Cycle Chem Sat Class

of 45
-
Upload
uday-prakash-sahu -
Category
Documents
-
view
215 -
download
0
Transcript of Cycle Chem Sat Class
-
7/30/2019 Cycle Chem Sat Class
1/45
1
-
7/30/2019 Cycle Chem Sat Class
2/45
2
M
U
CYCLE
CHEMISTRY
-
7/30/2019 Cycle Chem Sat Class
3/45
3
NEED OF CYCLE CHEMISTRY
To save the steam-water circuit from
corrosion i.e., to minimize corrosion
Thereby reducing occurrence of
BTF
Condenser leakage
To save turbine blades from deposition
-
7/30/2019 Cycle Chem Sat Class
4/45
4
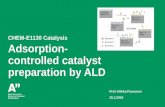
Typical drum water plant cycle showing locations
of impurity ingress, corrosion and deposition
Chemical
feed
Boiler
HP
Turbine
HP Heater
Attemperator
Dearator
LP Heaters
IP Turbine
LP
Turbine
Condenser
M
U
CEP
CPU
-
7/30/2019 Cycle Chem Sat Class
5/45
5
WHAT IS CRUD
Corrosion Residue Under Deposit
Water (in presence of NH3 CO2, D.O.)
under different operating conditions reacts
with Fe, Cu and other metallurgy in the
system continuously leading to the
accumulation of corrosion products knownas CRUD
-
7/30/2019 Cycle Chem Sat Class
6/45
6
The process of corrosion/ errosion accelerates in
presence ofCRUD
However, in the boiler after economiser chances of
corrosion is less due to the protective magnetite layer.The most vulnerable portion is pre-boiler section
because.
Though the system has oxide coating but this coating is
quite porous, which facilitates oxygen attack leading topitting.
HOW CRUD FORMATION IS INEVITABLE:
-
7/30/2019 Cycle Chem Sat Class
7/45
7
CYCLE CHEMISTRY AIMS TO REDUCE
Flow accelerated corrosion to minimum
possible.
To minimise the amount of iron andcopper at eco. Inlet (< 2 ppb).
-
7/30/2019 Cycle Chem Sat Class
8/45
8
Function of CPU
removes dissolved solids from feed water
(sodium, silica, sulphate ,chloride etc.) by
ion-exchange method in an extremely lowlevel
removes suspended solids from feed water(crud of ferric oxide and other impurities) by
filtration
-
7/30/2019 Cycle Chem Sat Class
9/45
9
CPU OUTLET
PRESSURE
EQUALISATIONLINE
INLET LINEFROM CEP
DISCHARGE
MANHOLE
BOTTOM
SCREWRESIN TRANSFER
LINE
CONDENSATE POLISHING
UNIT
BOTTOM PLATE
CONDENSATE POLISHING UNIT
FLOW DIAGRAM OF CPU
-
7/30/2019 Cycle Chem Sat Class
10/45
10
FEED WATER CHEMISTRY
LP Dosing
BOILER WATER CHEMISTRY
HP Dosing
-
7/30/2019 Cycle Chem Sat Class
11/45
11
THERE ARE TWO TYPES OF
FEED WATER TREATMENTUSED AT VSTPS:
-
7/30/2019 Cycle Chem Sat Class
12/45
12
LP DOSING
AVT R - All Volatile Treatment-Reducing
Media
It is classical (AVT) using ammonia and a reducing agent
or oxygen scavenger (such as hydrazine). Thisprovides a reducing environment(ORP N2 +2H2O
else 3N2H4 ----> 4NH3 + N2 (in boiler)
-
7/30/2019 Cycle Chem Sat Class
13/45
13
AVT O- All Volatile Treatment-OxidizingMedia
It is the same as AVTR minus the reducing agent.
This provides an oxidizing environment(ORP>0 MV)
LP DOSING
-
7/30/2019 Cycle Chem Sat Class
14/45
14
THEN WHY WE USE AVTR
In copper based metallurgy the Cu pickup
by ammonia is more in oxidising media
Thus in Stage I -210MW units- AVTR
In Stage II and III-500MW units- AVTO
-
7/30/2019 Cycle Chem Sat Class
15/45
15
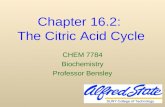
CONCEPT OF PARTITION
COEFFICIENT
Effect of Silica
-
7/30/2019 Cycle Chem Sat Class
16/45
16
100
10-1
10-2
10-3
10-4
10-5
10-6
10-7
226 220 200 180 160 140 120 100 50 40 30
PRESSURE ( BAR)
PARTITION COEFFICIENT AT
DIFFERENT PRESSURES
-
7/30/2019 Cycle Chem Sat Class
17/45
17
SOURCES OF IMPURITIES IN
STEAM
By evaporation from the boiler drum
By entrainment of boiler water droplets in
saturated steam.
As impurity present in feed water used in
desuper heater spray.
-
7/30/2019 Cycle Chem Sat Class
18/45
18
EFFECTS OF SILICA
Silica has high partition coefficient, so it has
tendency to deposit from steam onto turbine.
Silica can deposit on turbine blades specially on
LP turbine, which can lead to significant loss ofoutput.
-
7/30/2019 Cycle Chem Sat Class
19/45
19
THERE ARE TWO TYPES OF
BOILER WATER TREATMENT
USED AT VSTPS:
-
7/30/2019 Cycle Chem Sat Class
20/45
20
HP DOSING
PHOSPHATE TREATMENTcombination of Di-Sodium Phosphate -
Trisodium phosphate is dosed in the drum
system. Phosphate will form a sludge withvarious ions & can be blown out throughCBD.
Na3PO4 + H2O Na2HPO4 + NaOH
Na2HPO4 + H2O NaH2PO4 + NaOH
NaOH +HCl (as impurity) NaCl + H2O
-
7/30/2019 Cycle Chem Sat Class
21/45
21
Phosphate hide-out
NaH2PO4 is sparingly soluble at high temperatures(in fact the salt is closer to Na0.7H2.3PO4 )andtends to hideout leaving free NaOH in the solution
at high LOAD and reappears at low or ZeroLOAD.
Determination of free hydroxyl forms NaOH isnot accurate and there is natural tendency to addmore phosphate to make up that which is nolonger detectedrisk of building dangerous levelsof hidden out phosphate and Na carryover insteam
-
7/30/2019 Cycle Chem Sat Class
22/45
22
HP DOSING
CAUSTIC TREATMENT
Where hide-out occurs or carry over into steam
results into unacceptable level of Na in the steam,
NaOH is temporarily dosed at times when chloride
target cannot be achieved
-
7/30/2019 Cycle Chem Sat Class
23/45
23
CYCLE CHEMISTRY
Stage-I (210 MW) uni ts
AVTR+PHOSPHATE TREATMENT
Stage-I I & I I I (500 MW) units
AVTO+CAUSTIC TREATMENT
St I (210 MW) it
-
7/30/2019 Cycle Chem Sat Class
24/45
24
SPECIFICATION OF 500 MW BOILER WATER:---1. Make Up Water:pH :6.8 7.2
Sp. Conductivity:
-
7/30/2019 Cycle Chem Sat Class
25/45
25
BOILER WATER TREATMENT
3. BOILER FEED WATER:pH : 9.2 9.6
Sp. Conductivity:
-
7/30/2019 Cycle Chem Sat Class
26/45
26
BOILER WATER TREATMENT5. SATURATED STEAM(SS)/SUPER HEATED(MS) WATER:
pH : 9.0 9.2
Sp. Conductivity:
-
7/30/2019 Cycle Chem Sat Class
27/45
27
CHEMICAL CONTROL OF GENERATOR
STATOR WATER COOLING CIRCUITS
GENERATOR STATOR COOLANT ( D.M.WATER)
STATOR WATER PARAMETER TO BEMAINTAINED
- pH = 6.8 + .2 / 8.5 to 9.5 pH
- K < 1.0 s/cm- Copper < 50 ppb
- D.O. < 10 ppb in low D.O. regime
2.0 to 5.0 ppm in high D.O.
re ime
-
7/30/2019 Cycle Chem Sat Class
28/45
28
Gen. O/L
Make-up
DMW
Coolers
MagneticFilters
NaOH
Dosing
IE
Gen. I/L
COND.
Fiters
PRIMARY WATER TREATMENT
-
7/30/2019 Cycle Chem Sat Class
29/45
29
CORROSION OF COPPER
THERE ARE TWO METHODS WHERE THE
COPPER IS BEST PASSIVATED ANDMINIMUM CORROSION IS FOUND.
1. LOW DISSOLVED OXYGEN REGIME.
2. HIGH DISSOLVED OXYGEN REGIME.
-
7/30/2019 Cycle Chem Sat Class
30/45
30
LOW D.O. REGIME
- Limits below 10 ppb
With low D.O. concentration, copper corrosion
is inhibited by a passive film of Cuprous
Oxide(Cu2
O).
-
7/30/2019 Cycle Chem Sat Class
31/45
31
HIGH D.O. REGIME
- Limits 2 to 5 ppm
WITH HIGH D.O. CONCENTRATION,
COPPER CORROSION IS INHIBITED BY A
PASSIVE FILM OF CUPRIC OXIDE (CuO).
CW SYSTEM
-
7/30/2019 Cycle Chem Sat Class
32/45
32
CW SYSTEM
Heat is dissipated from condenser ,by circulation of
cooling water. We are having open recirculation type CWsystem.As the circulating water absorbs heat from the
condenser & dissipates the heat in cooling tower, only the
pure water evaporates leaving the salts behind.Hence over
a period of time the circulating water gets concentrated.This is expressed in terms of COC (Cycle of
Concentration). COC is the ratio of concentration of
reference ion in the system to concentration of reference
ion in raw water.If Concentration of Mg in CW is 100PPM & that in raw in 50 PPM. The COC is 2.Similarly
the COC can be determined by knowing the concentration
of Magnesium, Chloride & SiO2 etc.
-
7/30/2019 Cycle Chem Sat Class
33/45
33
CW SYSTEM
As the COC increases, the concentration of
salts & organic matter increases.This severelyenhances the scaling & bio-foulingtendency.In general the solubility increaseswith increase of temperature.
In case of Calcium Carbonate solubilitydecreases with increase of temperature. & tendto deposit as scales in tubes even at 35 Deg
Dosing of Chlorine as a biocide is done tocontain bio-fouling.However at higher pH itseffectiveness as biocide is reduced. It is max at
pH ~ 7- 8.
-
7/30/2019 Cycle Chem Sat Class
34/45
34
Effluent Treatment Plant
To conserve water & meet the PCB norms on effluent
discharge the effluent treatment plant was brought up at
RSTPS.As our raw water is having high Calcium content, the
coal in this area is also having high Calcium content.Due to
this ash water pH is 11-12. Ash water cannot be used be
directly for further handling of ash because it is already
saturated with Calcium. There is a need for treatment of this ash water.In effluent
treatment plant water from CHP area, Ash pond overflow &
main plant effluent is treated .
Effluent of CHP is led to Coal Slurry settling pond (CSS)where coal particles settle.The clear water is taken to Central
Monitoring bay where main plant drain mixes.This water is
pumped to clarifier I/l where ash water comes by gravity
from ash pond.In the reactive clarifier water gets clarified.
E i t l P t
-
7/30/2019 Cycle Chem Sat Class
35/45
35
Environmental Parameters Stack Emission: As per the latest consent order of APPCB,
the limits are:
SPM: 115 mg/NM3 (earlier 150 mg/NM3 )
SOx & NOx : No limit specified. However chimney height
225 Mtrs is specified for greater dispersion & distribution of
emission.
Ambient air: As per the latest consent order of APPCB, thepresent limits are as per residential area norms instead of
industrial area norms earlier:
SPM: 200 ug/M3 (Earlier 500 ug/M3 )
RPM:100 ug/M3 (Earlier no limit specified).
SOx :80 ug/M3 (Earlier 120 ug/M3 )
NOx: 80 ug/M3 (Earlier 120 ug/M3 )
* Fortnight monitoring in-house is being done for all these
parameters
-
7/30/2019 Cycle Chem Sat Class
36/45
36
CHEMISTRY QUESTIONSQ1. What is the limit of SPM in stack emission in 500 MW unit.
a). 100 mg/Nm3 b). 150 mg/Nm3c)80 mg/Nm3 d)60 mg/ Nm3
Q2. Ammonia is dosed in fed water, this is called
a. HP Dosing b. LP dosing
C. HP-LP bypass dosing d. No dosing
Q3. Boiler water pH recommended for 500 MW unit is
a. 9.0 to 9.2 b. 9.2 to 9.6
C. 8.8 to 9.2 d. 6.8 to 7.2
Q4. Phosphate treatment is a
a. Boiler water treatment b. Feed water treatment
c. Raw water treatment d. none of these
Q5. Main function of CPU is toa. To remove ionic impurities b.To increase ph of water
c. to store water d. none of these
-
7/30/2019 Cycle Chem Sat Class
37/45
37
RECOMMENDATIONS TO IMPROVE FEED
WATER QUALITY
Protection of DM water storage tank from dust and co2contamination.
Inspection of DM storage tanks at regular intervals.
Addition of make up water to condenser in spray form .
Air removal in condenser by air ejectors and vacuum pumps
of adequate capacity.
-
7/30/2019 Cycle Chem Sat Class
38/45
38
Installation of magnetic filters/some other arrangements
to remove oxides from feed water.
Proper control of nh3 dosing in condensate.
Proper preservation of deaer-ator and boiler when laid off.
Restricting drum pressure during start of so that there is
no attemperation with fouled feed water.
Efficient cleaning of boilers and passivation to get prote-
ctive layer of adequate nature.
Efficient on-line monitoring of chemical parameters.
-
7/30/2019 Cycle Chem Sat Class
39/45
39
FOR NORMAL TYPE-A CHEMISTRY
(WHERE THE ORP IS TYPICALLY
LESS THAN -300 MV) THE LEVEL OF
FEED WATER CORROSION
PRODUCTS WILL BE LESS THAN 10
PPB.
BUT UNDER CONDITION OF B AND C
CHEMICAL REGIME, SINCE ORP ISGREATER THAN ZERO THIS
FAVOURS THE GROWTH OF FeOOH .
-
7/30/2019 Cycle Chem Sat Class
40/45
40
.REDUCES THE OVERALL CORROSION
RATE BECAUSE THE DIFFUSION OFOXYGEN TO THE BASE METAL IS
RESTRICTED.
FROM FAC POINT OF VIEW, THIS (FeOOH)
LAYER DISSOLVES MUCH SLOWLY AS
COMPARED TO MAGNETITE LAYER INTO
THE FLOWING FEED WATER, UNDER
IDENTICAL HYDRODYNAMIC CONDITIONTHAT EXISTED WITH TYPE - A
CHEMISTRY.
IT HAS BEEN OBSERVED THAT MOST OF
-
7/30/2019 Cycle Chem Sat Class
41/45
41
IT HAS BEEN OBSERVED THAT MOST OF
THE FAC FAILURES IN FOSSIL FUEL FIRED
PLANTS HAVE OCCURRED WHEN ALL THE
TUBING (BOTH LP AND HP) IS STAINLESS
STEEL, AND THE CHEMISTRY IS TYPE A
(NORMAL AVT WITH HYDRAZINE
PRODUCING ORP
-
7/30/2019 Cycle Chem Sat Class
42/45
42
ANOTHER AREA VULNERABLE TO FAC IS
HEATER DRAIN LINES IN BOTH ALL-
FERROUS AND MIXED-METALLURGY
SYSTEMS. HERE AGAIN THE MECHANISM
INVOLVED IS DISSOLUTION OF THE
SURFACE LAYERS OF MAGNETITE UNDER
REDUCING CONDITIONS. MOST HEATERS
IN PLANT OPERATION ARE VENTED,
WHICH MEANS THAT BOTH pH ANDOXYGEN LEVELS IN THE DRAIN LINES ARE
LOWER THAN IN THE FEED WATER.
THESE CONDITIONS EXACERBATE FAC.
-
7/30/2019 Cycle Chem Sat Class
43/45
43
THE RATE OF METAL LOSS (WEAR RATE) IS
DEPENDENT ON:
FLUID TEMPERATURE,
MASS TRANSFER,
ALLOY COMPOSITION,
OXIDIZING/REDUCING POTENTIAL (ORP,RELATED TO DISSOLVED OXYGEN AND
REDUCING AGENT),
FLUID pH,
COMPONENT GEOMETRY,
UPSTREAM INFLUENCES AND STEAM
QUALITY.
-
7/30/2019 Cycle Chem Sat Class
44/45
44
ALLOY CONTENT IS IMPORTANT
THAT EVEN TRACE AMOUNT OF
CHROMIUM, COPPER, AND MOLYBDENUM
CAN SIGNIFICANTLY REDUCE THE
SOLUBILITY OF THE OXIDE LAYER. MASSTRANSFER IS RELATED TO THE BULK
FLUID VELOCITY AND IS ALMOST LINEARLY
PROPORTIONAL TO THE RATE OF FAC.
THE SOLUBILITY OF THE LAYER IS
INVERSELY PROPORTIONAL TO LOCAL PH
DISTRIBUTION RATIO BETWEEN
-
7/30/2019 Cycle Chem Sat Class
45/45
45
DISTRIBUTION RATIO BETWEEN
STEAM & BOILER WATER AT pH
9.5Drum Pressure Silica in Boiler Water
194 Kg/Cm2 130 ppb176 Kg/Cm2 220 ppb
159 Kg/Cm2 290 ppb
134 Kg/Cm2 500 ppb
117 Kg/Cm2 1000 ppb100 Kg/Cm2 2220 ppb
65 Kg/Cm2 4000 ppb
-- Boiler Drum Pressure is to be maintained so as



![[Chem²ath Contest Chemistry Questions] - Ghent Questions.pdf · [Chem²ath Contest Chemistry Questions] June 20 (Sat), 2015 1. The fuel in the buster rockets of the Space Shuttle](https://static.fdocuments.in/doc/165x107/5b709f767f8b9a73618df834/chemath-contest-chemistry-questions-questionspdf-chemath-contest-chemistry.jpg)