
Debout sur les épaules des géants - …excerpts.numilog.com/books/9782124654048.pdf · La...
22
Debout sur les épaules des géants Les concepts par rapport aux mises en œuvre en production L’exemple de Hitachi Tool Engineering © Eliyahu M. Goldratt, 2008 Introduction Il est facile d’attribuer la popularité du Lean Manufacturing principalement au succès de Toyota. Sa réussite est indéniable. Actuellement, Toyota fabrique autant de voitures que le leader historique, General Motors, tout en réalisant des profits. Entre 2003 et 2005, Toyota a enregistré un bénéfice net de ses ventes 70 % plus élevé que la moyenne des industries. Alors que GM perdait de l’argent 1 . 1 http://moneycentral.msn.com/investor/invsub/results/compare.asp?Page=ProfitMargins&Sy mbol=TM
Transcript of Debout sur les épaules des géants - …excerpts.numilog.com/books/9782124654048.pdf · La...

Debout sur les épaules des géants
Les concepts par rapport aux mises en œuvre en production
L’exemple de Hitachi Tool Engineering© Eliyahu M. Goldratt, 2008
Introduction Il est facile d’attribuer la popularité du Lean Manufacturing principalement au succès de Toyota. Sa réussite est indéniable. Actuellement, Toyota fabrique autant de voitures que le leader historique, General Motors, tout en réalisant des profits. Entre 2003 et 2005, Toyota a enregistré un bénéfice net de ses ventes 70 % plus élevé que la moyenne des industries. Alors que GM perdait de l’argent1.
1 http://moneycentral.msn.com/investor/invsub/results/compare.asp?Page=ProfitMargins&Symbol=TM

XII
Le succès de Toyota est complètement attribué au Toyota Production System (TPS)2. Du moins c’est la conviction du management de Toyota, dont le principal défi est de transmettre le TPS, l’ADN de l’entreprise, à la génération future.
Étant donné que Toyota est l’étendard de l’industrie japonaise, on pourrait s’attendre à ce que le Lean soit largement implémenté au Japon. Curieusement, ce n’est pas le cas. Il est connu que, moins de 20 % des industriels ont mis en œuvre le Lean au Japon. Pourquoi ?
Ce n’est pas faute d’avoir essayé. Plusieurs entreprises japonaises ont consenti de sérieux efforts afin de mettre en place le Lean, mais sans succès. Un exemple parmi d’autres : Hitachi Tool Engineering. On ne saurait prétendre que leur échec dans l’implémentation du Lean est dû à un manque d’efforts sérieux. Cette entreprise a essayé, à plusieurs reprises, de mettre en place le Lean, mais la baisse des performances les a contraints à revenir en arrière avec des méthodes plus traditionnelles de gestion de la production.
De la même façon, le fait que la plupart des industries japonaises n’ont pas mis en œuvre le Lean ne peut pas être attribué à un manque de connaissances. Toyota s’était montrée plus que généreuse dans la diffusion du savoir-faire.
L’entreprise a mis tout le savoir TPS dans le domaine public, allant même jusqu’à inviter ses concurrents directs à visiter ses propres usines. Hitachi, comme beaucoup d’autres entreprises, a utilisé tout ce savoir-faire, et n’a pas hésité à demander l’aide des meilleurs experts.
Il existe une explication à ces échecs ; une raison qui apparaît clairement à tout observateur objectif d’une entreprise comme Hitachi Tool Engineering. L’échec est lié à la différence fondamentale des environnements de production. Quand Taiichi Ohno a développé le TPS, il ne l’a pas fait de manière abstraite. Bien au contraire, il l’a fait pour son entreprise. Pas étonnant que sa puissante application n’ait pas fonctionné dans des environnements de production fondamentalement différents. Pourtant, cela ne signifie pas que son travail ne peut pas être précieux dans d’autres environnements. Le génie d’Ohno se révèle pleinement quand nous considérons qu’il était confronté exacte-ment à la même situation. À cette époque, le système de production qui avait révolutionné la production, était la méthode des flux en ligne mise au point par Henry Ford. Le principe de Ford était déjà appliqué non seulement dans l’automobile, mais aussi dans d’autres industries comme les boissons et les munitions. Durant cette période, les organisations en flux pouvaient et même
2 Le système de production Toyota est devenu mondialement connu d’abord sous le nom de Just-In-Time (JIT) et plus tard comme le Lean Manufacturing. Toyota affirme que le Lean ne rend pas pleinement compte de son esprit TPS en raison des discordances dans les communications et les mises en œuvre variées.

XIII
devaient être implémentées dans des environnements où les volumes de production justifiaient l’attribution d’un équipement dédié à un seul type de produit. À chaque fois que les quantités de production n’étaient pas assez importantes, personne n’envisageait d’utiliser les lignes de production, personne, sauf Ohno.
Ohno a réalisé que les concepts à la base du système de Ford sont généra-lisables ; si l’application est limitée à certain type d’environnements, les principes sont universels. Ohno avait une vision claire pour démarrer à partir des concepts, le génie de concevoir une application à l’environnement de Toyota, où il n’est pas concevable de dédier une machine à la fabrication d’un produit, et aussi la ténacité de surmonter des obstacles considérables à la mise en œuvre d’une telle application. Le résultat est le TPS.
Plutôt que de se priver des précieux concepts, ou, pire encore, de forcer la mise en œuvre d’une application dans des environnements en apparence très différents, nous allons suivre la démarche d’Ohno.
Dans cet article, nous présentons :
► Les concepts fondamentaux du flux – ceux sur lesquels le Lean est fondé,
► Une application générale de ces concepts, qui peut être utilisée dans une gamme plus large d’environnements,
► Les résultats impressionnants obtenus par Hitachi Tool Engineering grâce à cette application.
Perspective historiqueLa production industrielle a été façonnée par deux grands penseurs, Henry Ford et Taiichi Ohno. Ford a révolutionné la production de masse en introduisant la chaîne de production. Ohno a fait progresser les idées de Ford à un niveau supérieur avec son TPS, un système qui a obligé toute l’industrie à modifier sa conception du stock, pour passer d’un actif à un passif.
Le point de départ de la réflexion de Ford repose sur l’idée qu’une production efficace s’obtient en améliorant le flux global du produit tout au long des opérations. Ses efforts pour améliorer le flux étaient si fructueux qu’en 1926, le temps de traitement entre l’extraction minière du fer et la réalisation d’une voiture complète, de 5 000 pièces, prête à livrer, était de 81 heures3 ! Quatre-vingts ans plus tard, aucun constructeur automobile au monde n’est capable de rivaliser, ou même d’approcher, ce délai, aussi réduit.
3 Ford, Henry, Today and Tomorrow, Productivity Press, 1988 (première édition 1926).

XIV
Le concept de flux implique que les stocks sont mobiles. Quand le stock ne bouge pas il s’accumule. L’accumulation du stock occupe de la place. Ainsi, une manière intuitive pour obtenir un meilleur flux, est de limiter l’espace réservé au stock. À cet effet, Ford a limité l’espace alloué aux en-cours entre chaque deux postes de travail. Ceci est l’essence même des lignes en flux comme le prouvent les premières qui ne disposaient d’aucun moyen mécanique, aucun tapis roulant, pour transporter le stock d’un poste de travail à un autre.
La nature audacieuse de la méthode fordienne se révèle lorsqu’on se rend compte que la conséquence directe de la limitation d’espace est que lorsque la zone est saturée, les ouvriers qui l’approvisionnent doivent s’arrêter de produire. Par conséquent, pour atteindre une organisation en flux, Ford a dû supprimer l’efficience locale. En d’autres termes, les lignes en flux font un pied de nez à la sagesse conventionnelle, celle qui affirme que, pour être efficace, chaque ouvrier et chaque centre de charge doivent être occupés à 100 % du temps.
On pourrait croire que le fait d’empêcher des ressources de travailler en continu diminuera le « throughput » (le débit de sortie) de l’unité de production. Cet effet indésirable aurait pu se produire si Ford s’était contenté de limiter l’espace de stockage. Néanmoins, le fait de limiter cet espace a eu un autre effet. Il a permis de mettre en évidence les vrais problèmes qui compromettent le bon fonctionnement du flux – quand un poste de travail en ligne s’arrête pour une période prolongée, aussitôt, l’ensemble de la ligne s’arrête. Ford a profité d’une meilleure visibilité pour mieux équilibrer le flux en repérant et en éliminant les arrêts apparents4. Le résultat final de la suppression de l’efficience locale et de l’équilibrage du flux a été une augmentation du « throughput ». Henry Ford a obtenu le plus fort « throughput » par ouvrier jamais atteint dans l’industrie automobile en ces temps-là.
Pour résumer, les lignes en flux de Ford sont basées sur les quatre concepts suivants :
1. L’amélioration du flux (ou du temps de production) est un objectif primordial.
2. Cet objectif doit se traduire par un mécanisme pratique qui guide la pro-duction à ne pas produire (pour éviter la surproduction).
3. Les optimums locaux doivent être éliminés.
4. Un processus d’observation pour équilibrer le flux doit être mis en place.
4 Équilibrer le flux n’équivaut pas à équilibrer la capacité – faire en sorte que la capacité de chaque poste de travail soit égale à sa charge – cette confusion est fréquente quand on équilibre une ligne de production.
XV
Comme pour Ford, l’objectif primordial d’Ohno était d’améliorer le flux, de réduire les délais, comme le montre la réponse qu’il fit à une question sur ce qui se faisait chez Toyota :
Nous observons tout simplement le délai entre le moment où le client nous passe une commande et celui où nous encaissons le paiement. Et nous le réduisons5…
Quand il a fallu appliquer le deuxième concept, Ohno fut confronté à un obstacle presque insurmontable. Quand la demande d’un produit unique est élevée, dédier une ligne en flux à chaque produit, comme le recommande Ford, est justifié. Cependant, durant cette période, au Japon, la demande portait plutôt sur de petites quantités de modèles de voitures très variés. Par conséquent, Ohno ne pouvait pas mettre en place des lignes dédiées chez Toyota. Comme nous l’avons déjà mentionné, toutes les autres industries confrontées à cette situation n’envisageaient même pas d’utiliser les lignes de production. Par contre, Ohno a jonglé avec l’idée des lignes où les machines ne seraient pas dédiées, où chaque poste de travail produirait des produits variés. Le problème était que, dans ce cas, l’utilisation d’un espace de stockage limité aboutirait à des blocages, tous les composants ne seraient pas disponibles pour l’assemblage (assemblage impossible), tandis que l’espace alloué est encore saturé (les lignes alimentant l’assemblage seraient arrêtées).
Ohno écrit qu’il a compris la solution quand il a entendu parler des super-marchés (bien longtemps avant d’en voir un lors de sa visite aux États-Unis en 1956). Il a réalisé que les supermarchés, comme les lignes d’approvision-nements de Toyota, devaient gérer une grande variété de produits. Dans les supermarchés, la marchandise ne s’accumulait pas dans les allées, mais plutôt dans un entrepôt. Dans le magasin lui-même, chaque produit se voyait attribuer en rayon un espace limité. Ce n’était que lorsqu’un produit était acheté par un client que se déclenchait le processus de réapprovisionnement, afin de combler l’espace vide. Cette situation révéla à Ohno le mécanisme qui lui permettrait de piloter la production Toyota, et de lui indiquer quand arrêter de produire. Plutôt que d’utiliser un espace unique et limité entre les postes de travail, pour restreindre la production en cours, il fallait limiter l’espace alloué pour chaque composant spécifique. À partir de cette observation, Ohno a conçu le système Kanban.
5 Ohno Taiichi, Toyota Production System, Productivity, Inc. 1988, p. ix (preface). Notez éga-lement que dans ce livre comme dans ses autres publications, Ohno reconnaît à Ford la paternité intégrale des concepts sous-jacents.

XVI
Le Kanban a été décrit dans de multiples articles et livres. Dans ce contexte, je me contenterai d’en décrire l’essence, pour montrer la fidélité d’Ohno au concept fondamental. Entre deux postes de travail6, et pour chaque composant, on limite l’accumulation de stock en déterminant le nombre de conteneurs et le nombre d’unités par conteneur. Ces conteneurs, comme tous ceux qu’on utilise dans l’industrie, contiennent aussi les documents nécessaires ; mais parmi ces documents, on trouve un kanban (carte en japonais), une page qui ne mentionne que le code du composant et le nombre d’unités par conteneur. Ce kanban est traité de façon peu habituelle. Lorsque le poste de travail suivant retire un conteneur pour en utiliser le contenu, cette carte est transmise au poste de travail précédent. Ce qui lui signale qu’un conteneur a été retiré, et que donc le stock n’est plus complet. Ce n’est qu’à ce moment que le poste de travail précédent est autorisé à produire (un conteneur des pièces spécifiées sur la carte). Fondamentalement, le système Kanban pilote chaque centre de production en lui indiquant quand et quoi produire, mais aussi quand ne pas produire, et c’est déterminant. Pas de carte, pas de production. Le système Kanban est le mécanisme pratique qui indique au système quand ne pas produire, évitant ainsi la surproduction. Ohno a donc réussi à étendre les concepts de Ford en transférant le principe de la gestion de l’espace à la gestion du stock.
Adhérer au principe d’une organisation en flux contraint à supprimer les optimums locaux. Dans ses livres, Ohno a évoqué le problème à maintes reprises. Il insiste sur le fait qu’il est inutile de pousser les gens à produire si les produits ne sont pas nécessaires à très court terme. Ce concept est probablement la raison pour laquelle en dehors de Toyota, au début, le TPS était connu sous le nom « production juste-à-temps7 ».
Une fois le Kanban, le système qui guide la production à ne pas produire, implémenté, un effort phénoménal a été demandé pour gérer la réduction immédiate du « throughput » et équilibrer le flux. Ohno était confronté à un problème bien plus complexe que celui de Ford. Pour réaliser à quel point le défi était difficile, il suffit d’évoquer un point parmi tant d’autres ; contrairement aux environnements des lignes dédiées, le système d’Ohno contraignait un poste de travail à changer souvent de production et à passer d’un produit à un autre.
6 Pour réduire le nombre de lieux d’entreposage des conteneurs, Ohno utilisa largement les systèmes en U plutôt que des postes de travail composés d’un seul type de machine.
7 Néanmoins, dans toute la littérature consacrée au Lean, on n’insiste jamais explicitement sur le fait que le TPS oblige à l’abolition des efficiences locales.

XVII
Dans la plupart des postes de travail, chaque changement de série demandait un temps de réglages. Les temps dédiés à la production de petite série, comme l’exigeait par définition la capacité des conteneurs, étaient ridiculement faibles par rapport au temps nécessaire aux réglages. Au départ, pour de nombreux postes de travail, le temps requis aux réglages était supérieur à celui nécessaire à la production. Le résultat qui en découlait était une baisse significative du « throughput ». Bien sûr, Ohno fut confronté à une résistance énorme, à tel point qu’on surnommait son système l’« abominable système Ohno », entre la fin des années 40 et le début des années 608. Ohno (et ses supérieurs) firent preuve d’une détermination et d’une vision extraordinaires, en persistant à mettre en place le système. Pour toute personne ayant une vision locale, comme la plupart des employés, c’était tout simplement absurde.
Ohno a dû construire sa propre solution pour vaincre cet obstacle de réglages. À l’époque, et jusqu’à ce que le TPS devienne célèbre dans le monde entier, la méthode traditionnelle était d’augmenter la taille des lots, d’innombrables articles ont été écrits sur la « taille de lot économique9 ». Ohno ignora tout ce savoir économique, car il avait abandonné cette réflexion de « quantité économique », et voué sa quête à la recherche de la réduction des délais. Il insista sur le fait que les réglages n’étaient pas gravés dans le marbre, que les processus pouvaient être modifiés pour réduire considérablement les temps de réglages nécessaires. Il orienta les efforts vers le développement et la mise en œuvre des techniques d’optimisation des temps de réglage, qui se sont avérés fructueux chez Toyota. Ils furent réduits à quelques minutes10. Pas étonnant qu’aujourd’hui le Lean soit associé aux petites séries et aux réductions des temps de réglage.
Cependant le besoin d’équilibrer les flux impliquait bien plus que traiter les problèmes de temps de réglages. Le fait que la plupart des centres de charge n’étaient pas dédiés à un seul produit, rendait impossible le repérage par observation directe des vrais problèmes qui ralentissaient le flux. Ohno était parfaitement conscient de l’importance des améliorations à réaliser, et que sans une méthodologie pour concentrer les efforts cela prendrait du temps pour équilibrer le flux.
8 Ohno, Taiichi and Setsuo Mito, Just-In-Time For Today and Tomorrow, Productivity Press, 1988. 9 Le premier article fut publié par Ford W. Harris dans Factory, The Magazine of Management,
vol. 10, n° 2, février 1913, pp. 135-136, 152. Depuis cette date, pratiquement chaque mois, de nouveaux articles sont publiés sur le sujet.
10 Par exemple, les temps nécessaires aux changements de teintes évoluèrent ainsi : entre 2 et 3 heures dans les années 40, entre moins d’une heure et 15 minutes dans les années 50, 3 minutes dans les années 60 (Ohno l’écrit dans son ouvrage Toyota Production System).

XVIII
Le système Kanban lui fournit cette méthode. L’analogie classique du Lean, l’eau et les rochers, est utile pour comprendre le mécanisme. Le niveau d’eau correspond au niveau du stock, les rochers sont les problèmes qui perturbent le flux. Il y a beaucoup de rochers au fond de la rivière. Il faut du temps et des efforts pour les enlever. La question est : quels sont les rochers qu’il faut enlever ? La réponse vient lorsqu’on abaisse le niveau d’eau : les rochers qui émergent au-dessus de l’eau sont ceux qu’il faut éliminer. Au démarrage du système Kanban, et afin d’obtenir un « throughput » raisonnable, Ohno a dû commencer avec beaucoup de conteneurs, chacun renfermant une quantité non négligeable de pièces spécifiques. Progressivement, Ohno a réduit le nombre de conteneurs, puis les quantités par conteneur. Si le flux n’était visiblement pas perturbé, alors la réduction continuait. Quand le flux fut perturbé, on utilisa la méthode des Cinq Pourquoi pour repérer la cause racine. Il fallait résoudre ce problème avant de pouvoir réduire encore les quantités. Il fallut du temps, mais le résultat final fut une remarquable amélioration de la productivité.
Il faut noter que même si, ces vingt dernières années, un producteur automobile sur deux a mis en œuvre une version quelconque du système Toyota, en tirant des bénéfices majeurs, la productivité de Toyota reste inégalée. Ce fait souligne à quel point il est important de faire le bon choix du processus qui concentrera les efforts d’amélioration locaux. Malheureusement, les efforts de progrès des autres entreprises sont mal orientés, puisqu’ils ont pour but de réduire les coûts au lieu de se concentrer sur l’amélioration du flux.
Ohno n’a pas investi tant d’efforts pour réduire les temps de réglage sim-plement pour réduire certains coûts. Si tel avait été son objectif, il n’aurait pas « perdu » le temps économisé en réduisant les séries et en multipliant les réglages. Ohno n’a pas essayé de réduire le nombre de pièces défectueuses pour gagner quelques coûts sans importance ; c’était pour éliminer les pertur-bations du flux qui résultent d’une pièce défectueuse. Ohno n’a même pas essayé d’extorquer de meilleurs prix de ses fournisseurs, ni d’économiser sur la masse salariale – les deux éléments de coût principaux – il a consacré toute son énergie à l’amélioration du flux.
Ce qui trouble l’image est que le résultat final d’une concentration sur les flux et d’une faible considération des coûts locaux est un coût unitaire beaucoup moins élevé. Exactement comme le résultat final d’une recherche et d’une élimination des optimums locaux, est une amélioration considérable de l’efficacité de l’ensemble de la main-d’œuvre. Si cela semble étrange, c’est parce que les managers n’ont pas encore intégré la différence conceptuelle entre un pilotage qui a pour but l’amélioration du « throughput » et celui qui a pour objectif la réduction des coûts. Une des ramifications de la concentration

XIX
sur la réduction des coûts est que presque toutes les initiatives ayant pour but de favoriser un processus d’amélioration continue atteignent vite un point où les effets s’amenuisent, et que par conséquent ils se réduisent bientôt à un discours creux. Mais ce problème est trop vaste et trop important pour n’être évoqué que dans le cadre de cet article.
Pour résumer, Ford et Ohno ont suivi quatre concepts (à partir de maintenant, nous les appellerons les « concepts du flux »).
1. Améliorer le flux (ou le délai) est un objectif primordial.
2. Cet objectif doit se traduire en un mécanisme pratique qui guide l’activité et lui dit quand ne pas produire (pour empêcher la surproduction). Ford utilisait l’espace ; Ohno utilisait le stock.
3. Les optimums locaux doivent être éliminés.
4. Un processus d’observation pour équilibrer le flux doit être mis en place. Ford utilisait l’observation directe. Ohno utilisa la réduction progressive du nombre de conteneurs, puis la réduction progressive du nombre de pièces par conteneur.
Les limites du TPSL’approche d’Ohno dans son développement du Lean démontre une idée importante : il y a une différence entre une application et les concepts fonda-mentaux sur lesquels elle se base. Les concepts fondamentaux sont standards ; l’application est la traduction des concepts pour un environnement spécifique. Comme nous l’avons vu, la traduction n’est pas une affaire négligeable et nécessite un grand nombre d’éléments de solution. Il ne faut jamais oublier que l’application11 implique des hypothèses (parfois cachées) sur l’environ-nement. Ne nous attendons pas à ce qu’une mise en œuvre fonctionne dans un environnement dont l’hypothèse n’est pas valide. Nous nous épargnerons bien des efforts et bien des frustrations, si nous prenons le temps de définir ces hypothèses de façon explicite.
L’hypothèse la plus importante affirmée par le TPS est que l’environnement de production est stable. Cela exige trois différentes sortes de stabilité.
Le premier aspect se révèle dès que nous nous penchons sur le fait que, même lorsqu’on choisit un environnement approprié, même si les meilleurs experts supervisent la mise en œuvre, il faut beaucoup de temps pour déployer le Lean.
11 Liker, Jeffrey K., The Toyota Way, McGraw-Hill, 2004

XX
Liker souligne, dans The Toyota Way, que les mises en œuvre Lean menées par le Toyota Supplier Support Center (TSSC, une organisation créée par Toyota pour enseigner le TPS aux entreprises américaines) prenaient au minimum six à neuf mois, par ligne de production. Ce qui ne surprendra pas quiconque est conscient du nombre de perturbations de flux qui existent dans tout environnement de production, et de la sensibilité du système Kanban une fois qu’il commence à atteindre son objectif de stock bas. Puisqu’implémenter le système Kanban prend du temps, cela implique la nécessité d’un environ-nement relativement stable – qu’il n’y ait pas de changement majeur des processus et des produits pendant un temps relativement long.
Toyota bénéficie d’un environnement relativement stable. L’industrie auto mobile encourt des changements en moyenne une fois par an (« model year »), et généralement, d’une année à l’autre, la grande majorité des composants reste la même. Ce qui n’est pas le cas dans beaucoup d’autres secteurs indus triels. Par exemple, dans certains secteurs majeurs de l’industrie électronique, la durée de vie de la plupart des produits n’excède pas six mois. Dans une certaine mesure, l’instabilité des produits et des processus existe dans la plupart des autres industries. Par exemple, Hitachi Tool Engineering fabrique des outils de découpe, produit relativement stable. Cependant une concurrence féroce force cette entreprise à lancer de nouveaux outils qui font appel à une nouvelle technologie tous les six mois. Mettre en œuvre Lean dans un tel environnement ressemble à l’épreuve du rocher de Sisyphe.
Deuxième aspect de cette stabilité exigée par le TPS : celle qui concerne la demande produit dans le temps. Supposons que le délai pour produire un certain produit soit de deux semaines, mais que la demande pour ce produit soit sporadique : en moyenne, une commande par trimestre. Actuellement, ce produit contribue au processus de travail en cours deux semaines par trimestre ; le reste du temps, il n’est pas présent dans l’usine. Avec le Lean, ce ne serait pas le cas, puisqu’il exige la présence permanente de conteneurs de chaque produit, entre tous les postes de travail.
Hitachi Tool Engineering produit plus de 20 000 articles différents. Pour chaque article, la demande est sporadique. La nécessité de détenir en permanence, pour chaque article, du stock entre les postes de travail, aboutirait, dans le cas d’Hitachi, à détenir beaucoup plus de pièces de travail en cours qu’il n’y en a aujourd’hui. En apparence, un tel environnement ne convient pas à l’application d’Ohno.
Mais l’aspect de stabilité requis par le TPS, est la stabilité de charge totale engendrée par les commandes sur les différents types de ressources.

XXI
Supposons que, comme dans la plupart des entreprises, les commandes ne soient pas uniformes. Il est très probable que la charge placée telle semaine sur un poste de travail spécifique soit considérablement inférieure à sa capacité, alors que la semaine suivante, la charge sera supérieure à la capacité. Dans ce cas très fréquent, le système Kanban, qui empêche la production d’avance – aboutira à des livraisons en retard la deuxième semaine. Les commandes de Toyota sont relativement régulières, et pourtant Toyota a dû concevoir un mode de réception des commandes (et d’engagements de livraison) qui restreint d’un mois à l’autre les variations des commandes. La plupart des entreprises ne peuvent pas imposer de telles conditions à leurs clients.
Il faut noter que la stabilité requise va au-delà de l’amélioration de la production. Les trois aspects de la stabilité sont liés à la méthode de conception et de vente des produits, et non pas aux modes de production. Malheureusement, la plupart des entreprises subissent au moins un des aspects de cette insta-bilité, quand ce n’est pas les trois.
Mais cela ne veut pas dire que, dans les environnements dans lesquels les hypothèses du Lean ne sont pas valables, il est impossible d’en utiliser certains principes (par exemple, les lignes en U peuvent être utiles dans beaucoup d’environnements, et les techniques de réduction des réglages peuvent être utilisées dans presque tous les environnements). Ce qui signifie que, dans de tels environnements, il ne faudra pas s’attendre à obtenir la même amplitude de résultats que Toyota – des résultats qui hisseront l’entreprise au niveau de Toyota. Le fait d’utiliser certaines techniques spécifiques du Lean, de se satisfaire de certains programmes de réduction des coûts, ne sera pas considéré comme une implémentation du Lean.
L’importance du flux dans des environnements relativement instablesFord et Ohno nous ont ouvert les yeux sur le fait qu’un meilleur flux – et une réduction des délais – aboutissait à un fonctionnement beaucoup plus efficace. Ils l’ont démontré en environnement stable, mais quel est l’impact d’un flux amélioré dans un environnement relativement instable ?
Le premier aspect de l’instabilité est celui qui est lié au cycle de vie court d’un produit. Quand la vie du produit est courte, la surproduction peut tourner à l’obsolescence.
En outre, la durée de vie étant courte, des délais de production longs aboutis-sent à ne pas répondre au besoin du marché. Par exemple, supposons que la vie d’un produit soit de six mois et le délai de production de deux mois. Ce

XXII
délai provoque des pertes, non pas parce que la demande n’est pas là, mais parce que, pendant une partie significative du marché, la production ne peut pas satisfaire la demande.
Le deuxième aspect de l’instabilité est lié à la demande du produit dans le temps. Dans les environnements qui comptent un grand nombre d’articles faisant l’objet d’une demande sporadique, on a tendance à réduire la pression en s’efforçant de satisfaire la demande à partir du stock. L’inconvénient de cette pratique est des stocks importants de produits finis qui tournent très lentement, doublés de fréquentes ruptures de stock. Un système de production capable d’organiser l’optimisation du flux aura un impact considérable sur de tels environnements.
Les environnements qui souffrent du troisième aspect de l’instabilité – l’insta-bilité de la charge globale – sont ceux qui obtiendront un meilleur flux. Les surcharges temporaires des différentes ressources provoquent des problèmes de respect des délais fréquents dans ce type d’entreprise (< 90%). Elles réagissent généralement en ajoutant de la capacité. L’expérience montre que quand ces entreprises réussissent à améliorer leur flux, non seulement leur respect des délais atteint entre 90 et 100 %, mais un excès de capacité (jusqu’à 50 %) est constaté12.
Ohno a montré que les concepts introduits par Ford ne se limitent pas à la production en série ou à la production d’un seul style de produit. Même si les obstacles rencontrés pour appliquer ces concepts à un environnement moins restrictif semblaient insurmontables, le génie et la ténacité d’Ohno nous ont montré, non seulement que c’était possible, mais aussi comment y arriver.
Maintenant, nous avons compris que :
► Le TPS se limite à des environnements relativement stables.
► La plupart des environnements souffrent d’instabilité.
► Les environnements relativement instables ont beaucoup plus à gagner d’une amélioration du flux que les environnements stables.
Maintenant, faut-il suivre les traces de Taiichi Ohno ? Faut-il revenir aux concepts du flux et en tirer une application qui soit applicable aux environnements relati-vement instables ?
12 Mabin, Victoria J. et Balderstone, Steven J., The World of the Theory of Constraints, CRC Press LLC, 2000. Une étude effectuée sur la littérature internationale concernant la théorie des contraintes a montré les résultats moyens obtenus : 70 % de réduction du délai global, 44 % d’amélioration du respect des délais et 76 % d’augmentation du chiffre d’affaires, du « throughput » et du bénéfice.

XXIII
Une application des concepts de la supply chain, basée sur le temps La base du mécanisme de restriction de la surproduction la plus intuitive n’est ni l’espace, ni le stock, mais le temps (si l’on souhaite éviter la production en avance, il ne faut pas sortir le produit en avance). L’utilisation du temps en tant que base, est non seulement plus intuitive, plus facile à accepter par le personnel, mais elle a aussi l’avantage de s’adapter aux environnements instables, étant moins sensible aux perturbations de flux.
La robustesse du mécanisme basé sur le temps vient du fait qu’il restreint directement la quantité globale de travail dans le système plutôt que la quantité de travail entre deux postes de production. Dans les organisations en flux, basées sur le Kanban, les stocks alloués entre deux postes de travail sont réduits au strict minimum (ils correspondent généralement à beaucoup moins d’une heure de travail). Par conséquent, quand un poste de travail est en interruption prolongée, les postes de travail suivants sont immédiatement à l’arrêt, et les postes de travail précédents « bloqués ». Lorsque le temps d’un poste de travail accumulé, consommé par les blocages et les pénuries, est supérieur à la capacité excédentaire, le « throughput » de l’entreprise se réduit. La sensibilité des lignes en flux et des systèmes basés sur le Kanban, repose sur le fait qu’une interruption d’un poste de travail a des répercussions sur la capacité des postes en amont et en aval. (Phénomène pratiquement inexistant dans le cadre des systèmes basés sur le temps puisque le travail, une fois achevé, n’est pas artificiellement restreint).
La difficulté, dans le cadre d’un système basé sur le temps, réside dans le fait qu’il faudrait contraindre le lancement de la matière correspondante, pour chaque commande, à un moment approprié, avant la date de livraison de celle-ci. Mais comment calculer ce moment approprié ? Quand les ordinateurs sont apparus sur la scène industrielle, au début des années 60, il nous a semblé enfin détenir l’outil idéal pour gérer les innombrables détails et calculs nécessaires et déterminer les moments appropriés pour chaque produit et chaque commande. En l’espace de 10 ans, d’innombrables programmes furent conçus dans les entreprises du monde entier. Malheureusement, les résultats attendus, d’un meilleur flux et de moins de travail en cours, ne furent pas au rendez-vous.
Le problème du temps nécessaire pour convertir la matière première en produit fini prêt à livrer au client, dépend davantage du temps d’attente dans les queues (attente d’une ressource occupée à traiter une autre commande, attente devant la chaîne qu’une autre pièce arrive) que du temps de manipulation

XXIV
nécessaire au traitement de la commande. Il est connu que dans n’importe quelle activité industrielle (à l’exception des process en ligne et des entreprises qui utilisent le système Kanban), le temps de traitement d’une série de lots constitue environ 10 % du délai total. En conséquence, la décision du moment où lancer la matière détermine le lieu et la taille des files d’attente, ce qui à son tour déterminera combien de temps il faudra pour finir la commande, ce qui conduira ainsi à décider quand lancer la matière. C’est la question de l’œuf et de la poule. Dans les années 70, certains suggérèrent de traiter le problème en réitérant la procédure (notion de boucle fermée MRP), faire tourner le programme, vérifier les surcharges qui en résultaient sur les différentes ressources (la taille des files d’attente), ajuster les dates butoir pour éliminer les surcharges, et répéter le processus jusqu’à ce que toutes les surcharges significatives soient éliminées. Cette suggestion fit long feu. Les expériences montrèrent que le processus ne converge pas ; que quel que soit le nombre d’itérations, les surcharges ne faisaient que se déplacer, d’un type de ressource à une autre.
Donc, dès les années 70, on renonça à utiliser ces systèmes informatiques pour piloter le moment précis de livraison des pièces dans l’usine, et on l’utilisa pour obtenir de meilleures informations sur les quantités (et les délais) de commande des pièces aux fournisseurs. Le nom officiel de ces systèmes reflétait parfaitement cet usage : Material Requirements Planning (MRP)13.
Le fait qu’un effort aussi phénoménal n’ait pas abouti à un mécanisme pratique basé sur le temps, capable de piloter l’activité et de lui dire quand ne pas produire, ne doit pas être considéré comme la preuve qu’un tel mécanisme ne peut pas être développé pour les environnements moins stables (ceux qui doivent obéir aux dates de livraison d’un flux irrégulier de commandes clients). Cela ne doit certainement pas nous décourager d’essayer d’utiliser le temps en tant que base de construction d’un tel mécanisme. Cependant cela doit nous mettre en garde contre une approche qui voudrait développer un tel mécanisme en manipulant une quantité immense de détails et de calculs. Il nous faut une vision d’ensemble.
En revenant aux fondamentaux, et en suivant les concepts de flux, notre objectif est d’améliorer le flux, pour réduire le délai. Choisir le temps, (plutôt que l’espace ou le stock) comme la base du mécanisme, pour piloter les opérations et indiquer quand ne pas produire, implique que nous allons devoir nous efforcer de lancer la matière nécessaire un peu avant la date de livraison de la commande, juste-à-temps. Mais qu’entend-on par « juste-à-temps » ?
13 Orlicky, Joseph, Material Requirements Planning, McGraw-Hill Book Company, 1975.

XXV
Même si le terme « juste-à-temps » est un concept clé du Lean, son utilisation est figurative, et pas quantitative. Dans le Lean, par production « juste-à-temps » nous n’entendons certainement pas que la pièce sur laquelle on vient de travailler doit se trouver sur le quai d’embarquement pour départ dans la seconde, la minute ou l’heure qui suit… En réalité, il est probable que, même avec le meilleur des systèmes Kanban, cette pièce ne sera pas retravaillée immédiatement (comme on peut le déduire du fait que des conteneurs pleins attendent régulièrement entre les postes de travail). Alors, quel intervalle de temps doit-il être considéré comme « juste-à-temps » ? Soyons plus explicite : si nous voulons restreindre la surproduction, en limitant le lancement de la matière, combien de temps avant la date de livraison d’une commande, devrons-nous déclencher les ordres de fabrication en production ?
Une méthode pour trouver une réponse raisonnable consiste à examiner l’impact du choix de cet intervalle de temps, sur l’importance de l’attention du management nécessaire pour respecter toutes les dates de livraison. Supposons que nous livrions les pièces en ménageant exactement le temps nécessaire pour traiter la commande. Un tel choix nécessitera une attention considérable, il faudra piloter de près toutes les opérations, puisque tout délai dans les opérations, et même dans le transport des pièces entre les opérations, aura pour résultat le décalage de la date de livraison. En plus, il faudra s’assurer d’une planification précise pour qu’aucune file d’attente ne survienne, et ne provoque un retard des pièces. Un tel choix n’est à l’évidence pas judicieux, car même avec une vigilance infinie du management, cela ne suffira pas pour respecter toutes les dates de livraisons. Nous devons choisir un intervalle de temps plus long, en tenant compte de la sécurité nécessaire et des délais éventuels. Ce besoin d’ajout de sécurité explique pourquoi l’intervalle de temps qui sépare le lancement de la matière et de la date de livraison s’appelle : « temps Buffer ».
Choisir des temps Buffer plus longs, allonge le délai global et augmente le travail en cours, mais des temps Buffer plus longs, signifient davantage de sécurité. De ce fait, on attend qu’avec moins d’attention du management, un plus fort pourcentage de commandes sera satisfait à la date de livraison ou avant. Ceci est exact pour des temps Buffer relativement courts, mais quand ils sont longs, un autre phénomène pointe le bout de son nez. Rappelons-nous que plus le temps Buffer est long, plus tôt la matière est lancée, ce qui signifie que davantage de commandes sont prêtes simultanément dans l’usine. Quand il y a trop de commandes, les files d’attentes commencent. Plus il y a d’embou-teillages, plus cela requiert de l’intervention du management qui devra établir les priorités.

XXVI
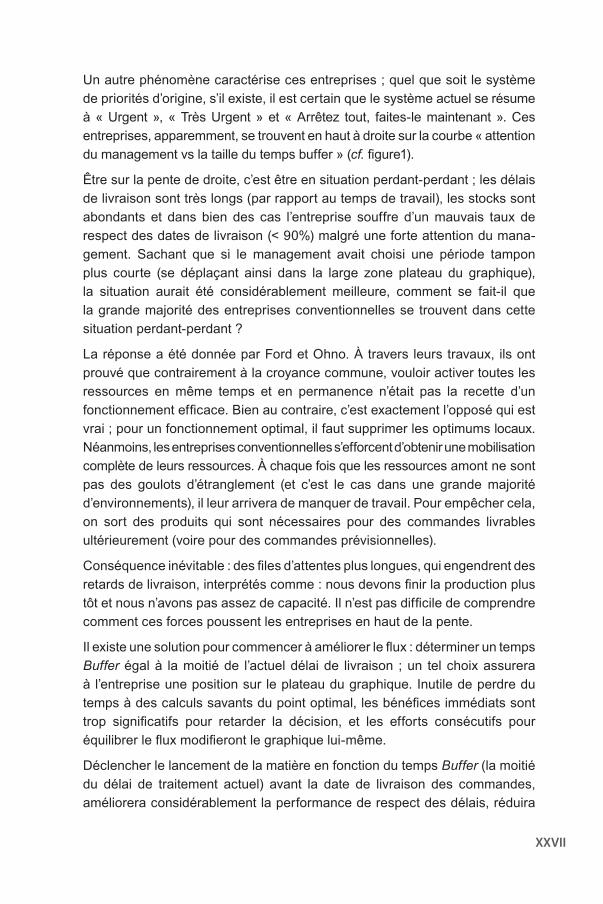
L’amplitude de l’attention nécessaire de la part du management, en fonction de la longueur du temps Buffer, est représentée graphiquement dans la figure 1.
Temps de réaction insuffisant
Taille du Temps Buffer
Atte
ntio
n du
M
anag
emen
tFiles d’attentes,
manque de priorités
Figure 1
Les usines utilisant les systèmes de Ford ou d’Ohno ont un délai de production moyen de quelques multiples du temps de traitement réel, et le management n’a pratiquement pas besoin d’intervenir dans la gestion des tâches des ouvriers. À l’évidence, ces dernières se trouvent en bas, à gauche du plateau de ce graphique.
Alors, où se trouve la plus grande partie des opérations, celle qui utilisent les pratiques les plus conventionnelles ?
Comme nous l’avons indiqué, dans les usines conventionnelles, les lots de pièces ne passent que 10 % du temps en traitement. Pendant à peu près 90 % de la période, ils attendent une ressource dans une file d’attente, ou l’assemblage d’une autre pièce. Ce que nous avons appris de Ford, et encore plus d’Ohno, est que nous ne devons pas accepter la taille des lots comme des fatalités ; que les séries économiques ne sont pas économiques, et qu’au lieu de cela, nous devons rechercher un flux optimal. Armés de cette conviction, on se rend vite compte que lorsqu’un lot de pièces est en cours de traitement (sauf pendant des opérations de type mélange ou séchage), seule une pièce est en cours de traitement, les autres éléments de la série attendent. Ce qui signifie que dans les entreprises conventionnelles qui utilisent des séries de plus de 10 unités (ce qui est le cas de la plupart des environnements de production), le temps de travail réel est en fait moins de 1 % du délai total.
XXVII
Un autre phénomène caractérise ces entreprises ; quel que soit le système de priorités d’origine, s’il existe, il est certain que le système actuel se résume à « Urgent », « Très Urgent » et « Arrêtez tout, faites-le maintenant ». Ces entreprises, apparemment, se trouvent en haut à droite sur la courbe « attention du management vs la taille du temps buffer » (cf. figure1).
Être sur la pente de droite, c’est être en situation perdant-perdant ; les délais de livraison sont très longs (par rapport au temps de travail), les stocks sont abondants et dans bien des cas l’entreprise souffre d’un mauvais taux de respect des dates de livraison (< 90%) malgré une forte attention du mana-gement. Sachant que si le management avait choisi une période tampon plus courte (se déplaçant ainsi dans la large zone plateau du graphique), la situation aurait été considérablement meilleure, comment se fait-il que la grande majorité des entreprises conventionnelles se trouvent dans cette situation perdant-perdant ?
La réponse a été donnée par Ford et Ohno. À travers leurs travaux, ils ont prouvé que contrairement à la croyance commune, vouloir activer toutes les ressources en même temps et en permanence n’était pas la recette d’un fonctionnement efficace. Bien au contraire, c’est exactement l’opposé qui est vrai ; pour un fonctionnement optimal, il faut supprimer les optimums locaux. Néanmoins, les entreprises conventionnelles s’efforcent d’obtenir une mobilisation complète de leurs ressources. À chaque fois que les ressources amont ne sont pas des goulots d’étranglement (et c’est le cas dans une grande majorité d’environnements), il leur arrivera de manquer de travail. Pour empêcher cela, on sort des produits qui sont nécessaires pour des commandes livrables ultérieurement (voire pour des commandes prévisionnelles).
Conséquence inévitable : des files d’attentes plus longues, qui engendrent des retards de livraison, interprétés comme : nous devons finir la production plus tôt et nous n’avons pas assez de capacité. Il n’est pas difficile de comprendre comment ces forces poussent les entreprises en haut de la pente.
Il existe une solution pour commencer à améliorer le flux : déterminer un temps Buffer égal à la moitié de l’actuel délai de livraison ; un tel choix assurera à l’entreprise une position sur le plateau du graphique. Inutile de perdre du temps à des calculs savants du point optimal, les bénéfices immédiats sont trop significatifs pour retarder la décision, et les efforts consécutifs pour équilibrer le flux modifieront le graphique lui-même.
Déclencher le lancement de la matière en fonction du temps Buffer (la moitié du délai de traitement actuel) avant la date de livraison des commandes, améliorera considérablement la performance de respect des délais, réduira

XXVIII
le temps de livraison de moitié de ce qu’il est actuellement, et au fur et à mesure qu’on éliminera le stock en trop, on réduira l’en-cours de production de moitié de son niveau actuel.
Mais il ne faut pas s’attendre à ce que ce seul changement permette d’approcher un respect des délais de 100 %. Car il reste encore beaucoup de commandes dans l’usine, des files d’attente devant certaines ressources, et le fait de laisser au hasard l’ordre dans lequel le travail est traité provoquera beaucoup de retards. Un système de priorité est donc nécessaire. Ce besoin ne doit pas ouvrir la voie aux algorithmes sophistiqués. Le nombre des commandes entrantes est en évolution permanente, le contenu du travail diffère d’une commande à l’autre, la longueur de la file d’attente est variable, et n’oublions pas que les ruptures surviennent encore ; en bref, cet environnement est hautement instable. Shewhart a offert à l’industrie une bonne leçon de physique, que Deming a fait connaître dans le monde entier : essayer d’être plus précis que le bruit (dans notre cas, utiliser des algorithmes sophistiqués qui prendront en considération tous les paramètres possibles dans un environnement hautement variable) n’améliore pas les choses, mais au contraire les dégrade, et les résultats ne seront probablement pas une amélioration, mais une détérioration du respect des délais.
Un système de priorité simple émergera lorsque nous comprendrons que le temps Buffer, qui représente la moitié du délai de livraison actuel, est encore beaucoup plus long que la durée de traitement réel. Mais aussi que, dans la mesure où elle réduit considérablement les embouteillages, sans aucune interférence, plusieurs commandes seront terminées en une période inférieure à un tiers du temps Buffer, tandis que la majorité sera achevée pendant les deux premiers tiers. Une fois cette prise de conscience acquise, les priorités seront assignées par le biais de la « gestion du Buffer ». Par lot, le temps écoulé depuis son lancement sera surveillé. Si moins d’un tiers du temps Buffer s’est écoulé, la couleur sera le vert, si plus d’un tiers mais moins de deux tiers s’est écoulé, elle sera jaune, si c’est plus que deux tiers, elle sera rouge, si la date de livraison est dépassée on passe au noir. Les noirs ont une priorité plus forte que les rouges, etc. Si deux lots ont la même couleur, décider laquelle devra être traitée en priorité, sera un excellent exercice d’affinage, pour essayer d’être plus précis que le bruit.
Il est relativement facile de mettre en place un tel système à l’usine. Au cours de la première étape, les changements physiques sont inutiles, il suffit de bloquer le lancement de la matière à la moitié du délai habituel avant la date de livraison correspondante, et de guider le personnel dans les codes couleur. L’impact est impressionnant, surtout en proportion des efforts requis.

XXIX
Pour avoir une impression concrète de cet impact (et de son efficacité) dès la première étape, la figure 2 fournit le pourcentage réel des commandes en retard d’une usine de 2000 ouvriers, qui produit des milliers de types différents d’ustensiles ménagers en métal.
Lancements restreints
30 %
25 %
20 %
15 %
10 %
5 %
0 %
05/1
006
/10
07/1
009
/10
10/1
011
/10
12/1
013
/10
14/1
016
/10
17/1
018
/10
19/1
020
/10
21/1
023
/10
24/1
025
/10
26/1
027
/10
28/1
030
/10
31/1
002
/11
03/1
104
/11
06/1
107
/11
08/1
109
/11
10/1
113
/11
14/1
115
/11
16/1
117
/11
18/1
120
/11
21/1
122
/11
23/1
124
/11
25/1
127
/11
28/1
129
/11
30/1
101
/12
02/1
204
/12
05/1
206
/12
07/1
208
/12
09/1
211
/12
12/1
213
/12
1 mois
Commandes en retard
Figure 2
Bien sûr, l’efficience locale doit être supprimée, pour éviter les productions anticipées. L’expérience montre que l’efficacité du système annule pratiquement la résistance au changement des personnes.
Toutefois, dans la plupart des environnements, il existe encore des commandes qui ne respectent pas les délais de livraison, et par conséquent, un énorme potentiel d’amélioration à exploiter. Le quatrième concept doit lui aussi être mis en pratique ; un processus qui se concentre sur l’équilibrage du flux.
La première étape du processus est relativement simple. Bloquer le lancement de la matière met en évidence les capacités excédentaires qui étaient mas-quées auparavant. Mais très probablement, certains postes de travail auront moins d’excédents que d’autres. Ces postes seront mis en évidence puisqu’ils accumuleront les files d’attente. Le fait d’éliminer les optimums locaux contribue à identifier les actions simples nécessaires pour augmenter leur capacité ; telles que s’assurer qu’un poste de travail contraint par la capacité ne restera pas inactif pendant la pause déjeuner ou les changements d’équipe, ou

XXX
transférer des charges sur des postes de travail moins efficaces, qui ont des excédents de capacité, par exemple14.
Dans la mesure où ces actions ajoutent une capacité aux postes de travail qui provoquent des files, ces files se raccourcissent et du coup les commandes « rouges » sont plus rares. Ce qui signifie que la période tampon est désormais trop longue. Il existe une règle efficace pour ajuster un temps Buffer sans prendre le risque de détériorer le taux de respect des délais ; diminuer le temps Buffer quand le nombre de commandes « rouges » est inférieur à 5 % du nombre total de commandes terminées, et d’augmenter lorsque cette proportion dépasse les 10 %.
Une entreprise qui suit ces règles constatera en quelques mois qu’elle a atteint un taux très élevé de respect des délais, des délais de traitement plus courts, et une importante capacité excédentaire. C’est là que démarre le véritable défi. Autrefois, trop souvent, la réaction des top managers face à l’évidence de la capacité excédentaire était de « réajuster » cette capacité afin d’obtenir des réductions de coûts, ce qui est une grave erreur. L’excédent de capacité sont les employés, ceux qui viennent d’aider l’entreprise à s’améliorer et par conséquent sont « récompensés » par une perte d’emploi, le leur ou celui de leurs amis. Dans un tel cas, l’inévitable retour de bâton aurait violemment détérioré les performances de l’usine, les ramenant à un stade bien pire qu’au départ. Espérons que de tels comportements managériaux font partie du passé.
La façon la plus raisonnable de gérer les capacités excédentaires est de capi-taliser dessus ; d’encourager les forces commerciales à profiter des meilleures performances pour accroître les ventes. L’augmentation de ces ventes cause volontiers l’émergence d’un véritable goulot. Ignorer la capacité limitée de ce goulot, quand il s’agit de s’engager sur des dates de livraison pour de nou-velles commandes, est susceptible de détériorer le taux de performance des délais de livraison. La déception des clients pourra causer une érosion des ventes. Il est essentiel de renforcer le lien entre production et ventes, le vrai défi. Il faut mettre en place un système qui assurera que tout engagement de livraison est pris seulement en fonction de la capacité non encore allouée du goulot.
Le goulot devient le Tambour (Drum) des commandes, le temps buffer ou la marge tampon (Time Buffer) traduit les délais de livraison en dates d’achèvement, et l’action de bloquer les lancements devient la corde (Rope) qui relie la commande à l’achèvement du travail.
14 Goldratt Eliyahu M. et Cox Jeff, Le But – Un processus de progrès permanent, AFNOR Éditions.

XXXI
C’est pourquoi l’application fondée sur le temps de la Théorie des Contraintes est maintenant connue sous le nom de système « Tambour-Tampon-Corde » (TTC), « Drum-Buffer-Rope » (DBR) en anglais.
Actuellement il existe de nombreuses expériences en cours, susceptibles d’améliorer encore plus les performances, basées sur l’enregistrement et l’analyse des raisons à l’origine des commandes « rouges ».
L’exemple de Hitachi En 2008, Hitachi Tool Engineering Ltd est devenue une entreprise à 24 milliards de yens, qui crée et fabrique plus de 20 000 outils de découpe différents.
La demande de la plupart des produits est sporadique, et le contexte industriel de l’entreprise la contraint à lancer de nouvelles gammes de produits tous les six mois. À chaque lancement, les anciennes familles deviennent obsolètes. Pas étonnant que leurs efforts pour mettre en place le Lean aient été vains15.
Hitachi Tool Engineering Ltd. a commencé à mettre en œuvre le TTC (DBR) dans une de ses quatre usines japonaises en 2000. Le progrès des perfor-mances en termes de respect des délais a été spectaculaire : de 40 % à 85 %. Il s’ajoutait à la baisse de 50 % des en-cours et des délais de livraison, ainsi qu’à la capacité d’expédier 20 % de produits supplémentaires avec le même personnel. Tout cela les a encouragés à étendre l’implémentation. En 2003, le TTC avait été mis en œuvre dans les 4 usines16.
La réduction spectaculaire du délai de livraison, ainsi qu’une réactivité améliorée ont permis une réduction du stock dans la supply chain (les distri buteurs extérieurs), passé d’une valeur de 8 mois à une valeur de 2,4 mois. Cette réduction a considérablement accru le ROI des distributeurs et amélioré leur trésorerie et leurs relations avec Hitachi. Bien sûr, ils ont augmenté la gamme d’outils Hitachi à leur catalogue, ce qui a abouti à une hausse de 20 % des ventes (sur un marché stable).
Le véritable impact se révèle lorsque nous évaluons les performances nettes de l’entreprise, en gardant à l’esprit qu’entre 2002 et 2007, le prix des matières premières (les métaux) a augmenté bien plus que le prix de vente des outils de découpe. En de telles circonstances, les bénéfices de l’entreprise auraient dû plonger.
15 Umble, M., Umble E., et Murakami, S., “Implementing theory of constraints in a traditional Japanese manufacturing environment: the case of Hitachi Tool Engineering”, International Journal of Production Research, Vol. 44, No 10, 15 may 2006, pp. 1863 – 1880.
16 Ibid.

XXXII
Au lieu de cela, le bénéfice net annuel avant impôts de l’entreprise a augmenté. Il est passé de 1,1 milliard de yens à l’exercice se terminant en mars 2002 à 5,3 milliards de yens pour l’exercice se terminant en mars 2007. Une multiplication par cinq en cinq ans. Le taux de marge d’Hitachi Tool Engineering Ltd est passé de 7,2 % en 2002 à 21,9 % en 2007, le plus fort taux de progression jamais connu dans ce type d’industrie17.
Les limites du TTC (Tambour-Tampon-Corde) – DBR (Drum-Buffer-Rope)Comme nous l’avons déjà souligné, une application se base sur des hypo-thèses (parfois cachées) de l’environnement et nous ne devons pas nous attendre à ce que cette application fonctionne dans des environnements pour lesquels ces mêmes postulats ne sont pas valables. L’hypothèse du TTC est évidente : elle consiste à dire que le temps de travail réel est très petit (< 10%) par rapport au délai de traitement. Cette hypothèse est valable pour beaucoup, sinon la plupart, des environnements de production. Mais, à l’évidence, elle n’est pas valable pour une grande variété d’environnements qu’on appelle traditionnellement les environnements des projets.
Dans ce cas, le temps de travail réel est relativement long et la hâte des clients à voir le projet terminé contraint à respecter des délais de livraison qui ne sont que deux (ou, plus rarement, trois) fois plus longs que le temps réel de travail. Pas étonnant que les performances soient si mauvaises, que personne ne s’attende à ce que le projet soit complètement achevé en temps et en heure, tout en respectant le budget. Il y aura forcément un raté quelque part ! Cependant, nous ne devrons pas conclure que parce que l’hypothèse du TTC n’est pas valide, le TTC n’est pas adapté aux environnements de projet. Une application différente, adaptée aux temps de travail réel plus longs, est nécessaire. Cette approche s’appelle la Chaîne Critique18.
Texte établi avec la précieuse collaboration de Philip Marris,
directeur général de Marris Consulting, expert de la Théorie des Contraintes
(site : www.marris-consulting.com).
17 A Guide To Making Ever Flourishing Company – Production, Distribution, Marketing and Sales, Chukei Publishing, 2008. Satoru Murakami, Jun Takahashi, Shotarou Kobayashi p 196-207.
18 Goldratt Eliyahu M., Critical chain – La chaîne critique, AFNOR Éditions.


![PJ9 - ussel19.fr | Site officiel de la Ville d'Ussel · Planète Jeunes ALJ : printemns 2013] Quelques photos qui prouvent bien que chez les ados, les vacances de printemps, c'est](https://static.fdocuments.in/doc/165x107/603ed3f12572865a9b559a07/pj9-site-officiel-de-la-ville-dussel-plante-jeunes-alj-printemns-2013.jpg)















