186880494 mother-dairy-vs-its-competitors-in-ice-cream-business
Dairy Products Technology 1
Dairy Products Technology(Dairy Technology)
Student Handbook
for
Class XII
Central Board of SeCondary eduCation, delhiShiksha Kendra, 2 Community Centre, Preet Vihar, delhi-110092 india
2 Dairy Products Technology
Fluid Milk Processing Student’s Handbook for Class XI
Price :rs. 285.00
Firstedition2013cBse, india
coPies : 1,000
“This Book or part thereof may not be reproduced by any person or agency in any manner.”
PuBlISHeD By : thesecretary,central Boardofsecondary education,shiksha Kendra, 2,communitycentre,PreetVihar, delhi-110092
DeSIgn, layouT : deeKay Printers, 5/37Kirtinagar,newdelhi-110015 Phone : 25414260
PrInTeD By : shree BalajiPrinters,B-266, iind Floor,VivekVihar, Phase-i, delhi-110095
Dairy Products Technology 3
PrefaceAt present india is the world leader in milk production with an annualproduction of 127 million tonnes. About 50 percent of the milk is handledby the organized sector. domestic market for value added products likebutter, ice cream, cheese, dairy whiteners and spreads is growing at 8-10percent per year. despite the large infrastructure available for processing ofmilk, only 27% of the total milk produced is at present converted into valueadded products. consumption of large quantities of liquid milk at the site ofproduction and poor post-harvest handling and processing are among thereasonsfor lowvalueadditionofmilk.WiththelaunchofthenationaldairyPlan,milkproductioninindiaislikelytoincreaseover4to5percentannuallyin the next two decades.the increasing demands and the accompanyingvalue addition present a great opportunity for the dairy industry to take upthe production and marketing of various dairy products especially traditionalproducts on an industrial scale. Accordingly the demand for professionalswith formal education in dairy technology would be increasing.
theattemptofcBse, to introducedairytechnologycourses forclassXii is to encourage young minds to begin their career in dairying. in thepresent book, the composition, standards, methods and equipment used formanufacturingdifferent dairy products viz. traditional indian dairy products,westerndairyproductsanddairybyproductshasbeenincluded.theobjectiveofthisbookistomakeunderstandthestudentsthediversityofdairyproducts,theirprinciplesofmanufacturingand legalstandardsprevalent in thecountrythat governmarketingof theseproducts.
Vineet Joshi, IaSchairman,cBse
4 Dairy Products Technology
Acknowledgements
l Dr. rameshwar Singh, Projectdirector(dKMA),directorateofKnowledge,ManagementinAgriculture,5th Floor,KrishiAnusandhan Bhawan - i,Pusa,newdelhi-110002
l Dr. a.K. Srivastava, director,nationaldairyresearch institute (ndri),Karnal- 132001,Haryana
l Dr. P. narender raju,scientist,dairy,technologydivision,ndri,Karnal-132001
l Dr. Pradip Behare,scientist,dairyMicrobiologydivision,ndri,Karnal-132001
l Mr. Devraja,scientist, dairytechnologydivision,ndri,Karnal-132001
l Mr. yogesh Khetra,scientist, dairytechnologydivision,ndri,Karnal-132001
l Dr. Kaushik Kharui, seniorscientist,dairytechnologydivision,ndri,Karnal-132001
l Mr. Shaik abdul Hussain,scientist,dairytechnologydivision,ndri,Karnal
l Dr. Biswajit Saha, Programmeofficer,Vocationaleducation,cBse,delhi
l Shri Dharampal Singh,Formerdirector,edUsAt&Vocationaleducation,andconsultant(Agriculture),cBse,delhi
l Mrs Pragya gaur, consultant (science),cBse,delhi
SPeCIal aCKnowleDgeMenT
auTHor grouP
editingAndcoordinAtion
l Dr. S. ayyappan, secretary, dAre & director general, icAr, Krishi Bhavan, new delhi-110001
l Sh. Vineet Joshi, iAs,chairman,cBse,delhi
aDVISorS
l Dr. P. narender raju,scientist,technicaleditor,technologydivision,ndri,Karnal-132001
l Dr. Pradip Behare,scientist,technicalco-editor,ndri,Karnal-132001
TeCHnICal grouP
Dairy Products Technology 5
Dairy Products Technology 7
Contents
chapter 1composition,standards,Manufacturing -Process andequipmentsand defects duringManufacturingandstorageofcream,Butter,ghee,Khoa, channa,Paneer 1
chapter 2composition,standards,Manufacturing -Process andequipmentsand defects duringManufacturingandstorageofcurd/dahi,Yoghurt,chakka, shrikhand,cheese 38
chapter 3composition,standards,Manufacturing -Process andequipmentsand defects duringManufacturingandstorageofsofty, icecream,Kulfi 58
chapter 4composition,standards,Manufacturing -Process andequipmentsand defects duringManufacturingandstorageofdriedandcondensedMilk Products (MilkPowder-skimMilk,WholeMilk,Whitner,condensedMilk) 74
chapter 5composition,standards,Manufacturing -Process andequipmentsand defects duringManufacturingandstorageofdairyByproducts (skimMilk, casein,caseinate,Whey-concentrate,Powder, Lactose,gheeresidue) 100
chapter 6sensoryevaluation ofMilk andMilkProducts 126
8 Dairy Products Technology
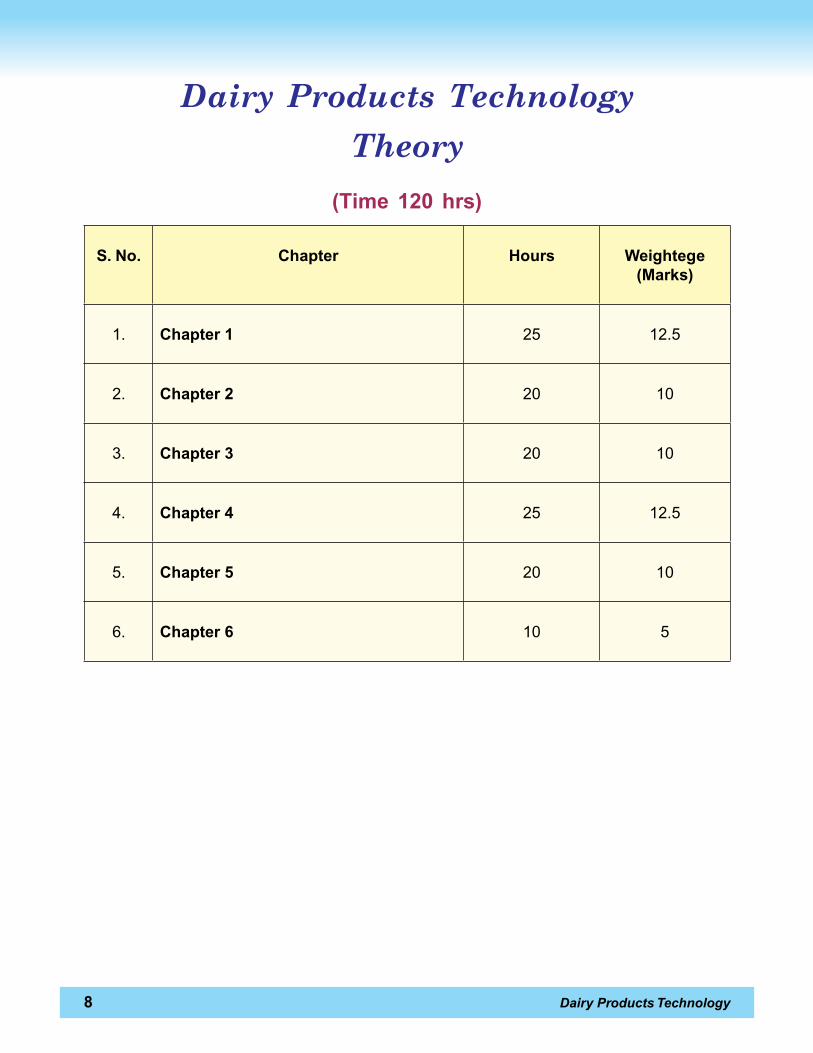
Dairy Products TechnologyTheory
(Time 120 hrs)
S. no. Chapter Hours weightege (Marks)
1. Chapter 1 25 12.5
2. Chapter 2 20 10
3. Chapter 3 20 10
4. Chapter 4 25 12.5
5. Chapter 5 20 10
6. Chapter 6 10 5
Dairy Products Technology 1
Chapter-1Composition, Standards, Manufacturing – Process and Equipment and Defects during Manufacturing and Storage of Cream, Butter, Ghee, Khoa, Chhana and Paneer
Creamobjective
to learn the Production, Processing andstorage ofcream
Introduction
in the indian dietary regimen, milk fat in the form of cream, butter and ghee contributessignificantly towardsnourishmentofpeopleofalmostallagegroups.theseproductsaregood sources of fat soluble vitamins A, d, e and K. in the ancient vedic literature it ismentionedthatgheederivedfromcowmilkhasgotexcellentnutritionalandtonicqualitiesspeciallybeneficialtopersonsconvalescingafterchronicillnessandbonefracture.creamisa fat richcomponentandhasbeenknownfromtime immemorialas thefatty layer thatrisestothetopportionofthemilkwhenleftundisturbed.creamissoldinmanyvarieties.Although used for several purposes, it is primarily something of a luxury because of itsexcellent flavor, body and texture.
Definition
cream may be defined as that portion of milk which is rich in milk fat or that portion ofmilk into which fat has been gathered and which contains a large portion of milk fat, orwhen milk fat is concentrated into a fractionof theoriginal milk.
According to the Fssr rules (2011), cream excluding sterilized cream is the product ofcow or buffalo milk or a combination there of which conations not less than 25 per centmilk fat (table 1.1). Cream is rich in energy giving fat and fat-soluble vitamins A, d, e,and K, the contents of whichdependson the fat level in cream.
2 Dairy Products Technology
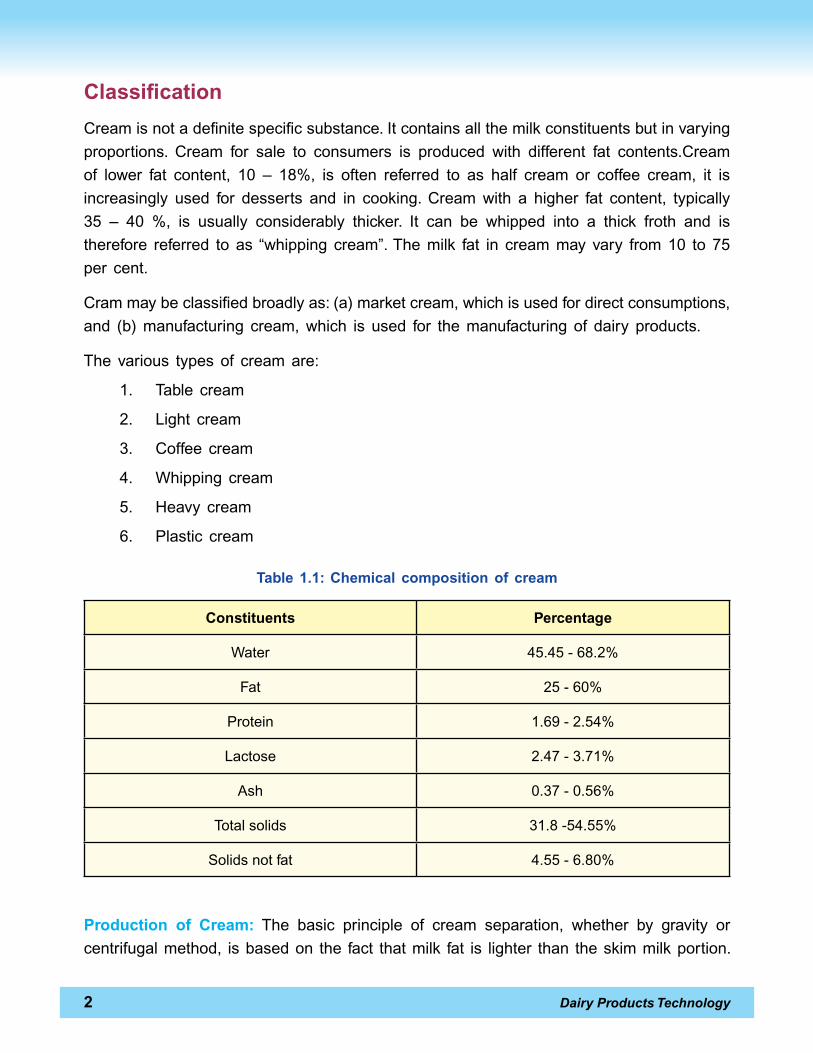
Classification
creamisnotadefinitespecificsubstance.itcontainsallthemilkconstituentsbutinvaryingproportions. cream for sale to consumers is produced with different fat contents.creamof lower fat content, 10 – 18%, is often referred to as half cream or coffee cream, it isincreasingly used for desserts and in cooking. cream with a higher fat content, typically35 – 40 %, is usually considerably thicker. it can be whipped into a thick froth and istherefore referred to as “whipping cream”.the milk fat in cream may vary from 10 to 75per cent.
crammaybeclassifiedbroadlyas:(a)marketcream,whichisusedfordirectconsumptions,and (b)manufacturing cream,which is used for themanufacturingof dairy products.
the various types of creamare:
1. table cream
2. Light cream
3. coffee cream
4. Whipping cream
5. Heavy cream
6. Plastic cream
Table 1.1: Chemical composition of cream
Constituents Percentage
Water 45.45-68.2%
Fat 25-60%
Protein 1.69-2.54%
Lactose 2.47-3.71%
Ash 0.37-0.56%
totalsolids 31.8-54.55%
solidsnotfat 4.55-6.80%
Production of Cream: the basic principle of cream separation, whether by gravity orcentrifugalmethod, isbasedon the fact thatmilk fat is lighter than theskimmilkportion.
Dairy Products Technology 3
At 160c the average density of milk fat is 0.93 and skin milk 1.036. Hence when milk,whichmaybeconsidered tobeamixtureof fat (ascream)andskinmilk, is subjected toeither gravity or a centrifugal force (Fig. 1.1), the two components, viz. cream and skinmilk, by virtueof their differing densities stratify fromoneanother.
centrifugalmethodisusedcommerciallytoseparatecreamfrommilk.Whenmilkenterstherapidly revolvingbowlof thecreamseparator, it is immediately subjected toacentrifugalforce,which is3000 to1600 timesgreater thangravitational force.Whileboth the fatandskimmilkaresubjectedtothecentrifugalforce,thedifferenceindensityaffectstheheavieri.e.portionskimmilkmoreintentlyandforcedtotheperipherywhilethefatportionmovestowards the centre.
the skim milk and cream both form vertical walls within the and are separated by ledthrough separate outlets
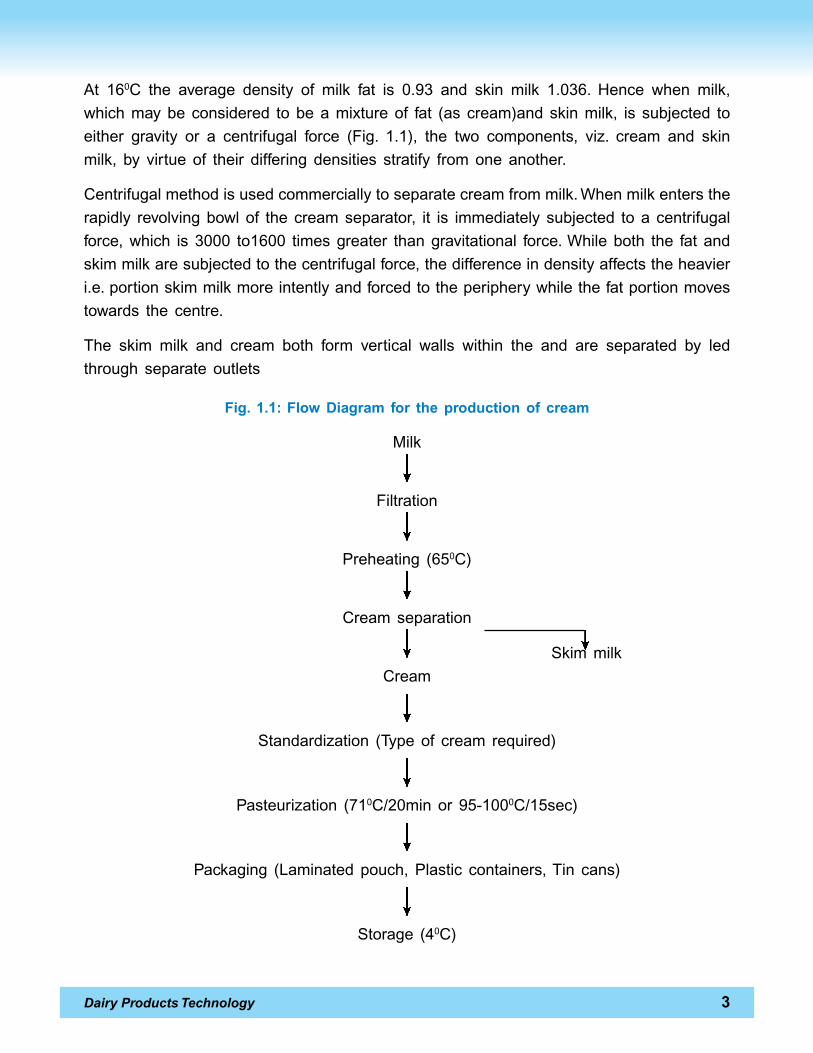
Fig. 1.1: Flow Diagram for the production of cream
Milk
Filtration
Preheating (650c)
creamseparation
skimmilkcream
standardization (typeof cream required)
Pasteurization (710c/20minor 95-1000c/15sec)
Packaging (Laminatedpouch, Plastic containers,tin cans)
storage (40c)
4 Dairy Products Technology
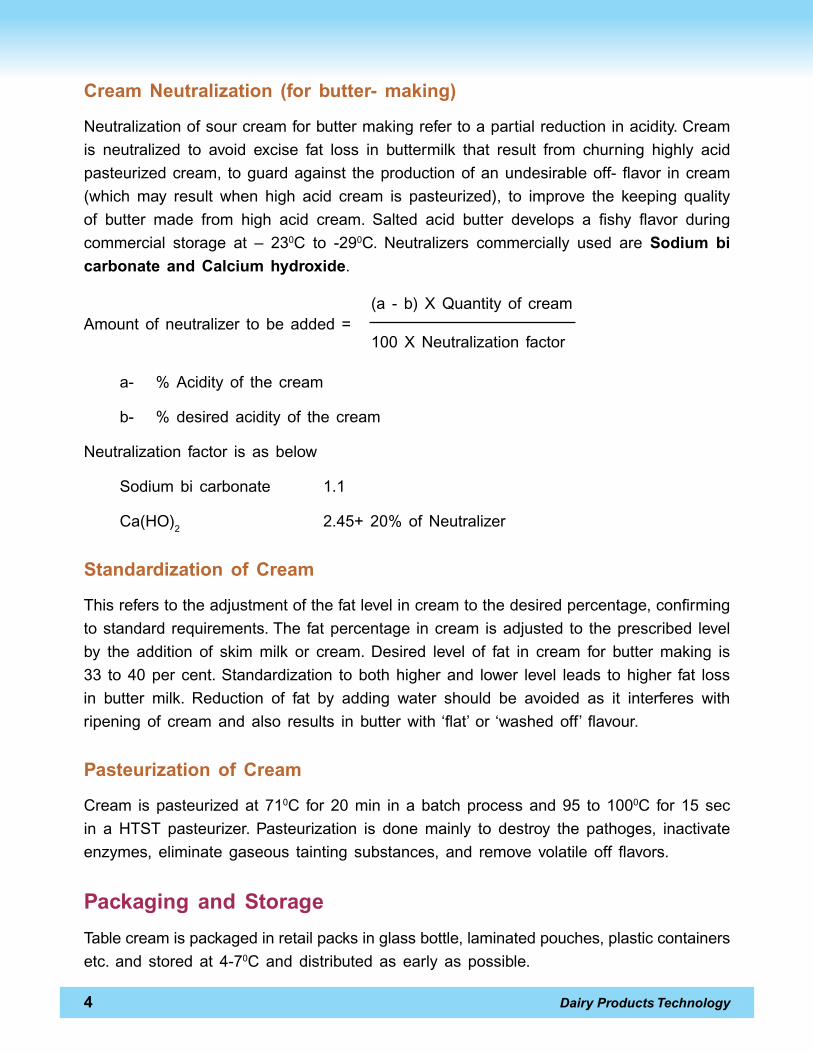
Cream neutralization (for butter- making)
neutralizationofsourcreamforbuttermakingrefertoapartialreductioninacidity.creamis neutralized to avoid excise fat loss in buttermilk that result from churning highly acidpasteurizedcream, toguardagainst theproductionofanundesirableoff-flavor incream(which may result when high acid cream is pasteurized), to improve the keeping qualityof butter made from high acid cream. salted acid butter develops a fishy flavor duringcommercial storage at – 230c to -290c. neutralizers commercially used are Sodium bi carbonate and Calcium hydroxide.
(a - b)XQuantity of creamAmount of neutralizer to beadded= 100Xneutralization factor
a- %Acidity of the cream
b- % desired acidity of the cream
neutralization factor is asbelow
sodium bi carbonate 1.1
ca(Ho)2 2.45+20%ofneutralizer
Standardization of Cream
thisreferstotheadjustmentofthefatlevelincreamtothedesiredpercentage,confirmingtostandardrequirements.the fatpercentage incream isadjusted to theprescribed levelby the addition of skim milk or cream. desired level of fat in cream for butter making is33 to40percent.standardization tobothhigherand lower level leads tohigher fat lossin butter milk. reduction of fat by adding water should be avoided as it interferes withripening of creamand also results in butterwith‘flat’ or‘washedoff’ flavour.
Pasteurization of Cream
cream ispasteurizedat710c for20min inabatchprocessand95 to1000c for15secin a Htst pasteurizer. Pasteurization is done mainly to destroy the pathoges, inactivateenzymes, eliminate gaseous tainting substances, and remove volatile off flavors.
Packaging and Storage
tablecreamispackagedinretailpacksinglassbottle,laminatedpouches,plasticcontainersetc. and stored at 4-70cand distributed asearly aspossible.
Dairy Products Technology 5
activity
take100mlmilk inaglassandkeep inundisturbedcondition for2honuniformplatformand observe for fat layer separation.
review Questions
1. Write the importance of creamstandardization
2. Write the importance of neutralization of cream
3. standardize the cream having 60% fat to 45% fat using skim milk testing 0.8% fat.calculate theamountofskimmilk requiredandfinalquantityofstandardizedcreamproduced.
Butterobjective
to learn the Manufacturing and PackagingofButter
Introduction
Butter isa fat richdairyproduct,generallymade fromcreambychurningandworking. itcontains80% fat,which ispartlycrystallized.Buttermaking isoneof theoldest formsofpreserving the fat componentofmilk. itsmanufacturedatesback tosomeof theearliesthistoricalrecords,andreferencehasbeenmadetotheuseofbutterinsacrificialworship,for medicinal and cosmetic purposes, and as a human food long before the christianera. Butter can be produced from the milk of cow, buffalo, camel, goat, ewe and mares.Fat is separated from milk in the form of cream using cream separator.the cream canbe either purchased from a fluid milk dairy or separated from whole milk by the buttermanufacturer.thecreamshouldbesweet (pHgreater than6.6),not rancid,notoxidized,and free from off flavors.the cream is pasteurized at a temperature of 80°c or more todestroy enzymesand micro-organisms.
Composition of Butter
Butter is principally composed of milk fat, moisture, salt and curd. it also contains smallamount of lactose, acids, phospholipids, air, microorganisms, enzymes and vitamins.the proportion of principal constituents in butter is largely controlled by the method ofmanufacture and this inturn is chiefly regulated to conform to the standards of butter
6 Dairy Products Technology
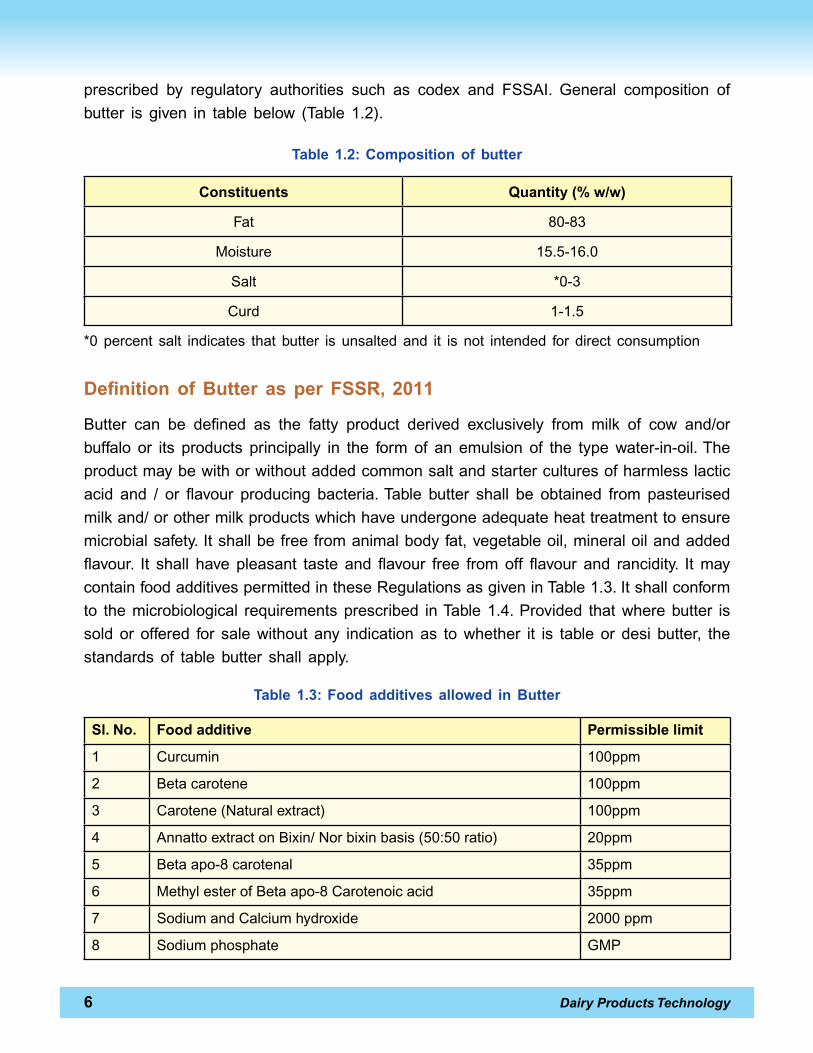
prescribed by regulatory authorities such as codex and FssAi. general composition ofbutter is given in table below (table1.2).
Table 1.2: Composition of butter
Constituents Quantity (% w/w)
Fat 80-83
Moisture 15.5-16.0
salt *0-3
curd 1-1.5
*0 percent salt indicates that butter is unsaltedand it is not intended for direct consumption
Definition of Butter as per FSSr, 2011
Butter can be defined as the fatty product derived exclusively from milk of cow and/orbuffalo or its products principally in the form of an emulsion of the type water-in-oil.theproductmaybewithorwithoutaddedcommonsaltandstarterculturesofharmlesslacticacid and / or flavour producing bacteria.table butter shall be obtained from pasteurisedmilkand/orothermilkproductswhichhaveundergoneadequateheattreatmenttoensuremicrobialsafety. itshallbefreefromanimalbodyfat,vegetableoil,mineraloilandaddedflavour. it shall have pleasant taste and flavour free from off flavour and rancidity. it maycontainfoodadditivespermittedintheseregulationsasgivenintable1.3.itshallconformto themicrobiological requirementsprescribed intable1.4.Provided thatwherebutter issoldor offered for salewithout any indicationas towhether it is tableor desi butter, thestandards of table butter shall apply.
Table 1.3: Food additives allowed in Butter
Sl. no. Food additive Permissible limit
1 curcumin 100ppm
2 Betacarotene 100ppm
3 carotene(naturalextract) 100ppm
4 AnnattoextractonBixin/norbixinbasis(50:50ratio) 20ppm
5 Betaapo-8carotenal 35ppm
6 MethylesterofBetaapo-8carotenoicacid 35ppm
7 sodiumandcalciumhydroxide 2000ppm
8 sodiumphosphate gMP
Dairy Products Technology 7
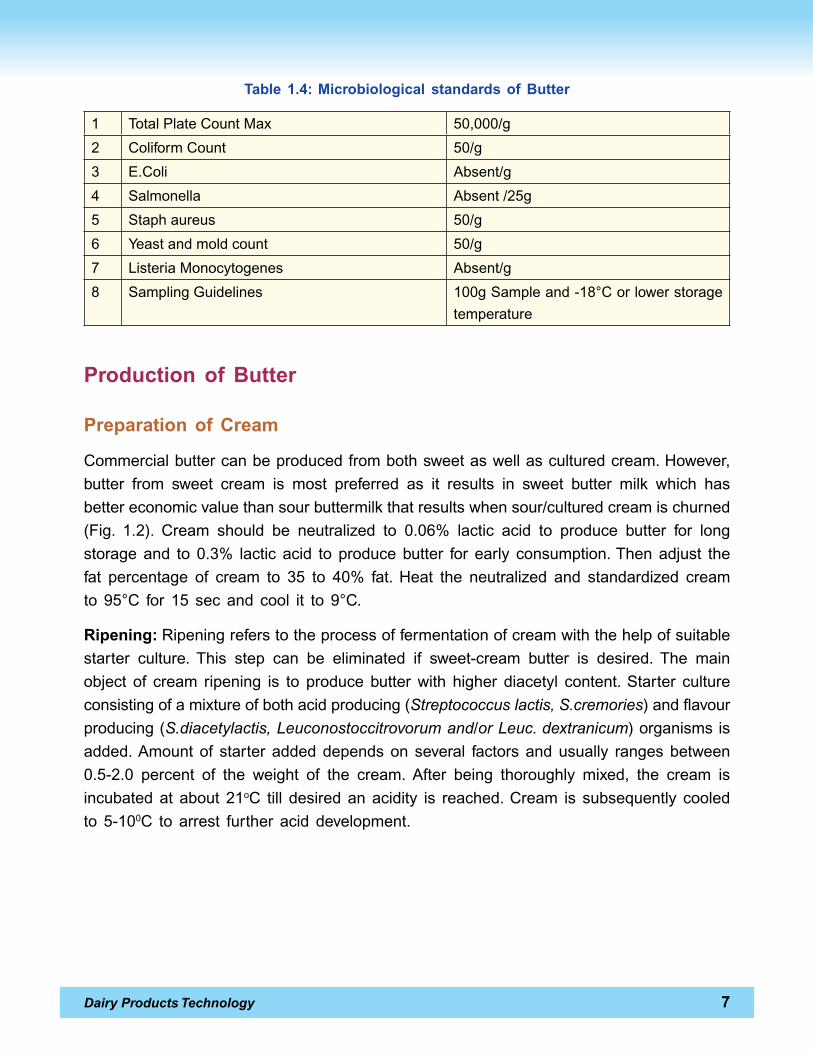
Table 1.4: Microbiological standards of Butter
1 totalPlatecountMax 50,000/g
2 coliformcount 50/g
3 e.coli Absent/g
4 salmonella Absent/25g
5 staphaureus 50/g
6 Yeastandmoldcount 50/g
7 ListeriaMonocytogenes Absent/g
8 samplingguidelines 100gsampleand-18°corlowerstorage
temperature
Production of Butter
Preparation of Cream
commercialbuttercanbeproducedfrombothsweetaswellasculturedcream.However,butter from sweet cream is most preferred as it results in sweet butter milk which hasbettereconomicvaluethansourbuttermilkthatresultswhensour/culturedcreamischurned(Fig. 1.2). cream should be neutralized to 0.06% lactic acid to produce butter for longstorageand to0.3% lactic acid toproducebutter for early consumption.thenadjust thefat percentage of cream to 35 to 40% fat. Heat the neutralized and standardized creamto 95°c for 15 secand cool it to 9°c.
ripening: ripeningreferstotheprocessoffermentationofcreamwiththehelpofsuitablestarter culture. this step can be eliminated if sweet-cream butter is desired. the mainobject of cream ripening is to produce butter with higher diacetyl content. starter cultureconsistingofamixtureofbothacidproducing(Streptococcus lactis, S.cremories)andflavourproducing(S.diacetylactis, Leuconostoccitrovorum and/or Leuc. dextranicum)organismsisadded.Amountof starteraddeddependsonseveral factorsandusually rangesbetween0.5-2.0 percent of the weight of the cream. After being thoroughly mixed, the cream isincubatedat about 21oc till desiredanacidity is reached.cream is subsequently cooledto 5-100c to arrest further acid development.
8 Dairy Products Technology
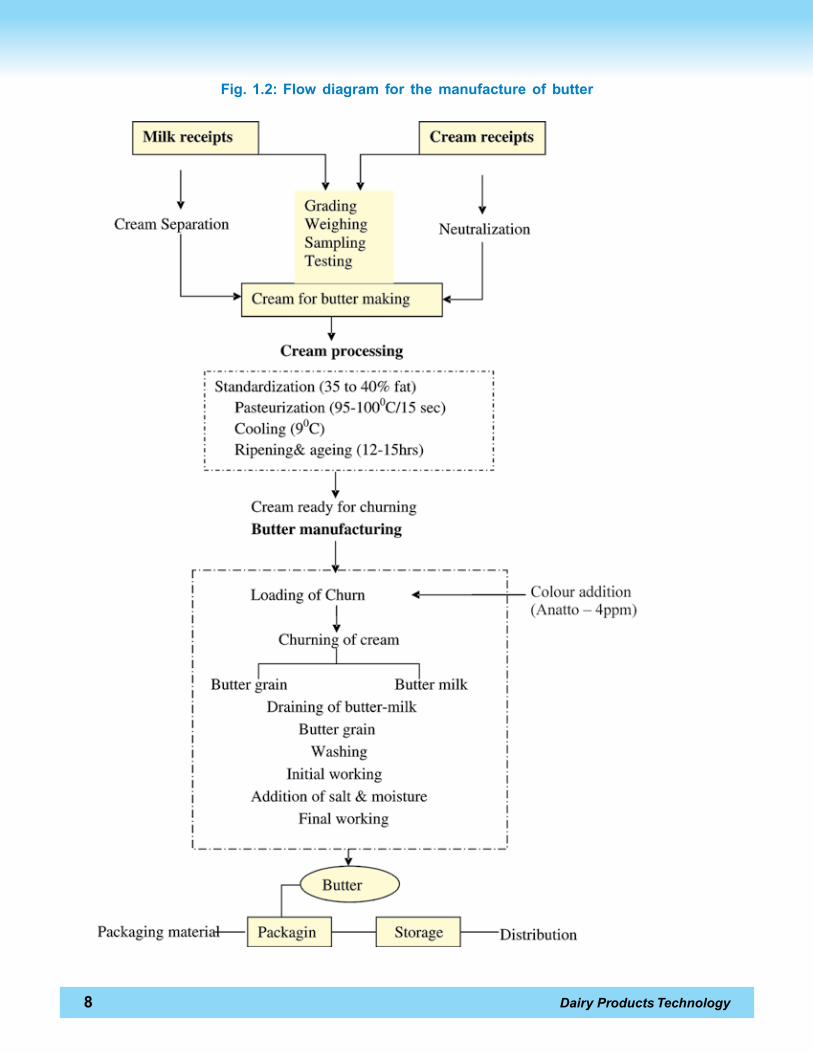
Fig. 1.2: Flow diagram for the manufacture of butter

Dairy Products Technology 9
Cream Processing
aging: cream is held at cool temperatures to crystallize the butterfat globules, ensuringproper churning and texture of the butter. in the aging tank, the cream is subjected to aprogram of controlled cooling designed to give the fat the required crystalline structure.As a rule, aging takes 12 - 15 hours. From the aging tank, the cream is pumped to thechurnorcontinuousbuttermakingmachineviaaplateheatexchangerwhichbrings it tothe requisite temperature.
Churning: cream is agitated, and eventually butter granules form, grow larger, andcoalesce. in theend, therearetwophases left:asemisolidmassofbutter,andthe liquidleft over, which is the buttermilk.
Draining and washing: in traditional churning, themachinestopswhen thegrainshavereached a certain size, whereupon the buttermilk is drained off. With the continuousbuttermaker thedrainingof thebuttermilk isalsocontinuous.Afterdraining, thebutter isworked to a continuous fat phase containing a finely dispersed water phase. it used tobe common practice to wash the butter after churning to remove any residual buttermilkand milk solids but this is rarely done today.this washing process would ensure that allthe butter milk is washed out of the butter. otherwise the butter would not have goodshelf life and go rancid.
Salting: salt isused to improve theflavorand theshelf-life,as it actsasapreservative.Further,thebutterisworkedtoimproveitsconsistency.saltusedshouldbe99.5to99.8%sodium chloride and microbial count should be less than 10/g. salt is added at the rateof 2 to 2.5%.
working: theobjectiveofworkingbutteristoincorporatemoistureanduniformlydistributeadded moisture and salt in butter. during this process remaining fat globules also breakup and form a continuous phase, and moisture is finally distributed to retard bacterialgrowth in butter. it is safer to slightly over-work butter than to under-work. Under-workedbutter may be leaky in body with large visible water droplets and may develop ‘mottles’on standing.
Packing and storage: thebutter isfinallypatted intoshapeandthenwrapped inwaxedpaperandthenstored inacoolplace.As itcools, thebutterfatcrystallizesandthebutterbecomes firm. Whipped butter, made by whipping air or nitrogen gas into soft butter, isintended tospreadmoreeasilyat refrigeration temperatures.normallybutter isstoredat-230c to -290c.
Classification of Butter
Butter may be classified based on treatment given to cream, salt content, method ofmanufacturing and end use.
10 Dairy Products Technology
I. Classification based on acidity of cream used for butter making
1. Sweet cream butter: sweet cream butter (made from non-acidified cream; thisincludes butter in which no bacterial culture have been added to enhance diacetylcontent) having pHof 6.4 (acidity of the churned creamdoesnot exceed0.2%).
2. Mildly acidified butter (madefrompartiallyacidifiedsweetcream)havingpHin therange of 5.2 to 6.3
3. Sour cream butter (made from ripened cream which has more than 0.2% acidity)havingpH5.1.
II. Classification based on salt content
1. Salted butter: Butter to which salt has been added. it is added to improve flavourand keepingquality of butter.
2. unsalted butter: this type of butter contains no salt. it is usually prepared formanufacturing other products suchasgheeandbutteroil.
III. Classification based on end use (as followed by BIS)
1. Table Butter:theproductmadefrompasteurizedcreamobtainedfromcoworbuffalomilkoracombination thereofwithorwithout ripeningwith theuseofstandard lacticculture,additionofcommonsalt,annattoorcaroteneascolouringmatteranddiacetylas flavouring agent.
2. white Butter:theproductmadefrompasteurizedcreamobtainedfromcoworbuffalomilkoracombinationthereofwithoutripeningandwithoutadditionofanypreservativeincluding common salt, anyadded colouringmatter or anyadded flavouringagent.
IV. Classification based on the manufacturing practice (as followed by FSSaI)
1. Pasteurized cream butter/ Pasteurized Table butter: this is made usually frompasteurized sweet cream. such butter usually has a milder flavour than that madefromsimilar creamnot pasteurized.
2. Desi butter:thebutterobtainedby traditionalprocessof churningdahiormalaiaspracticedat domestic levels.
activity
Prepare butter from dahi at your home.take 1 kg milk, boil it for 3min and then cool itto 32°c.Adda spoon of previous daydahi and keep it undisturbed for 8-10h.
Dairy Products Technology 11
review Questions
1. give theFssr2011 standards for butter
2. Write the importance of salting
3. Whyworking is an important step in butter preparation?
Gheeobjective
l to learn the Manufacturingtechniques,Packaging andstorage ofgheel to learnabout thedifferentstandards andgrades ofghee
Introduction
since time immemorial,gheehasbeenused in indiandietas themost importantsourceof fat. ghee, the indian name for clarified butterfat, is obtained by heat clarification anddesiccationofsourcream,creamorbutter.Becauseofitscharacteristicsflavorandpleasantaroma,besidesbeingasourceoffat-solublevitamins,gheeoccupiespredominantpositionamongst milk products in india.
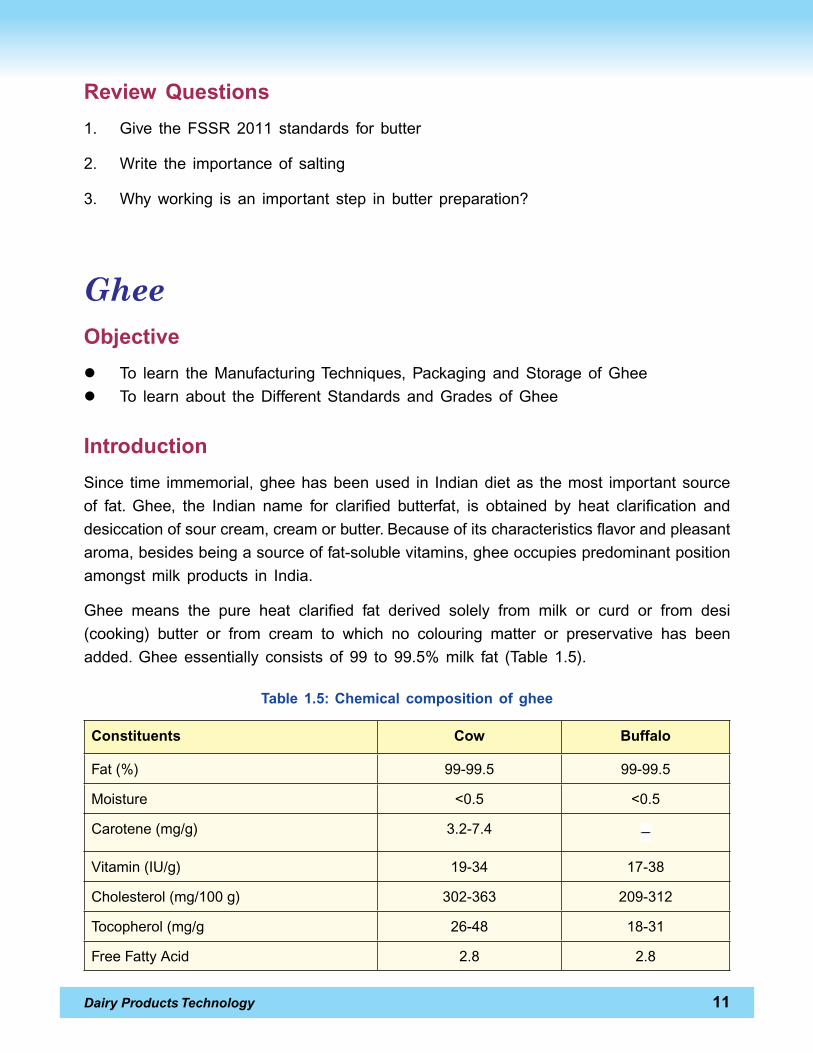
ghee means the pure heat clarified fat derived solely from milk or curd or from desi(cooking) butter or from cream to which no colouring matter or preservative has beenadded.ghee essentially consists of 99 to 99.5%milk fat (table1.5).
Table 1.5: Chemical composition of ghee
Constituents Cow Buffalo
Fat(%) 99-99.5 99-99.5
Moisture <0.5 <0.5
carotene(mg/g) 3.2-7.4
Vitamin(iU/g) 19-34 17-38
cholesterol(mg/100g) 302-363 209-312
tocopherol(mg/g 26-48 18-31
FreeFattyAcid 2.8 2.8
12 Dairy Products Technology
Methods of Preparation
the principle involved in ghee preparation includes concentration of milk fat in the formofcreamorbutter, followedbyheatclarificationof fat richmilkportionand thus reducingtheamountofwatertolessthan0.5%.thebrowncoloredresidue(curd)isthenremovedas ghee residue fromclarified fat.
there are fivemethods of ghee making:
i. desi or indigenous Method
ii. directcreamMethod
iii. creameryButter Method
iv. Pre-stratificationMethod
v. continuous Method
Most of the indian ghee is produced through butter route and there are only a fewinstallations where the cream is concentrated to 85% fat and above and converted toghee by conventional boiling. Pre-stratification of molten butter to save energy in finalboiling is now an integral part of ghee process design. Melting of butter is mostly donein conventional butter melting vats. Few installations exist with on-line butter melting.theconversionofbutterblock intomoltenbutterandseparationofmoisture frommoltenbutter aimed at minimizing the quantity of moisture for evaporation in ghee manufacture.centrifugal clarification of ghee is becoming more popular in recent times. the gheeproducedbycentrifugalclarificationhasgotbetteropticalclarity.continuousgheemakingprocesshasbeenreportedlydeveloped, itscommercialadoption isstillawaitedby indiandairy industry.
Desi Method
thiswasthepracticefromage-olddaysinruralareaswhereexcessivemilkwillbeculturedandkeptforovernightforfermentation.theresultantcurdwaschurnedusinghanddrivenwooden beaters to separate the milk fat in the form of desi butter. some follow slightlydifferent method wherein milk is heated continuously to about 800c, the malai (creamylayer) that forms over the surface was collected manually.this malai is then churned togetthedesibutter.Aftercollectionofdesibutteroveraperiodoftime,thisbutterismeltedin a metal pan or earthenware vessel on an open fire. extent of frothing is an index tojudgewhentoterminateheating.Heatingmustbestoppedwhensuddenfoamingappearsand leave thecontentsundisturbedafterheating.curdparticlesstartssettlingdownoveraperiodof timeanddecant theclear fatcarefully. in thismethod it ispossible toachieveonly 75 – 85% fat recovery.
Dairy Products Technology 13
Creamery Butter Method
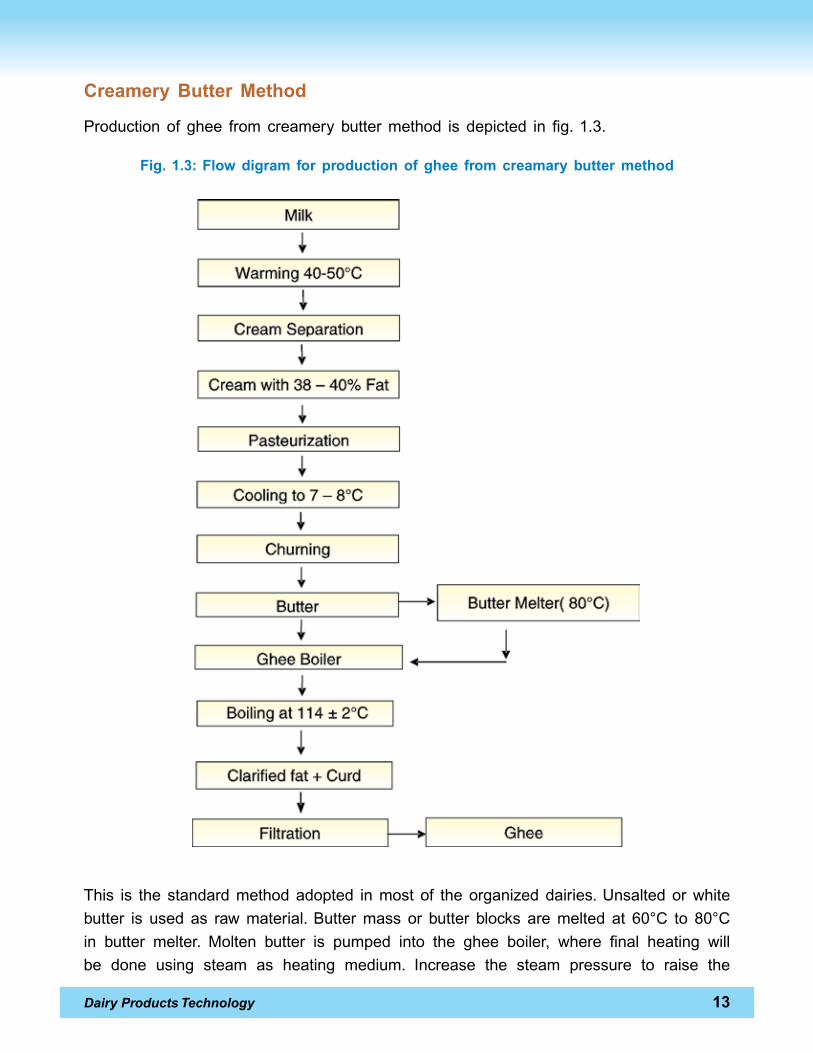
Production of ghee fromcreamerybuttermethod is depicted in fig. 1.3.
Fig. 1.3: Flow digram for production of ghee from creamary butter method
this is the standardmethodadopted inmost of theorganizeddairies.Unsaltedorwhitebutter is used as raw material. Butter mass or butter blocks are melted at 60°c to 80°cin butter melter. Molten butter is pumped into the ghee boiler, where final heating willbe done using steam as heating medium. increase the steam pressure to raise the
14 Dairy Products Technology
temperature.scumwhich is formingon the topof the surfaceof theproduct is removedfrom time to time with the help of perforated ladle. At the moment of disappearance ofeffervescence and appearance of finer air bubbles on the surface of the fat along withbrowning of the curd particles indicates the end point. At this stage typical ghee aromais produced. Final heating temperature is adjusted to about 114±2°c.to get the cookedflavour, heating beyond this temperature is also being in practice. ghee is filtered via oilfilter into the settling tank.
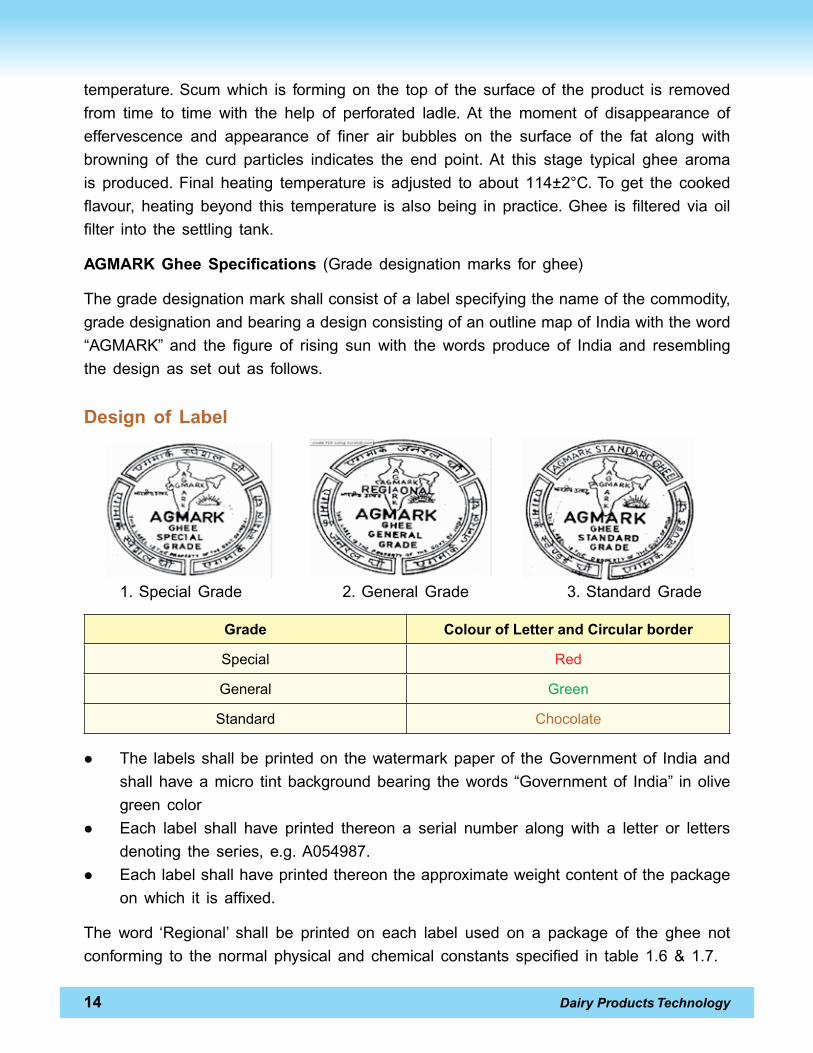
agMarK ghee Specifications (gradedesignation marks for ghee)
thegradedesignationmarkshallconsistofalabelspecifyingthenameofthecommodity,gradedesignationandbearingadesignconsistingofanoutlinemapofindiawiththeword“AgMArK” and the figure of rising sun with the words produce of india and resemblingthe design as set out as follows.
Design of label
1.specialgrade 2.generalgrade 3.standardgrade
grade Colour of letter and Circular border
special red
general green
standard chocolate
l the labelsshallbeprintedon thewatermarkpaperof thegovernmentof indiaandshallhaveamicro tintbackgroundbearing thewords“governmentof india” inolivegreen color
l each label shall have printed thereon a serial number along with a letter or lettersdenoting the series, e.g.A054987.
l eachlabelshallhaveprintedthereontheapproximateweightcontentofthepackageon which it is affixed.
the word ‘regional’ shall be printed on each label used on a package of the ghee notconforming to the normal physical and chemical constants specified in table 1.6&1.7.
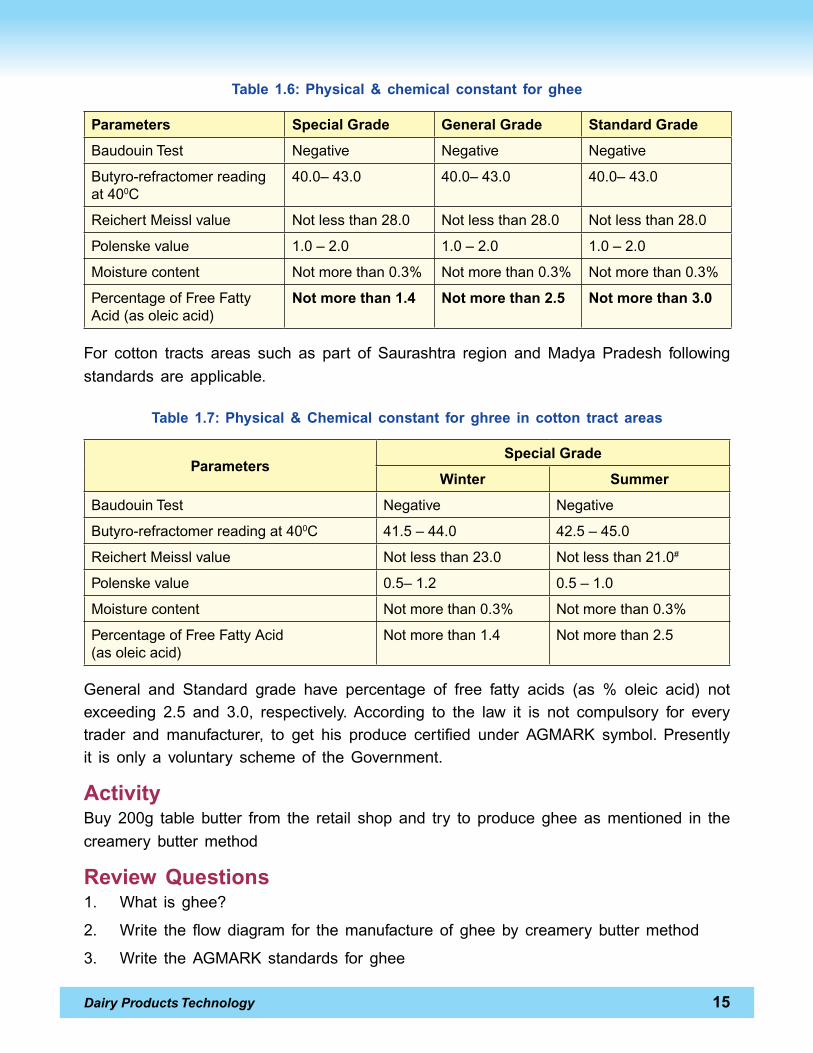
Dairy Products Technology 15
Table 1.6: Physical & chemical constant for ghee
Parameters Special grade general grade Standard grade
Baudouintest negative negative negative
Butyro-refractomerreadingat400c
40.0–43.0 40.0–43.0 40.0–43.0
reichertMeisslvalue notlessthan28.0 notlessthan28.0 notlessthan28.0
Polenskevalue 1.0–2.0 1.0–2.0 1.0–2.0
Moisturecontent notmorethan0.3% notmorethan0.3% notmorethan0.3%
PercentageofFreeFattyAcid(asoleicacid)
not more than 1.4 not more than 2.5 not more than 3.0
For cotton tracts areas such as part of saurashtra region and Madya Pradesh followingstandards areapplicable.
Table 1.7: Physical & Chemical constant for ghree in cotton tract areas
ParametersSpecial grade
winter Summer
Baudouintest negative negative
Butyro-refractomerreadingat400c 41.5–44.0 42.5–45.0
reichertMeisslvalue notlessthan23.0 notlessthan21.0#
Polenskevalue 0.5–1.2 0.5–1.0
Moisturecontent notmorethan0.3% notmorethan0.3%
PercentageofFreeFattyAcid(asoleicacid)
notmorethan1.4 notmorethan2.5
general and standard grade have percentage of free fatty acids (as % oleic acid) notexceeding 2.5 and 3.0, respectively. According to the law it is not compulsory for everytrader and manufacturer, to get his produce certified under AgMArK symbol. Presentlyit is only a voluntary schemeof thegovernment.
activityBuy 200g table butter from the retail shop and try to produce ghee as mentioned in thecreamerybuttermethod
review Questions1. What is ghee?
2. Write the flowdiagram for themanufactureof gheeby creamery buttermethod
3. Write theAgMArKstandards for ghee
16 Dairy Products Technology
Khoaobjective
to learn the Meaning,Varieties andstandards andProductionofKhoa
Introduction
Among the indigenous milk products, khoa occupies first position as it form a base fornumber of sweet delicacies. Khoa is a popular product throughout india and is called bydifferent names in different regions likeKhoya, Mawa, Kova, Palghova etc.
Definition ofKhoa
Khoa is a concentrated whole milk product obtained by open pan condensing of milkunder atmospheric pressure.
According toFood Safety and Standard regulations 2011,KHoYAbywhatever varietyof names it is sold such as Pindi, danedar, dhap, Mawa or Kava means the productobtainedfromcoworbuffaloorgoatorsheepmilkormilksolidsoracombinationthereofby rapid drying.the milk fat content shall not be less than 30% on dry weight basis offinished product. it may contain citric acid not more than 0.1 per cent by weight. it shallbe free fromadded starch, added sugar andadded colouringmatter.
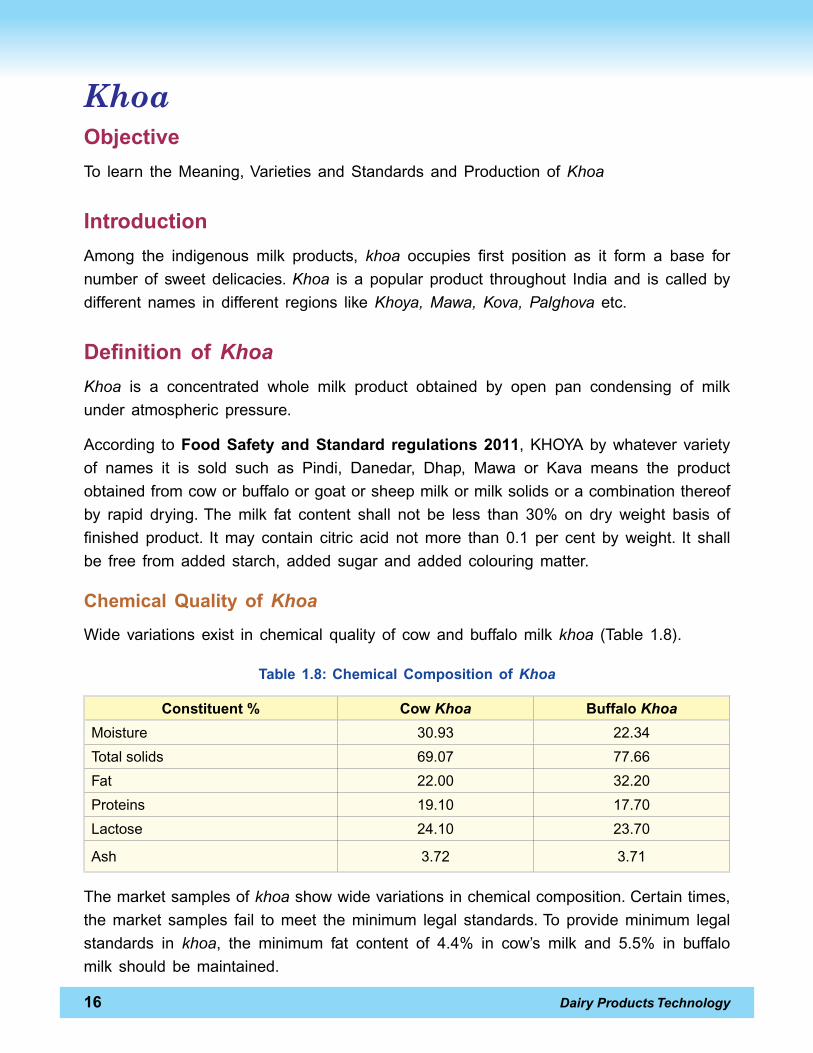
Chemical Quality of Khoa
Wide variationsexist in chemical quality of cowandbuffalomilkkhoa (table1.8).
Table 1.8: Chemical Composition of Khoa
Constituent % Cow Khoa Buffalo Khoa
Moisture 30.93 22.34
totalsolids 69.07 77.66
Fat 22.00 32.20
Proteins 19.10 17.70
Lactose 24.10 23.70
Ash 3.72 3.71
themarketsamplesofkhoashowwidevariationsinchemicalcomposition.certaintimes,the market samples fail to meet the minimum legal standards.to provide minimum legalstandards in khoa, the minimum fat content of 4.4% in cow’s milk and 5.5% in buffalomilk should be maintained.
Dairy Products Technology 17
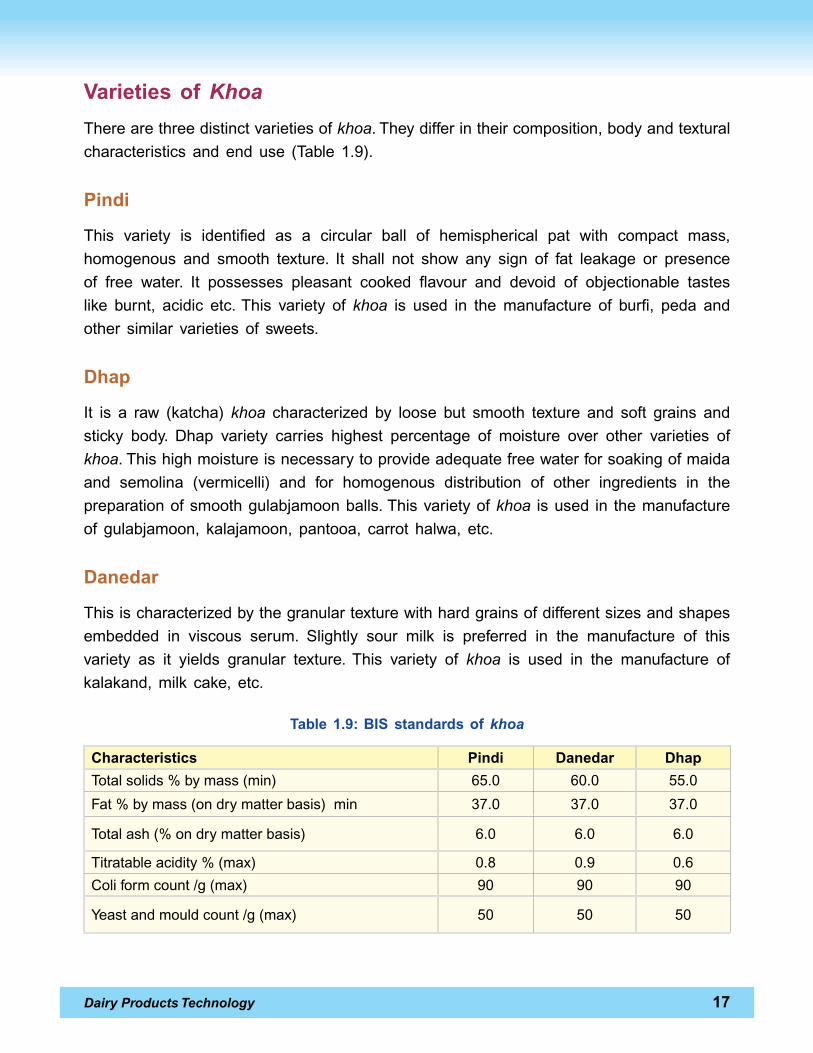
Varieties of Khoa
therearethreedistinctvarietiesofkhoa.theydifferintheircomposition,bodyandtexturalcharacteristics and end use (table1.9).
Pindi
this variety is identified as a circular ball of hemispherical pat with compact mass,homogenous and smooth texture. it shall not show any sign of fat leakage or presenceof free water. it possesses pleasant cooked flavour and devoid of objectionable tasteslike burnt, acidic etc.this variety of khoa is used in the manufacture of burfi, peda andother similar varieties of sweets.
Dhap
it is a raw (katcha) khoa characterized by loose but smooth texture and soft grains andsticky body. dhap variety carries highest percentage of moisture over other varieties ofkhoa.thishighmoistureisnecessarytoprovideadequatefreewaterforsoakingofmaidaand semolina (vermicelli) and for homogenous distribution of other ingredients in thepreparationofsmoothgulabjamoonballs.thisvarietyofkhoa isused in themanufactureof gulabjamoon, kalajamoon, pantooa, carrot halwa, etc.
Danedar
thisischaracterizedbythegranulartexturewithhardgrainsofdifferentsizesandshapesembedded in viscous serum. slightly sour milk is preferred in the manufacture of thisvariety as it yields granular texture. this variety of khoa is used in the manufacture ofkalakand, milk cake, etc.
Table 1.9: BIS standards of khoa
Characteristics Pindi Danedar Dhap
totalsolids%bymass(min) 65.0 60.0 55.0
Fat%bymass(ondrymatterbasis)min 37.0 37.0 37.0
totalash(%ondrymatterbasis) 6.0 6.0 6.0
titratableacidity%(max) 0.8 0.9 0.6
coliformcount/g(max) 90 90 90
Yeastandmouldcount/g(max) 50 50 50
18 Dairy Products Technology
Preparation of Khoa
Khoa is prepared by different methods depending on the location, quantity etc. Khoa ismanufacturedby the following fourbasicmethodsviz. traditionalmethod, improvedbatchmethod, mechanized method and useofmembrane technology.
Traditional Method
generally buffalo milk is preferred for manufacture of khoa as it results in higher yield,smooth texture and soft body with sweet taste.Where buffalo milk is not available, cowmilk is used for khoa making but it results in pasty body and slightly saltish taste in theproduct.
Filtered milk is taken in a thick wide mouth iron pan (karahi) and boiled on a brisknon – smoky fire. An iron scraper (kunti) is used for stirring the milk during boiling andalso to scrape the milk films forming on the surface during boiling. A rapid stirring andscrapping is carried out throughout boiling to facilitate quick and rapid evaporation ofwater frommilkandalso toprevent scorchingofmilk filmonsurface.due to continuousevaporation of water, the milk progressively thickens. some researchers observed thatat 2.8 fold concentration of cow milk and 2.5 fold concentration of buffalo milk, heatdenaturation of milk proteins take place and the proteins will not go into solution again.As the concentration is progressing the product slowly tends to leave the sides of thepanandstartsaccumulatingat thebottomandat this stage thepanhas tobe removedfrom the fire.the contents are worked up and allowed to cool and the residual heat intheproducthelps in furtherevaporationofmoisture.At thisstage,stirringandscraping isincreased to obtain good quality product. if the milk is subjected to high heat treatmentwith less stirring and scraping at this stage results in dark colored khoa that does notfetchgoodmarket valueas thatofwhiteor creamcoloredkhoawhich ismorepreferredfor sweets making.
Production of Three Varieties of Khoa
Dhap
For preparing dhap variety of khoa the heating should be stopped at rabri stage (thickmass)andleavingtheproductwithoutmuchworkingresults indhapvarietyofkhoawhichcarry soft grainsand highmoisture content.
Dairy Products Technology 19
Pindi
For production of pindi variety of khoa, heating is continued after rabri stage and withthehelpofawooden ladle thesoft grainsarecrushedand themass isworkedout toasmooth texturedproduct.Aftercooling, thekhoa ismoulded in tohemisphericalmolds togive its shape.
Danedar
sour milk is preferred for production of khoa.generally the milk that is left over after thepreparationofothervarietiesofkhoaisconvertedintodanedarvarietyofkhoa.sometimescitric acid (0.05 to 0.1%) or sour whey is added to milk at boiling stage to get granulartexture.
Improved Batch Method
A stainless steel double jacketed, steam heated pan or kettle is used to provide greatercontrolontheheatingprocessandtoensureanonsmokyheating.Fivelitersofstandardizedcowmilkwith4.5%fatorfourlitersofstandardizedbuffalomilkwith5.5%fatistakenperbatchandmilk isbrought toboil in thekettle.duringboiling,bottomand thesurfacesofthe kettle are scraped and milk is stirred vigorously by a stainless steel stirrer to avoidburning of milk solids. About 2 kg/cm2 pressure is used for boiling milk. When the milkattainsa rabri stage,slowheating isnecessaryat thisstage topreventburningofsolidson the surface, discoloration of the product, development of burnt flavour and hard bodyand coarse texture.the rate of stirring should be increased during last stages to obtaingood quality product. As soon as the product shows signs of leaving the sides of thekettleandaccumulating in thecentre inapat form,heating isstopped. it takesabout15-20 minutes to prepare abatch ofkhoa (1 kgapprox) by thismethod.
Assteamwillnotbeavailableatvillageleveltheabovemethodhasitsapplicationonlyindairieshavingsteamproductionlines.Howeveravillagelevelkhoapanwasdevelopedtoovercome theaboveproblem.thesetupconsistsofhemisphericalmildsteelpan joinedto a cylindrical jacket.Water is taken in the jacket and heated by placing the whole unitoverachulla.steamisgeneratedinthejacketandthepressureis indicatedbyagauge.the milk is taken in the steel pan and heated by the steam and after loosing the latentheat, returns towaterphase.Water in liquidandvapour formexists inphaseequilibriumat adjusted pressure because of the closed system. good quality khoa can be preparedin the pan from2.5 litersmilk in 8minutes.
20 Dairy Products Technology
Mechanized Processes for Khoa Production
use of roller Driers
Arollerdryingprocesswasadoptedinthepreparationofkhoa.Processvariablessuchassteam pressure, flow rate and distance between rollers and scrappers were adjusted toget thedesirableproduct.Vacuumconcentratedmilkwith 50%t.s.washeated to 74 ºcfor10minutes todevelopcookedflavour inkhoa.steamatapressureof25 -30psiandrollerspeedof17-19rpmgivesgoodresults. itwasconcluded thatsatisfactorykhoacanbe prepared on drum driers using 50%t.s. vacuum concentrated milk.the concentrateis preheated to 101 to 103 ºc for 10-12 minutes to develop cooked flavour and drumswith steam pressureof 0.7 to 1 kg/cm2anda roller speedof 10 rpm.
use of Scrapped Surface Heat exchangers
Attempts have been made to use scrapped surface heat exchangers in the preparationof khoa. A mechanized scraped surface heat exchanger with a conical vat process isdeveloped for theproductionofkhoa. Forty kg concentratedor 80 kgwholemilk canbetakenperbatchwhichtakesabout14minutes&50minutesrespectively.steampressureused is 1.5 kg/cm2.Product lossesarehigh in thismachine.
a Continuous Khoa Making Machine
Acontinuouskhoamakingmachinewasdevelopedwhichconsistsofapreheatingcylinderand two cascading pans. the preheater is a steam jacketed cylinder containing rotaryscrapers which rotate at 120 rpm. the cascading pans are open steam jacketed pansprovidedwithspringloadedreciprocatingtypescrapperknivesoperatingat30strokesperminute.the milk is taken into the preheater and heated by steam at 3 kg/cm2 pressure.Here the milk is concentrated to about 30 to 35 per cent of total solids within 10 to 12minutes time. From the preheater, the milk enters the first cascading pan. Here the milkis further concentrated toabout 50 to55per cent total solidswithin7 to8minutes.theproduct thenmoves to thesecondcascadingpanwhere itsconcentration is raised to thedesired level i.e., 70-75 per cent in 6 to 7 minutes.the steam pressures maintained inthetwopansare2kg/cm2and1.5kg/cm2respectively.50 litersofmilkcanbeconvertedinto khoa within an hour time in this machine.the steam requirement is 50 kg per hourand electric power requirement is 4KWper hour.
use of Horizontal Heat exchanger
Ahorizontal heat exchanger forkhoamakingwasdevelopedwhich consists of ahopper
Dairy Products Technology 21
toaccommodate thefoamandprovidemilkconcentrationunderatmosphericpressure. inthismodelthesteamjacketissubdividedintothreepartstoreducetheamountofheatingas theproductmoves.thescraper speed is40 rpmand thesteampressuremaintainedis 3 kg/cm2in the first compartmentwhich is stepwise reduced to1.5 kg/cm2 in the lastcompartment.themachinecanconvert50kgofmilk intokhoaperhourperbatch.Latera continuous khoa making machine with three stage concentration was developed. themachine has three jacketed cylinders placed in a cascade arrangement. this facilitateseasytransferofmilkfromonecylinderintotheother.thescrapperspeedsare40,55and69 rpm for the first, 2nd& 3rd stage respectively.the operating steam pressures used are2.0&1.7&1.5kg/cm2 in respectivestages.one roller isused in the laststage inplaceof scraper blade which kneads the khoa to improve its body and texture.the first stageraises the milk solids level from initial 15 to 25 percent, the second stage to 50 percentandthethirdstageto70percent.themachineconverts50kgofmilk intokhoaperhourattheoperatingpressures,specified.However,thecapacitydependsonthemilkflowrate,steampressure,totalsolidconcentrationoffeedandfinalmoisturerequiredintheproduct.it is claimed that useof concentrated milk improves the capacity of themachine.
use of Inclined Scraped Surface Heat exchanger
An inclined scraped surface heat exchange for continuous khoa making was developed.theyusedascraperassemblywhichcombines the functionsof scrapingandconveying.the ssHe has 3 jackets which operate at 1.0, 1.5 and 1.0 kg/cm3 respectively. Milk ispre-concentrated to 40 - 55% t.s and fed at the rate 60-80 lts/hr. Feed temperaturesbetween10–80°ccanbeemployed.rotorspeedusedis40to80rpm.theadvantagesclaimed by this unit are:
l increased solids content in feed improves the colour of khoa because of reducedresidence times. it also improves the capacity of themachine.
l increase in feed temperature enhances the capacity of theplant.
l By increasing rotor speed there will be significant increase in the heat transferrate.
l Variation in steam pressure in separate sections of steam jacket results in changeof heat transfer rate, colour and texture of khoa due to change in the temperatureto which the milk constituents are subjected to different stagesofkhoamaking.
l the manpower requirementsare less.
22 Dairy Products Technology
Contherm – Convap System
Attemptsweremadetopreparekhoaoncontherm-convapsystemwhichwasdevelopedbyAlfa-Laval.thisunitconsistsoftwoparts,aconthermforheatingthefeedtoabout95ºcandconvap(assHe) forconcentratingmilk todesiredmilksolids level.concentratedmilkwith35-40%t.s.at the rateof300-350kgperhourcanbe fed to themachine.thesteam pressures employed are3 kg /cm2 in contherm and4 kg/cm2 in convap.
Factors affecting Quality of Khoa
Higheramountoffreefat(>60%)willbereleasedinbuffalomilkkhoathancowmilkkhoa.Higher free fat content contributes to soft body and oily or greasy appearance to buffalomilkkhoa.the quality ofkhoa dependson:
type ofmilk used inkhoa preparation
chemical quality ofmilk
Methodof preparation
degree of heat treatment
Manner of handling the product
Packagingemployed
duration, temperatureand humidity of storage.
due tocompositionaldifferences incowandbuffalomilks, thephysicalattributesofkhoawill vary.
activity
Prepare Khoa at homeusing1kgmilk
review Questions
1. Write theFssr 2011 standards forKhoa
2. Write thedifference betweenPindi anddanedarkhoa
3. Write the floe diagram for themanufactureof khoa
4. List the factors affecting quality of khoa
Dairy Products Technology 23
Chhana
objective
to learn the Product description, Methods of Manufacture, Packaging and storage ofchhana
Introduction
Chhana isanacidcoagulatedproductobtainedwhenmilkcoagulatedwith thepermittedacidsatnearlyboilingtemperature.solidcurdobtainedafterfiltrationofcoagulumiscalled chhana. it looks off-white, tastes mildly acidic, and has characteristic spongy texture.Chhana ismainlyprepared fromcowmilkandused forpreparationof veritiesofBengalisweets.ProductionofchhanaisconfinedtomostlyineasternregionofthecountrynotablyWest Bengal, Bihar, orrisa. About 4 to 4.5% of the total milk produced in india is usedfor chhana making.Chhana is usedasabase for thepreparationof a variety of sweetslikesandesh, rasogolla, chamcham, rasmalai, pantoa, channamurki etc.
Food Safety and Standards regulation, 2011 definition
Chhanaasaproductobtainedfromcoworbuffalomilkorcombinationthereofbyprecipitationwithsourmilk,lacticacidorcitricacid.itshouldnotcontainmorethan70%moisture,andits milk fat content should not be less than 50% on the dry matter basis. if skim milk isused, moisture should not exceed 70%milk fat shouldnot exceed13%of dry matter.
Methods of Manufacturing
Traditional Method of Manufacture
Chhanahasbeenpreparedbyboilingabout20-40ltsofcowmilkinanironKarahi.Acidicwhey (previous day whey) added to boiling hot milk serve as coagulant with continuousstirring till the completion of coagulation. contents then poured over a muslin cloth heldover another vessel, whey will be collected in that vessel. Muslin cloth containing curdmass is hung to further drain out thewhey.
24 Dairy Products Technology
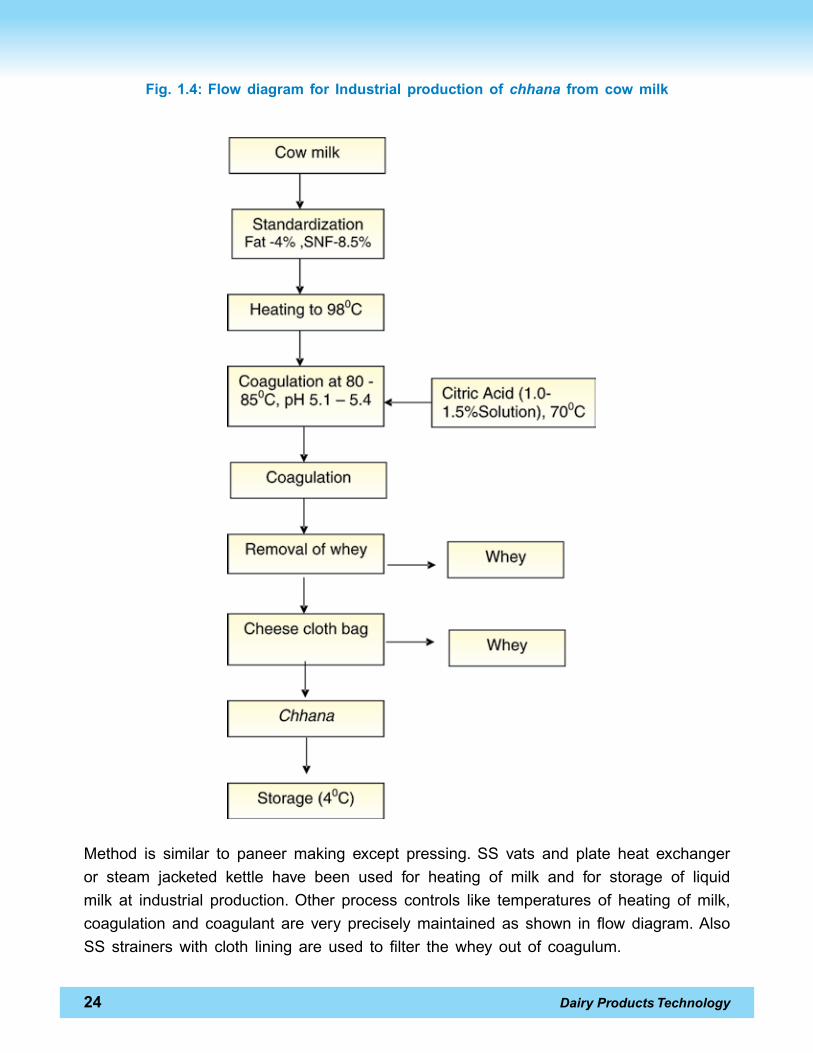
Fig. 1.4: Flow diagram for Industrial production of chhana from cow milk
Method is similar to paneer making except pressing. ss vats and plate heat exchangeror steam jacketed kettle have been used for heating of milk and for storage of liquidmilk at industrial production. other process controls like temperatures of heating of milk,coagulationand coagulant are verypreciselymaintainedas shown in flowdiagram.Alsoss strainers with cloth liningareused to filter thewheyout of coagulum.

Dairy Products Technology 25
Mechanized System for Chhana Making
Aprototypemachinewithacapacitytoproduce40kgsofchhana/hourhasbeendevelopedatndri, Karnal.the production of chhana of commercial level is depicted inFig. 1.4.
thestandardizedcowmilkispumpedfromthebalancetank@of250litresofmilk/hrtoan injectionchamberwhereculinary livesteam(at1kgs/cm2pressureandat therateof65kgs/hr) is directly injected into the milk.the steam gets completely condensed in milkand the temperature is raised to 90-95°c.thereafter the milk is brought in contact withsour whey, the quantity of which is regulated in proportion to the rate of milk flow.themixture of whey and milk is circulated through a holding coil (8m X 10mm) to facilitatecompletecoagulationofmilk.thecoagulatedproductalongwithwheyisthenpumpedintoadouble jacketedcooling tank,where it is cooleddown to room temperature.Finally theproduct is taken to mechanical strainer, a double jacketed mechanical strainer, a doublejacketed inclined sieve, where it is drained thoroughly. Chhana with 55-65% moisture isdischarged through theoutlet and collected in the container.drainedwhey is transferredto a holding tank for souring for subsequent use.
Preparation of Chhana from Buffalo Milk
Introduction
in india about 53% of the total milk produced is from buffaloes. dairy plants prefer tobuy buffalo milk as it contains higher proportion of fat andt.s. (1.5 to 2.0) times morefat thancowmilk.Becauseofmany inherentdifferences inPhysico-chemicalmakeupofcowandbuffalomilkseveralproblemsareencounteredduringprocessingofbuffalomilk.calcium content has direct correlation with hardness.the high calcium and casein (cowmilk2.42-2.7%caseinandbuffalomilk2.6-3.38%casein)contentinbuffalomilktenderit unfit for preparation of most chhana based sweets. Few attempts have been made toproduce chhana frombuffalo milk
Amixtureofbuffalomilkandcowmilkintheratioof1:3yieldschhanawithsoftbodyandsmooth texture with features suitable for rasogolla andsandesh preparation.
Additionofmixtureofsodiumdiphosphate(75gper100lit.)anddisodiumphosphate(58gper100lit.) followedbystoring thehotmilk forsome timebeforeprecipitationproducesasoft chhana. sodium citrate converts some of the insoluble calcium into soluble salts inthe BM and this helps in production of softerchhana.
dilution of buffalo milk (standardized to 4% fat) with notable water @ 30% of milk afterboiling and coagulating at 70°c using 0.5% citric solution produces chhana good forsandesh making.
26 Dairy Products Technology
Factors Influencing Quality of Chhana
Type of Milk
cowmilkproduceschhanawithmoistsurface,lightyellowcolour,softbody,smoothtextureandmildlyacidic flavourwhich ismore suitable for sweetspreparations thanbuffalomilkchhana. Buffalo milk gives hard body and coarse texture, white in colour and greasysurface. sweets prepared from buffalo milk chhana are hard, coarse and less spongy.colostrum milk produces too pasty Chhana with deeper yellow colour and unsuitable forrossogolla.
Quality of Milk
Fat level
Minimum 3.5 to 4% fat in cow and 5% fat in buffalo milk gives a satisfactory body andtextureinchhana.Lowerthan3.5%fatleadstohardbodyandcoarsetexturewhilehigherfat level results in greasy surface
Acidity
Acidicmilkproduceschhanawithsoursmellandbittertastehenceunfitforsweetmaking.Additionof neutralizer to slightly acidicmilk helps in gettingchhana suitable forsandeshand not for rasogolla. Milk with 0.25-0.28% LA can be used by adding 0.2% sodiumcitrate followed by thorough washingof the coagulum.
Type, Strength and Quantity of Coagulant
Type
organicacids, likecitricacid, lacticacidor theirsalts(calciumlactate), tartaricacid,sourwhey are normally used. Lactic acid produces granular chhana suitable for rasogollamaking. citric acid gives pasty texture suitable for sandesh making. However citric acidcanalsobeusedformakingchhanasuitableforrasogolla.sourwheywith(0.9%LA)canalso be used for producing good quality chhana. calcium lactate produces chhana withbrightwhitecolour, softbodyandsmooth textureandpleasant flavourandmost suitablefor sandeshmaking.
Strength
Lowacidstrength(0.5%)resultsinverysoftbodyandsmoothtexturesuitableforrasogollabutunsuitableforsandeshmaking.theoptimumstrengthofcoagulantshouldbebetween
Dairy Products Technology 27
1 to 2% citric or lactic acid to produce good quality chhana suitable for making bothrasogollaandsandesh.However,calciumlactateof4%solutionproducesmostsatisfactoryquality chhana.
Quantity
the quantity of coagulant required is dependent on the type of milk. generally, 2 to 2.5g of citric acid per kg of fresh milk and 2.5 to 3.9 gm of lactic acid and 6 to 12 gm ofcalcium lactate per kgare required individually for complete coagulation.
Temperature of pH Coagulation
As the coagulation temperature decreases the moisture content of chhana increasesresulting softer bodyandsmooth texture, stickychhanawith slowwheydrainage.Highercoagulationtemperatureimpartsgraininessandhardnesstochhana.optimumcoagulationtemperature of cow milk is 80 to 850c and pH is 5.4 and that of buffalo milk is 70 to800cand pH is 5.7.
Speed of Stirring during Coagulation
Higher speedof stirringduring coagulation reduces themoisture content onchhana andincreases its hardness, whereas lower speed the reverse hold true (optimum speed is40-50 rpm).
Method of Straining
delayed straining produces a soft and smooth texture chhana than immediate straining.delayedstraininggivesahigherproportionofmoisture,yield, recoveryofmilksolidsandlower hardness.delayed straining is recommended for buffalomilk.
yield of Chhana
Yield and quality of chhana depends on the type of milk, heat treatment given to milkprior to acidification, coagulation temperature, acidity of milk strength of coagulant andresidence time of the coagulated chhana-whey mixture before separation of milk solidsfromwhey.
totalsolidspresent inmilkespecially fatandcasein influence largelyonyieldofchhana.the yield of chhana from cow milk is 15 to 17% and from buffalo milk yield will be 21to 23 %.
28 Dairy Products Technology
Shelf life of Chhana
Chhana isanextremelyperishablefoodproductduetoitshighmoisturecontent.Atroomtemperatureitdoesnotkeepgoodlongerthanaday.Underrefrigerationtheshelflifecanbe extended up to six days. since fresh chhana is preferred for making sweets of goodquality much research efforts have not beenmade in extending the shelf life.
Packaging of Chhana
Mostof thechhanawill beused formakingchhana basedsweets,nospecialpackagingmaterials were prescribed, as most of the time chhana will be sold in bulk. Polyethylenebags are widely used to pack the chhana. However, vegetable parchment paper, tincans, cellulose film, LdPe, aluminum foil /LdPe laminates could also be used to packthe chhana.
Defects in Chhana
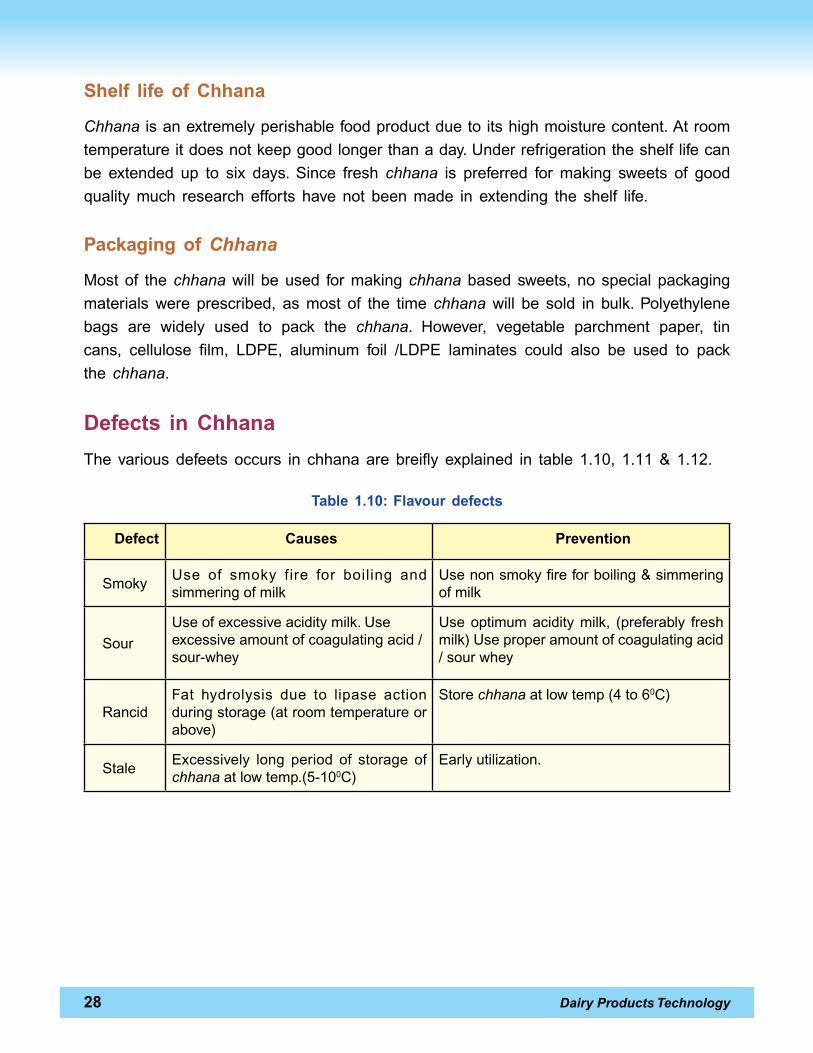
the various defeets occurs in chhanaarebreifly explained in table 1.10, 1.11&1.12.
Table 1.10: Flavour defects
Defect Causes Prevention
smokyUse of smoky fire for boiling andsimmeringofmilk
Usenonsmokyfireforboiling&simmeringofmilk
sourUseofexcessiveaciditymilk.Useexcessiveamountofcoagulatingacid/sour-whey
Useoptimumaciditymilk, (preferably freshmilk)Useproperamountofcoagulatingacid/sourwhey
rancidFat hydrolysis due to lipase actionduringstorage(atroomtemperatureorabove)
storechhanaatlowtemp(4to60c)
staleexcessively long period of storage ofchhanaatlowtemp.(5-100c)
earlyutilization.
Dairy Products Technology 29
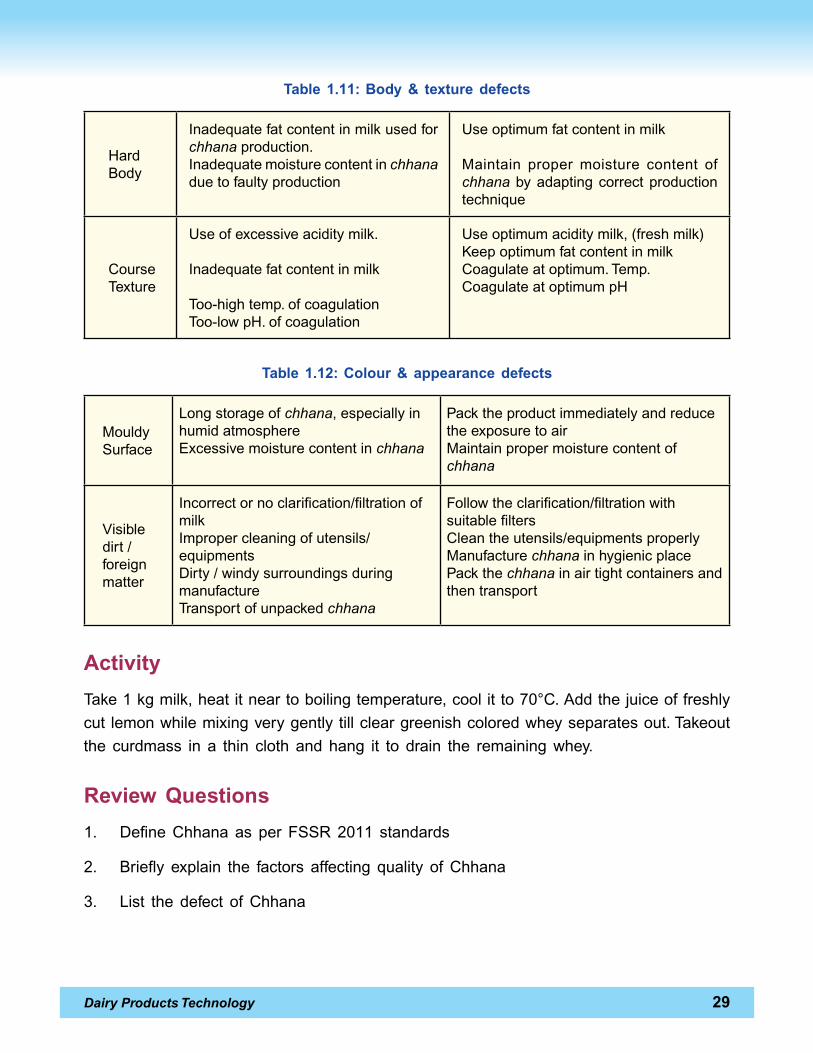
Table 1.11: Body & texture defects
HardBody
inadequatefatcontentinmilkusedforchhanaproduction.inadequatemoisturecontentinchhanaduetofaultyproduction
Useoptimumfatcontentinmilk
Maintain proper moisture content ofchhanabyadaptingcorrectproductiontechnique
coursetexture
Useofexcessiveaciditymilk.
inadequatefatcontentinmilk
too-hightemp.ofcoagulationtoo-lowpH.ofcoagulation
Useoptimumaciditymilk,(freshmilk)Keepoptimumfatcontentinmilkcoagulateatoptimum.temp.coagulateatoptimumpH
Table 1.12: Colour & appearance defects
Mouldysurface
Longstorageofchhana,especiallyinhumidatmosphereexcessivemoisturecontentinchhana
PacktheproductimmediatelyandreducetheexposuretoairMaintainpropermoisturecontentofchhana
Visibledirt/foreignmatter
incorrectornoclarification/filtrationofmilkimpropercleaningofutensils/equipmentsdirty/windysurroundingsduringmanufacturetransportofunpackedchhana
Followtheclarification/filtrationwithsuitablefilterscleantheutensils/equipmentsproperlyManufacturechhanainhygienicplacePackthechhanainairtightcontainersandthentransport
activity
take1kgmilk,heatitneartoboilingtemperature,coolitto70°c.Addthejuiceoffreshlycut lemonwhilemixingverygentlytillcleargreenishcoloredwheyseparatesout.takeoutthe curdmass in a thin cloth and hang it to drain the remainingwhey.
review Questions
1. definechhana asperFssr2011 standards
2. Brieflyexplain the factors affectingquality ofchhana
3. List thedefect ofchhana
30 Dairy Products Technology
Paneerobjective
to learn the product description, standardsandmethodsofmanufactureofPaneer
Introduction
Paneer is an acid coagulated product obtained when standardized milk coagulated withthepermittedacidsatspecifiedtemperature,resultantcoagulumisfilteredandpressedtoget the solid curdmass.Paneer has firm, close, cohesiveand spongybodyand smoothtexture.Paneerismainlypreparedfrombuffalomilkandusedforlargenumberofculinarydishes.though originally it was localized in north Western part of india but now it hastraveled almost all parts of the country. Paneer is generally sold as blocks or slices, italso refer as indian fresh cheese. itwas reported that, 5%of themilk produced in indiaisconverted intopaneer,around4500Mtwaspaneermade in2003-04,andgrowth rateof paneer production is 13%annually.
Standards
FSSr, 2011 Standards
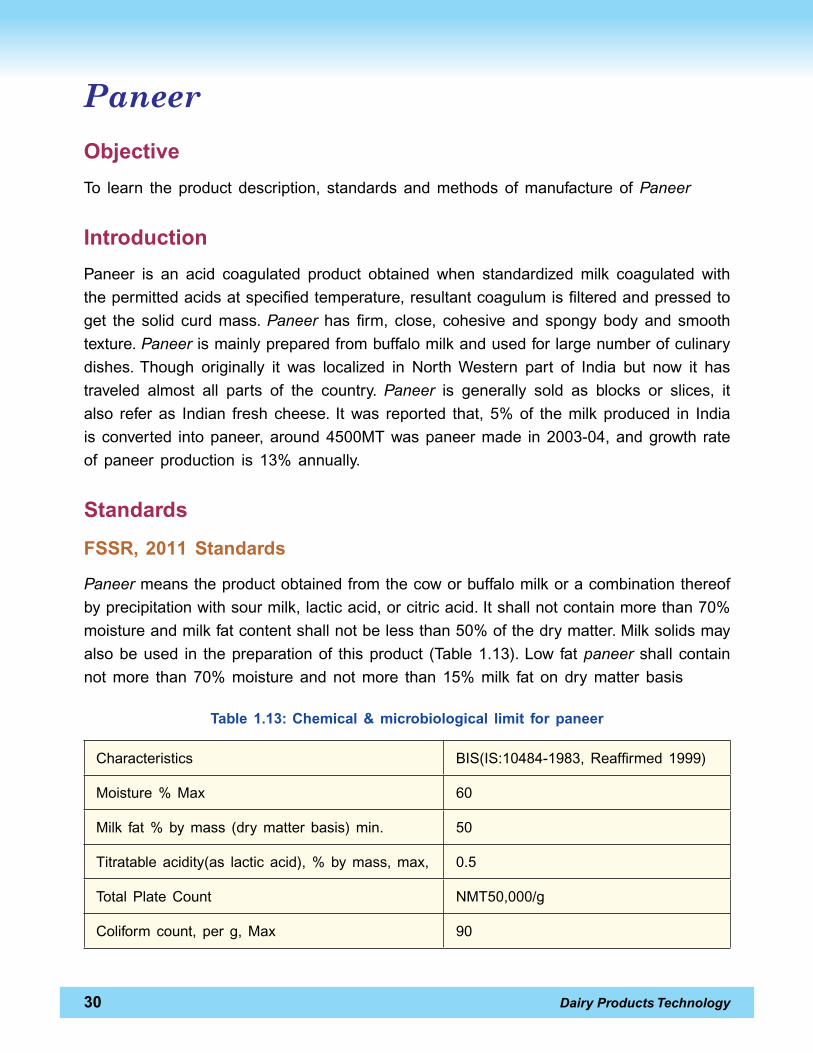
Paneermeanstheproductobtainedfromthecoworbuffalomilkoracombinationthereofbyprecipitationwithsourmilk,lacticacid,orcitricacid.itshallnotcontainmorethan70%moistureandmilkfatcontentshallnotbelessthan50%ofthedrymatter.Milksolidsmayalsobeused in thepreparationof thisproduct (table1.13).Low fatpaneer shall containnot more than 70%moistureand notmore than15%milk fat ondry matter basis
Table 1.13: Chemical & microbiological limit for paneer
characteristics Bis(is:10484-1983,reaffirmed1999)
Moisture %Max 60
Milk fat %bymass (drymatter basis)min. 50
titratable acidity(as lactic acid),%bymass,max, 0.5
total Platecount nMt50,000/g
coliformcount, per g,Max 90
Dairy Products Technology 31
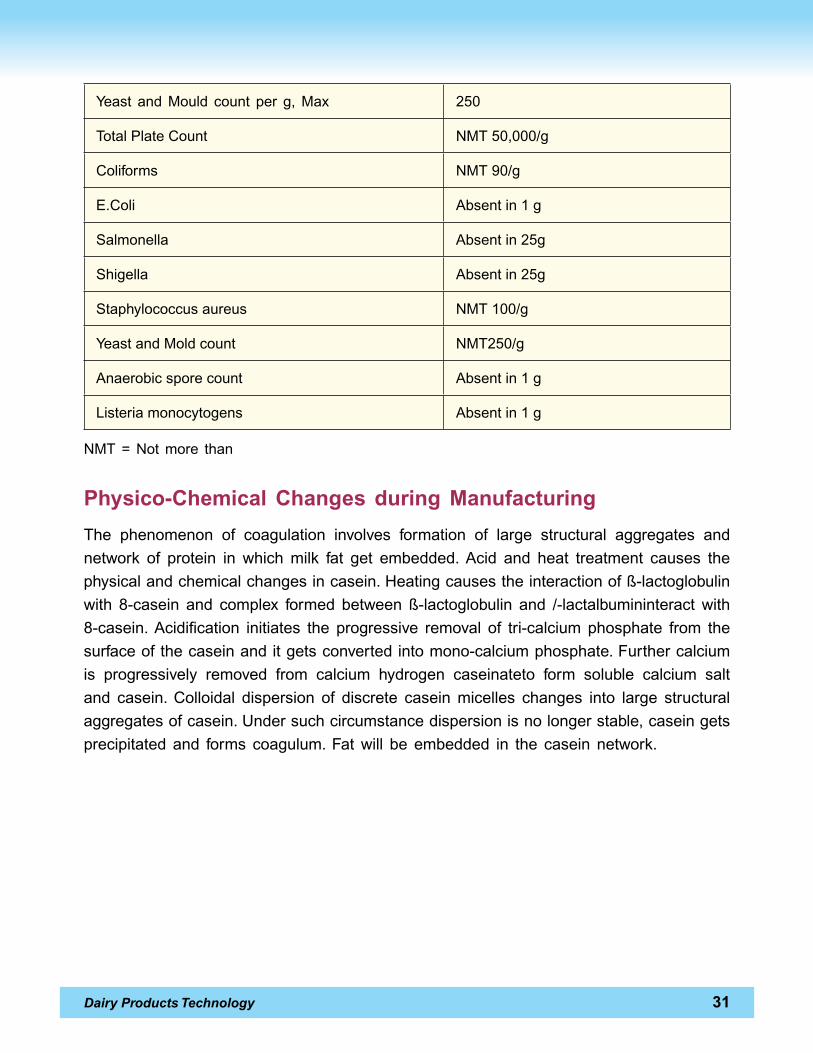
Yeast and Mould count per g,Max 250
totalPlatecount nMt50,000/g
coliforms nMt90/g
e.coli Absentin1g
salmonella Absentin25g
shigella Absentin25g
staphylococcusaureus nMt100/g
YeastandMoldcount nMt250/g
Anaerobicsporecount Absentin1g
Listeriamonocytogens Absentin1g
nMt=notmore than
Physico-Chemical Changes during Manufacturing
the phenomenon of coagulation involves formation of large structural aggregates andnetwork of protein in which milk fat get embedded. Acid and heat treatment causes thephysicalandchemicalchangesincasein.Heatingcausestheinteractionofß-lactoglobulinwith 8-casein and complex formed between ß-lactoglobulin and /-lactalbumininteract with8-casein. Acidification initiates the progressive removal of tri-calcium phosphate from thesurfaceofthecaseinanditgetsconvertedintomono-calciumphosphate.Furthercalciumis progressively removed from calcium hydrogen caseinateto form soluble calcium saltand casein. colloidal dispersion of discrete casein micelles changes into large structuralaggregatesofcasein.Undersuchcircumstancedispersionisnolongerstable,caseingetsprecipitated and forms coagulum.Fat will beembedded in the caseinnetwork.
32 Dairy Products Technology
Method of Manufacture
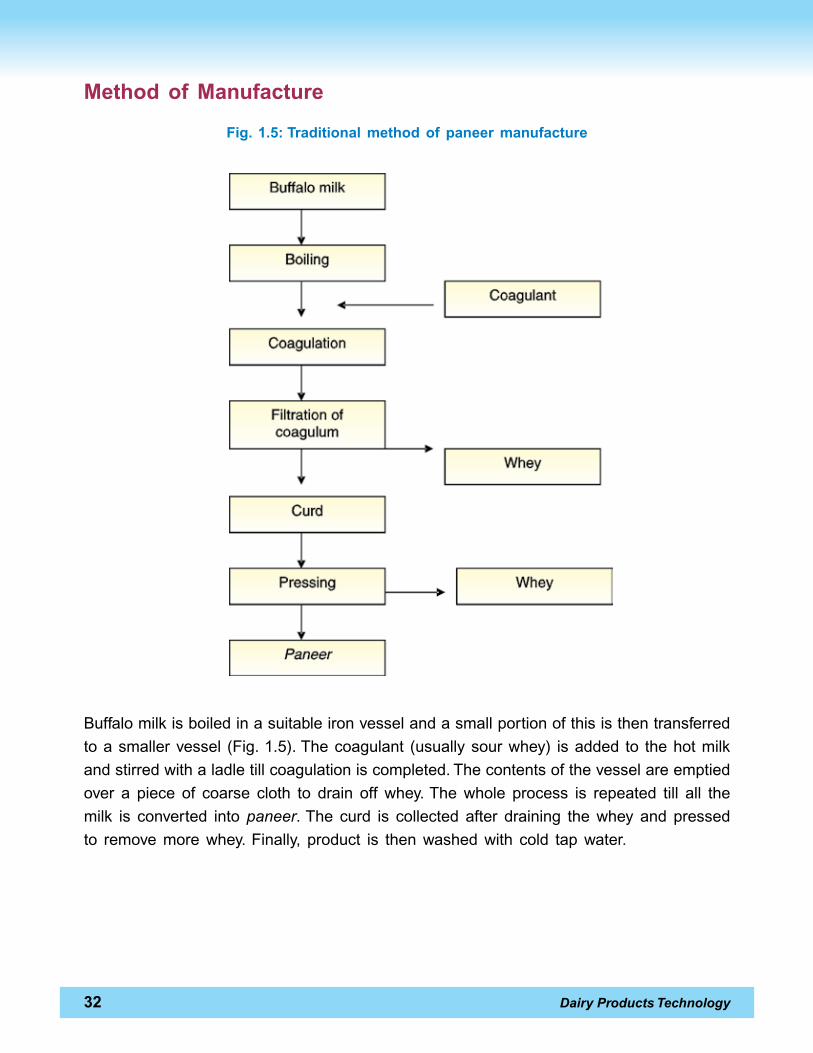
Fig. 1.5: Traditional method of paneer manufacture
Buffalomilkisboiledinasuitableironvesselandasmallportionofthisisthentransferredtoasmallervessel (Fig.1.5).thecoagulant (usuallysourwhey) isadded to thehotmilkandstirredwithaladletillcoagulationiscompleted.thecontentsofthevesselareemptiedover a piece of coarse cloth to drain off whey.the whole process is repeated till all themilk is converted into paneer.the curd is collected after draining the whey and pressedto remove more whey.Finally, product is thenwashedwith cold tapwater.
Dairy Products Technology 33
Fig. 1.6: Method followed in the organized dairy plant
34 Dairy Products Technology
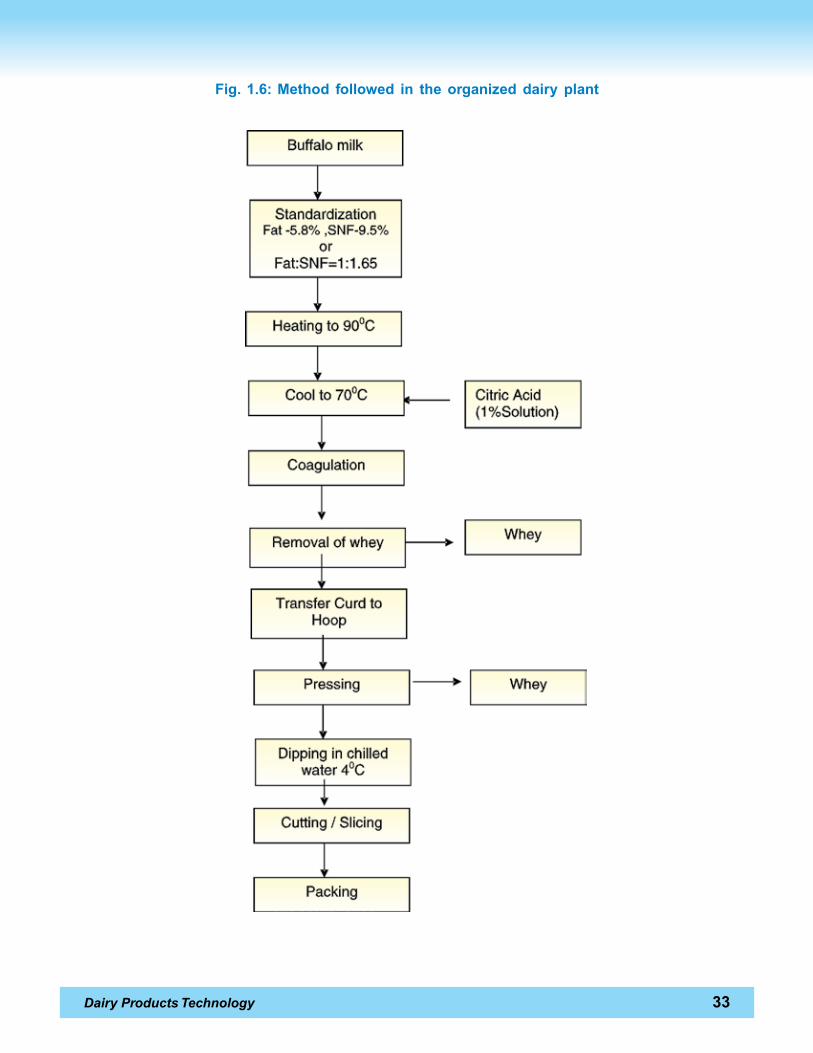
ForcommercialmanufactureofpaneerBuffalomilkisstandardizedto5.8%fathaving9.5%snF (standardize the buffalo milk to a fat: snF ratio of 1:1.65) (Fig. 1.6). Milk is heatedto 90°c without holding (or 82°cn with 5 minutes holding) in a jacketed vat and cooleddown to 70°c. coagulation is done at about 70°c by slowly adding 1% hot (70°c) citricacidsolutionwithconstantstirring tillacleanwhey isseparatedat (pH5.30 to5.35)andcoagulumisallowedtosettlefor5minutesthenwheyisdrainedoff.thecurdsoobtainedis filled into hoops lined with cloth. Pressure is applied on top of the hoop at a rate of0.5to1kg/cm2.thepressedblocksofpaneerareremovedfromthehoopsandimmersedin chilled water for 2-3 hrs.the chilled paneer is then removed from water to drain out.Finallypaneerblocksarewrapped inparchmentpaper /polyethylenebagsandplaced incold room at about 5 to 10°c. (indiandairyscience 1992, 6review6K.V.s.s.rao)
Paneer form Cow Milk
cowmilkyieldsaninferiorproductintermsofbodyandtexture.itiscriticizedtobetoosoft,weakand fragileandunsuitable for fryingandcooling.Buffalomilkcontainsconsiderablyhigher levelofcaseinandmineralsparticularlycalciumandphosphorous,which tends toproducehardand rubberybodywhilecowmilkproducessoftandmellowcharacteristics.By replacingone thirdof buffalomilkwith cowmilkagoodqualitypaneer canbemade.Buffalo milk paneer retains higher fat, protein and ash content and lactose as comparedtocowmilkpaneer.tomakepaneerexclusivelyfromcowmilkcertainmodificationsintheconventionalprocedurehave tobemade.Additionofcalciumchlorideat the rateof0.08to0.1% tomilkhelps ingettingacompactsliceable,firmandcohesivebodyandcloselyknittexture.Ahighertemperatureofcoagulation(85°-90°c)withoptimumpHofcoagulationof 5.20 to 5.25 keeps in producing good quality paneer from cow milk. However, at thispHof coagulation, moisture, yield and solids recoveryare less.
recent Developments in Paneer Manufacturing
use of ultra Filtration in Paneer Manufacturing
Ultrafiltration(UF)canbeused for themanufactureofpaneerwhichofferadvantages likeaccesstomechanization,uniformquality,improvedshelflifeincreaseyieldandnutritionallybetter product. in this process milk after standardization and heating is passed throughUFmembranewhere lactose,water and someminerals are removedaspermeate.
the concentrated mass which has about 40% total solids is cold acidified to getthe desired pH.Upto this point the product is flowable and can be easily dispersed intocontainerswithautomaticdispersingmachines.thefilledcontainerscanthenbesubjected
Dairy Products Technology 35
to texturization by passing through microwave tunnels.the resulting product has typicalcharacteristicsofnormalpaneer.theyields increasesbyabout25%which isdue to theretentionofgoodqualitywheyproteinsandslightlyincreaseinmoisturecontent(moistureabout 70%) yield is about 25%.
In-package long life Paneer like Product
A fully mechanized process has been developed which yields a long shelf life paneerlike product. in this process standardized buffalo milk is concentrated partly by vacuumconcentration process and partly by UF to a t.s. content of 30%. Acidified using gdL– gluco delta Lactone. After packaging in metallized polyester pouches, the product isformedby texturizingprocessat115°c for5minwhichpermits concomitant sterilization.the yieldofpaneer ismoredue to retentionofwhey solidsand the shelf life is 110, 80&47 days at 25, 35 and 45°c respectively.
Continuous Manufacture of Paneer
A continuous paneer-making system was developed at ndri, Karnal by Agrawala et al.(2001).inthissystem,theunitoperationsinvolvedinpaneermakinghavebeenmechanized.thecontinuouspaneermakingmachineisdesignedtomanufacture80kgpaneerperhourby employing twin-flanged apron conveyor cum filtering system for obtaining the desiredmoisture content and texture attributes
yield
theyieldofpaneer isdependenton the fatandsolidnot fatcontentof thestartingmilk,aswellas themoisture, fatandprotein retained in thepaneer.coprecipitationofcaseinand whey proteins is the simplest way of recovering whey proteins and thus increasingthe yield of paneer. Heat treatment of milk to 90°c is necessary to achieve good yield.generally a yield of 20-22 kgsof paneer frombuffalomilk and16-18 kg fromcowmilk
Factors affecting Quality and yield of Paneer
Type of Milk
Paneerpreparedfrombuffalomilkwillhavedesirablefryingproperties,bodyandtextureascomparedtocowmilk.thecowmilkpaneeristoosoft,weakandfragileandduringcookingit tend to disintegrate. However cow milk and buffalo milk at 50:50 yields better productthan cow milk.Paneer made fromskimmilk has chewy, rubbery andhardbody.
36 Dairy Products Technology
Quality of Milk
toobtainpaneerofgoodquality, themilkmustbefreshandfreefromoff falvour.growthof psychotrophic organisms should be minimized to restrict the off-flavour development.Acidic milk having a titratable acidity of more than 0.20% lactic acid yields a product ofinferiorquality.themilkwithcoBpositiveandlowacidity(sweetcurdling)isnotsuitableforpaneermaking.Paneermadefromsuchmilkhasweakbodyandtexture,moremoisture,acidic smell and not safe for humanconsumption.
Type, Strength and Temperature of Coagulant
Productyieldandmoistureretentionaredirectly influencedbythetypeandconcentrationoftheacidandthemodeofdeliveryandblendingintothehotmilk.citricacidisgenerallyused as a coagulant. Lemon or lime juice or vinegar imparts a typical flavour to theproduct. 1% solution of citric acid yields good quality of paneer. sufficient acid is addedgentlybutquicklyblendedwiththemilk(within1minute)toreachidealphofcoagulation.normally 1.8 to 2.0 kg citric acid is required for 1000L of milk coagulation High acidconcentrationimpartsacidflavour,hardnessandcausesgreatersolidsloss.Wheyculturedwith Lactobacillus acidophilus at a level of 2% and incubated overnight at 37°c can beused as a substitute for citric acid.
Heat Treatment of Milk
thisisoneofthetechnologicalrequirementsoftheprocesswhichaffectthesensoryandmicrobiological quality ofpaneer.theobjectiveof heating themilk is toprepare themilkfor rapid iso-electric precipitation, control the moisture content, develop typical body andtexture,createconditionsconducive to thedestructionofpathogenicandothermicroflorapresent in milk and ensure safety as well as keeping quality of the final product. themilk is heated to 90°c without holding or 82°c for 5 minutes in order to maximize thetotal solids recovery. Whey proteins especially ß-lactoglobulin and a-lactalbumin form acomplexwith Қ-caseinandretainwith thecurd thus increasetheyieldof theproduct.thehighheat treatment impartsdesirablecookedflavourbycontrolled liberationofsulphydrylcompounds.
Coagulation Temperature
it influences the moisture content of the paneer, an increase in temperature from 600cto860cdecreases themoisture inpaneer from59 to49%.At700c,paneerhas thebestorganoleptic and fryingquality in termsof shape retention, softnessand integrity.
Dairy Products Technology 37
pH of Coagulation
the optimum pH of coagulation of milk at 70°c is 5.30-5.35 for better product qualityandmaximum recoveryof solidswhenmade frombuffalomilk.themoisture retention inpaneer decreases with the fall in pH and consequently the yield also decreases. At pHmore than5.35 thepaneer isverysoftwith fragileandcrumblybody.optimumpHwhencow milk is used forpaneer preparation is 5.2.
Packaging and Shelf life
Polyethylene pouches, cryovac films, co-extruded laminates, retort pouches, are beingused for paneer packing. Vacuum packaging of paneer in laminated pouches increasestheshelflifetoabout30daysat6°c.Paneerpackagedinlaminate(eVA/eVA/PVdc/eVA)under vacuum and heat treated at 90°c for one minute increases the shelf life of up to90 days under refrigeration. Paneer packed in tins along with water/ brine and sterilizedin an autoclave at 15 Psi for 15 minutes lasts for 4 months.the product can be storedunder frozen conditions (below 18°c) for more than one year without any deteriorationin its quality. Paneer dipped in 5% brine solution lasts for about 22 days at 8-10°c.thesaltingat the timeof dipping into chilledwater canbeused inextending the shelf lifeofpaneer.dipping inbenzoicacid (1200ppm) increases theshelf lifeofpaneer to40daysat refrigerated temperature and 20 days at 37°c. By adding sorbic acid to milk (0.15%)and subsequent wrapping of paneer in sorbic acid coated waxed paper the shelf life ofpaneer can be increased to 36daysat room temperature.
activity
Prepare paneer asper the flowdiagramgiven in the chapter using1kg cowmilk
review Questions
1. definepaneer
2. Write the technical flowdiagram for thepreparationof paneer
3. give thegross composition of paneer
4. List thedefect of paneer
38 Dairy Products Technology
Chapter-2Composition, Standards, Manufacturing – Process and Equipment and Defects during Manufacturing and Storage of curd/dahi, yoghurt, chakka, shrikhand and cheese
Dahiobjective
to learn the Production, Packaging,storage anddefects ofdahi
Introduction
dahiisafermenteddairyproduct,producedbyfermentationprocessbydeliberatelyaddinglive,harmless, lacticacidproducingbacteria intheformofbacterialculturetomilk.Lacticacidbacteriaadded in the formofstarterculturemultiplyandgrow,produces lacticacid,acetic acid and carbon dioxide by utilizing lactose present in the milk. some bacteriause the citric acidofmilk to produce certain volatile organic compoundsmainly diacetyl,which is mainly responsible for flavor of dahi. Judicious combination of acid producingandflavourproducingmicroorganismsinthestarterhelpsintheproductionofdahiwithafirmbodyandgoodflavour.Fermentationgivesanacid taste tomilkwhich isparticularlyrefreshing inhot climateandalsopossess certain therapeutic valuesoriginally absent inmilk. Hence fermented dairy products are playing a very important role in human diet inmany regions of the world. Fermentation leads to partial breakdown of milk constituentsparticularly lactose and proteins and increases thedigestibility of culturedmilk products.
inVedicliteraturesalsowecouldfindmanyreferencesaboutfermentedmilkproducts,someof thepopular indian fermentedmilkproductsaredahi,Lassi,shrikhandMishtidoiandraita.
Food safety and standards regulation (FSSr, 2011) defines:dahi or curdmeans theproduct obtained from pasteurised or boiled milk by souring, natural or otherwise, by
Dairy Products Technology 39
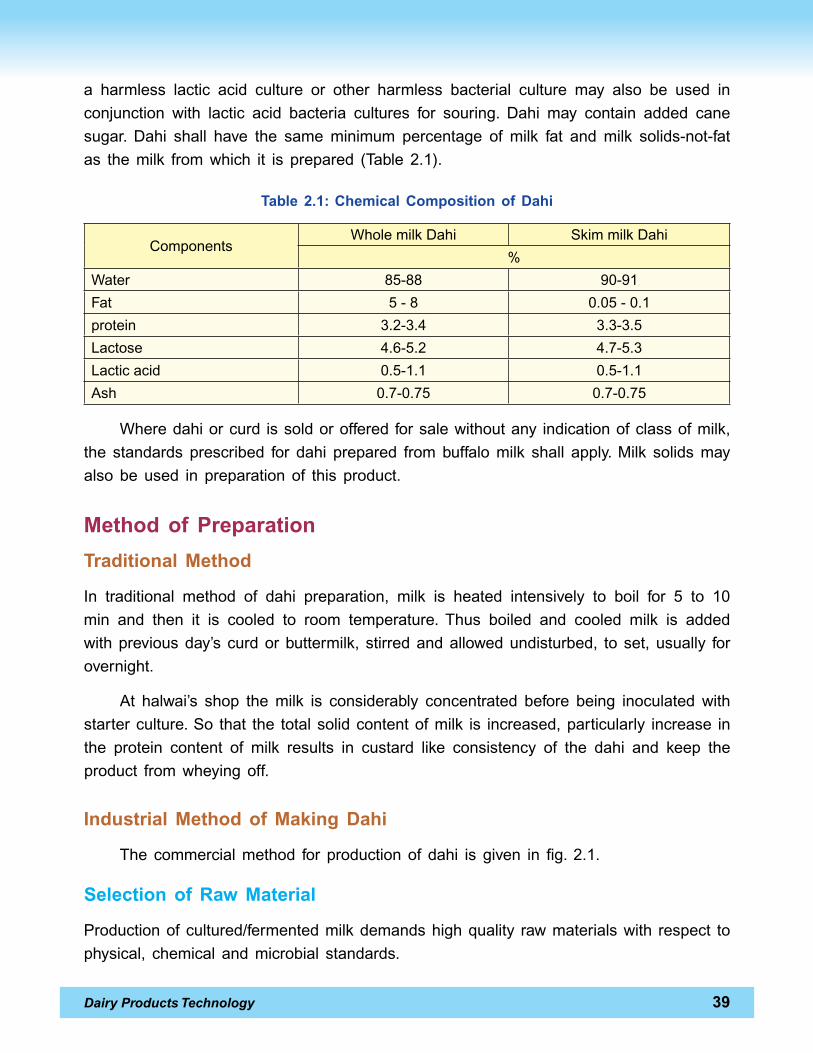
a harmless lactic acid culture or other harmless bacterial culture may also be used inconjunction with lactic acid bacteria cultures for souring. dahi may contain added canesugar. dahi shall have the same minimum percentage of milk fat and milk solids-not-fatas the milk fromwhich it is prepared (table2.1).
Table 2.1: Chemical Composition of Dahi
componentsWholemilkdahi skimmilkdahi
%
Water 85-88 90-91
Fat 5-8 0.05-0.1
protein 3.2-3.4 3.3-3.5
Lactose 4.6-5.2 4.7-5.3
Lacticacid 0.5-1.1 0.5-1.1
Ash 0.7-0.75 0.7-0.75
Wheredahiorcurd issoldoroffered forsalewithoutany indicationofclassofmilk,the standards prescribed for dahi prepared from buffalo milk shall apply. Milk solids mayalso be used in preparation of this product.
Method of Preparation
Traditional Method
in traditional method of dahi preparation, milk is heated intensively to boil for 5 to 10min and then it is cooled to room temperature. thus boiled and cooled milk is addedwithpreviousday’scurdorbuttermilk, stirredandallowedundisturbed, toset,usually forovernight.
At halwai’s shop the milk is considerably concentrated before being inoculated withstarterculture.so that the totalsolidcontentofmilk is increased,particularly increase inthe protein content of milk results in custard like consistency of the dahi and keep theproduct fromwheying off.
Industrial Method of Making Dahi
the commercialmethod for productionof dahi is given in fig. 2.1.
Selection of raw Material
Productionofcultured/fermentedmilkdemandshighquality rawmaterialswith respect tophysical, chemical and microbial standards.
40 Dairy Products Technology
Filtration/Clarification
Fresh raw milk is heated to 35 to 40°c to aid clarification or filtration process then it isfiltered to ensure the milk is free fromextraneousmatter.
Standardization
FatisstandardizedbasedontypeofproductrangingfromfatfreetofullfatandsnFlevelis increasedbymin. 2% than thatofmilk. it is common toboost thesnFcontentof themilk to about 12%with the additionof skimmilk powder or condensed skimmilk.
increasedsnFinturnincreasestheprotein,calciumandothernutrientsandresultedwithimprovedbodyandtexture,custardlikeconsistency.Highermilksolidspreventwheyingoff of the product during storage.
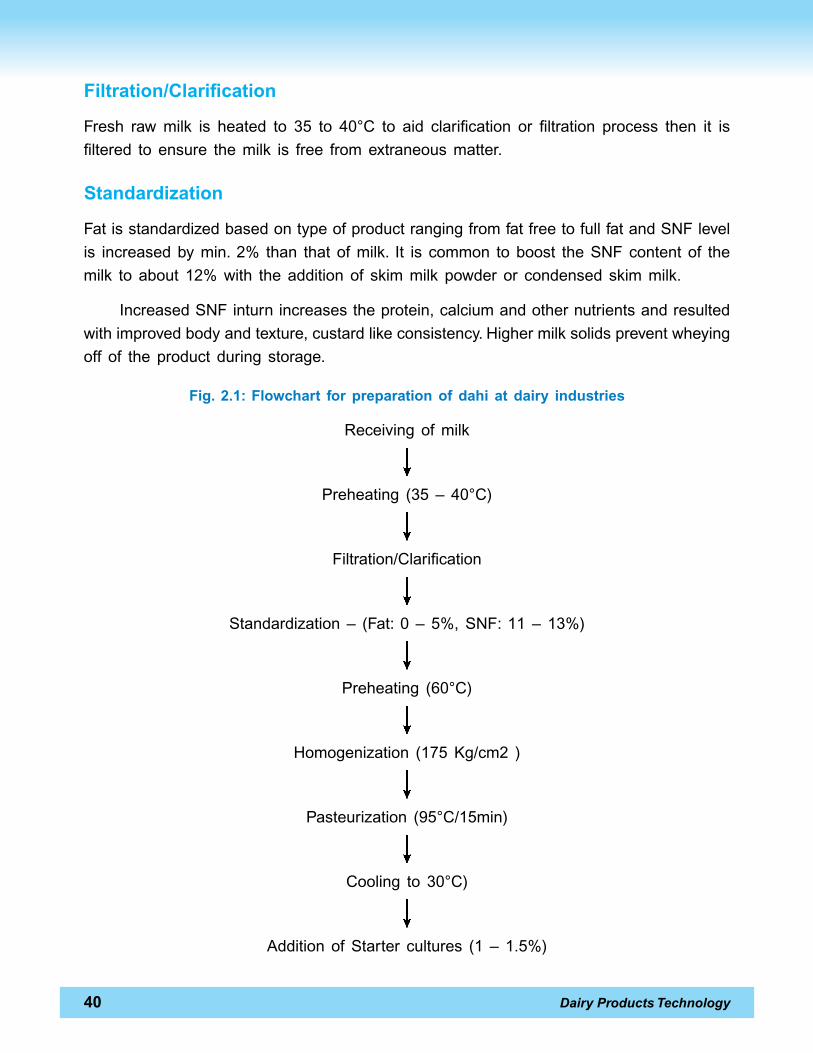
Fig. 2.1: Flowchart for preparation of dahi at dairy industries
receivingofmilk
Preheating (35–40°c)
Filtration/clarification
standardization– (Fat: 0 – 5%,snF: 11–13%)
Preheating (60°c)
Homogenization (175Kg/cm2 )
Pasteurization (95°c/15min)
cooling to 30°c)
Addition ofstarter cultures (1 – 1.5%)
Dairy Products Technology 41
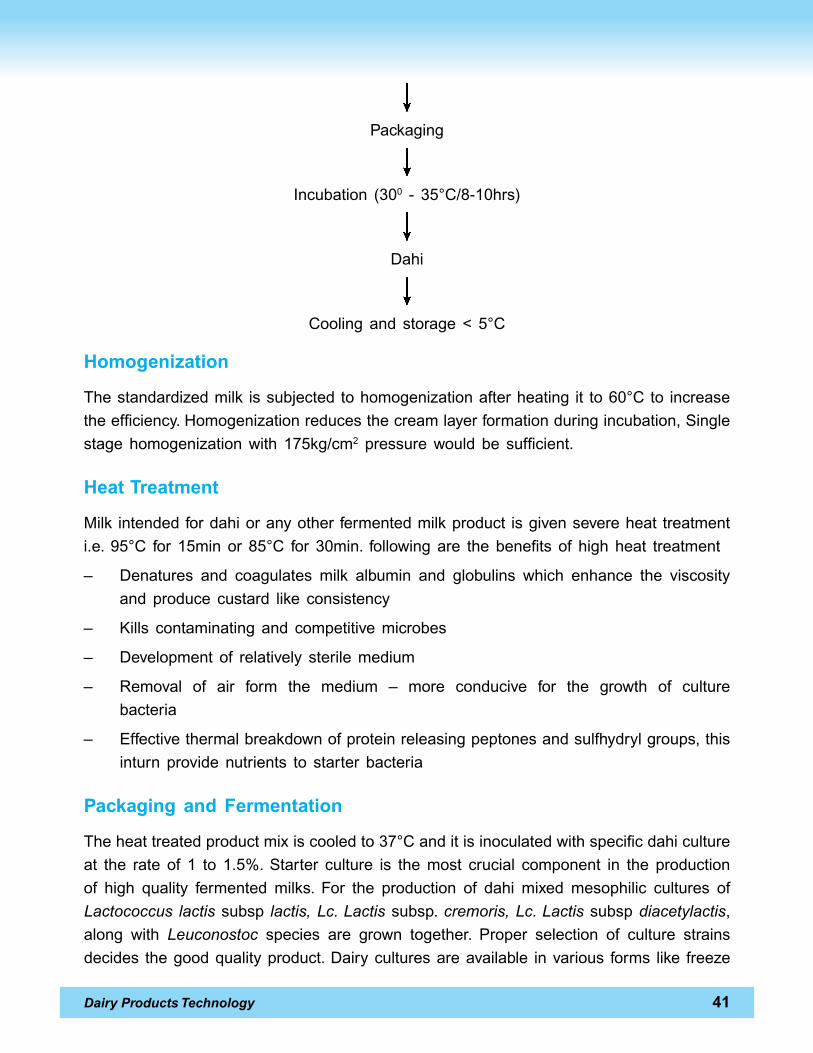
Packaging
incubation (300 - 35°c/8-10hrs)
dahi
coolingand storage<5°c
Homogenization
thestandardizedmilk issubjected tohomogenizationafterheating it to60°cto increasetheefficiency.Homogenizationreducesthecreamlayerformationduringincubation,singlestage homogenization with 175kg/cm2pressurewouldbe sufficient.
Heat Treatment
Milk intendedfordahioranyother fermentedmilkproduct isgivensevereheat treatmenti.e. 95°c for 15minor 85°c for 30min. followingare thebenefits of highheat treatment
– denatures and coagulates milk albumin and globulins which enhance the viscosityand produce custard like consistency
– Kills contaminating and competitivemicrobes
– development of relatively sterilemedium
– removal of air form the medium – more conducive for the growth of culturebacteria
– effectivethermalbreakdownofproteinreleasingpeptonesandsulfhydrylgroups,thisinturn providenutrients to starter bacteria
Packaging and Fermentation
theheattreatedproductmixiscooledto37°canditisinoculatedwithspecificdahicultureat the rate of 1 to 1.5%. starter culture is the most crucial component in the productionof high quality fermented milks. For the production of dahi mixed mesophilic cultures ofLactococcus lactis subsp lactis, Lc. Lactis subsp. cremoris, Lc. Lactis subspdiacetylactis,along with Leuconostoc species are grown together. Proper selection of culture strainsdecides thegoodqualityproduct.dairyculturesareavailable invarious forms like freeze
42 Dairy Products Technology
dried, liquidand frozen forms. in india freezedriedculturesaregenerallyused.After theproduct mix is inoculated with dahi culture it is thoroughly mixed and filled into plasticcups,sealedproperlytoavoidanycontaminationandspillageoftheproduct.thuspackedproduct is arranged in cases or crates and transferred to incubation room maintained at37°c.theproductmix is incubated till thepHof theproduct reaches4.4 to4.5and thenit is cooled rapidly to less than 5°c by exposing the cups to high velocity cold air or bycirculating chilled water.
Storage
dahi isnormallystoredat4–5°c.storageareashouldbemaintainedcleanand tidy toavoid any sort contamination.
Packaging of Dahi
dahi is packed in food grade polystyrene and polypropylene cups in 100g, 200g and400gpacksizes.Variouspackagingmachinesofupto400cups/minspeedareavailabletopackageculturaldairyproducts indifferentsizes.thepackagedproductshouldbestoredat 1-4°c for extended shelf life.
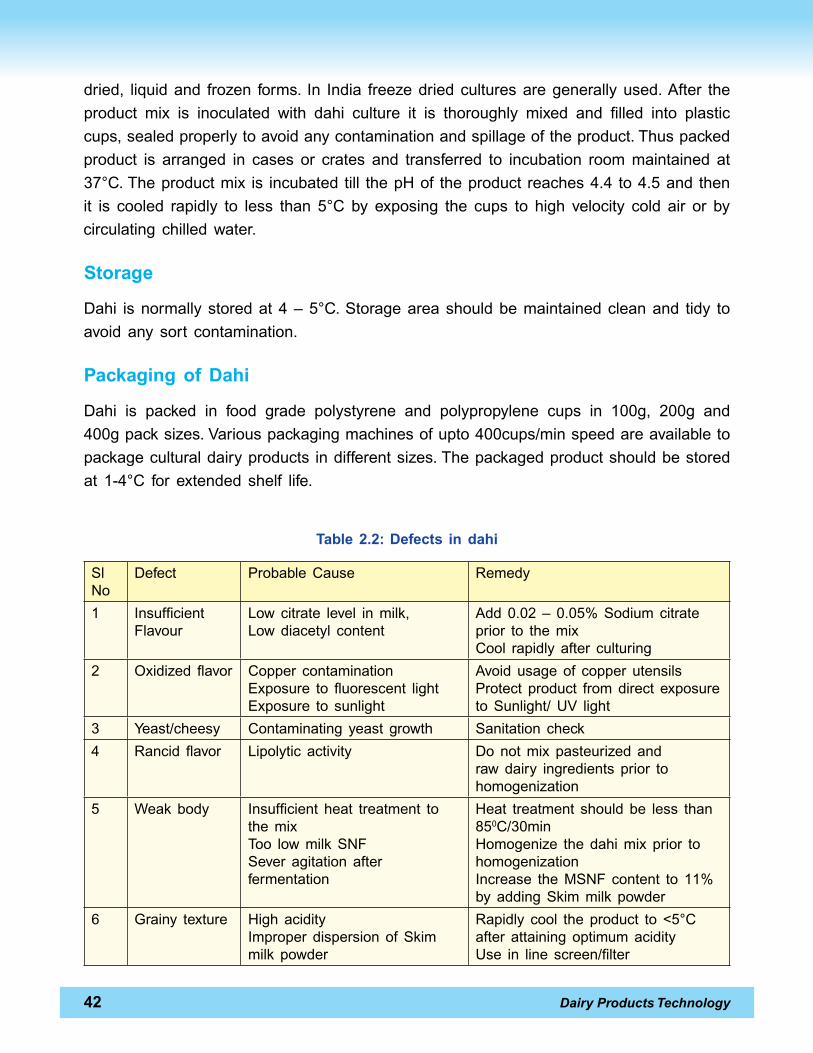
Table 2.2: Defects in dahi
slno
defect Probablecause remedy
1 insufficientFlavour
Lowcitrate level inmilk,Lowdiacetyl content
Add0.02–0.05%sodiumcitrateprior to themixcool rapidly after culturing
2 oxidized flavor copper contaminationexposure to fluorescent lightexposure to sunlight
Avoidusageof copper utensilsProtect product fromdirect exposuretosunlight/UV light
3 Yeast/cheesy contaminating yeast growth sanitation check
4 rancid flavor Lipolytic activity donotmix pasteurized andrawdairy ingredients prior tohomogenization
5 Weakbody insufficient heat treatment tothemixtoo lowmilksnFsever agitationafterfermentation
Heat treatment should be less than850c/30minHomogenize thedahi mix prior tohomogenizationincrease theMsnFcontent to 11%byaddingskim milk powder
6 grainy texture Highacidityimproper dispersion ofskimmilk powder
rapidly cool theproduct to<5°cafter attainingoptimumacidityUse in line screen/filter
Dairy Products Technology 43
Common Quality Problems in Dahi
several defects, that occurs in dahi due to various factors are shown in table 2.2.
activity
take1kgmilk,heat it near toboiling temperature,andcool it to32°c.Addaspoon fullof previous day’s dahi and keep it undisturbed for 8-10h. observe for flavor, texture andtaste.
review Questions
1. give the chemical compositionof dahi
2. List thedefects and preventing measures in dahi
3. Write the technical flowdiagram for themanufactureof dahi
Chakkaobjective
to learn Productdescription and Methods ofManufactureofchakka
Product Description
chakka is a fermented, intermediate dairy product obtained during the production ofshrikhand.scientificallychakkacanbedescribedasstraineddahi,inotherwordsitisthecurdmassobtainedafterremovingwheyfromdahi,eitherbymuslinclothorbasketcentrifuge.chakka is thebase material for theproduction of shrikhand and shrikhandwadi.
FSSr, 2011 Definition for Chakka
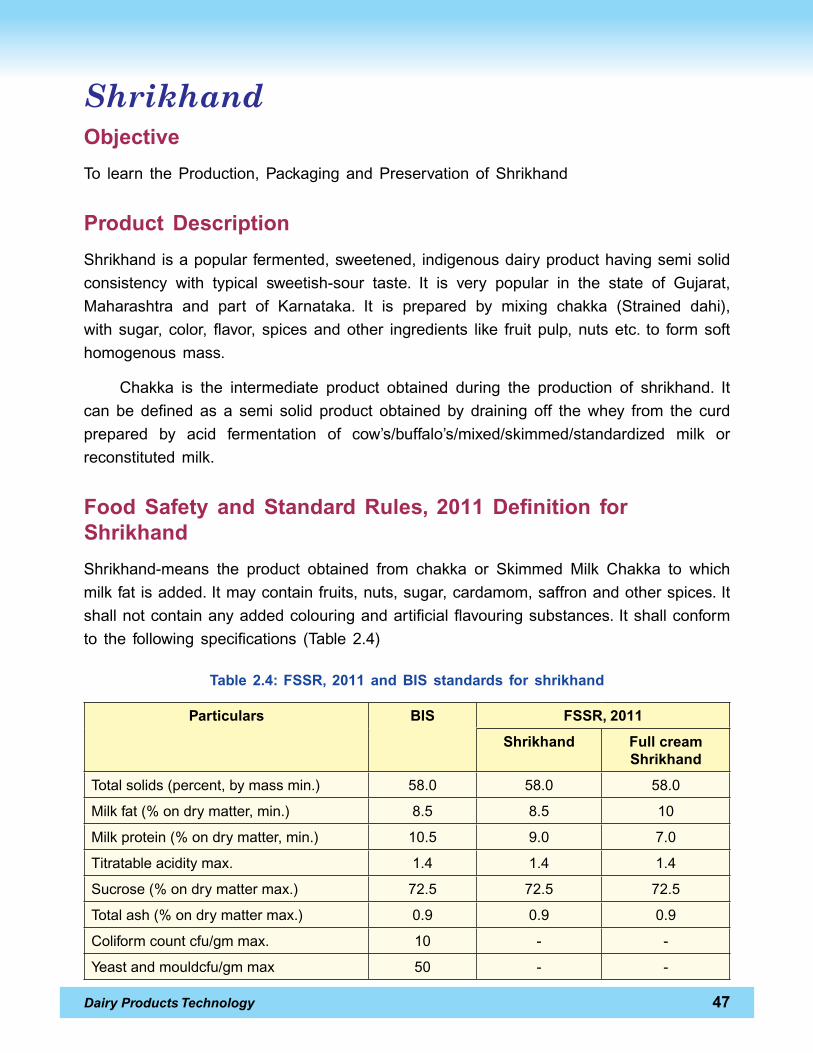
Meansawhite topaleyellowsemi-solidproductofgood textureanduniformconsistencyobtainedbydrainingoff thewhey from theYoghurtobtainedby the lactic fermentationofcow’s milk, buffalo’s milk, skimmed milk and recombined or standardised milk which hasbeen subjected to minimum heat treatment equivalent to that of pasteurisation. it shallhavepleasantYoghurt/dahi likeflavour. it shall not containany ingredient foreign tomilk.it shall be free from mouldness and free from signs of fat or water seepage or both. itshall be smooth and it shall not appear dry. it shall not contain extraneous colour andflavours. it shall conform to the requirements, given in table 2.3
44 Dairy Products Technology
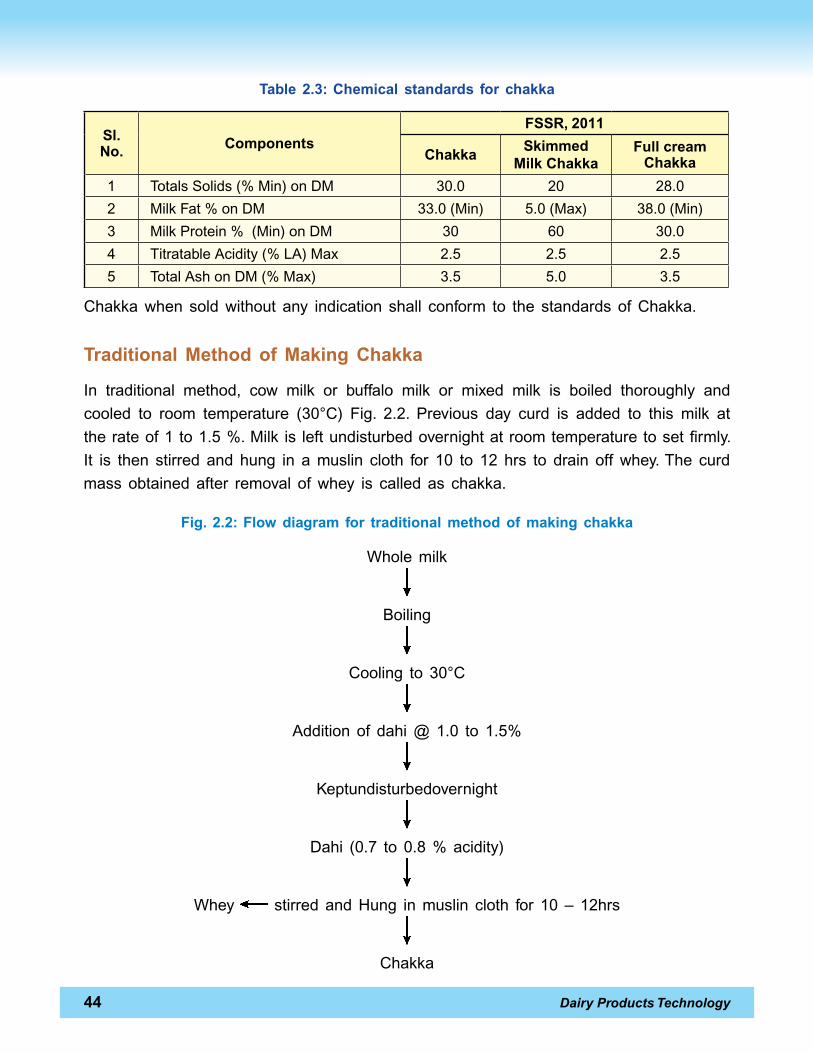
Table 2.3: Chemical standards for chakka
Sl. no. Components
FSSr, 2011
ChakkaSkimmed
Milk ChakkaFull cream
Chakka
1 totalssolids(%Min)ondM 30.0 20 28.0
2 MilkFat%ondM 33.0(Min) 5.0(Max) 38.0(Min)
3 MilkProtein%(Min)ondM 30 60 30.0
4 titratableAcidity(%LA)Max 2.5 2.5 2.5
5 totalAshondM(%Max) 3.5 5.0 3.5
chakka when soldwithout any indication shall conform to the standards ofchakka.
Traditional Method of Making Chakka
in traditional method, cow milk or buffalo milk or mixed milk is boiled thoroughly andcooled to room temperature (30°c) Fig. 2.2. Previous day curd is added to this milk attherateof1to1.5%.Milk is leftundisturbedovernightatroomtemperaturetosetfirmly.it is then stirred and hung in a muslin cloth for 10 to 12 hrs to drain off whey.the curdmassobtained after removal of whey is calledas chakka.
Fig. 2.2: Flow diagram for traditional method of making chakka
Wholemilk
Boiling
cooling to 30°c
Additionof [email protected] to 1.5%
Keptundisturbedovernight
dahi (0.7 to 0.8%acidity)
Whey stirredandHung inmuslin cloth for 10–12hrs
chakka
Dairy Products Technology 45
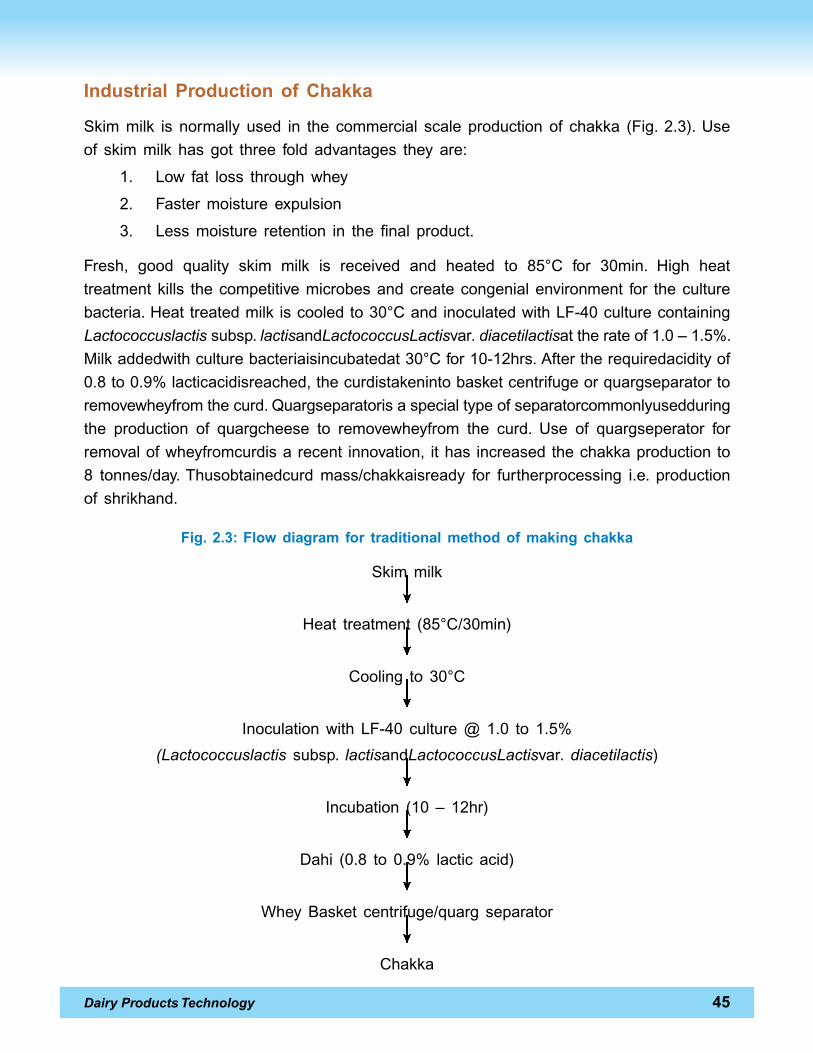
Industrial Production of Chakka
skim milk is normally used in the commercial scale production of chakka (Fig. 2.3). Useof skimmilk hasgot three fold advantages theyare:
1. Low fat loss through whey
2. Faster moisture expulsion
3. Less moisture retention in the final product.
Fresh, good quality skim milk is received and heated to 85°c for 30min. High heattreatmentkills thecompetitivemicrobesandcreatecongenialenvironment for theculturebacteria.Heattreatedmilk iscooledto30°candinoculatedwithLF-40culturecontainingLactococcuslactissubsp.lactisandLactococcusLactisvar. diacetilactisattherateof1.0–1.5%.Milkaddedwithculturebacteriaisincubatedat30°cfor10-12hrs.Aftertherequiredacidityof0.8to0.9%lacticacidisreached,thecurdistakenintobasketcentrifugeorquargseparatortoremovewheyfromthecurd.Quargseparatorisaspecialtypeofseparatorcommonlyusedduringthe production of quargcheese to removewheyfrom the curd. Use of quargseperator forremovalofwheyfromcurdisarecent innovation, ithas increasedthechakkaproductionto8 tonnes/day.thusobtainedcurd mass/chakkaisready for furtherprocessing i.e. productionof shrikhand.
Fig. 2.3: Flow diagram for traditional method of making chakka
skimmilk
Heat treatment (85°c/30min)
cooling to 30°c
inoculation with LF-40 [email protected] to 1.5%
(Lactococcuslactis subsp. lactisandLactococcusLactisvar. diacetilactis)
incubation (10–12hr)
dahi (0.8 to 0.9% lactic acid)
Whey Basket centrifuge/quarg separator
chakka
46 Dairy Products Technology
review Questions
1. chakka is the intermediateproduct obtained during theproduction of
a) chhana
b) Paneer
c) shrikhand
d) rasogolla
2. skimmilk is preferred in caseof industrial productionof chakkabecause
a) reduction in fat loss through whey,
b) Fastermoisture expulsion
c) Less moisture retention in the final product
d) All the above
3. As perBis standards the fat content ofwholemilk chakka is
a) Min. 25%
b) Max. 30%ondrymatter basis
c) Min. 35%
d) Min. 33%ondrymatter basis
4. As perPFA standards yeast andmold count of skimmilk chakka
a) Max10 cfu/g
b) Max20 cfu/g
c) Max 30 fcu/g
d) Max 40 cfu/g
5. Acidity of chakka
a) 0.5% lactic acid
b) 0.8% lactic acid
c) 1.5% lactic acid
d) 2.5% lactic acid
AnsWers
1.(c) 2.(d) 3.(d) 4.(a) 5.(d)
Dairy Products Technology 47
Shrikhandobjective
to learn the Production, Packaging andPreservation ofshrikhand
Product Description
shrikhandisapopularfermented,sweetened, indigenousdairyproducthavingsemisolidconsistency with typical sweetish-sour taste. it is very popular in the state of gujarat,Maharashtra and part of Karnataka. it is prepared by mixing chakka (strained dahi),with sugar, color, flavor, spicesandother ingredients like fruit pulp,nutsetc. to formsofthomogenous mass.
chakka is the intermediate product obtained during the production of shrikhand. itcan be defined as a semi solid product obtained by draining off the whey from the curdprepared by acid fermentation of cow’s/buffalo’s/mixed/skimmed/standardized milk orreconstituted milk.
Food Safety and Standard rules, 2011 Definition for Shrikhand
shrikhand-means the product obtained from chakka or skimmed Milk chakka to whichmilkfatisadded.itmaycontainfruits,nuts,sugar,cardamom,saffronandotherspices.itshallnotcontainanyaddedcolouringandartificialflavouringsubstances. itshallconformto the following specifications (table 2.4)
Table 2.4: FSSr, 2011 and BIS standards for shrikhand
Particulars BIS FSSr, 2011
Shrikhand Full cream Shrikhand
totalsolids(percent,bymassmin.) 58.0 58.0 58.0
Milkfat(%ondrymatter,min.) 8.5 8.5 10
Milkprotein(%ondrymatter,min.) 10.5 9.0 7.0
titratableaciditymax. 1.4 1.4 1.4
sucrose(%ondrymattermax.) 72.5 72.5 72.5
totalash(%ondrymattermax.) 0.9 0.9 0.9
coliformcountcfu/gmmax. 10 - -
Yeastandmouldcfu/gmmax 50 - -
48 Dairy Products Technology
in fruit shrikhand milk fat on dry matter basis should be not less than 7.0% and Milkprotein on drymatter should be not less than9.0%.
Traditional Method of Making Shrikhand
traditionally shrikhand is prepared by boiling cow or buffalo or mixed milk and cooled toroom temperature (30°c).thus heated and cooled milk is then added with previous daydahi at the rate of 0.5 to 1 %. Milk is left undisturbed overnight at room temperature toset firmly. it is thenstirredandhung inamuslin cloth for 10 to12hrs todrainoffwhey.thecurdmassobtainedafterremovalofwheyiscalledaschakka.chakkaisthenaddedwithcalculatedamount(40-45%w/w)ofsugar,color,flavourandotheroptionalingredientslike fruits, nuts, spices, herbsand cooled to 10°c or less.
the yield of chakka produced traditionally is about 650g per 1000g of milk and yield ofshrikhand is about 1.5 to 2.0kg per kgof chakka.
the chakka obtained from whole milk/ standardized milk has smooth body, whereas theone obtained from skim milk is little rough and dry.this is majorly due to less fat in thecurd.Whenwholemilk isused forchakkamakinghigh fat lossesoccurs inwhey therebyaffectingtherecoveryoffatinchakka.thereforeitispreferredtouseskimmilkforchakkamaking and then mixing of cream or unsalted butter to adjust the fat in the finishedproduct. Homogenization of milk leads to slow drainage of whey giving higher moisturecontent in the chakka and a product with very soft consistency which is not liked by theconsumers.conventionallymadechakkalacksuniformityfrombatchtobatchwithregardsto moisture and acidity. Moisture content affects the yield, consistency and composition,whereas acidity affects the taste andquantity of sugar to beadded.
Industrial Production of Shrikhand
With a view to overcome some of the limitation of the traditional method and to partiallymechanizetheshrikhandproductionasemi-mechanizedlargescaleproductionisemployedFig. 2.4. shrikhand is the first traditional milk product for which large scale productiontechnology was adopted. the first modern plant has been established at the Barodadistrict cooperative milk producers union ltd. Baroda dairy has adopted a process whichinvolves use of basket centrifuge for speedy draining of whey and a planetary mixer forkneading and mixingpurposes.
on industrial production of shrikhand fresh skim milk is used as a raw material. Use ofskimmilk hasgot manyadvantages as listedbelow
l Fat lossesareeliminated
Dairy Products Technology 49
l Fastermoistureexpulsion
l Lessmoisture retention
skim milk is heated to 85°c for 30min, cooled to 30°c and inoculated with LF-40culturecontainingLactococcus lactissubsp.lactis andLactococcus Lactis var. diacetilactis at the rateof1.0–1.5%.After the requiredacidityof0.8 to1.0% lacticacid is reached,thecurdistakenintobasketcentrifugeorquargseparatortoremovewheyfromthecurd.thus produced curd mass or chakka is taken into planetary mixer or scraped surfaceheatexchanger.tothischakka,sugarattherateof80%w/w,calculatedamountofplasticcream (80% fat) to give atleast 8.5% FdM in the finished product is added and mixedthoroughly. optional ingredients like color, flavor, fruits, nuts etc. can also be added atthisstage.then it ispackedat room temperatureandstoredat refrigeration temperature(<7°c).
Yieldofchakkapreparedfromtheaboveprocessisabout20%andYieldofshrikhandis 38.5%.
Packaging of Shrikhand
As shrikhand is a semi solid product, heat sealable polystyrene cups of 100g to 1000gcapacityarecommonlyused forpackingshrikhand.However,smallmanufacturersell theproduct in wax coated paper board boxes. High speed Form-fill-seal machines are alsoavailable to pack upto 6000 cups/hr.
Shelf life of Shrikhand
due to both high acid and sugar levels, shrikhand has a fairly long shelf-life of 30-40days at 8°c and 2-3 days at 30°c. the shelf-life depends largely on the initial level ofcontaminating Microorganisms particularly yeast and moulds.the shelf life of shrikhandcanbeincreasedbyadditionofpotassiumsorbate0.05%orbythermizationat65°cfor10minutescoupledwithadditionof0.02%sorbicacid.Forindustrialpurposespasteurizationof shrikhand at 650c/10min and subsequent freezing can increase the shelf life upto 12months at -180c.
Innovations
l use of basket centrifuge or quarg separator for the production of Chakka-useof basket centrifuge increased the curd production to 80kg/hr and quarg separatorhas got the capacity to produce 2,500kg of curd per hour.this permits to scale upthe production upto 8tonnes/day and minimizes the batch to batch variation with

50 Dairy Products Technology
Fig. 2.4: Industrial method of shrikhand manufacture
skimmilk (100kg) of 9%t.s. 0.13%Lactic acid (LA), 6.7 pH
Heat treatment 85°c for 30min
cooling to 30°c
inoculation (L.Lactis + L.LactisVar. diacetilactisis 1.0 to 1.5%)
incubate for 10 to 12hr
dahi 0.9%LA&4.6pH
Whey Basketcentrifuge 900rpm for 90minat 30°c
chakka 20 kgof 25%t.s. (t.s. in chakka is 5 kg)
titratableAcidityof 2.1 to 2.2%,pH4.4 to 4.6
Planetary mixer (35 to 45 rpm for 40min)
cream80% fat 2.4 kg,sugar @80%w/w of chakka, cardamom@1g/ kgof chakka
shrikhand
pH4.4 to 4.6,tA1.03 to 1.05%, Fat 5-6%Protein 6.5 to 7%sucrose 40-43%,Ash0.49 to 0.53,t.s. 57-60%
Packaging at room temperatureand cold storage (<7°c)
respect to moistureand therebyquality of theproduct.
l Use of planetary mixer or scraped surface heat exchanger for mixing chakka withsugar and other optional ingredients.these process not only produce homogenousmixturebut also increases theproduction capacity to 40 to 500kgs per batch
Dairy Products Technology 51
l starterculture–differentcombinationoflacticstrainshavebeendevelopedtoproducesuperior quality of shrikhand as listed below Lactococcuslactis, Lactococcus lacticvar. diacetylactis, and Leuconostoccremoris in the ratio of 1:1:1, s. thermophilusand L. Bulgaricus in the ratio of 1:1 LF-40 culture containing Lactococcuslactissubsp. lactis + LactococcusLactisVar. diacetilactishas receivedwideacceptance bymanyshrikhandmanufacturers.
l Manufacture of shrikhandusing UF-chakka
l Manufacture of fruit flavoredshrikhand
l Manufacture of shrikhandusinglow calorie sweetners.ex.raftilose
activity
Usingtraditionalmethodofshrikhandmanufacture,athometry tomanufactureshrikhandby taking 1kgMilk.
review Questions
1. Base material for the production of shrikhand
a) chhana
b) chakka
c) cream
d) curd
2. As perPFA standards Milk fat content of shrikhand is
a) Min.8.5% on drymatter basis
b) Min.9.0% ondrymatter basis
c) Min9.0%
d) Min. 8.5%
3. in the manufacture of shrikhand basket centrifuge is used
a) For uniformmixingof ingredients
b) to removewhey from the curd
c) to improvebody and textureof shrikhand
d) tominimize the fat loss
52 Dairy Products Technology
4. innovation in the manufactureof shrikhand
a) Useof different combination of starter culture
b) Useofmembraneprocessing for theproduction chakka
c) Useof low calorie sweeteners
d) All the above
5. Potassium sorbate could beused to improve the shelf life of shrikhand
a) true
b) False
anSwerS
1. (d) 2.(d) 3.(b) 4.(d) 5.(b)
Cheeseobjective
to learn product description and methodofmanufactureof cheese.
Introduction
cheeseisoneoftheoldestfoodsofmankind.itiscommonlybelievedthatcheeseevolvedin theFertilecrescentbetween the riverstigrisandeuphrates in iraqsome8000yearsago. itoriginatedaccidentallyasa resultof theactivitiesofnomadic tribes.sinceanimalskinbagswereaconvenientwayof storing liquids fornomadicpeople, thesewereusedfor storing surplus milk. Fermentation of the milk sugars in the warm climate prevailingwould cause the milk to curdle in the bags.the swaying animals would have broken uptheacidcurdduringjourneystoproducecurdsandwhey.thewheyprovidedarefreshingdrinkonhotjourneys,whilethecurds,preservedbytheacidoffermentationandahandfulof salt, became a sourceof highprotein food supplementing themeagermeat supply.
world Market for Cheese
cheese continues to be a popular addition to every day diet, thanks to the high amount
of protein, calcium, minerals and vitamins it contains.the consumption of cheese, over
theyears,hasimprovedsignificantlyacrosstheworldandsubsequentlytheartofcheese
making hasnowevolved into a lucrativebusiness.
Dairy Products Technology 53
Accordingtoareport(globalindustryAnalysts,2010),thoughtheeconomicrecessionhas
putacheckonthecheeseconsumptionpatternacrosstheworld,moreimportantlyinthe
developing nations, the future outlook for global cheese market still remains bright with
consumptionofcheeseprojectedtogrowbymorethan20%during2008-2015.Purchasing
decisions,beingincreasinglyguidedbyprice,cheaperyethealthyandwholesomefoodsare
surfacingbackintothespotlight.consumersareadditionallyexhibitingshiftingpreferences
fromimportedcheesebrandsto locallyproducedcheese.Postrecession,thedemandfor
organic cheese is slated to make a comeback, with manufacturers expected to expand
their product offerings. innovation and product diversification will be the most prominent
marketstrategiesformanufacturersandsuppliersinthepostrecessionperiod.theproduct
mix is poised to change from traditional types of cheeses to new cheeses that suit the
demand indevelopingdairymarkets likechinaand india.thegrowingdemand fordairy
products that meet consumers changing diet and nutritional needs will result into strong
growth for innovative and healthier cheese products, such as, lactose-free goat cheese
products, andhalf-fat and reduced fat cheeses.
Definition
the word‘cheese’ is derived from the old english‘cese’ which in turn was derived from
the Latin ‘caseus’ which means correct or perfect thing. cheese may be defined ‘as the
curd of milk separated from the whey and pressed into a solid mass’.this definition of
cheese is satisfactory but too limited and vague from a technical standpoint. therefore,
a relatively complete definition is as follows:
cheese is the curd or substance formed by the coagulation of milk of certain
mammalsbyrennetorsimilarenzymes in thepresenceof lacticacidproducedbyadded
or adventitious microorganisms, from which part of the moisture has been removed by
cutting, warming and pressing, which has been shaped in mould and then ripened (also
unripened) byholding for sometimeat suitable temperaturesandhumidity.
theexpansionofthenumbersoftypesofcheesemakesasimpledefinitionofcheese
difficult.thusthedefinition,thecurdproducedfrommilkbyenzymeactivityandsubsequent
separationofwheyfromthecoagulumdoesnotcoverwheycheese,lacticcheese,cream
cheese and some of the cheeses produced by newer techniques, viz. ultrafiltration and
reverse osmosis.the definition is, therefore, not universally acceptable.
cheese is the freshormatured solid or semi-solid product obtained:
a) By coagulating milk, skim milk or partly skimmed milk, whey, cream or butter milk
oranycombinationof thesematerials, through theactionof rennetorothersuitable
54 Dairy Products Technology
coagulatingagentsandbypartiallydrainingthewheyresultingfromsuchcoagulation,
or
b) By processing techniques involving coagulation of milk and/or materials obtained
frommilk (provided that thewheyproteincasein ratiodoesnotexceed thatofmilk)
andwhichgiveanendproductwhichhassimilarphysical, chemicalororganoleptic
characteristics as the product definedunder (a).
According to the Fssr (2011), cheese means the ripened or unripened soft or
semihard, hard and extra hard product, which may be coated with food grade waxes
or polyfilm, and in which the whey protein/casein ratio does not exceed that of milk.
cheese is obtained by coagulating wholly or partly milk and/or products obtained from
milk through theactionofnon-animal rennetorothersuitablecoagulatingagentsandby
partially draining the whey resulting from such coagulation and/or processing techniques
involvingcoagulationofmilkand/orproductsobtainedfrommilkwhichgiveafinalproduct
with similar physical, chemical and organoleptic characteristics.the product may contain
starter cultures of harmless lactic acid and/or flavor producing bacteria and cultures of
other harmless microorganisms, safe and suitable enzymes and sodium chloride. it may
be in the form of blocks, slices, cut, shredded or grated cheese. Fssr (2011) has also
defined cheese on the basis of ripening as follows:
(i) ripenedcheeseischeesewhichisnotreadyforconsumptionshortlyaftermanufacture
but which must be held for some time at such temperature and under such other
conditionsaswillresultinnecessarybiochemicalandphysicalchangescharacterizing
the cheese in question.
(ii) Mouldripenedcheeseisaripenedcheeseinwhichtheripeninghasbeenaccomplished
primarilybythedevelopmentofcharacteristicmouldgrowththroughthe interiorand/
or on the surfaceof the cheese.
(iii) Unripenedcheese including freshcheese is cheesewhich is ready for consumption
shortly aftermanufacture.
cheese or varieties of cheeses shall have pleasant taste and flavor free from offflavor and rancidity. it may contain permitted food additives and shall conform to themicrobiological requirements prescribed in the regulation.
Classification of Cheese
several schemes to classify cheese have been proposed to assist international tradeand toprovide compositional andnutritional information.thebasis for suchclassification
Dairy Products Technology 55
includeage,typeofmilk,countryoforigin,ripeningprocess/agents,importantcompositionalvarieties, like moisture and fat, general appearance, texture and rheological qualities.However, noneof theaboveschemes is complete in itself.thereareabout2000namesofcheeses.itisverydifficulttoclassifythedifferentcheesessatisfactorily,ingroups.thereareprobablyonlyabout18 typesofnaturalcheeses.theseare:cheddar,gouda,edam,swiss, Brick, Herve, camembert, Limburger, Parmesan, Provolone, romano, roquefort,sapsago,cottage,neufchatel,trappist,creamandWheycheeses.However,Fssr2011given certain standards for cheese (table2.5).
such a grouping, though informative, is imperfect and incomplete. these can alsobe classified on the basis of their rheology, and according to the manner of ripening asshown below:
1) Very hard (grating) - Moisture < 35% on matured cheese and ripened by bacteria,e.g.Parmesan,romano.
2) Hard -Moisture<40%
a) ripened by bacteria, without eyes:cheddar
b) ripened by bacteria, with eyes:swiss
3) semi-hard -Moisture40-47%
a) ripened principally by bacteria:Brick b) ripened by bacteria and surfacemicroorganisms: Limburger c) ripened principally by bluemould: i) external –camembert ii) internal –gorgonzola, Blue,roquefort.
4) soft -Moisture >47% a) Unripened –cottage b) ripened –neufchatel
outlines of Cheese Manufacture
cheese manufacture involves the controlled syneresis of the rennet milk coagulum, theexpulsion of moisture being affected by: i) acid development, the pH falling from 6.6 toabout5.0asaresultof lacticacidbacteriaof thestarter,chieflyLactococcuslactissubsp.lactis and Lactococcus lactis subsp. cremoris, ii) warmth, the temperature being raisedto about 31°c for renneting and to about 38°c for scalding the curd, and especially iii)repeated cutting of the curdand stirring (Fig. 2.5).
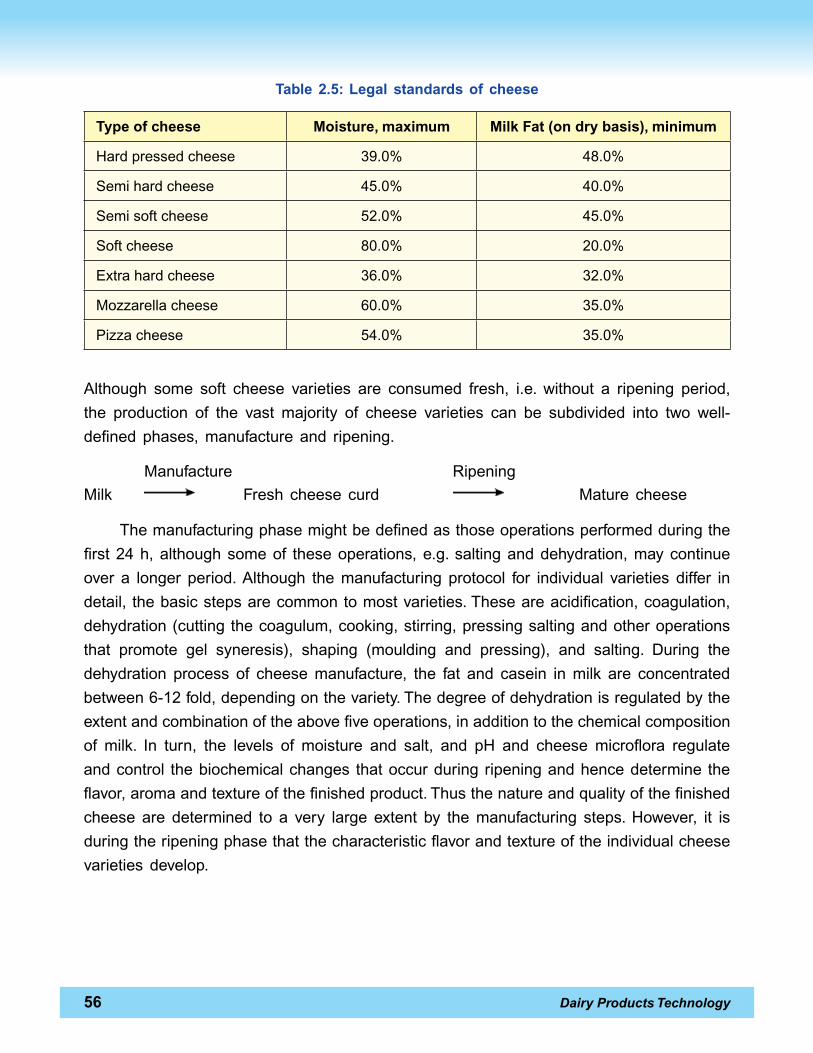
56 Dairy Products Technology
Although some soft cheese varieties are consumed fresh, i.e. without a ripening period,
the production of the vast majority of cheese varieties can be subdivided into two well-
defined phases, manufacture and ripening.
Manufacture ripeningMilk Fresh cheese curd Mature cheese
themanufacturingphasemightbedefinedasthoseoperationsperformedduringthe
first24h,althoughsomeof theseoperations,e.g.saltinganddehydration,maycontinue
over a longer period. Although the manufacturing protocol for individual varieties differ in
detail, thebasicstepsarecommontomostvarieties.theseareacidification,coagulation,
dehydration(cuttingthecoagulum,cooking,stirring,pressingsaltingandotheroperations
that promote gel syneresis), shaping (moulding and pressing), and salting. during the
dehydration process of cheese manufacture, the fat and casein in milk are concentrated
between6-12fold,dependingonthevariety.thedegreeofdehydrationisregulatedbythe
extentandcombinationoftheabovefiveoperations,inadditiontothechemicalcomposition
of milk. in turn, the levels of moisture and salt, and pH and cheese microflora regulate
andcontrol thebiochemicalchanges thatoccurduring ripeningandhencedetermine the
flavor,aromaandtextureofthefinishedproduct.thusthenatureandqualityofthefinished
cheese are determined to a very large extent by the manufacturing steps. However, it is
duringtheripeningphasethatthecharacteristicflavorandtextureoftheindividualcheese
varieties develop.
Table 2.5: legal standards of cheese
Type of cheese Moisture, maximum Milk Fat (on dry basis), minimum
Hardpressedcheese 39.0% 48.0%
semihardcheese 45.0% 40.0%
semisoftcheese 52.0% 45.0%
softcheese 80.0% 20.0%
extrahardcheese 36.0% 32.0%
Mozzarellacheese 60.0% 35.0%
Pizzacheese 54.0% 35.0%
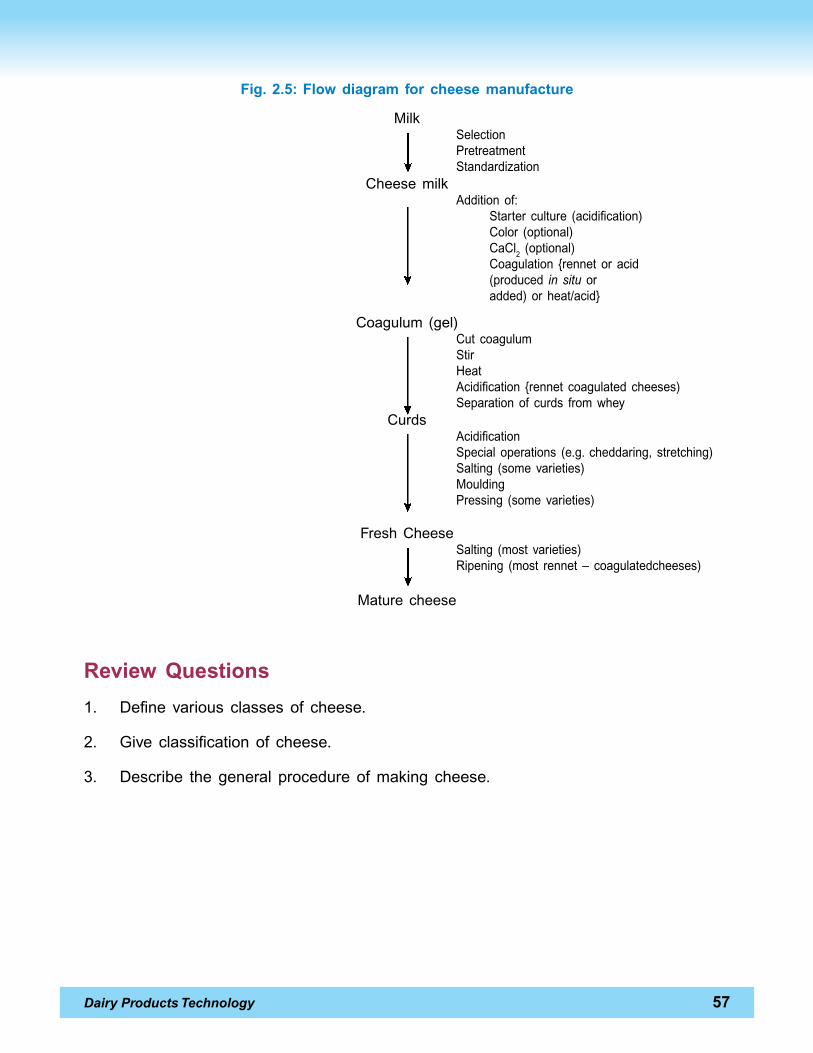
Dairy Products Technology 57
Fig. 2.5: Flow diagram for cheese manufacture
Milk selection Pretreatment standardization
cheese milk Additionof: starter culture (acidification) color (optional) cacl2 (optional) coagulation {rennet or acid (produced in situ or added) or heat/acid}
coagulum (gel) cut coagulum stir Heat Acidification {rennet coagulated cheeses) separationof curds fromwhey
curds Acidification special operations (e.g. cheddaring, stretching) salting (somevarieties) Moulding Pressing (somevarieties)
Freshcheese salting (most varieties) ripening (most rennet – coagulatedcheeses)
Mature cheese
review Questions
1. define various classesof cheese.
2. give classification of cheese.
3. describe the general procedureofmaking cheese.
58 Dairy Products Technology
Chapter-3Composition, Standards, Manufacturing – Process and Equipment and Defects during Manufacturing and Storage of softy, ice cream and kulfi
Ice Cream and Frozen Desserts learning objectives
l definition of ice creamand frozendesserts
l ice creamstandards
l classification of ice cream
l ice cream ingredients –dairy andnon-dairy
l Manufacturing method of ice cream
l the concept of overrun in ice cream
l Freezingof ice cream
l other frozendesserts
Introduction
ice cream is a frozen dairy product prepared by freezing a mixture consisting of dairyandnon-dairycomponentssuchasmilk,cream,skimmilkpowder,sweeteners,stabilizer,emulsifier,fruits,nuts,colourandflavour.All icecreamingredientsaremixedinaspecificorderandprocessedtoformicecreammixandthismixisthenfrozenunderrapidagitationwith incorporationofair.thisprocessformssemi frozenslushof icecreamwhich is thenhardened to freeze it further.
icecreamisaproductthatfallsunderthebroadcategoryoffrozendesserts.Frozendessertsother than icecreamare frozencustard, frozenconfections, frozenyoghurt, icemilk, sherbets, water ice and mellorine type products. there are many varieties of icecreamavailablewhichmaydiffer in flavour, colour, formor ingredients.
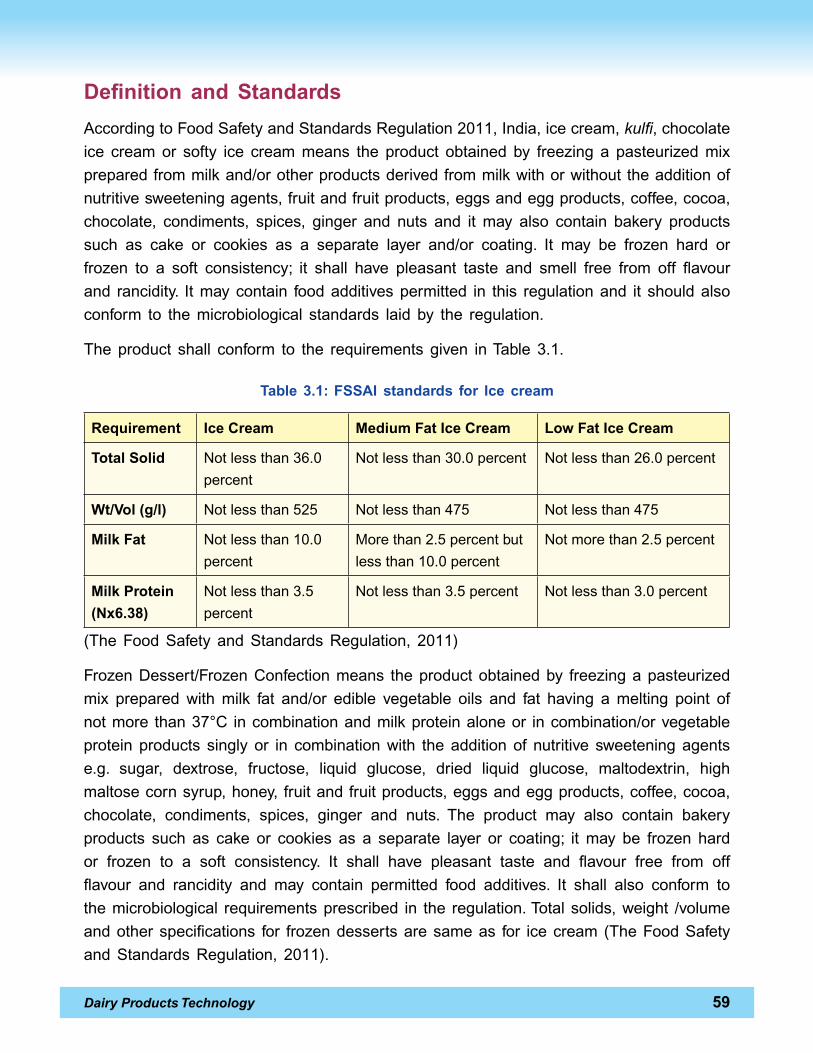
Dairy Products Technology 59
Definition and Standards
AccordingtoFoodsafetyandstandardsregulation2011,india,icecream,kulfi,chocolateice cream or softy ice cream means the product obtained by freezing a pasteurized mixpreparedfrommilkand/orotherproductsderivedfrommilkwithorwithouttheadditionofnutritivesweeteningagents,fruitandfruitproducts,eggsandeggproducts,coffee,cocoa,chocolate, condiments, spices, ginger and nuts and it may also contain bakery productssuch as cake or cookies as a separate layer and/or coating. it may be frozen hard orfrozen to a soft consistency; it shall have pleasant taste and smell free from off flavourand rancidity. itmaycontain foodadditivespermitted in this regulationand it shouldalsoconform to the microbiological standards laid by the regulation.
the product shall conform to the requirementsgiven intable3.1.
Table 3.1: FSSaI standards for Ice cream
requirement Ice Cream Medium Fat Ice Cream low Fat Ice Cream
Total Solid notlessthan36.0
percent
notlessthan30.0percent notlessthan26.0percent
wt/Vol (g/l) notlessthan525 notlessthan475 notlessthan475
Milk Fat notlessthan10.0
percent
Morethan2.5percentbut
lessthan10.0percent
notmorethan2.5percent
Milk Protein
(nx6.38)
notlessthan3.5
percent
notlessthan3.5percent notlessthan3.0percent
(the Foodsafety andstandardsregulation, 2011)
Frozendessert/Frozenconfectionmeans theproductobtainedby freezingapasteurizedmix prepared with milk fat and/or edible vegetable oils and fat having a melting point ofnotmore than37°c incombinationandmilkproteinaloneor incombination/orvegetableproteinproducts singly or in combinationwith theadditionof nutritive sweeteningagentse.g. sugar, dextrose, fructose, liquid glucose, dried liquid glucose, maltodextrin, highmaltosecornsyrup,honey,fruitandfruitproducts,eggsandeggproducts,coffee,cocoa,chocolate, condiments, spices, ginger and nuts. the product may also contain bakeryproducts such as cake or cookies as a separate layer or coating; it may be frozen hardor frozen to a soft consistency. it shall have pleasant taste and flavour free from offflavour and rancidity and may contain permitted food additives. it shall also conform tothemicrobiological requirementsprescribed in the regulation.totalsolids,weight /volumeandotherspecifications for frozendessertsaresameas for icecream(theFoodsafetyandstandardsregulation, 2011).
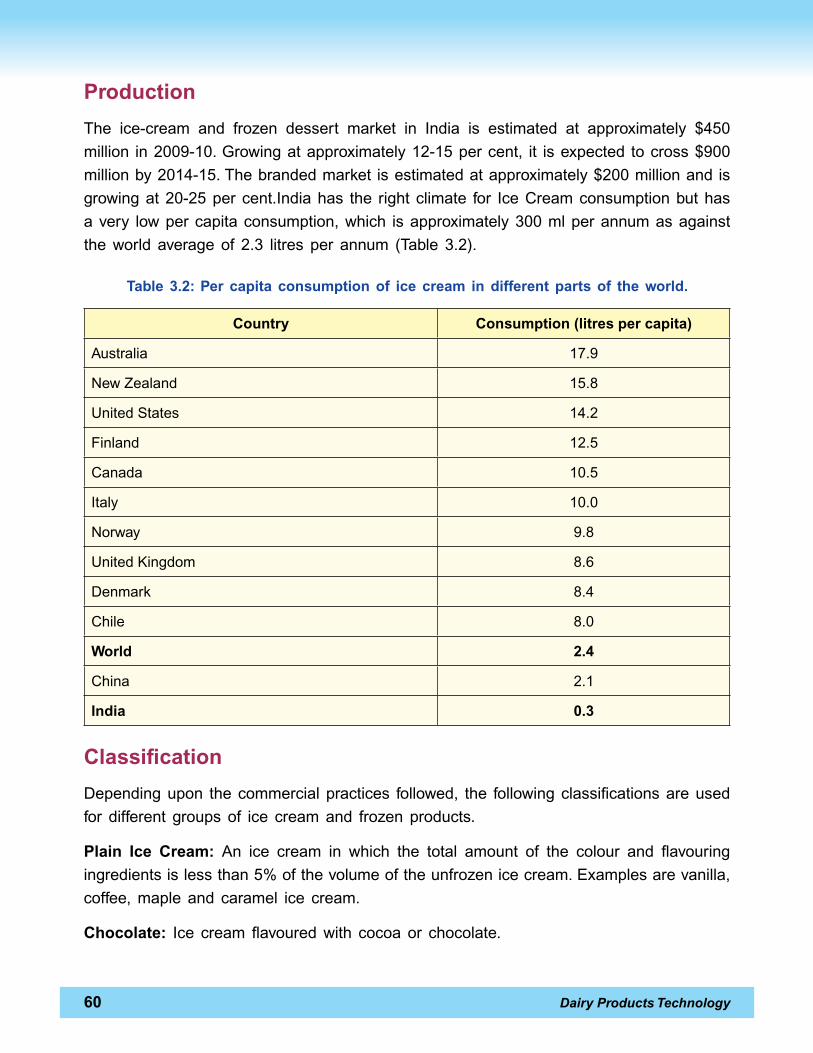
60 Dairy Products Technology
Production
the ice-cream and frozen dessert market in india is estimated at approximately $450million in2009-10.growingatapproximately12-15percent, it isexpected tocross$900millionby2014-15.thebrandedmarket isestimatedatapproximately$200millionandisgrowingat20-25percent.indiahas the rightclimate for icecreamconsumptionbuthasavery lowpercapitaconsumption,which isapproximately300mlperannumasagainstthe world average of 2.3 litresper annum (table3.2).
Table 3.2: Per capita consumption of ice cream in different parts of the world.
Country Consumption (litres per capita)
Australia 17.9
newZealand 15.8
Unitedstates 14.2
Finland 12.5
canada 10.5
italy 10.0
norway 9.8
UnitedKingdom 8.6
denmark 8.4
chile 8.0
world 2.4
china 2.1
India 0.3
Classification
dependingupon thecommercialpractices followed, the followingclassificationsareusedfor different groupsof ice creamand frozenproducts.
Plain Ice Cream: An ice cream in which the total amount of the colour and flavouringingredientsislessthan5%ofthevolumeoftheunfrozenicecream.examplesarevanilla,coffee, maple and caramel ice cream.
Chocolate: ice creamflavoured with cocoaor chocolate.
Dairy Products Technology 61
Fruit: Fruit ice cream is made by adding various fruits at the time of freezing with orwithout additional fruit flavouring or colour. the fruits may be fresh, frozen, canned orpreserved.
nut: icecreamcontainingnutmeats,suchasalmonds,pistachioorwalnut,withorwithoutadditional flavouring or color.
Ice Milk / Milk Ice: A product similar to ice cream containing 2 -7% fats and 12-15%MsnF, sweetened, flavoured and frozen like ice cream.
Ices: Made of fruit juices, sugar and stabilizer with or without additional fruits, color,flavouringorwaterandfrozentotheconsistencyoficecream.Usuallycontains28–30%sugar, 15-20% overrun, and no dairy products.
Sherbets: sherbet is a product made of fruit juices, sugar, stabilizer, and milk products.it is similar to an ice, except milk, either whole, skim, condensed, or powdered, or icecreammix, isused inplaceofallorpartof thewaterused in ices,sherbetcontains1%to 2% milk fat.
Sorbets: thecompositionofsorbets issimilar to thatof ices.sorbetshaveahighsugarand fruit and fruit juice content (30 and 30 -50% respectively). stabilizer and egg whitearealsoadded,and theproducthasanoverrunof20%or less.exoticflavoursareoftenincluded in sorbets.
Mousse: ice cream containing whipped cream, sugar, colour and flavouring, and frozenwithout further agitation.sometimes condensed milk is added to givebetter consistency.
Bisque: it is made by the addition of grape, nuts, macaroons, sponge cake or otherbakery products with appropriate flavourings.
Custards: custard is ice cream cooked to custard before freezing. Frozen custards arealso known as French ice cream or French custard ice cream. it contains whole egg oreggyolkinsuchaproportionthatthetotaleggyolksolidsshouldnotbelessthan1.4%oftheweightof thefinished frozencustardor less than1.12% forbulkyflavouredproducts.Parfait is frozen custard with high fat content.
Cassata: this is made in a round mold, hinged so that it may be filled with ice creamandother frozenproducts.theconfection isbuilt up in layersof rich, variously flavouredice cream, some with fruits, some with liqueurs, and sometimes with chocolate or nuts.Fingersorslicesofspongecake,sometimessoakedinliqueur,maybeadded.thecassatais frozen for several hours, and then turned out of themold for serving.
Variegated or rippled Ice Cream: Variegated ice cream is produced by injecting
62 Dairy Products Technology
approximately 10% of a prepared base into the ice cream. Most popular flavours ofvariegated ice creamare chocolate, butter scotch, strawberry, pineappleand caramel.
novelties: An ice creamnovelty is definedasauniquesingle-serveportion– controlledproduct.novelties includespecialcombinationsof icecreamwithflavourandconfections,cup items, and fancy molded items. they are usually produced by either extrusion ormolding,andexamplesincludecoatedicecreambars(e.g.Mars),coatedicecreambarson a stick (e.g.Magnum), ice creamcake, and ice cream logs (e.g.Vienetta), ice creamsandwiches, popsicles and fudgesicles.
Fanciful-name Ice Cream:theseproductsusuallydonotcontainasinglecharacterizingflavour,buttheflavourisduetothemixtureofseveralflavouringingredients.twoormoredistinct flavours arepresent in the samepackage.
Mellorine Type Products:Mellorine is a product similar to ice cream in which the butterfat has been replaced by a suitable vegetableor animal fat.
Soft Serve Ice Cream:softserveicecreamisatypeof frozendessert that issimilarto,butsofter than the icecream.theseproductsaresoldasdrawn fromthe freezerwithouthardening. it isgenerally lower inmilk fat (3.6%) than icecream (10-18%)andproducedat a temperature of about -4°c compared to ice cream,which is storedat -15°c.
Ice Cream Ingredients
the selection of ingredients is the most important factor in manufacture of good qualityice cream. ice cream ingredients aredivided into twogroupsnamely:
1) dairy ingredients
2) non - dairy ingredients
dairy ingredientsareusedasasourceofmilk fatandmilksolidnot fat (MsnF) requiredfor imparting a characteristic richness and flavour to ice cream. these ingredients alsocontributetosmoothnessoftextureandresistancetomelting.Variousproductsusedasasourceofmilk fatandmilksnFaresummarized in table2.Milk fat imparts richnessandmellows the flavourof ice cream. it tends to retard the rateofwhipping. it contributes tosmoothness of texture and contributes to body and melting resistance of the product. itdoesnotlowerthefreezingpointofmix.Milksolidnotfatishighinfoodvalue,inexpensiveand enhances palatability of ice cream. it increases viscosity and resistance to melting,but also lowers the freezing point of ice cream mix. Lactose adds slightly to the sweettaste and minerals tend to have a slightly salty taste. Proteins help to make ice creammore compact and smooth.
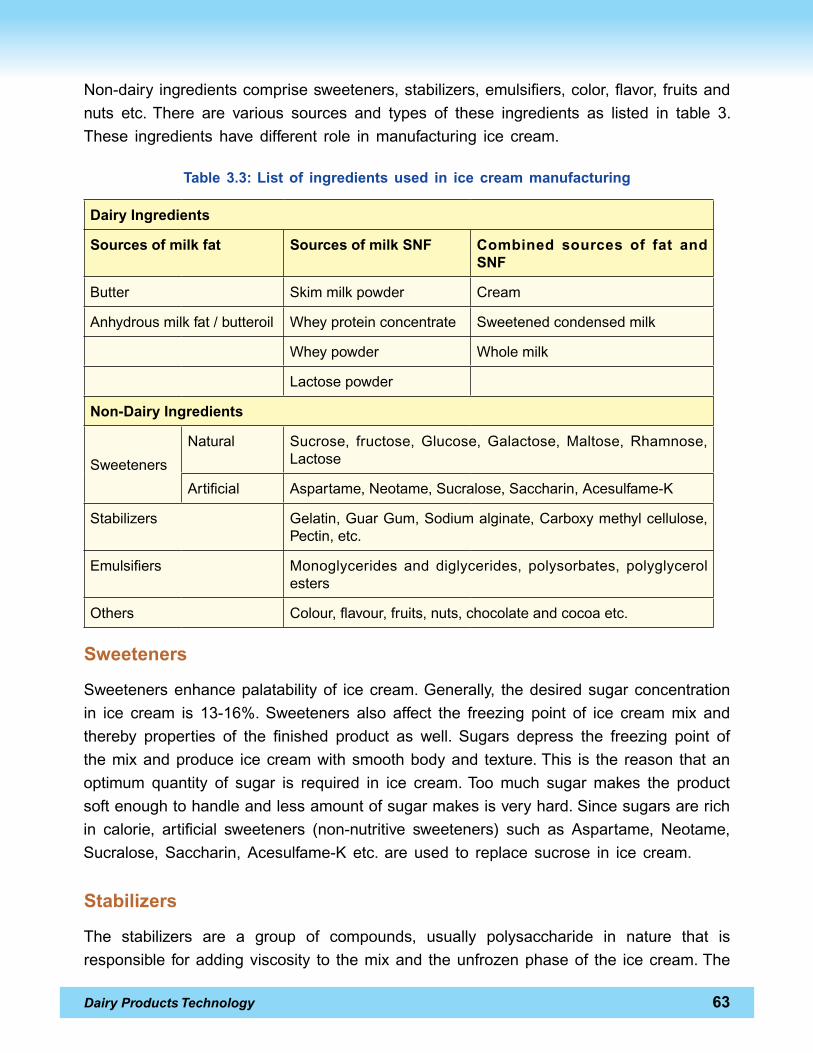
Dairy Products Technology 63
non-dairyingredientscomprisesweeteners,stabilizers,emulsifiers,color,flavor,fruitsandnuts etc. there are various sources and types of these ingredients as listed in table 3.these ingredients have different role inmanufacturing ice cream.
Table 3.3: list of ingredients used in ice cream manufacturing
Dairy Ingredients
Sources of milk fat Sources of milk SnF Combined sources of fat and SnF
Butter skimmilkpowder cream
Anhydrousmilkfat/butteroil Wheyproteinconcentrate sweetenedcondensedmilk
Wheypowder Wholemilk
Lactosepowder
non-Dairy Ingredients
sweeteners
natural sucrose, fructose, glucose, galactose, Maltose, rhamnose,Lactose
Artificial Aspartame,neotame,sucralose,saccharin,Acesulfame-K
stabilizers gelatin,guargum,sodiumalginate,carboxymethylcellulose,Pectin,etc.
emulsifiers Monoglycerides and diglycerides, polysorbates, polyglycerolesters
others colour,flavour,fruits,nuts,chocolateandcocoaetc.
Sweeteners
sweetenersenhancepalatabilityof icecream.generally, thedesiredsugarconcentrationin ice cream is 13-16%. sweeteners also affect the freezing point of ice cream mix andthereby properties of the finished product as well. sugars depress the freezing point ofthemixandproduce icecreamwithsmoothbodyand texture.this is the reason thatanoptimum quantity of sugar is required in ice cream.too much sugar makes the productsoftenoughtohandleandlessamountofsugarmakesisveryhard.sincesugarsarerichin calorie, artificial sweeteners (non-nutritive sweeteners) such as Aspartame, neotame,sucralose,saccharin, Acesulfame-Ketc. areused to replace sucrose in ice cream.
Stabilizers
the stabilizers are a group of compounds, usually polysaccharide in nature that isresponsible foraddingviscosity to themixand theunfrozenphaseof the icecream.the
64 Dairy Products Technology
basic role of stabilizer is to reduce the amount of free water in the mix by binding it as“water of hydration” or by immobilizing it within a gel structure. Also it is the ability ofsmall percentage of stabilizer to absorb and hold large amounts of bound water, whichproduces good body, smooth texture, slow melt down and heat shock resistance in theresultant product. stabilizers can be divided into two main groups: the protein and thecarbohydrategroup.gelatineandsomemilkproteinssuchascasein,albuminandglobulin,all other stabilizers are carbohydrates.
emulsifiers
An emulsifier is defined as a substance that reduces surface tension between oil–waterorair–water interface, thusenhancingemulsificationand increasingemulsionstability.Anemulsifier consists of a water-loving hydrophilic head and an oil-loving hydrophobic tail.thehydrophilichead isdirected to theaqueousphaseand thehydrophobic tail to theoilphase.theemulsifierpositionsitselfattheoil/waterorair/waterinterfaceand,byreducingthe surface tension, has a stabilisingeffect on theemulsion.
Most emulsifiers used in ice cream can be classified as i) fatty acid esters of glycerolandii)ethoxylatedestersofsorbitol.Blendsof thesetwotypesaremorecommoninuse.typicalconcentrationsoftheseare0.1-0.2%fattyacidestersofglyceroland0.02-0.04%of sorbitan esters. other emulsifiers are sucrose esters, polyglycerol esters, propyleneglycol esters and ethoxylated glyceride esters. When egg yolk solids are added in icecreammix, lecithin present in egg yolk canalsoact asanemulsifier.
emulsifiers improvewhippingqualityof icecreammix,produceadryandstiff icecream,increaseresistancetoshrinkageandrapidmeltdown, increaseresistancetodevelopmentof coarse or icy texture and provide smooth texture in the finishedproduct.
Method of Manufacturing Ice Cream
the method of ice creammaking canbedivided into twophases:
1) ice creammixpreparation and
2) Freezingof ice creammix.
Formixpreparation,firstlyalltheingredientsareselectedbasedonthecomposition,typeandqualityof icecreamdesired.theselectedingredientsarethenproportioned,blendedtogether, pasteurized, homogenized, cooledand then kept for ageing.Properly agedmixis then frozen in ice cream freezers, packaged in containers of desired size and keptfor hardening.All these stepswill bediscussed in detail in the following section.Fig. 3.1represents a brief outline of the processof ice creammaking.
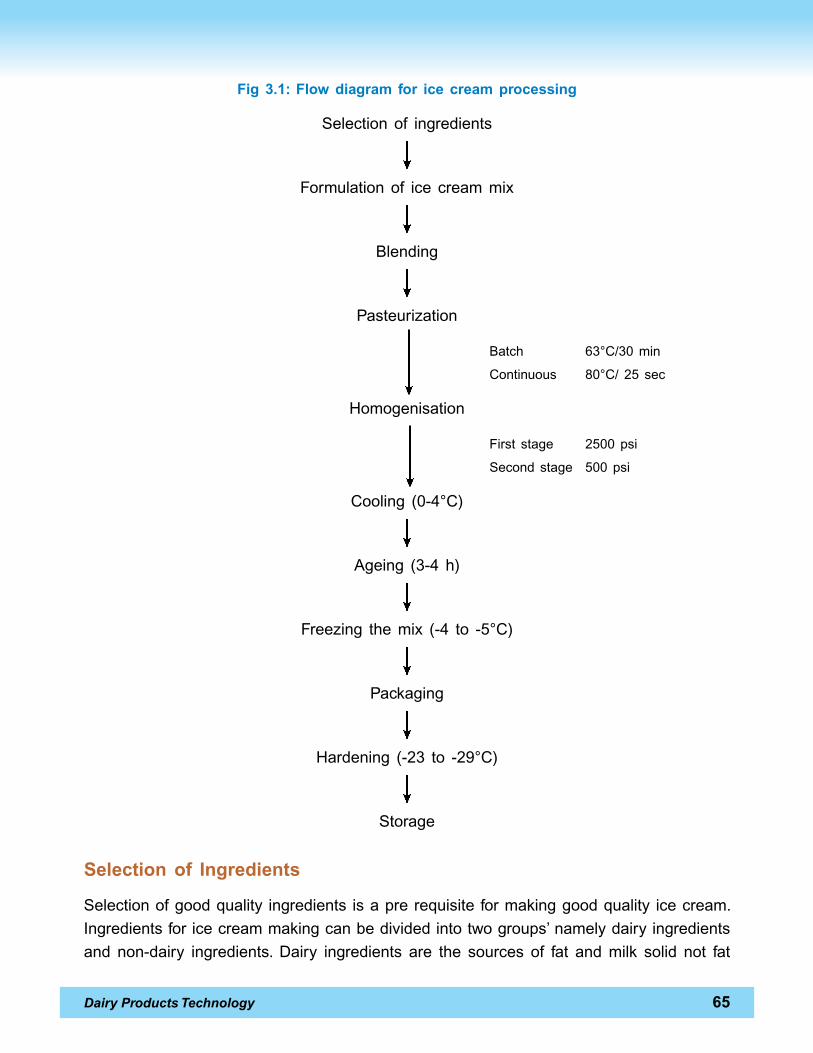
Dairy Products Technology 65
Fig 3.1: Flow diagram for ice cream processing
selectionof ingredients
Formulationof ice creammix
Blending
Pasteurization
Batch 63°c/30min
continuous 80°c/ 25 sec
Homogenisation
First stage 2500psi
second stage 500 psi
cooling (0-4°c)
Ageing (3-4h)
Freezing themix (-4 to -5°c)
Packaging
Hardening (-23 to -29°c)
storage
Selection of Ingredients
selectionofgoodquality ingredients isaprerequisite formakinggoodquality icecream.ingredientsforicecreammakingcanbedividedintotwogroups’namelydairyingredientsand non-dairy ingredients. dairy ingredients are the sources of fat and milk solid not fat
66 Dairy Products Technology
requiredforimpartingacharacteristicrichnessandflavourtoicecream.theseingredientsalsocontributetosmoothnessoftextureandresistancetomelting.Varioussourcesofmilkfat and snF are milk, cream, unsalted butter, skim milk powder, sweetened condensedmilk etc. non-dairy ingredients include sweeteners, stabilizers, emulsifiers, eggs andegg product, flavours and colours etc. All these ingredients impart numerous functionalproperties to ice creammix.
Formulation of Ice Cream Mix
Formakinggoodqualityicecreamandalsotoconformtolegalstandards,compositionofice cream mix is decided and according to the desired composition, quantity of differentdairy and non-dairy ingredients is calculated. there are various methods followed forcalculating amount of ingredients viz.
l Algebraicmethod
l Pearson square method
l serum point method
l computer developed formulations
l Formula tables/graphics method
Blending of Mix
Blending of all the ingredients is done in vat which is equipped with agitators and hasprovisionforheating.All the liquid ingredientsarefirstplacedinthevatandagitationandheating is started. the dry ingredients like skim milk powder, stabilizer, sugar etc. areadded to the vat before the temperature reaches 50°c. the temperature of adding dryingredients alsodepends on the typeof ingredients particularly stabilizer.
Pasteurization of Mix
Pasteurization is done to destroy all the pathogenic bacteria in the mix so as to renderthe final product safe for humanconsumption. in addition to this very important function,pasteurizationalsoreducesthenumberofspoilageorganismssuchaspsychrotrophs,andthesemethodsareusedbasedon the typeofmixand the timerequired forcalculationshelps to hydrate some of the components (proteins, stabilizers). Both batch (69°c/30min) and continuous (80°c/25 sec or 135-149°c for few sec) methods are used for mixpasteurization.
Advantages of pasteurization are:
l it renders the mix entirely freeof pathogenic bacteria
Dairy Products Technology 67
l it helps in blending the ingredients of themix
l it improves flavour
l it improves keeping quality
l it produces amoreuniformproduct
Homogenization of Mix
Homogenization is an important step in cream for making permanent emulsion of fat.two-stage homogenization is usually preferred for ice cream mix. clumping or clusteringof the fat is reduced thereby producing a thinner, more rapidly whipped mix. Melt-downpropertyof icecreamisalso improved.other thanreducingfatglobulessizeandformingemulsion, homogenization have some indirect advantages like it makes a smoother icecream, results in better air stability andalso increases resistance tomelting.
Homogenization of the mix should take place at the pasteurizing temperature.the hightemperatureproducesmoreefficientbreakingupofthefatglobulesatanygivenpressureand also reduces fat clumping and the tendency to thick, heavy bodied mixes. if a twostage homogenizer is used, a pressure of 2000 - 2500 psi on the first stage and 500 -1000 psi on the second stage shouldbe satisfactory undermost conditions.
Cooling the Mix
Mix should be cooled immediately after homogenization to 0-5°c and held at the sametemperature until used. slow cooling of the mix increases viscosity and also results inice cream that does not melt smoothly. cooling to such a low temperature also retardsgrowth of bacteria.
ageing the Mix
the mix is then aged for at least four hours and usually overnight. two importantprocesses takeplaceduringageing.First, theemulsifiersadsorb to thesurfaceof the fatdroplets, replacing some of the milk protein. second, the fat inside the droplets beginsto crystallize. Fig. 2 shows the adsorbed emulsifier at the surface of the fat globule andpartiallycrystallizedfatinsideit.thesetwoprocessesassistinincorporatingandstabilizingair bubbles when the mix is frozen in the freezer.the ageing time, hence the extent offat crystallizationandemulsifier adsorption, dependson thenatureof themix.overnightageing is usually sufficient for all typesofmixes.
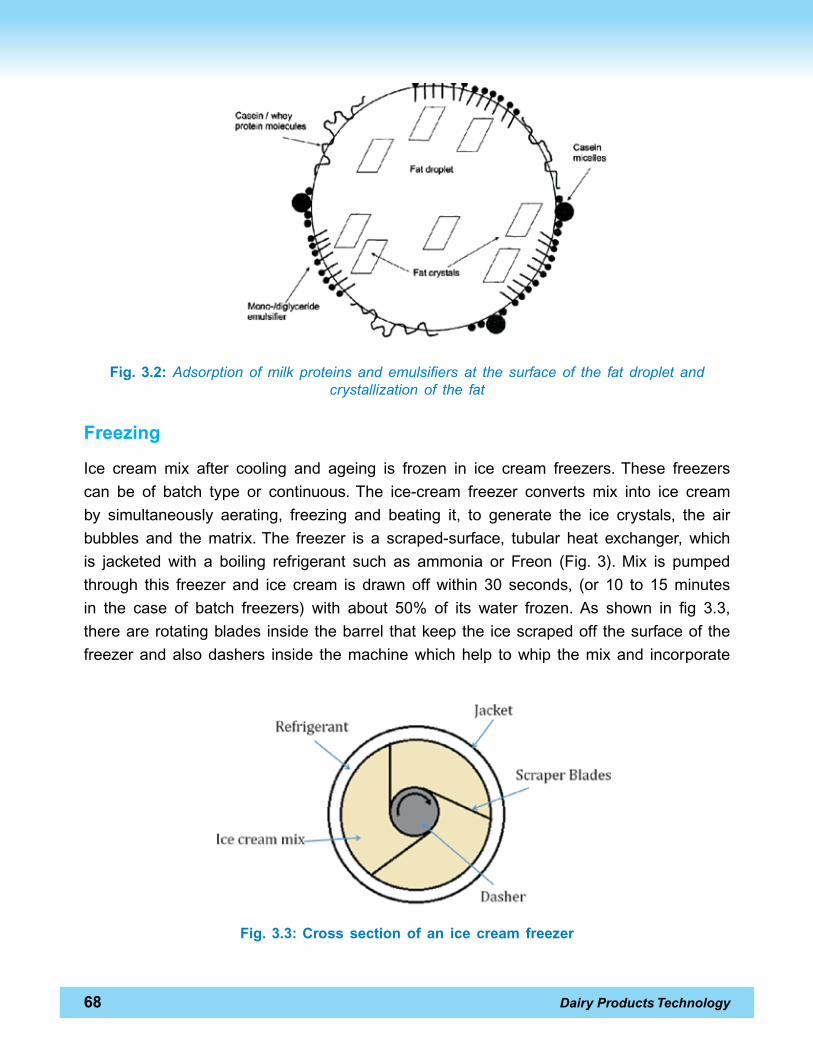
68 Dairy Products Technology
Fig. 3.2: Adsorption of milk proteins and emulsifiers at the surface of the fat droplet and crystallization of the fat
Freezing
ice cream mix after cooling and ageing is frozen in ice cream freezers. these freezerscan be of batch type or continuous.the ice-cream freezer converts mix into ice creamby simultaneously aerating, freezing and beating it, to generate the ice crystals, the airbubbles and the matrix.the freezer is a scraped-surface, tubular heat exchanger, whichis jacketed with a boiling refrigerant such as ammonia or Freon (Fig. 3). Mix is pumpedthrough this freezer and ice cream is drawn off within 30 seconds, (or 10 to 15 minutesin the case of batch freezers) with about 50% of its water frozen. As shown in fig 3.3,therearerotatingblades insidethebarrel thatkeepthe icescrapedoff thesurfaceof thefreezerandalsodashers inside themachinewhichhelp towhip themixand incorporate
Fig. 3.3: Cross section of an ice cream freezer
Dairy Products Technology 69
air.Airisalsoincorporatedtoobtaintherequiredover-runinthesemifrozenmassduringfreezing process.this is achieved by supplying compressedair into the freezer.
Astheicecreamisdrawnfromthefreezers,particulatemattersuchasfruits,nuts,candy,cookies, etc. is added to the semi-frozen slurry which has a consistency similar tosoft-serve icecream. in fact,almost theonly thingwhichdifferentiateshard frozen icecreamfromsoft-serve, is the fact thatsoftserve isdrawn intoconesat thispoint in theprocessrather than into packages for subsequent hardening.
Hardening
When ice cream is drawn from freezer, its consistency is such that it can be filled incontainerslikecupsorinbulkpackages.Afterfillingintopacks,itisnecessarytolowerthetemperature of ice cream as quickly as possible.this is known as hardening. Hardeningof ice cream is essential to stabilize the microstructure of the product after freezing andair incorporation.
ice cream is hardened in a hardening tunnel, an enclosed chamber into which the icecreampassesonaconveyorbeltfromthefreezer.inside,coldair(typically-30°cto-45°c) isblownovertheicecream.thelowertheair temperatureandthefastertheairflow,the fasterheat is removed from the icecream.coldstores,whichare typicallyabout -25°c,arenotsuitable forhardeningbecausetheyarenotcoldenoughandhavestillair,sotheycannotcool the icecreamrapidlyenoughtominimizerecrystallization.Hardened icecream is then stored at temperature -23°c to -18°c soas to keep the structure stable.
Storage
theicecreamshouldbestoredinadeepfreezerat-18to-23°c.itshouldnotbeallowedto melt for two reasons: first this would allow any bacteria in the ice cream to grow andspoil the product, and secondly the air in the ice cream escapes and it loses its textureto become solid ice when re-frozen.When the molten ice cream re-freezes, ice crystalsformed are much larger than the crystals formed in freezers and the ice cream tastemore‘gritty’.
overrun: an Important attribute of Ice Cream
Asmentioned in theprevioussections, ice creammix is frozenwith continuousagitationand aeration.this process incorporates a significant amount of air in the product whichincreases its volume but the weight remains constant.that is the reason that ice cream(finishedproduct)isalwaysmeasuredinvolumenotinweight.theformulaeforcalculatingoverrun in ice creamare:
70 Dairy Products Technology
For example, a 90 Kg (volume approx.80 litre) ice cream mix is frozen and 150 litre ofice cream ismade.the overrun for the ice creamwill be
other Frozen Desserts
Frozen yoghurt
Frozen yoghurt is a type of frozen dessert wherein yoghurt is prepared first, it is mixedwith ice creammix inadefiniteproportion, sugar, fruits, colour and flavourand then themix frozen in thesamemanneras icecream is frozen.the resultantproduct isa frozenfermented product having consistency similar to ice cream.Frozen yogurt mix has a pHof 6.0 or titratable acidity of 0.30%.this titratable acidity is contributed both by yoghurtand ice cream mix. Most manufacturers use 10% of yogurt in their formulations. As aconsequence, frozenyogurt tastesverysimilar to low fat/non-fat icecream,withahintofyogurt flavor at the end. this flavor attribute is preferred by the consumer because theperceived health attributes of yogurt bacteria are available along with the popular tasteof low fat/non-fat ice cream.
Kulfi
Kulfi isa traditional frozendairyproductof indiawhich ispreparedbyconcentratingmilkabouttwofoldsbycontinuousheating,additionofsugar,nutsetc.,fillingthemixinmouldsand freezing in iceandsaltmixture.themaindifferences inkulfiand icecreamare thatthe former is prepared by concentrating milk by heating and it has negligible overrun.Freezing of kulfi is not done with continuous agitation and aeration. it is frozen in staticconditions in iceand saltmixture.
Soft Serve Ice Cream
soft serve ice cream popularly known as softy is another variant of frozen desserts.Method of manufacture is similar to ice cream with the only difference that this productisnothardenedbeforeconsumption. it isconsumed justafterdrawing it from the freezerin soft condition. it has lowoverrun than ice cream.
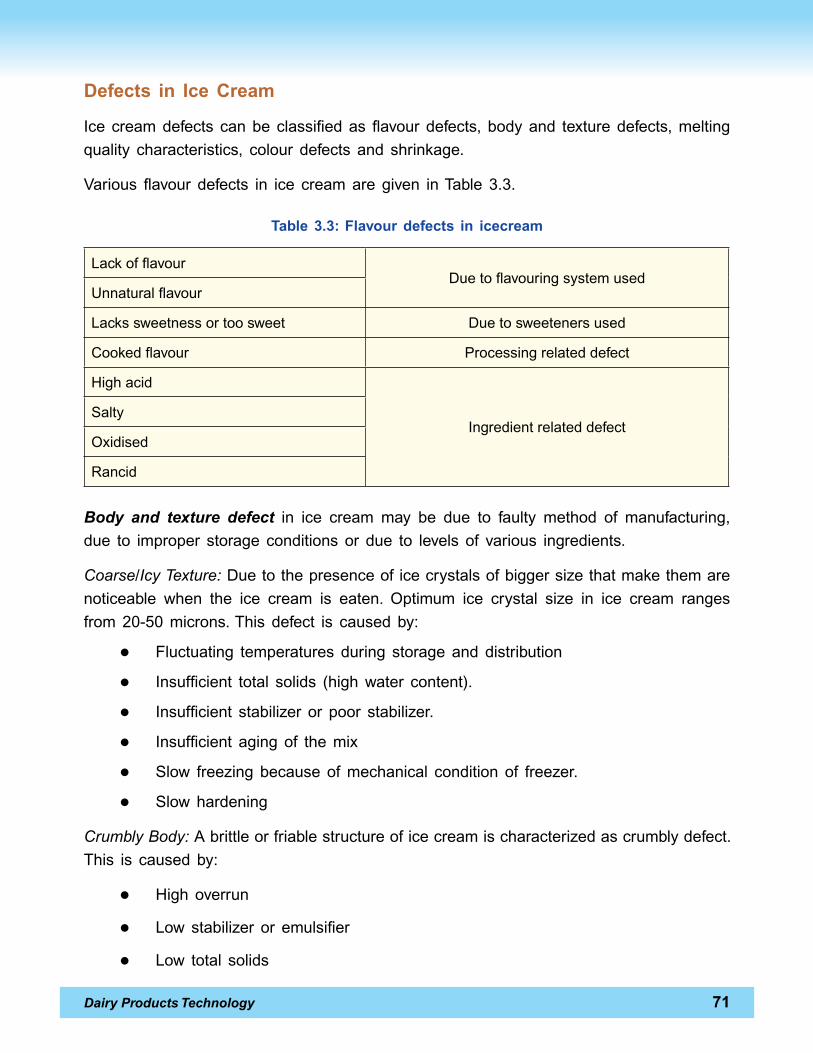
Dairy Products Technology 71
Defects in Ice Cream
ice creamdefects canbeclassifiedas flavourdefects, bodyand texturedefects,meltingquality characteristics, colour defects and shrinkage.
Various flavour defects in ice creamaregiven intable3.3.
Table 3.3: Flavour defects in icecream
Lackofflavourduetoflavouringsystemused
Unnaturalflavour
Lackssweetnessortoosweet duetosweetenersused
cookedflavour Processingrelateddefect
Highacid
ingredientrelateddefectsalty
oxidised
rancid
Body and texture defect in ice cream may be due to faulty method of manufacturing,due to improper storage conditions or due to levels of various ingredients.
Coarse/Icy Texture:duetothepresenceof icecrystalsofbiggersizethatmakethemarenoticeable when the ice cream is eaten. optimum ice crystal size in ice cream rangesfrom20-50 microns.this defect is causedby:
l Fluctuating temperaturesduring storageanddistribution
l insufficient total solids (highwater content).
l insufficient stabilizer or poor stabilizer.
l insufficient aging of the mix
l slow freezing because ofmechanical condition of freezer.
l slowhardening
Crumbly Body:Abrittleorfriablestructureoficecreamischaracterizedascrumblydefect.this is caused by:
l Highoverrun
l Lowstabilizer or emulsifier
l Low total solids
72 Dairy Products Technology
Fluffy Texture: A spongy characteristic causedby:
l incorporation of largeamount of air.
l Low total solids.
l Lowstabilizer content.
Gummy Body:thisdefect is theoppositeof crumbly in that it impartsapastybody. it iscaused by:
l too lowoverrun.
l toomuch stabilizer
Sandy texture: it iscausedbylactosecrystals,whichdonotdissolvereadilyandproducearoughorgrittysensationinthemouth.thiscanbedistinguishedfrom“iciness”becausethe lactose crystals do not melt in mouth.this defect can be prevented by many of thesame factors that inhibit iciness suchas:
l hardening the ice creamquickly
l maintaining lowstorage room temperature
l preventing temperature fluctuations
Weak Body: icecream lacks“chewiness”andmeltsquickly intoawatery liquid.such icecreamgives impressionof lacking richness. it is caused by:
l Low total solids.
l Highoverrun.
l insufficient stabilizer
Melting Qualitycharacteristics
Curdy Melt-Down: this is the defect caused by fat or protein destabilization. this maybe due to:
l Highacidity that causes protein coagulation
l salt balance (protein coagulation).
l Highhomogenizing pressures (fat coagulation).
Does not melt: icecreamwith this typeofdefect retains its shapeevenafter15-20min.it may be caused by:
Dairy Products Technology 73
l over emulsification.
l excessive fat destabilization
Wheying off: it ischaracterisedbytheappearanceofwateryfluidwithcurdparticles.thecommon cause is protein destabilization or phase separation.
Summary
icecreamisatypeoffrozendessertinwhichmilkofmilkproductscanbetheonlysourceof fat and protein. other ingredients are also used in ice cream such as sweeteners,emulsifiers and stabilizers. these are required for various functional properties of icecream.technology of ice cream needs understanding of various unit operations such aspasteurization, homogenization, aging, freezing and hardening. All these operations aredescribed in this chapter with an aim to sensitize the students about the technology ofice cream.
despite the fact that icecream isahighlynutritiveproduct, consumptionof icecream inindia is far below the world’s average per capita ice creamconsumption.
activities
l collect five different brands of ice creams or frozen desserts available in themarket.
l observe their compositions and figureout thedifferences.
review Questions
1. What is the difference between ice creamand frozendesserts?
2. What is the role of stabilizers andemulsifiers in ice cream?
3. What are the ingredients used in ice creammaking?Howare they classified?
4. What is frozen yoghurt?
5. define ice creamwith standards laid byFssAi, 2011.
74 Dairy Products Technology
Chapter-4Composition, Standards, Manufacturing – Process and Equipment and Defects during Manufacturing and Storage of Concentrated milks - Condensed milk, Eveporated milk, Milk Powder - Skim milk, Whole milk, Whitener
Condensed and Evaporated Milklearning objectives
After reading this chapter you will beable to understand:
l what are condensed andevaporatedmilks
l what are the types of evaporators
l themanufacturing processof condensed milk andevaporatedmilk
l how the condensed and evaporatedmilks arepackaged
l the possible defects in condensed and evaporated milks during their storageand their causes
Introduction
Liquidmilkandsomebyproductsofdairyindustrylikewheyandbuttermilkcontainsmorethan 80% water. removal of a part of water from these liquid milk and byproducts hasthe benefits of; convenience in handling, increase their usefulness in food manufacture,reduce their shipping weight, increasing their shelf-life and reduce the expenditure ofenergy while drying them tomake theprocessmoreeconomical.
Condensed Milk
condensedmilk is theproductobtainedbyevaporatingapartof thewaterofwholemilk,orfullyorpartlyskimmedmilkwithorwithouttheadditionofsugar.sweetenedcondensedwhole milk and sweetened condensed skim milk have sugar added as preservative.
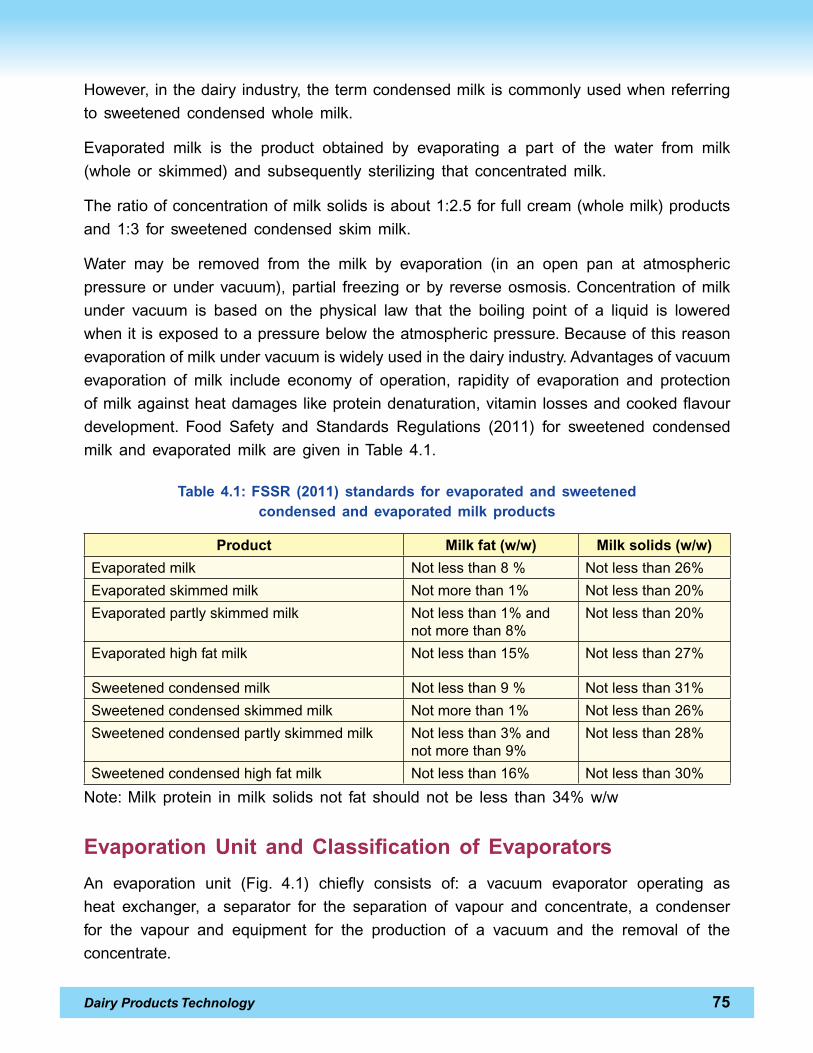
Dairy Products Technology 75
However, inthedairyindustry,thetermcondensedmilkiscommonlyusedwhenreferringto sweetened condensed wholemilk.
evaporated milk is the product obtained by evaporating a part of the water from milk(whole or skimmed)and subsequently sterilizing that concentrated milk.
theratioofconcentrationofmilksolidsisabout1:2.5forfullcream(wholemilk)productsand 1:3 for sweetened condensed skimmilk.
Water may be removed from the milk by evaporation (in an open pan at atmosphericpressureorundervacuum),partial freezingorby reverseosmosis.concentrationofmilkunder vacuum is based on the physical law that the boiling point of a liquid is loweredwhenit isexposedtoapressurebelowtheatmosphericpressure.Becauseofthisreasonevaporationofmilkundervacuumiswidelyusedinthedairyindustry.Advantagesofvacuumevaporation of milk include economy of operation, rapidity of evaporation and protectionofmilkagainstheatdamageslikeproteindenaturation,vitaminlossesandcookedflavourdevelopment. Food safety and standards regulations (2011) for sweetened condensedmilk and evaporated milk aregiven intable4.1.
Table 4.1: FSSr (2011) standards for evaporated and sweetened condensed and evaporated milk products
Product Milk fat (w/w) Milk solids (w/w)
evaporatedmilk notlessthan8% notlessthan26%
evaporatedskimmedmilk notmorethan1% notlessthan20%
evaporatedpartlyskimmedmilk notlessthan1%andnotmorethan8%
notlessthan20%
evaporatedhighfatmilk notlessthan15% notlessthan27%
sweetenedcondensedmilk notlessthan9% notlessthan31%
sweetenedcondensedskimmedmilk notmorethan1% notlessthan26%
sweetenedcondensedpartlyskimmedmilk notlessthan3%andnotmorethan9%
notlessthan28%
sweetenedcondensedhighfatmilk notlessthan16% notlessthan30%
note:Milk protein inmilk solids not fat shouldnot be less than34%w/w
evaporation unit and Classification of evaporators
An evaporation unit (Fig. 4.1) chiefly consists of: a vacuum evaporator operating asheat exchanger, a separator for the separation of vapour and concentrate, a condenserfor the vapour and equipment for the production of a vacuum and the removal of theconcentrate.
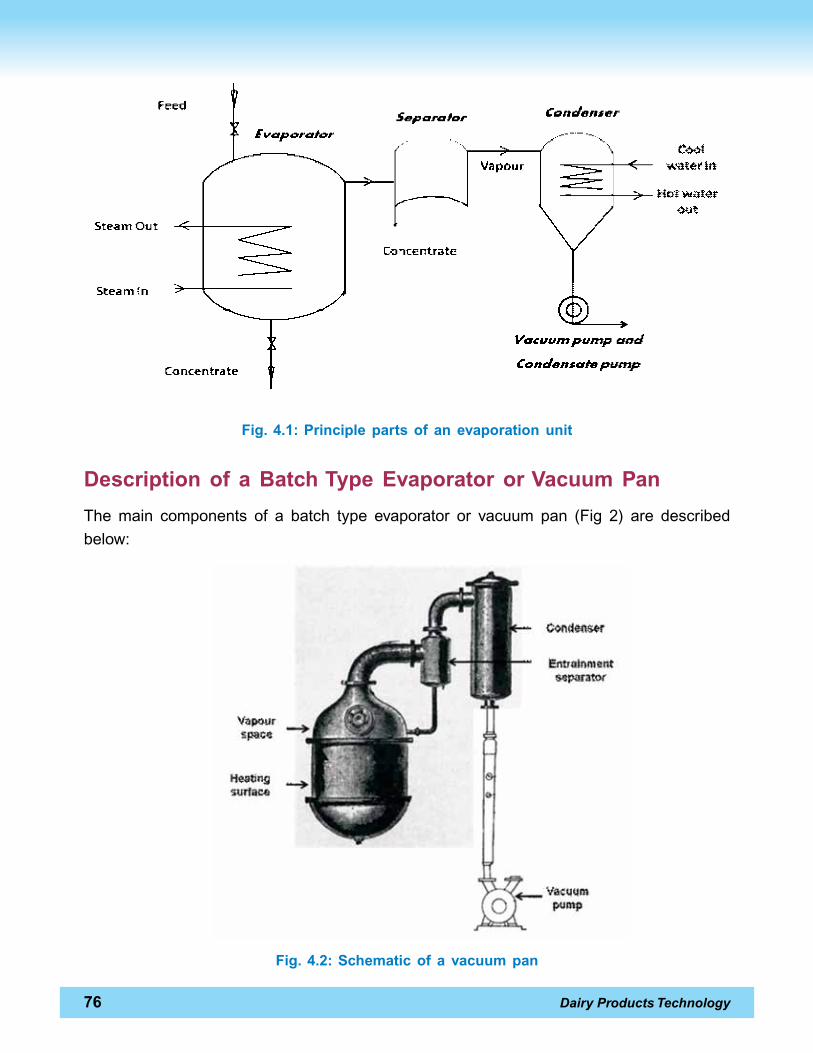
76 Dairy Products Technology
Fig. 4.1: Principle parts of an evaporation unit
Description of a Batch Type evaporator or Vacuum Pan
the main components of a batch type evaporator or vacuum pan (Fig 2) are describedbelow:
Fig. 4.2: Schematic of a vacuum pan
Dairy Products Technology 77
Heating surface:thisisthesurfaceareaavailablefortheheatingofliquid.thisdetermines
theevaporativecapacityofthevacuumpan(Fig.4.2).designofheatingsurfacevarieswith
thetypeofproducttobeobtainedand/ortypeofevaporator intendedfortheevaporation
of liquid. it is provided with either a steam jacket, or a series of steam coils, or both; or
withproduct tubesenclosed inasteamchestorcalandria;oraseriesofplateswith low
pressure steam and product in alternate plates, etc.
Vapour space:thisreferstothatportionofthebodyofthepanwhichextendsabovethe
level of milk.the walls of the vapour space are equipped with a manhole, thermometer,
vacuumgauge,vacuumbreak,observationglassand illuminationglasseswith lights.the
milk intakepipealsoentershere from the forewarmeranddischargeshot freshmilk into
the pan.
Entrainment separator: during boiling of milk in the evaporator, the vapours produced
may carry the milk solids to the condenser which not only causes product losses but
alsoreducesefficiencyofthecondensers.entrainmentseparatorreclaimstheparticlesof
milk thatpassfromthevacuumpanto thecondenseralongwith thehighvelocityvapour
currents. the latest designs of efficient entrainment separators are capable of reducing
entrainment losses to less than oneper cent.
Vapour condenser: in the condenser, milk vapour is condensed for maintaining the
desired vacuum and the entrained air and non-condensable gases are cooled to have a
smooth pan operation.the condensers may be either surface or spray types.the spray
condenser of the counter current type is generally used in milk condensery.the counter
current condenser makes highly efficient use of the water supply, makes possible the
advantageoususeofawater-coolingtowerorspraypond,andisparticularlyrecommended
in the tropics.
theamountofcoolingwater required in thecondenser isdeterminedby the temperature
of thewatersupply, thepanoperatingtemperatureandthetemperatureof thecondenser
waterdischarge.onanaverage, itrequires20kgofcoolingwatertoremovethevapours
of 1 kg of water contained in milk, in the tropics. it is desirable to use potable water in
the condenser because itmayget into the vacuumpan sometimes.
Vacuum producing equipment:duringevaporationofmilk, thevapours released in the
vacuumpanwill increase thepressure in thesurroundingswhich lead to the increase in
the boiling point of liquid.this will increase the energy inputs and also causes product
damage. Vacuum producing equipment produces and maintain vacuum in the plant by
removingcontinuouslynon-condensablegasesandair.Vacuumpumpsorsteamejectors
are employed for this purpose.the vacuum pumps employed can be of two types, viz.,
78 Dairy Products Technology
thewet typeandthedry type.thewet typevacuumpump,besidesthenon-condensable
gases,pumpsoutthecondensedvapourswhereas;thedrytypehandlesonlytheairand
non-condensablegases.steamejectorsareusedwhenhigh vacuum (above610mmor
24 inches Hg) is required.
Classification of evaporators
evaporator development began in 1850’s and has resulted in many shapes, sizes and
types of units. evaporators may be classified mainly based on (i) method of circulation
of product: forced, natural; (ii) direction flow of film of product: rising film, falling film; (iii)
numberofevaporatorbodiesemployed: singleeffect, doubleeffectormulti effect.Falling
filmevaporatorsarecurrentlythemostsuitablemeansforconcentrating largeamountsof
milk for various purposes; (iv) continuity of operation: batch, continuous.the description
of a few well-knownevaporators with their particulars is brieflygivenbelow:
Circulation or vertical tube evaporators:tubescarryingthesteaminternallyareplaced
vertically in the bottom of the cylindrical evaporator, chamber. it is popularly known as
calandria evaporator. As a single pass through the tube heat exchanger is usually not
sufficienttoachievetherequireddegreeofconcentration,theproductisreturnedbymeans
of the circulation tube.cleaning and inspection is easy.
Horizontal tube evaporators:incertainconditions,if,for,example,thereislimitedvertical
space for installation, the tubularheatexchangercanbeusedasahorizontalevaporator.
toensure thatboth the topand thebottom tubesarecoveredwith liquid, theevaporator
mustbeoperated inafloodedcondition, i.e. the feed inletmustbepositionedabove the
uppermosttube.steamentersachestononeendofthetubes,movesthroughthetubes
and the condensate is removed from the chest at the opposite end while the vapour is
removed from the top of the cylindrical chamber.
Plate evaporators:theplateevaporatorischaracterizedbyalargeheatexchangesurface
occupying a relatively small space. Like the plate heat exchanger, it is constructed from
profiled plates with the condensing steam used as heating medium and the evaporating
productpassingbetweenalternatepairs.thecapacityofaplateevaporatorcanbealtered
by changing the number of plates.
Forced circulation evaporators:Whenhighlyviscousproductsaretobeevaporated, the
forces which normally move the liquid along are not sufficient to transport the product
satisfactorily. centrifugal or positive pumps are used for forced circulation of viscous
Dairy Products Technology 79
liquids.the operation is only economical if the product has been pre-concentrated on a
simpler evaporator.
Falling film evaporators:theheatexchangesurfaceinafallingfilmevaporatorconsistsof
abundleof tubesdownwhich theproductflows.dependingon thedesign, the tubesare
4-10mlongandhaveadiameterof25-80mm.thefallingfilmevaporatorhasbecomeof
greatimportancetothedairyindustry.therelativelyshortcontacttimesandthepossibility
of accurate temperature control ensuremild evaporating conditions.
Multiple effect evaporators:thevapourproducedthroughevaporationinthevacuumpan
containsconsiderablelatentheat.thevapourfromthevacuumpanmaybeusedinmuch
thesameway toheatanother vacuumpanassteam isused toheat theunit.thus, two
ormoreeffectscanbeutilizedintheevaporatortoprovideamethodofutilizingtheuseful
heatinthevapourandtoimprovetheeconomyoftheoperation.Acommonmultipleeffect
evaporatoristhetripleeffectsystem.eacheffectcanconsistofanyofthetypesofseveral
unitsdiscussedpreviously.thevapourremovedfromthefirsteffectatahightemperature
movestotheheatingcoilsof thesecondeffectwhich isata lowertemperature.Likewise,
thevapourremovedfromthesecondeffect isdirectedtotheheatingcoilsortubesofthe
third effect, at a still lower temperature.the temperature must decrease in the direction
offlowso that theheatwill flow from thevapour to theProduct.themajoradvantageof
the multiple effect evaporator is that it requires less steamper kgofwater
Processing, Packaging and Storage of Sweetened Condensed Milk condensedmilk ismadefromeithercoworbuffalomilkoramixtureofboth.condensed
wholemilkproductsaresold incans for retailsalewhilesweetenedcondensedskimmed
milk is bulk packed in drums or barrels for use in confectionary, bakery, etc.
Manufacture of Sweetened Condensed Milk
thisisoneoftheearliestproductscommerciallyintroducedandismadefromstandardized
whole milk with sugar acting as a preservative. For each kilogram of milk, approximately
0.4 kg of product is obtained with removal of 0.8 kg of water. the product can be
readily reconstitutedby theadditionofwater,1kgofproductgiving2.5kgofsweetened
reconstitutedmilk.theprocessingstepsinvolvedintheproductionofsweetenedcondensed
whole milk are indicated inFig. 4.3.
Reception of milk:Milkintendedforuseinpreparationofcondensedmilkshouldbeclean,sweet, free fromoff-flavoursandodours,andreasonably free fromextraneousmatter.no
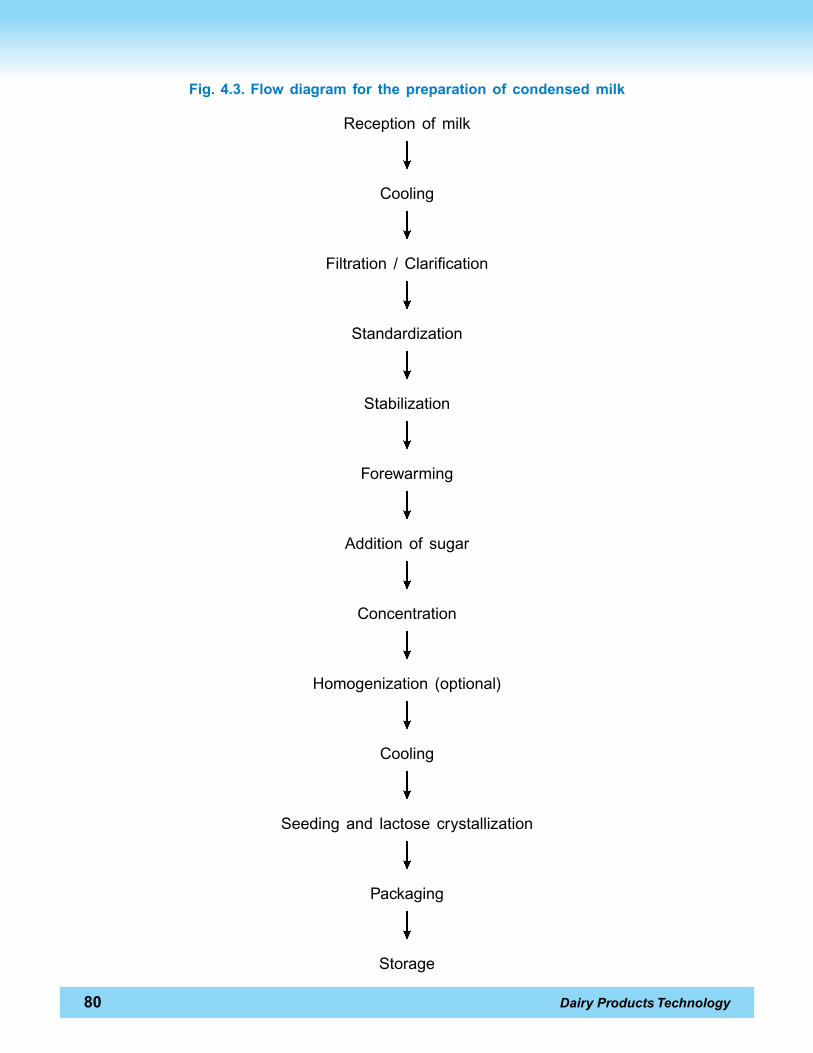
80 Dairy Products Technology
Fig. 4.3. Flow diagram for the preparation of condensed milk
receptionofmilk
cooling
Filtration /clarification
standardization
stabilization
Forewarming
Additionof sugar
concentration
Homogenization (optional)
cooling
seedingand lactose crystallization
Packaging
storage
Dairy Products Technology 81
abnormal milk should be accepted. Platform tests like Alcohol and clot-on-boiling (coB)tests must be carried out to check the heat stability of the milk which determines itsacceptance for condensing.
Cooling: After receiving at platform, the raw milk should be immediately cooled to 5°cor below to retard the deteriorative changesdue to bacterial growth.
Clarification/filtration:Filtrationiscarriedouttoremovethecoarseparticles,visibledustor dirt from the raw milk. clarification is done to remove tiny feed particles, leucocytesand blood cells, etc. from milk. generally clarification/filtration is carried out before orafter standardization.
Standardization:standardizationmilktoarequiredfatandsnFratio(1:2.44)isgenerallydone to conform to legal standards in the finished product. the standardization of rawmilk is usually done by the additionof skimmedmilk or cream.
Stabilization:Heat stability i.e. theextent of heat treatment that themilk canwith standwithoutundergoingcoagulationisregardedasitsheatstability.Milksalts,mainlytheratioofcalciumandmagnesiumtocitratesandphosphatesinfluencestheheatstabilityofmilk.since, milk undergoes extensive heat treatment during condensed and evaporated milkmanufacture,itisnecessarytomaintainthecorrectratioofsaltbalancei.e.0.7:1.0inmilk.excessofcalciumandmagnesiumsaltsoverthedesiredratioleadstoheatinstabilityandimproperforewarmingofmilkwhichleadstothickeningandgelationintheproductduringstorage. Hence, the excess calcium and magnesium content in milk should be correctedbytheadditionoftrisodiumcitrateordisodiumphosphatewhichisknownasstabilization.stabilizationofsalts isnecessary in theprocessingofbuffalomilk intoscM,becauseofthe high calciumcontent of buffalo milk.
Forewarming: Forewarming helps in controlling the age thickening and gelation of theproduct during storage. it also helps in bacterial destruction and in feeding milk to thevacuum pan at a high enough temperature so as not to depress the boiling.the exacttemperature-time of heating is so controlled as to provide optimum viscosity in themanufactured product without inducing excessive thickening or thinning during storage.Forewarming at 115 to 118°c by flash heating is recommended for condensed milksmanufacture.
Addition of sugar: sugar acts as a preservative in sweetened condensed milk. thereare different methods of sugar addition; however, addition of sugar as 65 to 70 per centsyrupinwatertothepartlyconcentratedmilkinthevacuumpanwhenthetotalsolidsareabout30 to31percent ispreferred.thesyrup isheat treated to85-90°cwithaholdingof20-30minutestodestroyyeast,mouldandbacteria,filteredanddrawnintothevacuum
82 Dairy Products Technology
pan.sugarisaddedatanamountthatthesugarratio(%sugarx100/%sugar-%water)in the final product should be 60-64.5. After the addition of sugar, the concentration isfurther continued until the desired total solids (74- 75 per cent) are reached as testedby specific gravity or refractometer and the product is pumped to the cooling vat. it isnecessary that all pipelines, pumps and vats should be thoroughly sanitized since anybacterial contamination after forewarmingof themilkwill persist in theproduct.
Concentration: the forewarmed milk is concentrated under vacuum in a pre-sterilizedvacuum pan, until the required total solids are attained. the product should cover theheating tubes before steam intake so as to prevent scorching. the product should bemaintained at a uniform level by controlling the rate of fresh product intake. excessivelyrapidboiling isavoidedas it is likely to increaseentrainment losses. inorder to stop theevaporator, the following steps should be taken in the sequence given: turn off steam;turn off water to- the condenser; stop the vacuum pump; and open the vacuum relief.the Baume Hydrometer test is most commonly used for density tests of pan samplesin order to know the right time for striking the batch.this term indicates that the correctconcentration asdeterminedby thedensity tests hasbeen reached.
Homogenization:Homogenizationprocessisoptionalforcondensedmilkpreparationandisperformedbefore theproduct iscooled.Homogenization renderauniform fatemulsionand reduces fat separation to a minimum during storage. Homogenization is carried outat a total pressure of 2500 psi (2000 psi in the first stage and 500 psi in the secondstage).
Cooling:Promptcoolingisdesirabletodelaythetendencyofage-thickening,discolorationand to have a finished product with a smooth texture and free from any objectionablesugar deposit.
Crystallization:thisisaveryimportantstepintendedtoinducemicromasscrystallizationof lactose which will be in a supersaturated stage in the product when it is pumped tothecoolingvat.this isdonebytheadditionofaslurryoffinelyground(1-2micronsize),pre-sterilized lactose in condensed milk from the same batch.this process is known asseeding and 200-300 gms of lactose are used for 1000 kg of product.the temperatureof seeding depends on lactose concentration in the product and is usually between 29-31°c. After seeding, the product is held at this temperature for one to three hours withslowagitation tocomplete the lactosecrystallization, followedbycooling to14-16°c;andpumpedtostorageandfilling.improperlactosecrystallizationgivesthedefectsofmealiness(roughness) or sandiness in the final product depending on the sizeof lactose crystals.
Canning: the product is packaged for retail consumer market in pre-sterilized tin platecans under aseptic conditions in automatic filling and sealing machines.the tins roll off
Dairy Products Technology 83
from the filling room for labelling either on the machine or manually, followed by casingand storage.
Storage:thesweetenedcondensedmilkdoesnot require refrigeratedstorage,althoughfor long shelf-life, particularly in tropical countries, storage at 10-15°c under controlledhumidity conditions (to avoid rustingof the cans) is recommended.
Defects in Sweetened Condensed Milk
Microbial growth and physico-chemical changes leads to defects in the sweetenedcondensed milk during storage. Buttons, gas production and thickening are some ofthe common microbiological defects that occur due to the growth of mold, yeast andbacterial, respectively.thephysico-chemicalchangescausedefects likediscolorationandbrowning, stale or cooked flavours, age thickening and gelation which can be retardedby low temperature storage. other defects like fat separation, thinning, sediment andsandiness can be controlled by proper forewarming and lactose crystallization conditionsat manufacture.
Processing, Packaging and Storage of evaporated Milk
evaporated milk is a commercially sterile product and does not contain sugar. A flowdiagram for itsmanufacture is given inFig. 4.4.
Reception of milk - Evaporation: theprocessingstepsfromreceptionofmilktoevaporationaresimilar to thesweetenedcondensedmilkmanufacture,except thatnosugar isaddedand concentration is usually done in amultiple effect evaporator.
clarification of milk is preferable to filtration and the main purpose of forewarming is toimprove the heat stability of milk and ensure a medium viscosity in the finished product.Forewarmingduring themanufactureofevaporatedmilk isnot reliedupon fordestructionof micro-organismsand inactivationof enzymes,which is taken careof by sterilization.
Homogenization: Unlike, in case of sweetened condensed milk, homogenization of the
concentrated milk is an essential step to prevent fat separation in the evaporated milk
manufacture during its storage. two-stage homogenization is generally recommended,
2000 psi in the first stage and 500psi in the second.
Cooling:theconcentratedhomogenizedmilkiscooledto8-10°ctoretardthedeteriorative
changes due to bacterial growth. the cooled product is held in large storage tanks for
re-standardization of fat and total solids.
Pilot sterilization test: since the concentrated milk is subjected to high heat treatment
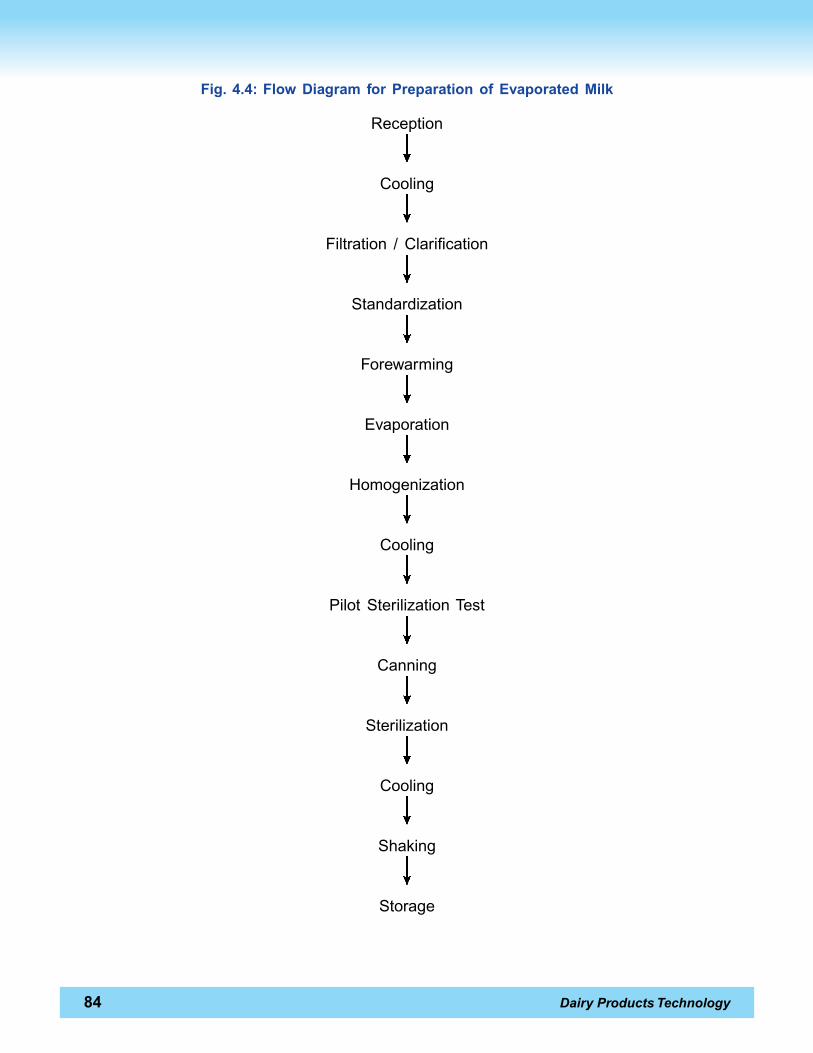
84 Dairy Products Technology
Fig. 4.4: Flow Diagram for Preparation of evaporated Milk
reception
cooling
Filtration /clarification
standardization
Forewarming
evaporation
Homogenization
cooling
Pilotsterilizationtest
canning
sterilization
cooling
shaking
storage
Dairy Products Technology 85
during sterilization, it is difficult to predict correctly the behaviour of the product during
sterilization. Hence, each batch is tested by pilot sterilization test. this is done by
packaging the product in small 125-150 ml cans and sterilizing at 116-118°c for 15-16
minutes followed by rapid cooling. the cans are then opened and examined for colour
smoothness and viscosity. if flakes are observed, stabilization of the concentrated milk
needs to be done with trisodium citrate or polyphosphates or a combination of both.
the quality of sterilized product is tested again before canning. the calculated amount
of stabilizer should be added to the evaporated milk in the form of a solution, using just
enough water to dissolve it.
Canning: theconcentratedmilk is packaged in cleandry cans leavingaheadspaceof
0.5 to 0.7 cm in the automatic filling machine. the temperature of the evaporated milk
when filling in to the cans should bearound5°c.
Sterilization: Leaky cans are eliminated by passing them through a hot water bath and
if there are pin holes air escapes out as bubbles and such tins are removed.the filled
cans are sterilized either in a batch or continuous sterilizer. Agitation of the product by
rotatingthecansinthesterilizerispreferredduringsterilizationtogiveuniformheatingand
acceptable viscosity to the product. A successful sterilizing routine consists of a coming
up time between 15-20 minutes, a holding temperature of 116-118°c, a holding time of
not less than 15minutesand a cooling timeof notmore than15minutes.
Cooling: immediatelyafter theholding time is over, theevaporatedmilk is cooledwithin
15 minutes to 27-32°c.delayed coolingmay cause the cans to bulge.
Shaking: the purpose of shaking is to mechanically break down any mass which may
have formedduringsterilization toasmoothhomogeneousconsistency.Ashakingperiod
of 15 seconds to two minutes is usually sufficient. excessive shaking should be avoided
as it decreases the viscosity.
Storage: A storage temperature of 5 to 16°c is generally used. commercial evaporated
milkremainsacceptableuptotwoyearswhenstoredbelow16°cbutdeterioratesrapidly
at 21°c or above. inversion of the cans during storagehelpsminimize fat separation.
Defects in evaporated Milk
thedefectsoccurring in theevaporatedmilkaresimilar to thoseoccurring insweetenedcondensed milk although microbiological defects do not occur usually unless the tinsare leaky or heat treatment is insufficient. the physico-chemical defects that occur areflavour defects like cooked, stale, oxidized flavours and excessive browning, sediment,age- thickeningand fat separation.
86 Dairy Products Technology
review Questions
1. What is the importance of forewarming milk for the manufacture of: (a) condensedmilk? (b)evaporated milk?
2. enumerate the different kindsof evaporators used for concentration ofmilk.
3. differentiate between condensed milk andevaporatedmilk.
4. give the processing steps involved in the manufacture of sweetened condensedmilk.
5. How is the sugar ratio calculated?
6. What are the common defects in: (a) sweetened condensed milk? (b) evaporatedmilk?
Milk Powderslearning objectives
After reading this chapter you will beable to understand:
l what is dried milk and advantages of drying milk
l how the spraydryers are classified
l the dryingoperations in a spraydryer
l the manufacturing process ofwholemilk powder and skimmilk powder
l the dryingoperations in a roller dryer
l the packaging requirements ofwholemilk and skimmilk powders
Introduction
dryingisamethodofpreservationbywhichproductsarechangedtoaformwhichislightand capable of being stored at room temperature. dried milk products play a significantrole instoragesincetheirbiologicalvaluecanberetainedfora longperiodof timeunderrelatively simple storage conditions. Long storage stability is however, obtained only ifthe product is packed in a water vapour, air and light impermeable material. dried milkaccountsforasubstantialportionofthemilkproductsmade,themajoronebeingskimmedmilk powder.
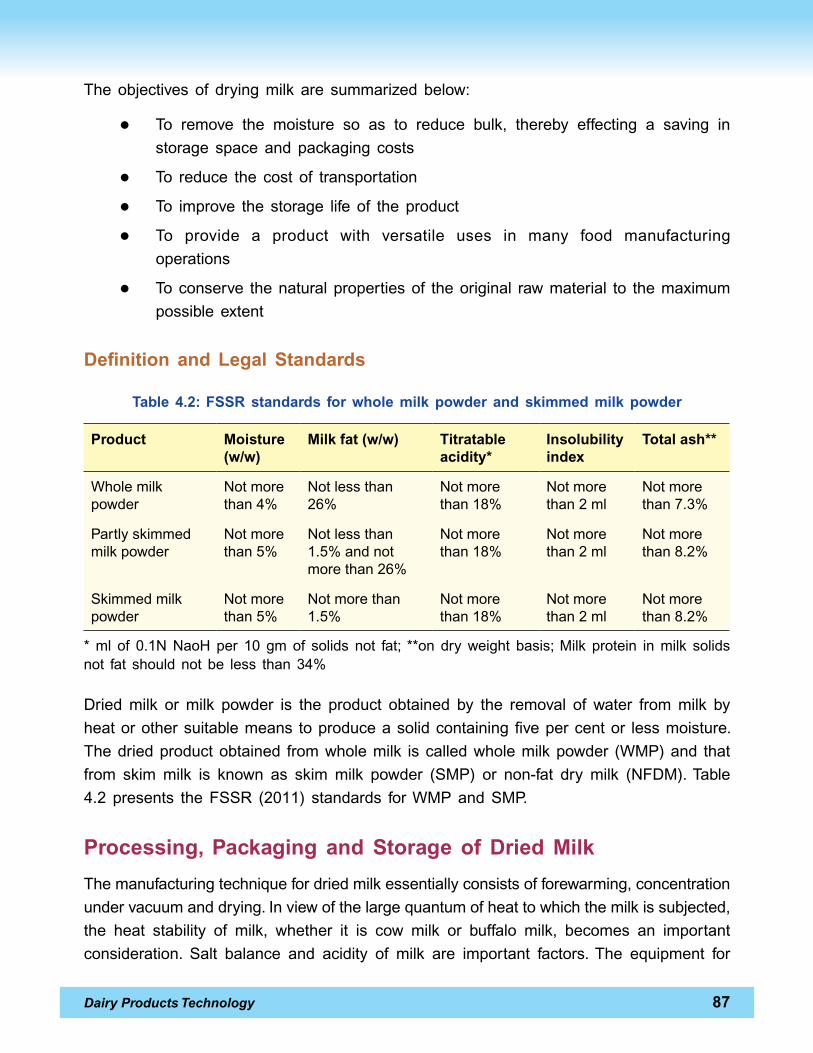
Dairy Products Technology 87
the objectives of drying milk are summarizedbelow:
l to remove the moisture so as to reduce bulk, thereby effecting a saving instorage space and packaging costs
l to reduce the cost of transportation
l to improve the storage life of theproduct
l to provide a product with versatile uses in many food manufacturingoperations
l toconserve thenaturalpropertiesof theoriginal rawmaterial to themaximumpossible extent
Definition and legal Standards
Table 4.2: FSSr standards for whole milk powder and skimmed milk powder
Product Moisture (w/w)
Milk fat (w/w) Titratable acidity*
Insolubility index
Total ash**
Wholemilkpowder
notmorethan4%
notlessthan26%
notmorethan18%
notmorethan2ml
notmorethan7.3%
Partlyskimmedmilkpowder
notmorethan5%
notlessthan1.5%andnotmorethan26%
notmorethan18%
notmorethan2ml
notmorethan8.2%
skimmedmilkpowder
notmorethan5%
notmorethan1.5%
notmorethan18%
notmorethan2ml
notmorethan8.2%
* ml of 0.1n naoH per 10 gm of solids not fat; **on dry weight basis; Milk protein in milk solidsnot fat shouldnot be less than34%
dried milk or milk powder is the product obtained by the removal of water from milk byheatorothersuitablemeans toproduceasolidcontainingfivepercentor lessmoisture.thedriedproductobtained fromwholemilk iscalledwholemilkpowder (WMP)and thatfrom skim milk is known as skim milk powder (sMP) or non-fat dry milk (nFdM).table4.2 presents the Fssr (2011) standards forWMPandsMP.
Processing, Packaging and Storage of Dried Milk
themanufacturingtechniquefordriedmilkessentiallyconsistsofforewarming,concentrationundervacuumanddrying.inviewofthelargequantumofheattowhichthemilkissubjected,the heat stability of milk, whether it is cow milk or buffalo milk, becomes an importantconsideration. salt balance and acidity of milk are important factors. the equipment for
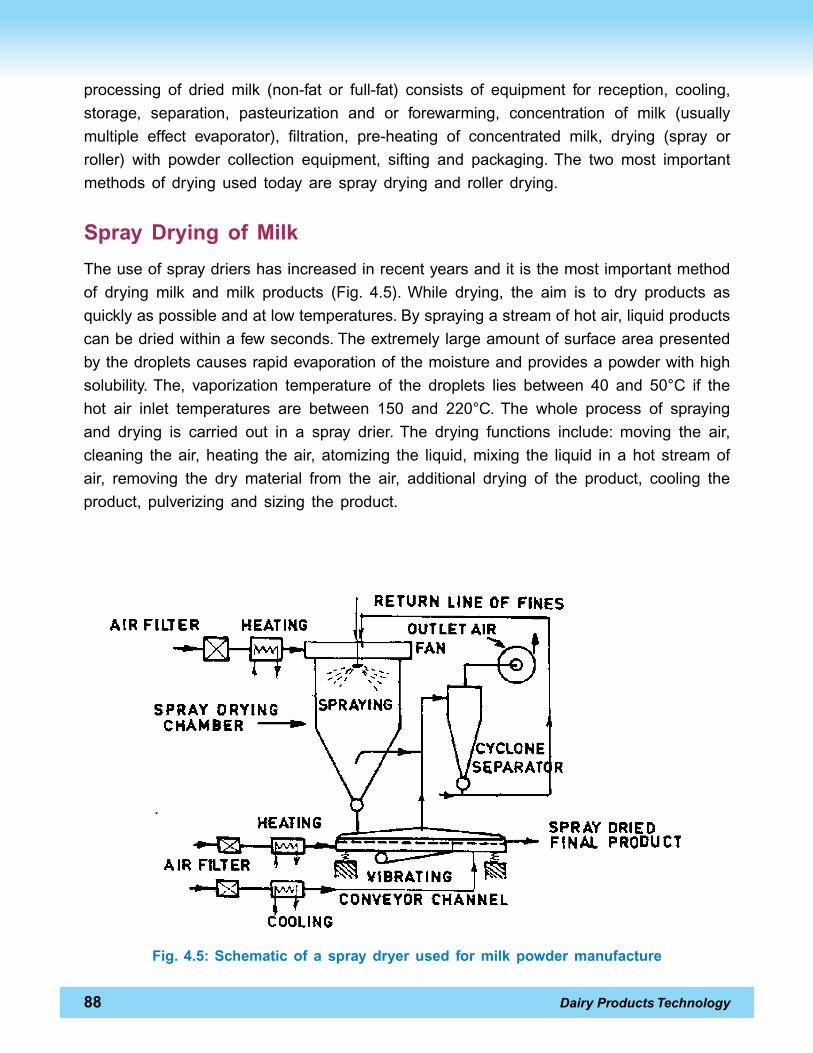
88 Dairy Products Technology
processing of dried milk (non-fat or full-fat) consists of equipment for reception, cooling,storage, separation, pasteurization and or forewarming, concentration of milk (usuallymultiple effect evaporator), filtration, pre-heating of concentrated milk, drying (spray orroller) with powder collection equipment, sifting and packaging. the two most importantmethods of drying used today are spraydrying and roller drying.
Spray Drying of Milk
theuseofspraydriershasincreasedinrecentyearsanditisthemostimportantmethodof drying milk and milk products (Fig. 4.5). While drying, the aim is to dry products asquicklyaspossibleandatlowtemperatures.Bysprayingastreamofhotair,liquidproductscanbedriedwithinafewseconds.theextremelylargeamountofsurfaceareapresentedbythedropletscausesrapidevaporationofthemoistureandprovidesapowderwithhighsolubility.the, vaporization temperature of the droplets lies between 40 and 50°c if thehot air inlet temperatures are between 150 and 220°c. the whole process of sprayingand drying is carried out in a spray drier. the drying functions include: moving the air,cleaning theair, heating theair, atomizing the liquid,mixing the liquid inahot streamofair, removing the dry material from the air, additional drying of the product, cooling theproduct, pulverizing and sizing the product.
Fig. 4.5: Schematic of a spray dryer used for milk powder manufacture
Dairy Products Technology 89
Classification of Spray Driers
spray driersmaybe classifiedaccording to:
l Method of atomizing spray material: (a) high pressure nozzles, (b) two fluid nozzleand (c) centrifugal discs
l Methodof furnishing heat: (a) steam, (b) gas, (c) fuel oil, and (d) electricity
l Methodofheatingair:(a)direct(gasorfueloil),and(b)indirect(usingheatexchangerplate or coils
l Positionof drying chamber: (a) vertical, and (b) horizontal
l number of drying chambers: (a) one drying chamber, and (b) two drying chambers-mainand secondary
l direction of air flow in relation to product flow: (a) counter current, (b) parallel, and(c) right angle
l Pressure in drier: (a) atmospheric (usually a very slight pressure), and (b) vacuum
l Methodofseparationofpowder fromair: (a)cyclone,(b)multi-cyclone,and(c)bagfilter etc
l shapeofdryingchamber:(a)siloorcylindrical,(b)box-like,(c)squarecross-section,and (d) tear drop
Spray Drier operations
Heating air: Air for drying is filtered and heated before it passes through the atomizedproduct. Filtering is normally done by mechanical means. Air may be heated with anindirectheater,suchassteam;adirectfired indirectheaterwhichburns the fuelwith theheat transferredacross themetalsurface to theairorwithadirect-firedunit inwhich theproducts of combustion enter the drier. Most spray driers have been of the indirect typebut many new installations are made with direct-fired units. radiators with steam at 50to 100 psi have been quite common as a means of heating.the air is heated to about150-260°c for drying milk and milk products; the outlet air exhausted from the dryingchamber usually ranges from 100-105°c. the relative humidity of the drying air is alsoquite lowe.g. three to four per cent.
Air flow: the air must be properly and uniformly directed into and through the dryingchamber otherwise, the heat in the air will not be utilized efficiently and a partially driedproductmayaccumulateonthe insideedgeof thedrier.Airstraighteningvanesareusedatbendsintheductstodirecttheairintothedryingchamberandto;reducethepressuredrops.
90 Dairy Products Technology
Atomization:the purpose of atomization is to obtain many small particles with a largesurface area, preferably uniform in size generally ranging from 50-180 ìm in diameter.Uniformparticlesprovide: (a)superior instantizingproduct (b) reducedproduct losses (c)lessoverandunderdryingand(d)moreefficientdrying.the largesurfaceareaprovideseasy transfer of heat to the droplet and transfer ofmoistureaway from thedroplet.
there are three major methods of atomizing: pressure nozzle, centrifugal disc andcompressed air.
a) Pressure nozzle: A high pressure pump such as a three-or-five piston homogenizerpump is used for generating pressures from 1500 to 5000 psi. the milk is forcedunder high pressure through a small orifice and is atomized instantly. the higherthe pressure or smaller the orifice, the finer the particle size of the mist, and vice-versa.
b) Centrifugal spinning discs:thedeviceconsistsofa radialvaneddisc throughwhichthe product moves. the speed, at which the disc revolves, varies from 19000 to30000 rpm for discs with usual diameters. the disc atomizer permits considerablevariation incapacityand isparticularlyuseful forviscousmaterialsand formaterialsin suspension.
c) Compressed air: Atomization is producedbypassing compressedair or steamoveranopeningleadingtotheliquidusuallyapipe.theunitoperatessimilartoaperfumesprayer. this two- nozzle system, wherein the second material is air or steam isinexpensive in initial cost but extensive to operate.
Separation of air and powder:themoistair leaving thedriercarrieswith itsomedriedproduct which needs to be separated for better yield and preventing air pollution. thismaybe achieved either inside the drier or outside it.the relatively largeparticles,whichmay constitute approximately 80 per cent or more of the yield respond to the force ofgravityandgetdepositedon thesidesordrop to thefloorofthechamber.themilkfinesbecome entrained in the air currents andare recoveredbymechanicalmeans.
Recovery of fines: there are principally three types of devices in use for recovery offines:
a) Filter bag: it consists of a seriesof filters of cottonorwool of very fineweave.theair is drawn through these bags and deposits the entrained milk particles in theirmeshes. Losses range from0.2 to 0.5 per cent.
b) Liquid dust collector: the incoming fresh milk is pumped in a closed tank and theexhaustairescapingfromthedryingchamberismadetopassthroughthistank.the
Dairy Products Technology 91
milk dust in the spent air from the drying chamber gets deposited in the incomingfresh milk.
c) Cyclone separator:the cyclone separator is most commonly used for removing thedry product from the air. Air at a high velocity moves into a cylinder or cone whichhas a much larger cross section than the entering duct. the velocity of the air isdecreased in the cone, thus permitting the settling of the solids. cyclones can beused individually or in combination to providemulti-cycloneunits.
d) Cooling the powder:thedriedproduct shouldbe removed from thedrierasquicklyaspossibleafteritisproduced,tominimizetheeffectofheatdamageontheproduct.Prolongedexposuretoheatcausesstalenessinnon-fatdrymilkandincreaseinfreefat content ofwholemilk powder.
Salient Features of SMP Production
skim milk is pre-heated to a temperature of 85°c for 20 minutes when the powder isintended for thebakery trade(highheatsMP).Lowtemperature treatment is required forthemanufactureof lowheatsMP.theskimmilk is thencondensedusually inamultipleeffect evaporator to total solids of 42-48 per cent. the condensed product is passedthrough a filter before pumping to the spray drier with or without re-heating. Feeding ofcold concentrate to the drier results in powder sticking to the chamber and hence theconcentrateisheatedtoabout74°c.spraydryingiscarriedoutataninletairtemperatureof 180-230°c and an outlet air temperature of 70-95°c to get powder with two to fiveper cent residual moisture.the air outlet temperature is the factor that controls the finalmoisture content of the powder.the powder coming from the cyclone and the chamberispreferablycooled to30°ctoavoidclumpingduetocoalescingandsinteringaswellasundesirable browningof the powder.
Salient Features of wMP Production
AhighqualitydriedWMPrequireshighquality rawmilkcontainingas littleaspossibleofcopper and iron. Adjustment of the fat content of the milk to 3.2 to 3.5 per cent resultsin the usual standard fat content of the powder (26 per cent). Milk is preferably clarifiedto remove leucocytes and other extraneous matter and homogenized at a pressure of2500psi in thefirststageandata temperatureof63-74°c.Homogenizationpreventstheclumping of fat globules during reconstitution and improves the keeping quality. differentconsiderationsprevailinchoosingpre-heatingtemperatures.Lowpre-heatingtemperaturesminimize the development of cooked flavour in the product but also do not destroy theenzymes which promote hydrolytic rancidity in the product during storage. By using high
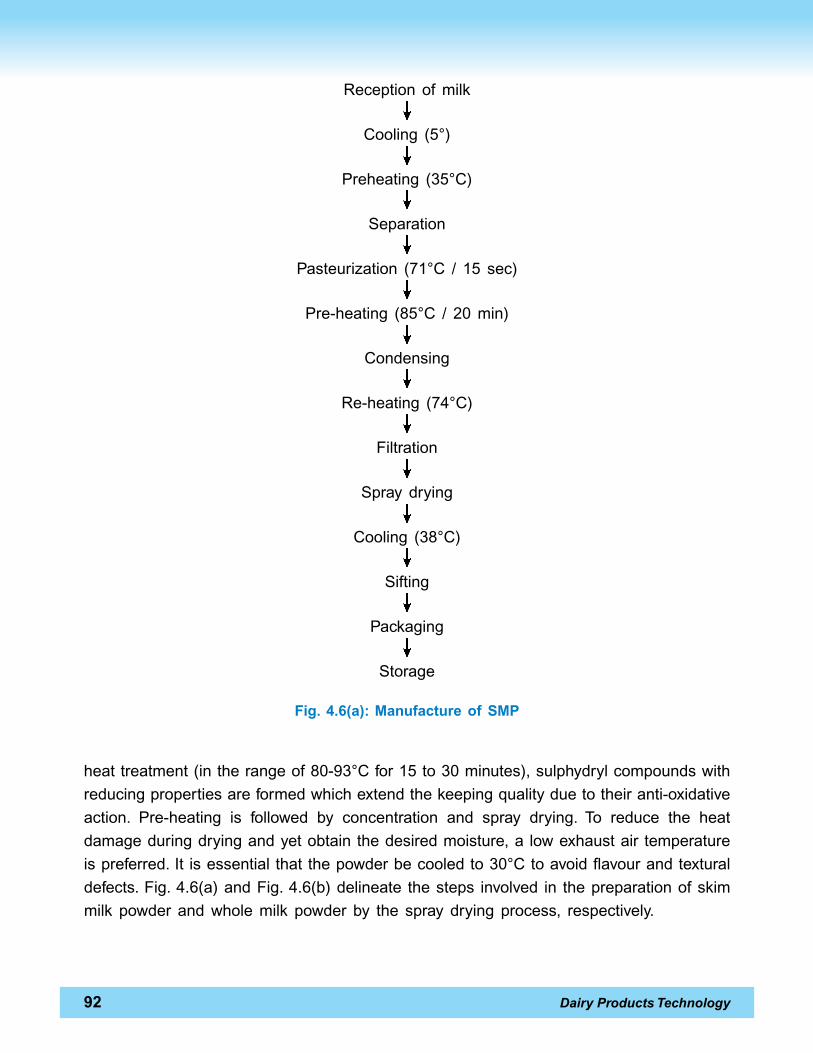
92 Dairy Products Technology
receptionofmilk
cooling (5°)
Preheating (35°c)
separation
Pasteurization (71°c / 15 sec)
Pre-heating (85°c / 20min)
condensing
re-heating (74°c)
Filtration
spraydrying
cooling (38°c)
sifting
Packaging
storage
Fig. 4.6(a): Manufacture of SMP
heattreatment(intherangeof80-93°cfor15to30minutes),sulphydrylcompoundswithreducingpropertiesareformedwhichextendthekeepingqualityduetotheiranti-oxidativeaction. Pre-heating is followed by concentration and spray drying. to reduce the heatdamageduringdryingandyetobtainthedesiredmoisture,a lowexhaustair temperatureispreferred.it isessentialthatthepowderbecooledto30°ctoavoidflavourandtexturaldefects.Fig.4.6(a)andFig.4.6(b)delineate thesteps involved in thepreparationofskimmilk powder and whole milk powder by the spraydrying process, respectively.
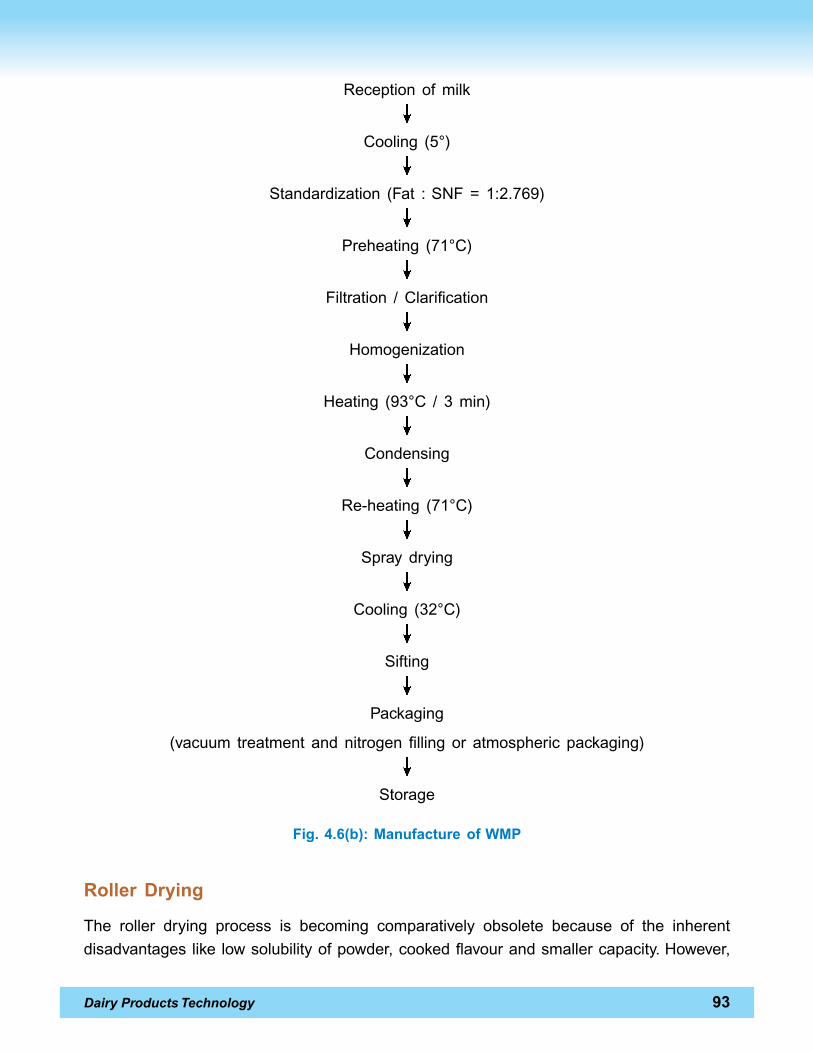
Dairy Products Technology 93
roller Drying
the roller drying process is becoming comparatively obsolete because of the inherentdisadvantageslikelowsolubilityofpowder,cookedflavourandsmallercapacity.However,
receptionofmilk
cooling (5°)
standardization (Fat :snF=1:2.769)
Preheating (71°c)
Filtration /clarification
Homogenization
Heating (93°c / 3min)
condensing
re-heating (71°c)
spraydrying
cooling (32°c)
sifting
Packaging
(vacuum treatment andnitrogen fillingor atmospheric packaging)
storage
Fig. 4.6(b): Manufacture of wMP
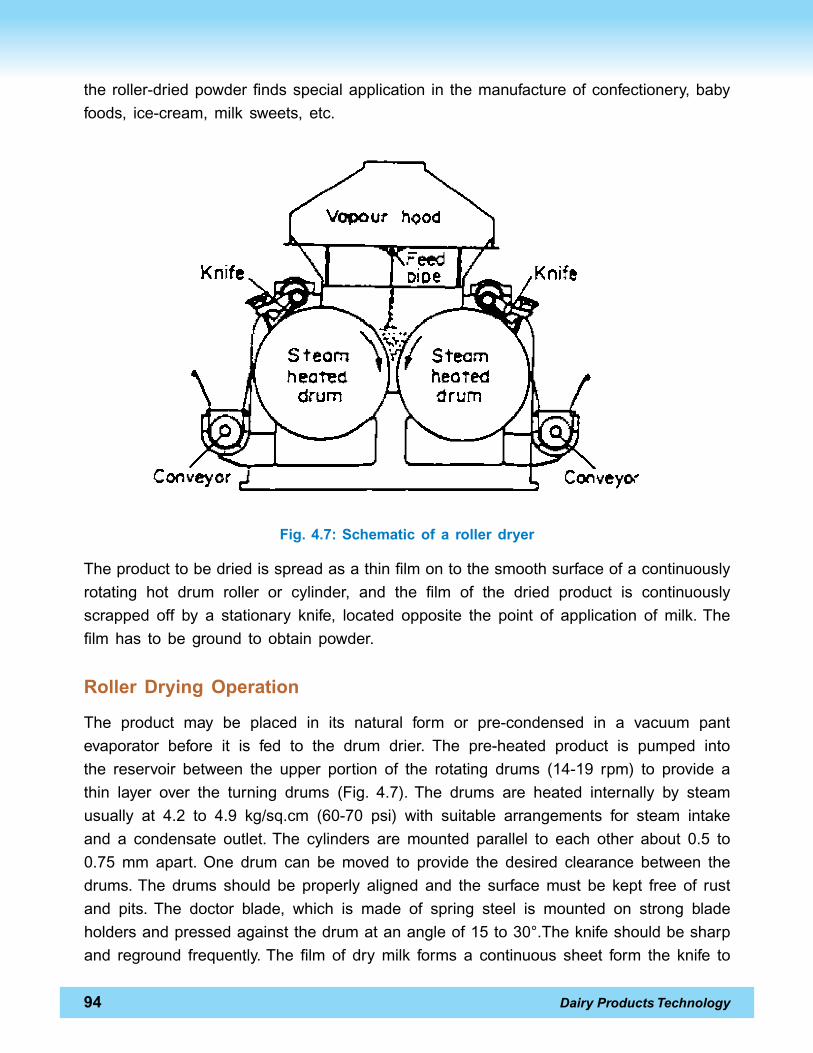
94 Dairy Products Technology
the roller-driedpowderfindsspecialapplication in themanufactureofconfectionery,babyfoods, ice-cream, milk sweets, etc.
Fig. 4.7: Schematic of a roller dryer
theproducttobedriedisspreadasathinfilmontothesmoothsurfaceofacontinuouslyrotating hot drum roller or cylinder, and the film of the dried product is continuouslyscrapped off by a stationary knife, located opposite the point of application of milk.thefilmhas to be ground to obtain powder.
roller Drying operation
the product may be placed in its natural form or pre-condensed in a vacuum pantevaporator before it is fed to the drum drier. the pre-heated product is pumped intothe reservoir between the upper portion of the rotating drums (14-19 rpm) to provide athin layer over the turning drums (Fig. 4.7). the drums are heated internally by steamusually at 4.2 to 4.9 kg/sq.cm (60-70 psi) with suitable arrangements for steam intakeand a condensate outlet.the cylinders are mounted parallel to each other about 0.5 to0.75 mm apart. one drum can be moved to provide the desired clearance between thedrums.the drums should be properly aligned and the surface must be kept free of rustand pits. the doctor blade, which is made of spring steel is mounted on strong bladeholdersandpressedagainstthedrumatanangleof15to30°.theknifeshouldbesharpand reground frequently.the film of dry milk forms a continuous sheet form the knife to
Dairy Products Technology 95
the auger trough, which is about level with the bottom of the drum.the auger for eachdrum discharges the product into the elevators, then to a grinder which pulverizes theproduct, after which it is sifted, packed and stored.Water vapour above the drier has alowerdensitythantheairsurroundingtheunitandhencerisesupwards.Ahoodisplacedover the drums for the vapours to escape.
Salient Features of roller Drying of Milk
the skim milk is pasteurized or pre-heated to preferably 80°c with or without holdingbeforecondensation to20-22percent totalsolids.Beyonda totalsolidsconcentrationof25percentdifficultiesarise indrying.thecapacityof thedrierandfinalmoisturecontentare controlled by the pressure of steam inside the drums, the speed of the drum, thetemperature of the inlet milk, the level of milk between the drums, the total solids andviscosityof concentratedmilkand thegapbetween thedrums.theproduct is in contactwith the drum for three seconds or less at a temperature of about 150°c depending onthe steam pressure.scorched andburnt particlesare to beexpected in roller drying.
Instantization
ifreconstitutionorre-wettingofthedriedproductisreachedveryquicklythentheproductis said tohave instant properties.Aprocesswhich impartsgood re-wettingproperties toadryproduct is, thereforecalled instantization.suchpropertiescanusuallybeproducedbyagglomerationof thesmallpowderparticles togivegranulesof1-3mm. inagranularparticle, water can be drawn by capillary forces all the way into the interior before animpenetrable gel layer is formed.the salient featuresof the instantizingprocessare:
l Wetting of the surface of the particles with steam, atomized water, or a mixture ofboth
l Agglomeration, which occurs because the particles collide with each other due toturbulence, and adhere to eachother to formclusters
l re-drying with hot filtered air
l cooling
l sizing to eliminate very largeagglomeratesand very small particles
l sifting and packaging
Packaging of SMP
the requirements of a container for packing dry milk are that it should be impervious
96 Dairy Products Technology
to moisture (and oxygen for full fat dried milk), light and insects; should have sufficientmechanical strength to stand wear and tear during normal handling; should be relativelyeasytofill,seal,handleandempty;andshouldbereasonablypriced.Forretailpackaging,it should be capable of easy reclosure. For retail use, the product is packed in cartons,polyethylene bags or plastic bottles. For bulk, it is packed in polyethylene bags of atleast3mil thickness insidea4or6plykraftpaperbag.theouterkraftbag isclosedbyputting 3 or 3.5 stitches per inch.
Packaging of wMP
Because of the susceptibility of whole milk and other high fat powders to oxidation andflavourdeterioration,gasorvacuumpackagingtechniquesareemployedtoinhibittherateofoxidation.inordertohaveasatisfactoryshelf-lifeofsaysixmonths,theoxygencontentintheheadspaceofthecontainershouldbelessthantwopercent.oxygendesorptionisaslowprocessduetotheentrappedair.doublegaspackingisthepreferredprocedureforconsumerpacks.thenormalprocedureconsistsofmakingaholeof1-2mmdia,removingtheair rapidly inavacuumchamber toavacuumof730mmofHgormore inabout60seconds time, holding under this vacuum for 2 to 5 minutes and releasing nitrogen untilthe pressure comes up to 0.03 to 0.06 kg/sq.cmand sealing the vent hole.
review Questions
1. Whatare theFssr(2011)standards forwholemilkpowder,skimmilkpowderand partially skimmedmilk powder?
2. Howare the spraydriers classified?
3. What do you understand by instantization of powder andhow is it done?
4. Why iswhole milk powder gas-packedandhow?
5. How is roller drying ofmilk carriedout?
6. What are the objectives of drying milk?
Dairy Products Technology 97
Dairy Whitenerlearning objectives
After reading this chapter you will beable to understand:
l what is dairywhitener and its uses
l how the dairywhitener ismanufactured
l what are the functions of main ingredients used in dairy whitenermanufacture
l what are the legal standards for dairy whitener
l what are the packaging requirements of a dairy whitener
Introduction
tea and coffee are the most popular beverage all over the world. in india, people prefertodrink teamadewith theadditionofmilkandspicesknownaschai.Chai is consumeddaily inalmostall homes,offered toguests, consumed inhighamounts indomesticandofficialsurroundings.Without theaidof refrigeration facility it isdifficult toget themilkallthe times for the purpose of chai/coffeemaking.
dairywhitener iswidely usedasa substitute for freshmilk, creamor evaporatedmilk inteaandcoffee.dairywhitenerisproducedinfluid,condensedanddriedformsanddifferswidely in their formulation. dairy whitener production has gone up during the last twodecadesbecauseofitsacceptabilityasaconvenient,shelfstableandreadytoreconstituteproduct. in india,dairyplantshavingcondensinganddryingunitsaremostlydiversifyingto the production of dairywhiteners with normal, mediumand low fat contents.
Manufacture of Dairy whitener
the blend of condensed milk (skim/partly skimmed/full fat), sugar and stabilizer ispasteurized, preheated at 74°c, and dried. in case of full fat and partly skimmed milks,the milk is homogenized prior to concentration and the preheating temperature shouldbe high as 82°c for 5 min. homogenization. if there is fat in the blend, the blend mustbe added with emulsifier to avoid the fat separation during processing. dairy whitenersusually instantized to improve their solubility.
Latelyultrafilteredmilk retentateshavebeen investigatedasabase for the formulationofdairywhiteners.theformulationofdairywhitenerusingultrafilteredskimmilkandbuttermilk
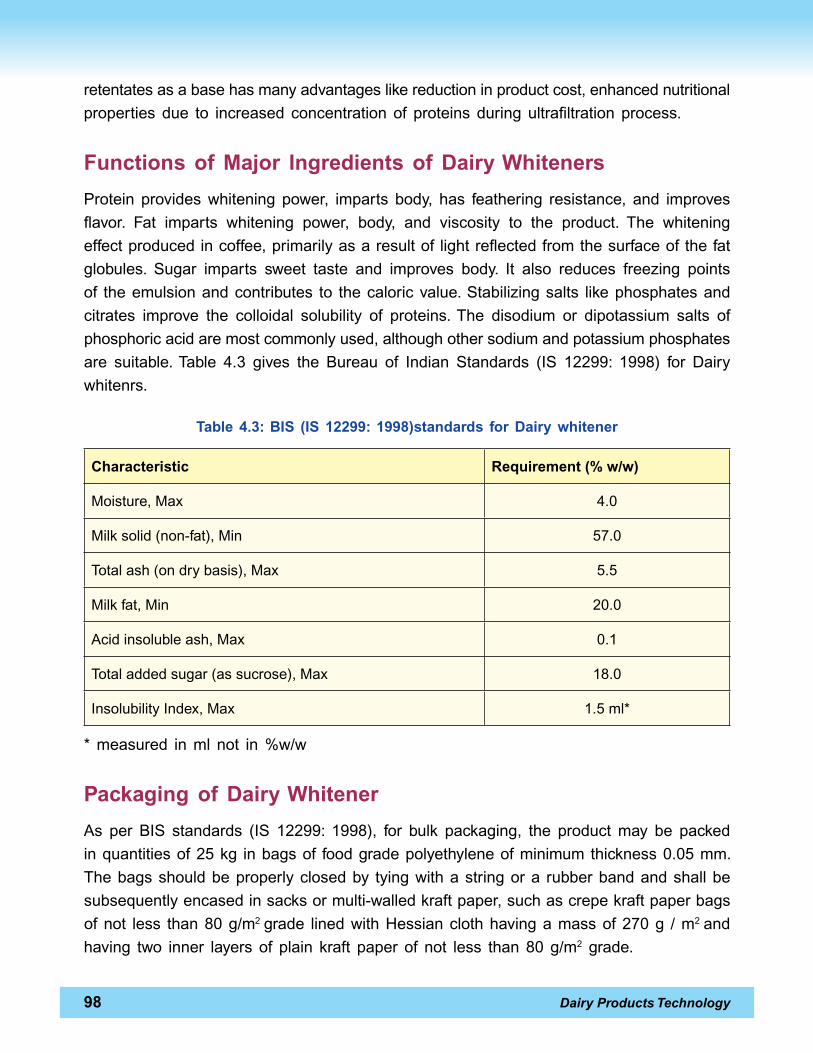
98 Dairy Products Technology
retentatesasabasehasmanyadvantageslikereductioninproductcost,enhancednutritionalproperties due to increased concentrationof proteinsduringultrafiltrationprocess.
Functions of Major Ingredients of Dairy whiteners
Protein provides whitening power, imparts body, has feathering resistance, and improvesflavor. Fat imparts whitening power, body, and viscosity to the product. the whiteningeffectproducedincoffee,primarilyasaresultof lightreflectedfromthesurfaceofthefatglobules. sugar imparts sweet taste and improves body. it also reduces freezing pointsof theemulsionandcontributes to thecaloricvalue.stabilizingsalts likephosphatesandcitrates improve the colloidal solubility of proteins.the disodium or dipotassium salts ofphosphoricacidaremostcommonlyused,althoughothersodiumandpotassiumphosphatesare suitable.table 4.3 gives the Bureau of indian standards (is 12299: 1998) for dairywhitenrs.
Table 4.3: BIS (IS 12299: 1998)standards for Dairy whitener
Characteristic requirement (% w/w)
Moisture,Max 4.0
Milksolid(non-fat),Min 57.0
totalash(ondrybasis),Max 5.5
Milkfat,Min 20.0
Acidinsolubleash,Max 0.1
totaladdedsugar(assucrose),Max 18.0
insolubilityindex,Max 1.5ml*
*measured inml not in%w/w
Packaging of Dairy whitener
As per Bis standards (is 12299: 1998), for bulk packaging, the product may be packedinquantitiesof25kg inbagsof foodgradepolyethyleneofminimumthickness0.05mm.thebagsshouldbeproperlyclosedby tyingwithastringora rubberbandandshallbesubsequentlyencasedinsacksormulti-walledkraftpaper,suchascrepekraftpaperbagsofnot less than80g/m2grade linedwithHessianclothhavingamassof270g /m2andhaving two inner layers of plain kraft paper of not less than80g/m2grade.
Dairy Products Technology 99
Forretailpacking, theproductshallbepacked innitrogenor inamixtureofnitrogenandcarbon dioxide gas. the product shall be packed in clean and sound metal containersor ina foodgradeflexiblepackmade froma filmor combinationof anyof the substratemade of board, paper, polyethylene, polyester metallized film or aluminium foil in such away so as to protect it from deterioration. in the case of the plastic material, only foodgrade plastic shall beused.
review Questions
1. What function does protein performs in dairy whitener?
2. What function does fat performs in dairy whitener?
3. What are the two commonly used stabilizers in themanufactureof dairy whitener?
4. What are the packaging requirements for retail packagingof dairy whitener?
5. What are the Bis standards for dairy whitener?
6. Whatarethebenefitsofusingultrafilteredmilkretentatesinthemanufactureofdairywhitener?
100 Dairy Products Technology
Chapter-5Composition, Standards, Manufacturing - Process and Equipment and Defects during Manufacturing and Storage of Dairy Byproducts (Skim milk, casein, caseinate, whey concentrate, powder, lactose and ghee residue)
Learning Objectives After learning this chapter, the students will beable to:
l Understand the benefits of byproduct utilization
l List out various dairy byproducts
l Understand what isskimmilk and its composition
l Understand what iswheyandwhat are its constituents
l describe the manufacturingprocessof caseinates
l describe the manufacturingprocessofwheyprotein concentrate
l describe the manufacturingprocessof lactose
l Understand what is ghee residue
Introduction to Dairy Byproducts
A byproduct may be defined as a product of commercial value produced during themanufactureofamainproduct.duringtheprocessingandconversionofmilk intovariousmilk products some byproducts are also generated. skim milk, buttermilk, ghee residueand whey are the main dairy byproducts. separation of milk for obtaining cream resultsin skim milk, separation of butter from cream results in buttermilk, ghee residue is thatfractionofcreamorbutter that is leftoutwhentheyareconverted intoghee.Whey is thewatery portion obtained during the manufacture of cheese, casein, paneer, chhana, and
Dairy Products Technology 101
shrikhand.sometimes thesedairybyproductsarealsocalledasdairyco-products. ithasalwaysbeen realized thateffectiveutilizationofbyproducts isanessentialprerequisite toprofitabledairying.Utilizationofdairybyproducts improvesplanteconomy,makesvaluablenutrientsavailable forhumansand reducesenvironmentalpollutionoriginating fromdairywaste.
skimmilk isproducedbyseparationofcreamfrommilk indairyprocessing.skimmilk isrich in solid not fat (snF) content and is used for standardization of milk, preparation ofskimmilkpowderandcoffeewhitener. it isregardedasabyproductonlywhenit iseithernot economically utilized or has to be utilized for the manufacture of derived byproductslikecaseininsmallquantities.caseinandcaseinatesarepreparedfromskimmilkandusedin foodpreparations, specialized foodsand innon-foodusessuchas in themanufactureof plastics, etc.
Whey,thegreenishtranslucentliquidisobtainedduringthemanufactureofcheese,casein,chhana, paneer, chakka and co-precipitates and has been viewed until recently as oneof the major disposal problems of the dairy industry. depending on the type of sourcewhey is called as cheese whey, paneer whey, etc.the chemical quality of whey slightlydiffers depending on the source. due to the presence of significant amount of organicmatter (6-7% total solids) in the form of protein, lactose, fat, minerals and water-solublevitamins, its disposal causes environmental pollution. the biological oxygen demand ofwhey is very high (40,000 mg/kg or more), constituting a major economic burden to bedisposedofasawastematerial.However,wheybeingasourceofpreciousnutrients likelactose, whey proteins, minerals and vitamins, some economical prepositions has beenevolved to utilize it. Utilization of this by-product in the human food chain is now beingpredominantly favoured due to the economic opportunities provided by the milk nutrientscontained inwhey. it is thebasematerial formanufactureofnotonlynutritionalproductslike whey protein concentrates (WPc) and lactose, but also the base for manufacture ofwhey drinks and dietetic beverages.
Lactose production from whey can be economically feasible only when it is producedon large scale. generally, sweet whey is preferred because of its high lactose and lowashcontent. in caseofacidwhey,neutralisation isnecessary.thiswill change thewheycharacteristics and also increase the cost of manufacture. Lactose can be produced byusingultrafiltration(UF)permeateasarawmaterial,butUFpermeate,particularlytheacidwheypermeate,hasaveryhighcalciumcontent.removalofapproximately50%calciumis necessary to avoid difficulties duringevaporation,whichmakes theprocess costly.
Buttermilk is produced when butter is made by churning cream (sweet cream) or wholemilk curd. sweet cream buttermilk that is produced in organized sector is preferred for
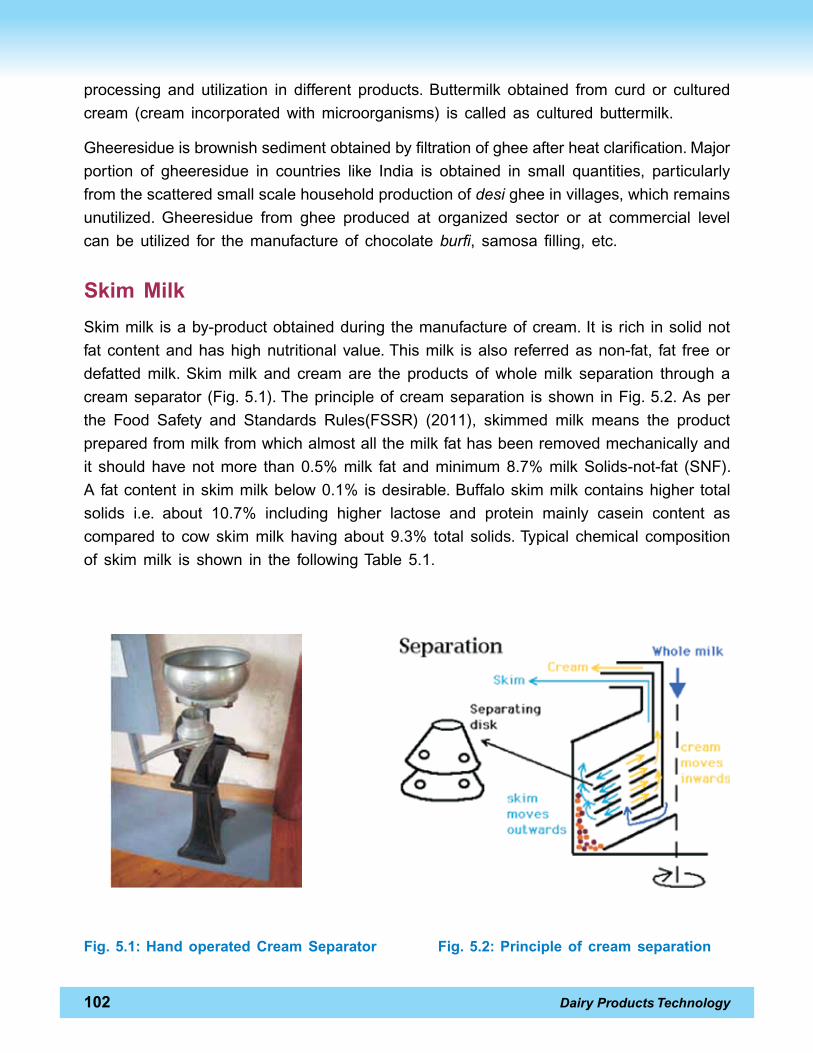
102 Dairy Products Technology
processing and utilization in different products. Buttermilk obtained from curd or culturedcream (cream incorporated withmicroorganisms) is calledas culturedbuttermilk.
gheeresidueisbrownishsedimentobtainedbyfiltrationofgheeafterheatclarification.Majorportion of gheeresidue in countries like india is obtained in small quantities, particularlyfromthescatteredsmallscalehouseholdproductionofdesigheeinvillages,whichremainsunutilized. gheeresidue from ghee produced at organized sector or at commercial levelcan be utilized for the manufactureof chocolateburfi, samosa filling, etc.
Skim Milk
skimmilk isaby-productobtainedduringthemanufactureofcream.it isrich insolidnotfatcontentandhashighnutritionalvalue.thismilk isalso referredasnon-fat, fat freeordefatted milk. skim milk and cream are the products of whole milk separation through acreamseparator (Fig.5.1).theprincipleofcreamseparation isshown inFig.5.2.Asperthe Food safety and standards rules(Fssr) (2011), skimmed milk means the productpreparedfrommilkfromwhichalmostallthemilkfathasbeenremovedmechanicallyandit shouldhavenotmore than0.5%milk fatandminimum8.7%milksolids-not-fat (snF).A fatcontent inskimmilkbelow0.1%isdesirable.Buffaloskimmilkcontainshigher totalsolids i.e. about 10.7% including higher lactose and protein mainly casein content ascompared to cowskimmilk havingabout 9.3% total solids.typical chemical compositionof skimmilk is shown in the followingtable5.1.
Fig. 5.1: Hand operated Cream Separator Fig. 5.2: Principle of cream separation
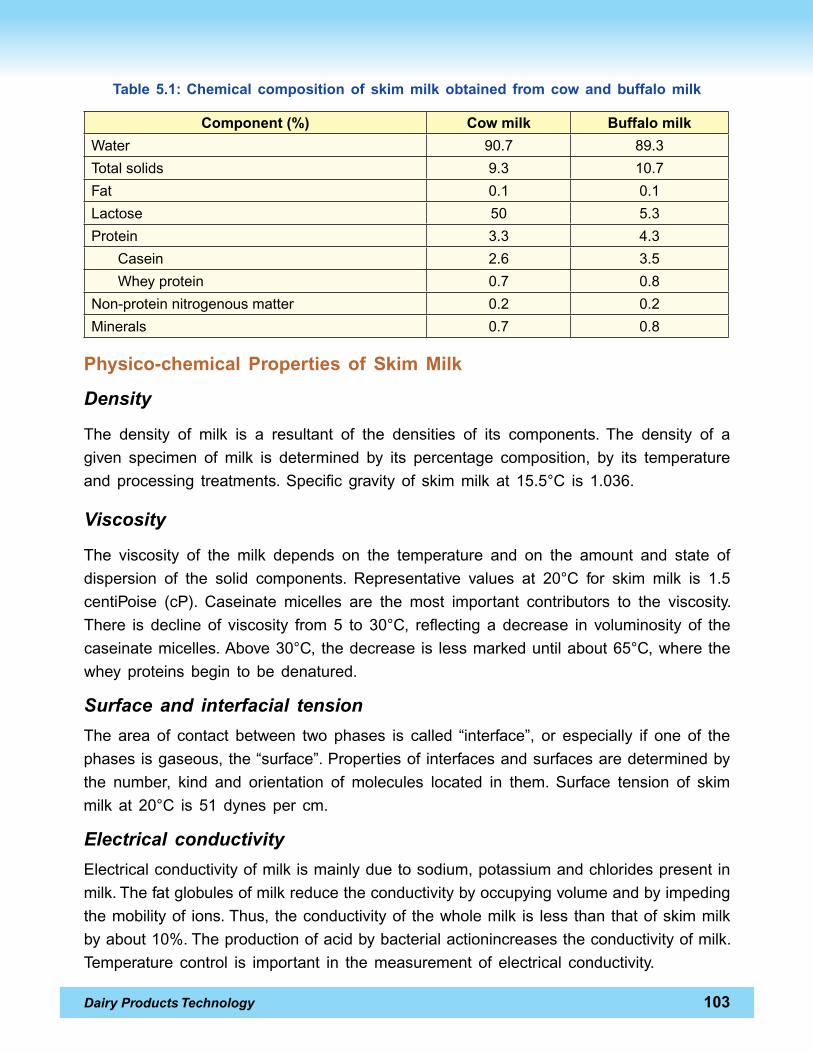
Dairy Products Technology 103
Table 5.1: Chemical composition of skim milk obtained from cow and buffalo milk
Component (%) Cow milk Buffalo milk
Water 90.7 89.3
totalsolids 9.3 10.7
Fat 0.1 0.1
Lactose 50 5.3
Protein 3.3 4.3
casein 2.6 3.5
Wheyprotein 0.7 0.8
non-proteinnitrogenousmatter 0.2 0.2
Minerals 0.7 0.8
Physico-chemical Properties of Skim Milk
Density
the density of milk is a resultant of the densities of its components. the density of agiven specimen of milk is determined by its percentage composition, by its temperatureand processing treatments.specificgravity of skimmilk at 15.5°c is 1.036.
Viscosity
the viscosity of the milk depends on the temperature and on the amount and state ofdispersion of the solid components. representative values at 20°c for skim milk is 1.5centiPoise (cP). caseinate micelles are the most important contributors to the viscosity.there is decline of viscosity from 5 to 30°c, reflecting a decrease in voluminosity of thecaseinatemicelles.Above30°c, thedecrease is lessmarkeduntilabout65°c,wherethewhey proteins begin to bedenatured.
Surface and interfacial tension
the area of contact between two phases is called “interface”, or especially if one of thephasesisgaseous,the“surface”.Propertiesof interfacesandsurfacesaredeterminedbythe number, kind and orientation of molecules located in them. surface tension of skimmilk at 20°c is 51dynes per cm.
Electrical conductivity
electricalconductivityofmilkismainlyduetosodium,potassiumandchloridespresentinmilk.thefatglobulesofmilkreducetheconductivitybyoccupyingvolumeandbyimpedingthemobilityof ions.thus, theconductivityof thewholemilk is less thanthatofskimmilkbyabout10%.theproductionofacidbybacterialactionincreasestheconductivityofmilk.temperature control is important in themeasurement of electrical conductivity.
104 Dairy Products Technology
Refracting index
refracting indexofasubstance isdefinedas the ratioof thespeedof light inavacuumto its speed in that substance. one consequence of refraction is to change the directionof a light ray as it enter or leave the substance. Measurement of this bending gives adirect measure of refractive index. refractive index of skim milk falls in the range of1.344-1.348.
Solubility
Between pH 3.5 and 5.5, caseins are very insoluble which restricts its use in low pHfoods.
Heat stability
skim milk normally withstands heating at 140°c for 20 min, while concentrated skimmilk (20% ts) is usually stable at 120°c for 20 min. Heat induced interaction betweenbetalactoglobulinandkappacaseinplaysamajorroleindeterminingtheheatstabilityandrennet clotting behaviour ofmilk.
Heat capacity and thermal conductivity
theheatcapacityofasubstanceisthequantityofheatrequiredtoraisetheunittemperatureof a unit mass. it is usually expressed in terms of cal/g-°c. thermal conductivity is therate of heat transfer by conduction through unit thickness across unit area of substanceforaunitdifferenceoftemperature.skimmilkexhibitsasmallbutdefinitelinearincreaseinheatcapacitybetween0and50°cfromabout0.933to0.954cal/g-°c.there isamarkeddecrease in heat capacity as the total solids contents of the sampleare increased.
Casein and Caseinates
An important utilization of skim milk is in the production of casein. casein, the principalprotein in milk, has been produced commercially for more than a century. edible caseinis a long established dairy byproduct finding its use as an ingredient in many dairy andfoodproducts.thegeneraldevelopment in technologiesand thenewuses in foodshaveincreasedtheproductionanddemandofthisbyproduct.Manufactureofediblecaseindiffersfrom that of non-edible casein (also called industrial casein).edible casein is producedunder sanitary conditions, with the use of food grade chemicals and sufficiently heattreated to make it safe for human consumption.edible non-animal rennet casein is theproduct obtained after washing and drying the coagulum remaining after separating thewheyfromtheskimmedmilkwhichhasbeencoagulatedbynon-animalrennetorbyothercoagulatingenzymes.ediblecaseinatemeans thecaseinproductobtainedby reactionofedible casein or fresh casein curd with food grade neutralizing agents which have beensubjected to anappropriate heat treatment. itmaybe sprayor roller dried.
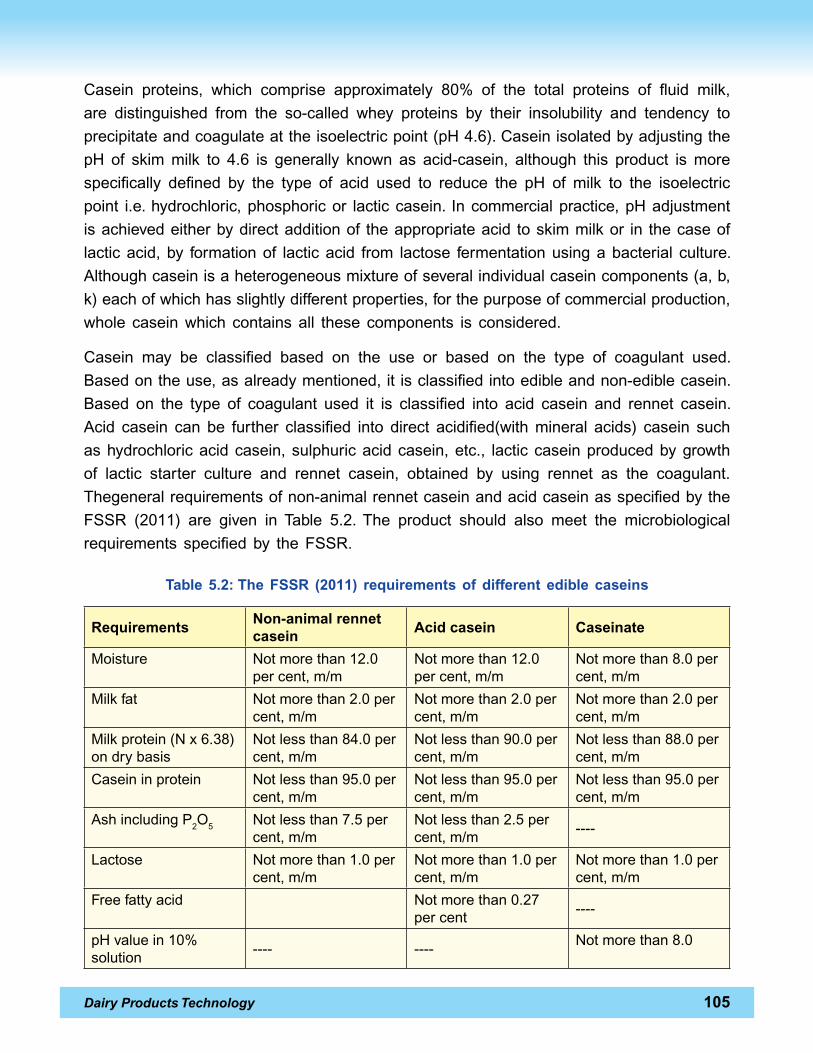
Dairy Products Technology 105
casein proteins, which comprise approximately 80% of the total proteins of fluid milk,are distinguished from the so-called whey proteins by their insolubility and tendency toprecipitateandcoagulateattheisoelectricpoint(pH4.6).caseinisolatedbyadjustingthepH of skim milk to 4.6 is generally known as acid-casein, although this product is morespecifically defined by the type of acid used to reduce the pH of milk to the isoelectricpoint i.e.hydrochloric,phosphoricor lacticcasein. incommercialpractice,pHadjustmentisachievedeitherbydirectadditionof theappropriateacid toskimmilkor in thecaseoflacticacid,by formationof lacticacid from lactose fermentationusingabacterial culture.Althoughcaseinisaheterogeneousmixtureofseveralindividualcaseincomponents(a,b,k)eachofwhichhasslightlydifferentproperties,forthepurposeofcommercialproduction,whole caseinwhich contains all these components is considered.
casein may be classified based on the use or based on the type of coagulant used.Basedontheuse,asalreadymentioned,it isclassifiedintoedibleandnon-ediblecasein.Based on the type of coagulant used it is classified into acid casein and rennet casein.Acid casein can be further classified into direct acidified(with mineral acids) casein suchashydrochloricacidcasein,sulphuricacidcasein,etc., lacticcaseinproducedbygrowthof lactic starter culture and rennet casein, obtained by using rennet as the coagulant.thegeneralrequirementsofnon-animalrennetcaseinandacidcaseinasspecifiedbytheFssr (2011) are given in table 5.2. the product should also meet the microbiologicalrequirements specified by the Fssr.
Table 5.2: The FSSr (2011) requirements of different edible caseins
requirementsnon-animal rennet casein
acid casein Caseinate
Moisture notmorethan12.0percent,m/m
notmorethan12.0percent,m/m
notmorethan8.0percent,m/m
Milkfat notmorethan2.0percent,m/m
notmorethan2.0percent,m/m
notmorethan2.0percent,m/m
Milkprotein(nx6.38)ondrybasis
notlessthan84.0percent,m/m
notlessthan90.0percent,m/m
notlessthan88.0percent,m/m
caseininprotein notlessthan95.0percent,m/m
notlessthan95.0percent,m/m
notlessthan95.0percent,m/m
AshincludingP2o5 notlessthan7.5percent,m/m
notlessthan2.5percent,m/m
----
Lactose notmorethan1.0percent,m/m
notmorethan1.0percent,m/m
notmorethan1.0percent,m/m
Freefattyacid notmorethan0.27percent
----
pHvaluein10%solution
---- ----notmorethan8.0
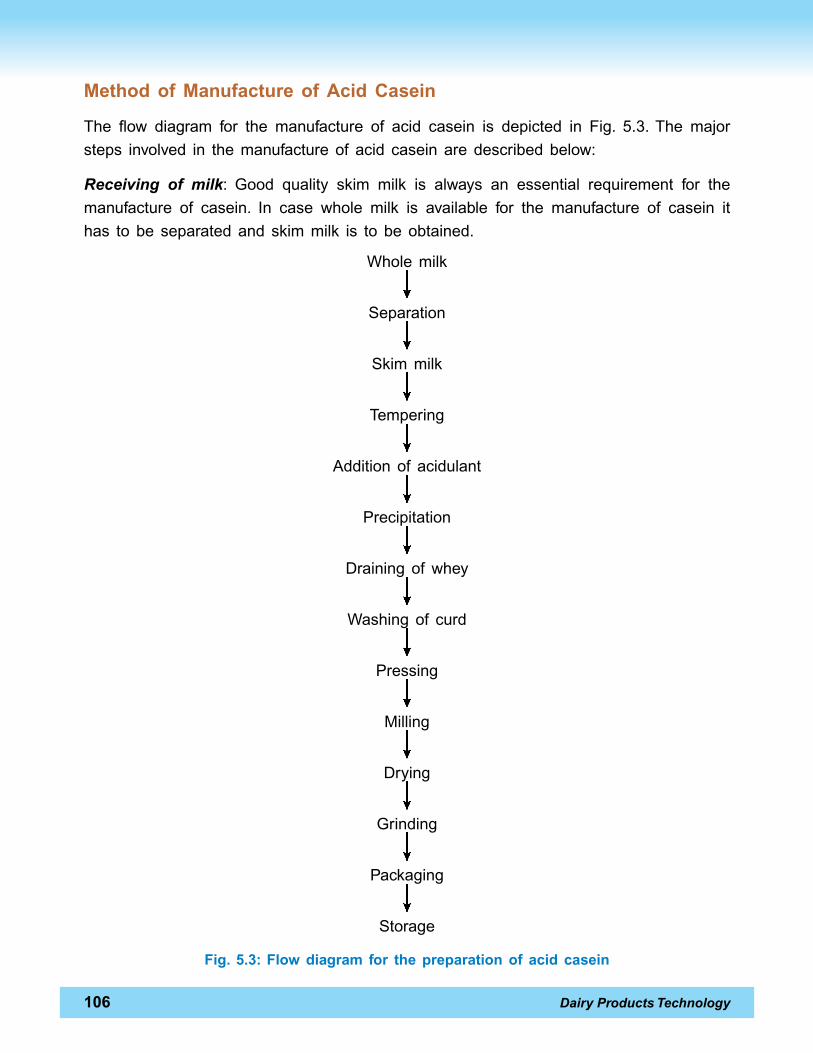
106 Dairy Products Technology
Method of Manufacture of acid Casein
the flow diagram for the manufacture of acid casein is depicted in Fig. 5.3. the majorsteps involved in the manufacture of acid caseinaredescribed below:
Receiving of milk: good quality skim milk is always an essential requirement for themanufacture of casein. in case whole milk is available for the manufacture of casein ithas to be separatedand skimmilk is to beobtained.
Wholemilk
separation
skimmilk
tempering
Addition of acidulant
Precipitation
drainingofwhey
Washing of curd
Pressing
Milling
drying
grinding
Packaging
storage
Fig. 5.3: Flow diagram for the preparation of acid casein
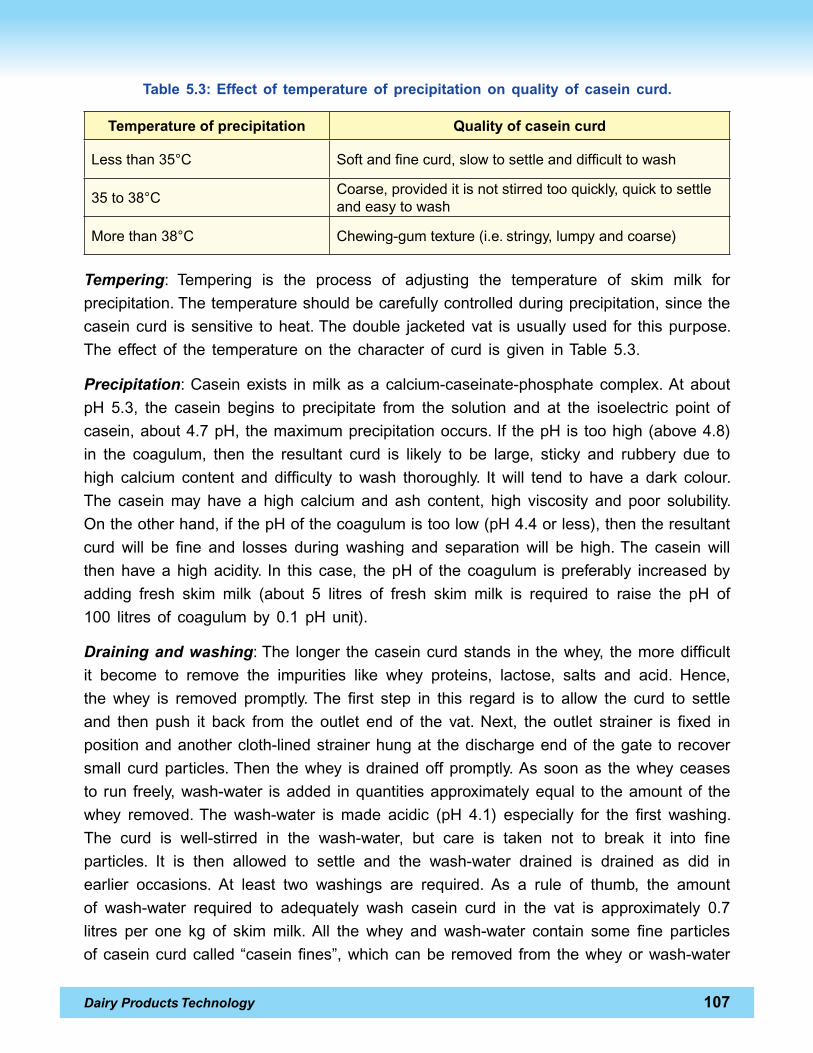
Dairy Products Technology 107
Table 5.3: effect of temperature of precipitation on quality of casein curd.
Temperature of precipitation Quality of casein curd
Lessthan35°c softandfinecurd,slowtosettleanddifficulttowash
35to38°ccoarse,provideditisnotstirredtooquickly,quicktosettleandeasytowash
Morethan38°c chewing-gumtexture(i.e.stringy,lumpyandcoarse)
Tempering: tempering is the process of adjusting the temperature of skim milk forprecipitation.thetemperatureshouldbecarefullycontrolledduringprecipitation,sincethecaseincurd issensitive toheat.thedouble jacketedvat isusuallyused for thispurpose.the effect of the temperature on the character of curd is given intable5.3.
Precipitation:caseinexists inmilkasacalcium-caseinate-phosphatecomplex.AtaboutpH 5.3, the casein begins to precipitate from the solution and at the isoelectric point ofcasein,about4.7pH, themaximumprecipitationoccurs. if thepH is toohigh(above4.8)in the coagulum, then the resultant curd is likely to be large, sticky and rubbery due tohigh calcium content and difficulty to wash thoroughly. it will tend to have a dark colour.the casein may have a high calcium and ash content, high viscosity and poor solubility.ontheotherhand,ifthepHofthecoagulumistoolow(pH4.4orless),thentheresultantcurd will be fine and losses during washing and separation will be high.the casein willthenhaveahighacidity. in this case, thepHof thecoagulum ispreferably increasedbyadding fresh skim milk (about 5 litres of fresh skim milk is required to raise the pH of100 litresof coagulum by 0.1 pHunit).
Draining and washing:the longer thecaseincurdstands in thewhey, themoredifficultit become to remove the impurities like whey proteins, lactose, salts and acid. Hence,the whey is removed promptly.the first step in this regard is to allow the curd to settleand then push it back from the outlet end of the vat. next, the outlet strainer is fixed inpositionandanothercloth-linedstrainerhungat thedischargeendof thegate to recoversmallcurdparticles.then thewhey isdrainedoffpromptly.Assoonas thewheyceasesto run freely,wash-water isadded inquantitiesapproximatelyequal to theamountof thewhey removed.the wash-water is made acidic (pH 4.1) especially for the first washing.the curd is well-stirred in the wash-water, but care is taken not to break it into fineparticles. it is then allowed to settle and the wash-water drained is drained as did inearlier occasions. At least two washings are required. As a rule of thumb, the amountof wash-water required to adequately wash casein curd in the vat is approximately 0.7litres per one kg of skim milk. All the whey and wash-water contain some fine particlesofcaseincurdcalled“caseinfines”,whichcanbe removed from thewheyorwash-water
108 Dairy Products Technology
bysuitablemeans(usingcentrifugalself-desludgingcentrifugeordecanter,hydrocyclonesand rotary sieves) for the recoveryof fines.
Pressing:At thestage immediatelyprior todryingsomeformofmechanicalexpulsionofwater from the curd is necessary so that the cost of evaporating the remaining water inthecurd isminimized.thewet curd ispressed to removeasmuchwateraspossiblebyusinganyofthefollowingmethods:dewateringincheesehoops,pressingincanvasbags,rollerpress,movingbeltpress,screwpressandcentrifugaldewatering.normally it isnotpossible to reduce the moisture level in thepressed curd to less than55per cent.
Milling and spreading: After being pressed, the curd is milled to produce particles of auniform size and surface for drying. if it is not milled it dries unevenly.the pressed curdshouldbepromptlymilledanddried, inorder topreventspoilagebymouldandbacteria.Milling should be of the shredding variety.the milled curd should be evenly spread overstandard perforated trayswith a fixedamount of curd to ensureadequate drying.
Drying:drying is theprocessof removalofwater fromcaseincurd tobelow8per cent.it isessential to control the temperatureandhumidityof the inletair correctly if thecurdis to be efficiently dried. once started, drying should not be interrupted till the moisturecontent has been reduced to less than 8 per cent.the inlet air temperature may rangefrom70to77°cwhiletheoutletairtemperatureshouldbebetween52and57°cinorderto avoid the risk of discolouring the caseinand impairing its solubility.
Grinding: After proper cooling, casein is ground. Warm casein becomes plastic in agrinderandsticks to it.thefinenessofgrindingdependson the requirementof theuser.Uniformity in the sizeof the ground casein is ensuredbypassing it through the screensof a particularmesh size.
Packaging and storage:the dried casein, whether finely ground or partially ground, isnormally packaged either in jute bags lined with closely woven cloth or in heavy 3-plypaper bags with polyethylene liners.the filled packages of casein should be closed air-tight and transferred to a clean, dry storage room. Wide variations in the storage roomcausecasein to “sweat andmould”. if stored inadampatmosphere, itwill absorbwateranddeteriorate.For longstorage, it isbest tostorecasein inabasementaway from thesun.
Yield:the yield of casein is roughly equal to the percentage of casein in the skim milkand may vary from 2.8 to 3.2 per cent, depending on whether it is cow or buffalo skimmilk.
Dairy Products Technology 109
Method of Manufacture of non-animal rennet Casein
rennetisaproteinwhichactsasacoagulatingagentinmilkduetothepresenceofrenninenzymeinit. it isobtainedfromtheyoungcalf’sfourthstomach(abomasum).Becauseofthereligioussentimentsofmanyvegetarianpeople,itsuseisdiscouragedinindia.However,therearemanyrennetsubstitutessuchasthoseobtainedfrommicroorganisms(microbialrennet)orotherenzymeswhichcanbeusedinplaceofanimalrennet.non-animalrennetcasein essentially uses rennet substitutes in the manufacturing process. similar to acidcasein preparation, for the preparation of non-animal rennet casein, high quality fresh,sweet skimmilk is essential.skimmilk is heated ina jacketed vat up to30°c.sufficientquantities of rennet and calcium chloride are added to the skim milk to give a settingtimeof20-30minutes.therennetshouldpreviouslyhavebeendilutedwith15-20timesitsweight inwater (about1.82per cent v/v).calciumchloride isusuallyusedat the rateof1per cent.the coagulum is agitated for 2-5minutesafter coagulationbeginsbut beforethecoagulumreachesasolidclot,soastoproducecurdparticlesofanoptimumsizeforfurtherprocessing.simultaneouslywithagitation, the temperatureof thecurd is raised to54-66°c. the curd is cooked at this temperature for about 30 minutes. After cooking, thecurd is processed in the same manner as for acid caseins.
Method of Manufacture of Sodium Caseinate
caseinates,the soluble form of casein, may be prepared from freshly precipitated acidcaseincurdorfromdryacidcaseinbyreactionwithdilutesolutionofalkalisuchassodium,potassium,calciumorammoniumhydroxide.sodiumcaseinateisthemostcommonlyusedwater soluble form of casein and is used in wide range of processed food products asa source of protein, and for their physico-chemical, nutritional and functional properties.irrespective of the starting material used, the manufacture of sodium caseinate consistsof formationofa caseinsuspension, solubilizationof caseinusingsodiumhydroxideanddryingthesodiumcaseinateproduced(Fig.5.4).themajorstepsinvolvedinthepreparationof sodium caseniateare described below:
Casein suspension and solubilization:thefreshcaseincurdpassedfromade-wateringdevice (about 45% solids) is minced and the finely-divided curd is mixed with water at40°c to give a solid content of 25-30% solids. if dried casein is used, it is ground andheldinwaterforsometimesothatitabsorbswaterandbecomessoft.caseinsuspensionis then passed through the colloidal mill.the temperature of the emerging slurry, whichmay have the consistency of ‘toothpaste’, should be below 45°c, since it has beenobservedthatmilledcurdcanre-agglomerateathigher temperatures.themaindifficultiesexperienced in the conversion of acid casein to sodium caseinate are: (a) very high
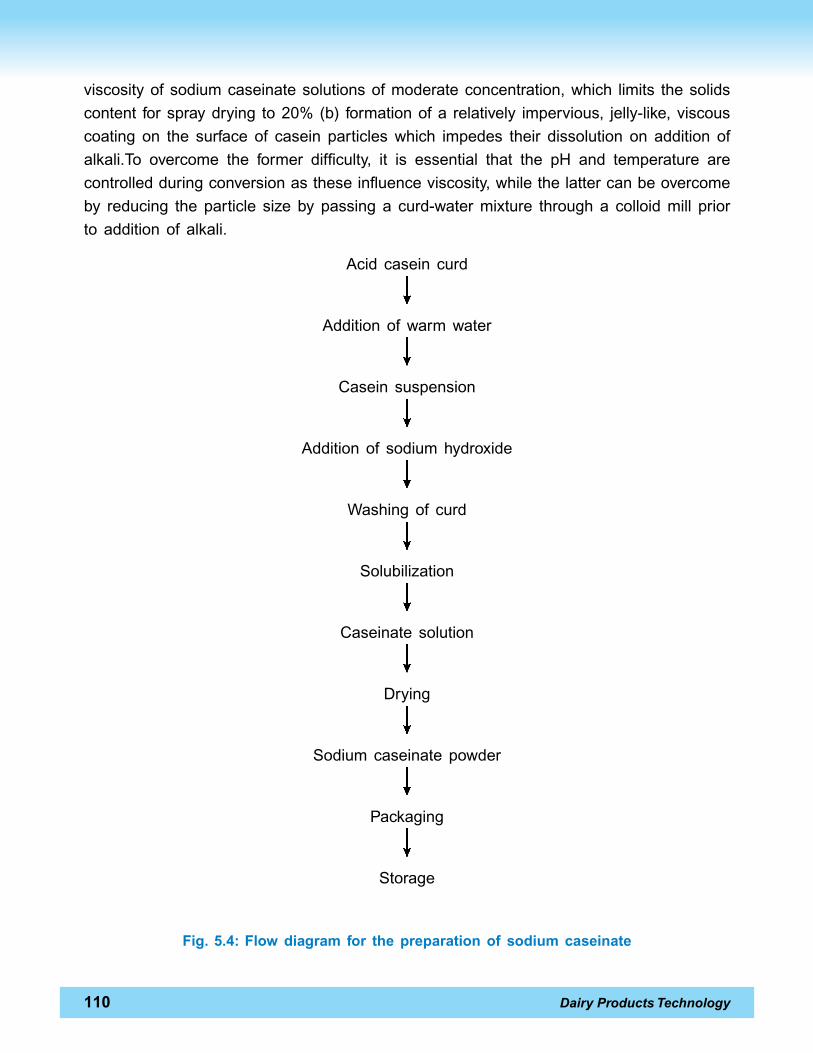
110 Dairy Products Technology
viscosityofsodiumcaseinatesolutionsofmoderateconcentration,which limits thesolidscontent forspraydrying to20%(b) formationofa relatively impervious, jelly-like,viscouscoating on the surface of casein particles which impedes their dissolution on addition ofalkali.to overcome the former difficulty, it is essential that the pH and temperature arecontrolledduringconversionastheseinfluenceviscosity,whilethelattercanbeovercomeby reducing the particle size by passing a curd-water mixture through a colloid mill priorto addition of alkali.
Acid casein curd
Additionofwarmwater
casein suspension
Addition of sodiumhydroxide
Washing of curd
solubilization
caseinate solution
drying
sodiumcaseinatepowder
Packaging
storage
Fig. 5.4: Flow diagram for the preparation of sodium caseinate
Dairy Products Technology 111
Addition of alkali and pH control: sodium hydroxide solution (2.5 M) is pumped intothe casein slurry at about 45°c.the quantity of sodium hydroxide required is generally1.7-2.2percentbyweightof thecaseinsolids.otheralkalissuchassodiumbicarbonateor sodium phosphates may be used, but the amounts required and their cost is bothgreater than thoseofsodiumhydroxide.theadditionof thedilutealkalimustbecarefullycontrolled with the aimof reachinga final caseinatepHof 6.6-7.0.
Drying of sodium caseinate solution:the homogeneous sodium caseinate solution isusually spray dried in a stream of hot air. in order to ensure efficient atomization of thesodiumcaseinate solution, itmust havea constant viscosity as it is fed to thedrier. it iscommon practice to minimise the viscosity by preheating the solution to a temperatureof 90-95°c just prior to spray drying. However, care should be taken to minimise thetime for which the caseinate solution is at high temperature. the total solid content ofthesolutiondestined forspraydrying rangesbetween20and25percent.Atabout20%solid concentration of the sodium caseinate solution, approximately 4 kg of water needto be evaporated to produce 1 kg of powder.the low solids content of the feed solutionproduces a spray-dried powder with a low bulk density. the moisture content of spray-dried sodium caseinate should be less than5per cent for satisfactory storage.
Alternatively to reduce cost, increase processing rate during caseinate manufacture andcontrol the properties of the resulting powders, include: production of roller dried sodiumcaseinate by feeding a mixture of curd (50-65% moisture) and an alkaline sodium salt(na2co3 or naHco3) onto the drying drum of a rollerdrier. sodium caseinate with goodflavour and a high bulk density could be produced by using the roller drier at relativelylow steam pressure (i.e. lowdrying temperature).
Calcium Caseinate
nexttosodiumcaseinate,calciumcaseinateiscommonandfindsuseinbothpharmaceuticalpreparationsandasafoodingredient.thespecificationsforthisproductvarywithitsenduse, but they frequently include a limitation of the calcium content to within the range of1.0-1.5%.calciumcaseinatesaremuchlesssolubleandhavepoorerfunctionalattributesthansodiumcaseinate. incontrast translucent,viscous,straw-colouredsodiumcaseinate,calcium caseinate forms micelles in water, producing an intensely white, opaque, ‘milky’solution of relatively low viscosity.
112 Dairy Products Technology
whey and whey Protein Concentrate
Whey is the largest by-product of the dairy industry. it may be defined, broadly, as thewaterypartofmilkremainingafterseparationofthecurdthatresultsfromthecoagulationof milk by acid or proteolytic enzymes.it is obtained during the manufacture of cheese,casein, paneer, chhana, and shrikhand. in india, milk products like paneer, shrikhand,andchhanaareverypopularandareingreatmarketdemand,whilecheeseconsumptionis steadily increasing due to changing food habits. With the increase in their productionlevels, there is a corresponding increase in the whey as a byproduct. in general, themanufactureof1tonneofcheeseorcaseinresults intheproductionof8or25tonnesofliquid whey, respectively.Whey is a multicomponent solution of various water-soluble milkconstituents inwater; thedrymatterofwheyconsistsprimarilyofcarbohydrate (lactose),protein (several chemically different whey proteins) and various minerals.normal bovinemilk contains about 3.5% of protein, of which casein constitutes 80% and whey proteins20%. Liquid whey, contains approximately 20% of the original proteins of milk rangingfrom4 to7g/ltofwhich3.7g is /ß-Lactoglobulin,0.6g is /a–Lactalbumin,0.3g isBovineserum Albumin, and 1.4g is proteose – peptone fractions. in addition, it contains otherproteins such as lactoferrin, immunoglobulins, ceruloplasmin, and milk enzymes such aslysozyme, lipase, and xanthine oxidase,whichpresent in low concentrations.
Table 5.4: Composition of whey from different sources
Constituents (%)
CheddarCheese
acidCasein
rennet CaseinChhana and
Paneer
totalsolids 6.7 6.9 6.7 6.4
Fat 0.3 0.1 0.1 0.5
Protein 0.9 1.0 1.0 0.4
Lactose 4.9 5.1 5.1 5.0
Ash 0.6 0.7 0.5 0.5
titratableacidity 0.2 0.4 0.4 0.4
Table 5.5: Classification of whey based on acidity
Classification Titratable acidity pH
sweetwhey Lessthan0.20% 5.8–6.6
Mediumacidwhey 0.20to0.40% 5.0–5.8
Acidwhey Morethan0.40% Lessthan5.0
Dairy Products Technology 113
there is wide variation in composition of the whey depending on milk supply and theprocess involved in the production (table 5.4). in general, whey produced from rennet-coagulated cheeses and casein is sweet whey, whereas the production of acid caseinand fresh acid cheeses, such as ricotta or cottage cheese, yields acid whey.When weuse rennet,mostpartof calciumandphosphorusof thecaseincomplex remainwith thecurd. the ash content of the whey is, therefore, less than when the coagulating agentis acid, which transfers part of the phosphorus and most of the calcium to the whey.Production of chhana and paneer yields medium acid whey. Based on acidity, whey canbe conveniently classed into three groups namely sweet whey, medium acid whey andacid whey (table 5.5).
Physical Properties of whey
Whey is the greenish translucent liquid. the greenish colour of most types of whey,regardlessoftheprocessingconditionsused,iscausedbythewater-solubleandheat-stableriboflavin.However,riboflavinissensitivetolightaswellastoionizingradiationtreatmentsandwheysystemsexposedtotheseconditionswillshowfadingofthegreencolour.Wheyhas mixed flavours such as acidic flavour caused due to volatile and non-volatile acids;saltiness and astringency. neutralization of the whey, however, results in change oftheseflavourcharacteristics.thesurfacetensionofwheyislow(42dynes/cm)comparedtothatofskimmilk(48dynes/cm).theviscosityofwheyat20°cis1.26centipoise(cP).However,it decreases with increasing temperaturesandhydrolysis of lactose.
whey Powder
conversion of wheyto whey powder is the one of the options to preserve whey solids.Whey powder is essentially produced by the same method as other milk powders.composition of whey can be modified by removal of lactose and minerals to give wheyproteinproductsof15to40percentproteinondrymatterbasis.thematerialthatremainsafter lactose has been crystallized and separated from concentrated whey is known asdelactosedwheypowder,whichcontainsabout25percentprotein.delactosedwheypowderhas a high mineral concentration (up to 25 percent). Whey powder when subjected toelectrodialysis results in demineralized whey powder. Whey powder production consistsof three main operations: evaporation, crystallization, and drying. during evaporationwhey isconcentrated to42 to60percent totalsolids.Lactosecrystallization isnecessaryprior to drying of whey because lactose is amorphous and sticky in nature.this causesproblemsduringdrying.Hence, lactose isconverted intocrystalline /-hydrate form.Whendried conventionally without lactose crystallization, whey concentrates yield powder thatareveryhygroscopicandthemanufacturerrunstheriskofthepowdercakingonstorage,
114 Dairy Products Technology
or even in the drier. in addition, the efficiency of the drying is reduced, since it is notpossible to concentrate whey to solids content greater than 42 to 45 percent total solidsfor a non-crystalline product.the advantage of lactose crystallization lies both in energysavings and in improvedpowder properties.
Drying of whey
Wheycanbe transformed intopowderbyusingdifferentdrying techniques,with thefinalproductqualitydependingonapplied technology.rollerdryingordrumdryingofwhey issimpleandmuchlessexpensivetechniquethanothermethods.Butitsharshheattreatmenteffects reduce the quality of whey powders. Also, whey powder obtained by the rollerdryingmethod isveryhygroscopicsincemostof the lactose is inamorphous form. ithasadarkcolourcausedby theMaillardbrowningreactionsdue to reactionbetweenproteinsand lactose.Hence,spraydrying isextensivelyusedeither insinglestage, two-stageandeven three-stage drying for the production of whey powders. the moisture content ofwheypowderrangesbetween3.5to5percent.characteristicsessentialtopowderqualityarepowderhygroscopicityandcaking tendency.since100percent lactosecrystallizationcannotbeachieved, the target inwheypowderproduction is togain the largestpossibleportion of lactose in crystalline form, suchas90 to 95percent /-lactosemonohydrate.
in single-stage drying, the product is dried to its final moisture content in the spray-drying chamber alone. Usually liquid whey is concentrated by evaporating moisture init to achieve total solids content of about 45 to 60 percent. the concentrated whey ispumped into thespraydryingchamber throughacentrifugal (rotating)atomizer.the inletair temperature varies from150 to200°cwhile theoutlet air temperature is about 85°c.Asageneralrule,outletairtemperatureshouldbeaslowaspossible,buthighenoughtoprevent thepowder fromstickingand leavingadeposit (fouling) in thesprayingchamber.Air,evaporatedmaterials,andpowderfinesaredirected through thesystemofcyclones,wherepowderparticlesareseparated from themixtureofhotairanddriedsolids.Wheypowder thusobtained iscooledwithcoldairandpneumatically transported tosiftingandpackaging equipment. Powder obtained in such a way is very hygroscopic, with a highcaking tendency.
theprincipleoftwo-stagedryingisacombinationofspraydryingasthefirst-stagedryingand fluid bed drying at the second stage. Final drying in the integrated fluid bed dryerensures that the desired residual moisture is achieved. After final drying, the powder iscooled inapneumaticcoolingandconveyingduct.the installationscanbeoperatedwithbothnozzleandcentrifugalatomizers.Bytwo-stagedrying, ithasbeenpossibletoobtaingoodqualitypowdersandincreaseddryingeconomy.thethree-stagedryerinvolvestransfer

Dairy Products Technology 115
of the second drying stage into the base of the spray drying chamber and having thefinaldryingandcoolingconducted in the thirdstage locatedoutside thedryingchamber.it consists of a main drying chamber, static integrated bed chamber and vibro-fluidizedbed chamber. Primary drying of the droplets takes place in the main chamber as theyfall from the atomizer to the base of the chamber.the second drying stage takes placeas drying air is sucked through the powder layer. the moisture content of the powderfallingontheintegratedbedis12to20percentdependinguponthetypeofproduct.thissecond drying stage reduces the moisture content to 8 to 10 percent.the third and lastdrying stage takes place in the vibro-fluidized bed dryer where the moisture contents ofthe powder reduces to 3 to 5 percent.
whey Protein recovery from whey
Whey proteins are recovered from whey either in the form of whey protein concentrates(WPc)orwheyprotein isolates(WPi).WPccontainabout35to80percentondrymatterbasis,whileWPicontainmore than90percentproteinondrymatterbasis.theprincipalmanufacturingprocessesofwheyproteinproductsarebasedonknownbehaviourofwheycomponents under defined conditions. Properties that have been exploited commerciallyincludemolecularsizedifferences(ultrafiltration,gelfiltration),insolubilityofproteinathightemperature, charge characteristics (demineralization, protein removal by ion exchange),aggregationbypolyphosphatesandcrystallizationoflactose.capitalcostformostoftheseprocesses arehigh and product yieldsare characteristically low.
Heat Precipitation Process
Whey proteins may be precipitated (and thereby rendered insoluble in water) by heatingwheyatacidornear-neutralpH. inorder toprecipitatewheyproteins,acidwheymustbeheatedtoat least90°candmaintainedat that temperatureforat least10mintoachievemaximumyields.Forsweetwhey,goodyieldscanbeobtainedbyheatingatpHbetween6.0 and 6.5.However, such whey protein contains higher mineral concentrations.Mineralconcentrations can be reduced when the pH is adjusted to 4.6 prior to protein removal.Precipitated proteins are removed by settling, followed by washing and dried. in modernplants, high speed centrifuges such as clarifiers and decanters are used for separationsthat followwashing.theprecipitate thusobtainedisdriedusingvariousdrying techniquesto obtain wheyprotein powders.
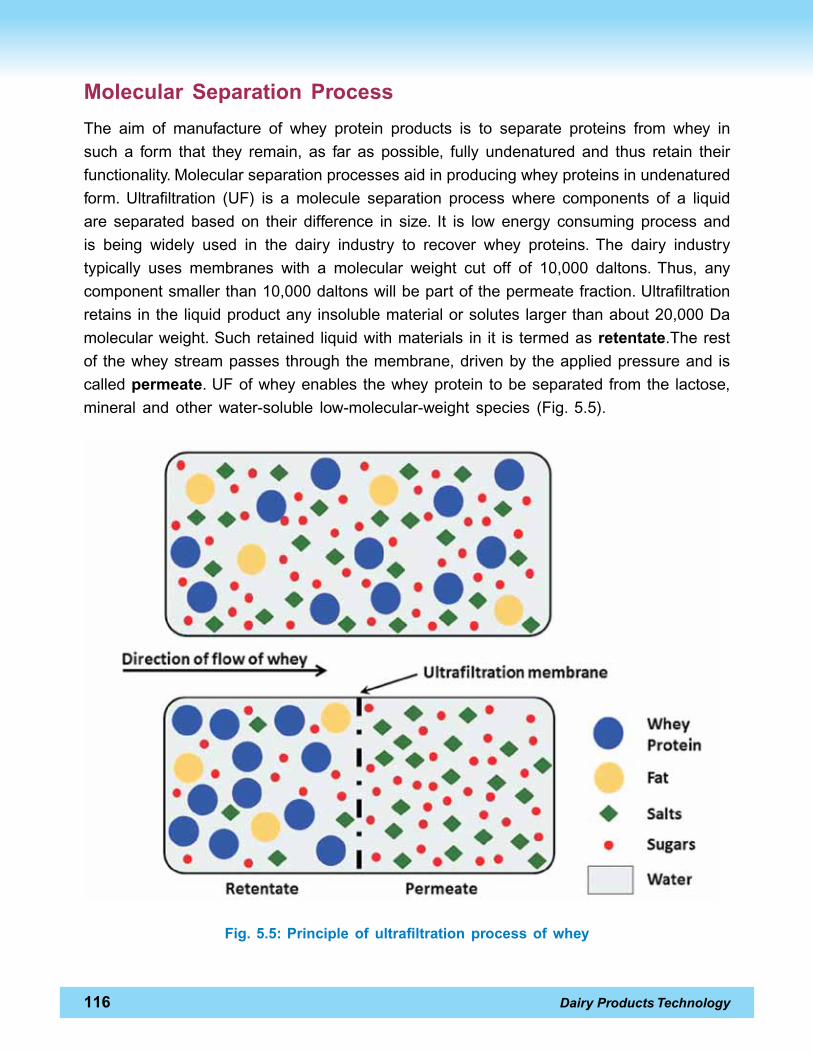
116 Dairy Products Technology
Molecular Separation Process
the aim of manufacture of whey protein products is to separate proteins from whey insuch a form that they remain, as far as possible, fully undenatured and thus retain theirfunctionality.Molecularseparationprocessesaidinproducingwheyproteinsinundenaturedform. Ultrafiltration (UF) is a molecule separation process where components of a liquidare separated based on their difference in size. it is low energy consuming process andis being widely used in the dairy industry to recover whey proteins. the dairy industrytypically uses membranes with a molecular weight cut off of 10,000 daltons. thus, anycomponentsmallerthan10,000daltonswillbepartofthepermeatefraction.Ultrafiltrationretains intheliquidproductanyinsolublematerialorsolutes largerthanabout20,000damolecularweight.suchretained liquidwithmaterials in it is termedasretentate.therestof thewheystreampassesthroughthemembrane,drivenbytheappliedpressureand iscalledpermeate.UFofwheyenables thewheyprotein tobeseparatedfromthe lactose,mineral and other water-soluble low-molecular-weight species (Fig. 5.5).
Fig. 5.5: Principle of ultrafiltration process of whey
Dairy Products Technology 117
UF is a major means of producingWPc throughout the world. With this process, 90 to95 percent of the proteins in the whey are recovered. WPc is commonly characterisedby its protein content on dry basis (e.g.WPc-80 has 80 percent protein on dry basis).in order to achieve higher protein values (up to 90 percent of dry matter), one or morediafiltration steps may follow.the process of addition of water to the retentate is calledas diafiltration. diafiltrationreduces the viscosity and concentration of lactose, ash, andnPn in the retentate.A typical commercial scaleUFplant is shown inFig. 5.6.
Fig. 5.6: a commercial scale ultrafiltration unit.(Courtesy: nDrI, Karnal)
Manufacture of whey Protein Concentrates using uF
oneoftheprerequisitetoUFprocessistominimizefouling(depositionofmineralsespeciallycalcium) of the UF membranes by either sequestering of calcium, demineralization,heatingpluscalciumprecipitationorpHadjustment, replacementofcalciumwithsodium,clarification and filtration. Hence, whey, regardless of type, usually must be filtered or
118 Dairy Products Technology
centrifuged to remove suspended cheese or casein particles and for cheese whey, toremove fat also. Manufacturing process of whey protein concentrate (WPc) involvesseparation for fat and fines from whey followed by pasteurization and cooling to 55°c.Holding of whey at a temperature higher than the UF temperature (60-70°c) causesthe precipitation of calcium phosphate to take place in the balance tank itself. However,there is much less tendency for the precipitation of calcium phosphate in the membranesystem.Whey is then pumped into UF plant, from which WPc is produced (retentate)based on the principle as shown in Fig.5. Also a protein depleted permeate (the streamwhich passes through the semi permeable membrane) is produced.the protein contentof the retentate stream will depend on the volume of permeate removed from the whey.dueto theUFtreatment, the totalsolidsconcentration in theretentateincreasesup to25percent.Astheproteincontentincreases,thefatcontentincreasesandlactose,moisture,and ash contents decrease.the membranesnot only retain theprotein, but also the fat.ontheotherhand,inthisprocesslactoseandmineralsarelostinthepermeateresultingin their proportional decrease in the remaining solids.With diafiltration, the protein purityof the product improves significantly. the UF retentate, thus obtained is evaporated to25 to 40 percent solids using an evaporator and subjected to spray drying for obtainingWPc powder.the resulting powder may be blended to ensure good product uniformity,and thenbagged.Low-temperatureprocessing isnecessary for themanufactureofWPcbecause of the heat sensitivity of theproduct.
Manufacture of lactose
Lactose is a characteristic carbohydrate of milk and is the only sugar of animal origin. itiswhite,water soluble crystallinepowder in its pure formandmoderately sweet in taste.crystalline lactoseoccurs in two forms: /-hydrateand /-anhydride lactoseoramixtureofboth forms.themost common formof commercial lactose is /-hydrate, very little lactoseis in the form of /-anhydride. Lactose crystallises as /-hydrate from saturated solution attemperature below 93.5°c. the crystals contain one molecule of water per molecule oflactose.the/-anhydridewhichcontainsnocrystallinewaterisformedwhenthecrystallisationtakesplaceattemperaturehigherthan93.5°c.thecrystallisationoflactosefromsaturatedsolutionisthe/-formwhichis lesssoluble.Lactosecanbemanufacturedbothfromsweetwheyandacidwhey.generally,unfermentedwheyispreferredbecauseofitshighlactoseand low ash content. Acid whey if neutralised, changes the whey characteristics andincreases the cost of manufacture. Lactose can be isolated on a commercial scale fromwhole wheyor fromdeproteinized whey.
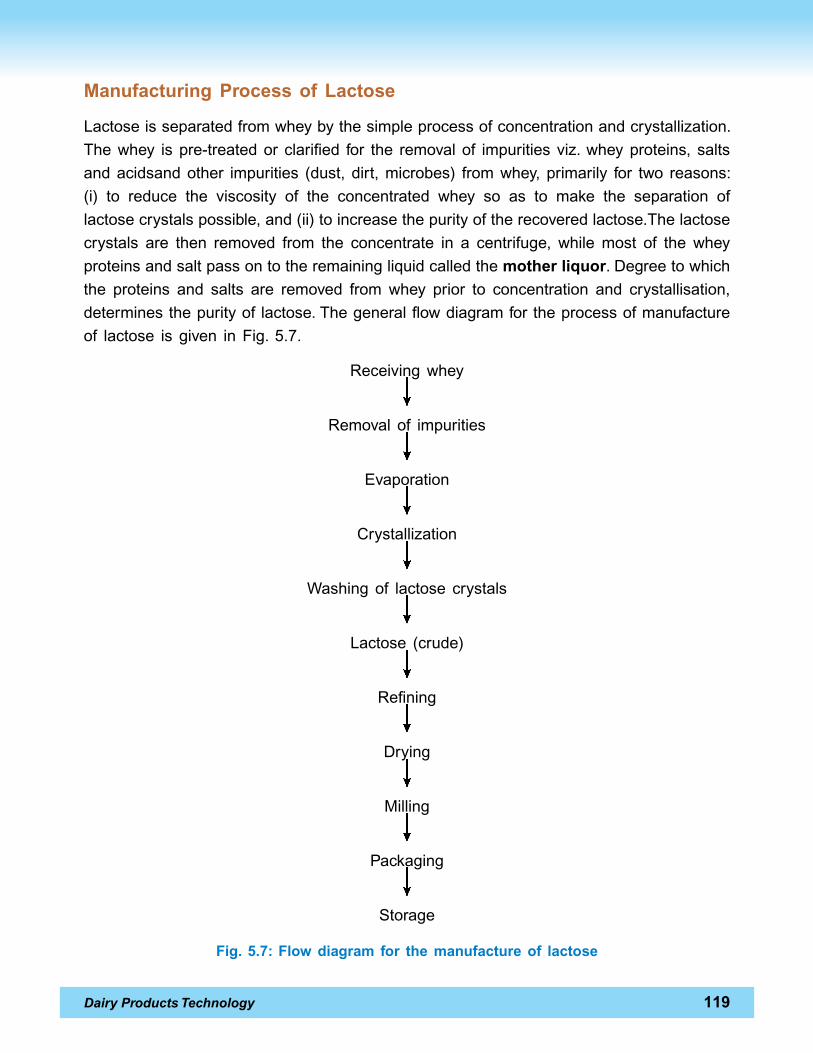
Dairy Products Technology 119
Manufacturing Process of lactose
Lactoseisseparatedfromwheybythesimpleprocessofconcentrationandcrystallization.thewhey ispre-treatedor clarified for the removalof impuritiesviz.wheyproteins, saltsandacidsandother impurities (dust, dirt,microbes) fromwhey,primarily for two reasons:(i) to reduce the viscosity of the concentrated whey so as to make the separation oflactosecrystalspossible,and(ii)toincreasethepurityoftherecoveredlactose.thelactosecrystals are then removed from the concentrate in a centrifuge, while most of the wheyproteinsandsaltpassontotheremainingliquidcalledthemother liquor.degreetowhichthe proteins and salts are removed from whey prior to concentration and crystallisation,determinesthepurityof lactose.thegeneralflowdiagramfortheprocessofmanufactureof lactose is given inFig. 5.7.
receivingwhey
removal of impurities
evaporation
crystallization
Washingof lactose crystals
Lactose (crude)
refining
drying
Milling
Packaging
storage
Fig. 5.7: Flow diagram for the manufacture of lactose
120 Dairy Products Technology
removalofmaximumamountofproteinsandmineralsfromcheesewheycanbeachievedbyadjustingpHofwheyto4.8andheatingitto85to87°candfollowedbyfiltrationwhileincaseofpaneerwheyhigherdeproteinizationcouldonlybeobtainedbyheatingto90to92°cfor10minatpH6.6.UFprocesshasalsosuccessfullybeenapplied industrially forthedeproteinisationofwhey.theUFpermeate, particularly theacidwheypermeatehasaveryhighcalciumcontent.duringlactosecrystallisation,theinsolublecalciumsaltsmaycontaminate the lactose crystals, and because of their low solubility, they are not readilyremoved by washing with water.therefore, UF permeate must be pre-treated prior to orduring evaporation. removal of approximately 50 percent calcium is sufficient to avoiddifficulties during evaporation.
the concentration of whey to particular total solids is very critical because, a high totalsolidsconcentratewill be tooviscous topump,whilea lower total solidsconcentratewillresult in insufficient lactose crystallisation. the UF permeate is concentrated to a solidcontent of 60 percent or more. this is performed either by a pre-concentration throughreverseosmosis,followedbyevaporationormerelybyevaporation.reverseosmosis,whenemployedasapre-concentrationstep,hasthepotentialforremovingamajorportionofthewater from whey or permeate more economically and in more energy efficient way thanthe evaporator process. evaporation is carried out in falling film multi-effect evaporatorsfor economic reasons.the concentration processmust be conducted in suchaway thatno lactose crystallisation takes place in evaporator andpiping.
thepurposeofcrystallisationistosecuretheformationofcrystalsthatcanbeseparatedfrom the mother liquor. the crystallisation rate depends on available crystal surface forgrowth,purityofthesolution,degreeofsupersaturation,temperature,viscosityandagitation.crystallisation is initiated in the hot concentrated whey or UF permeate.the nucleationprocessisinitiatedbyseedingandagitatingthesupersaturatedsolution.coolingoflactosesyrup to a temperature below saturation temperature is necessary for crystallisation oflactose. during crystallisation, ß-lactose is converted into /-lactose which is crystallisedout. For easy recovery of lactose crystals, their size must be sufficiently large to ensurequicksettlingofcrystals.easy recovery isobtainedwithanaveragesizeof0.2mm.thenumber of crystals and their average size can be controlled by seeding the concentratewith a known number of very fine lactose crystals.the seed crystals must be added inthe form of fine particles of /-lactose monohydrate (200 mesh) at the rate of 0.1% ofconcentrate.theentirecrystallisationprocess lastsbetween15-24hunderconstantslowagitation.
the lactose crystals can be harvested either in a basket centrifuge batch-wise or in acontinuous decanter attached with a screw conveyor. Wash water is introduced into thecentrifugeduringtheseparationoflactosecrystalstoassistintheremovaloftheremaining
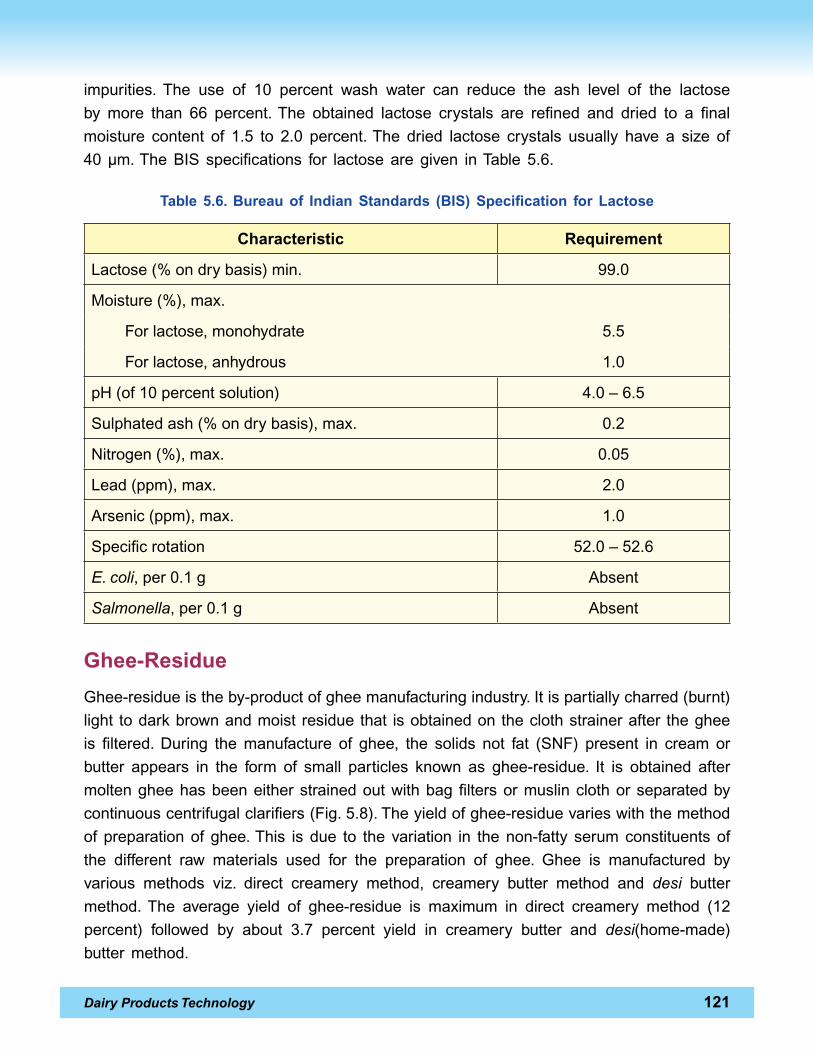
Dairy Products Technology 121
impurities. the use of 10 percent wash water can reduce the ash level of the lactoseby more than 66 percent.the obtained lactose crystals are refined and dried to a finalmoisture content of 1.5 to 2.0 percent.the dried lactose crystals usually have a size of40 µm.theBis specifications for lactosearegiven intable5.6.
Table 5.6. Bureau of Indian Standards (BIS) Specification for lactose
Characteristic requirement
Lactose(%ondrybasis)min. 99.0
Moisture(%),max.
Forlactose,monohydrate 5.5
Forlactose,anhydrous 1.0
pH(of10percentsolution) 4.0–6.5
sulphatedash(%ondrybasis),max. 0.2
nitrogen(%),max. 0.05
Lead(ppm),max. 2.0
Arsenic(ppm),max. 1.0
specificrotation 52.0–52.6
E. coli,per0.1g Absent
Salmonella,per0.1g Absent
ghee-residue
ghee-residueistheby-productofgheemanufacturingindustry.itispartiallycharred(burnt)light todarkbrownandmoist residuethat isobtainedontheclothstrainerafter thegheeis filtered. during the manufacture of ghee, the solids not fat (snF) present in cream orbutter appears in the form of small particles known as ghee-residue. it is obtained aftermoltengheehasbeeneitherstrainedoutwithbagfiltersormuslinclothorseparatedbycontinuouscentrifugalclarifiers(Fig.5.8).theyieldofghee-residuevarieswiththemethodofpreparationofghee.this isdue to thevariation in thenon-fatty serumconstituentsofthe different raw materials used for the preparation of ghee. ghee is manufactured byvarious methods viz. direct creamery method, creamery butter method and desi buttermethod. the average yield of ghee-residue is maximum in direct creamery method (12percent) followed by about 3.7 percent yield in creamery butter and desi(home-made)butter method.
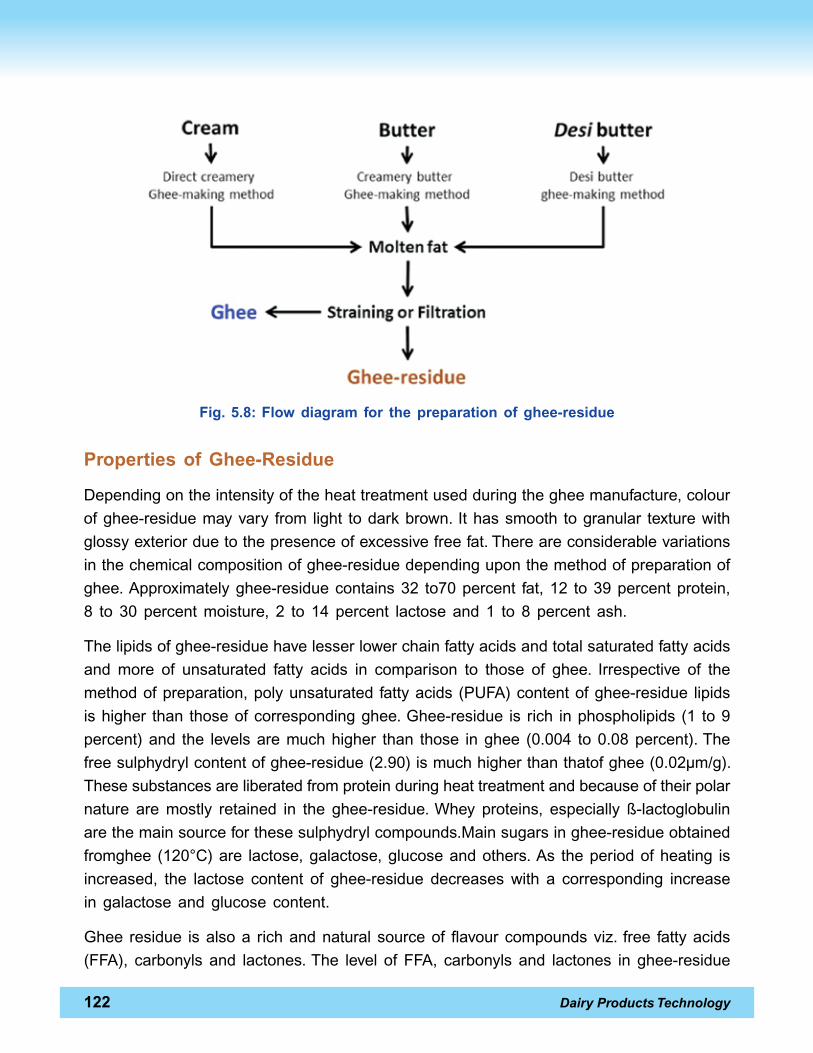
122 Dairy Products Technology
Properties of ghee-residue
dependingontheintensityoftheheattreatmentusedduringthegheemanufacture,colourofghee-residuemayvary from light todarkbrown. ithassmooth togranular texturewithglossyexteriorduetothepresenceofexcessivefreefat.thereareconsiderablevariationsinthechemicalcompositionofghee-residuedependinguponthemethodofpreparationofghee.Approximatelyghee-residuecontains32 to70percent fat,12 to39percentprotein,8 to 30 percentmoisture, 2 to 14percent lactoseand1 to 8 percent ash.
thelipidsofghee-residuehavelesserlowerchainfattyacidsandtotalsaturatedfattyacidsand more of unsaturated fatty acids in comparison to those of ghee. irrespective of themethodofpreparation,polyunsaturated fattyacids(PUFA)contentofghee-residue lipidsishigher than thoseofcorrespondingghee.ghee-residue is rich inphospholipids (1 to9percent)and the levelsaremuchhigher than those inghee (0.004 to0.08percent).thefreesulphydrylcontentofghee-residue(2.90)ismuchhigherthanthatofghee(0.02µm/g).thesesubstancesareliberatedfromproteinduringheattreatmentandbecauseoftheirpolarnature are mostly retained in the ghee-residue.Whey proteins, especially ß-lactoglobulinarethemainsourceforthesesulphydrylcompounds.Mainsugarsinghee-residueobtainedfromghee (120°c)are lactose,galactose,glucoseandothers.As theperiodofheating isincreased, the lactose content of ghee-residue decreases with a corresponding increasein galactose and glucose content.
ghee residue isalsoa richandnaturalsourceofflavourcompoundsviz. free fattyacids(FFA), carbonyls and lactones.the level of FFA, carbonyls and lactones in ghee-residue
Fig. 5.8: Flow diagram for the preparation of ghee-residue

Dairy Products Technology 123
are 11, 10 and 132 times, respectively those in ghee. ghee-residue is a rich source ofnaturalantioxidants.itisrichinphospholipidsandnitrogenouscompounds,whichcontributetowardsitsantioxidantproperties.otherconstituentsdischargingthesamefunctionincludefree amino acid and reducing substances like free sulphydryls from denatured proteinsand free sugars from lactose.the antioxidant properties of ghee-residue are affected bymethod of preparation.the overall antioxidant properties are due to both lipid and non-lipid constituents. in lipid constituent of ghee-residue, phospholipids show the maximumantioxidant activity followed by /-tocopherol and vitamin A.creamery butter ghee-residuehasthemaximumantioxidantpropertiesfollowedbydesibutteranddirectcreameryghee-residues.
recoveryand Processing of ghee-residue
indairyplants,attemptsaremadetorecoverasmuchgheeaspossiblefromghee-residue.twomethodsof recoveryofghee fromghee-residuearecommonlyadopted: (i)pressuretechniqueand(ii)centrifugalprocess.Pressuretechniqueissimple,efficient,morepractical,economicalandrequiresnoelectricityorsophisticatedequipment.itconsistsofsubjectingthe heated ghee-residue (65-70°c) to a limited pressure in hand screw or hydraulicpress. this method gives a yield of about 45 percent (extraction efficiency of about 67percent). centrifugation processconsists of heating ghee-residue in water (65°c) due towhich fatentrappedwithin the residuematrixmeltsandoozesout,andcanbecollectedas the top layer above soak water. ghee is subsequently recovered by centrifuging thewater-fat phase.themethodyields25percent ghee (46percent efficiency).Alternativelythe released fatat thesurfaceofwater is recoveredbysolidificationbycoolingeitherbyadding ice/cold water or leaving it in a cold store (5-10°c) over night.
ghee-residuehassoftandsmoothbody,butgetsprogressivelyhardenedduringstorage.the change in the textural characteristics is much faster particularly during the first 15days and by the end of a month it becomes hard and gritty. in order to eliminate theundesirable characteristics it is necessary toprocess it soas to yielda soft and smoothtexture essential for edible preparations. Before subjecting the residue to any-treatment,lumps are broken and then pulverized by passing through 40 mesh sieve. A number ofprocessing treatments are possible for ghee-residuesuch as (i) loosely tying residue inthe form of a bundle and cooking in boiling water for 30 min, (ii) cooking the residue inboiling(1percent)sodiumbicarbonatesolutionfor30min,(iii)washingofresiduewith50percent ethyl alcohol followed by cooking in boiling water for 30 minutes (iv) washing ofresiduewith50percentethylalcoholfollowedbyboilinginsodiumbicarbonate(1percent)solution, (v)autoclaving the residues.All the treatmentsmake theprocessedresiduesoftand smooth. it was reported that the changes brought about in the constituents of the
124 Dairy Products Technology
residue remained same. Washing of ghee residue with 50 percentethyl alcohol followedby cooking in baking soda was reported to be the best as far as removal of excess fatfrom the residuewasconcerned.Autoclavingof this residueafter incorporating2percentvinegar lowered the moisture content and improved the texture of the product. Keepingquality of all types of gr clarified at 120°c is 3 months. its shelf life can be furtherextended tomore than 4months bypressing it in cake form.
applications of ghee-residue
ghee-residuecanbeusedinthepreparationofconfections,preparationofcandy,preparationof chocolate, preparation of edible pastes, preparation of burfi-type sweet, preparation ofbakery products and broiler/animal feeds.
activities
the following activities are suggested for better understanding of the dairy byproductsdiscussed in this chapter:
l Visit a dairy plant to know about cream separation and resulting cream andskimmilk
l Visit a cheese making or paneermakingunit to knowmoreabout whey
l Your mothers may be making ghee at home on domestic scale. evaluate thequality of ghee-residueobtained fromsuchmethod.
l Visit a supermarketandfindoutwhat kindofdairyand foodproducts containcaseinor caseinates orwheyprotein concentrates asadditives in them.
review Questions
1. definedairy byproduct.
2. What iswhey?
3. As per the Fssr (2011), what are the specifications of milk fat and snF of skimmilk?
4. What are the important contributors to the viscosity of skimmilk?
5. What is rennet?
6. What is the isoelectric pHof casein?
7. What are the differences between rennet caseinandacid casein?
8. As per the Fssr (2011), what is the minimum percentage of milk protein in non-animal rennet casein and acid caseins?
Dairy Products Technology 125
9. With the help of a neat flowdiagram,describeacid caseinmanufacturingprocess.
10. What is the effect of temperatureof precipitationon thequality of casein?
11. What is the yield of caseinper 100 kgof skimmilk?
12. What are caseinates?
13. With thehelpofaneatflowdiagram,describe themanufacturingprocessofsodiumcaseinate.
14. What are the differences between sodiumand calciumcaseinates?
15. What is the approximate amount ofwheygeneratedduring cheese manufacture?
16. Whichtypeofwheyhaslowesttotalsolidsamongcheddarcheesewhey,acidcaseinwhey and paneer whey?
17. What are the differences between sweetwheyandacidwhey?
18. What is whey powder?
19. Why is lactose crystallization necessary prior to drying during whey powdermanufacture?
20. describe the manufacture method ofwheypowder.
21. What is the protein content ofwheyprotein concentrates?
22. What are the commonly employedmethods to recoverwheyproteins fromwhey?
23. What is principle of ultrafiltration?
24. What isdiafiltration?
25. What are the different formsof lactose?
26. What is mother liquor?
27. describe the process of lactosemanufacturewith thehelp of a neat flowdiagram.
28. What are the specifications of lactoseasperBis?
29. What is ghee-residue?
30. Which method of ghee-making yieldshighest amount of ghee-residue?
31. What are the properties of ghee-residue?
32. describe the processof ghee-residue recovery.
126 Dairy Products Technology
Chapter-6
Sensory Evaluation of Milk and Milk Products
Objectiveto check organoteptic properties ofmilk andmilk products.
IntroductionWhenever we go to market to buy any food item we prefer to purchase it according toour expected quality. For example if we go to buy a loaf of bread, we usually smell,pressorpat it todecide its freshness.Whilebuyingsweetswefirst look their colourandappearanceandsometimestaste itat theshopitself todecide itsdeliciousness.similarlyduring buying green vegetables we also look whether it is lush green and fresh or not.if it is wilted we don’t buy it. if we look closely while deciding the quality of the food inthesecasesweuseanyofourfivesenses that iseithereye, tongue,nose,skinandearor a combination of them. the process of determining the quality of any food by usinganyoracombinationofourfivesenses isknownassensoryevaluation.thereareotherprocesses to judge food products quality like determining its composition in terms of itsfat,protein,carbohydrateandvitamincontent todetermine it’snutritionalquality.similarlymicrobiological quality of any food reveals whether it is free from any disease causingmicroorganismsornot.However, even if a food is highlynutritiousandmicrobiologicallysafe, people will not consume it if it is not taste or sometimes looks good also.this isbecause human being consumes only that type of food which is delicious and providesthem enjoyment while eating. thus the quality of any food that is decided by sensoryevaluationmostlybecomes theprimarydeciding factor for itsacceptability.Amongall theprocessesofdetermining thequalityof foodssensoryevaluation is theoldestbecause itdoes not require anything other than the five senseswhicheveryhumanpossesses.
Definition of Sensory evaluation
sensoryevaluationmaybedefinedasascientificmethodusedtoevoke,measure,analyzeand interpret results of those characteristics of foods perceived through five senses ofsight, smell, taste, touch and hearing.
Dairy Products Technology 127
what is the Importance of Sensory evaluation?
the sensory evaluation is very important in product evaluation on account of followingadvantages:
1. it is relatively simpleanalytical process.
2. employing sensory evaluation techniques quality attributes like colour, appearance,flavour etc are measured in objective (quantifiable) manner. the use of chemicalandmicrobiologicalmethodsforexaminingqualityofmilkandmilkproductsaretimeconsuming, complicated and expensive.
3. itdirectlydeterminestheeatingqualityofmilkproductsthatcannotbedonebyotheranalytical techniques.
4. sensory evaluation helps to ensure that consumers get a defect free product thatprovides themgreat enjoymentwhile eating.
where Sensory evaluation is applied in a Dairy?
in recent years, the competition among the dairy product manufacturing companies hastremendously increased. the companies are making very fast changes in their existingproduct in terms of ingredients, composition, packaging etc. mainly to reduce cost.theyare developing new products to grab larger market share. in these situations, sensoryevaluationplayingamuchgreater role thanearlier.Usuallysensoryevaluation isused inthe following situations.
1. Inspection of raw materials: the main raw material for dairy industry is milk. Anydefectinqualityofmilkrelatedtocolour,appearance,aromaandtastecanbequicklydetected on the reception dock by the senses of smell, taste and sight. this veryimportanttoachievefinalproductofgoodqualityasfrominferiorqualityrawmaterialgoodqualityfinalproductcouldneverbeproduced.theotherrawmaterials thatarerequiredtoproducemilkproductssuchas,sugar,stabilizers,emulsifiers, ingredientsused to impart flavour and colour to foods and other additives are also examinedusing sensory evaluation.
2. new product development or improvement of existing product: According to asurveymorethan90%of thenewproducts launchedinthemarketresult intofailuremainly because of poor sensory attributes and rejection by the consumers. theadoption of appropriate sensory methods during new product development is thusvery important.
128 Dairy Products Technology
3. Cost reduction: cost is an important consideration for selection of the product byconsumers.dairyproductmanufacturesalwaystrytoreducethecostbyeitherusinglow cost ingredients or adopting new production techniques.the use of low cost oralterativeproductiontechnologiesmayadverselyinfluencethesensorycharacteristicsoftheproductandmaynotfindgoodacceptability.Henceafterapplyinganymodificationsensoryevaluationof thefinalproduct isalwaysperformedtoensurethat theeatingquality of the product never gets adversely affected.
4. Quality control: the modern day concept of ‘total Quality Management’ (tQM)involves quality evaluation at all stages of product manufacturing. the changes inproduct quality in terms of colour, flavour and texture during processing is regularlymonitored using sensory evaluation.
5. Selection of packaging material:today’squalityconsciousconsumersprefertobuyproperly packaged processed food. this has resulted into development of varioustypes of packaging materials for food applications. the newer types of packagingmaterials, particularly in forms of flexible films, pouches and laminates are beingdeveloped. the suitability of these films for packaging a particular dairy product inrespect of safe containment of the product, its non reactiveness with the productinsideandcompatibility tostorageconditions isexaminedadoptingsensoryanalysisalong with some chemical andmicrobiologicalmethods.
6. Shelf life studies: dairy products during storage undergo many types of chemicalchanges thatalter thesensoryproperties,suchas taste,colour,flavour, textureandappearance. Application of sensory evaluation not only monitors these changes butalso determine the nature and extent of the defects in dairy product during storagesothatcorrectivemeasurescanbeadopted.Aspertheexistinglaws,itismandatorythemention the‘bestbefore’dateorperiodon the labelofanypackaged.thisdateis determined by using sensory and chemicalmethods together.
Physiology of Sensory evaluation
our perception of the environment, including food, is through specialized sense organs,which houses sensory receptors. the eyes are used for determining appearance andcolour, the nose for the sense of smell, the tongue for taste, skin for touch and the earfor any possible sound effect. stimuli are defined as triggers from the environment thatgeneratesensory impressions.thestudyof thephysiologyandhumanreaction tostimuliis fundamental to sensory evaluation.
Humans possess and utilize five primary senses for perceiving stimuli: sight, hearing,touch,tasteandsmell.otherhumansensesincludetemperaturesensation(heatandcold),pain,hunger, thirst, fatigueandbalance.sensesmaybeseparatedbasedon the typeof
Dairy Products Technology 129
stimuli to which they respond. sight, hearing, touch and temperature are considered tobephysicalsenses in that theyrespondtophysicalstimuli.Bycontrast, thesensationsofsmell,tasteandpainareconsideredtobechemicalsensesinthattherespectivereceptorsites all respond to chemical stimuli.
Chain of Sensory Perception
When we perceive a stimulus (singular of stimuli), our response is a multi-step process.the chain of sensory perception couldbedescribed as follows:
stimulusàsensationà Perception!response
each sense organ responds to a particular range of stimuli and transmits information interms of nerve signals to the brain via the central nervous system. specific sites in thebrain are stimulated by the initial sensory input and the brain interprets the incominginformation into a perception. this perception is then translated into a response by theindividual.
sensory perception may be divided into either an objective or a subjective response. Anobjective response measures the intensity of both the stimulus and the sensation. theobjective response arises from the relationshipandphysiological responseof the centralnervoussystem,whichisaphysicalorchemicalreactionwithinindividuals.Bycontrast,thesubjectiveresponsearisesfromthestatements,eitherverbalorwritten,thattheindividualmakesabout the sensations that he/sheperceives.examplesof subjective responseare‘the dahi too sour’ or‘the lassi is very thick’ etc.
Sequence of observing Sensory Characteristics of Milk and Milk Products
Whenadairyproductisofferedforsensoryevaluationitsappearanceaspectisfirstnoticed.it isperceivedquicklyandnon-evasively.Appearanceoffoodisconsistingofanumberofcharacteristics includingcolour,size,shape,surface texture,clarityetc.thecolourofanyfood iscomposedof fourcharacteristics.theseare,description– theactualnameof thecolour; intensity – the strengthof the colour fromdark to light; brightness– thepurity ofthecolourwhich ranges fromdull tobright;andevenness– thedistributionof thecolour.thesefourfactorscombinetodeterminethecolourofanyfoodproduct.Appearanceisthefirstattributeperceivedby theconsumerandoftenbecomedeciding factor inpurchasingdecisions. After appearance, the ortho-nasal perception of odour or aroma of the foodtakes place. Upon taking the food in the mouth the retro-nasal (in nose) perception ofaromacontinues.Perceptionof foods consistency, texture, andpossibly soundespeciallyfor crispyand crunchy foods arealsoperceived inside themouth.

130 Dairy Products Technology
therearemany terms related to thesmellofany foodproductswhich isemanated fromthevolatilecompoundsofdairyproducts.odouristheorganolepticattributeperceptiblebytheolfactoryorganwhenvolatilesubstancessniffedthroughthenose.Aromaisperceivedby the olfactory organ via the back of the nose when tasting. Fragrance is the odour ofaperfumeorcosmetic.smell sense ismore refined than taste,becausehumans requiremore concentration of stimulus for taste than smell. Another term related to the smellperceptionoffoodisknownasflavour.thoughincommonparlanceitisusedassynonymof smell but scientifically it is the sum total of the sensory impressions perceived whena food is placed in the mouth. Flavour includes the aromatics released from the productinside the mouth, taste sensations (sweet, sour, salty, bitter and umami) released fromthe soluble substances in the mouth, chemical feel factors such as astringency, cooling,metallic, spicy heat etc.
Upon ingestion of a food, the sensors in the mouth detect food texture and consistency.texture is defined as response of the tactile senses to the physical stimuli that resultsfrom contact between some part of the body and the food. components of textureinclude mechanical properties (e.g., hardness, cohesiveness, adhesiveness, densenessandchewinessetc),geometricalproperties (smooth,gritty,grainy,chalkyand lumpy)andmoistureproperties (juicy,oilyorgreasy).thenoiseproducedby the foodproduct,eitherduring the rupture or the mastication of the food also helps to determine the texturalattribute of any food.texture is a complex term and is generated by the structure of thefood product.
Physiology of Taste Perception
the perception of taste also known as gustation is a chemical sense. taste begins onthe tongue and involves the detection of stimuli dissolved in water, oil or saliva by thetongue.theraisedportionsonthetongue,knownaspapillae,arethesitesoftastebuds,the receptorsof taste.Papillaeare locatedprimarilyon thesurfaceof the tongueaswellas in the mucosa of the palate and someareasof the throat. Four typesof papillaearefoundonthehumantongue,filliform,fungiform,foliateandcircumvallate.Filliformpapillaearehighestinnumbersamongthetastebuds.thesepapillaeareevenlydistributedonthefrontal two-thirds of the tongue but contain no taste buds and have a purely mechanicalfunction of holding the food constituents while masticating. the fungiform papillae arelargeandmushroom-likeinappearanceandarehighest innumberatthetipandsidesofthe tongue.Foliatepapillaeare foundon theposteriorone thirdof the tongue,usually infolds on the sides.these are also not well developed in human and have little function.the circumvallate papillae present in the form ofV-shape on the back of the tongue arelargeandeasilyvisible.circumvallatepapillaecontainseveralhundredtastebuds in theirouter grooves.
Dairy Products Technology 131
in order for compounds to be carried to the taste buds and perceived, they must be inaqueous solution (saliva). saliva is a complex solution of water, amino acids, proteins,sugars,organicacidsandsaltsthatimmersethetastereceptors.tastebudcontainstastereceptorcellsandeachtastereceptorcellcontainsapore.thetastemoleculesarebindtothehair-likecilianeartheopeningofthepore.tastereceptorcellsareconnectedwithtastenervesoveragapconnection.When tasteamoleculebinds to thecilia,neurotransmittermolecules are released into the gap to stimulate the primary taste nerves and send thetaste sensation signal onto the brain and tasteperception takesplace.
distribution of taste buds is generally associated with a certain papillae. consequently,response to specific tastes may be felt more intensely in some areas of the tongue ascompared tootherareas.Forexample,sweet tasteat the tip,sour tastealong thesides,saltinessalong thesidesand tip, bitter tasteat thebaseof the tongueandumami tastealong the sides and base of the tongue. However, different tastes are perceived withvarying intensity all over the tongueandnot only in these specificareas.
The Basic Tastes
Abasictasteisoneforwhichspecifictastebudshavebeenidentifiedwhichisresponsiblefor that particular taste sensation.there are fivebasic tastes:
Sweet: sweetness, usually regarded as an enjoyable sensation, is produced by thepresenceofsugarsandafewothersubstanceslikealdehydesandketones,whichcontainacarbonylgroup.othersubstancessuchasleadsalts,aminoacids,proteins,non-nutritivesweeteners(cyclamates,saccharin,acesulfameK,aspartame,etc.)alsotastesweet.tastedetection thresholds for sweet substances are rated relative to sucrose, which has anindex of 1.the average human detection threshold for sucrose is 10 millimoles/liter. Forlactose, themilk sugar it is 30millimoles/liter,with sweetness indexof 0.3.
Sour: sourness is the taste that detects acidity of milk and milk products. this is thesimplesttasteasonlyacids(H+)producesournessandasthe(H+)increasesthesournessincreases.thesournessofsubstancesisratedrelativetodilutehydrochloricacid,whichhasasournessindexof1.themechanismbywhichanimalsdetectsourisstillnotcompletelyunderstood.there isevidence that theprotons thatareabundant insoursubstancescandirectly enter the sour taste cells.this transfer of positive charge into the cell can itselftrigger an electrical response. the most common food group that are naturally sour isfruit, such as lemon, grape, orange, tamarind, and sometimesmelon.
Salty: saltiness is produced primarily by the presence of sodium ions. other ions of thealkalimetalsgroupalsotastesalty,butthefurtherfromsodiumthelesssaltythesensation
132 Dairy Products Technology
is. the saltiness of substances is rated relative to sodium chloride (nacl), which hasan index of 1. Potassium, as potassium chloride (Kcl) is the principal ingredient in saltsubstitutes, and has a saltiness index of 0.6. Many other crystalline water-soluble saltsyield a salty taste, but only sodiumchloride givesapure salty taste.
Bitter: Bitterness is the most sensitive of the tastes, and is chiefly associated with
unpleasant,sharp,ordisagreeablearomas.Bitterness ismainlyassociatedwithalkaloids
suchascaffeine,quinine,strychnineandnicotine.Bitternessisgenerallyperceivedatvery
low concentration and a relationship appears to exist between sweet and bitter as many
sweet substances produce a bitter aftertaste (saccharin). the threshold for stimulation
of bitter taste by quinine is 0.000008 M.the taste thresholds of other bitter substances
are rated relative toquinine,which is thusgivena reference indexof1.Bitterness is the
tastewhichmostpeoplehavedifficultyindetectingandresponselevelvariesgreatlyfrom
individual to individual.
umami: Also known as appetite taste, the words savoury, meaty and brothy has been
used todescribeumami taste.Umami (inJapanesemeans‘goodflavour’or‘good taste’)
can be tasted in cheese, soy sauce, tomatoes, grains and beans. this taste has been
showntobeassociatedwithsubstancesthatcontainglutamate.themostnotableexample
ismono-sodium glutamate (Msg).Msg iswell knownasa flavour enhancer.
Physiology of aroma Perception
theperceptionofaromaalsoknownasolfactionisachemicalsense.Airborneodourants
are sensed by the olfactory system that is positioned in the nasal cavity. the olfactory
receptor area is located in the roof of the nasal cavity and is lined with a layer known
as olfactory epithelium. the surface of the olfactory epithelium is coated by a layer of
mucous.embeddedinthismucousareseveralmillionsmellreceptorscoatedwithfinehair
like substancesknownascilia.the functionof thesecilia is toprovideagreater surface
area for receptors to interact with odourants. When a person sniffs a food sample, the
mix of volatile compounds flows over the receptors in the olfactory region in the nose.
thisactivatestheolfactoryreceptorsspecificallyresponsivetothecompoundspresent.An
arrayof intracellularsignalingeventsis initiated,whicharepropagatedalongtheolfactory
sensory nerve to the brain and interpreted by the brain as aroma or odour. in order for
a compound to be perceived by the olfactory system its molecular weight must be less
than 300da.
Dairy Products Technology 133
Physiology of Vision
Vision is the psychological response to the stimulus generated by the physical nature
of the food being viewed. the human eye is virtually spherical, with muscles providing
mobilityofalmost100°.retina,theinnermostliningoftheeyeandcontainslightsensitive
nerve tissue.duringperception, light iseither reflected fromanobjectorpasses through
an object, then enters the eye and focused by the eye lens onto a depression in the
retina - the fovea.Fovea is located ina2–3mmdiameteryellowpigmentedarea,but the
centralareaof the fovealpit isnon-pigmentedand freeofbloodvessels.Foveacontains
two types of photoreceptor cells, rods and cones. cones are responsible for detecting
colour while rods are responsible for low intensity and/or colourless vision. cones are
exclusivelypackedinthecenterofthefoveawhiletherodsincreaseindensityto20°from
the fovea and then decrease toward the periphery of the eye. rods and cones contain
photosensitive pigments that bleach upon exposure to light. the subsequent electrical
neural impulsegenerated travels to thebrain via theopticnerveand thebrain interprets
the signal and perception of vision takes place. cone vision is trichromatic and contains
threecolour-sensitivepigments, responding tored,greenandblue light.colourblindness
results if the individual lacks any of these pigments, with the most common type being
red/greencolourblindness.colourblindnessafflictsabout8%malesand0.44%females.
ifsensoryevaluationactivities involvecolourevaluation,panelistsshouldbescreened for
colour blindness.
Physiology of Hearing
the sound emitted when certain foods when bitten and chewed is the reflection of the
texture of these foods. sound is perceived through the vibrations conducted through the
air, which subsequently cause the eardrum to vibrate.Via the small bones in the middle
ear, thevibrationsare transmitted tocreatehydraulicmotion in thefluidof thecochlea in
the inner ear.the cochlea is a spiral canal covered in hair cells.When agitated at their
individual harmonic frequency, these hair cells send neural impulses to the brain where
the particular sound is perceived.two noise-producing mechanisms relates to crispiness
andcrunchinessoffood.crunchinessismorerelatedtoalargerproportionoflow-pitched
sounds (frequencies <1.9 kHz), whereas, crispiness is related to a larger proportion of
high-pitched sounds (frequencies > 1.9 kHz). crisp foods break in a single stage while
crunchy foods break in several successive stages of applied pressure.the intensity and
pitch of crispinessand crunchiness canbemeasured in termsof decibels.

134 Dairy Products Technology
Physiology of Touch
inthesenseoftouchthestimuliisthephysicalcontactbetweenthefoodandbodytissue.the receptors involvedare themusclesandnerves infingersormouthand the resultantperception is texture,viscosityorconsistencyof the food. ingeneral, theskinsensesareable toperceive three typesofstimulus:mechanical, thermalandpain.Kinesthesis is thedeeppressuresense - the resultofstimulipressinguponordisplacingconnective tissuewithout injury. it is felt through nerve fibers in muscles, tendons and joints. somesthesisisthetactilesenseorskin-feelcausedbydisplacementofhairsordeformationoftheskinwithoutinjury.epidermis,dermisandsubcutaneoustissuesareresponsibleforsomestheticsensations of touch, pressure, heat, cold, itching and tickling.texture is the response ofthetactilesensestothephysicalstimulithatresultsfromcontactbetweensomepartofthebodyand the food.sensoryassessmentsof texturearemadeon thebasisofsensationsperceivedwhen the foodsample ismanipulated in thefingersand inmouth.Mouthfeel isanother oral tactile attribute which is defined as the mixed experience deriving from thesensations of the skin in the mouthduring ingestion of a food.
requirements of Sensory evaluationscientific sensory evaluation of milk products requires the following four majorcomponents:
1. Sensory evaluation laboratory
A design of sensory evaluation laboratory is shown in Fig. 6.1. A sensory evaluationlaboratory is consists of the following:
Briefing room:sensorypanelmembersarefirstassembledhere.theyareherebriefedabout the objective of the sensory evaluation programme, the score card used and itsuse.this room should be adjoining to testing booths and have facilities for comfortablesitting.
Sample preparation room: Here the foodsamplesaredistributed into theexactservingsizesbefore theyareoffered for sensoryevaluation. it shouldbe locatedadjacent to thetestingareaandproperlyventilated.themaincomponentsthepreparationsroomfordairyproductsare:workingspace,sink,cookingrange,oven,refrigerator,deepfreeze,blender,scoops, knives, trier, balance, dishes, spoons, and cleaningand storage facilities.
Testing booths: thisistheareawherepanelmemberscarryoutactualsensoryevaluationofdairyproducts (Fig.6.2).testingareashallbe locatedseparatelybut in the immediatevicinityofthepreparationarea.thisareaisdividedintosmallboothusuallybetween5-10numbers so that the panel members can independently evaluate theproduct.
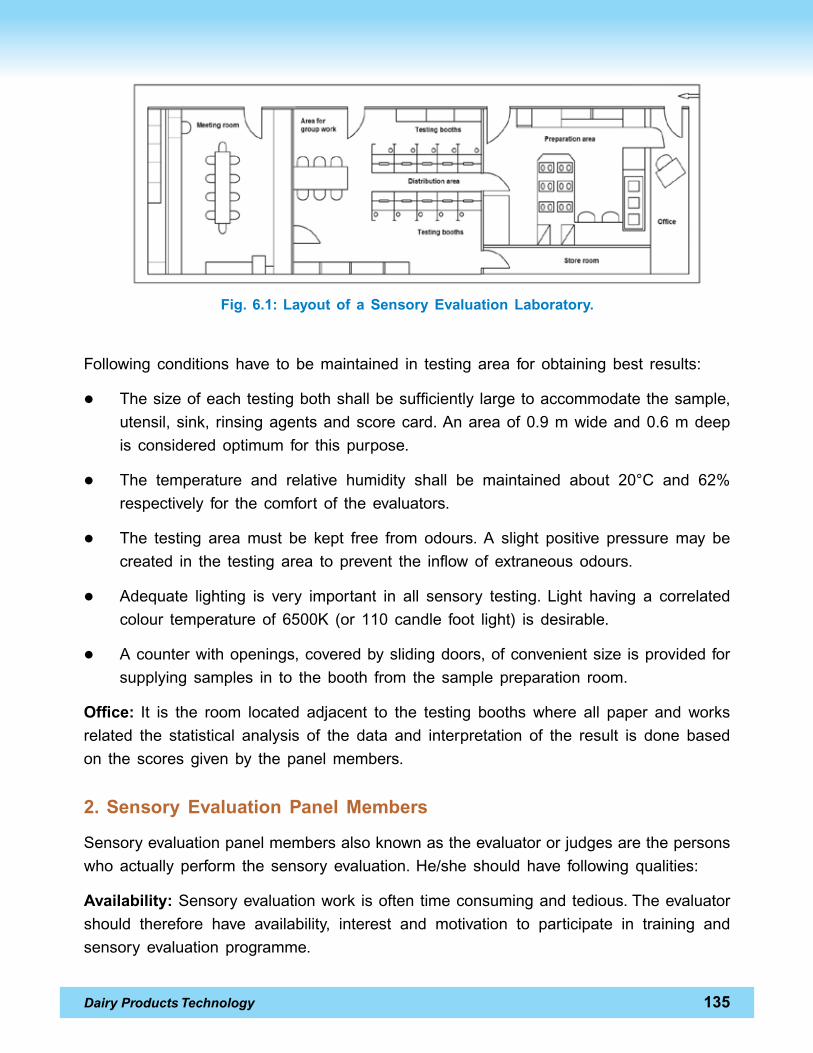
Dairy Products Technology 135
Following conditions have to bemaintained in testingarea for obtaining best results:
l thesizeofeachtestingbothshallbesufficiently largetoaccommodatethesample,utensil, sink, rinsingagentsandscorecard.Anareaof0.9mwideand0.6mdeepis considered optimum for this purpose.
l the temperature and relative humidity shall be maintained about 20°c and 62%respectively for the comfort of theevaluators.
l the testing area must be kept free from odours. A slight positive pressure may becreated in the testing area to prevent the inflowof extraneousodours.
l Adequate lighting is very important in all sensory testing. Light having a correlatedcolour temperatureof 6500K (or 110 candle foot light) is desirable.
l Acounterwithopenings,coveredbyslidingdoors,ofconvenientsize isprovidedforsupplying samples in to the booth from the samplepreparation room.
office: it is the room located adjacent to the testing booths where all paper and worksrelated the statistical analysis of the data and interpretation of the result is done basedon the scores given by the panel members.
2. Sensory evaluation Panel Members
sensoryevaluationpanelmembersalsoknownastheevaluatororjudgesarethepersonswho actually perform the sensory evaluation.He/she shouldhave followingqualities:
availability:sensoryevaluationwork isoftentimeconsumingandtedious.theevaluatorshould therefore have availability, interest and motivation to participate in training andsensory evaluation programme.
Fig. 6.1: layout of a Sensory evaluation laboratory.
136 Dairy Products Technology
attitude towards foods:Personshavingstronglikingordislikingtowardsadairyproductshould not be a sensory evaluator.the assessor should have ability to concentrate andmustbeunbiased.Heshouldhavethebasicknowledgeontheprincipalsensorialattributesof milk products.
Health: theevaluatorshouldbeingoodhealth.thesensitivityoftheevaluatorinrespectofsenseofsmellandtasteshouldbenormal.He/sheshouldnotbesufferingfromanosmia(lossof smellingability) and ageusia (lossof tastingability).
age: evaluators should preferably be in age group of 18-50 years. Person of youngerageareunabletoproperlyinterpretandcommunicatethesensoryresultwhereasatolderage the memorydecreases.
adaptation:continuousexposureofevaluatortoastimulus,particularlyathighconcentrationfor long time lead to decrease in his sensitivity (also called as fatigue). it is thereforedesirable either to give sufficient to time between the sample or rinse mouth with tastesanitizers, suchasbrine solution, fruits andmild acids.
other requirements:smoking,chewingpanandtakingintoxicantsbytheevaluatorshouldhavelapseofat leastanhourbeforethetest.Useofstrongodoriferoussubstancessuch
Fig. 6.2: Sensory evaluation of ghee is in progress in a testing booth
Dairy Products Technology 137
asperfumes, flavours, hair oil shouldbeavoidedby theevaluatoron thedayof sensoryevaluation.
3. Training of the Panel Members
thesensitivityandexperienceofanevaluatorinfluencestheaccuracyofresults.thetrainingof the evaluators is therefore, very essential for efficient conduct of sensory evaluationof milk and milk products. during training the assessors is acquainted with the desirableandundesirableattributesof theproduct, correct terminology, useof score card, scoringtechniqueandsequenceof observations.the sensoryevaluation trainingmust startwitha largegroupofpeoplebutfinallya trainedpanelcomprisingof5-6membersshouldberetained rejecting whoare insensitiveor under performer.
4. Sensory evaluation Score Card
sensory evaluation score card is a prescribed form in which the judges record theirscores.the evaluation card should be simple, brief and easy to follow and all importantsensoryattributesare included in it. itshouldbeclearlyprintedandthemattershouldbearranged in logical sequence. terminologies used shall be clear and understandable. Ascorecardused forsensoryevaluationofmilkprescribedbyBureauof indianstandards(Bis) is presented inFig. 2.
Types of Sensory Panelists
thereare three typesof sensorypanelistswhoare selectedand trainedby the sensoryleader/ coordinator depending on the typeof theproduct.
1. Trained panel: theyshouldbecarefullyselectedandtrained,andneednotbeexpertpanelists.the trained panel should be used to establish the intensity of a sensorycharacteroroverallqualityofafood.Atrainedpanelshouldcompriseofsmallnumberof members varying from 5 to 10 and may be used in all development, processingandstoragestudies.Asmallhighly trainedpanelwillgivemore reliable results thana largeuntrained panel.
2. Semi-trained panel (D & C Panel): this type of panel should be constituted frompersonsnormally familiarwithqualityofmilkanddifferentclassesofdairyproducts.thispanel iscapableofdiscriminatingdifferencesandcommunicating (d&c) theirreactions, though it may not have been formally trained. in a semi trained panelindividual variations can be balanced out by involving greater number of panelists.the panel should normally consist of about 25 to 30members.
138 Dairy Products Technology
3. Consumer Panel: the members of the consumer or untrained panel should beselected at random and ensure due representation to different age, sex, race andincomegroups in thepotential consumerpopulation in themarketarea.Usually80-120 members are sufficient to constitute a consumerpanel.
Different Types of Sensory Methods
sensory tests used for judging milk and milk products could be divided into followingcategories:
1. Difference or Discriminative Testing
difference test is one of the most useful sensory tests. it is generally used for selectionand training of sensory panelists. difference test is designed to discriminate differencebetweentwoormoresamples.Withinthisgeneralclassareavarietyofspecificmethods,viz.,pairedcomparison,duo-trio, triangleandmultiplesample tests.themain featuresofthese tests arediscussed below.
Paired Comparison Test: it is a two products (e.g. A & B) test, and the panelist’s jobis tocompare theseand identifywhether thesamplesaresimilarordifferent. if different,which attribute, such as sweetness, acidity, hardness, colour etc. is responsible for thisdifference. this part of the test is called as directional difference test. the test can befurtherextendedandthepreferencecomponentofthepanelistscanbeincluded.thepairedcomparison test is relativelyeasy toorganizeand implement.the twocodedsamples inorderofAA,BB,AB,BA, (4pairs)areservedsimultaneously,andpanelisthas todecideif there is any difference or not. Paired comparison is typically used in comparing newand old processing techniques, change of ingredients in a product, preference testing atthe consumer level, etc.
Duo-trio Test: in this testonesample identifiedas the reference (r) is firstgiven to thepanelists for evaluation. subsequently two coded samples, one of which is identical toreference, are presented.the panelist is asked to indicate, which of the two samples isthe same as ‘r’. the test is suitable for products that have relatively intense odour ortastesuchthatsensitivityofevaluator issignificantlyreduced.it isusedforqualitycontroland for selectionof panelists.
Triangle Test: triangletest ismostwellknownandmorefrequentlyusedoutofthethreedifference tests. As its name implies, it is a three product test in which all the samplesare coded and the panelist’s task is to determine which two are similar or which one ismost different from the other two.triangle test is more difficult test because the panelist

Dairy Products Technology 139
must recall the sensory characteristics of two products before evaluating the third andthenmakeadecision. itshould, therefore,preferablybeusedby trainedpanel forqualitycontrol work, and also for further trainingof panelists.
Multiple Sample Test: testinvolvingmorethan3stimuliareclassifiedasmultiplesample
tests. they may have equal (symmetrical) or unequal (asymmetrical) numbers of each
stimulus.Whentheyareappliedastruedifferencetests,thejudgeisrequiredtoseparate
the sample into two groups of like samples.When they are applied as directional tests,
the judge is asked to identify the groups of higher or lower intensity of a given criterion.
difference test designs involving more than three stimuli have only limited use due to
increase in psychological complexity and physiological fatigue, which accompanies an
increase in number of stimuli.
2. Scoring Technique
in this method certain weightage or score is given to each sensory attribute arranged inlogical order on a score card.the weightage is given on the basis of importance of theattribute.Forexample, if flavour is considered tobemost importantandhighest score isallotted to thisattribute.scorecardswherein25 to100 totalpointshavebeenallotted todifferent quality attributes are in use for milk and milk products. scoring method is mostfrequentlyusedbecauseofitsdiversity,simplicityandeaseofstatisticalanalysis.rigoroustraining is not required for panelists as information on defects and scoring guide is alsoprovided on the scorecard.
3. ranking Test
in ranking method two or more samples are provided to the panelists who are askedto arrange them in an ascending or descending order of intensity of a specific attribute,e.g. sweetness, hardness, etc. ranking is often used for screening inferior from superiorsamples in product development. this method is also suited for comparison of marketsamples of different brands and ranking themfirst, second and soon.
4. Hedonic rating Test
Hedonicrelatestothepsychologyofpleasurableandnonpleasantstatesofconsciousness.in hedonic method, psychological states of likeness or dislikeness are measured on aratingscale.theninepointhedonicscaleasgivenintable6.1.hasbeenmostextensivelyused for newproduct development and consumer studies.
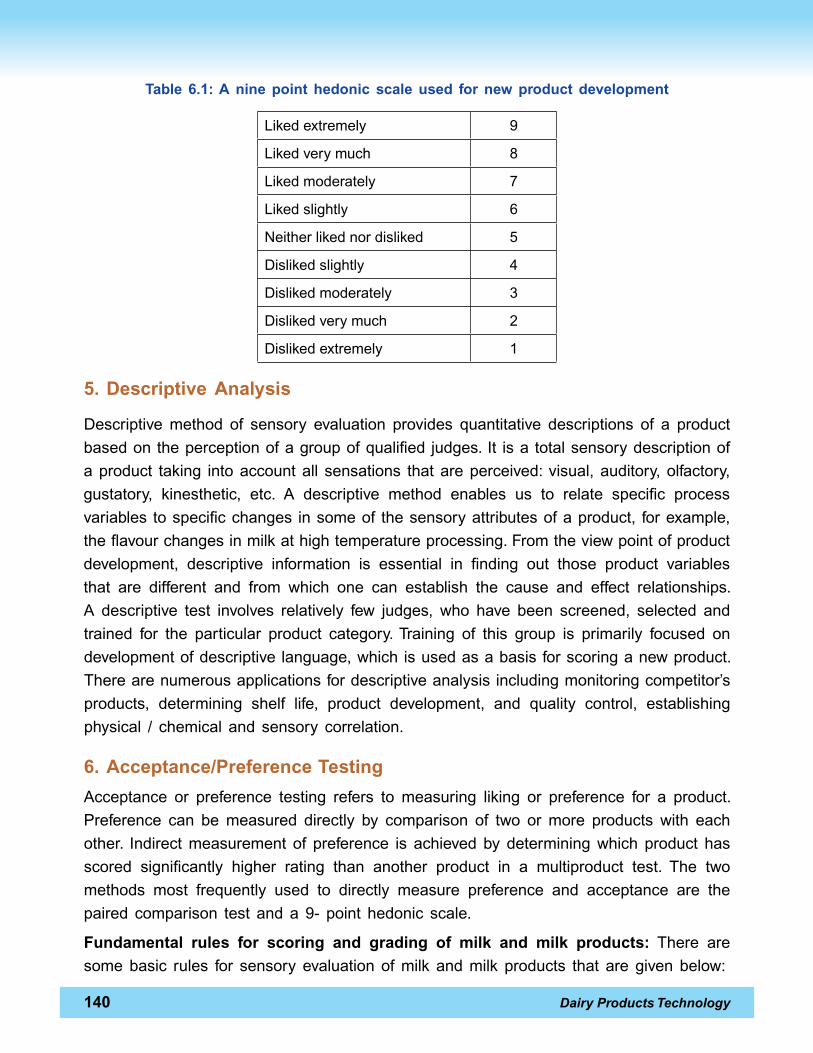
140 Dairy Products Technology
Table 6.1: a nine point hedonic scale used for new product development
Likedextremely 9
Likedverymuch 8
Likedmoderately 7
Likedslightly 6
neitherlikednordisliked 5
dislikedslightly 4
dislikedmoderately 3
dislikedverymuch 2
dislikedextremely 1
5. Descriptive analysis
descriptive method of sensory evaluation provides quantitative descriptions of a productbasedontheperceptionofagroupofqualified judges. it isa totalsensorydescriptionofaproduct taking intoaccountall sensations thatareperceived:visual,auditory,olfactory,gustatory, kinesthetic, etc. A descriptive method enables us to relate specific processvariables tospecificchanges insomeof thesensoryattributesofaproduct, forexample,theflavourchangesinmilkathightemperatureprocessing.Fromtheviewpointofproductdevelopment, descriptive information is essential in finding out those product variablesthat are different and from which one can establish the cause and effect relationships.A descriptive test involves relatively few judges, who have been screened, selected andtrained for the particular product category.training of this group is primarily focused ondevelopmentofdescriptive language,whichisusedasabasisforscoringanewproduct.therearenumerousapplicationsfordescriptiveanalysisincludingmonitoringcompetitor’sproducts, determining shelf life, product development, and quality control, establishingphysical / chemical and sensory correlation.
6. acceptance/Preference Testing
Acceptance or preference testing refers to measuring liking or preference for a product.Preference can be measured directly by comparison of two or more products with eachother. indirect measurement of preference is achieved by determining which product hasscored significantly higher rating than another product in a multiproduct test. the twomethods most frequently used to directly measure preference and acceptance are thepaired comparison test and a9- point hedonic scale.
Fundamental rules for scoring and grading of milk and milk products: there aresome basic rules for sensoryevaluation ofmilk andmilk products that aregivenbelow:
Dairy Products Technology 141
Physical and mental condition for sensory evaluation: the evaluator should bephysicallyandmentally ingoodcondition.sensitivityof theevaluator in respectof senseofsmellandtasteshouldbenormal.itishelpfultorinsethemouthwithplainwaterbeforesensory evaluation. stimulation of saliva flow can be done by chewing mild flavouredchewing gum.
Know the score card and ideal sensory characteristics for each product: theevaluation card should be simple, brief, and easy to follow and all important sensoryattributes included in it. itshouldbeclearlyprintedand themattershouldbearranged inlogical sequence.terminologyused shouldbe clear andunderstandable.
learn important sensory characteristics of each product and range of defect intensities: this implies throughstudyof flavoursanddefectsand relativedesirabilityorundesirability of each items of the assigned numerical values. thus for a given productone must knowwhat to expect.
Have the sample properly tempered: Flavour, body and texture characteristics can bebestdeterminedwhen theproduct isneither toocoldnor toowarm,eachsampleshouldbe tempered to theoptimum for that product.Milk iswarmed to40°candbutter aswellascheeseat15°c. icecream is temperedaround–18 to–15°c. if theproductsampleis too cold, the taste buds may be temporarily anaesthetized, consequently some of thedelicate, moreelusive flavours maynot bepossible to detect.
Sample number and quantity: normally 5-8 samples with average intensity of flavourare consideredoptimum.theamountof eachsample shouldbeabout25-50mlorgm,which is sufficient for one full sip or bite.
observe the aroma immediately after the obtaining the sample: somearomabecomesless intense and disappears when exposed to atmosphere.the best time to test aromaiswhen container is first opened.
Take a large volume for testing: sample should be sufficiently large so that delicateflavours may be detected and yet small enough to permit manipulation of the sample inthe mouth.
Do not consume the product: While performing sensory evaluation avoid eating ordrinkingtheproduct.oncetasted,expectoratethesample.consumingtheproductduringevaluationleadstosatiationofhungerandconcentrationfromthefinersensorialattributesis deviated.
Fix the proper quality idea in mind: the sensory evaluator must know the idealcharacteristics of the product being tested. this could be achieved by working samplesof superior quality.

142 Dairy Products Technology
observe the sequence of flavours: Keepamentalrecordofthefirsttasteorodourswhichare sensed and note whether they change or remains constant. if the flavours graduallydisappear one should note what other is, if any take their place(s). After expectoration,note the relative time lapse before the taste sensation disappears.
rinse the mouth occasionally: themouthshouldbereconditionedorcleansedoccasionallyespeciallyafterhavingevaluatedaparticularlyintenseflavoursample.thiscouldbedoneusing cleanwarmwater orwarmsaline solution knownas test sanitizers.
Practice introspection: introspection isaccomplishedbyclosing themindandeyesandconcentrating thought solely about tasting. Look back and take mental note of varioustastes and smell sensation perceived for each product. Judges should relax briefly afterevaluating each sample since sustained concentration canbe tiring.
Do not be too critical: don’t try tofindobjectionableflavours thatarenotpresent.givethe samplebenefit of doubt and keepanopenmind.
Be honest with yourself: Judge the sample itself. don’t be carried away by name,trademarksorscoreassignedtosimilarproductofsamemanufactureinpast.theevaluatorshould keep a straight face and not try to communicate to others their feelings aboutparticular samplesby facial expressions.onemust believe in his/her own judgment.
Practice and experience are essential to make a good judge: one must practice inordertodeveloptheabilitytotaste,smellanddistinguishthedelicateoftenelusiveflavoursof dairy products.
Sensory evaluation Procedure of Milk and Milk Products
Foreverymilkandmilkproduct there isaspecificscorecardandscientific technique forsensory evaluation. However the sequence of observation is mostly same for almost alltheproducts.First,forapackagedproductthequalityofthepackageinwhichtheproductis marketed is evaluated. this is followed by observing the appearance characteristicsof theproduct. in thenext step flavourof theproduct is judgedand finally thebodyandtexture isevaluated. inthefollowingsectionthedetailedprocedureforsensoryevaluationof milk is described.
Desirable Sensorial attributes of Milk
Flavour:excellentqualitymilkshouldseempleasantlysweetwithno foretaste, leaveonlya clean, pleasing sensation after the sample has been expectorated or swallowed, withnoaftertaste.theflavourofmilk is impartedbythenaturalcomponentssuchasproteins,

Dairy Products Technology 143
fat, salts, milk sugar (lactose), and possibly small amounts of other milk components.thenatural richnessofmilk is due topresenceofmilk fat andsweetness isdue tomilksugar.
colour: colour of cow milk is yellowish creamy white and buffalo milk is creamy white.the scattering (refraction) of light by the insoluble colloidal minerals, protein, and fatparticles are mainly responsible for the opaqueness and white colour of milk. cow milkcontains more beta-carotene which scatters yellowish light lending to creamy-yellow hueto cowmilk.
evaluation Technique
1. examinethecontainerfortheextentoffullness,cleanlinessandfreedomfromcracksor chips.
2. the container should have attractive appearance, clear and contain the full volumeof milk.
3. should reflect cleanliness, recently fillingandshouldpossesdry, firmandmilk solidfree surface free fromcuts/nicks/pinholes.
4. Warm the sample to 40°c.
5. Fifty ml of sample should be served in clean, odourless glassor plastic bottles.
6. observe the kind, amount and size of the sediment particles that may have settledat the bottom.
7. immediatelyafteropeningthe lidsmell themilkandclosely inspect theundersideofthe closure for presence of cream or foam and examine the top of the milk samplefor its colour, presence of creamplugor partially churned fat globules.
8. gentlyswirlingthecontainercontentsinacircularpatterntomixthesampleproperlyandtakeageneroussip(notlessthan10ml)rollitinthemouthandnotetheflavourand tactual sensation, then expectorate.
9. Aftertastemaybeenhancedbydrawingabreathoffreshairveryslowlythroughthenose.
10. By placing the nose directly over the container immediately after the milk has beenswirledinthecontainerandtakingafull‘whiff’ofair,anyoff-odorthatmaybepresentcan bemore readily noted.
11. Agitation (or swirling) of the milk leaves a thin film of milk on the inner surface ofthe container, which tends to evaporate, thus readily optimizing the opportunity todetect anyodor(s) that maybepresent.
12. indicate the scoresondifferent attributes in theevaluationcard (table6.1).
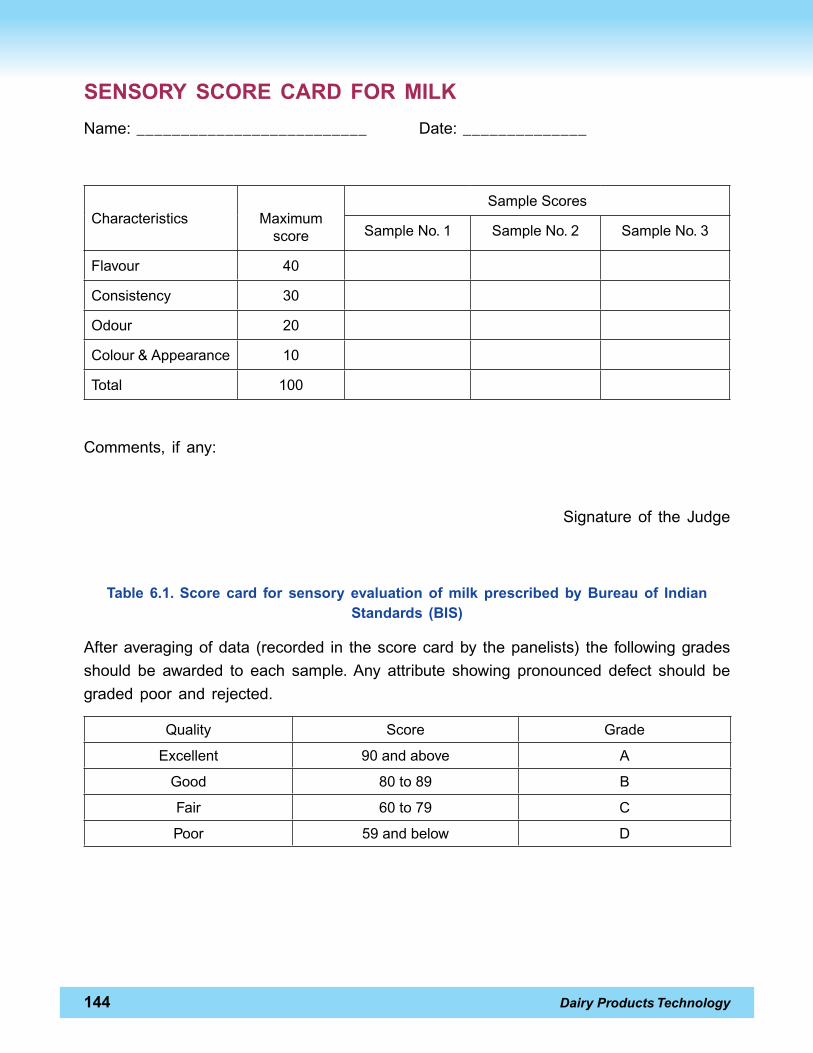
144 Dairy Products Technology
SenSory SCore CarD For MIlK
name: __________________________ date: ______________
characteristics Maximumscore
samplescores
sampleno.1 sampleno.2 sampleno.3
Flavour 40
consistency 30
odour 20
colour&Appearance 10
total 100
comments, if any:
signature of the Judge
Table 6.1. Score card for sensory evaluation of milk prescribed by Bureau of Indian Standards (BIS)
Afteraveragingofdata (recorded in thescorecardby thepanelists) the followinggradesshould be awarded to each sample. Any attribute showing pronounced defect should begraded poor and rejected.
Quality score grade
excellent 90andabove A
good 80to89 B
Fair 60to79 c
Poor 59andbelow d