Debris Management and Cleanout -...
49
Debris Management and Cleanout • Debris Categorization – Solids – Gunk (sludges, emulsions, viscous “liquids”, PIPE DOPE!) – Junk introduced into the hole Source: Wellcert www.GEKEngineering.com 1
Transcript of Debris Management and Cleanout -...
Debris Management and Cleanout
• Debris Categorization
– Solids
– Gunk (sludges, emulsions, viscous “liquids”,
PIPE DOPE!)
– Junk introduced into the hole
Source: Wellcert www.GEKEngineering.com 1

•Photograph (from Colombia) of cutter run.
www.GEKEngineering.com 2
Solids generated during the well
construction process typified by:
• barite due to mud settlement
• cuttings (cement and formation) due to
poor hole cleaning
• swarf from milling operations
• mill scale rust and other solids from
poorly prepared tubulars
www.GEKEngineering.com 3

Gunk from fluids used in the well
• pipe dope – tremendously damaging!
• viscous muds (milling fluids and
synthetic muds at low temperature)
• gelled oil based mud after mixing with
water
www.GEKEngineering.com 4
Junk introduced to the well:
• seals/elastomeric materials from BOP and
seal stacks
• cement plugs and float equipment after drill out
• perforation debris
• materials accidentally introduced e.g.: – wood from pallets
– dropped objects
– hoses
– tools
www.GEKEngineering.com 5
Junk introduced to the well:
• Paint
– During lab test in Germany,
(University of Hannover) we found
out that 1 ft2 of paint could plug
1 ft2 of screens.
•Sandro Sanchez Adrialpetro Ltd.
www.GEKEngineering.com 6

RISKS AND ISSUES
• Solids and junk result in inability to run the
completion (early setting of packers)
• Solids and gunk have both caused problems functioning CIV/FIV type valves requiring bailer runs or coiled tubing intervention
• Gunk may produce serious formation damage
• Junk and solids can both prevent future well intervention activity or stick perforating guns
• Debris on top of wireline plugs can prevent their recovery
www.GEKEngineering.com 7

The Well Patroller – one type of cleanup device designed to remove
debris from the well.
www.GEKEngineering.com 8
Learning
• Functioning the BOP with a clean fluid
in the well can introduce junk
• Mixing water, brines, and particularly
acid with OBM without suitable
surfactants/solvents creates
“insoluble” gunk (very viscous sludge)
that prevented packers being set
www.GEKEngineering.com 9

www.GEKEngineering.com 10

Best Practices – pt. 1
• Proper preparation of tubulars to eliminate rust and mill scale – polish prior to use.
• Careful fluid and hydraulic design to ensure effective hole cleaning and fluid compatibility
• The cleanliness of the wellbore should be confirmed by a gauge ring or drift sub using the clean up/workover string.
• Where there is concern about tubular condition (rust/mill scale/excessive doping/cement) pipe pickling should be considered.
www.GEKEngineering.com 11

TUBULAR: Size
Weight
Grade
3 1/2"
7.7#
L 80
4 1/2"
12.6#
L 80
5 1/2"
17#
L 80
7"
29#
L80
9 5/8"
47#
L80
Total Average Scale In Pounds
Per 1000ft.
81.31 38.98 165.31 147.17 194.88
Millscale Deposition In Pounds
Per Square Inch
0.00031 0.00011 0.0004 0.0002
8
0.00027
Source: Ramco, together with Robert Gordon's Institute of Technology, Wellcert
www.GEKEngineering.com 12

Mill Scale
• The formation of mill scale occurs on steel products in the
manufacturing process.
• When steel is heated to temperatures above approximately 600°C and
its surface comes into contact with an uncontrolled atmosphere,
oxidization takes place. When the steel is cooled down, the oxidization
appears as scale.
• Oxidization takes place on any surface in contact with air during the
manufacturing process. For tubular goods this means that both
internal and external surfaces are affected. The action of rolling the
pipe can force the scale to tightly adhere to the parent metal.
• Subsequent heat treatment to tubulars carried out in a furnace,
without a controlled atmosphere, will add further deposits of mill
scale.
www.GEKEngineering.com 13
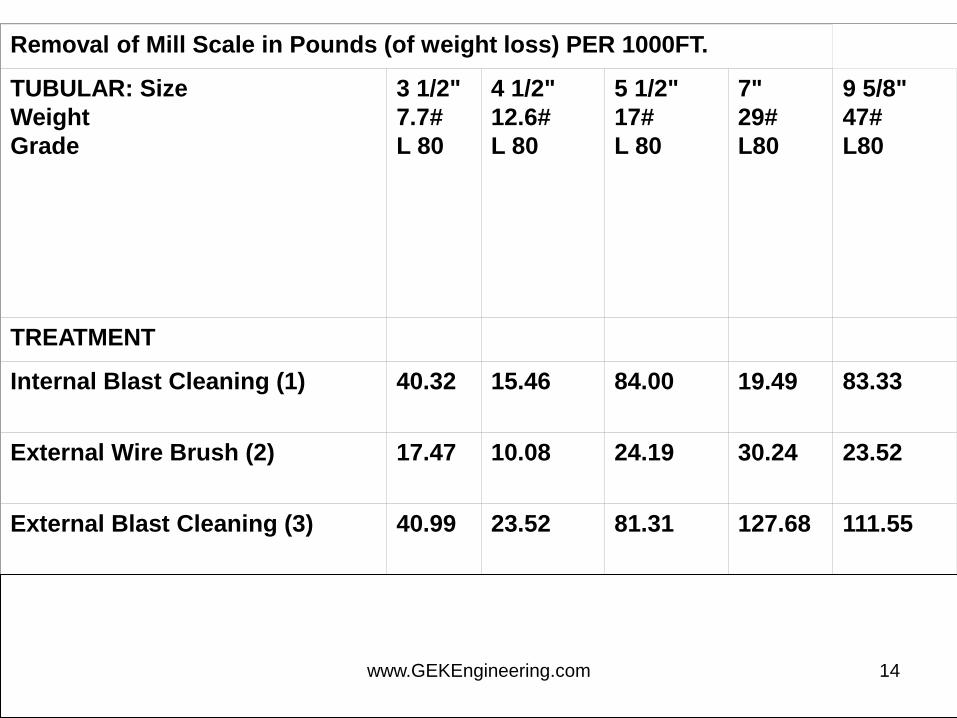
Removal of Mill Scale in Pounds (of weight loss) PER 1000FT.
TUBULAR: Size
Weight
Grade
3 1/2"
7.7#
L 80
4 1/2"
12.6#
L 80
5 1/2"
17#
L 80
7"
29#
L80
9 5/8"
47#
L80
TREATMENT
Internal Blast Cleaning (1) 40.32 15.46 84.00 19.49 83.33
External Wire Brush (2) 17.47 10.08 24.19 30.24 23.52
External Blast Cleaning (3) 40.99 23.52 81.31 127.68 111.55
Difference Between External
Blast and Wire Brush (3-2)
23.52 13.44 57.12 97.44 88.03
Total Millscale/Corrosion (1+3) 81.31 38.98 165.31 147.17 194.88 www.GEKEngineering.com 14

Scale Density
• 1 cubic inch of scale in air weighs
0.0614lbs.
• 1 cubic inch of scale in water weighs
0.0567lbs.
www.GEKEngineering.com 15
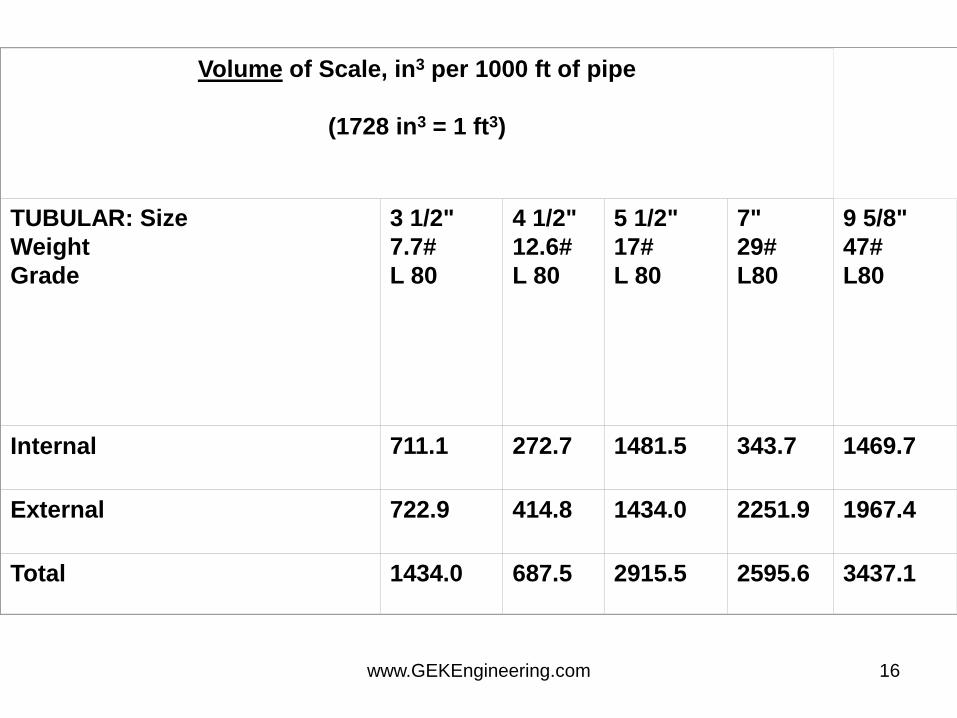
Volume of Scale, in3 per 1000 ft of pipe
(1728 in3 = 1 ft3)
TUBULAR: Size
Weight
Grade
3 1/2"
7.7#
L 80
4 1/2"
12.6#
L 80
5 1/2"
17#
L 80
7"
29#
L80
9 5/8"
47#
L80
Internal 711.1 272.7 1481.5 343.7 1469.7
External 722.9 414.8 1434.0 2251.9 1967.4
Total 1434.0 687.5 2915.5 2595.6 3437.1
www.GEKEngineering.com 16

Best Practices – pt 2.
• Use optimum dope (manufacturer’s
recommendation) and torque to spec.
Dope the pin, not the box.
• Function test BOP before placing on the
well
• Keep the hole covered when not in use
www.GEKEngineering.com 17
Tools for Cleanup
• casing scrapers to remove cement and
casing burs
• brushes to remove gunk and cement
• circulating subs to enable high circulating
rates to be used
• junk subs to remove solids and junk
• jetting assemblies
www.GEKEngineering.com 18
Circulating Spacers and
Displacement Pills • Displacement pills designed to ensure effective
mud displacement and water wetting of the casing in the event oil based muds are in use. Key roles:
• disperse and thin the drilling fluid (need compatibility with drilling fluids)
• lift out debris and junk
• water wet pipe
• remove pipe dope
• effectively displace the mud
www.GEKEngineering.com 19

Issues
• Well control is key in pill sequence (only possible to get thin, light fluids in turbulence
• Pumping fluids to displace OBM without suitable surfactant packages may result in insoluble sludge
• Low temps can affect surfactant effectiveness
• Pills in turbulence lose carrying capacity if annular velocity drops below that required for turbulence
www.GEKEngineering.com 20
Issues
• In high mud weight, risk of inducing barite sag
needs to be considered (displacement pills thin
the mud to the point it can no longer support
barite)
• HSE needs to be considered for all chemicals
used, mixtures of displacement pills and mud
have to be separated from the active mud and
packer fluid for disposal (zero discharge issues)
www.GEKEngineering.com 21
Learnings
• Conventional casing scrapers with spring actuated blocks have failed leaving junk in the hole or even a stuck tool. Conventional scrapers are not built for extended rotation or drilling. Scrapers work in reciprocation.
• Failure rate of multifunction ball opening circulating subs has been high in some regions.
• Weight actuated tools rely on maintaining weight set down on the tool to maintain the circulation path, all circulation is at one point. These tools should be run with the clutch option allowing drillpipe to be rotated independently of the pipe inside the liner.
www.GEKEngineering.com 22

Best Practices
• A casing scraper should create maximum contact with internal diameter of casing, (match strength of tools to string needs).
• Casing scrapers should enable rotation at rates up to 50 rpm. Scraper elements should be be capable of being lost in the hole.
• Circulating sub should be of weight set down type (clutch option).
• For a clean out strings in high angle cased and perforated well a debris recovery system is best.
• Casing brushes are not considered necessary if an effective scraper is selected. If a brush is used it should
be redressed after each application. www.GEKEngineering.com 23

Filtration
• Filtration removes solids to prevent build
up of solids and helps prevent plugging in
the formation.
• Two basic filtration systems are employed:
– cartridges (nominal or absolute)
– filter presses (Plate and Frame or Pressure
Leaf)
www.GEKEngineering.com 24

Gel sample as pumped
After Centrifuge
Suspended fines in
gravel pack or frac
gel – a problem?
Washouts in washpipe
(and screen) during
packing www.GEKEngineering.com 25
Risks and Issues
• Filtration can impact pump rate of completion fluids
• Filtration may be unnecessary cost in some wells, but should be assessed on a well-by-well basis (from potential damage mechanisms
• Filter presses have the advantage of high solids tolerance and throughput - units are large but cheap to operate.
• Cartridges used for small volumes of relatively clean material - smaller throughputs and less tolerance to dirty fluids, generally cartridges are more expensive
• Can be health and environmental risks associated with operating and disposing of filtration medium.
www.GEKEngineering.com 26

Learnings
1. Cartridge units are not usually appropriate for dirty or viscosified fluids
2. DE press materials require good HSE control
3. Tendency is to over-specify filtration requirements.
4. Don’t filter oil with a DE press.
5. Filtration less required when underbalance perforating(?)
6. Kill pills are usually not filtered
7. Absolute cartridge filters are 2-5 times cost of nominal – and usually worth it, but check bed filtration first.
www.GEKEngineering.com 27
Best Practices
• For general applications, coarse filtration to 80 microns is all that
should be considered when fluids do not penetrate the formation
• When a fluid penetrates the formation, filtration is more likely to be
required. Filtration should be tailored to the pore throat size of the
formation. A simple guide to setting a specification is 14% (1/7th) of
the average pore throat diameter
• Filtration below 2 microns is usually impractical
• Always use a guard filter downstream of a DE press
• For a DE press filtration, rate is approximately 1 bpm per 100 sqft for
sea water and 0.5 bpm per 100 sqft for a brine
www.GEKEngineering.com 28

Determination of Well
Cleanliness • The determination of how clean the well is usually based on the
cleanliness of fluids returning from the wellbore. The most
common measures are normal turbidity units (NTU) and solids
content, neither relate to what is left in the well.
• Junk baskets, gauge rings and the SPS WellPatroller do give
some positive indication of solids removal.
• Other indicators of a clean well are torque and drag (related to
the friction coefficient of fluid coating the casing walls) and
cleanliness of the clean up string when pulled.
www.GEKEngineering.com 29

Risks and Issues
• NTU (a light transmission test) measurements rely solely on the “cloudiness” of the fluids, corrosion products in return fluids give high values, NTU and solids content are not directly related. Solids content will only assess materials collected at the bottom of the test tube during centrifuging.
• Coloured water will give higher NTU values.
• Using sample sizes of a few mls, it is difficult to draw conclusions about a well with an annular volume of 500 bbl, 0.1% vol/vol solids equates to +/- 1 cuft of solids
deposited for tubing contents of 200 bbl.
www.GEKEngineering.com 30
Measurement Learnings
• To deal with rust color (or precipitation)
interference with NTU readings, add a
small amount of HCl after the first reading
and re-measure.
• If the junk basket is full, rerun.
www.GEKEngineering.com 31

Cleanup Best Practices and
Design Criteria, Pt 1 • A solids content of about 0.05% determined by an electric centrifuge
is acceptable for most operations. For gravel packing this should be
reduced to 0.02%.
• To determine solids content the standard tubes for sand content for
the centrifuge are not usually appropriate, centrifuge tubes with
more accurate calibrations should be obtained.
• NTU values should be used to track clean up with regular samples
taken for analysis of solids content at a later date.
• A target value of 50 NTU above surface pits should be used.
• For critical wells e.g. high angle wells/where milling has
occurred/previous problems with debris, a circulating junk basket
(e.g., the SPS WellPatroller is recommended).
www.GEKEngineering.com 32
Cleanup Best Practices and
Design Criteria, Pt 2 • Where the string is rotated during clean up the increase
in torque can be used as an indicator, the coefficient of friction in sea water/brine is more than twice that of OBM.
• Visual inspection of the clean up string, if it is mud free and water wet mud displacement has been successful, if the string is mud coated run a gauge ring/junk basket or SPS WellPatroller.
• For critical application (e.g. gravel pack) use particle size analysers on location, laser particle size systems are recommended.
www.GEKEngineering.com 33
Debris Removal Equipment
• Example tools:
– casing scrapers to remove dried mud, pipe
dope, cement and casing burs
– brushes to remove pipe dope, bacteria
colonies and cement
– circulating subs to enable high circulating
rates to be used
– junk subs to trap and remove solids
www.GEKEngineering.com 34

Equipment Risks and Issues
• Equipment failure may result in additional junk or a stuck clean up string, (not a common problem.
• There have been instances with casing scrapers and brushes where the clean out tool has introduced junk to the hole when these are not of a single piece construction or have retaining mechanisms for blocks.
• Circulating subs (particularly hydraulically operated) carry some risk associated with failing to close thus losing the ability to circulate to the bottom of the well.
• Some of the equipment is only available from niche / specialist suppliers which carries risks around QA/QC and tool availability.
• There is concern with running well clean up tools with minimum by pass area pushing large pieces of junk ahead and into CIV/FIV tools
www.GEKEngineering.com 35
Equipment Learnings
• Conventional casing scrapers with spring actuated
blocks have failed leaving junk in the hole or even a
stuck tool.
• Conventional scrapers are not built for extended
rotation or drilling. Scrapers work in reciprocation.
• Failure rate of multifunction ball opening circulating
subs has been high in some regions.
www.GEKEngineering.com 36

Equipment Learnings
• Weight actuated tools rely on maintaining weight set down on the tool to maintain the circulation path (all circulation is at one point). These tools should be run with the clutch option allowing drillpipe to be rotated independently of the pipe inside the liner. (Rotation assists cleanout)
• Recent experience with the SPS WellPatroller highlighted it is very effective at removing gunk and solids debris, this tool provides a level of assurance not available with any of the other tools (including conventional junk subs).
www.GEKEngineering.com 37
Best Practices and Design
• Casing scrapers should create maximum contact with ID of casing, be a one piece design with full drill pipe strength and no weak internal connections.
• Casing scrapers should enable rotation at rates up to 50 rpm, these should be of a design so that blocks are either retained in the body of the scraper. (UWG/Global) or are an integral design (SPS Razorback).
• The preferred circulating sub should be of the type utilising weight set down to function, with a clutch mechanism. If a reliable hydraulic tool is developed this may become preferable as it allows reciprocation with circulation.
• For clean out strings in high angle cased well a WellPatroller should be run (or if concern about debris or junk in the well).
• Casing brushes are not considered necessary if an effective scraper is selected. If a brush is used it should be redressed after each application.
www.GEKEngineering.com 38
Performance Best Practices
• A brine returns with an NTU < 30 above
value of fluid in pits is excellent
performance
• Clean returns after circulating < 150% of
hole volume is good performance
• Interface volumes between pills of <20 bbl
is excellent performance
www.GEKEngineering.com 39

Information Capture
• fluid designs and properties
• flow rates
• pill volumes and volumes circulated
• equipment used
• materials used and costs
• interface volumes
• pipe movement during displacement
• time breakdown
• fluids cleanliness v time during circulation
• surface clean up
• target vs actual
• pipe movement and torque
www.GEKEngineering.com 40

Will Circulating a Well Really Clean
It Out?
• Not necessarily.
• Clean-out efficiency depends on: – Ability to remove the solids from returning fluids;
– Fluid hydraulics - the flow rates in every section;
– Ability to disperse, then lift solids out of the well;
– Ability to effectively remove the dope, mud cake, residues, etc., from the pipe walls.
• Often, mechanical assistance is required!
• Pipe movement friction can increase as pipe becomes water wet.
www.GEKEngineering.com 41
Circulation Options
• Normal Circulation vs. Reverse Circulation
• Annular Velocity (AV) w/ rotation vs. AV w/no rotation
• Coiled Tubing vs. Drill Pipe
• Mud vs. Brine
• Ungelled vs. Gelled Brines
• Liquids vs. Foam
• N2 assistance vs. production gas lift
• Mechanical assistance (pumps)
www.GEKEngineering.com 42
First Considerations
• All liquids or solids?
• Type, size and density of solids?
• Casing and tubing sizes – bottom to top?
• Well trajectory, restrictions, deviation, depth, pressure limits?
• Reservoir fluids and pressure?
• Reservoir leakoff potential at cleanout rates?
• Location access limits, size and weight limit?
• Equipment availability?
• Experience availability?
www.GEKEngineering.com 43

•Photograph (from Colombia) of cutter run – dope,
rust, mud, etc.
www.GEKEngineering.com 44

Scrapers and Brushes – Physically
Cleaning the Well
• Available tools
• Damage potential
www.GEKEngineering.com 45

Effect of Scraping or Milling Adjacent to Open
Perforations
-60
-50
-40
-30
-20
-10
0
10
20
1 2
% C
ha
ng
e in
PI
Short Term PI Change
Long Term PI Change
Perfs not protected by
LCM prior to scraping
Perfs protected by
LCM
SPE 26042
One very detrimental action was running a scraper prior to packer
setting. The scraping and surging drives debris into unprotected
perfs.
www.GEKEngineering.com 46

Casing Scraper – Designed to
knock off perforation burrs,
lips in tubing pins, cement
and mud sheaths, scale, etc.
It cleans the pipe before
setting a packer or plug.
The debris it turns loose from
the pipe may damage the
formation unless the pay is
protected by a LCM or plug.
www.GEKEngineering.com 47

www.GEKEngineering.com 48

Iron accumulation on a
trench magnet.
www.GEKEngineering.com 49