Cutting Risk, Boosting Cash Flow and Developing Marginal...
14
18 Oilfield Review Many questions follow a hydrocarbon dis- covery. How much oil or gas is there; how much is recoverable; how fast can it be recovered; how much capital expenditure is required and what will be the return on investment? Answering these questions invokes a dilemma: Reservoir development may not proceed without assessment, but gaining adequate data for assessment requires some degree of development. Historically, well tests usually lasted less than a week, while time to first oil was mea- sured in years. Development infrastructure built to specifications drawn up using well- test data often took dozens of months to build, install and commission. Yet when fields came onstream, production facilities some- times proved inappropriate because reservoir performance and effluent characteristics dif- fered vastly from what had been predicted. Today, smaller reservoirs and tighter eco- nomic conditions put operators under increasing pressure. Oil companies want to reduce exposure to financial risk by acquir- ing superior data, and need assets to quickly start paying their way. These requirements have changed the conventional order of field developments. Extended well tests (EWT) and early production systems (EPS) may be used to maximize data acquisition while minimizing development costs and generat- ing cash flow. They allow commercial pro- duction and evaluation using dynamic data to be carried out simultaneously. A final development strategy may now be formulated using high-quality, dynamic pro- duction data from EWTs lasting up to 120 days. This reduces development risk and eliminates conservatism in facilities design (see “How Better Data Reduce Risk,” page 21). According to Jon Turnbull, Machar Team Leader, BP Exploration Operating Company Limited, “There can be a world of difference between developing a field on the back of a few days of well flow from a small number of wells, and observing pro- duction over a significant period of time.” Cutting Risk, Boosting Cash Flow and Developing Marginal Fields Increasingly, oil companies are seeking to minimize financial risk and accelerate return on investment. Lacking the confidence to go directly from a two-day well test to full-field development, operators use extended well tests to deliver comprehensive, dynamic data and reduce economic uncertainty. When unwilling to wait for installation of conventional infrastructure, they are using low-cost, reusable production systems to speed up cash flow and cost-effectively bring marginal fields onstream. Terje Baustad Stavanger, Norway Guy Courtin SOEKOR E and P (Pty) Ltd. Cape Town, South Africa Tim Davies Robert Kenison Jon Turnbull BP Exploration Operating Company Limited Aberdeen, Scotland Bob Gray Younes Jalali Jean-Claude Remondet Clamart, France Lars Hjelmsmark Cape Town, South Africa Tony Oldfield Christian Romano Ruben Saier Aberdeen, Scotland Geir Rannestad Statoil Stavanger, Norway For help in preparation of this article, thanks to Randy Hansen, Alistair Oag and Paul Wand, Anadrill, Aberdeen, Scotland; Dave Crowley and John Kozicz, Sedco Forex, Aberdeen, Scotland; Yves de Lavergne and Claude Massa, Schlumberger Wireline & Testing, Mon- trouge, France; Peter Montague, Dowell, Aberdeen, Scot- land; Tom O’Rourke, GeoQuest, Aberdeen, Scotland; Graham Ritchie, Schlumberger Integrated Project Man- agement, Aberdeen, Scotland; Gerald Smith and Bob Tal- bott, Schlumberger Wireline & Testing, Aberdeen, Scot- land; and Kjell Ronaes, Schlumberger Wireline & Testing, Stavanger, Norway. BIGORANGE, Enerjet and MSR (Mud and Silt Remover) are marks of Schlumberger.
Transcript of Cutting Risk, Boosting Cash Flow and Developing Marginal...

18
ay, smaller reservoirs and tighter eco-ic conditions put operators underasing pressure. Oil companies want toe exposure to financial risk by acquir-perior data, and need assets to quickly
paying their way. These requirementschanged the conventional order of fieldlopments. Extended well tests (EWT)arly production systems (EPS) may be
to maximize data acquisition whileizing development costs and generat-
ash flow. They allow commercial pro-on and evaluation using dynamic data carried out simultaneously.nal development strategy may now belated using high-quality, dynamic pro-
on data from EWTs lasting up to 120. This reduces development risk andnates conservatism in facilities design“How Better Data Reduce Risk,” pageAccording to Jon Turnbull, Machar Leader, BP Exploration Operating
Cutting Risk, Boosting Cash Flow and Developing Marginal Fields
minimize financial risk
king the confidence to go
ld development, operators
hensive, dynamic data and
lling to wait for installation
ing low-cost, reusable
and cost-effectively
Terje BaustadStavanger, Norway
Guy CourtinSOEKOR E and P (Pty) Ltd.Cape Town, South Africa
Tim DaviesRobert KenisonJon TurnbullBP Exploration Operating Company LimitedAberdeen, Scotland
Bob GrayYounes JalaliJean-Claude RemondetClamart, France
Lars HjelmsmarkCape Town, South Africa
Tony OldfieldChristian RomanoRuben SaierAberdeen, Scotland
Geir RannestadStatoilStavanger, Norway
For help in preparation of this article, thanks to RandyHansen, Alistair Oag and Paul Wand, Anadrill,Aberdeen, Scotland; Dave Crowley and John Kozicz,Sedco Forex, Aberdeen, Scotland; Yves de Lavergne andClaude Massa, Schlumberger Wireline & Testing, Mon-trouge, France; Peter Montague, Dowell, Aberdeen, Scotland; Tom O’Rourke, GeoQuest, Aberdeen, Scotland;Graham Ritchie, Schlumberger Integrated Project Man-agement, Aberdeen, Scotland; Gerald Smith and Bob Talbott, Schlumberger Wireline & Testing, Aberdeen, Scot-land; and Kjell Ronaes, Schlumberger Wireline & TestingStavanger, Norway.BIGORANGE, Enerjet and MSR (Mud and Silt Remover)are marks of Schlumberger.
Many questions follow a hydrocarbon dis-covery. How much oil or gas is there; howmuch is recoverable; how fast can it berecovered; how much capital expenditure isrequired and what will be the return oninvestment? Answering these questionsinvokes a dilemma: Reservoir developmentmay not proceed without assessment, butgaining adequate data for assessmentrequires some degree of development.
Historically, well tests usually lasted lessthan a week, while time to first oil was mea-sured in years. Development infrastructurebuilt to specifications drawn up using well-test data often took dozens of months tobuild, install and commission. Yet when fieldscame onstream, production facilities some-times proved inappropriate because reservoirperformance and effluent characteristics dif-fered vastly from what had been predicted.
Todnomincrereducing sustart have deveand eusedminiming cductito be
A fiformuductidayselimi(see 21). Team
Increasingly, oil companies are seeking to
and accelerate return on investment. Lac
directly from a two-day well test to full-fie
use extended well tests to deliver compre
reduce economic uncertainty. When unwi
of conventional infrastructure, they are us
production systems to speed up cash flow
bring marginal fields onstream.
-
Oilfield Review
Company Limited, “There can be a world ofdifference between developing a field onthe back of a few days of well flow from asmall number of wells, and observing pro-duction over a significant period of time.”
-
,

Winter 1996 19
Then, even before any full-scale facilitiesare installed, an EPS may rapidly producetens of millions of barrels of oil, cutting timeto first oil to months or even weeks. In somecases, a marginal field may be developedfor its entire life using low-cost facilitiesbased on modular and reusable equipment.
At their simplest, EWTs use standard, gener-ally available well-test equipment upgradedfor more rigorous safety and increased efflu-ent treatment requirements. Well-testing tech-nology has seen significant advances over thepast 10 years, including high-technologydrillstem test (DST) strings, environmentallyclean burners to flare gas, and highly accu-rate, stable gauges. Perhaps one of thestrongest incentives for these improvementshas been the need to test high-pressure, high-temperature zones.1 For these critical wells,only equipment of the highest integrity maybe used, and techniques like risk assessmentand quality management have becomeincreasingly necessary.
If the well is not already completed, thefirst stage of an EWT must in effect completethe well. A packer is set to isolate the pro-ducing formation from wellbore fluid hydro-static pressure. Downhole gauges measurepressure changes and a subsurface valve isused to shut in or flow the well. Rather thana production Christmas tree, EWTs fre-quently use DST well-control equipment.
On surface, produced fluids are separated,treated and sampled, and stabilized oil isexported. Typically flowing for 30 to 120days at rates of up to 30,000 BOPD[4770 m3/d]—high compared to the 5000 to10,000 BOPD [800 to 1600 m3/d] achievedin a typical DST—some 10% of the con-tacted reservoir volume may be produced.Sale of produced oil will often cover EWToperating costs.
1. MacAndrew R, Parry N, Prieur J-M, Wiggelman J, Dig-gins E, Guicheney P, Cameron D and Stewart A:“Drilling and Testing Hot, High-Pressure Wells,” Oil-field Review 5, no. 2/3 (April/July 1993): 15-32.

20 Oilfield Review
Higher flow rates and longer productionperiods allow the reservoir pressure sink tobe reached earlier and make boundariesmore likely to be seen than with a shortDST. To handle these higher rates, EWT pro-cess equipment must be more efficient thanthe production hardware used in standardtests to allow not only phase separation andmeasurement, but also the export of oil withcommercial characteristics.
In many cases, testing and early produc-tion projects require equipment that hasmore stringent specifications than typicalwell-testing process and control hardware.At the heart of such projects is the need fora flexible, economical way of evaluatingreservoir potential. Schlumberger Wireline& Testing employs standardized modulesand components to deliver this flexibility,allowing rapid mobilization of EWT and EPSequipment as well as fast-track developmentof marginal fields (left).
Predesign and advance engineering accel-erate delivery of equipment that traditionallyhas long lead times—sometimes more than ayear. Additionally, to allow rapid response toemergencies or projects with short leadtimes, standard and reusable components arekept in stock. Standardization also reducesmaintenance costs and improves reliability.After initial installation, capacity and processcapability may be easily modified to fitchanging reservoir requirements.
Although components may be standard-ized, the way they fit together cannot be stan-dard. For each well or reservoir, process engi-neers look at fluid composition andproduction criteria, and feed this informationinto a simulator to optimize setup and meetspecific gas, water, power generation, loadingand export requirements.2 After decommis-sioning, separators, heaters and pumps canbe reconfigured to service another reservoir.
To illustrate the scope of EWT, EPS andmarginal field development techniques, thisarticle looks at three case studies selectedfrom more than 40 projects undertaken bySchlumberger Oilfield Services productlines since the 1970s. In each case, produc-tion systems technology has been deployedto deliver superior data, early oil, or both,thus reducing financial risk and deliveringrapid cash flow to oil companies. Althoughthese techniques are equally appropriate foronshore or offshore fields, the examples dis-cussed here are all offshore projects, wherehigher risk promotes greater teamwork andcooperation overall.
Full plant20,000 to70,000 BOPD
Half plant10,000 to35,000 BOPDeach
Two-third plant15,000 to40,000 BOPD
Production Systems Modular Concept
Production Systems Generic Package
Black Oil Liquid Capacity:Oil:
Water:Gas:
Condensate Liquid Capacity:Oil:
Water:Gas:
Equipment: Maximum 30 tons per skidFirst and second stage identical 72 in. by 20 in.
720 psi working pressureThird stage 96 in. by 25 in.
150 psi working pressurePumping Series or parallel options
Options: Water treatment (cyclone or flotation)Gas compression (sized for specific project)Power generation
Minimum 20,000 B/D Minimum 120,000 B/D
0 to 15,000 B/D50 to 150 MMscf/D at 600 psi
Maximum 70,000 B/DMaximum 70,000 B/D
0 to 30,000 B/D6 to 40 MMscf/D at 150 psi
■■Building blocks of Schlumberger Wireline & Testing standardized process plant. Twin,three-stage separator trains may be run in different configurations. Each train is capableof handling up to 35,000 BOPD [5565 m3/d], depending on effluent characteristics. Identi-cal first and second stages are designed to handle flow surges of up to 20% above theircapacity, while each of the two oversized third stages is able to process 80% of total plantcapacity. For further flexibility when three-stage separation is not required, the standardplant may be reconfigured as three two-stage plants or two two-third plants.

Winter 1996 21
Machar EWT/EPS, UK North SeaIn some cases, it is hard to distinguish wherean EWT operation ends and an EPS begins.A good example is the Machar field oper-ated by BP Exploration Operating CompanyLimited in the UK North Sea (above).3
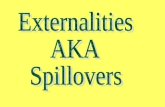
The Machar field is a carbonate reservoiroverlying a salt diapir, where a salt domehas pushed up creating a steeply dipping,dual-porosity, fractured chalk formationwith oil contained in the tight matrix, butproduced from natural fractures (next page).Discovered in 1972, the field had uncertaincommercial prospects until 1994, when atwo-phase appraisal project was initiated.
Phase one was designed to test deliverabil-ity of the reservoir. It involved an EWT thatused two existing wells to prove that suffi-cient economic reserves could be producedby natural drive. BP awarded an integratedservices contract for the Machar test andproduction system to Coflexip Stena Off-shore, Sedco Forex, Schlumberger Wireline& Testing and Schlumberger Integrated Pro-ject Management—the TAP (Turnkey Addi-tional Production) alliance of companies.4
Fields under development
ETAP fields
Other fields/discoveries
High-pressure, high-temperature fields
Cruden Bay
Teeside
Aberdeen
NORTH SEA
UK
Franklin
MungoMonan
Mirren
Marnock
Skua
EgretHeron
ElginShearwater
Machar
Puffin
Cod
Lomond
Pierce
Blane
30/2a-J
2a-T30/1c
Scoter
Medan
Erskine
20 km
12.5 milesN
■■BP Machar field North Sea location.
2. For a review of reservoir simulation:Adamson G, Crick M, Gane B, Gurpinar O, HardimanJ and Ponting D: “Simulation Throughout the Life of aReservoir,” Oilfield Review 8, no. 2 (Summer 1996):16-27.
3. An EPS is distinguished from an EWT in the UKbecause it requires a Field Development Plan and Pro-duction Consent from the UK Department of Tradeand Industry. This requires operators to demonstratelong-term plans for the field and for maximizing pro-duction. On this basis, Machar was an EPS. However,the main objective was to gather significant dynamicdata to help make the field developable. Newly devel-oped jargon might call the Machar project anextended appraisal test (EAT) because the amount ofoil produced exceeded that usually associated with anEWT—up to about 4 million barrels—and it involvedmore than one well. Nevertheless, the prime objectiveof either an EWT or EAT remains the same: to clarifyreservoir uncertainties and confirm the field develop-ment model.
4. In the TAP alliance, Coflexip Stena Offshore chartersthe loading tanker and provides the flexible exportriser; Sedco Forex provides the rig, drilling servicesand all well logistics; Schlumberger Wireline & Testingprovides completion, production and testing services;and Schlumberger Integrated Project Managementprovides well engineering and well construction man-agement services.Chafcouloff S, Michel G, Trice M, Clark G, Cosad Cand Forbes K: “Integrated Services,” Oilfield Review 7,no. 2 (Summer 1995): 11-25.
At its most basic level, a conventional production
test allows “back-of-the-envelope” calculations
that attribute total production to expansion of the
oil in place:
production = compressibility ×oil-in-place × pressure depletion.
This can be regarded only as an order-of-magni-
tude estimate. To fine-tune this result using the
simple production-equals-expansion assumption,
a value for the compressibility of the total sys-
tem—acquired through extensive pressure-vol-
ume-temperature (PVT) experiments and core
analysis—and accurate pressure depletion data
are required. To be useful, a test must record a
drop in reservoir pressure during production. The
bigger the field, the greater the volume of produc-
tion necessary to deliver a significant pressure
drop and the longer the test.
However, this production-equals-expansion
model is not appropriate if the reservoir has an
active aquifer, expanding gas cap, or other compli-
cated drive mechanisms. One way of taking these
factors into consideration is to perform material bal-
ance calculations that integrate production history,
pressure history and PVT properties from extended
well tests and early production systems to give bulk
estimates of oil in place.
These calculations will not take into account
such issues as segmentation of the reservoir into
distinct flow units, stratification of each flow unit
into various layers, or the impact of water injec-
tion on recovery. To address these factors, a pre-
liminary reservoir model must be constructed that
approximates the production history of the field.
This working simulation of the reservoir may be
constructed at an early stage only with the avail-
ability of continuous bottomhole pressure data
from wells that is supplied by an EWT or EPS.
After this, recoverable reserves may begin to be
calculated and the full-scale development strat-
egy—in terms of number and type of wells, and
process facilities needed—can be formulated. In
the past, a paucity of data led to over-conservative
platform and facility designs capable of handling
the most extreme, worse-case situations for a
reservoir. By better understanding likely reservoir
needs, facilities may be scaled down and develop-
ment costs can be reduced.
How Better Data Reduce Risk

22 Oilfield Review
2400260028003000
22002000
1600
1400
1800
26002400
2800
3000
0.625 miles
1 km
TVDSS, m
1800
Chalk and sand
Sand only
No reservoir
Hod
Tor
Salt dome
Sandstone
500 m
1640 ft
Ekofisk
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
Well2
Sandstone
Tota
l ver
tical
dep
th s
ubse
a (T
VD
SS
), m
Well10Z
Well10
Hole angle: 51° Azimuth: 287°
Ekofisk
Target for Well 20Top Sandstone: 1800 m TVDSS Top Ekofisk: 1830 m TVDSS Top Tor: 1850 m TVDSS
TD: 2250 m TVDSS
Hod
500 m
1640 ft
Tor
Faults Fault
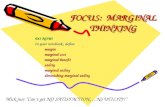
■■How Machar reservoir drapes over thesalt diapir. The Machar structure, most ofthe well locations and the target for thenew well—designated 23/16a-20—areshown with respect to previously drilledWell 3/16a-10, sidetrack 10Z, and the sub-surface (top right). Not shown are naturalfractures that made the location of wellsso difficult. The steep dips of the diapirwith respect to the salt dome (middle) arealso shown along with a plan view of thereservoir (bottom).

Winter 1996 23
True to the objectives of integrated services,this contract included significant scope forsharing risk and reward between BP and theTAP companies (see “Machar Risk andReward,” next page).
A modular facility offering two-stage gas-oil separation with pumping and meteringto a quick-disconnect export line wasdesigned, prefabricated and installed on theSedco 707 semisubmersible rig. Oil wasexported via a 1-mile [1.6-km] long flexiblesubsea pipeline to the dynamically posi-tioned storage and shuttle tanker StenaSavonita, which transported oil to the Tetneyterminal, England (above). Process equip-ment added some 220 tons [223,500 kg] tothe rig deckload, so underdeck stiffeningwas required (right).5
The rig was moved onto location in March1994. New production equipment wasinstalled and commissioned while the rigwas recompleting the two existing, but sus-pended wells—designated 23/26a-6Y and23/26a-18Z—that would be used for phaseone production. Installation took about twomonths, with 15% of project costs saved bynot using a shipyard.
Because of the size and flexibility of the700-series semisubmersible, there was noproblem locating new equipment on thedeck. The only limiting factor duringhookup was capacity of the living quarters.Electrical and instrumentation hookup wasthe most complicated part. In all, nearly 18miles [30 km] of cable was needed to linkthe rig command-and-control system withthe new equipment.
Such was the speed of the design andinstallation of facilities that first oil flowed
5. Oldfield GA: “Early Production System for the UKNorth Sea,” presented at the 9th International FloatingProduction Systems Conference, Genoa, Italy, May25-27, 1994.
Sedco 707semisubmersible Dynamically positioned
storage and shuttletanker
Rigid production riser
Jumper flowline
Flexible 6-in.export flowline
1 mile [1.6 km]
23 ft[7 m]
■■Delivering data and early production from Machar. The Sedco 707 semisubmersible rigwith full processing and water-injection facilities was located over the Machar wells. Oilwas exported via a 1-mile [1.6-km] long flexible subsea pipeline to the dynamically posi-tioned storage and shuttle tanker Stena Savonita, which, when full, transported oil to theterminal at Tetney, England.
■■Machar EWT/EPS. The Sedco 707semisubmersible and Stena Savonita stor-age tanker at work in the Machar field.

According to Jon Turnbull, Machar Team Leader,
BP Exploration Operating Company Limited, BP
has long wrestled with the difficulty of aligning the
goals of contractors with its own. The central prob-
lem is that the operator’s costs are the contractors’
revenue. Any cost-saving initiatives reduce the
contractors’ revenue, while the operator pays the
penalties in cost overruns if things go awry.
One way of overcoming this is to develop a pay-
ment mechanism so that the contractor shares in
the rewards of a successful project, and similarly
shares in the penalty of failure. The rationale for
developing such a mechanism is to change the
behavior of those who are actively involved in a
project or operation so that they are focused on a
successful outcome.
The Machar EPS was an ideal candidate for this
approach since it involved the cooperation of a
number of major organizations in the Turnkey
Additional Production (TAP) alliance—Coflexip
Stena Offshore, Sedco Forex, Schlumberger Wire-
line & Testing and Schlumberger Integrated Pro-
ject Management—in a single project with clear
objectives and readily measurable deliverables.
For phase one—natural depletion—a risk and
reward mechanism was constructed, based on
overall efficiency; health, safety and environment
(HSE) performance; and total production. The effi-
ciency element assumed a production efficiency of
77% based on expected weather downtime and
shuttle tanker discharge time, during which pro-
duction ceased. There was a downside cap limit-
ing contractor exposure in the event of significant
lost time. The HSE element was included to rein-
force mutual objectives and ensure that significant
reward payments would not be made in the
unlikely event of unacceptable HSE performance.
Finally, to align objectives to production vol-
ume, efficiency having been defined as time-
rather than production-related, a payment was
made to reflect contractor sharing in the possible
range of financial outcomes for the project—shar-
ing to a degree in the reservoir risk but not in the
risk of a fluctuating oil price.
For phase two—water injection—the risk and
reward structure was slightly modified to reflect
changed objectives. The efficiency and production
elements were combined into a single measure to
reflect average daily production. However, to qual-
ify for reward payment, TAP had to achieve a mini-
mum water-injection ratio.
The results of both phase one and two exceeded
BP’s expectations and significant reward payments
were made to TAP. The mechanisms ensured that
BP gains in cost savings were greater than the
reward payments. A bigger question is whether the
incentives changed the behavior of the people
involved in the project—compared to how they
would have acted under a conventional contract.
Jon Turnbull is convinced that the incentive con-
tract did change the way people acted, but not on its
own. “In order to be effective, the contract had to be
reinforced by appropriate behavior, awareness and
understanding,” said Turnbull. “In addition, it was
vital that an element of the reward was paid to the
individuals who made the project successful.”
Machar Risk and Reward
24 Oilfield Review
from the two Machar wells at 30,000 BOPDin June 1994, within 19 weeks of projectapproval. During the subsequent 11 monthsof phase one, some 7.7 million bbl [1.2 mil-lion m3] of oil were produced, generating$130 million revenue for BP.
To gain approval to operate the Sedco 707as a production facility rather than a drillingrig, it was necessary to prepare a newdesign and operational Safety Case. As thefirst drilling contractor to submit a SafetyCase in the UK after the Cullen Report onthe North Sea Piper Alpha disaster, SedcoForex was well positioned to do this. Thisparticular Safety Case was drawn up bySedco Forex in consultation with BP and theUK Health and Safety Executive.6
A further hurdle facing North Sea opera-tors is the need to gain UK GovernmentDepartment of Trade & Industry (DTI)approval for development strategies. In thiscase, the DTI put a cap on the extent ofphase one production by limiting the per-missible change in gas-oil ratio, the volumeof oil that could be produced and theamount of gas that could be flared.
Well 23/26a-6Y had been completed closeto the gas cap, so an increase in the gas-oilratio was expected during phase one. Infact, there was no large increase, whichhelped prove a higher reserve base than waspreviously thought, and also confirmed thatthe reservoir had a robust flow regime.Because of the success of phase one, BPdecided to go ahead with phase two—test-ing the sustainability of production andwhether additional reserves could be gainedby water injection.
The plan for phase two was developedwhile phase one was still under way, ensur-ing no interim demobilization. A month ofengineering followed by four months of man-ufacturing and prefabrication preceded theupgrade. The process equipment was modi-fied, converting it to a three-phase system
6. The Safety Case must show that management systemscomply with the requirements of health and safetylaw; that there are arrangements for regular indepen-dent audits of the system; that hazards with potentialto cause major accidents have been identified; andthat risks of major accidents have been evaluated andall reasonable measures will be taken to reduce risksto personnel. For a full explanation of Safety Cases:Hansen H, Myers S, Redd E and Shannon R: “Pursuingthe Case for Safety,” Oilfield Review 5, no. 4 (October1993): 36-45.

Moran
SkuaMarnock
ProductionOil exportGas injectionGas export
EgretHeron
Mungo
Machar
■■The Eastern Trough Area Project (ETAP). This 405 million-bbl development will linkseven fields using platforms and subsea wells.
Winter 1996 25
that increased production capacity to 35,000BOPD [5565 m3/d]. Produced-water and sea-water treatment equipment was installed,including a deaeration tower to reduce oxy-gen content in the injected water to below 20parts per billion. Normal lead time for deliv-ery of water injection pumps can be up to ayear. Therefore, the rig mud pumps wereadapted for treated seawater injection at40,000 B/D [6360 m3/d ]. This was about halfas expensive as using dedicated pumps.
All this extra equipment was installed dur-ing the three-month production shutdownbetween phases one and two. At the sametime, one of the two existing producers—Well 23/26a-18Z—was converted to waterinjection and a new production well—des-ignated 23/26a-20Y—was drilled to thebase of the oil column. This well was thenstimulated by Dowell using an acid-fractur-ing treatment that yielded a record-breaking460-fold increase in productivity index (see“Machar’s New Well: Drilling and Stimula-tion,” next page).
A new DTI production license was granted.With water injection under way, waterbreakthrough in the reservoir was expected.However, when the test was concluded inJune 1996, there had been no water break-through and the produced oil remained drythroughout. Ten months of early productionyielded 6.8 million bbl [1.1 million m3] ofoil, involved 9 million bbl [1.4 million m3]of injected water and demonstrated the via-bility of a waterflood in this field.
In summary, the tests showed that undernatural depletion some 60 million bbl [9.5million m3] of recoverable oil reservesremain. Adding a waterflood doubled pro-ducible reserves to 120 million bbl [19 mil-lion m3], narrowing the range of uncertaintysurrounding development of the field.
The EPS proved more reliable than antici-pated. An uptime of 77% was originally fac-tored into the risk and reward formula,including shutdown time when the StenaSavonita was shuttling oil to shore. In prac-tice, greater than 80% uptime was achieved.There were also no lost-time incidents ordischarges into the sea, and production tar-gets were exceeded.
The Machar field will now be developedas part of the 405 million bbl [64 millionm3], seven-field Eastern Trough Area Project(ETAP) and will be tied into the Marnockfield platform using subsea completions.Drilling of the four new wells that will drape
the Machar salt diapir starts in 1997 withfirst oil expected from the full-field develop-ment in October 1998 (above). Underscor-ing the reusability of this design, ConocoUK is using the Sedco 707 for an EPS in theNorth Sea that is similar to the one inMachar field.
Yme Field Production System, Norwegian North SeaA key element limiting the volume of oilthat could be produced from Machar fieldwas the amount of gas that could be flared.The Sedco 707 had originally been sched-uled to stay on phase-two production untilSeptember 1996. However, having estab-lished viability of the field under waterdrive,BP was reluctant to continue operationswith the EPS beyond June because furtherproduction would have meant additionalflaring of associated gas.
In the Norwegian sector of the North Sea,development of the marginal Yme field(roughly pronounced eeh-mah) using a pro-duction system on a jackup rig addressedthe issue of gas production. Some producedgas is used to generate electricity. Thispower is then used to compress the remain-ing produced gas for gas lift and reinjectionback to an underlying formation.
The Yme field is located in 312 ft [95 m] ofwater some 90 miles [145 km] offshoreabout midway between Stavanger and theEkofisk field. The field is operated by Statoilon behalf of itself and partners Saga andDeminex. This production project is in threephases. The first phase, Gamma West, is themain structure. The second phase, Beta East,

The Machar discovery was proven using eight appraisal wells with five side-
tracks, but drilling has always been difficult in the field. The fractured chalk
reservoir is steeply sloping on the flanks of a salt dome and the angle of the
beds makes drilling difficult. Field development problems are further exacer-
bated by the presence of the salt dome that distorts seismic data. In fact,
there were two sets of overlapping 3D seismic data for Machar field, each
yielding different subsurface models. GeoQuest interpreters used log data,
vertical seismic profiles and core information to develop sedimentological
models that were used to constrain the 3D seismic data and improve the sub-
surface structural model.
The two wells in production during phase one were Well 23/26a-6Y, com-
pleted close to the gas cap, and Well 23/26a-18Z at the base of the reservoir.
The objectives of a new well—designated 23/26a-20—were to have a high-
angle production well and to acquire a minimal set of logging data to aid in
identification of productive fractures. Two nearby wellbores that had been
abandoned during appraisal—Well 23/26a-10 and its sidetrack, 23/26a-10Z—
provided geologic control over the top reservoir target location (below left).
During drilling of Well 23/26a-20, real-time resistivity and gamma ray logging-
while-drilling data were used to help locate the well on the seismic image.
If borehole angle is wrong when drilling down a steep flank, wells can miss
their targets by a long way. In this case, an unmapped fault skewed the inter-
pretation and Well 23/26a-20 had to be sidetracked twice before hitting the
target, even though control-wells 23/26a-10 and 10Z were only 130 ft [40 m]
away. The first attempt hit a ridge into which reservoir fluids had percolated
2000 ft [600 m] higher than expected. The second attempt penetrated 492 ft
[150 m] too low and encountered too much water. The second sidetrack well
was completed in the target fractured reservoir. In the end, total well depth
was 9216 ft [2809 m] with a maximum 62.8° deviation. The diapir had thinned
more than expected, so the well penetrated only about 492 ft of reservoir,
instead of the planned 2165 ft [660 m]. However, a stimulation job that fol-
lowed more than made up for this shortfall.
After underbalanced perforating using expendable 21⁄8-in. Enerjet strip guns at
two shots per foot, a well test was performed. The new well was then acid frac-
ture stimulated using eight-stages of cross-linked gel pad followed by MSR (Mud
and Silt Remover) treatment fluid—a mixture of hydrochloric acid with mud- and
silt-suspending chemicals. Perforation ball sealers were used after each stage to
divert treatment fluids into the tightest part of the reservoir (below right).
The job was carried out by the Dowell stimulation vessel BIGORANGE XVIII
pumping through the subsea completion. Prior planning ensured that all elas-
tomeric seals were compatible with the acid, so there was no need to kill the
well. Following the 5740-bbl [912-m3] fracture treatment, a second well test
showed a 460-fold increase in productivity index—a new world record.
Machar’s New Well: Drilling and Stimulation
26 Oilfield Review
■■Well 23/26a-20Y and its predecessors. The first drillingattempt—Well 23/26a-20 (black)—hit a ridge where reservoir flu-ids had percolated 600 m higher than expected. The secondattempt—Well 23/26a-20Z (blue)—penetrated 150 m too low,encountering too much water. The third try—Well 23/26a-20Y(green)—was completed in the fractured reservoir target.
BIGORANGE XVIII
Remotely operated vehicle
Dual riser
Surface tree
Emergency disconnect
Lower-riser assembly
Stab baseWellhead
Subsea treeCrossover
Sedco 707semisubmersible
5500
5000
4500
4000
3500
3000 0
20
40
60
80
100120
Time
Bottomhole pressureBottomhole temperature
Pre
ssur
e, p
si
Tem
pera
ture
, °C
■■Machar hookup and record-setting stimulation. The 5740-bblacid fracture treatment of Well 23/26a-20 was performed by theDowell BIGORANGE XVIII stimulation vessel in a single operationwith very low treating pressures. The step-like bottomhole pressuredevelopment (top right) shows where diverter balls sealed perfora-tions, pushing gelled acid fracture fluid to other, tighter parts ofthe formation. Because subsea equipment was designed to becompatible with the acid, there was no need to kill the well, whichhelped achieve the 460-fold increase in productivity and avoidsubsequent formation damage.
Well 6Y Well 10
Well 10Z
Well 20Z
Well 18ZWell 20
Well 20Y

Winter 1996 27
is a nearby, smaller structure. Otherprospects have been identified for an as yetunspecified third phase. Gamma West wasthe location of the field discovery—Well9/2-1—which was then suspended. Aneight-well template has now been installedon Gamma West. Following a dry hole,
Well 9/2-3 was drilled and suspended atBeta East and a three-well template wasinstalled (below).
Maersk Giant, one of the world’s largestjackup rigs, is operated by Maersk Drilling.In January 1995, Maersk subcontractedSchlumberger Wireline & Testing to design,
install and operate the Yme field EPS. Theproject scope was to equip the rig in accor-dance with Det Norske Veritas Production“N” Class and to satisfy NorwegianPetroleum Directorate regulations. Detailedengineering specifications were not issuedwith the contract. By November of the same
Maersk Giant jackup
Shuttle tankerStorage tanker 945,000 bbl[150,000 m3]
Flexible 8-in. flowline
Anchor lines1.5 miles
2.5 km
Beta East
Gamma West
Subsea well and structure
Maersk Giant jackup
Yme Field Layout
■■Yme field development. The process plant is located on the Maersk Giant jackup rig positioned over theGamma West reservoir. The Beta East reservoir is exploited using subsea wells tied back to the production facil-ity by 7.5-mile [12-km] long flexible flowlines. Gas lift and chemical injection lines have been laid from the rig tothe subsea template, although at present, both wells are flowing naturally. Produced oil is sent via a 1.5-mile[2.5-km] flowline to a 945,000-bbl [150,000-m3] permanent storage tanker with a submerged turret loading sys-tem. Shuttle tankers periodically connect to the permanent storage tanker to transport oil to shore.

28 Oilfield Review
■■The Yme 1400-ton [1.5-million kg] pro-cess plant before and after installation.The 50,000-B/D [8000-m3/d] capacityplant was placed on one of the MaerskGiant pipedecks. However, the rig is stillable to continue drilling during production.A fire wall separating the living quartersand cantilever deck from the process areawas constructed.

Winter 1996 29
year, the process equipment had beeninstalled on the jackup at a shipyard in Rot-terdam, The Netherlands (previous page).First oil was produced from Yme field to thetanker by February 1996.
There are two main three-phase, two-stageseparator trains, capable of a maximumfluid capacity of 50,000 B/D [8000 m3/d].The system handles a maximum gas input of28 MMscf/D [800,000 m3/d] with threecompressors—two main and one low-pres-sure/high-pressure booster—preparing gasfor power generation, gas lift and reinjec-tion. No gas is expected to be flared duringnormal operations (above). There is one37,750-B/D [6000-m3/d] high-speed pumpfor water injection.
Two 6-MW gas turbines supply electricalpower to the gas compressors, water injec-tion pump, electrical submersible pumps(ESPs) and process utilities, while offering upto 1 MW of power to the rig. By using gas togenerate the required 12 MW of electricity,up to 88 tons [90,000 kg] of diesel are savedevery day.
With the process equipment installed, therig was moved onto location in November1995. Final installation and offshore com-missioning work followed and the originaldiscovery well was recompleted andbrought onstream at the end of February1996. Since then, two additional producingwells have been drilled on Gamma Westand one of them has been brought onto pro-duction. Both wells use ESPs to aid produc-tion. In addition, a dual, gas and waterinjection well has been drilled. Water is cur-rently being injected at some 37,750 B/D.
Ultimately, there will be up to seven pro-ducing wells and one dual-completiongas/water injector on the Maersk Giant tem-plate. On Beta East, the original explorationwell and another new well—drilled andcompleted by semisubmersible rig DeepSea Bergen—have been brought onstreamusing subsea completions and dual flow-lines to the Maersk Giant.
The original plan anticipated at least threeyears of production, although current pre-dictions estimate that the wells will be online for at least six years. Norwegianmythology relates that after being killed byhis sons, the body of the god Yme becamethe earth, the sky and the rest of our world.In choosing this name, Statoil clearly seesthe Yme field development as a precursor offuture EPS projects and marginal field devel-opments offshore Norway.
B
First stage gas
Compressors
All capacities sm3/d
Second stage gas
300,000 Operating capacity
400,000 Design capacity
400,000 Design capacity
400,000 Operating capacity
300,000
400,000
100,000
Gas lift
Injection
Fuel gas
A
Booster
■■Handling Yme produced gas. There are two main gas compressors each with a capacity of 14.1 MMscf/D at 2500 psi [400,000 sm3/dat 17.2 MPa]. After compression to 4700 psi [32.4 MPa] using the combined low-pressure and high-pressure booster compressor, up to400,000 m3/d may be reinjected, with another 10.6 MMscf/D [300,000 sm3/d] for gas lift and 3.5 MMscf/D [100,000 sm3/d] as fuel forpower generation.

30 Oilfield Review
E-BT Marginal Field Development, Offshore South AfricaThe progression from Machar field EPS tothe production system on Yme—gas flaringto gas utilization—is clear. The next step isfor production system providers to also takeresponsibility for the subsea part of develop-ments as well as crude-oil storage andexport. In this third example, an alliance ledby Schlumberger product lines has responsi-bility for delivering oil from the mudline tothe refinery.
The E-BT project will be South Africa’s firstoil development and first floating produc-tion system. SOEKOR E and P (Pty) Ltd. isthe field operator along with partner EnergyAfrica Bredasdorp (Pty) Ltd. An alliance ofSchlumberger Oilfield Service productlines—Schlumberger Wireline & Testing andSedco Forex—plus Fred Olsen Tankers, hasentered into an agreement with SOEKORand Energy Africa to upgrade and operatethe semisubmersible Sedco I (renamedOrca) as a floating production facility for theE-BT field. Phase one of the project is todeliver first oil in early 1997. The secondphase is to operate the field for an estimatedperiod of four years (above left).
This is a turnkey offshore development.The scope of work includes procuring andupgrading the semisubmersible rig, provid-ing subsea trees and carrying out well instal-lation work, providing and installing thecatenary anchor leg mooring (CALM) buoyfacilities, commissioning all the equipment,providing the export tanker and transport tothe refinery, and managing and operatingthe project for the entire production period.Schlumberger Oilfield Services will provideproject planning and management; SedcoForex will provide rig upgrade and rig man-agement services; Schlumberger Wireline &Testing will be responsible for the processplant and production operations. Fred OlsenTankers will provide the CALM buoy forexporting oil, a customized tanker for stor-age and transport to the refinery, and tankermanagement.
The project alliance is working with thefield and reservoir management team ofoperator SOEKOR. The alliance will beturnkey equipment supplier, except for com-pletion tubulars and components, whichwill be supplied by SOEKOR. The rig andassociated process and buoy equipmentbelong to SOEKOR and Energy Africa.
During 1996, Orca was upgraded at ashipyard in Simons Town, South Africa. Fol-lowing an audit and fatigue analysis, a pro-gram of life enhancement and structuralstrengthening was carried out. Rig accom-modations have been modernized, themooring system was upgraded to withstandmarine conditions offshore South Africa,and the drilling equipment was enhanced toprovide full workover capability. Oil storagecapacity has also been installed inside therig’s three columns—nine tanks and a totalcapacity of 30,000 bbl.
Orca semisubmersible
Flexible 6-in. flowline
Flexible 6-in. flowline
Wellhead
Storage and shuttle tanker
CALM buoy
■■How E-BT will be developed. Sedco I—renamed Orca—was converted to a floating pro-duction facility. Oil will be exported via the catenary anchor leg mooring (CALM) buoyfacilities to a storage and shuttle tanker. Dynamic risers and flexible 6-in. flow lines fromsubsea wellheads to the rig and from the rig to the CALM buoy will be installed. Thisallows the semisubmersible rig to be located over the production wells, permitting rela-tively easy intervention if needed.
REPUBLIC OF
SOUTH AFRICA
Alexander Bay
Mossel BayCape
Town
Johannesburg
Port Elizabeth
DurbanATLANTIC OCEAN
INDIAN OCEAN
400 km
250 miles
Mossel Bay
Stilbaai
George
E-S
E-CB
E-AD
E-AA
E-BD
E-AR
E-BT
20 miles
32 km
E-AJ
N
■■South Africa’s first oil development. Afloating production system (FPS) will beused to exploit the E-BT field.

Winter 1996 31
A fully modular production system with acapacity of 25,000 BOPD [3975 m3/d] wasinstalled. This system, offering water injec-tion, two-stage separation, gas flaring andproduced water processing, is similar to theone used on the Sedco 707 for the MacharEPS. The rig, process plant and loading buoyequipment were built or upgraded for tenyears of production (previous page, right).
Average output from the two productionwells will be 20,000 BOPD [3180 m3/d].This can be choked back to 5000 BOPD ifbad weather delays offshore loading ortransport to refinery. In this case, the pro-duction at the reduced rate is diverted intothe 30,000-bbl capacity buffer storage in therig columns. Before production starts, the rigmud pumps will be used to start waterinjection into one well at up to 30,000 B/Dand 3000 psi [20.7 MPa]. The cementingunit offers additional water injection capac-ity. Gas for lift purposes will be injected viathe control umbilicals, which will also con-vey instrumentation data.
By early 1997, Orca will be on locationcompleting the wells, and the dedicatedstorage and transport tanker will arrive inSouth Africa following shipyard work toinstall the necessary modifications toaccommodate the CALM system. The CALMloading buoy itself was upgraded in Singa-pore. A diving-support vessel will install theflowlines and dynamic risers, and positionthe CALM loading buoy.
The E-BT project is not envisaged as an“early” production system, but is intendedto stay in service for the full production lifeof the field. This represents a significantreduction in platform investment, and even-tually will reduce concerns about how todeal with permanent marine structures oncetheir useful life has ended.
Smarter Production, Not Just More Data and Early OilWhen designing a production system,whether as an EPS or to last for the life ofthe reservoir, it is important to use well-testdata to optimize processing hardware. Then,data gathered during the productive life ofthe reservoir may be used to fine-tune EPSoperating parameters and maximize produc-tion. For example, as produced fluids orflowing conditions change, the hydrocarbonseparation process can be altered slightly toimprove liquid yield. This may be achievedusing intelligent production systems, a pow-erful production management tool that opti-mizes reservoir depletion by linking perma-nent monitoring and reservoir modeling toan online topside simulation. Operatingconditions can now be fine-tuned to yieldmaximum liquid hydrocarbons (see “Intelli-gent Production Systems,” above).
There is no doubt that operators areincreasingly inclined to consider imagina-
tive ways of extracting data and early oilfrom their assets. The Schlumberger Wireline& Testing production systems group hasbeen active since 1974—a track-record thatmay be traced back to the days of FlopetrolSchlumberger—and has notched up cumu-lative production of an estimated 350 mil-lion bbl [55 million m3] of oil. The tenplants currently in operation deliver an aver-age of 190,000 BOPD [30,200 m3/d]. How-ever, new projects now under way will dra-matically increase this tally.
Early production systems are akin to full-scale development projects. They requirethe same planning, regulatory approval andsafety analyses. At the same time, thesesolutions rely on a wide range of humanand institutional interfaces. Many of theseinterfaces are already well-known to thewell-testing community. Other interfaces,for example those concerning offshore stor-age facilities and shuttle tankers, may be rel-atively new. However, it is clear that the ser-vice industry tradition of rapidly deployingequipment and services using multifunc-tional teams is helping operators profitdespite ever-tightening margins. —CF
Intelligent production systems (IPS) are based on
the premise that liquid yield of a hydrocarbon sepa-
ration process can be improved if process-operat-
ing parameters are fine-tuned as wellstream com-
position and reservoir conditions vary, or ambient
conditions change. These improvements may typi-
cally be in increments of a few percent—100 BOPD
per 10,000 BOPD.
For example, the wellstream may originate from
several zones, each saturated with different types
of crude oil. There may also be an areal variation
of crude gravity and sharp fluctuations in seasonal
temperature that affect surface operations. The net
effect is that the separation process will be ineffi-
cient unless operating parameters are adjusted to
meet changing demands.
A typical system for production optimization
consists of a dedicated PC-workstation installed
either at the operator’s offices or the production
facility. In either case, a communication link via
modem is required to transmit data between the
facility and the office.
The PC will host the IPS process simulator and
the proprietary interface, which permits retrieval
of essential process parameters from a data base
at the production facility—including upstream and
downstream choke pressures, separator pressures
and temperatures, and gas and oil flow rates.
These data are then filtered, validated and
directed to a simulator that computes the current
optimal conditions of separation.
Besides pinpointing optimal separation condi-
tions, the simulator also raises flags if measured
and computed values disagree significantly. This
Intelligent Production Systems
is an effective way of diagnosing process irregu-
larities and abnormalities. In short, the IPS simu-
lator is a tool to aid in the proper management of
process facilities.
An added dimension is upstream and down-
stream optimization, which is particularly relevant
when injection programs and artificial lift systems
are implemented, or when choke manifolds oper-
ate under subcritical conditions.1 In the latter
case, variation of separator pressures can have an
impact on reservoir deliverability and well pro-
ducibility. Hence, it is imperative that the process
simulator be linked to a working upstream model
to optimize the production system.
1. The general definition of critical flow for oil wells isthat pressure upstream of the choke is greater thantwice the downstream pressure. Thus fluid velocity isgreater than the sonic velocity of the choke.