2 Flute Upcut Spiral Chipbreaker FinisherD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-1201
1/2 1-1/8 1/2 3 802-1202
1/2 1-5/8 1/2 3-1/2 802-1203
1/2 2-1/8 1/2 4 802-1204
1/2 1-7/8 1/2 3-1/2 802-1205
5/8 2-1/8 5/8 4 802-1206
3/4 2-1/8 3/4 4 802-1207
2 Flute Upcut Spiral (Hard Plastics and Aluminum)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 802-2401
5/32 9/16 1/4 2 802-2402
3/16 5/8 1/4 2 802-2403
3/16 5/8 1/4 2 802-2404 (Left Hand)
7/32 5/8 1/4 2-1/2 802-2405
1/4 3/4 1/4 2-1/2 802-2406
1/4 3/4 1/4 2-1/2 802-2407 (Left Hand)
9/32 3/4 3/8 2-1/2 802-2408
5/16 13/16 3/8 2-1/2 802-2409
3/8 7/8 3/8 2-1/2 802-2410
7/16 1 1/2 3 802-2411
1/2 1 1/2 3 802-2412
2 Flute Upcut Spiral (High Impact)D1 L1 D2 L2 Part#
1/4 7/8 1/4 2-1/2 801-2901
3/8 1-1/8 3/8 3 801-2902
3/8 1-1/4 3/8 3 801-2903
1/2 1-1/4 1/2 3 801-2904
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point Type: EndmillHelix Angle: 30°
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: Plunge (Fishtail)
Helix Angle: 30°
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point Type: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com2 Flute
15
2 Flute Upcut Spiral Chipbreaker Finisher (High Impact)D1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-1901
1/2 1-1/8 1/2 3 802-1902
1/2 1-5/8 1/2 3-1/2 802-1903
1/2 2-1/8 1/2 4 802-1904
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: EndmillHelix Angle: 30°
2 Flute “O” Flute Upcut Slow Spiral (Soft and Hard Plastics)D1 L1 D2 L2 Part#
1/4 3/8 1/4 2-1/2 801-2601
1/4 3/4 1/4 2-1/2 801-2602
3/8 1 3/8 3 801-2603
1/2 1-1/8 1/2 3-1/2 801-2604
2 Flute Upcut Bottom SurfaceD1 L1 D2 L2 Part#
1/8 1/4 1/8 2 806-1401
1/8 1/4 1/4 2 806-1402
1/4 3/8 1/4 2 806-1403
3/8 5/8 3/8 2-1/2 806-1404
1/2 7/8 1/2 3 806-1405
2 Flute Upcut Ball Wood RoutersD1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-3401
1/8 1/2 1/4 3 801-3402
3/16 3/4 1/4 2 801-3403
3/16 3/4 1/4 3 801-3404
1/4 7/8 1/4 2-1/2 801-3405
1/4 1 1/4 4 801-3406
3/8 1-1/8 3/8 3 801-3407
3/8 1-1/4 3/8 4 801-3408
1/2 1-1/8 1/2 3 801-3409
1/2 1-1/2 1/2 5 801-3411
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point Type: EndmillHelix Angle: 11°
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentHelix Angle: 30°
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentHelix Angle: 30°
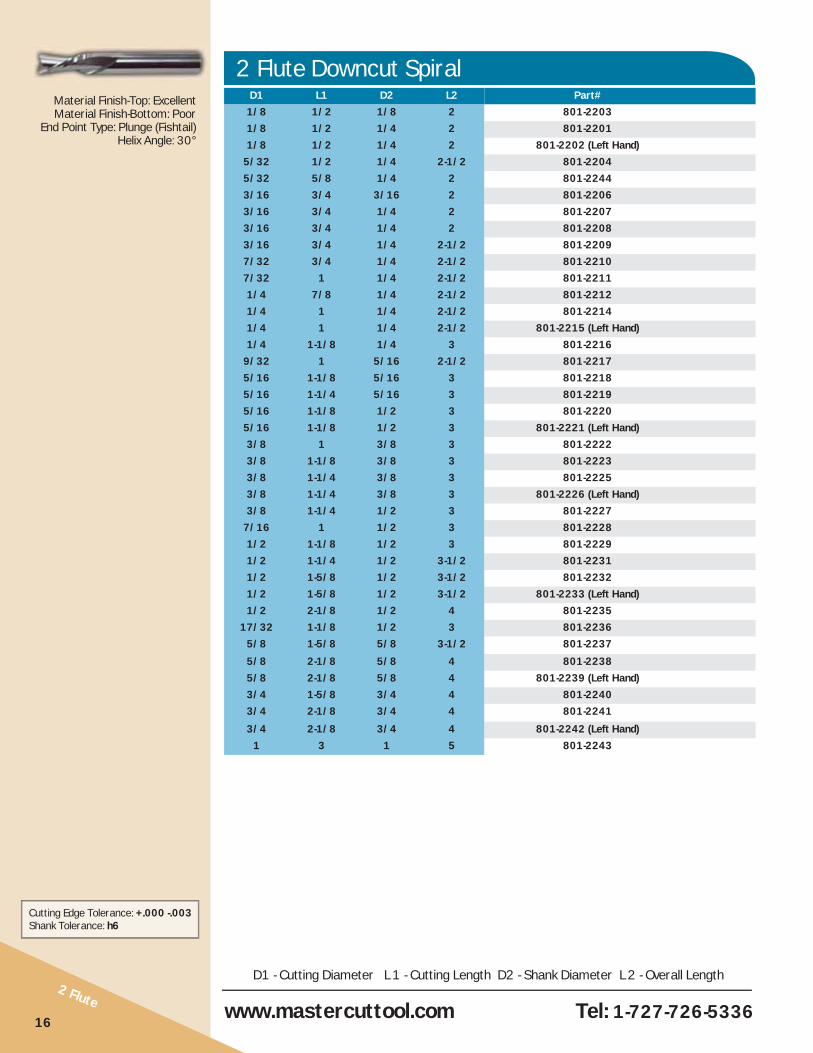
Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-53362 Flute
16
2 Flute Downcut SpiralD1 L1 D2 L2 Part#
1/8 1/2 1/8 2 801-2203
1/8 1/2 1/4 2 801-2201
1/8 1/2 1/4 2 801-2202 (Left Hand)
5/32 1/2 1/4 2-1/2 801-2204
5/32 5/8 1/4 2 801-2244
3/16 3/4 3/16 2 801-2206
3/16 3/4 1/4 2 801-2207
3/16 3/4 1/4 2 801-2208
3/16 3/4 1/4 2-1/2 801-2209
7/32 3/4 1/4 2-1/2 801-2210
7/32 1 1/4 2-1/2 801-2211
1/4 7/8 1/4 2-1/2 801-2212
1/4 1 1/4 2-1/2 801-2214
1/4 1 1/4 2-1/2 801-2215 (Left Hand)
1/4 1-1/8 1/4 3 801-2216
9/32 1 5/16 2-1/2 801-2217
5/16 1-1/8 5/16 3 801-2218
5/16 1-1/4 5/16 3 801-2219
5/16 1-1/8 1/2 3 801-2220
5/16 1-1/8 1/2 3 801-2221 (Left Hand)
3/8 1 3/8 3 801-2222
3/8 1-1/8 3/8 3 801-2223
3/8 1-1/4 3/8 3 801-2225
3/8 1-1/4 3/8 3 801-2226 (Left Hand)
3/8 1-1/4 1/2 3 801-2227
7/16 1 1/2 3 801-2228
1/2 1-1/8 1/2 3 801-2229
1/2 1-1/4 1/2 3-1/2 801-2231
1/2 1-5/8 1/2 3-1/2 801-2232
1/2 1-5/8 1/2 3-1/2 801-2233 (Left Hand)
1/2 2-1/8 1/2 4 801-2235
17/32 1-1/8 1/2 3 801-2236
5/8 1-5/8 5/8 3-1/2 801-2237
5/8 2-1/8 5/8 4 801-2238
5/8 2-1/8 5/8 4 801-2239 (Left Hand)
3/4 1-5/8 3/4 4 801-2240
3/4 2-1/8 3/4 4 801-2241
3/4 2-1/8 3/4 4 801-2242 (Left Hand)
1 3 1 5 801-2243
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point Type: Plunge (Fishtail)Helix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com 2 Flute
17
2 Flute Downcut Spiral Chipbreaker FinisherD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-1001
1/2 1-1/8 1/2 3 802-1002
1/2 1-5/8 1/2 3-1/2 802-1003
1/2 1-7/8 1/2 3-1/2 802-1004
1/2 2-1/8 1/2 4 802-1005
5/8 2-1/8 5/8 4 802-1006
3/4 2-1/8 3/4 4 802-1007
D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-2401
5/32 9/16 1/4 2 801-2402
3/16 5/8 1/4 2 801-2403
7/32 5/8 1/4 2-1/2 801-2404
1/4 3/4 1/4 2-1/2 801-2405
9/32 3/4 3/8 2-1/2 801-2406
5/16 13/16 3/8 2-1/2 801-2407
3/8 7/8 3/8 2-1/2 801-2408
7/16 1 1/2 3 801-2409
1/2 1 1/2 3 801-2410
2 Flute Downcut Spiral (Hard Plastics and Aluminum)
2 Flute Downcut Spiral (High Impact)D1 L1 D2 L2 Part#
1/4 7/8 1/4 2-1/2 801-2501
3/8 7/8 3/8 3 801-2502
3/8 1-1/8 3/8 3 801-2503
3/8 1-1/4 3/8 3 801-2504
1/2 1-1/4 1/2 3 801-2505
2 Flute Downcut Spiral Chipbreaker Finisher (High Impact)D1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-1801
1/2 1-1/8 1/2 3 802-1802
1/2 1-5/8 1/2 3-1/2 802-1803
1/2 2-1/8 1/2 4 802-1804
Material Finish-Top: GoodMaterial Finish-Bottom: PoorEnd Point Type: EndmillHelix Angle: 30°
Material Finish-Top: GoodMaterial Finish-Bottom: PoorEnd Point Type: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: PoorEnd Point Type: Plunge (Fishtail)Helix Angle: 30°
Material Finish-Top: GoodMaterial Finish-Bottom: PoorEnd Point Type: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
2 Flute
18
2 Flute “O” Flute Downcut Slow Spiral (Hard Plastics & Aluminum)D1 L1 D2 L2 Part#
1/4 3/8 1/4 2-1/2 801-2301
1/4 3/4 1/4 2-1/2 801-2302
3/8 1 3/8 3 801-2303
1/2 1-1/8 1/2 3-1/2 801-2304
2 Flute CompressionD1 L1 D2 L2 Part#
1/4 7/8 1/4 2-1/2 803-1409
3/8 1-1/8 3/8 3 803-1401
1/2 1 1/2 3 803-1402
1/2 1-1/8 1/2 3 803-1403
1/2 1-5/16 1/2 3 803-1411
1/2 1-3/8 1/2 3-1/2 803-1404
1/2 1-5/8 1/2 4 803-1405
5/8 2-1/4 5/8 5 803-1406
3/4 1-7/8 3/4 4 803-1407
3/4 2-1/2 3/4 5 803-1408
2 Flute Compression (High Wear)D1 L1 D2 L2 Part#
3/8 7/8 3/8 3 803-1301
3/8 7/8 3/8 3 803-1321*
1/2 7/8 1/2 3 803-1302
1/2 7/8 1/2 3 803-1322*
1/2 1-1/8 1/2 3 803-1308
1/2 1-1/4 1/2 3 803-1303
1/2 1-3/8 1/2 3-1/2 803-1304
1/2 1-5/8 1/2 3-1/2 803-1305
* Indicates Mortise Compression
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point Type: EndmillHelix Angle: 11°
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point: Endmill Helix Angle:30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com 2 Flute
19
2 Flute Mortise CompressionD1 L1 Mortise D2 L2 Part#
1/4 7/8 .188 1/4 2-1/2 803-2001
3/8 7/8 .188 3/8 3 803-2002
3/8 1-1/8 .188 3/8 3 803-2005
3/8 1-1/8 .188 3/8 3 803-2012 (Left Hand)
1/2 7/8 .200 1/2 3 803-2003
1/2 1-3/8 .200 1/2 3-1/2 803-2004
2 Flute Chipbreaker Finisher CompressionD1 L1 D2 L2 Part#
3/8 7/8 3/8 3 803-1001
3/8 1-1/8 3/8 3 803-1002
1/2 7/8 1/2 3 803-1014
1/2 1 1/2 3 803-1003
1/2 1-1/8 1/2 3 803-1004
1/2 1-3/8 1/2 3-1/2 803-1005
1/2 1-5/8 1/2 4 803-1006
5/8 2-1/4 5/8 5 803-1007
3/4 1-7/8 3/4 4 803-1008
2 Flute Ball Round Bottom - Slow HelixD1 L1 D2 L2 Part#
1/8 3/8 1/4 2 805-1351
3/16 5/8 1/4 2 805-1352
1/4 3/4 1/4 2 805-1353
3/8 3/4 3/8 2-1/4 805-1354
D1 L1 D2 L2 Part#
3/8 3/8 1/4 1-5/8 806-1501
2 Flute T - Slot Cutter
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: PoorEnd Point: BallHelix Angle: 3°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
3 Flute
20
3 Flute Straight Flute RouterD1 L1 D2 L2 Part#
1/8 1/2 1/4 2 811-1301
1/4 3/4 1/4 2-1/2 811-1302
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point: EndmillHelix Angle: 0°
3 Flute Upcut Spiral Millend (Hard Plastics)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-1201
3/16 5/8 1/4 2 801-1202
1/4 3/4 1/4 2-1/2 801-1203
3/8 1-1/4 3/8 3 801-1204
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point: EndmillHelix Angle: 30°
3 Flute Upcut Slow Spiral FinisherD1 L1 D2 L2 Part#
1/4 3/8 1/4 3 802-2501
1/4 7/8 1/4 3 802-2502
3/8 5/8 3/8 3 802-2503
3/8 1-1/8 3/8 3 802-2504
1/2 1-1/8 1/2 3-1/2 802-2507
1/2 1-5/8 1/2 4 802-2509
1/2 2-1/8 1/2 4-1/2 802-2510
3/4 1-5/8 3/4 4 802-2511
3/4 2-1/8 3/4 5 802-2512
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point: EndmillHelix Angle: 10°
3 Flute Upcut Spiral Chipbreaker FinisherD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-2101
1/2 1-1/8 1/2 3 802-2102
1/2 1-3/8 1/2 3-1/2 802-2103
1/2 1-5/8 1/2 3-1/2 802-2104
5/8 1-5/8 5/8 4 802-2105
3/4 1-5/8 3/4 4 802-2106
3/4 2-1/4 3/4 4 802-2107
3/4 3-1/8 3/4 6 802-2108
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com 3 Flute
21
3 Flute Upcut Slow Helix RipperD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3-1/2 802-1601
1/2 1-1/8 1/2 3-1/2 802-1602
1/2 1-5/8 1/2 4 802-1603
5/8 1-5/8 5/8 4 802-1604
5/8 2-1/8 5/8 5 802-1605
3/4 1-5/8 3/4 4 802-1606
3/4 2-1/8 3/4 5 802-1607
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 10°
3 Flute Upcut High Helix RipperD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3-1/2 802-1701
1/2 1-1/8 1/2 3-1/2 802-1703
1/2 1-5/8 1/2 4 802-1704
5/8 1-5/8 5/8 4 802-1705
5/8 2-1/2 5/8 5 802-1706
3/4 1-5/8 3/4 4 802-1709
3/4 2-1/8 3/4 5 802-1710
3 Flute Upcut Spiral Hogger (High Impact)D1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-2701
1/2 1-1/8 1/2 3 802-2702
1/2 1-5/8 1/2 3-1/2 802-2703
1/2 2-1/8 1/2 4 802-2704
3 Flute Downcut SpiralD1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-1001
3/16 5/8 1/4 2 801-1002
1/4 3/4 1/4 2-1/2 801-1003
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: PoorEnd Point: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
3 Flute
22
3 Flute Downcut Slow Spiral FinisherD1 L1 D2 L2 Part#
1/4 3/8 1/4 3 802-2301
1/4 7/8 1/4 3 802-2302
3/8 5/8 3/8 3 802-2303
3/8 1-1/8 3/8 3 802-2310
1/2 1-1/8 1/2 3-1/2 802-2311
1/2 1-5/8 1/2 4 802-2312
1/2 2-1/8 1/2 4-1/2 802-2307
3/4 1-5/8 3/4 4 802-2313
3/4 2-1/8 3/4 5 802-2309
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point: EndmillHelix Angle: 10°
3 Flute Downcut Spiral Chipbreaker FinisherD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-2001
1/2 1-1/8 1/2 3 802-2002
1/2 1-3/8 1/2 3-1/2 802-2003
1/2 1-5/8 1/2 3-1/2 802-2004
5/8 1-5/8 5/8 4 802-2005
3/4 1-5/8 3/4 4 802-2006
3/4 2-1/4 3/4 5 802-2007
3/4 3-1/8 3/4 6 802-2008
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point: EndmillHelix Angle: 30°
3 Flute Downcut Slow Helix RipperD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3-1/2 802-1401
1/2 1-1/8 1/2 3-1/2 802-1402
1/2 1-5/8 1/2 4 802-1404
5/8 1-5/8 5/8 4 802-1405
5/8 2-1/8 5/8 5 802-1406
3/4 1-5/8 3/4 4 802-1407
3/4 2-1/8 3/4 5 802-1408
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point: EndmillHelix Angle: 10°
3 Flute Downcut Spiral High Helix RipperD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3-1/2 802-1501
1/2 1-1/8 1/2 3-1/2 802-1503
1/2 1-5/8 1/2 4 802-1504
5/8 1-5/8 5/8 4 802-1505
5/8 2-1/8 5/8 5 802-1506
3/4 1-5/8 3/4 4 802-1509
3/4 2-1/8 3/4 5 802-1510
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com 3 Flute
23
3 Flute Downcut Spiral Hogger (High Impact)D1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 802-2201
1/2 1-1/8 1/2 3 802-2202
1/2 1-5/8 1/2 3-1/2 802-2203
1/2 2-1/8 1/2 4 802-2204
Material Finish-Top: GoodMaterial Finish-Bottom: PoorEnd Point: EndmillHelix Angle: 30°
3 Flute Mortise CompressionD1 L1 Mortise D2 L2 Part#
3/8 7/8 .200 3/8 3 803-2101
1/2 7/8 .200 1/2 3 803-2102
1/2 1-3/8 .200 1/2 3-1/2 803-2103
3/4 2 .200 3/4 4 803-2104
3 Flute CompressionD1 L1 D2 L2 Part#
3/8 1-1/8 3/8 3 803-1501
1/2 1-1/8 1/2 3 803-1502
1/2 1-5/8 1/2 3-1/2 803-1503
3/4 2 3/4 4 803-1504
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentHelix Angle: 30°End Point: Endmill
3 Flute Compression (High Wear)D1 L1 D2 L2 Part#
3/8 7/8 3/8 3 803-1601*
3/8 7/8 3/8 3 803-1621
* Indicates Mortise Compression
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentHelix Angle: 30°End Point: Endmill
3 Flute Upcut Lock MortiseD1 L1
Depth of Cut
D2 L2 Part#
5/8 2 4-1/2 5/8 6-1/2 802-1751
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentHelix Angle: 30°End Point: Endmill

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
4 Flute
4 Flute Upcut Spiral (Hard Plastics)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-1301
5/32 9/16 1/4 2 801-1302
3/16 5/8 1/4 2 801-1303
1/4 3/4 1/4 2-1/2 801-1304
4 Flute Upcut Combination Spiral (High Speed)D1 L1 D2 L2 Part#
1/2 1-1/8 1/2 3-1/2 804-1001
1/2 1-5/8 1/2 4 804-1002
1/2 2-1/8 1/2 4-1/2 804-1003
5/8 2-1/8 5/8 5 804-1004
3/4 2-1/8 3/4 5 804-1005
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point: EndmillHelix Angle: 30°
Material Finish-Top: PoorMaterial Finish-Bottom: Excellent
End Point: EndmillHelix Angle: 30°
24
4 Flute Downcut Spiral (Hard Plastics)D1 L1 D2 L2 Part#
1/8 1/2 1/4 2 801-1101
5/32 9/16 1/4 2 801-1102
3/16 5/8 1/4 2 801-1103
1/4 3/4 1/4 2-1/2 801-1104
4 Flute Downcut Combination Spiral (High Velocity)D1 L1 D2 L2 Part#
1/2 1-1/8 1/2 3-1/2 804-1101
1/2 1-5/8 1/2 4 804-1102
1/2 2-1/8 1/2 4 804-1103
5/8 2-1/8 5/8 5 804-1104
3/4 2-1/8 3/4 5 804-1105
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: Poor
End Point: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com 4 Flute
25
4 Flute CompressionD1 L1 D2 L2 Part#
1/2 1 1/2 3 803-1701
1/2 1-1/8 1/2 3 803-1702
1/2 1-3/8 1/2 3-1/2 803-1703
1/2 1-5/8 1/2 4 803-1704
5/8 2-1/4 5/8 5 803-1705
3/4 1-7/8 3/4 4 803-1706
3/4 2-1/2 3/4 5 803-1707
4 Flute Combination CompressionD1 L1 D2 L2 Part#
1/2 1 1/2 3 803-1801
1/2 1-1/8 1/2 3 803-1802
1/2 1-3/8 1/2 3-1/2 803-1803
1/2 1-5/8 1/2 4 803-1804
5/8 2-1/4 5/8 5 803-1805
3/4 1-7/8 3/4 4 803-1806
3/4 2-1/2 3/4 5 803-1807
4 Flute Mortise CompressionD1 L1 D2 L2 Part#
1/2 7/8 1/2 3 803-2201
1/2 1-3/8 1/2 3-1/2 803-2202
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
www.mastercuttool.com Tel: 1-727-726-5336
Trimmers and Fiberglass
Material Finish-Top: GoodMaterial Finish-Bottom: Good
End Point: Drill
D1 L1 D2 L2 Part#
1/4 1/4 1/4 1-1/2 805-1001
1/4 3/8 1/4 1-1/2 805-1000
Flush Trim Laminate Trimmer (Plastic Laminates)
D1 L1 D2 L2 Part#
1/4 1/4 1/4 1-1/2 805-1002
7° Bevel Laminate Trimmer (Plastic Laminates)
D1 L1 D2 L2 Part#
1/4 3/4 1/4 2-1/2 802-2601
1/4 1 1/4 3 802-2604
3/8 7/8 3/8 2-1/2 802-2605
1/2 1 1/2 3 802-2608
Diamond Bur Fiberglass Finisher (Hard Plastics)
26
D1 L1 D2 L2 Part#
1/4 3/4 1/4 2-1/2 802-2603
3/8 7/8 3/8 2-1/2 802-2607
1/2 1 1/2 3 802-2610
Aramid Router
Material Finish-Top: GoodMaterial Finish-Bottom: Good
End Point: EndmillHelix Angle: Upcut 20°,
Downcut 15°
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point: RoundHelix Angle: Straight
Material Finish-Top: ExcellentMaterial Finish-Bottom: Excellent
End Point: RoundHelix Angle: Straight

Cutting Edge Tolerance: +.000 -.003Shank Tolerance: h6
D1 - Cutting Diameter L 1 - Cutting Length D2 - Shank Diameter L 2 - Overall Length
Fax: 1-727-725-2532 www.mastercuttool.com
Material Finish-Top: GoodMaterial Finish-Bottom: GoodEnd Point: Drill
Material Finish-Top: PoorMaterial Finish-Bottom: ExcellentEnd Point: EndmillHelix Angle: 30°
Material Finish-Top: ExcellentMaterial Finish-Bottom: PoorEnd Point: EndmillHelix Angle: 30°
Trimmers and Fiberglass
D1 L1 D2 L2 Part#
3/8 5/8 3/8 3 801-1151
3/8 1-1/8 3/8 3 801-1152
1/2 5/8 1/2 3-1/2 801-1153
1/2 1-1/8 1/2 3-1/2 801-1154
4 Flute Downcut Fiberglass Router
D1 L1 D2 L2 Part#
1/4 3/4 1/4 2-1/2 802-2602
3/8 7/8 3/8 2-1/2 802-2606
1/2 1 1/2 3 802-2609
2 Flute Diamond Bur Fiberglass Finisher Drill End
D1 L1 D2 L2 Part#
3/8 5/8 3/8 3 801-1351
3/8 1-1/8 3/8 3 801-1352
1/2 5/8 1/2 3-1/2 801-1353
1/2 1-1/8 1/2 3-1/2 801-1354
4 Flute Upcut Fiberglass Router
27

Don’t Forget to Check Out All Th at Mastercut Has to Off er
009-2009-03A-UF
www.mastercuttool.com
Proudly Distributed by:
965 F. Harbor Lake Dr.Safety Harbor, FL 34695 USAPhone (727) 726-5336Fax (727) 725-2532Email [email protected]
www.mastercuttool.com
Mastercut Tool Corp. offers a full line of solid
carbide cutting tools, both standards and
special requests. Whether you are cutting
wood, exotic metals, acrylic, or any other
material, Mastercut has an ideal solution for
all of your cutting tool needs.
We can also sharpen your dull cutters,
regardless of manufacturer. Call or
Email us for more information.
105
CUTTOOLCORP.


















