
CUSTOMER MAGAZINE EATON’S ELECTRICAL SECTOR EMEA …
32
SOLUTIONS 27 S. 16 Energizing Your Machines ... Macchi Cast Film Extruder with SmartWire-DT Eaton Cooper: A Powerful Connection P.2 | Clearly Standing Out: The new SL signal towers P.11 Linde: Air Separation P.22 | Lithuanian Railway: Power management from Eaton P.18 | The Energy of the Sun: The safety of Eaton P.26 | PGE Arena Gdansk: Complete solution from Eaton meets the UEFA standard P.20 CUSTOMER MAGAZINE EATON’S ELECTRICAL SECTOR EMEA
Transcript of CUSTOMER MAGAZINE EATON’S ELECTRICAL SECTOR EMEA …

SOLUTIONS27
S. 16
Energizing Your Machines ... Macchi Cast Film Extruder with SmartWire-DT
Eaton Cooper: A Powerful Connection P.2 | Clearly Standing Out: The new SL signal towers P.11 Linde: Air Separation P.22 | Lithuanian Railway: Power management from Eaton P.18 | The Energy of the Sun: The safety of Eaton P.26 | PGE Arena Gdansk: Complete solution from Eaton meets the UEFA standard P.20
CUSTOMER MAGAZINE EATON’S ELECTRICAL SECTOR EMEA

Contents News... 5-14
Düsseldorf Relies on Eaton Technology for Subway Line…15 Intelligent Energy Distribution with SmartWire-DT
Perfectly Packed… 16-17 Machine builder Macchi counts on SmartWire-DT for cast film extruder
Power Train… 18-19 Power management solution for Lithuanian railway
PGE Arena Stadium – Eaton Meets the UEFA Standard… 20-21 XIRIA medium voltage switchgear and xEnergy low voltage switchgear
Air Separation… 22-23 High system availability through data transparency in power distribution
Clean Solution… 24-25 Robust and durable switchgear for harsh environments
The Energy of the Sun – the Safety of Eaton… 26-27
Sustainability implemented on the roof
Sustainable Practices… 28-29 Eaton‘s Bonn site is producing and using photovoltaic electricity
Infoboard... 30-31
1. A so-called QR code is shown at the end of some of our texts. These can be read with a QR code scanner on a smartphone.
2. A QR code scanner can be downloaded onto the smartphone as an app.
3. Once the scanner is installed, the QR code can be scanned with the smartphone camera. The smartphone then activates the corresponding page on the Internet.
Instructions. Scanning the QR code.
Select and scan QR Code
View additional information
Scan QR Code
P. 20 P. 22
P. 18 P. 26
SolutionS 272

Eaton’s announcement on 21 May 2012 of the intention to acquire their competitor Cooper Industries caused a stir in the market. The high purchase price, originally set at USD 11.8 billion (Cooper’s turnover in 2011 was around USD 5.4 billion) was also spectacular. The acquisition was concluded in December. Please start by telling us your specific strategic objectives with this acquisition.
This acquisition is the largest in our 101-year history and is viewed as ‘transformational’ for our power management and electrical business. The acquisition of Cooper Industries allows our company to significantly expand its ability to better meet customer demand for critical power management technologies in addressing the world’s growing energy needs.
Following the acquisition, we are now one of the largest, most global, highly technical electrical companies in the world. Every day, we look for new ways to solve our customer’s critical power management needs and expand the services and technologies around the world.
When we looked at Cooper Industries, we saw a great opportunity to strengthen Eaton’s ability to address the needs of an attractive set of customers in growing markets. By bringing together two exceptional companies, both with extraordinary talent, we are creating a Power Management powerhouse and are positioning ourselves for even greater success today and well into the future.
How will the merger of the two companies affect the product line? Where are the synergies, where are you entering new territory, and are there any overlaps?
Eaton and Cooper serve many of the same markets such as oil & gas but there is virtually no overlap in products or product-solutions – our technologies are truly complementary.
A Powerful CombinationInterview with Frank C. Campbell, President Electrical Sector Europe Middle East and Africa Region
The combination of Eaton and Cooper enables us to offer one of the largest and broadest product, service, and solution portfolios serving the electrical marketplace. Together, we have the size and scale to successfully serve all of our markets with a more comprehensive set of integrated solutions. Our combined company now has even more opportunities to showcase technology and engineer innovative products and services to address the power management challenges faced by our customers.
What new target sectors will now be covered or opened up in addition to existing ones?
This acquisition brings a broader range of solutions to many of Eaton’s market segments. We can now combine our expertise in power management wherever electricity is used with an intense focus on one of the most important challenges of our time: the rising cost and environmental impact of the world’s growing energy needs. This is where our focus lies.
Added to Eaton’s already extensive electrical solutions offering, we are now positioned to win more business by providing real end-to-end solutions for customers in an even broader range of oil- and gas, mining (ex-proof), utility, commercial, and residential markets.
COMPANy
Frank C. Campbell, President Electrical Sector Europe Middle East and Africa Region
$16 BILLION IN SALES*
74,000 EMPLOYEES WORLDWIDE
150+ COUNTRIES
1911 YEAR FOUNDED
8,794 PATENTS
$5.4 BILLION IN SALES*
29,000 EMPLOYEES WORLDWIDE
100+ COUNTRIES
1833 YEAR FOUNDED
2,075 PATENTS
*2011 net sales
SolutionS 27 3

COMPANy
We are better positioned to address global needs for modernizing grid infrastructure, managing energy consumption, and protecting people, equipment and data. With the range of solutions we can offer and the expertise of our people, we have an amazing opportunity to show what it truly means to be a customer-centric organization.
Cooper Industries has seven divisions. How will they be integrated into the Eaton’s Electrical structure?
We anticipate the entire integration process will take 24 to 36 months, depending on business conditions. Teams comprised of employees from both Eaton and Cooper are working to achieve a smooth transition and maximize the opportunities of the combined enterprise.
Cooper is a market leader in the explosion-proof equipment sector. Will this be maintained as an independent business area within the Eaton structure, or will it be assigned to another area?
It’s too early to say categorically until the integration team has finished its work, but the Cooper Industries safety and reliability offering is strategically important to Eaton and will continue to be an important part of the business.
Cooper Industries will be fully absorbed by Eaton. Will the products also be ‘Eatonised’, or will the brands be maintained for the time being?
Eaton has a successful history of acquiring strong companies and brands. Brand transition is being considered by the integration team, following a well thought-out strategy. Considering the complexity of Cooper’s seven divisions and many brands, it’s too soon to discuss further specifics.
According to media reports, Eaton’s headquarters will be located in Ireland in the future. The reason given for this is the low corporate tax rate in that country. Will these plans be pursued? What does this move mean for your headquarters in the USA?
In order to complete this transaction, it became necessary to change our country of incorporation to Ireland. Eaton’s global headquarters will be in Ireland, and we continue to maintain corporate and regional centers in Cleveland, Ohio, Morges, Switzerland, Shanghai, and Sao Paulo. We continue to pay all taxes we are required to pay everywhere we operate around the world.
The ‘new’ Eaton has some 103,000 employees and an anticipated turnover of USD 21.8 billion. Does this make the company large enough now to mark a suitable conclusion to Eaton’s future strategy for many years, or will there still be more acquisition to come?
Acquisitions have played an important role in Eaton’s growth and transformation, and since 2000, our company has made 32 electrical acquisitions which have helped to grow and expand our capabilities worldwide. We will continue to focus on building the breadth and depth of the Eaton enterprise and will look for organic growth in all of our businesses, punctuated by strategic acquisitions where appropriate. However, at this time, we are focused on successfully integrating Cooper as well as several other 2012 acquisitions.
Scan QR Code
Eaton legacy manufacturing sites
Cooper legacy manufacturing sites
Eaton and Cooper sales sites (all together)
SolutionS 274

NEwS +++ NEwS +++ NEwS
New EMS Electronic Motor Starter Series – the Multitalent in the Switch Cabinet
The integrated hybrid switching technology based on wear-free semiconductor technology and a robust relay contact ensure the low-wear switching of the EMS. This therefore relieves the load on the actual relay contact for actuating the motor. With up to 30 million switch operations, the electronic motor starter thus offers a considerably longer contact lifespan than conventional switching devices. The lifespan of the devices is therefore 10 times longer than purely mechanical components. In the Off position, the EMS disconnects the motor from the three-phase network on all poles through additional contacts.
All variants of the electronic motor starter come with electronic wide-range overload protection with integrated phase failure detection to IEC60947. This enables the switching device to cover the 0.18 to 6.5 A (AC-53a) and 9 A (AC-51) current ranges with only two devices, thus simplifying device selection and spare parts management. Overload protection is implemented in the two different tripping classes CLASS10 and CLASS10A. The electronic motor starter offers protection up to and including a motor current of 4 A with the slower CLASS10 tripping characteristic, which allows the motor to be switched on frequently without any tripping from the motor protection. For motor currents higher than 4 A, the motor is protected with the CLASS10A characteristic. The user can set the motor current directly on the device. In combination with fuse elements, the electronic motor starter has a short-circuit capacity of up to 50 kA with type 1 coordination. This ensures suitability for universal use in industrial and machine building applications. It is designed mainly for use in materials handling and logistics systems as well as in packaging machines.
Diversified industrial manufacturer Eaton is presenting for the first time a multifunctional motor starter with integrated motor protection in a 30 mm mounting width for motors in the rating range from 0.06 to 3 kW. The new multitalented EMS electronic motor starter combines the four functions DOL start, reversing start, motor protection and emergency stopping of the drive to category 3 (EN 13849-1) in a single switching device. This reduces the wiring requirement compared to conventional switchgear assemblies by up to 60 % and the proportion of hardware components required by up to as much as 70 %. Due to its slim and standard width throughout, the electronic motor starter optimizes the use of space in the switching cabinet and helps to ensure a uniform switch cabinet design. The use of toolless push-in technology also keeps installation requirements to a minimum, whilst the hybrid switching technology increases the lifespan of contacts. Thanks to its compact design, the multi-functional switching device can be used in the ever diminishing space provided in the switch cabinet, whilst reducing mounting and wiring requirements at the same time.
Eaton uses push-in technology throughout for the main and control circuit terminals of the electronic motor starter in order to ensure faster wiring. The terminals are simply pushed in without any tools required, thus reducing the time required for connection by up to 60 % compared to conventional screw terminals. At the same time, the push-in technology offers additional contact protection from vibrations of the switching device. Any subsequent tightening as required for screw terminals is unnecessary.
Motor protection is implemented in two different tripping classes. This provides additional motor protection.
The electronic motor starter uses push-in connection technology throughout for main and control circuit terminals. This eliminates the need for tools for mounting and disassembly, and reduces the wiring time by up to 60% compared to conventional screw terminals.
Scan QR Code
Feeder unit main current
L1 L2 L3
Setting rated motor current
Diagnostic and status LEDs
Motor feeder
Connection 24 V DC supply
Control inputs
Sealable shroud
Reset pushbutton
Manual/automatic reset connection
Signaling contact/ fault feedback
PE M
Short-circuit protective device
SolutionS 27 5

NEwS +++ NEwS +++ NEwS
By merging SmartWire-DT with xEnergy, Eaton is consistently driving the market trend towards intelligent switchgear and switchboards. Innovative switchgear such as the PKE electronic motor-protective circuit-breaker supply detailed operating and diagnostic information that cannot be transferred via conventional control wiring. This therefore enables the iMCC with the PKE not only to use digital signals to switch or detect switch positions or status information, but also analog values in particular, such as for the thermal load of the motor and the actual motor currents. This extended diagnostic information enables the implementation of predictive maintenance (condition monitoring) functions. For plant operators, this therefore makes it possible to detect faults in advance and implement measures to improve operational reliability and keep the downtimes of plants to a minimum.
If an iMCC drawer unit needs to be exchanged, the maintenance personnel simply have to pull it out of the MCC section and replace it with the appropriately preconfigured drawer unit. Modules specially developed for this in the xEnergy switchboard and in the drawer units that are specially developed for this ensure that the previously interrupted communication of an exchanged drawer unit is automatically restored. Three unambiguous switch position indications for “Operational”, “Test” and “De-energized” offer here increased safety during maintenance work.
Eaton’s new iMCC intelligent motor control center offers the perfect communication solution for the xEnergy switchgear series. The complete control wiring inside the drawer units of the iMCC and the wiring to the higher-level controller are replaced by a communication system. This brings clear benefits for the user thanks to the reduced wiring effort required. Essential detailed information from the drawer units can now also be transferred to the higher-level controller, thus enabling operators to significantly increase the reliability and availability of the motors. The xEnergy iMCC is thus ideal for use in industrial production processes that require a very high level of machine and system availability.
Eaton’s SmartWire-DT communication and wiring system is used for the communication inside the switchboard system. It replaces the previously required control wiring in the MCC drawer units as well as the cabling for the control and status information of the drawer units in the switch cabinet. Standard fieldbus systems such as Profibus-DP, CANopen, MODBUS-TCP or Ethernet/IP handle the transfer of data from the switch cabinet to the higher-level PLC.
xEnergy, Motor Control Center iMCCSignificantly more system availability thanks to more data transparency
SolutionS 276

NEwS +++ NEwS +++ NEwS
SmartWire-DT enables panel builders and xEnergy partners to benefit from the simple mounting as well as the reduced and space saving wiring of the drawer unit. As SmartWire-DT replaces both the control wiring inside the drawer unit (to operating elements, switchgear, circuit-breakers and other I/O modules) as well as in the cable connection compartment from the drawer units to the PLC, considerable savings can be made in terms of the time required for installation and commissioning. Space utilization inside the drawer unit is optimized at the same time and the material costs are reduced. Unnecessary hardware components are eliminated faster, and the engineering and commissioning of the iMCC and xEnergy switchboard are simplified. A more ordered arrangement inside the drawer units can also be designed and protected from any wiring faults. Assembly and testing are also convenient as all the relevant data is transferred via a fieldbus interface instead of via conventional control cables. The SWD-Assist planning and commissioning software enables the user to also fully test individual drawer units – without the need for a PLC.
The iMCC drawer units are available in two versions: As a basic model with a PKZ thermomagnetic circuit-breaker which indicates the state of the circuit-breaker, and as an enhanced version with the communication-enabled PKE motor-protective circuit-breaker.
Empty drawer units for custom applications are also available. The system can be extended at any time by adding new or other drawer units without any changes to the infrastructure. The data of these drawer units is also transferred simply via the installed SmartWire-DT communication system. The following xEnergy iMCC drawer units are currently available: DOL starter (0.06 – 160 kW), reversing starter (0,06 – 110 kW), star-delta starter (5.5 – 75 kW) and 3/4p power outgoer (16/20 - 400A).
Documentation, assembly manuals and instruction leaflets are available from our partner website www.xenergy-partner.com. Circuit diagrams and lists of the drawer unit outgoers are available from our partner website www.xenergy.com
Lean Connectivity in the iMCC drawer unit: The following diagnostic data is transferred from the PKE motor-protective circuit-breaker via SmartWire-DT to the control level: Short-circuit, overload, phase loss, test tripping Typical fault sources are identified quickly and the time required for troubleshooting considerably reduced.
iMCC enables operators to significantly increase system availability. Detailed information from the drawer units, such as overload prewarning, current value measuring and differentiated trip indication can be transferred to a higher-level controller via standard fieldbus gateways. A creeping motor overload can thus be detected and rectified in time before a failure occurs.
Energy
Service
Data
Prewarning
Scan QR Code
SolutionS 27 7

NEwS +++ NEwS +++ NEwS
optimizer that can automatically reduce the motor voltage with light loads. In this way, the PowerXL products support companies in increasing the energy efficiency of their machines and plants and thus in saving costs.
The variable frequency drives from Eaton are very user-friendly. Features such as autotune functionality and convenient parameterization (with only 14 standard parameters) and self-explanatory type codes simplify processes from engineering, ordering and commissioning right through to operation. Another feature is the possibility to copy the parameter settings from one device to another quickly and simply using a Bluetooth PC stick, in addition to programming via the keys on the device or alternatively via a PC. Especially in series production, this not only makes it possible to make savings but also to prevent faults.
With PowerXL Eaton is consistently applying the Lean Solution strategy to the engineering for machine and panel building. The variable frequency drives can thus be integrated in future directly into Eaton’s intelligent SmartWire-DT communication system via pluggable modules. In this way, the conventional control wiring is no longer necessary. The high data transparency that is now possible in terms of operating and diagnostic data enables users to increase the availability of their plants.
Robust and Efficient – Increased IP66 Protection Enables Decentralized Use of the PowerXL Variable Frequency Drives
Even when the going gets tough, Eaton always has the right solutions. The PowerXL variable frequency drives with a rating of 7.5 kW were thus specifically provided with protection to IP66 for this purpose. The robust devices can be used outside of the switchboard directly next to the motor or at the machine. This ensures versatile use and simple retrofitting even in harsh industrial environments. Compliance with the necessary EMC requirements is also easier thanks to the resulting shorter motor cable lengths. The PowerXL variable frequency drives enable operators to implement a load-oriented control of their machines and plants. This increases the energy efficiency and lowers operating costs. The PowerXL inverters are ideal as an easy-to-install, user-friendly and energy-efficient solution, particularly with applications such as pumps, fans, conveyor belts, cranes, winding machines, compressors or lifts.
Eaton tests its products in accordance with all the applicable international standards. Special applications with more extensive requirements are also possible. This is one reason why Eaton is now offering its variable frequency drives with IP66 protection so that it is also possible to install them outside of the switching cabinet. This particularly simplifies the retrofitting of older installations in which there is often insufficient space for installing a variable frequency drive in the switching cabinet.
The XL family currently consists of two models: the DC1 basic model for ratings from 0.37 to 11 kW, and the DA1 for ratings from 0.75 to 250 kW for more demanding solutions. With the focus on energy efficiency, the DA1 series supports both the standard three-phase motors that normally comply with the current IE2 and IE3 standard, as well as the highly efficient permanent magnet motors that are designed for the future IE4 standard. The variable frequency drives also feature an energy
Scan QR Code
SolutionS 278

NEwS +++ NEwS +++ NEwS
Convenient Operation of the easy800 Control Relay by App and Smartphone
The easyRemote Display app is a good example of Eaton’s Lean Automation philosophy, in which the latest IT technologies are being merged with the conventional PLC and HMI technologies. This strategy aims to increase the performance of machines and plants through the use of advanced automation solutions, to reduce the requirements placed on the user, and to make the systems open for future requirements. Eaton is one of the leading driving forces in this field worldwide, particularly on account of its innovative SmartWire-DT and HMI/PLC technologies.
The control relay series offers highly versatile use. With its function blocks such as PID controllers, maths function blocks, pulse width modulation, high-speed counter etc., the easy800 provides solutions for a wide range of control and regulation tasks in industry and trade. The analog and digital expandability, connectivity to standard bus systems, Ethernet communication, as well as networkability via easyNet, make the easy800 the most powerful control relay of its kind on the market.
Eaton is making the operation of the easy800 control relay easier and more convenient. The new easyRemote display app for the Android operating system (for versions 2.2-4) enables users to display all the texts and functions of the easy800 control relay via a standard smartphone and operate it remotely. Communication between the smartphone and the control relay is implemented with Bluetooth. This now also enables users to communicate with the controller outside of noisy and dangerous areas. The easyRemote display app thus not only increases general user-friendliness but also increases work safety at the same time.
Regardless of the operation required, such as the showing of display texts, the changing of the operating mode, the setting of date and time, the changing of function block parameters, the checking of circuit diagrams or minor programming – the easyRemote display app makes all these functions possible. It enables users to control and operate several machines or plants efficiently with a smartphone at a distance of up to 10 m. The app is designed for the Android operating system and is very easy to operate. For example, the display contrast of the app can be set and increased easily via its color scheme. This makes the display clearly visible even in bright sunlight or lighting. Smooth operating processes are thus ensured. You can download the free app at: www.eaton.eu
All easy800 control relays are equipped with a Bluetooth adapter (EASY800-BLT-ADP). Each Bluetooth adapter has a unique address and an 8-digit PIN number that serves as the security code for communicating with the smartphone. In this way, any unauthorized access is impossible.
Scan QR Code
SolutionS 27 9

NEwS +++ NEwS +++ NEwS

NEwS +++ NEwS +++ NEwS
Clearly Standing OutEaton simply has the entire machine in view, and the prewarning function provided by signal towers is an important element in this integrated system. They primarily provide information, enabling the operator to prevent the downtime of a machine, thus increasing its availability.
However, with many machines, mounting space is nevertheless limited. Regardless of whether there is no ceiling clearance or whether different signals are required on the right or left. Eaton is also offering the space saving 40 mm wide signal tower for flexible use in restricted space as well as the standard SL7.
As well as the improved effectiveness of the signal towers, Eaton has also improved their overall look. The attractive design with rounded shapes is a clear feature of the SL7 and SL4 signal towers, giving them a unique appearance that matches the high quality of Eaton products.
Find out for yourself how the optimized signal towers increase the safety, productivity and availability of your machines and plants.
Eaton has now managed to improve the signal towers where it matters:
• Clearly more noticeable • Easier mounting and disassembly • New design • Available in 40 mm • Safer and & more efficient
The obvious benefit is that impending failures are not only detected by intelligent switchgear but also prevented in advance by means of the optimized signal towers with SmartWire-DT.
Clearly more conspicuous:
Signal towers indicate different machine states using optical and acoustic signals. It is therefore important that these can also be detected easily from a distance and that the correct and immediate classification of signals is ensured. Thanks to new LEDs and an improved acoustic module, Eaton’s SL7 and SL4 are more noticeable due to their increased brightness and volume, as well as the several sound and flash variants. As well as their high performance LEDs for 24V, the new signal columns are also available for 120V and 230V. All eight selectable light signals and adjustable volume settings allow optimum adaption to any ambient condition.
The individual light modules are available with a uniform brightness in all important colors to ensure unambiguous signaling. Eaton’s new color element in amber also serves the requirements of international standards.
In all, up to five levels can be used simultaneously – safely, individually configured and ergonomically.
Within the scope of Lean Solution, SmartWire-DT from Eaton also offers a technology that can reduce the costs for electrical engineering of a machine by up to 30 %.
The information supplied via SmartWire-DT not only enables an immediate response but also the prevention of downtimes in advance.
The robustness of the devices was also taken into account. All signal towers are protected to IP66 for protection from spray water and will also come in future with shipping approvals.
The fitting and removal of the protruding signal towers, particularly when transporting machines, previously involved considerable effort. The new bayonet fittings simplify and speed up this process by up to 50 %.
This new quick-assembly system means that the signal towers no longer have to be disconnected from the power supply as the base is retained on the machine.
SmartWire-DT increases efficiency even more and indicates any possible problems before any faults occur.
For many machines, mounting space is limited or specific factors have to be taken into account for fixing. Eaton is offering the SL7 with the SL4 as a space saving 40 mm compact alternative.
Scan QR Code
SolutionS 27 11

NEwS +++ NEwS +++ NEwS
The circuit-breakers with integrated monitoring function complete the existing range of high quality xEffect switchgear. This also includes the digital RCD and combined RCD/MCB switches that indicate residual currents via three LEDs in order to give advanced warning of faults in the installation. The type B+ digital RCD device for special fire protection also indicates the actual residual current in real time. It reliably detects and switches all types of residual current, including DC residual currents and residual currents in the high frequency range. Thanks to the digital switchgear, maintenance personnel can permanently monitor the state of the installation from a central control room and thus prevent unplanned downtimes. In this way, the digital xEffect switchgear increases the safety of industrial production processes and prevents any unnecessary losses in turnover.
As a future-oriented company, Eaton is adding frame size 3 and 4 NZM circuit-breakers with new integrated monitoring functions to its xEffect switchgear series for worldwide industrial applications. With no change in dimensions, the switches also allow energy consumption data to be recorded and transmitted easily. This allows users to optimize the energy efficiency of their switchboards without any additional assembly measures required. The expanded xEffect portfolio now offers the market a fully comprehensive switchgear series with RCD, MCB and combined RCD/MCB devices and circuit-breakers, extensive accessories and extensive documentation. The xEffect product series comprises switchgear up to 1,600 A with certification for global use in power distribution, particularly in the sectors machine and system building, shipbuilding and renewable energy.
Thanks to the new monitoring functions, the NZM3 and NZM4 circuit-breakers of the xEffect series are now able to measure and transmit phase-related current and voltage values with the corresponding power and energy values. In spite of their extended functionality, no other accessories and additional wiring are required for current transformers or voltage tap-offs. The integration of the monitoring functions in the device thus simplifies switchboard assembly.
The data can be displayed on the xEffect NZM circuit-breakers on a small 96x96 mm2 integrated display or with the BreakerVisu visualization system. BreakerVisu is able to visualize the data of up to 48 circuit-breakers on a color display and to also store it in log files. This for example allows the documentation of energy consumption in order to implement energy optimization to ISO 50001. The safe and simple handling of the technologies is also an important factor for Eaton. As a result the BreakerVisu software is designed to configure itself. This means that the connected devices are detected automatically, and event and energy logging is always time stamped. A basic PC with Office tools is all that is required for evaluating the data.
The new xEffect circuit-breakers also come with a maintenance indicator which notifies the user of the state of contact wear. This increases the functional reliability of the switches which are subject to severe stress, particularly in harsh industrial environments. Robust electronics together with proven protective switchgear technology make the xEffect circuit-breakers particularly resilient for industrial applications.
xEffect Switchgear Series for Industrial Applications
NZM circuit-breakers new with integrated monitoring functions
Scan QR Code
SolutionS 2712

NEwS +++ NEwS +++ NEwS
Eaton’s 93PM UPS is a compact three-phase UPS solution for critical server environments and medium-sized data centers. The system is available in three configurations with ratings of either 30, 40 or 50 kW outputs, and requires a footprint of only 0.5 sq m. The advanced multi-level inverter technology enables the Eaton 93PM to achieve a high power factor of up to 1.0. This therefore prevents a reduction in power due to capacitive loads such as from a modern blade server system. The full UPS capacity in Watts is thus always available for the connected IT load. The system also sets new trends in terms of energy efficiency: In double conversion mode, the Eaton 93PM units are designed to perform at an unmatched 96.7 percent efficiency. With Eaton’s innovative Energy Saver System (ESS) a further increase in energy efficiency of up to 99 percent is possible. The Eaton 93PM UPS system therefore helps to ensure particularly energy-saving operation and supports IT managers in achieving lower PUE values (Power Usage Effectiveness).
Touch panel display provides information on all relevant performance data
The integrated touch display of the UPS system provides information at a glance on all relevant operating parameters. This includes the actual efficiency of the UPS system, the quality of the incoming power supply and the energy consumption of the connected IT loads. The displayed data is provided in numerical form as well as in meaningful graphics. It can also be operated via the integrated web interface or by integration in Eaton’s comprehensive Intelligent Power Manager (IPM) solution. The power management tool enables the UPS to be integrated in all leading virtualized IT environments such as VMware vCenter, Microsoft Systems Center and Citrix XENCenter. The Eaton 93PM system also has VMware Ready and Citrix Ready certification.
Bridging time extendable at any time
The Eaton 93PM offers a maximum uptime of 20 minutes under full load, but this can be extended at any time through the use of external battery modules. Eaton’s Advanced Battery Management technology (ABM) is used here to optimize the charging of the battery modules and thus increase the lifespan of the batteries by up to 50 percent. If required, the Eaton 93PM can be provided with an additional maintenance bypass. Connected servers can thus also be powered without interruption while the UPS is being maintained. The Eaton 93PM system is available from now. Further information can be obtained from www.eaton.com/powerquality.
The Eaton 93PM combines high performance density with transformerless design and advanced multilevel inverter technology. The integrated Eaton Energy Saver System (ESS) ensures economical operation with a high level of reliability. Thanks to the optimized power factor of 1.0, the full USP capacity is available in Watts for the connected IT loads.
Eaton 93PM: Compact 3-Phase UPS System with Touch DisplayNew model offers up to 50 kW USP power on only a 0.5 sq m footprint
Scan QR Code
SolutionS 27 13

NEwS +++ NEwS +++ NEwS
breaker: The auxiliary conductor plug can simply be removed from its base, fitted onto the new terminal cables and operation is restored.
Technical specifications have been set to meet the wide range of requirements in the industrial sector and are impressive in every respect: The new plug-in unit on the NZM3 from 250 - 500A can be used without any derating up to an ambient temperature of 40°C, and this includes the extensive range of accessories. For more demanding applications, the full switching capacity of the NZM3 - up to 150kA at 415VAC - can be used. The circuit-breaker can also be fitted in many positions, either vertically or turned anticlockwise/clockwise by 90°.
New Plug-In Unit for the NZM3 Circuit-Breaker
Eaton is offering a new plug-in unit for the NZM3 circuit-breaker. The NZM3 plug-in unit allows customers to exchange the circuit-breaker in a panel simply and quickly, and it also offers benefits during service work because the system section concerned can be disconnected simply and safely.
The housing design of the base has been adapted to that of the NZM3, so that all connection options provided by the main device can also be implemented in the base. For Eaton, safety has the highest priority, and the live parts in the base are therefore automatically protected from direct contact when the circuit-breaker compartment is pulled out. The circuit-breaker also disconnects automatically as soon as the mounting screws are loosened when the circuit-breaker is in the On position or when the circuit-breaker is pushed in. In the latter case, the circuit-breaker can then only be switched on if the mounting screws between the circuit-breaker and the plug-in unit base have been tightened.
Even with the wide range of features and capabilities provided by its products, simple operation and flexibility are top priorities for Eaton: Just fit the modified NZM3 with its rear terminal bolts into the guide, tighten the bolts, and the system is already operational. An auxiliary conductor plug-in device is also available as an option. This enables the connected shunt or undervoltage releases, auxiliary contactors and also the remote operator to be tested without having to fit the circuit-breaker into the panel. In this way, correct operation can be tested prior to commissioning. Users also do not have to change the wiring when exchanging a circuit-
Higher system availability and greater safety for service work
The NZM3 plug-in unit allows customers to exchange the circuit-breaker quickly, thus ensuring greater system availability.
Scan QR Code
SolutionS 2714
CUSTOMER SUCCESS STORy
Intelligent energy distr ibution with SmartWire-DT
Düsseldorf Relies on Eaton Technology for Subway Line
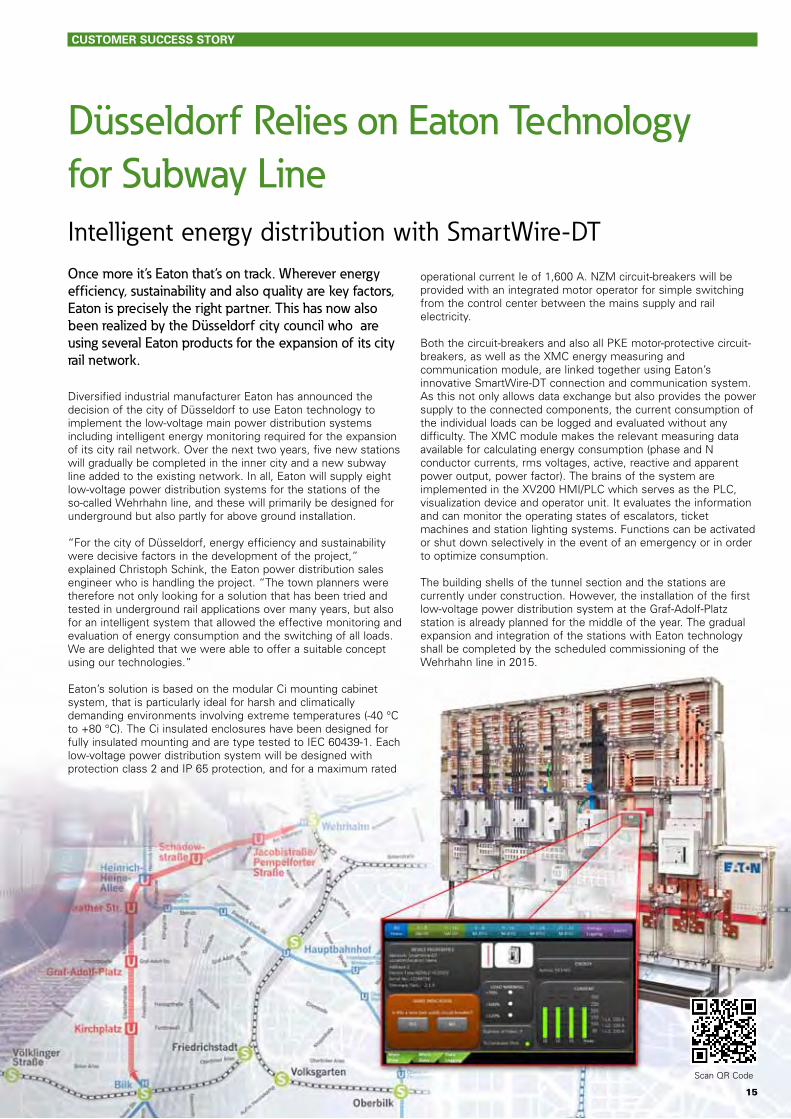
Diversified industrial manufacturer Eaton has announced the decision of the city of Düsseldorf to use Eaton technology to implement the low-voltage main power distribution systems including intelligent energy monitoring required for the expansion of its city rail network. Over the next two years, five new stations will gradually be completed in the inner city and a new subway line added to the existing network. In all, Eaton will supply eight low-voltage power distribution systems for the stations of the so-called Wehrhahn line, and these will primarily be designed for underground but also partly for above ground installation.
“For the city of Düsseldorf, energy efficiency and sustainability were decisive factors in the development of the project,” explained Christoph Schink, the Eaton power distribution sales engineer who is handling the project. “The town planners were therefore not only looking for a solution that has been tried and tested in underground rail applications over many years, but also for an intelligent system that allowed the effective monitoring and evaluation of energy consumption and the switching of all loads. We are delighted that we were able to offer a suitable concept using our technologies.”
Eaton’s solution is based on the modular Ci mounting cabinet system, that is particularly ideal for harsh and climatically demanding environments involving extreme temperatures (-40 °C to +80 °C). The Ci insulated enclosures have been designed for fully insulated mounting and are type tested to IEC 60439-1. Each low-voltage power distribution system will be designed with protection class 2 and IP 65 protection, and for a maximum rated
operational current Ie of 1,600 A. NZM circuit-breakers will be provided with an integrated motor operator for simple switching from the control center between the mains supply and rail electricity.
Both the circuit-breakers and also all PKE motor-protective circuit-breakers, as well as the XMC energy measuring and communication module, are linked together using Eaton’s innovative SmartWire-DT connection and communication system. As this not only allows data exchange but also provides the power supply to the connected components, the current consumption of the individual loads can be logged and evaluated without any difficulty. The XMC module makes the relevant measuring data available for calculating energy consumption (phase and N conductor currents, rms voltages, active, reactive and apparent power output, power factor). The brains of the system are implemented in the XV200 HMI/PLC which serves as the PLC, visualization device and operator unit. It evaluates the information and can monitor the operating states of escalators, ticket machines and station lighting systems. Functions can be activated or shut down selectively in the event of an emergency or in order to optimize consumption.
The building shells of the tunnel section and the stations are currently under construction. However, the installation of the first low-voltage power distribution system at the Graf-Adolf-Platz station is already planned for the middle of the year. The gradual expansion and integration of the stations with Eaton technology shall be completed by the scheduled commissioning of the Wehrhahn line in 2015.
Once more it’s Eaton that’s on track. Wherever energy efficiency, sustainability and also quality are key factors, Eaton is precisely the right partner. This has now also been realized by the Düsseldorf city council who are using several Eaton products for the expansion of its city rail network.
Scan QR Code
15

CUSTOMER SUCCESS STORy
Plastic stretch-wrap film is widely used for packaging in almost every industry, typically for wrapping pallets loaded with products. Conventionally, this film is supplied on large reels with cardboard cores but recently Macchi has been encouraging film manufacturers and end users to switch to coreless pre-stretched film.
This makes big savings possible. A company that wraps 100,000 pallets a year with conventional 20-micron film would use around 50 tonnes of film a year, but with pre-stretched film, it would use only 13.5 tonnes, a reduction of around 73%. This significantly cuts costs, and it also helps to protect the environment not only because less film is needed, but also because fewer vehicle journeys are needed to deliver the film.
Eliminating the cardboard cores delivers further savings, as the cores account for up to 5% of the cost of each film reel. In addition, a business using one pallet per week of film can, by
switching to coreless film, expect to remove up to four tonnes of cardboard per year from its waste stream.
Macchi is an advocate of cast pre-stretch film rather than the blown film that is currently more common. This is because, for film manufacturers, cast film offers further benefits, including enhanced line productivity, a wider choice of polymers, closer dimensional tolerances, and the possibility of producing film with outstanding optical properties.
New technologies for innovative film
To allow film manufacturers and their customers to enjoy the full benefits of cast pre-stretch film, Macchi has recently developed its new CAST film 5000 film-manufacturing machine. This incorporates a five extruder system that produces a co-extruded five-layer web with thin skin technology. A 1,350 mm diameter chill roller rapidly cools the film after extrusion, and has been specially engineered to handle the machine’s exceptionally high throughput.
Energy efficiency was one of the key considerations during the design of the machine, which uses energy-saving water-cooled motors in the co-extrusion section, complemented by gearless torque drives for managing the downstream web path.
To control the extruders, coil winders, cutters and other elements that make up this sophisticated machine, an equally sophisticated control system is needed. While many options were available, the
For its novel CAST film 2000-5 machine that produces plastic film for packaging applications, Macchi SpA, a leading Italian manufacturer of plastics processing equipment, has found that using Eaton’s innovative SmartWire-DT technology for control system wiring brings important benefits, including a smaller control cabinet, reduced wiring complexity, easier testing and faster commissioning.
Machine builder Macchi counts on SmartWire-DT for cast film extruder
Perfectly Packed
SolutionS 2716

INFO
CONCLUSION
Macchi found that the Eaton control components and the SmartWire-DT wiring system fully lived up to expectations at every stage of this complex project, delivering, as expected, big cost savings and reducing the complexity of both panel and field wiring. Significant time savings in the manufacture, testing and commissioning of the machine were also achieved, and the flexibility of the SmartWire-DT system will make it easy to incorporate future upgrades and modifications.
In use, the new CAST film 5000 machine has revealed an additional bonus to which the use of Eaton automation and control components has made a major contribution – improved performance and efficiency in every stage of the plastic film production process, together with a notable reduction in operating costs.
“In view of the success of our new CAST film 5000 machine and the very high level of customer satisfaction it has generated,” said Mauro Andreoli, Sales Manager at Macchi, “we expect to be using SmartWire-DT technology again in the very near future, not only on CAST machines, but also on other Macchi machines such as blown co-extrusion machines for shopping bag production and calendaring lines. Overall, we consider SmartWire-DT to be a big and very important step forward in control system technology.”
Products: SmartWire-DT, NZM circuit-breakers, DILM contactors, RMQ pushbutton actuators, PKZ motor-protective circuit-breakers, XV series touch screen HMI, XI/ON remote I/O modules, XC200 PLC
Company: www.macchi.it
More information: www.eaton.eu
Contact: Bonzini, Massimo [email protected]
Scan QR Code
engineers at Macchi decided after careful evaluation that the best solution would be to base their design for the control system on Eaton components. One of the key factors that influenced the engineers in making this decision was Eaton’s unique SmartWire-DT control wiring system.
Minimal cabling efforts and maximum transparency
With SmartWire-DT, the components making up the control system are no longer connected by conventional wiring, but are instead linked with plug-in cables that are supplied complete with the plugs already fitted, so that they are ready for immediate use. The cables carry status and data signals between the control devices and, where appropriate, they also supply the devices with power.
SmartWire-DT can be used with almost all types of control and automation component in the extensive Eaton range and can now be used not only for connections within the control cabinet, but also for connections to field-mounted devices. This is particularly important in machine control applications, as the resulting simplification of field wiring significantly reduces costs as well as making it easier to carry out fault finding and maintenance on the machine.
For the Macchi CAST film 5000 machine, Eaton components used included NZM circuit breakers, DILM contactors, RMQ Titan pushbuttons, PKZ motor-protective circuit breakers, XV series touch-screen operator interface panels, XION remote input/output units and XIOC programmable controllers.
Eaton technology helps save time, money and space
A major benefit of the SmartWire-DT system is that it is compatible with standard electromechanical devices from the Eaton range, such as contactors and circuit breakers, which only require the addition of a simple interface block to connect to the system. This avoids the need for costly special versions of components for use in SmartWire-DT applications.
SmartWire-DT greatly reduces the amount of wiring needed in the control cabinet, which gives big savings in the time needed for wiring and also means that, in many instances, a smaller control enclosure can be used. This is a particular benefit in machine control applications like the CAST film 5000, as there is typically very little space available to accommodate the control system.
A further benefit of the SmartWire-DT system is that it virtually eliminates the risk of wiring errors, which made the testing and commissioning of the CAST film 5000 machine’s control system much faster and easier than it would have been if conventional control wiring had been used.
MACCHI S.P.A. has two main locations, the headquarter for the manufacturing of blown film lines and a detached site specifically dedicated to cast lines. In both sites the working philosophy is based on the same principles: reliability, efficiency and flexibility.
Lean Connectivity: XV400 touch displays with RMQ control circuit devices. The wiring effort can be reduced by up to 85%.
SolutionS 27 17

CUSTOMER SUCCESS STORy
Power management solution for Lithuanian railway
Power Train
The railway line between Kaunas and Kybartai in Lithuania – Branch IX D of International Transport Corridor IX – is a vital link in the European rail freight network and traffic on the route is growing fast. In the year 2000, Lithuanian Railways (Lietuvos Geležinkeliai AB), carried 30,712,000 tonnes of freight, but the estimated figure for 2011 is 52,230,000 tonnes, an increase of more than 70% in just 11 years.
Until recently, however, the route used signaling and power equipment from the Soviet era, which was dated, and its resources were approaching the end of their service lives. For this reason, Lietuvos Geležinkeliai AB, with support from the European Union, initiated a major project to update the infrastructure of the 112 km route, which includes eight stations, 212 sets of points, 437 signals and 33 level crossings.
Fima, a leading Lithuanian engineering company with an outstanding track record in major infrastructure projects, was successful in winning the contract – the largest in the company’s history – for both the signaling and power upgrade work on the line. For the power section of the upgrade, the company was required to provide a new 10 kV system to distribute power to the stations and various other locations on the line, where it is reduced by local transformers to 400 V to feed traffic control systems, points heaters and other loads.
Compact and cost-effective switchgear
Having analyzed the requirements for the project, the engineers from Fima found that they needed six MV ring main units, configured as a mixture of load-break switches for incoming and outgoing power lines and circuit breakers for power transformer protection. In addition, they needed 13 MV switchboards in various configurations, typically including incoming and outgoing circuit breakers, bus section switches and fused load-break switches to supply power transformers.
The engineers then carefully examined the MV equipment offered by a number of suppliers before making a preliminary decision that Eaton products were likely to be the best match for their requirements. Before making a final choice, they visited the Eaton manufacturing plant in Hengelo, Netherlands where they were favorably impressed by the clean, well-organized factory and by the expert answers they received to their technical questions.
When Lithuanian intelligent engineering solutions company Fima won the contract to modernize the signaling and power systems along a key 112 km Trans-European rail freight corridor, the company chose Eaton medium voltage (MV) equipment as the basis of the power system upgrade.
SolutionS 2718

INFO
CONCLUSION
Xiria medium voltage ring main units and SVS switchgear from Eaton have provided a dependable, versatile and cost-effective solution for a major upgrade project on one of Lithuania’s most important rail freight links. And the new equipment is already providing the railway operator with important benefits.
“Greatly improved reliability of the railway’s power network is, as you would expect, one of the most noticeable benefits,” said Gediminas Abartis, “but better control over the network and enhanced flexibility are equally important. And, of course, operational costs will be low because of the minimal maintenance requirements of vacuum switchgear. The Eaton equipment is, without doubt, one of the essential cornerstones of this high profile project.”
Gediminas Abartis, Director of the Fima UAB Energy Solutions Department
These were not, however, the only reasons for choosing Eaton Xiria ring main units and SVS 08 series switchboards for the project. Another key factor was the very compact construction of these products, which not only made them easier to handle, but also meant that they could be accommodated in smaller buildings with lower construction costs.
The decision of the Fima engineers was also favorably influenced by the use of vacuum switching technology and solid insulation in the Xiria and SVS equipment. Switchgear based on vacuum switching devices offers a very long service life and requires almost no maintenance. In addition, because it eliminates the need to use noxious substances like sulfur hexafluoride, it poses no threat to the environment during its life or at end-of-life disposal.
Safety and metering capabilities were key
Solid insulation also provides important benefits. It is robust and resistant to damage and it greatly reduces the risk of dangerous flashovers developing, which could cause major damage to the equipment itself, as well as potentially serious injury to anyone working in the vicinity. In addition, because solid insulation can be accurately profiled in all areas, corona discharge is virtually eliminated.
The final factor in the decision was the ability of the switchboards to accommodate extensive metering provisions. These are required for commercial accounting purposes as the switchboards supply power not only to the railway but also to outside users, and the railway operating company needs detailed power consumption information so that these users can be billed accurately.
Demonstrating flexibility
“Requirements for the safety of operating personnel were completely satisfied,” said Gediminas Abartis, Director of the Fima Energy Solutions Department, “and, when we needed changes, Eaton responded rapidly and adapted the equipment for the needs of the project, thereby helping us keep our work on schedule. In short, the support we received from the Eaton team was excellent.”
At the time of writing, the Eaton equipment has all been installed and almost all of it has been commissioned. Both installation and commissioning, which were carried out without interrupting the normal operation of the railway, were smooth and problem free, and the equipment that is currently in service is meeting and exceeding the expectations of both Fima and the railway operator.
Products: Xiria ring main units and switchgear of the SVS 08 series
Company: www.fima.lt
More information: www.eaton.eu
Contact: Edmondas Daukšas [email protected]
Scan QR Code
SolutionS 27 19

CUSTOMER SUCCESS STORy
PGE Arena Gdansk – Complete Solution from Eaton Meets UEFA Standard
XIRIA series medium-voltage switchgear.
The major challenge in the configuration of Eaton switchgear were UEFA’s demanding requirements with regard to electromagnetic compatibility (EMC).
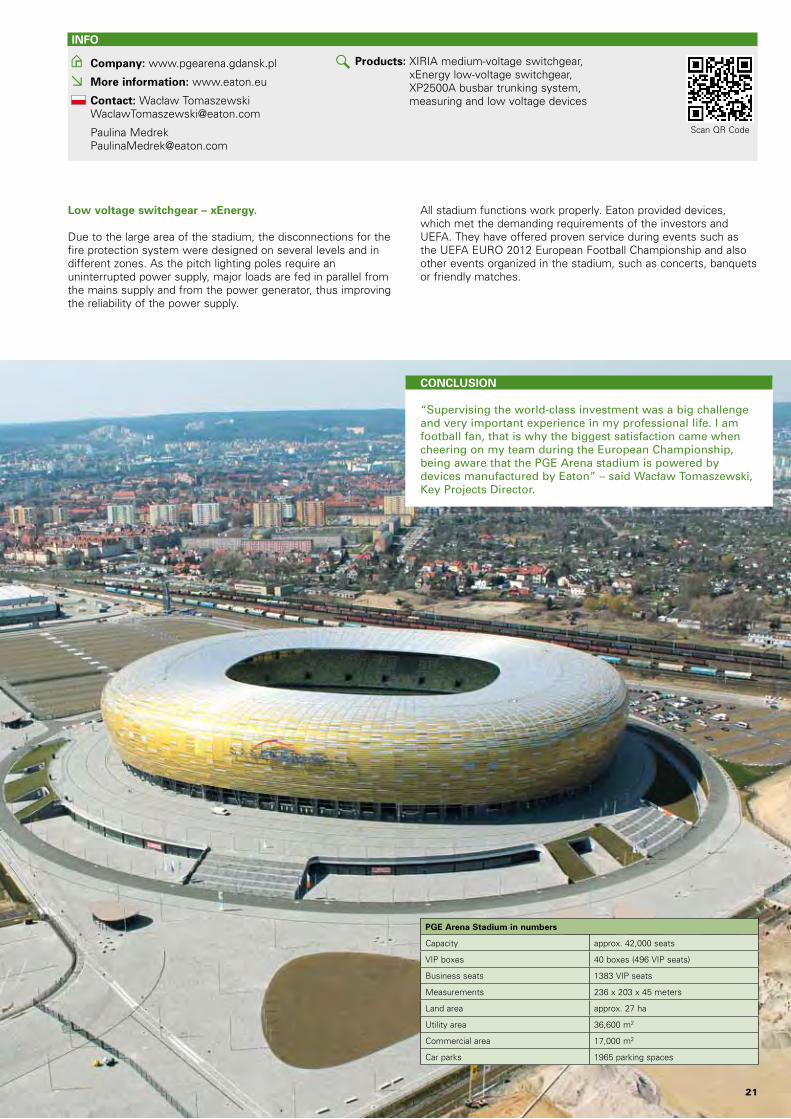
The PGE ARENA Gdansk is a multifunctional and modern sports facility also serving as a recreation, business and entertainment center. It is designed for football matches, concerts and other sports or cultural events – with a total capacity of 45,000 spectators. The stadium has a developed utility infrastructure: Business and Conference Center, T29 Sports Bar & Restaurant, souvenir store and professional skating track.
Two transformer stations were designed for such a large and extensive building as the PGE Arena. Each station is equipped with a power generator with a capacity of 1600 kVA, a 6-panel XIRIA medium voltage switchboard with a measuring panel, and 4 xEnergy main switchboards: 2 for the transformer stations, 1 for the power generator station and 1 for the fire protection system. MAX type automatic transfer switches with an XV102 HMI panel control the performance of switchboards for the transformers and the fire protection. The XP2500A busbar trunking system is used for the connection between the transformers and low-voltage switchgear. Over 200 NZM and IZM circuit breakers are installed in the main switchboards. Moreover around the stadium there are over 240 distribution boards from Eaton.
Eaton Poland used an intelligent offload system controlled by the BMS in the distribution boards. This system has been proposed by us and accepted by the design office. It is aimed to ensure the selective disconnection of unnecessary individual loads, and it automatically adjusts the system load to emergency mode conditions if the availability of power is limited. Local distribution boards are also equipped with energy meters M21, which transfer system information about energy consumption and also information about voltage level and current load to the BMS via the Modbus protocol.
The natural beauty of amber and many generations of seaport tradition in Gdansk were inspirations for the concept of the PGE ARENA Gdansk. The roof sheathing, consisting of modules in six shades of orange, depicts the color of amber, and the girders of the steel construction of the roof look like the frames of a vessel.
XIRIA medium voltage switchgear and xEnergy low voltage switchgear – Efficiency for a successful building.
SolutionS 2720
INFO
Low voltage switchgear – xEnergy.
Due to the large area of the stadium, the disconnections for the fire protection system were designed on several levels and in different zones. As the pitch lighting poles require an uninterrupted power supply, major loads are fed in parallel from the mains supply and from the power generator, thus improving the reliability of the power supply.
All stadium functions work properly. Eaton provided devices, which met the demanding requirements of the investors and UEFA. They have offered proven service during events such as the UEFA EURO 2012 European Football Championship and also other events organized in the stadium, such as concerts, banquets or friendly matches.
PGE Arena Stadium in numbers
Capacity approx. 42,000 seats
VIP boxes 40 boxes (496 VIP seats)
Business seats 1383 VIP seats
Measurements 236 x 203 x 45 meters
Land area approx. 27 ha
Utility area 36,600 m2
Commercial area 17,000 m2
Car parks 1965 parking spaces
CONCLUSION
“Supervising the world-class investment was a big challenge and very important experience in my professional life. I am football fan, that is why the biggest satisfaction came when cheering on my team during the European Championship, being aware that the PGE Arena stadium is powered by devices manufactured by Eaton” – said Wacław Tomaszewski, Key Projects Director.
Products: XIRIA medium-voltage switchgear, xEnergy low-voltage switchgear, XP2500A busbar trunking system, measuring and low voltage devices
Company: www.pgearena.gdansk.pl
More information: www.eaton.eu
Contact: Wacław Tomaszewski [email protected]
Paulina Medrek [email protected]
Scan QR Code
21

CUSTOMER SUCCESS STORy
High system availability through data transparency in power distr ibution
Air Separation
In order to separate gases from the air, a thermal separation process such as rectification is used. This method is based on the inventions of Carl von Linde, the founder of the present day Linde AG. As far back as 1902 he introduced it in the world’s first industrial application. Rectification is synonymous with the principle of countercurrent distillation. This special separation process enables the individual components of a compound substance to be extracted with a high degree of purity and a good yield, even with relatively similar boiling points.
Separation in the double column
A so-called double column unit is used for this at the Gablingen plant of Linde AG: Evaporator and condenser, the process intersection of the countercurrent distillation are combined in a heat exchanger unit. It divides an approximately 20 meter high cylinder into two rectification columns that operate at different pressures. These produce gaseous and liquid oxygen (GOX and LOX) and nitrogen (GAN and LIN). At the so-called “Argon belly”, a point in the low pressure column at which the argon concentration reaches a maximum of around 4 percent, a gas flow is diverted for further rectification in the raw argon column: Here the remaining oxygen and remaining nitrogen are removed and liquid argon (LAR) extracted at a high level of purity.
Energy-intensive process
In order to separate air into its component parts through rectification, part of the air volume used has to be liquefied. This is a very energy-intensive process since the air has to be cooled to at least -172 degrees Celsius at a pressure of 5 bar. Multi-stage compressors and large expansion turbines with several megawatts of refrigeration power make this possible. “Around 13 megawatts of electrical power at full load, as much as a small town of 35,000 inhabitants, are required for this by the Linde AG plant in Gablingen,” explains Peter Lochmann, plant manager of the Gablingen air separation plant of Linde AG.
Central low-voltage distribution
The low-voltage power distribution at the Gablingen plant was modernized in 2010. The 400 V system supplies all plant equipment and utilities with electricity, such as the cooling water and auxiliary oil pumps, the large cooling tower fans, and the office buildings. “It is planned for the Gablingen plant to be connected in future to the Remote Operation center at the largest gas production facility of Linde AG in Leuna, Germany,” Peter Lochmann describes the initial situation. He continues: “This meant that our existing switchboard system had to be renewed as it could not be remotely controlled.” As a result, Linde AG assessed the products of various manufacturers and finally chose Eaton’s type-tested xEnergy modular system. “We have been using the products of this manufacturer for several decades, value their high availability and have had a good experience with them,” Peter Lochmann explains the decision.
With well over 60,000 employees worldwide, the Linde Group is one of the leading gas and engineering companies. At its Bavarian plant in Gablingen, Germany, the company separates and liquefies oxygen, nitrogen and the noble gas argon from the air. These are used for applications in industry, medicine, and the food and beverage sector. The low-voltage main distribution system consists of Eaton xEnergy switchboard systems and remotely monitored NRX circuit-breakers.
SolutionS 2722

INFO
CONCLUSION
“The Eaton IZMX16 circuit-breakers provided us with the right solution for Linde and also ensured an extremely space saving design for the new power distribution system,” Jürgen Nauwartat explains with delight. The small number of xEnergy panels needed for the assembly reduced the amount of copper required and therefore also the costs. Peter Lochmann also confirmed: “Eaton is always there for us whenever there is a challenge to solve. This is something we appreciate very much.”
“We appreciate the extremely compact design of the xEnergy switchboard system.” Peter Lochmann, plant manager of the Gablingen air separation plant of Linde AG.
The complete low-voltage switchboard consists of fifteen xEnergy panels, which include twelve IZMX16 circuit-breakers networked via Profibus DP.
Compact solution
The low-voltage power supply is implemented redundantly with two 1.6 MVA block transformers connected via coupling switches. Normally both transformers are run at partial load on the grid, however, each one can supply the plant’s total power requirement. It is thus also possible to carry out overhauls during operation. Nine outgoers are connected to the individual subdistribution systems, three more are installed to meet any reserve requirements for further expansions. “Operating space is always short, and therefore we appreciate the extremely compact design of the switching cabinets that the Eaton components allow,” Peter Lochmann says.
The IZMX16 circuit-breakers used from Eaton’s NRX series are the smallest air circuit-breakers in the world. With a volume of only 24 dm3 and a front face that is only a little larger than an A4 sheet, they do not involve any losses in rating capacity. Even the motor for tensioning the spring-operated stored energy mechanism and the magnet coils for the on and off switch commands from the central control room are integrated in this volume.
High communication capability
Fifteen xEnergy panels are installed at the plant, and these include 12 IZMX16 circuit-breakers with a Profibus DP network connection. The relevant interface modules are simply plugged onto the circuit-breaker between the control circuit terminals. “The modules, that are also available for Modbus and Ethernet, increase plant transparency and thus shorten response times,” Jürgen Nauwartat, Eaton sales engineer for Power Distribution South explains. “The fast intervention into a process enables plant outages to be prevented or preventative maintenance to be planned. This considerably increases system availability.”
On schedule commissioning
The long-standing Eaton partner KLÖMÖ Energie- und Automatisierungstechnik GmbH from Regensburg in Bavaria was responsible for assembling the system. “The conversion was completed without a hitch during our annual maintenance window,” Peter Lochmann confirms. A maximum downtime of 14 days was permitted for the system, in order to ensure the supply to the customer. The pre-assembled switchboards were already installed at the plant within three days. “We would also like to emphasize the close support that Eaton provided during commissioning. Any unforeseen issues were solved very flexibly during assembly and our time schedule could be kept,” Peter Lochmann further explains.
Products: Fifteen xEnergy panels, including panels fitted with 12 IZMX16 circuit-breakers with a Profibus DP network connection
Company: www.linde-gas.de
More information: www.eaton.eu
Contact: Jürgen Nauwartat [email protected]
Two-column unit for the separation of pure oxygen and nitrogen as well as argon from the atmospheric air.
© L
inde
AG
Scan QR Code
Liquid N2Pure nitrogen
Pure oxygen
Condenser
Process air
Liquid with 35-40% O2
Tap-off for argon production
SolutionS 27 23

CUSTOMER SUCCESS STORy
Robust and durable switchgear for harsh environments
Clean Solution
The roots of Meier-Brakenberg go back to when the company had its own pig fattening farm. The creative inventiveness and practical inclination of the founder and CEO Wolfgang Meier enabled him to develop technical solutions that simplify his work and increase the output and profitability of his farm. A few years ago, this led to the idea of marketing these products professionally. Today, the medium-sized company offers a wide range of technical solutions: From soaking and cooling systems for pigs, to mobile and stationary electronic weighing devices, watering systems, medicine dispensers, disinfection units, right through to a range of high pressure cleaners.
“Our corporate philosophy is summed up by the motto ‘Ideas from Practice’ and is based on the fact that we know the challenges and conditions from the experience we have gathered on our own farm,” the livestock farmer explains. “Our farm is now used as a permanent test site for our product developments.” New ideas have to be tried and tested as suitable for practical use from prototype development right through to the finished product, even in continuous testing under stall conditions, before Meier-Brakenberg includes them as marketable and functional devices in the portfolio. “This development process enables us to ensure that our products fully meet customer requirements and expectations,” Wolfgang Meier explains.
Consistency and long service life a priority
Quality plays a key role here. In the agricultural sector, consistency and a long service life have the utmost priority. This particularly applies to high pressure cleaners, which are some of the most technically sophisticated products of this family-run business, and which are required to offer several hundreds of reliable operating hours a year. Several hundred devices per year are sold both to customers both inside and outside Germany. This makes the company one of the leading German suppliers in the livestock
Economy and efficiency are also becoming increasingly important in the agricultural sector. Innovative technical solutions can also make an important contribution here. Meier-Brakenberg is a company based in Extertal, Germany, which specializes in products for livestock farming. The family-run business relies on Eaton technology and CS wall-mounted enclosures for its stationary high pressure cleaners.
SolutionS 2724

INFO
CONCLUSION
“As our Meier-Brakenberg brand stands for high quality premium products, we are always on the lookout for solutions for our devices that meet our demanding requirements with regard to service life and robustness,” Werner Hundertmark explains. “The excellent price-performance ratio of the CS enclosures also impressed us. However, we appreciate in general the high level of consistency and reliability that the Eaton products offer. I know no other supplier, for example, that can supply such a wide range of main switches over years with such a constant level of quality.”
farming sector. Meier-Brakenberg is also increasingly supplying products to other sectors such as the waste disposal sector, abattoirs and nurseries.
Farmers frequently use mobile high pressure cleaners for smaller stalls containing around 1,000 pigs. For farms rearing 2,000 pigs or more, a stationary high pressure cleaning system soon pays for itself. This offers the user a greater level of convenience and helps him to work more efficiently. In this case, the cleaner is normally installed in the central passage way of the stall. The operator can access the high pressure system via stationary stainless steel high pressure lines and different faucets distributed around the building. In this way, even several users can clean different sections at the same time before new batches of animals move in.
“The optimum cleaning process for our customers‘ applications primarily requires large volumes of water rather than very high pressures,” explains Werner Hundertmark, responsible for electrical engineering at Meier-Brakenberg. “For example, our new frequency controlled high pressure pumps provide a washing force of up to 70 l/min.”
Demanding protection requirements
The use of the high pressure cleaners in livestock farming places demanding requirements on the technology and components used. The ambient air, containing dust, moisture, ammonia and subject to changing temperatures, is a considerable source of stress, as are the narrow stall passages and rough handling of the equipment.
In order operate electrical components safely and reliably in this kind of environment, the systems and particularly the enclosures used must meet very exacting standards. “We have had a good experience with the products of Eaton over many years,” says the electrical engineer. Besides the entire switchgear technology including the main switches and DILM contactors, Meier-Brakenberg also decided to use the control circuit devices of the RMQ Titan series and the CS wall-mounted enclosures from Eaton.
The CS enclosure series, made of solid sheet steel and with protection to IP66, is used today by Meier-Brakenberg in all stationary high pressure systems, and offers comprehensive safety for the integrated components. With 45 different enclosure sizes and dimensions between 250x200x150 mm and 1,200x1,200x250 mm, the right variant is available for any application. A fully integrated sponge-rubber gasket in the door ensures the high degree of protection. A surrounding rain channel profile around the enclosure opening offers protection against the penetration of liquids and dirt when the door is opened.
CS enclosures – robust and flexible
The CS enclosures comply with impact resistance category IK09 in accordance with the EN62262 standard and thus protect the inside of the cabinet from mechanical damage at the same time. Their powder coated surface provides an abrasion and corrosion resistant protection. In order to ensure the safe installation of the switchgear, a 2 to 3 mm galvanized sheet steel plate is used as a mounting plate for the wall-mounted enclosure installation, or alternatively, a perforated variant for cage nuts or a powder coated solid sheet steel plate.
The operator can take out the door without much additional effort for further mechanical fitting, such as for the installation of the RMQ-Titan control circuit devices. The quick-change technology of the internal covered hinges enables them to be removed and refitted easily so that the door can be hung on the left or the right in no time.
Cleaning personnel at work in the stall
Product range of stationary high pressure pumps
Products: RMQ Titan control circuit devices, CS wall-mounted enclosures, complete switchgear technology with main switch, DILM contactors
Company: www.meier-brakenberg.de
More information: www.eaton.eu
Contact: Michael Kipker [email protected]
Scan QR Code
SolutionS 27 25
CUSTOMER SUCCESS STORy
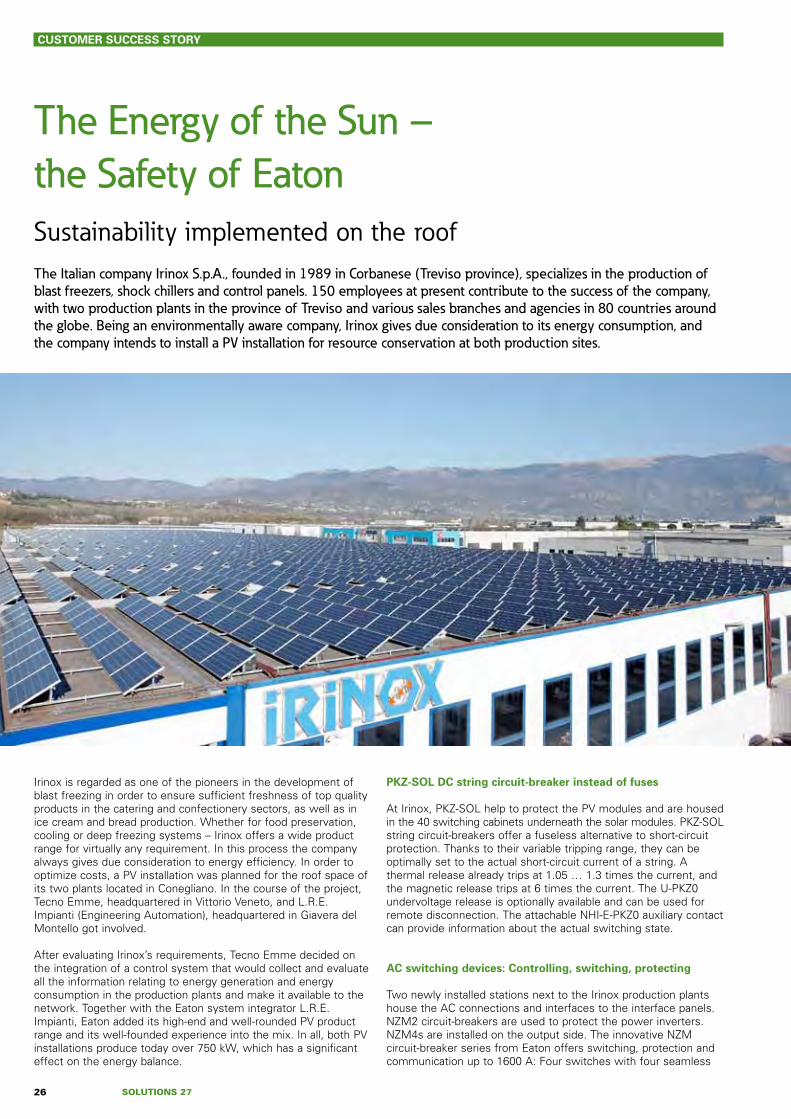
The Italian company Irinox S.p.A., founded in 1989 in Corbanese (Treviso province), specializes in the production of blast freezers, shock chillers and control panels. 150 employees at present contribute to the success of the company, with two production plants in the province of Treviso and various sales branches and agencies in 80 countries around the globe. Being an environmentally aware company, Irinox gives due consideration to its energy consumption, and the company intends to install a PV installation for resource conservation at both production sites.
Irinox is regarded as one of the pioneers in the development of blast freezing in order to ensure sufficient freshness of top quality products in the catering and confectionery sectors, as well as in ice cream and bread production. Whether for food preservation, cooling or deep freezing systems – Irinox offers a wide product range for virtually any requirement. In this process the company always gives due consideration to energy efficiency. In order to optimize costs, a PV installation was planned for the roof space of its two plants located in Conegliano. In the course of the project, Tecno Emme, headquartered in Vittorio Veneto, and L.R.E. Impianti (Engineering Automation), headquartered in Giavera del Montello got involved.
After evaluating Irinox’s requirements, Tecno Emme decided on the integration of a control system that would collect and evaluate all the information relating to energy generation and energy consumption in the production plants and make it available to the network. Together with the Eaton system integrator L.R.E. Impianti, Eaton added its high-end and well-rounded PV product range and its well-founded experience into the mix. In all, both PV installations produce today over 750 kW, which has a significant effect on the energy balance.
PKZ-SOL DC string circuit-breaker instead of fuses
At Irinox, PKZ-SOL help to protect the PV modules and are housed in the 40 switching cabinets underneath the solar modules. PKZ-SOL string circuit-breakers offer a fuseless alternative to short-circuit protection. Thanks to their variable tripping range, they can be optimally set to the actual short-circuit current of a string. A thermal release already trips at 1.05 … 1.3 times the current, and the magnetic release trips at 6 times the current. The U-PKZ0 undervoltage release is optionally available and can be used for remote disconnection. The attachable NHI-E-PKZ0 auxiliary contact can provide information about the actual switching state.
AC switching devices: Controlling, switching, protecting
Two newly installed stations next to the Irinox production plants house the AC connections and interfaces to the interface panels. NZM2 circuit-breakers are used to protect the power inverters. NZM4s are installed on the output side. The innovative NZM circuit-breaker series from Eaton offers switching, protection and communication up to 1600 A: Four switches with four seamless
The Energy of the Sun – the Safety of EatonSustainability implemented on the roof
SolutionS 2726

INFO
switching capacity levels from 25 kA for small subdistribution systems up to a switching capacity of 150 kA for complex high energy plants round off the comprehensive range. The compact design of the small 160 A circuit-breaker saves space when used as the main switch in machine control centers, as well as for the incomer in service installation boards or as outgoer switches in power distribution systems. The remaining device levels include 300 A as well as the compactly designed 630 A switches and not least the large 1600 A circuit-breaker. This series stands out on account of the identical functionality, mounting and handling for switch and accessories throughout the entire series.
XV400 HMI series: controlling, operating, monitoring
Irinox uses the Eaton XV460 HMI on the one hand as a data collector for the highly granular XI/ON remote I/O modules from Eaton, in order to process the large volume of data from the PV installation with five strings. On the other hand, it also serves as the PLC.
The XV400 touch display series from Eaton offers a scalable, future-proof device generation. A 400 MHz CPU provides sufficient processing power for implementing complex HMI or HMI/PLC applications. Eaton offers different touch technologies in order to meet the various environmental requirements for operation: The robust infra-red or the industrial resistive touch with a fully laminated polyester foil – for protection against splintering. Scalable display sizes from 5.7 to 15 inch are available. Over 100 communication protocols enable the XV400 devices to meet virtually any requirement, and pluggable communication modules include CAN or optionally Profibus DP master or slave (12 MBaud each) protocols and many others.
Galileo interactive visualization tool
L.R.E. Impianti developed the data processing, control and visualization for the XV460 using Eaton’s Galileo project design environment.
Galileo is an easy to learn and yet powerful and extensive project design software environment. With its non-sector specific design, Galileo offers seamless project design for all graphical operator units from the Eaton HMI product range as well as for PC single-user solutions. Galileo always provides the project designer with the full functionality without any graduated restrictions on tags (variables) or screens, according to the performance specifications of the panel used.
The software displays each of the five power inverters at Irinox graphically and is used to write parameters to them and read values from them; the Modbus protocol used here makes it possible to scan the energy yield of each PV module according to specific time settings (e.g. daily, monthly, yearly), and this also applies to alarm messages. In the event of an alarm, the XV460 automatically sends an email or activates a specific response, if required also in stages.
CONCLUSION
The XV460 provides Irinox with a future-proof system for its PV installation. The data exchange can be adapted as required to meet the Italian requirements for smart metering and for feeding into a smart grid, and it is also possible here to connect a smart metering device via Modbus.
In order to fulfill any mandatory documentation requirements and also to calculate profitability, Irinox can also document all input/output data as well as energy yields. It is also possible to display this information graphically as a time plot, or summarize it in detailed logs. Each alarm, for example, is processed in real time and logged as historical data (up to 520 alarms, log with serial number, description, date and time of the incident).
Company: www.irinox.com www.tecnoemmesnc.it www.lre.it
More information: www.eaton.eu
Contact: Marco Battisti [email protected]
Products: PKZ-SOL string protective circuit-breakers, NZM2 circuit-breakers, HMI XV460 touch display, Galileo project design environment
Scan QR Code
SolutionS 27 27

CUSTOMER SUCCESS STORy
In future, companies will not only have to try and minimize the negative impact on the environment that they make, but will be increasingly expected to improve the environment. Eaton is already engaged in actively meeting these new requirements and takes the issue of sustainability seriously. The company is therefore on the one hand offering innovative products for the effective and safe use of solar energy, and on the other hand, has recently started producing its own electricity from a PV installation at its Bonn site.
The benefits of solar energy are varied and also attractive for both private consumers and companies alike. It enables the environmentally-friendly production of energy at the place where it is normally needed without any carbon dioxide emissions. The sun is an energy source that provides 15,000 times the energy that is consumed worldwide, and will be available to us as a reliable and free energy source for many millions of years. These are benefits that Eaton also aimed to make use of.
“There were three major reasons why we considered a PV installation here in Bonn,” explained Toni Mandt, head of finances and services for Eaton Industries GmbH. “In line with our worldwide corporate strategy, environmental protection and sustainability are top priorities for us. Added to this are the financial considerations as to how to reduce operating costs, as well as the idea of using our PV products in a demo installation.”
Solar installation with 165 m2 panel area generating 22,000 kwh
Three companies were involved in the tender project last year. Both the installation of a tracking system on one of the car parks
or a roof-mounted system for the existing building infrastructure were considered. The studies involved detailed profitability analyses, and it was concluded that tracking systems that follow the sun are currently not viable in Germany. It was therefore decided to install a PV installation with a total panel area of 165 m2 on one of the office buildings. This installation is designed for 24 kWp and is therefore three to four times larger than that of a detached house. Based on the average number of hours of sunshine for Bonn determined by the German Weather Service, the total output is expected to be 22,000 kWh per annum.
The planning and design of the PV installation was carried out by nds konzept, a company based in Bornheim. They supplied the viability study, the planning, the agreements with the grid operator, the construction and project management, as well as the VDE approval certification. The profitability study from nds konzept calculated that the investment for Eaton would pay for itself in less than six years. “Normally a plant operator will have paid back his expenses within eight to ten years,” Elmar C. Dalitz, CEO of nds konzept, explained. “This very short amortization period was possible here because Eaton took responsibility for the installation and provided their own components.” The products supplied by
Sustainable PracticesEaton’s Bonn site is producing and using photovoltaic electr icity
The PV installation at the Eaton site in Bonn consists of 100 polycrystalline solar panels with a total panel area of 165 m2 and an output of 24 kWp.
SolutionS 2728

INFO
Eaton for photovoltaic applications include high quality switching devices for isolating, switching and protection, as well as inverters for grid-connected and grid independent installations in residential buildings. In all these products, safety is a top priority.
Powerful inverters for feeding into the grid
The installation in Bonn consists of 100 polycrystalline solar panels. The core of the system consists of six power inverters which convert the DC current generated by the solar panels into AC current and feed it into the grid of the local utility via the meter box. Either eight or ten of the solar panels are connected as strings in series in order to achieve the required input DC voltage for the inverters. An inverter for achieving the appropriate power is connected to every two strings.
Eaton’s power inverters of the ISG series for residential applications up to 4,600 W or 6,000 W have been specially developed for the requirements of the EMEA region, and have already been launched successfully on the market in France, Italy, the Czech Republic and Poland, as well as Germany, Austria and Switzerland. They are suitable for both mono-crystalline and also polycrystalline PV generators. The ISG series includes variants that are designed with IP43 protection for indoor installation and also IP65 protection for indoor and outdoor installation. All inverters stand out on account of their maintenance-free design, easy installation and operation. Thanks to convection cooling, the inverters do not require fans and are quiet during operation. The reliable and compact devices offer a higher performance capacity than similar products with the same dimensions. They have an efficiency of more than 96 %, and the MPPT (maximum power point tracking) function makes it possible to achieve optimum power in different conditions from any PV generator.
Safety has top priority – from grid and installation protection to the fireman’s switch
Eaton’s SOL30-SAFETY PV fireman’s switches were installed in order to prevent the risk of electric shock to rescue services in emergencies, such as when extinguishing a fire. A PV off switch is installed in the entrance building near the janitor. In the event of a fire, the PV fireman’s switches can thus be tripped from here in order to safely and quickly isolate the DC line between the PV panels and the inverter. The PV fireman’s switches are available as complete ready to install and connect device combinations. Depending on the number of strings, two, three, four or six PV fireman’s switches are installed in a common housing. The maximum rated voltage is 1,000 V DC. The undervoltage release has a delayed response and bridges momentary grid interruptions up to 600 ms in order to prevent temporary voltage dips in the grid from causing the PV fireman’s switch to trip accidentally.
For grid and installation protection in accordance with VDE-AR-N 4105, Eaton offers both ready to install and connect complete solutions and individual components, such as contactors with a low sealing power and motor-operated circuit-breakers with low-power undervoltage releases. The contactors are approved as coupling switches for installations up to 100 kVA. Motor-operated circuit-breakers or switch-disconnectors are suitable for larger installations. The portfolio includes three or four-pole solutions that cover a rating range from 14 kVA to 866 kVA (20 A to 1,250 A). As the output of the PV installation in Bonn is below 30 kVA, no additional grid and installation protection is needed. Eaton’s NH1 fuse switch-disconnector for a rated operational current of 100 A is used here instead.
CONCLUSION
“The expertise available at Eaton has impressed me greatly,” says Elmar C. Dalitz, CEO of nds konzept GmbH. “I hope I will always have as good and productive a cooperation in all our future projects as we had here. This project should give impetus to other companies in the industrial sector. Particularly with SMEs in Germany, I believe there is a great deal of potential for reducing operating costs using photovoltaics for increasing energy requirements and achieving a high level of planning safety at the same time.”
Products: Eaton ISG power inverter SOL30-SAFETY PV fireman’s switch
“Our customers can now see directly the features and benefits of Eaton products for the PV sector for themselves in our 64 m2 showroom in Bonn,” Toni Mandt expresses his delight. A display is installed in the visitors’ floor that provides employees and guests with information about the productivity of the installation since its commissioning at the end of April 2012. The actual power output (Watt), the daily yield (kWh), the total yield (kWh) and the saving in CO2 emissions (kg) are shown. nds konzept also monitors the yield values remotely and can carry out detailed diagnostics in the event of a fault right through to the power inverter, thus ensuring trouble-free and optimum operation.
Toni Mandt, head of Finances & Services at the Eaton site in Bonn: “We had three good reasons for installing an PV demo installation: “1. Compliance with environmental protection and sustainability requirements set by Eaton’s corporate strategy, 2. Reduction of operating costs and 3. Onsite presentation of the Eaton PV product range.”
Eaton’s power inverters of the ISG series for residential applications up to 4,600 W and 6,000 W have been specially developed for the requirements in the EMEA region.
Company: www.nds-konzept.de
More information: www.eaton.eu
Contact: Toni Mandt [email protected]
Scan QR Code
SolutionS 27 29

INFO BOARD
Fair DatesIf you want to experience Eaton live, visit us at one of the several fairs that we will be attending. The latest fair dates and information about forthcoming fairs is provided on our website:
www.eaton.eu > Our Company > Fairs and Events
Several videos are now available for prospective customers to find out about Eaton products and solutions more easily and understandably.
In keeping with simple and state-of-the-art communication, Eaton has opened up its own YouTube channel to show videos explaining the complex world of the company simply and vividly. This increased transparency will enable Eaton customers and prospective customer to get a closer view of the company and answer questions such as:
What is the company made up of? In which countries and markets does it operate? What does its product portfolio look like in detail?
Find out about: Eaton’s Lean Solution strategy, Lean Connectivity in practical applications, communicative drives, xEffect digital switchgear, xEnergy distribution boards, Power Xpert medium-voltage distribution systems or energy-efficient UPS systems. Videos giving the viewer a closer and more vivid presentation of Eaton are provided to explain all these topics.
Talk to us: The new portal gives you the chance to be interactive and to get in touch with Eaton directly. Perhaps you too wish to highlight your success story with Eaton products in a video? Our team will look forward to receiving your comments or suggestions which we will naturally gladly look at in detail. You can also subscribe to the YouTube Channel in order to always keep up-to-date. You can access the video portal via YouTube (www.youtube.com/EatonElectricalEMEA) or via our website (www.eaton.eu/Europe/Mediaroom). Enter this fascinating world: Simply click through and find out more about the ideas, solutions and people of Eaton.
Eaton at a glance – with just one click
Info Board
Scan QR Code
Scan QR Code
The Youtube Channel: Find a collection of all videos with a single click on www.youtube.com/EatonElectricalEMEA
Other product news is available from our media center at: www.eaton.eu/Europe/Mediaroom
High quality information videos on Eaton Solutions
Detailed product information and product data.
SolutionS 2730

Scan QR CodeContactTo contact an Eaton salesperson or local distributor/agent, please visit www.eaton.eu/electrical/customersupport
FAX Reply: +49 (0)228 602-2275
Email: [email protected]
Internet: www.eaton.eu/electrical
ImprintSolutions is the customerpublication of Eaton’s ElectricalSector EMEA
Published: Eaton Electrical Sector EMEAEaton Industries GmbHHein-Moeller-Straße 7-1153115 BonnTel.: +49 228 602-0Fax: +49 228 602-2275E-Mail: [email protected] www.eaton.de/electrical
Editor in Chief:Dipl.-Ing. Christian Bücker
v.i.S.d.P: Dirk Bolz
Layout: buntebrause agentur
Translator: Terry Osborn TRANSTech Translations
No. of copies: 17,000
Languages: German, English
This customer publication is protected by copyright, applicable to all articles, diagrams and photos. Eaton reserves all rights.
© 2013 Eaton Electrical Sector EMEAAll Rights ReservedPrinted in Germany 04/13Publication Number: CS083006ENArticle number: 171813
Please send me “Solutions” regularly
Company: ..................................................................................................................................
Name/First name: .....................................................................................................................
Department/Function: ...............................................................................................................
Street: .......................................................................................................................................
Post Code/Town: .......................................................................................................................
Country: .....................................................................................................................................
Telephone: ................................................................................................................................
E-Mail: ........................................................................................................................................
FAX Reply +49 (0)228 602-2275
Please send me information on the following topics
Easy control relays Publication No.: BR05013001Z-EN Article No.: 167004
SmartWire-DT®
Publication No.: W0211-7601en Article No.: 118731
Lean Solution Publication No.: FL08302001Z-en Article No.: 151231
Power XL™ variable frequency drives to IP66 Publication No.: BR040001en Article No.: 170494
EMS motor starter series Publication No.: BR034001en Article No.: 171852
SL4 and SL7 signal towers Publication No.: BR047001en Article No.: 171850
RMQ Titan control circuit devices Publication No.: CA07103003Z-EN-INT Article No.: 156378
DILM contactors Publication No.: CA07103003Z-EN-INT Article No.: 156378
PKZ motor-protective circuit-breakers Publication No.: CA07103003Z-EN-INT Article No.: 156378
Made of paper awarded the EU Ecolabelreg. no. FI/11/001, supplied by UPM.
SolutionS 27 31

www.eaton.eu
Experience efficiency in a new way.New PowerXL™ variable frequency drives with outputs of up to 250 kW.
SmartWire-DT®: The key to effortless connections, smart automation, and
transparent communications
The new DC1 and DA1 series.With its PowerXL™ DA1 and DC1 series, Eaton has taken variable frequency drives to a whole new level. Easy engineering and parameterization right through to installation and commissioning.
· Convenient basic parameter configuration and an info card for quick commissioning
· Use a communication stick to clone parameters from one device to another without having to use a computer
· Strong performance: No derating at 50 °C, 200% torque at 0 rpm.
· IP 66 protection: Implement decentralized drives easily.
To order a catalog, please contact: [email protected]


















