

Defra, UK - Science Search - General enquiries on...
32
General enquiries on this form should be made to: Defra, Science Directorate, Management Support and Finance Team, Telephone No. 020 7238 1612 E-mail: [email protected] SID 5 Research Project Final Report SID 5 (Rev. 3/06) Page 1 of 32
Transcript of Defra, UK - Science Search - General enquiries on...

General enquiries on this form should be made to:Defra, Science Directorate, Management Support and Finance Team,Telephone No. 020 7238 1612E-mail: [email protected]
SID 5 Research Project Final Report
SID 5 (Rev. 3/06) Page 1 of 27

NoteIn line with the Freedom of Information Act 2000, Defra aims to place the results of its completed research projects in the public domain wherever possible. The SID 5 (Research Project Final Report) is designed to capture the information on the results and outputs of Defra-funded research in a format that is easily publishable through the Defra website. A SID 5 must be completed for all projects.
This form is in Word format and the boxes may be expanded or reduced, as appropriate.
ACCESS TO INFORMATIONThe information collected on this form will be stored electronically and may be sent to any part of Defra, or to individual researchers or organisations outside Defra for the purposes of reviewing the project. Defra may also disclose the information to any outside organisation acting as an agent authorised by Defra to process final research reports on its behalf. Defra intends to publish this form on its website, unless there are strong reasons not to, which fully comply with exemptions under the Environmental Information Regulations or the Freedom of Information Act 2000.Defra may be required to release information, including personal data and commercial information, on request under the Environmental Information Regulations or the Freedom of Information Act 2000. However, Defra will not permit any unwarranted breach of confidentiality or act in contravention of its obligations under the Data Protection Act 1998. Defra or its appointed agents may use the name, address or other details on your form to contact you in connection with occasional customer research aimed at improving the processes through which Defra works with its contractors.
Project identification
1. Defra Project code NF0606
2. Project title
New Resins Derived From Crops for the Manufacture of Composite Materials
3. Contractororganisation(s)
Keele UniversityKeele, StaffordshireST5 5BG
Cargill Oils and LubricantsCamp RoadWitham St HughesLincolnshire LN6 9TN
Boustead ConsultingBlack CottageWest GrinsteadHorshamWest Sussex RH13 8GH
Advance EnterprisesUnit 2, Brunel CourtEnterprise DriveFour AshesWolverhampton WV10 7DS
54. Total Defra project costs £ 116,894(agreed fixed price)
5. Project: start date................ 01 January 2005
end date................. 30 April 2006
SID 5 (Rev. 3/06) Page 2 of 27

6. It is Defra’s intention to publish this form. Please confirm your agreement to do so...................................................................................YES NO (a) When preparing SID 5s contractors should bear in mind that Defra intends that they be made public. They
should be written in a clear and concise manner and represent a full account of the research project which someone not closely associated with the project can follow.Defra recognises that in a small minority of cases there may be information, such as intellectual property or commercially confidential data, used in or generated by the research project, which should not be disclosed. In these cases, such information should be detailed in a separate annex (not to be published) so that the SID 5 can be placed in the public domain. Where it is impossible to complete the Final Report without including references to any sensitive or confidential data, the information should be included and section (b) completed. NB: only in exceptional circumstances will Defra expect contractors to give a "No" answer.In all cases, reasons for withholding information must be fully in line with exemptions under the Environmental Information Regulations or the Freedom of Information Act 2000.
(b) If you have answered NO, please explain why the Final report should not be released into public domain
Executive Summary7. The executive summary must not exceed 2 sides in total of A4 and should be understandable to the
intelligent non-scientist. It should cover the main objectives, methods and findings of the research, together with any other significant events and options for new work.
This project was intended to establish a supply chain towards commercialisation for adhesive resins prepared from rapeseed oil which had been developed on a laboratory scale under a previous DEFRA-funded LINK programme (Competive Industrial Materials from Non-Food Crops, 2003-05). These resins are intended to be used in the manufacture of a variety of commodity and added value composite materials such as MDF, laminate flooring and ceramic tiles. The commercial advantage is potentially huge if an appropriate biopolymer can be developed – it will be made from non-petroleum based resources and will be free of the carcinogen formaldehyde.
The objects and results of the projects are as follows:
(a) Scale up of the resin synthesis to a 1 metric tonne level. To accomplish this, we have engaged a specialist polymer manufacturer as sub-contractor (Industrial Copolymers Limited, Preston, Lancs). To minimise safety problems and cost, a modified procedure was developed which eliminated the need for ether as a solvent. A patent application covering this new process has been filed (application number 0515942.1, August, 2005) and the reaction has been successfully scaled up to 250 kg. No additional technical problems are envisaged in scale up to 1 tonne. However, further scale up was postponed until trial samples had been tested at possible industrial partners so that the composition of the resin could be fine tuned to an individual partner’s requirements.
(b) Market research to identify two potential industrial partners to collaborate in plant scale trials of resin. To do this, Oakdene Hollins (Aylesbury) were employed as sub-contractor. Four contacts were established during the grant period who expressed interest in assessing the resin:
Norbord is an international producer of wood-based panels. Norbord required a 10 tonne sample for trial purposes, and required some modification of the resin to improve water-repellent properties. As synthesis on this scale was beyond the budget of the project, this was not pursued.
Valspar is a global manufacturer of coatings and coating intermediates. Valspar expressed an interest in testing the solid resin for electrostatic coating of the interiors of food and drink containers. Samples were supplied in July 2005, but tests have yet to be carried out.
Mineral Industry Research Organisation is an umbrella research organisation representing a large number of firms in the construction and mining industries. They agreed to supply samples of quarry and other inorganic waste materials with a view to
SID 5 (Rev. 3/06) Page 3 of 27

using the resin to produce composite materials, thus reducing the cost of landfill disposal. This meeting took place in February 2006, but no samples have been received to date. ICI Paints are a global manufacturer of several brand name paints and finishes. A trial
paint formulation was supplied for testing in October 2005. Though initial tests were promising, ICI informed us in March 2006 that the project was not of sufficient priority for them to continue collaboration.
(c) Pricing of resin and life cycle analysis. The production costs of resin on a variety of scales was carried out by Oakdene Hollins. For a production of 10,000 tonnes per annum, the costs of materials and plant are £952 and £93 respectively, giving a total of £1045 per tonne. Plant costs were evaluated on a 15-year write off. A life cycle analysis was performed by Boustead Consulting. This was meant to include analysis of likely finished products, though this was not possible during the lifetime of the grant due to delays in establishing industrial collaborators. The life cycle analysis is therefore concerned only with the resin manufacture process. It represents an update of the life cycle analysis prepared in 2005 as part of the original LINK grant. Since then, the data used in these calculations have been refined and an increased number of industrial systems or parts of systems that approximate to the requirements of the Keele process have been analysed. At the same time, the Keele process has been modified and these modifications have also been taken into account. The principal conclusions are as follows:
The eco-profile calculations show that the production system remains a net consumer of carbon dioxide; that is, the carbon dioxide produced during processing is less than that absorbed during plant growth.
Compared with the original evaluation (2005), the process energy requirement has decreased by approximately 8 %. In part this is due to improved data quality but it also reflects changes within the process itself, namely changing to a one stage process and eliminating the use of solvents.
The production system shows no unusual emissions that could cause it to be identified as having undesirable environmental consequences.
Work on developing further industrial contacts for resin trials are continuing. Also, as a result of contacts made during this work, we have developed a collaboration involving the application of vernonia oil, a naturally occurring epoxide, in the manufacture of chemical intermediates.
Project Report to Defra8. As a guide this report should be no longer than 20 sides of A4. This report is to provide Defra with
details of the outputs of the research project for internal purposes; to meet the terms of the contract; and to allow Defra to publish details of the outputs to meet Environmental Information Regulation or Freedom of Information obligations. This short report to Defra does not preclude contractors from also seeking to publish a full, formal scientific report/paper in an appropriate scientific or other journal/publication. Indeed, Defra actively encourages such publications as part of the contract terms. The report to Defra should include: the scientific objectives as set out in the contract; the extent to which the objectives set out in the contract have been met; details of methods used and the results obtained, including statistical analysis (if appropriate); a discussion of the results and their reliability; the main implications of the findings; possible future work; and any action resulting from the research (e.g. IP, Knowledge Transfer).
SID 5 (Rev. 3/06) Page 4 of 27
A. INTRODUCTION
This project was intended to establish a supply chain towards commercialisation for adhesive resins prepared from rapeseed oil which had been developed on a laboratory scale under a previous DEFRA-funded LINK programme in 2003-05 (Competitive Industrial Materials from Non-Food Crops). These resins are intended to be used in the manufacture of a variety of commodity and added value composite materials such as MDF, laminate flooring and ceramic tiles. The commercial advantage is potentially huge if an appropriate biopolymer can be developed – it will be made from sustainable resources and will be free of the carcinogen formaldehyde. The output from the project will be used to develop a technology transfer package which will include fine tuning of the resin composition to maintain the performance of the composite materials, alteration of resin formulation to adapt to existing capital equipment and design of new plant where in-house resin production is the preferred alternative.
B. MODIFICATION OF SYNTHETIC PROCEDURE AND SCALE UP OF THE REACTION
The chemistry is based on the process developed in the previous LINK project (xxxx) in which rapeseed oil is transformed into the epoxidised oil through catalytic oxidation with H2O2. This is followed by ring opening with a poly(oxyethylene) acrylate to introduce a polymerisable group (the terminal methacrylate) and a functionality which generates water compatibility (the poly(oxyethylene) moiety). This acrylate monomer is then copolymerised with styrene and acrylic acid in water under free radical conditions to give an aqueous emulsion of about 30-40 % solids content.
Initial discussions with potential toll manufacturers identified one problem, namely that organic solvents were required in the first two reactions (dichloromethane and diethyl ether respectively). The development work carried out at the beginning of this project has now provided a completely solvent free process. Assuming recycling of the
SID 5 (Rev. 3/06) Page 5 of 27

tungsten catalyst, the process is efficient (90-100 % yields at each stage) and free of by-products; the only stoichiometric by-product is water, produced during the epoxidation reaction. Though containing 3 stages, the process can be carried out in a single pot without the necessity for transfer of intermediates.
Scale up was carried out by the sub-contractor Industrial Copolymers Limited (Preston) (www.incorez.com ). After initial laboratory scale trials at Industrial Copolymers, the whole process was scaled up to the 250 kg level in October, 2005. The resin produced was identical in properties to that produced on a laboratory scale. Previous work under the LINK programme had shown that this resin can be used to produce oriented strand board and other composite materials.
Industrial Copolymers are of the opinion that further scale up to a 1 tonne level should provide no further engineering or chemical problems of scale. Further scale up was, however, postponed until potential industrial collaborators were indentified. The process has several variables which might be altered to fine tune the formulation more closely to collaborator requirements.
Experimental details from the patent application procedures are give below.
(a) Epoxidation of rapeseed oil. Tungsten powder (4.95 g), 30 % aqueous hydrogen peroxide (40 ml) and water (40 ml) were heated at 50 oC for 30 minutes with stirring. Orthophosphoric acid (2.95 g) dissolved in water (20 ml) was then added dropwise to the mixture which was stirred at 50 oC for a further 15 minutes. This prepared catalyst solution was then added with stirring to a vessel containing rapeseed oil (1000 g), water (1500 ml), 30 % aqueous hydrogen peroxide (500 ml) and Adogen 464 (7.0 g) which had been preheated to 50 oC. On completion of the reaction (approximately 2 hours), the aqueous layer was removed and the epoxidised rapeseed oil was used without further purification (yield: 1050 g).
(b) Preparation of PEG modified rapeseed oil. A solution of boron trifluoride etherate (4.0 g) was added to polyethyleneglycol methacrylate 360 (157 g) (average number of ethylene oxide groups per polymer chain = 6) with stirring at room temperature. This solution was then transferred to a dropping funnel and added dropwise to a stirred flask containing epoxidised rapeseed oil (400 g) prepared as described in (a) above. After completion of the reaction, the crude product (557 g) was dispersed in water (3000 ml) to produce a monomer emulsion which was used directly in the emulsion polymerisation procedure set out below in (c).
(c) Preparation of the rapeseed oil based resin. An emulsion polymerisation reaction was carried out in a 5 litre baffled jacketed reactor equipped with a PTFE anchor stirring blade operating at 400 rpm. The monomer emulsion from (b) above was heated to 80 oC with vigorous stirring. A premixed solution of acrylic acid (128 g) in styrene (845 g) and a solution of potassium persulphate (23.6 g) in water (450 ml) were added simultaneously through separate feed streams over a period of 45 minutes. Efficient cooling was necessary to control the initially strong exotherm. The reaction was complete in approximately 3 hours (yield: 4970 g).
(d) Preparation of composite material (ceramic tiles). An emulsion polymer produced in accordance with (c) was blended with the Advance epoxy crosslinking agent at a ratio of 1 % of the solids content of the polymer. This mixture was then used to coat builders sand (500 g per tile, particle size: 90 – 180 m) through a combination of agitation and spraying to give a loading of 10 % by dry weight. The material was air dried until the water content was reduced to less than 3 % by weight. The dried material was packed into mild steel moulds (150 mm x 150 mm x 10 mm) and pressed at 160-180 oC on a Bradley & Turton press (press capacity - 100 tons on 45 cm diameter ram with 50 cm2 platens with an approximate pressure of 39 bar) for 5 minutes. The tiles were removed from the moulds after cooling.
(e) Preparation of composite material (oriented strand board).An emulsion polymer produced in accordance with (c) above was blended with the Advance epoxy crosslinking agent at a ratio of 1 % of the solids content of the polymer. This mixture was then used to coat the wood strands (450 – 490 g) through a combination of agitation and spraying to give a loading by dry weight of 10 %. The coated wood strands were then air dried to a water content below 3 %. The dried material was packed into a Caul box (300 mm x 300 mm) which in turn was placed on a woven steel Caul screen. This was pressed at 160-180 oC on a Bradley & Turton press (press capacity - 100 tons on 45 cm diameter ram with 50 cm2 platens with an approximate pressure of 39 bar) for 5 minutes to produce a board of 9 mm thickness which was removed from the Caul box after cooling.
SID 5 (Rev. 3/06) Page 6 of 27

C. MARKET RESEARCH AND INDUSTRIAL COLLABORATION
The market research work was carried out mainly be the sub-contractor Oakdene Hollins (Aylesbury) (www.oakdenehollins.co.uk ) who have an established reputation in the area of utilisation of sustainable resources. Most of the market research information which follows is taken from their final report dated May 2006 ( a complete copy can be supplied if required). Industrial collaborators were identified by Oakdene Hollins and Keele.
The primary driver for investigating an alternative resin system was the perceived toxicity concerns of formaldehyde as used in conventional resins. Residual formaldehyde emissions have been the subject of investigations over at least the last three decades, and recommended exposure limits have been gradually reduced. One of the major product groups affected by this drive has been oriented strand board (OSB), particle board and fibre board (MDF). Keele’s bioresin has been suggested as a replacement for the formaldehyde component. This survey has therefore sought to test the strength of health concerns in this area as a driver for movement to alternative systems, and also to identify alternative markets and product applications.
Hexion Chemicals (www.hexion.com ) is the largest manufacturer of formaldehyde and formaldehyde resins in the UK. They are very aware of the issues related to formaldehyde and monitor the potential impact of categorisation of formaldehyde as a carcinogen and the response of particle board manufacturers. For the foreseeable future, they perceive no issue with current resin systems which deliver required performance at very low cost. Standard IUPAC classifications apply a rating to emissions from construction products. Board makers have responded by driving down monomer levels such that new standards EO and Super EO now prevail. Depending on the type of wood, residual levels of formaldehyde now match the background level in timber. Hexion also supplies into a number of higher value markets such as laminates and glass fibre composite systems. It is more likely that alternative resins could displace conventional systems if they offer improved functionality. Examples of this might include water and heat resistance for laminates or improved thermal expansion properties for composites. Functional improvements are very application-related, and would need to be tackled individually.
Norbord (www.norbord.com ) are one of the largest manufacturers of particle and fibre board in the UK. Their view was that the full impact of decreasing exposure limits in HSE regulations had not yet manifested itself in changed processes. A ten-fold reduction in emissions would be required in industry. However, resin formulators were confident that modified urea-formaldehyde systems could yield this change with a good margin of safety. The cost impact of this change could be as high as 10-20 %. Subject to production of trial boards to their specification, Norbord expressed willingness to test the Keele resin on their plant, but only on a 10 tonne scale. This was outside the DEFRA budget for this project which budgeted for resin production on a maximum level of 1 tonne.
Several companies who produce moulded plastics for the medical and construction industry were surveyed who use acetal [poly(formaldehyde)] resins. There is a widespread awareness of the formaldehyde issue, but it does not appear to be an area of concern because resin formulators are seeking to drive down residual formaldehyde. These acetal resins have the important property of being self-lubricating. Replacement polymers would require lubricant additives such as MoS2 which may create more problems than they solve.
SID 5 (Rev. 3/06) Page 7 of 27

Valspar (www.valspar.com ) is one of the leading manufacturers of coatings worldwide and expressed an interest in testing the Keele resin as a coating for metal food containers. Can coating is a complex technical challenge involving b-directional functionality (protection of can and of food) and ultra-low toxicity. Technical and protracted food-grade testing is therefore required which would extend well beyond the scope of the project. As the coating would be done electrostatically, a solid rather than aqueous emulsion resin was required. Samples of the solid resin were forwarded to Valspar for evaluation; the results are still awaited. Industrial Copolymers are of the opinion that the scaled up industrial process could be altered to produce solid resin through the use of flocculating agents.
Mineral Industry Research Organisation (MIRO) (www.miro.org.uk) is an umbrella research organisation representing a large number of firms in the construction and mining industries. Following a meeting at Keele, they agreed to circulate details of the Keele resin to their participating organisations and to facilitate any potential collaborations. They also agreed to supply samples of some typical inorganic ceramic wastes for testing in the manufacture of composite materials. To date, no information on progress (or samples) has been received.
ICI Paints (www.icipaints.com) is a global producer of several brand name paints. They expressed an interest in looking at the Keele resin as a potential paint additive to further minimise the volatile organic compound (VOC) content of their products. A trial paint formulation was prepared and tested at ICI. Whilst the results were encouraging, ICI did not feel that this project came sufficiently high on their priority order of research projects to take it further at the present time.
The conclusion from the market research study is that there are insufficient drivers for manufacturers to switch from transitional formaldehyde containing resins in particle board and other commodity materials. These products are cost-driven, and conventional processes can be tightened to lower residual formaldehyde levels to meet foreseen requirements. The Keele bioresin is a much higher cost product that is unlikely to be competitive in this market. Paints and coatings are more attractive markets. There is an active technology development base with clear environmental and functional drivers, and less sensitivity to price over functionality. In the longer term, military applications could be a profitable line of enquiry. Here, cost is not an issue if a clear functional advantage can be demonstrated.
D. PRICING OF THE RESIN
This was performed by Oakdene Hollins. Costs exclude manpower and maintenance activities. Plant investment costs are provisional and highly dependent on location and synergy with existing infrastructure. Bulk raw materials for the resin process are:
rapeseed oil hydrogen peroxide methacrylic acid styrene PEG MMA
In addition, tungsten metal, o-phosphoric acid and Adogen 464 are required to generate the catalyst for the epoxidation step.
Prices for these materials should be evaluated in the context of the prevailing market situation and other environmental conditions. These are:
Weather: a major impact on yields and hence prices of natural products Oil prices: a major impact on the prices of synthetic organics, and likely to induce common mode
movement in prices. A smaller effect will manifest itself in agricultural products contingent on oil dependence, e.g. fertilisers and fuels.
Demand: local or global demand for alternative uses of raw materials will impact on price. Rapid expansion of biofuels or bioresins could disturb the market.
This report has examined the cost of production at scales from one tonne to 10,000 tonnes per annum. These predictions assume rapeseed oil is purchased on the open market such that volumes used for the Keele bioresin have relatively little impact on the overall market, and hence minimal disruption to regional pricing.
The question arises as to what scale of bioresin production would distort the market. The indigenous production of rapeseed in the UK is on an upward trend, and was around 1.6 Mt in 2004 (DEFRA). If converted to oil, the yield would be about 650 kt based on typical conversions of around 42 %. There is a significant international trade in rapeseed oil (known also as canola in North America) which substantially outweighs indigenous production through import into the UK, largely for food use. In continental Europe, rapeseed oil is a major feedstock for biodiesel.
SID 5 (Rev. 3/06) Page 8 of 27

A single plant of nominal 30 kt resin capacity (i.e. producing 10 kt of polymer as a 33 % solids emulsion) would require approximately 2.5 kt of rapeseed oil feedstock per annum. Clearly this scale is small and would not impact on prices. At this level, resin manufacture would be co-located with its own assets (i.e.resin manufacture would be adjacent to consumption) and highly integrated. A typical resin demand would be about 30 kt per annum of resin emulsion.
Based on a once-through process, water, Adogen 464 and phosphoric acid are lost in Stage 1 (epoxidation). The remaining reagents for Stages 2 and 3 are retained in the final product.
Table 1.1: Material lost in a once through process
1 tonne 100 tonne 1,000 tonne 10,000 tonne Tungsten powder [kg] 1.22 122 1,224 12,236 o-phosphoric acid [kg] 0.73 73 729 7,292 Water [t] 0.38 38 380 3,800 Adogen 464 [kg] 1.73 173 1,730 17,303 Water [t] 0.4 38.1 381 3807
Table 1.2: Total cost of a once though process (materials only)
1 tonne 100 tonne 1,000 tonne 10,000 tonne Total cost(£k) 115 1,005 9,520 Cost per tonne (£) 1,147 1,005 952
These costs are sensitive to disposal of the contaminated water at the end of Stage 1, estimated at £1 per tonne. This cost is variable, depending on the local water board and the level of contamination of the water.
If a 90% recovery rate of these materials could be achieved then the material costs are:
Table 1.3: Total cost of a process with 90% reagent recycle (materials only)
1 tonne 100 tonne 1,000 tonne 10,000 tonne Total cost (£k) 110 956 9,050 Cost per tonne (£) 1,100 956 905
The resin manufacture process is at a relatively early stage of development. Considerations of scale-up economics are clearly important in exploitation strategy and feasibility, but will be governed by limited knowledge of the issues likely to occur in practice at production volume. More importantly, costing based on current lab practices will “lock in” the technology development to a single route based on batch processing. Nevertheless, many industrial polymer routes are simple extrapolations from the laboratory. Therefore, we have considered basic flowsheet systems that could achieve the desired monomer and polymer manufacturing effects based on limited process data with gross assumptions including:
a batch process will be used that essentially replicates the laboratory practice. the plant will require steam and cooling water systems i.e. a green‐field site development. the lowest scale considered for industrial production is 100 t/yr. at small scale, all processes can be performed in the same vessel. at small scales, some fixed storages can be replaced by sale‐or‐return IBC deliveries. nominal equipment sizing (for pumps, heat exchangers etc.) has been applied because of no
thermodynamic data. the feasibility or desirability of use of certain reagents, such as peroxide, at large scale where other
reagents might be more preferable has not been challenged. significant recycling of water, solvents and catalysts will be necessary as throughputs increase.
Effluent treatment is not included. a range of plant throughputs has been accommodated by designing up to a maximum vessel size,
and flexing capacity by alterations to shift patterns. This means that the 10 kt plant is only slightly more expensive than 1 kt due to greater occupacity.
SID 5 (Rev. 3/06) Page 9 of 27
taking the capital cost of unit operations installation factors of up to eight have been used for small scale operation, and four at larger scale.
no provision has been made for product storage, as it is assumed built adjacent to the consuming plant.
A scale breakpoint of 10 k t/yr has been taken as the point where a switch to continuous processing becomes desirable, applying conventional understanding. (10 kt is also approximately the scale of a unit feeding an adjacent fibreboard factory).
An error of up to 40% may be present in these estimates, which are contingent on location, environment and unforeseen processing steps.
Table 1.4 below shows the effective plant cost against capacity with associated batch size (polymer and emulsion) coupled with assumed batch patterns. The continuous plant us assumed to be pro-rata 80 % as expensive per tonne of throughput due to probable plant intensification in the reaction area. Table 1.4: Cost of plant with scale
Scale: 0.1 kt 1 kt 10 kt 100 ktBase cost 598 2381 2787 8875
Scale factor 8 5.5 5 4Cost £k 4784 13094 13933 35499
Operating days per year 220 220 330 330Shifts 1 1 3 3
Batches per shift 1 1 2 -Batches per year 220 220 1980 -
Effective batch size (suspension) t 1.47 14.7 16.3 -Effective batch size
(polymer) t 0.45 4.5 5.0 -Cost per tonne per annum
(15 year write off) 3189 873 93 24
Operation at lower scales is unlikely to offer significant cost savings due to the fixed elements associated with plant construction. Annualised costs per tonne of product are very unattractive at these levels with conventional technologies.
Laboratory scale-ups would likely lead to highly sub-optimal large scale designs. We have therefore explored options that Keele or its partners may wish to consider further that could lead to designs of significantly lower cost, most notably the feasibility of applying process intensification to the epoxidation and polymerisation reactions. Such techniques offer the potential for radical changes in equipment demand, plant inventory and process responsiveness. In addition, with the core unit operation being a spinning disc reactor, reliable scaling to high capacities is possible. As an indication of the intensification possible, a 30 cm unit could process 1000 t/y (compared to a 2 m vessel postulated in this work). Reasons for doing this are not purely associated with cost. It is likely that bio-based resins will be subject to feedstock variability (seasonally or genetically based) one or two orders of magnitude greater than seen in petrochemical feedstocks. When applied at a commercial level, these variations may translate into consumer-sensitive resin performance variations. This will force resin manufacturers to tailor processing to compensate, which will be difficult with conventional high inventory processes. Alternatively, large buffering storages will be needed to facilitate feedstock smoothing. On the other hand, intensified processes operate with residence times of around 1 second, and with little or no hold-up. Processes are run on a feed-forward control system where the measured critical feedstock properties are used to anticipate process conditions to achieve required product properties. When combined with low inventory, this holds out the prospect of just-in-time manufacture of resin, plus the capability of instantaneously switching between grades. Under these conditions, resin manufacturers need not be constrained by consideration of differentiating commodity and specialty resins.
E. LIFE CYCLE ANALYSIS
Life Cycle Analysis (LCA) was performed by one of the partners (Boustead Consulting). As no specific end products were identified, the LCA was confined to an update of the resin manufacture process.
SID 5 (Rev. 3/06) Page 10 of 27

Irrespective of the extent of the system, data are generated for five main groups of parameters:
1. Energy and fuels2. Raw materials3. Emissions to air 4. Emissions to water5. Solid waste generated
The first two of these refer to the input side of any system and are used in resource conservation arguments. The last three refer to the output side of the system and are used in pollution arguments. As environmental arguments have become more sophisticated and as environmental performance has become more heavily regulated, the presentation of the data for the above five sets of parameters has also become more detailed (Figure 1).
Figure 1Development of the method for reporting energy. Energy data are in MJ and refer to the eco-profile for a liquid epoxy resin.
Originally the gross or cumulative energy would be expressed as a single number (141.7 MJ in Figure 1). However this single value is of little practical use because it is a mixture of thermal and electrical energy; electrical energy cannot usually be replaced by thermal energy and thermal energy, in developed countries, is usually derived from fossil fuels. Thus the first stage of the development was to move to level B in Figure 1 where thermal and electrical energy were reported separately.
This separation did not however last long because there was frequently confusion over whether these components referred to energy directly consumed by the materials processor or whether they also included the contribution used by the supplier of the fuel. As a consequence, results were reported, as in level C of Figure 2, where the energy delivered to the user was reported separately from that used by the fuel producer.
This system was satisfactory for industries handling metals and inorganics but it caused major problems for those industries handling organics such as the polymer and paper industries. The reason is that the materials used in the organic chemical industries are themselves fuels even though they are used as materials. Although these feedstock materials represent a consumption of resources, they are qualitatively different from consumption of the same resources as fuels. Essentially feedstock energy is rolled up for a period of time in the product but can be recovered at the end of the product's useful life. This problem was resolved as shown in Level D of Figure 1 by reporting fuel and feedstock energy separately.
The Keele system possesses two characteristics that are potentially of great value.
1. The basic raw material is renewable and is not subject to the same constraints as polymers based on fossil fuel resources.
2. The basic raw material is grown and therefore during growth absorbs carbon dioxide from the atmosphere. Provided that the eventual polymer can be produced without emitting more carbon dioxide than is absorbed during growth, the overall process is beneficial as it causes a reduction in greenhouse gases.
SID 5 (Rev. 3/06) Page 11 of 27
GROSS ENERGY
ELECTRICAL ENERGY
THERMAL ENERGY
141.7
25.3 116.4
FUELPRODUCTION
DELIVERED ENERGY
FUELPRODUCTION
DELIVERED ENERGY
17.3 8.0 4.7 111.7
FUEL FEEDSTOCK
42.669.1
TRANSPORT PROCESS0.6 68.5
A
B
C
D
E

To carry out the calculations it has been necessary to introduce data from similar industrial processes that have already been examined; this particularly applies to estimates of energy for various operations and ancillaries such as instrument compressed air. The main assumptions are therefore:
1. Since the process is oxidative no inert atmospheres are assumed to be needed.
2. Heating is assumed to be by indirect steam heating with a transfer coefficient of 60%.
3. The thermal capacity of a reaction vessel is assumed to be equal to that of the contents.
4. Heat losses from all causes is assumed to be 40% of input.
5. Cooling water is not refrigerated.
6. Electricity for stirring is similar to that used in the production of suspension PVC.
7. Electricity for materials transfer between reactors is similar to that for bulk PVC.
8. 50% of the tungsten in the catalyst is incorporated into the polymer. The remainder is discharged with the water effluent.
9. 50% of the phosphoric acid is discharged into the water effluent.
Table 2 shows the gross energy associated with the production of Keele polymer, Table 3 shows the corresponding breakdown in terms of fuels and feedstocks and Table 4 shows these same data in mass terms. The gross raw materials requirements are given in Table 5 and the demand for water resources is shown in Table 6. Table 7 gives the air emissions and Table 8 shows the corresponding carbon dioxide equivalents (global warming potential) of these air emissions. Table 9 gives the solid wastes generated and Table 10 gives these same solid wastes written in the EU format. Table 11 shows the gross water emissions.
Table 2Gross energy required to produce 1 kg of Keele polymer. (Totals may not agree because of rounding)
Fuel type Fuel prod'n Energy content Energy use Feedstock Total & delivery of delivered in energy energy energy fuel transport (MJ) (MJ) (MJ) (MJ) (MJ)Electricity 11.85 5.29 0.34 - 17.48Oil fuels 0.76 7.65 0.34 19.28 28.03Other fuels 0.57 11.51 0.04 52.53 64.66Totals 13.18 24.45 0.72 71.82 110.16
Table 3Gross fuels and feedstock required to produce 1 kg of Keele polymer. (Totals may not agree because of rounding)
Fuel type Fuel prod'n Energy content Fuel use Feedstock Total & delivery of delivered in energy energy energy fuel transport (MJ) (MJ) (MJ) (MJ) (MJ)Coal 3.96 3.23 0.08 0.03 7.30Oil 0.88 7.87 0.47 19.27 28.50Gas 4.36 12.54 0.09 12.24 29.23Hydro 0.28 0.18 <0.01 - 0.46Nuclear 3.41 1.53 0.07 - 5.01Lignite <0.01 <0.01 <0.01 - <0.01Wood <0.01 <0.01 <0.01 0.01 0.01Sulphur <0.01 <0.01 <0.01 0.04 0.04Biomass (solid) 0.06 0.06 <0.01 40.22 40.34Hydrogen <0.01 0.02 <0.01 - 0.02Recovered energy <0.01 -1.09 <0.01 - -1.09Unspecified <0.01 <0.01 <0.01 - <0.01Peat <0.01 <0.01 <0.01 - <0.01Geothermal 0.03 0.01 <0.01 - 0.04Solar <0.01 <0.01 <0.01 - <0.01Wave/tidal <0.01 <0.01 <0.01 - <0.01Biomass (liquid/gas) 0.12 0.05 <0.01 - 0.18Industrial waste 0.01 <0.01 <0.01 - 0.01Municipal Waste 0.06 0.03 <0.01 - 0.09
SID 5 (Rev. 3/06) Page 12 of 27

Wind 0.01 0.01 <0.01 - 0.02Totals 13.19 24.45 0.72 71.80 110.16
Table 4Gross fuels and feedstocks expressed as mass for the production of 1 kg of Keele polymer.
Fuel type Input in mgCrude oil 630000Gas/condensate 470000Coal 260000Metallurgical coal 340Lignite 260Peat 280Wood 580
Table 5Gross raw materials consumption for the production of 1 kg of Keele polymerrRaw material Input in mgAir 660000Animal matter <1B 550Barytes 33Bauxite 2400Bentonite 44Biomass (including water) 1100000Calcium sulphate (CaSO4) 11Chalk (CaCO3) <1Clay 7300Cr <1Cu 6Dolomite 11Fe 860Feldspar <1Ferromanganese 1Fluorspar 10Granite <1Gravel 3Hg 1Limestone (CaCO3) 8800Mg 2N2 56000Ni <1O2 14000Olivine 8Pb 3Phosphate as P2O5 10000Potassium chloride (KCl) 12000Quartz (SiO2) <1Rutile <1S (bonded) 3500S (elemental) 4700Sand (SiO2) 6200Shale 30Sodium chloride (NaCl) 170000Sodium nitrate (NaNO3) <1Talc <1Unspecified <1W 5200Zn 3
SID 5 (Rev. 3/06) Page 13 of 27

Table 6Gross water resources required for the production of 1 kg of Keele polymer
Source Use for Use for Totals processing cooling (mg) (mg) (mg)Public supply 24000000 15 24000000River canal 290000 520000 810000Sea 170000 5400000 5600000Well 15 33 48Unspecified 3200000 125000000 128000000Totals 27000000 131000000 158000000
SID 5 (Rev. 3/06) Page 14 of 27
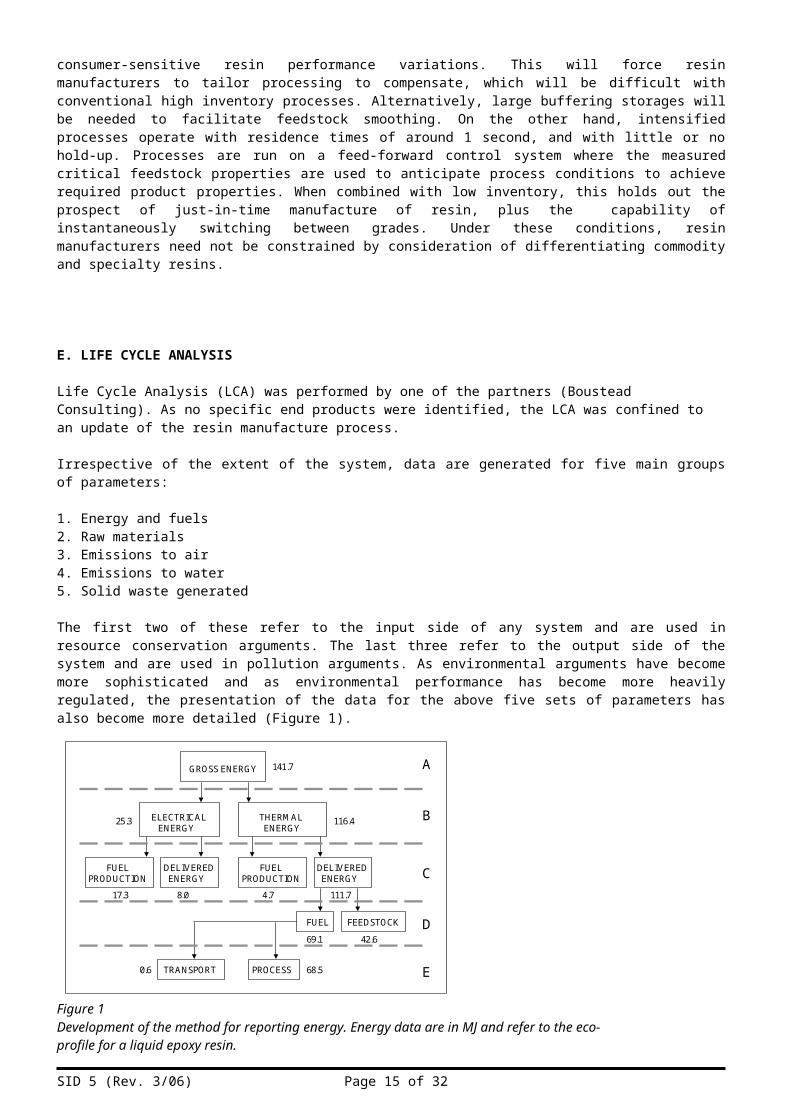
Table 7Gross air emissions associated with the production of 1 kg of keele polymer. (Totals may not agree because of rounding)
Emission From From From From From From Totals fuel prod'n fuel use transport process biomass fugitive (mg) (mg) (mg) (mg) (mg) (mg) (mg)dust (PM10) 800 290 16 320 - - 1400CO 2700 1300 180 310 - - 4500CO2 990000 1200000 27000 -2700000 1500 - -430000SOX as SO2 4800 4500 180 330 - - 9800H2S <1 - <1 <1 - - <1mercaptan <1 <1 <1 <1 - - <1NOX as NO2 2400 3500 270 280 - - 6500NH3 <1 - <1 690 - - 690Cl2 <1 <1 <1 24 - - 24HCl 110 27 <1 2 - - 140F2 <1 <1 <1 <1 - - <1HF 4 1 <1 <1 - - 5hydrocarbons not specified elsewhere
1000 680 72 670 - <1 2400aldehyde (-CHO) <1 - <1 <1 - - <1organics <1 <1 <1 140 - - 140Pb+compounds as Pb <1 <1 <1 <1 - - <1Hg+compounds as Hg <1 - <1 <1 - - <1metals not specified elsewhere 1 2 <1 <1 - - 3H2SO4 <1 - <1 <1 - - <1N2O <1 1 <1 830 - - 830H2 150 <1 <1 630 - - 770dichloroethane (DCE) C2H4Cl2 <1 - <1 5 - 2 7vinyl chloride monomer (VCM) <1 - <1 <1 - 1 1CFC/HCFC/HFC not specified elsewhere
<1 - <1 2 - - 2organo-chlorine not specified elsewhere
<1 - <1 150000 - - 150000HCN <1 - <1 <1 - - <1CH4 11000 520 <1 1700 - <1 14000aromatic HC not specified elsewhere
<1 - 1 49 - <1 50polycyclic hydrocarbons (PAH) <1 <1 <1 <1 - - <1NMVOC <1 - <1 81 - - 81CS2 <1 - <1 <1 - - <1methylene chloride CH2Cl2 <1 - <1 <1 - - <1Cu+compounds as Cu <1 <1 <1 <1 - - <1As+compounds as As - - - <1 - - <1Cd+compounds as Cd <1 - <1 <1 - - <1Ag+compounds as Ag - - - <1 - - <1Zn+compounds as Zn <1 - <1 <1 - - <1Cr+compounds as Cr <1 <1 <1 <1 - - <1Se+compounds as Se - - - <1 - - <1Ni+compounds as Ni <1 <1 <1 <1 - - <1Sb+compounds as Sb - - <1 <1 - - <1ethylene C2H4 - - <1 2 - - 2oxygen - - - <1 - - <1asbestos - - - <1 - - <1dioxin/furan as Teq - - - <1 - - <1benzene C6H6 - - - <1 - <1 <1toluene C7H8 - - - <1 - <1 <1xylenes C8H10 - - - <1 - <1 <1ethylbenzene C8H10 - - - <1 - <1 <1styrene - - - <1 - <1 <1propylene - - - <1 - - <1
SID 5 (Rev. 3/06) Page 15 of 27

Table 8Carbon dioxide equivalents corresponding to the air emissions associated with the production of 1 kg of Keele polymer
Type From From From From From From Totals fuel prod'n fuel use transport process biomass fugitive (mg) (mg) (mg) (mg) (mg) (mg) (mg)20 year equiv 1700000 1300000 27000 -2300000 1500 <1 660000100 year equiv 1300000 1200000 27000 -2400000 1500 <1 150000500 year equiv 1100000 1200000 27000 -2500000 1500 <1 -190000
Table 9Gross solid waste emissions associated with the production of 1 kg of Keele polymer. (Totals may not agree because of rounding).
Emission From From From From Totals fuel prod'n fuel use transport process (mg) (mg) (mg) (mg) (mg)Plastic containers <1 - <1 <1 <1Paper <1 - <1 1 1Plastics <1 - <1 520 520Metals <1 - <1 2 2Putrescibles <1 - <1 100 100Unspecified refuse 2000 - <1 <1 2000Mineral waste 220 - 330 27000 27000Slags & ash 15000 3100 130 650 19000Mixed industrial 1400 - 13 520 1900Regulated chemicals 2400 - <1 750 3200Unregulated chemicals 1800 - <1 1600 3500Construction waste <1 - <1 4 4Waste to incinerator <1 - <1 770 770Inert chemical <1 - <1 1600 1600Wood waste <1 - <1 11 11Wooden pallets <1 - <1 <1 <1Waste to recycling <1 - <1 290 290Waste returned to mine 50000 - 11 9900000 10000000Tailings 1 - 10 35000 35000Municipal solid waste -8100 - - <1 -8100Note: Negative values correspond to consumption of waste e.g. recycling or use in electricity generation.
SID 5 (Rev. 3/06) Page 16 of 27

Table 10Gross solid waste associated with the production of 1 kg of Keele polymer expressed in the EU solid waste format.
Emission Totals (mg)010101 metallic min'l excav'n waste 9900000010102 non-metal min'l excav'n waste 59000010304*acidic sulphide ore tailings 2400010305*other dangerous tailings 20000010306 non 010304/010305 tailings 15010308 non-010307 powdery wastes 76000010399 unspecified met. min'l wastes 2700010408 non-010407 gravel/crushed rock 10010410 non-010407 powdery wastes <1010411 non-010407 potash/rock salt 780010499 unsp'd non-met. waste <1010505*oil-bearing drilling mud/waste 2300010508 non-010504/010505 chloride mud 1800010599 unspecified drilling mud/waste 2000020107 wastes from forestry 11050106*oil ind. oily maint'e sludges <1050107*oil industry acid tars 120050199 unspecified oil industry waste 150050699 coal pyrolysis unsp'd waste 39060101*H2SO4/H2SO3 MFSU waste 1060102*HCl MFSU waste 1060204*NaOH/KOH MFSU waste <1060313*h. metal salt/sol'n MFSU waste 440060314 other salt/sol'n MFSU waste 29060399 unsp'd salt/sol'n MFSU waste 1300060404*Hg MSFU waste 13060405*other h. metal MFSU waste 110060499 unsp'd metallic MFSU waste 81060602*dangerous sulphide MFSU waste <1060603 non-060602 sulphide MFSU waste 9060701*halogen electrol. asbestos waste 20060702*Cl pr. activated C waste <1060703*BaSO4 sludge with Hg 5060704*halogen pr. acids and sol'ns 28060799 unsp'd halogen pr. waste 98070101*organic chem. aqueous washes 16070107*hal'd still bottoms/residues 110070108*other still bottoms/residues 170070111*org. chem. dan. eff. sludge <1070112 non-070111 effluent sludge <1070199 unsp'd organic chem. waste 990070207*polymer ind. hal'd still waste 530070208*polymer ind. other still waste 340070209*polymer ind. hal'd fil. cakes <1070213 polymer ind. waste plastic <1070214*polymer ind. dan. additives 200070215 non-0702130 additive waste <1070299 unsp'd polymer ind. waste 300080199 unspecified paint/varnish waste <1
continued over …..
SID 5 (Rev. 3/06) Page 17 of 27

Table 10 - continuedGross solid waste associated with the production of 1 kg of Keele polymer expressed in the EU solid waste format.
100101 non-100104 ash, slag & dust 17000100102 coal fly ash 820100104*oil fly ash and boiler dust 24100105 FGD Ca-based reac. solid waste <1100114*dangerous co-incin'n ash/slag 20100115 non-100115 co-incin'n ash/slag 33100116*dangerous co-incin'n fly ash <1100199 unsp'd themal process waste 58100202 unprocessed iron/steel slag 250100210 iron/steel mill scales 15100399 unspecified aluminium waste 10100501 primary/secondary zinc slags 1100504 zinc pr. other dust <1100511 non-100511 Zn pr. skimmings <1100899 unspecified o.n.f.m. waste <1101304 lime calcin'n/hydration waste 12150101 paper and cardboard packaging <1150102 plastic packaging 240150103 wooden packaging <1170107 non-170106 con'e/brick/tile mix <1170904 non-170901/2/3 con./dem'n waste 4190199 unspecified incin'n/pyro waste <1190905 sat./spent ion exchange resins 1600200101 paper and cardboard <1200108 biodeg. kitchen/canteen waste <1200138 non-200137 wood <1200139 plastics 280200140 metals 1200199 other separately coll. frac'ns -630200301 mixed municipal waste 5200399 unspecified municipal wastes -6100Note: 1. Negative values correspond to consumption of waste e.g. recycling or use in electricity generation.2. Entries with an asterisk (*) refer to hazardous substances as defined by EU Directive 91/689/EEC.
SID 5 (Rev. 3/06) Page 18 of 27

Table 11Gross water emissions associated with the production of 1 kg of keele polymer. (Totals may not agree because of rounding)
Emission From From From From Totals fuel prod'n fuel use transport process (mg) (mg) (mg) (mg) (mg)COD 3 - <1 560 560BOD <1 - <1 53 53Pb+compounds as Pb <1 - <1 <1 <1Fe+compounds as Fe <1 - <1 1 1Na+compounds as Na <1 - <1 7100 7100acid as H+ 2 - <1 3 5NO3- <1 - <1 16000 16000Hg+compounds as Hg <1 - <1 <1 <1metals not specified elsewhere <1 - <1 2400 2400ammonium compounds as NH4+ 2 - <1 130 130Cl- 1 - <1 11000 11000CN- <1 - <1 <1 <1F- <1 - <1 <1 <1S+sulphides as S <1 - <1 <1 <1dissolved organics (non-hydrocarbon) 1 - <1 5 6suspended solids 65 - 33 4100 4200detergent/oil <1 - <1 7 7hydrocarbons not specified elsewhere 5 <1 <1 <1 5organo-chlorine not specified elsewhere <1 - <1 <1 <1dissolved chlorine <1 - <1 <1 <1phenols <1 - <1 1 1dissolved solids not specified elsewhere <1 - <1 3600 3600P+compounds as P <1 - <1 1400 1400other nitrogen as N <1 - <1 2 2other organics not specified elsewhere <1 - <1 <1 <1SO4-- <1 - <1 840 840dichloroethane (DCE) <1 - <1 <1 <1vinyl chloride monomer (VCM) <1 - <1 <1 <1K+compounds as K <1 - <1 6 6Ca+compounds as Ca <1 - <1 31 31Mg+compounds as Mg <1 - <1 <1 <1Cr+compounds as Cr <1 - <1 <1 <1ClO3-- <1 - <1 30 30BrO3-- <1 - <1 <1 <1TOC <1 - <1 54 54AOX <1 - <1 <1 <1Al+compounds as Al <1 - <1 5 5Zn+compounds as Zn <1 - <1 <1 <1Cu+compounds as Cu <1 - <1 <1 <1Ni+compounds as Ni <1 - <1 <1 <1CO3-- - - <1 78 78B+compounds as B - - - 18 18As+compounds as As - - <1 <1 <1Cd+compounds as Cd - - <1 <1 <1Mn+compounds as Mn - - <1 <1 <1organo-tin as Sn - - <1 <1 <1Sr+compounds as Sr - - <1 <1 <1benzene - - - <1 <1dioxin/furan as Teq - - <1 <1 <1
SID 5 (Rev. 3/06) Page 19 of 27

The spectrum of values of energy used to produce 1 kg of a number of different materials (including the Keele polymer) is shown in Figure 1 below. Note that this include the energy costs of organic feedstocks.
Figure 1Typical average values of energy requirement for the production of 1 kg of a number of materials. For organic polymers, the feedstock energy has been included.
The major conclusions from the LCA can be summarised as follows:
1. The Keele polymer shows no unusual emission features that could cause it to be identified as having any undesirable environmental characteristics.
2. The overall production system is a net consumer of carbon dioxide; that is, the carbon dioxide generated during processing is less than the carbon dioxide absorbed by the rape seed plants during growth.
SID 5 (Rev. 3/06) Page 20 of 27
0
100
50
150
crude oil
ethylene
suspension PVC
polystyrene (xl)
ethylene glycol
low density polyethylenepolypropylene
hydrogen peroxide
Keele polymer
rape seed oilformaldehyde
glass containers
urea
PMMA
Nylon 66
ABS
PET
Cu
MDI
Wmelamine
liquid epoxy resins
silicones
MJ/
kg

3. The energy used by the Keele production system places the polymer at the lower end of the spectrum for engineering polymers but above the range commonly associated with the large tonnage polymers. Energy savings will be made as the present small scale system is upgraded to commercial production but, by analogy with many industrial systems, such saving are likely to be of the order of 25% and would still put the Keele polymers above the tonnage polymers.
4. The main contributors to energy are the rapeseed oil (44%) and the polyethylene glycols (41%). Since the LCA analysis from 2005, te process energy requirement has decreased by about 8 %. In part this is due to improved data quality, but it also reflects changes within the process itself, namely changing to a one pot process and eliminating the use of solvents.
F. FINANCIAL SUMMARY FOR NF0606
DEFRA
Project Code: NF0606Contract Number: CSA 6708
Summary Financial Report
Agreed Funding (per contract- all received) £116,894
Expenditure:
Claim 1 – 1st Jan 05 to 31st Mar 05 £20,843.99Claim 2 – 1st Apr 05 to 30th Jun 05 £24,588.52Claim 3 – 1st Jul 05 to 30th Sep 05 £24,953.08Claim 4 – 1st Oct 05 to 31st Dec 05 £44,826.32Final Claim – 1st Jan 06 to 30th Apr 06 £9,766.65
Total claims submitted (including In-Kind contributions) £124,978.56
Costs incurred since final claim submitted:
Consumables £246.25
Total Costs on DEFRA project (including in-kind contributions) £125,224.81
SID 5 (Rev. 3/06) Page 21 of 27

SID 5 (Rev. 3/06) Page 22 of 27

SID 5 (Rev. 3/06) Page 23 of 27

SID 5 (Rev. 3/06) Page 24 of 27

References to published material9. This section should be used to record links (hypertext links where possible) or references to other
published material generated by, or relating to this project.
SID 5 (Rev. 3/06) Page 25 of 26

1. See www.ost.gov.uk/link_RESINS.pdf for a summary of work done under the LINK programme “competitive Industrial Materials from Non-Food Crops (2003-05)
2. Patent Application No. 0515942.1 August 2005, “Glyceride Compounds and Uses Thereof: Rapeseed Oil-Based Resins for Composite Materials”.
SID 5 (Rev. 3/06) Page 26 of 26


















