D4 x npi-1.0
24
S A Srinivasa Moorthy This document gives a brief view of the New Product Introduction process that is followed by global EMS vendors. This primer is for both designers as well as manufacturing engineers who don’t have exposure to formal NPI process. D4X Technologies Private Limited 2B Krishna Sarathy 194-196 Royapettah High Road Mylapore Chennai- 600004 INDIA
-
Upload
srinivasa-moorthy-moorthy -
Category
Engineering
-
view
97 -
download
0
Transcript of D4 x npi-1.0

1
S A Srinivasa Moorthy This document gives a brief view of the New Product Introduction process that is followed by global EMS vendors. This primer is for both designers as well as manufacturing engineers who don’t have exposure to formal NPI process.
D 4 X T e c h n o l o g i e s P r i v a t e L i m i t e d 2 B K r i s h n a S a r a t h y 1 9 4 - 1 9 6 R o y a p e t t a h H i g h R o a d M y l a p o r e C h e n n a i - 6 0 0 0 0 4 I N D I A

2
Introduction ....................................................................................................................................................... 3
What is NPI? ...................................................................................................................................................... 3
Bill of Material issues ...................................................................................................................................... 3
Manufacturing issues ...................................................................................................................................... 3
Product Testing Issues .................................................................................................................................... 4
Product Qualification and Certification ..................................................................................................... 4
Elements of New Product Introduction Process ..................................................................................... 4
Component Selection ................................................................................................................................... 10
Guidelines for Custom Made Components: ........................................................................................... 12
Cable Harness Design.................................................................................................................................... 13
PCB layout (DFx) ............................................................................................................................................. 14
PCBA Testing.................................................................................................................................................... 15
Certification and homologation................................................................................................................. 17
Burn-In Testing ............................................................................................................................................... 17
General Description ................................................................................................................................ 18
Burn-In Test stage ................................................................................................................................... 18
Exceptions and Special Situations .................................................................................................... 18
Burn-In Flow Chart ................................................................................................................................. 19
Burn-IN Verification ............................................................................................................................... 20
DUT (Device Under Test) Verification Before Burn-In Testing ............................................. 20
Burn-In Test Setup Verification ......................................................................................................... 20
Burn-In Test Procedure ........................................................................................................................ 20
Event Logging Requirements ............................................................................................................. 20
Non Conformance.................................................................................................................................... 21
System Testing ................................................................................................................................................ 23
Continuous Cost Reduction (Hardware Sustenance) .......................................................................... 24

3
Introduction Product Design and development is an activity jointly performed by both the engineering as well as manufacturing teams. When the time to market pressure was not there product development happen to be a sequential activity and manufacturing team takes over the prototype design that was delivered to them by the design team and converts it into a manufacturable product. However with that luxury gone and with reduced time to market and product life cycle, a product has to be developed concurrently to reach the market at the fastest time. While designers take care of the cost aspect early in their design, cost is not the only element that affects the product performance in the market. When a product is either outsourced to an EMS vendor or their own manufacturing team for manufacturing – both of them subject the design to a process called New Product Introduction (NPI) which is an engineering process which converts the design into a product. In this write up we will see what are the elements of NPI and how the designers can reduce the NPI time working concurrently with manufacturing team to develop a robust product with reduce time to market.
What is NPI? New Product Introduction is basically a set of processes which are unique individual Contract Manufacturers as well as the OEM based on their capability. Typically NPI addresses four broad areas which then have subsections. These are
1. BoM (Bill of Material) Cost of the product and Supply Chain Integration 2. Manufacturing Issues 3. Testing issues 4. Product Qualification and Certification issues
Bill of Material issues Bill of material might look straight forward but has a huge impact on the cost of the product if there is no synergy between the EMS vendors Supply Chain and AVL (Approved Vendor List). BoM can have a big impact as each vendor’s supply chains and costing mechanism depends on
Geography where the manufacturing facility is located – How the components that are not available locale will be shipped to the factory
Local Vendor base – How large and heavy sheet metal and plastic parts will be procured
Product Mix of that location – Composition of the existing AVL and the impact of new product’s BoM
Logistics and warehousing capability – How the finished goods will shipped to the end client location as well as how the inward material will be handled
These issues become very critical at the early stage of the design. If these are not addressed product cost
will be impacted.
Manufacturing issues Manufacturing issues also impact the time to market as well as cost & quality of the product. Some of the issues that don’t get addresses when the design team do the initial designs are
Board assemble related issues
Product assembly related issues
Assembly process related issues
Product packing and handling issues

4
One of the critical factors for the success of a product is how easy and convenient to manufacture a product and especially across the globe without much dependency on the geographic location
Product Testing Issues Other key aspect of success of the new product is how easy and efficient to test and qualify a product. Some of the key aspects of this are
Board testing
System testing
System calibration
Prost production quality and reliability testing
These issues are very crucial for the success of the product in the market and product’s reliability. Poorly tested product can mar the entire reputation of the product and its maker.
Product Qualification and Certification Product certification is a must for a product to be sold globally. With different countries and different regions have different standards based on the domestic needs one size fit all approach will not work. Key issues which need to be addressed are
Safety standards that need to be met
Environmental laws (e.g. RoHS for EU)
Homologation to country specific standards
These issues are crucial for the product to reach global users. In most cases it mandatory for the companies to meet these standards.
Having seen all the 4 major aspect one common thread that runs across these issues is the fact that most of these issues are directly liked to the design of the product and if the designers take care of these issues early in the stage of design product becomes more robust and reaches the market on time.
In the next section we shall slightly in detail about the various aspects of these 4 major issues and what they really mean.
Elements of New Product Introduction Process NPI process is basically a structured way of introducing a new product into the assembly line with in a short span of time within the cost target set. While NPI has been thought to be so far a process carried out by the EMS vendors, integration of the design cycle into the NPI concurrently can reduce the time to market. With active collaboration of Design Service Vendors and EMS vendors this can be successfully achieved. Purpose of this section of the write up targeted towards the NPI teams of design and manufacturing team explaining the advantages of concurrent NPI. To make the reading easy individual elements of a NPI process and it its impact along with the owner has been given in the table.

5
S.NO NPI ELEMENT OWNER
DECRIPTION IMPACT Designer EMS
1. BoM Cost of the product
Since the designer starts the product design ownership of cost of the product remains with the Designer. EMS vendor can influence from his AVL and lead time perspective only
Bill of Material is the single most contributors for the cost of the product. If this is not arrived at in consultation with the EMS vendors cost of product can never be controlled. Also this exercise has to be done early in the game not after the design is frozen
2. Component Selection This particular activity is not only applicable for the electronics components as well as custom parts like sheet metal and plastic parts which are specific to products which needs vendor development as well as local procurement which is crucial aspect for success
Impact of this activity is very substantial
3. Custom Part Design In the overall context of product development Custom Part Design is the responsibility of the Designer. However unless the designers understand the geography and the capability of the vendor who is ultimately going to manufacture, custom part in the design can create problems for the overall development
This essentially means that the designers have to work with the EMS partner early in the design phase to address this issue and ensure correct vendor is selected.
4. Electronic packaging This also an issue which is very similar to Custom part as most of the times electronic packaging are custom built and needs close interaction with the vendor.
Most of the times electronic packing is based on metal and big. This means unless the packaging vendor is not in the close vicinity of the EMS vendor cost of the transport will increase. So electronic packaging has a direct impact on cost based on the location of the vendor.
5. Cable harness Design Systems which have multiple PCBA need dedicated cabling which could be for the signals as well as for power distribution. Cable harness design also has very serious impact on the product assembly, ease of supporting the product in the field and compliance certification of the product. Unless the harness is designed properly compliance to emission and safety standards can a major nightmare.
Cable harness design has impact on the o Compliance Design o Thermal Design o System Assembly and checking o Field support o Safety of the product (like UL etc.)
Location of the cable harness vendor and his/her capability is a very key aspect for the trouble free operation of the product

6
6. PCB layout (DFx) This is one of most important aspect in a product design which decides the success of the product and its cost. Design for X typically consists of Design for Assembly Design for Manufacturing Design for Testing Design for Compliance Design for Reliability Design for Cost Design for Support While these DFx activities are the responsibility of the Designers the inputs have to come from the EMS partner for most of these aspects. Primary reason being these aspects are closely linked to the manufacturing infrastructure of the EMS vendor.
DFx activities are one of the key contributors to the cost of the product.
DFx aspects are very key as these are dependent of the capability of the manufacturing location, the processes followed and the manpower capability to produce.
When the products are meant for regulated industries are manufactured aspects related to Hygiene as well as safety of the equipment when being manufactured
7. Assembled PCB Testing Once the PCB is assembled it has to be tested before this can be used to build the system. Easiest of the lot is a system with a single PCB. However product volume decides what kind of testing that will be used. Some of the key aspects of PCBA testing are; Volume of the Product ( larger the volume testing
should be automated) If the product is low volume dedicated tester for
testing the PCB has to be designed. Especially in the case of Avionics Products testers have to be co designed and validated
When the product has multiple cards most of the system integration needs special hardware as well as software for integrating the tested PCBAs
In a typical product one of the key contributors costing the manufacturing is the testing which takes about 5-7% of the product cost. Apart from just testing product’s reliability, yield in the manufacturing line time of testing a product impact the efficiency of the product to a large extent both before and after manufacturing. Unless proper planning is done during the design phase of the project testing can be a nightmare once the product design is frozen.

7
8. System testing and Checkout
System check is basically final check where the product as a whole is tested inclusive of the packaging and all other intended peripherals. System checkout becomes more critical when multi PCBA systems are assembled. This is true in computing and telecom systems and in Medical & Avionics to some extent. Designers have to plan and device hardware and software for carrying out the system integration and checkout.
Apart from using the dedicated procedure one of the key element which impacts this process is the ability of the assembly and test line engineers/technicians to adapt to the procedure quickly. Primary reason for this is completely tested individual PCBA don’t guarantee a successful integrated product due to involvement of Back planes, cable and harnesses etc. Both the designers and Manufacturing contractors have to be conscious of this fact.
9. System Calibration This process is the one most of the time designers tend to ignore. This could be fatal to the product when the product has analog circuitry which needs calibration for correct measurements. One of the common mistake designers do is the non provision of self calibration mechanism so the system detects the long drift in the component and hence in the circuit and correct any anomaly.
While calibration per say look very simple most of the designs/systems need a complex setup to do the calibration of the system. Invariably these will not be available off the shelf and the designers or the test engineering team of the EMS vendor has to assemble them or design team. Unless this is sorted out at the earliest this can be a major issue
10. OEM Part Selection & Qualification
OEM parts are typically Power Supplies, Motor Control packs, Standard cabinets etc. While designers should offer at least minimum of two alternatives, most of the time designers end up converting an OEM to a custom part. This tendency should be curbed. Second important aspect ensuring the OEM vendor consistently supplies the materials to the required standard. This is more important in the case of Medical/Avionics products where the OEM supplier also has to maintain the history of the parts supplied in case there is a recall of the part. Challenge for the designers is that they have to ensure they evaluate the parts and select them correctly to meet the product specification.
For the EMS vendor challenge become even more as ensuring the product quality throughout the life of the product and the same time cost has to be under control. One way of doing this to ensure multiple vendors are available but this may not be possible in case of specially tooled parts. Second bigger problem is due to their size and cyclic nature of the business the OEM vendors may go out of business or the parts they supply may go out of production which leads to business risk and EMS vendors have to protect themselves against this.

8
11. Certification and homologation
Certification of a product for standards as well as country specific standard requirements (homologation) has to be addressed during the product concept phase itself. Even better will be it should be addressed in the stage of Market Requirements and Market Research phase. With each country driving their own standards especially to meet their region specific environmental requirement it is imperative that unless certification is addressed early in the design getting the product certified after the design is complete is a Herculean task fraught with the risk of delay and cost escalation.
From the EMS vendors this becomes a challenge to ensure the product consistently meet the required standards as well as ever evolving new standards. This particular certification process puts the load on the EMS vendor to technically be equipped with professionally qualified team. Sometime the OEM may not even have the team which originally designed product so this can result in even difficult situation of no knowledge available. So one of the key aspects that EMS vendor has to ensure is that product knowledge is captured and documented.
12. Burn in test Plan This stage of the manufacturing is to ensure that the product in the infant mortality stage are weeded out of the production line to ensure that the product reliability is ensured
This phase of the product is typically decided by the EMS partner with the data colleted over period of time from their experience and also the sensitivity of the components used in the design. This typically varies from 24 Hrs to 72 Hrs depending on the requirement as well as the infrastructure
13. DMR/DHF/MDD Records
DMR/DHF/MDD these are very specific to the Medical industry while DHF & MDD pertain to Design history of the Medical Devices for US and European Union respectively. While DMR (Device Master Record) is the record which needs to be maintained by the EMS vendors for the individual devices that they manufacture.
Challenge for the EMS partner is the IT infrastructure and the Application to support this as part of their MRP/ERP systems.
Facility has to comply FDA’s GMP (Good Manufacturing Practices) as well as CFR Part 11 along with surprise audit by FDA and inspection of the facilities any time.
14. Field Problem Addressing
Field problem addressing is typically a domain controlled by the OEM but in case where the problem is traced to Manufacturing then the EMS vendor has to support. Sometimes this coils back to the design team depending on the design’s robustness.
Most of the time return from the filed will be either early stage failure or failure due to aging. Depending on the SLA (Service Level Agreements) EMS partners prefer to take up the Field return repair or it is carried out by the OEMs themselves.

9
15. Continuous Cost Reduction ( Hardware Sustenance)
With the cost of development going up and component life time coming down, all OEMs have the challenge of extending the life of the existing products in the market. Apart from these issues existing products also face the challenge of nimble footed competitors with better features and low cost product. This constantly puts pressure on the Marketing dept of the OEM to constantly push for reduction in cost to stay competitive in the market.
Cost reduction and obsolescence is an activity which has to happen through out the life of the product. Added to this activity has to be a joint activity needs close cooperation between the Design Team and the manufacturing team. Unless this is achieved sustenance of a product will be a big problem. Added to this most of the times if the product is about 2-3 years old the design team that designed the product may not be available or may be involved in another project and won’t be interested in the sustenance work. One way to alleviate the problem is to ensure the documentation for the product is done properly and updated periodically when the changes are made.

10
Component Selection Work closely with customer, selected EMS partner in arriving at the components. Critical components are decided at the very initial stages of the project. At the same time, Costed BOM is also made which is progressively elaborated as well as reviewed for target BOM cost. Some of the important points while selecting the components are provided below:
Component Selection
Guidelines
Top
Assembly
-
General Guidelines
(RoHS, WEEE, Chemical,
Assembly Packaging Process
requirement, Cost, Location,
Product requirements, etc)
Passive Component Guidelines
(Switches Vs Jumpers, Headers
or No Headers, Adjustable
components, Cabling, capacitors
type, Size of the passive)
Connector Selection Guidelines
(Type of connectors, Lockable
requirements, Robustness,
mating cycles, mating material)
IC Selection Guidelines
(Type of packages, Boundary
scan feature support,
Programmable components and
their testability)
The above flowchart is at very basic level. However, depending on the product specifications, the detailed component selections would be decided on electrical as well as mechanical perspective.
Some of the deciding factors for component selection are listed below:
Functional requirements Environmental requirements De-rating requirements EMS partner Identification Location of EMS partner Get AVL and PVL list from the EMS vendor Get the Not-Recommended-For-Future-Design Components also Cost constraints Lead time constraints End of Life constraints RoHS / WEEE BGA / Non-BGA

11
Technology Constraints Second Source *** Thermal requirements / Safety requirements Material selection Interface requirements Regional constraints
Note: Most EMS partner look for second source. Typically, it is to be mentioned what is the category of the second source. That is, whether it is “exact replacement” or “possible replacement” “exact replacement” shall be identical in all aspects of the data sheets. “possible replacement” shall address the requirements of the part being replaced for that particular product.
Most of the time, there could be a possibility to inherit the components used in different product lines. Although the SCM will insist on restricting to these vendors, proposal of new vendor with strong reasoning is essential to gain marketing advantage, and hence profit

12
Guidelines for Custom Made Components: Most of the time, for the leading edge technology product, there could be a need for going for specialized custom made components to meet the emerging / draft standards, or to have competitive edge over the other vendors. In this cases, ensure that the specification control document is made and approved by the stakeholders. This part specification control document is shared with the supplier and first article is to be inspected and verified against the specifications. In some cases, there could be a need for the safety certification for the customized part.
Cost Target Volume Projection Environmental Specification Operating Specification Safety requirements DFx requirements
Phase Entry Criteria Task Validation &
Verification Criteria
Exit Criteria
Component Selection
Requirements, Standards for compliance, Custom Requirements (Internal Specifications) , Cost
Identify
Components
with
alternatives
Identify the
Mechanical
tooling process
requirements
Identify the PCB
technology and
Layer stack
requirements
Ensure that the
Cost target is
met
Reviewed Architecture, Selection of Critical Components, Product BOM Cost, NRE Cost
Approved by Stake holders

13
Cable Harness Design Phase Entry Criteria Task Validation &
Verification Criteria
Exit Criteria
Harness part list Connectivity need Signal electrical requirements
Identify
connector,
cable/wire that
can be used and
prepare a
preliminary part
list and
connection
details
Reviewed connection details and preliminary part list
Approved by Board Design Engineer
Cable Drawing drafting
Connection details and Harness BOM part list Mechanical interface details (3D drawings, EMN/EMP)
Identify the
harness routing
requirement to
determine the
length
Draft the cable
drawing
Reviewed Cable harness drawing
Approved by Board Design Engineer, Mechanical engineer and Manufacturing engineer
Cable Harness manufacturing jig
Cable harness drawing
Design the Jig /
Nail board for
the harness
cable
Validate Jig, by using it to develop the cable harness
Approved by Manufacturing engineer
Harness tester Cable harness drawing
Design of test jig
to validate cable
harness
Validate the tester by verifying it
Approved by Test lead and Manufacturing engineer

14
PCB layout (DFx) Phase Entry Criteria Task Validation &
Verification Criteria
Exit Criteria
PCB layout (DFx) PCB Layout
approved by
electrical team
Complete gerber
package
including Fab
drawings, Read
me file , Board
outline
dwg ,IPC netlist
, Cad data, NC
drill files etc.
Review the
Gerber against
DFx Checklist
Coordinate
with PCB
fabrication
house and
Assembly
house for
review
Review against
Checklist
Review with
(Assembly
house and PCB
fabrication
house) before
finalization
Mechanical
team approval
for gerber files
Test
Engineering
team approval
for gerber files
DRC error if any
Validated by
Electrical Team
Gerber files with all valid review comments (Internal as well as from assembly house and PCB fabrication house implemented and gerber files uploaded on Version manager

15
PCBA Testing

16
Phase Entry Criteria Task Validation & Verification
Criteria
Exit Criteria
Product Requirements Design document BOM Schematics Gerber/CAD Data BSDL File
Perform DFT review using DFT checklist. Prepare the test Coverage report Prepare SOW for ICT fixture development & BS Test Strategy. Share SOW & Gerber with near shore Fixture vendors to get the ICT fixture Quote. Obtain the Test coverage report and compare with the Internal report and implement recommendations where feasible Review the Quotes & Finalize the vendor. Release PO to fixture vendor. ICT Fixture hardware & software development. Develop Custom libraries and BS test Review the progress of the Fixture development. Port the BS test into the ICT test Environment
Validate the fixture using ICT Fixture buy off check list. During validation if require fine tune Fixture hardware/ Software. Perform yield analysis during LPF/PR. Perform Stability test during PR.
Review Yield report & Stability test reports. If the test results are consistent & stable, sign off for manufacturing test.

17
Certification and homologation Phase Entry Criteria Task Validation &
Verification Criteria
Exit Criteria
Design review Requirements, Standards, Schematics, Layout
Identify design
has taken into
account all
certification
standards
requirement
Adequate
design for
compliance is
addressed in
the design
Reviewed Schematic & Layout
Approved by Compliance Engineer
Pre-compliance testing
Full Working product (HW, SW, Enclosure) with any rework Compliance test plan Identified list of test for pre-compliance
Execute
Identified list of
compliance
tests
Review all test pass with clear margin in atleast two samples
Approved by Compliance Engineer
Compliance testing
Manufacturing ready pilot sample Compliance Test Plan
Full list of tests
as per
Compliance
test plan in
accredited test
lab
Review all test pass with clear margin
Test report for each test approved by Compliance Manager
Certification Test reports Product manuals
Liaison with
certification
agencies for
Compliance
Certification of
the product
Review the compliance test certificate
Acceptable CB Report and other country specific compliance report for the product
Burn-In Testing This procedure is to be used testing individual elements under constant temperature stress, electrical stress, burn-in testing can identify discrete faults that may be harder to perceive at the assembly, module, or system level. Burn-In Testing emphasizes mathematical and statistical models for quantifying the failure process. Burn-Testing is ideal for practicing engineers in the fields of reliability, life testing, and product assurance. The specifications given in this document are generic and shall be used if there is no specific requirement specified in the product test specification. Product test specification/Customer specification has to be followed if given.

18
General Description
Burn-In test does not need special test equipments to do the test. To perform a Burn-In test a burn in chamber (for lower volumes) or burn-in room (for higher volumes) with automated temperature monitor and control system. The temperature should be displayed and visible for hourly recording. The DUT will be kept inside the Burn-In chamber or room with the conditions and time specified in the product test specifications by the designer. Here are some generic requirements for a Burn-In test but not limited
Burn-In temperature (°C) Load for DUT (Rated load -% or Full load) Time duration for Burn-In test Cool down time before Unit level testing or Functional testing Load types (Electronic, Resistive etc) DUT Continuous power ON/ Thermal Cycling (Power ON/OFF periodically)
Burn-In Test stage
It’s depending on the product nature designers will decide the stage at which Burn-in test to be performed. The example scenarios are,
A) Product will be box assembled, tested for unit level test, Burn-in test, cool down unit for 20-30 minutes and re-do the unit test.
B) Product will be box assembled, Burn-in test, cool down unit for 20-30 minutes and re-do the unit test. Method A is done mostly on the sample burn-in test processes and method B is done for 100% burn-in test process to save unit level test time. Read the product test specification documents for details on the Burn-In stage in the process.
Exceptions and Special Situations
Any exceptions while performing the Burn-test and set up shall be shared with customer and documented appropriately in concurrence with Design team.

19
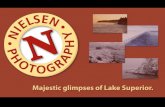
Burn-In Flow Chart
BURN-IN PROCESS
Post-Burn-In FCT
(Proto/Production)
Burn-InPre-Burn-In FCT
(Proto/Production)
Perform
Functional Test
Start
Obtain the Burn-In test
specification from product test
specifications
Set the temperature Burn-in
chamber/room as per the
specification
Set the DUT conditions as per
the specification
Power ON the DUT
Monitor the DUT status every
2 hours and * log the status
After Burn-in completion
Power OFF the DUT
Keep the unit in the room
temperature and let it cool
down for 20~30 minutes
Pass/Fail?
Perform
Functional Test
* DUT
Pass/Fail entire Burn-
in cycle?
Pass/ Fail?
End
F
F
F
Pass
Fail
Pass
Fail
Fail
Pass
Note: 1) Reports to be logged for the process indicated with * 2) “F” indicates the Fail condition during test and decision to be taken as per direction by product engineer.

20
Burn-IN Verification
DUT (Device Under Test) Verification Before Burn-In Testing
Prepare the Burn-In test setup as required for the product test specification Test the EUT (Device Under Test) aesthetic level using Project specific
Inspection Report. Test the EUT (Device Under Test) Functional Level using Project specific
Inspection Report (if applicable)
Burn-In Test Setup Verification
Set the Temperature 50 degree Celsius in temperature controller of Burn-in chamber.
Turn “ON” the Burn-in chamber. Please ensure that all three temperature indicator read 50 +/-2 °C. This
ensures that the required temperature has been attained in all area of the Burn in.
Burn-In Chamber personnel must perform this verification prior to testing the as well as the end of testing and also in intermediate levels. The Burn-in personnel shall record the test results in Burn-in Log register
Ensure that the Burn-in test chamber should have the valid calibration.
Burn-In Test Procedure
The Burn-in test should be conducted before the Final inspection of the DUT (Device Under Test) and before the Post burn-in functional test.
Enter the DUT Serial number and time in Burn-in Log register Verify the Burn-in Chamber temperature should be 50 +/-2 °C for all three
temperature indicator. Configure system with project specific burn-in setup. Turn the unit on/off switches in the “ON” position. Once in two hours ensure the DUT in working condition by referring the front
panel LED conditions If the DUT (Device Under Test) is get failed, enter the status in Log register and
return back for service. After completion of minimum eight hours burn-in, enter the time with respect
to DUT (Device Under Test) in log register and record the pass/fail results. After Burn-In completion, keep the units in the ambient conditions for 20-30
minutes to cool down to room temperature before performing the functional test.
Event Logging Requirements
Logs must be recorded for each and every DUT (Device Under Test) event in burn-in. The logs should contain:

21
The result of the test (Pass or Fail) The DUT (Device Under Test) serial number. The parameter settings used to perform the test (or a reference name/number
for a predefined configuration)
Non Conformance
The following are nonconformance in the Burn in process
Burn in Temperature goes out of Specified Temperature. During the Burn if the DUT got failure. Unit passed pre-burn-in FCT but failed post-burn-in FCT
If any above issues are found, report the issue immediately to respective Product Engineer for appropriate actions.

22
Phase Entry Criteria Task Validation & Verification Criteria
Exit Criteria
Burn-In Test for a Product
DUT with FCT pass
status
DUT with no major
cosmetics issues
Specific burn-in
Burn-In
Temperature
Specific Burn-In test
duration
Availability test
accessories like Load
for DUT
Set the Burn-In
chamber/room
temperature
Place the DUT inside
burn-in
chamber/room and
set the conditions as
specified in test
specification
Connect the load to
the DUT
Power ON the DUT
Monitor for in-
progress failure and
record
Record the final
burn-in status after
complete duration of
burn-in
Power OFF the DUT
and Unload.
Keep DUT in room
temperature to cool
down before
functional test
Identify the DUT which passed burn-In by “Pass tag” ,perform FCT to ensure the Device passed the FCT after burn-in Identify the DUT which failed burn-In by “Fail tag “ send for debug Review with stake holders to finalize the burn-in results
Reliable products (Burn-in/FCT passed) are sorted out. Product failed will be analyzed and necessary corrective action shall be taken improve product reliability and reduce burn-in failures.

23
System Testing PHASE ENTRY CRITERIA TASK VERIFICATION CRITERIA EXIT CRITERIA
System testing
Product
Requirements
Design document
BOM
Schematics
Gerber/CAD Data
Perform DFT
review using
DFT checklist.
Prepare SOW for
ICT fixture
development.
Share SOW &
Gerber with
Fixture vendors
to get the ICT
fixture Quote.
Review the
Quotes &
Finalize the
vendor.
Release PO to
fixture vendor.
ICT Fixture
hardware &
software
development.
Review the progress of the Fixture development.
Validate the fixture using ICT Fixture buy off check list. During validation if require fine tune Fixture hardware/ Software. Perform yield analysis during LPF/PR. Perform Stability test during PR.
Review Yield report & Stability test reports. If the test results are consistent & stable, give sign off for manufacturing test.

24
Continuous Cost Reduction (Hardware Sustenance)
Phase Entry Criteria Task Validation &
Verification Criteria
Exit Criteria
Continuous Cost Reduction ( Hardware Sustenance)
BOM Manufacturer
Manufacturer
part number
Major cost
drivers
Quantity per
board
Forecast
target cost
Analyze the
BOM for cost
reduction
opportunity
Send RFQ
Periodic
negotiation
based on
market trends
Alternate
vendor
development
Re-design vs
Proposed
reduction
analysis
Receive
samples if
applicable
Approve
sample
Receive
quotation
Validate the
price
Negotiate with
vendors
Compute cost
Review cost of the major cost drivers and ensure best minimum pricing. Review with stake holders before finalization.
BOM cost with target price achieved.