Crushed Ore Agglomeration and Its Control for Heap Leach Operations
18
Crushed ore agglomeration and its control for heap leach operations Nikhil Dhawan, M. Sadegh Safarzadeh, Jan D. Miller ⇑ , Michael S. Moats, Raj K. Rajamani Department of Metallurgical Engineering, College of Mines and Earth Sciences, University of Utah, 135 South 1460 East, Room 412, William C. Browning Building, Salt Lake City, UT 84112-0114, United States a r t i c l e i n f o Article history: Received 31 May 2012 Accepted 15 August 2012 Available online 7 December 2012 Keywords: Heap leach Agglomeration Binder Quality control tools Characterization a b s t r a c t Based on the extensive experience of heap leaching operations, crushed ore agglomeration can be suc- cessfully considered and utilized as a pretreatment step for the heap leaching of ores containing signif- icant amounts of fines and clay minerals. The drum agglomeration is considered as a pretreatment step for the heap leaching of copper and gold ores whereas the agglomeration of uranium and nickel ores has received less attention over the past years. The acceptance of binder application for acidic leaching sys- tems is limited primarily due to the lack of acid-tolerant binders. The use of binder depends mainly upon the cost considerations, impact on recovery and safe practice. Of equal importance are the quality control and characterization tools for the agglomerates to ensure better heap performance. This paper attempts to provide a concise overview of available quality control and characterization tools for crushed ore agglomerati on with industri al examp les from the gold, copper, nickel and urani um operations. Conse- quent ly, diffe rent agglomerati on-hea p leach ing systems and their differen ces are summa rized . The requirements for effective agglomeration, characteristics for an ideal agglomerate and integrated flow- sheet of crushed ore agglomeration-heap leaching system are discussed. 2012 Elsevier Ltd. All rights reserved. Contents 1. Int ro duc ti on . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54 2. Cr ushed or e agg lomeration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54 3. Aggl omer at ion mechanisms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56 4. Inadequate aggl omer at ion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56 5. Cu ri ng . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57 6. Bi n de rs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57 7. De - sl im i ng . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58 8. The rol e of commi nuti on . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59 9. Qualit y con tr ol ( QC) and char acterizati on t ools. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59 9. 1. Part ic le size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60 9.2. Permeab il it y (hydraul ic c onductivit y) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60 9. 3. El ectr ical conduct ivit y. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61 9.4. Visual in specti on ( gl ove test) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61 9. 5. St ab il it y . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62 9.6. Barney’s Canyon test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62 9. 7. St r en g th . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62 9.8. Leac hi ng strengt h of agglomerates. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 9. 9. At tr it ion test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 9. 10. Shat te r dr op te st . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 9. 1 1. P or osi ty . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 9. 12. Percolati on f loo d column t est . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 9. 13. Hydr odynamic colu mn test (HCT) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 9. 14. Geotechnical test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64 9. 15. Kappe s perc ola ti on te st ( sl ump tes t) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64 0892-6875/$ - see front matter 2012 Elsevier Ltd. All rights reserved. http://dx.doi.org/10.1016/j.mineng.2012.08.013 ⇑ Corresponding author. Tel.: +1 801 5815160; fax: +1 801 5814937. E-mail address: [email protected] (J.D. Miller). Minerals Engineering 41 (2013) 53–70 Contents lists available at SciVerse ScienceDirect Minerals Engineering journal homepage: www.elsevier.com/locate/mineng
description
Therequirements for effective agglomeration, characteristics for an ideal agglomerate and integrated flowsheet of crushed ore agglomeration-heap leaching system are discussed.
Transcript of Crushed Ore Agglomeration and Its Control for Heap Leach Operations
-
Cru
NikhDepartmUT 841
a
ARAA
KHeap leach
Characterization
pact on recovery and safe practice. Of equal importance are the quality control
agglomeration with industrial examples from the gold, copper, nickel and uranium operations. Conse-
. . . . . .
. . . . . .
. . . . . .
. . . . . .
. . . . . .
. . . . . .
. . . . . .
9.9. Attrition test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 639.10. Shatter drop test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 639.11. Porosity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 639.12. Percolation flood column test. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 639.13. Hydrodynamic column test (HCT) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 639.14. Geotechnical test. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 649.15. Kappes percolation test (slump test) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Corresponding author. Tel.: +1 801 5815160; fax: +1 801 5814937.
Minerals Engineering 41 (2013) 5370
Contents lists available at SciVerse ScienceDirectE-mail address: [email protected] (J.D. Miller).8. The role of comminution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 599. Quality control (QC) and characterization tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
9.1. Particle size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 609.2. Permeability (hydraulic conductivity) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 609.3. Electrical conductivity. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 619.4. Visual inspection (glove test) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 619.5. Stability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 629.6. Barneys Canyon test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 629.7. Strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 629.8. Leaching strength of agglomerates. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Contents
1. Introduction . . . . . . . . . . . . . . . . .2. Crushed ore agglomeration . . . . .3. Agglomeration mechanisms . . . .4. Inadequate agglomeration . . . . . .5. Curing . . . . . . . . . . . . . . . . . . . . . .6. Binders . . . . . . . . . . . . . . . . . . . . .7. De-sliming . . . . . . . . . . . . . . . . . .0892-6875/$ - see front matter 2012 Elsevier Ltd. Ahttp://dx.doi.org/10.1016/j.mineng.2012.08.013quently, different agglomeration-heap leaching systems and their differences are summarized. Therequirements for effective agglomeration, characteristics for an ideal agglomerate and integrated ow-sheet of crushed ore agglomeration-heap leaching system are discussed.
2012 Elsevier Ltd. All rights reserved.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58BinderQuality control tools
and characterization tools for the agglomerates to ensure better heap performance. This paper attemptsto provide a concise overview of available quality control and characterization tools for crushed oreAgglomerationthe cost considerations, imr t i c l e i n f o
rticle history:eceived 31 May 2012ccepted 15 August 2012vailable online 7 December 2012
eywords:
a b s t r a c t
Based on the extensive experience of heap leaching operations, crushed ore agglomeration can be suc-cessfully considered and utilized as a pretreatment step for the heap leaching of ores containing signif-icant amounts of nes and clay minerals. The drum agglomeration is considered as a pretreatment stepfor the heap leaching of copper and gold ores whereas the agglomeration of uranium and nickel ores hasreceived less attention over the past years. The acceptance of binder application for acidic leaching sys-tems is limited primarily due to the lack of acid-tolerant binders. The use of binder depends mainly uponshed ore agglomeration and its control for heap leach operations
il Dhawan, M. Sadegh Safarzadeh, Jan D. Miller , Michael S. Moats, Raj K. Rajamanient of Metallurgical Engineering, College of Mines and Earth Sciences, University of Utah, 135 South 1460 East, Room 412, William C. Browning Building, Salt Lake City,
12-0114, United States
Minerals Engineering
journal homepage: www.elsevier .com/locate /minengll rights reserved.
-
9.16. Long-term leach pilot scale test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 649.17. Heap test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 649.18. Summary of quality control tests. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
10. Commercial agglomeration for heap leaching . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6511. Future trends . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6512. Ideal agglomerate. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6813. Conclusions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
and storage, unwanted agglomeration can occur and cause prob-
stacking and drop off from conveyors before being actually placedon heaps (Herkenhoff and Dean, 1987).
The present paper aims to deliver the recent trends in thecrushed ore agglomeration of copper, nickel, gold and uraniumores. The industrial agglomeration practice for copper and preciousmetal ores, type and size of agglomeration equipment (Bouffard,2005; Moats and Janwong, 2008), drums (design, selection andpower requirements) for crushed ore agglomeration process(Miller, 2010) and binder (Lewandowski and Kawatra, 2008,2009b) have already been discussed in detail. Hence, these topicswill not be given much consideration in this paper.
2. Crushed ore agglomeration
14%
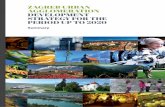
Fig. 2. Heap leach operating cost distribution plotted based on the information
54 N. Dhawan et al. /Minerals Engineering 41 (2013) 5370gglomerates must be undergoing mechanical handling such as published by Manning and Kappes (2005).
consistent high quality agglomerates, when it is known thatalems (Pietsch, 2005). A wide feed size distribution is not ideal forReferences . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Introduction
Heap leaching is one of the hydrometallurgical processes thatcan and has served as an economical process option for the treat-ment of complex ores such as copper, uranium, nickel, silver andgold ores. Several heap leach operations have experienced prob-lems associated with poor recovery due to percolation issuescaused by low-grade complex ores, tailings and clayey deposits.Poor percolation can lead to low metal extraction due to solutionchanneling or the development of impermeable (dead) zones with-in the heap (Kappes, 2005; Schlitt, 1992).
Improper heap building practice was one of the main reasonsfor percolation issues. During the transport of ore material, severesegregation of material can occur. Generally, the coarse ore tendsto stay on the outside of the piles and ne materials tend to remainas an inner core as shown in Fig. 1. The segregation causes poorbulk percolation and poor ore permeability (Chamberlin, 1986).The clay content must be low enough so that permeability in aheap can be maintained (Potter, 1981).
To overcome percolation problems, a major improvement wasmade with the introduction of agglomeration prior to ore place-ment. If the ore particles and/or agglomerates are of similar size,segregation can be avoided to a great extent (Heinen, 1980; Her-kenhoff and Dean, 1987; Kinard and Schweizer, 1987; McClellandet al., 1985). Agglomeration improves the uniform percolation ofsolution through the heaps of ore and is applicable to many ores,wastes and milled tailings (Bouffard, 2005; Dhawan et al., 2012a;Dorey et al., 1988; Heinen, 1980; Kodali et al., 2011a; Lewandow-ski and Kawatra, 2009a; McClelland, 1986; Moats and Janwong,2008; Southwood, 1985).
The term agglomeration is a deceptive term in particle technol-ogy. In the case of ne powders (less than 10 lm), particle adhe-sion/agglomeration may occur due to attractive surface forces;whereas, in the case of larger particles, adhesion forces must beproduced by the addition of liquids/binders to obtain stable andstrong agglomerates as is the case in heap leaching operations(Kodali et al., 2011a). In contrast, during many bulk solids process-ing and handling operations, such as size reduction (e.g. rollerpressing and HPGR), mixing, separation by screening, conveyingFig. 1. Segregation of coarse and ne particles from impCrushed ore agglomeration has two major aims. First, it is thebest opportunity for the thorough application of the leaching solu-tion prior to building the heap and kick starting the leaching pro-cess itself (Bouffard, 2005; Dhawan et al., 2012a; Kodali et al.,2011a; Purkiss and Anthony, 2004). For example, sulfuric acid(for copper, nickel and uranium) or cyanide solution (for goldand silver) are added to the agglomeration solution to improvethe leaching rate from low grade ores (Bouffard, 2005; Kodaliet al., 2011a; Lewandowski and Kawatra, 2009a,b; Lu et al.,2007). Second, the addition of a leaching solution facilitates
Mining
Crushing
Agglomeration/Stacking
Leach operations
Recovery plant
Site maintenance
Reagents
Closure
Support
26%
6%
17% 18%
4%
4%
7%
4%roper heap building (adapted from Heinen, 1980).
-
gglomeration
HEN f fines (-75 m)
e of clays gical issues
WHERE Agglomerators Tumbling drums
WHY Improved percolation More porous heap Uniform solution distribution
why) for crushed ore agglomeration processes.
EngCrushed ore a
WHO Heap leach operations Base metals: Cu, Ni, U Precious metal: Au, Ag
WHAT Fines adherence on larger particles or fines self adherence due to tumbling action
WExcess o
Presenc Mineralo
Fig. 3. 5Ws (who, what, when, where, and
N. Dhawan et al. /Mineralsagglomeration by coalescing ne particles onto larger rock parti-cles via liquid bridges. The agglomerates lead to more uniformlypermeable heaps (Bouffard, 2005; Dhawan et al., 2012a; Kappes,2005; Kodali et al., 2011a; McClelland, 1988; Tibbals, 1987).
Kappes (2005) reported the typical agglomeration/stacking costto be in the order of $0.10/t for a mining operation with a capacityof 15,000 t/d, which is signicantly less than that of binder or ce-ment (10 kg/t at $1/t) (Bouffard, 2005; Kodali et al., 2011a). Also,according to Cassiday et al. (1991), the major cost correspondingto cement consumption of 2% of ore weight amounts to $2.00per ton of ore. The heap leach operating cost distribution is shownin Fig. 2. The cost of binder is included in the agglomeration/stack-ing stage since cement binder is frequently used for gold heapleach operations. It can be seen that agglomeration/stacking corre-sponds to 14% of total heap leaching operating cost distribution.
Agglomeration is an innovative solution for heap leaching oper-ations with ores having high nes or clay content (Bouffard, 2005;Dhawan et al., 2012b). In the past, metal recovery up to 8090%from ores was considered as heap-unleachable. Some of the mostasked questions and answers for crushed ore agglomeration arepresented in Fig. 3.
Agglomeration with binder has been recommended forthe ores, which contain more than 1015% less than 74 lmnes (Chamberlin, 1986; Garcia and Jorgenson, 1997; Kodaliet al., 2011a). A graphical demonstration of solution percolationin the heap through agglomerated and non-agglomerated ore isshown in Fig. 4. As compared to non-agglomerated ore, theagglomerated ore aids percolation by preventing the segregationand migration of nes by creating void spaces accessible toleach solution ow and subsequently better leachingresponse.
Fig. 4. Comparison of solution percolation in agglomerated vs.ineering 41 (2013) 5370 55The solution ow is affected by both ore properties (particle sizedistribution and geological composition of the rock) as well as heap
non-agglomerated ore (adapted from Chamberlin, 1980).
(a) Coarse material with large percentage of fines
(b) Fine material (tailings) with no or little clay
(c) Clay material with metal locked in low permeability medium
BEFORE AGGLOMERATION
(a) Fines are agglomerated onto coarse particles (with binder)
(b) Agglomerates are formed by binding fines together with binder
(c) Agglomerates are formed by binding fines together after modifying clay properties
AFTER AGGLOMERATION
Fig. 5. Agglomeration effects (adapted from Mclelland and van Zyl, 1988).
-
construction practices (agglomeration, stacking, and ore density)(Guzman et al., 2008). The ow in a heap is not one-dimensionaland the solution distribution is non-uniform in short depth areaseven after long irrigation periods. Hence, the standard heap con-struction and operational practices can lead to heterogeneousand stratied recovery proles. During heap leaching operations,
nes.The agglomeration equipment mixes the ore and solution and
the coarse particles and also the self nucleation of nes to formagglomerates. The presence of adequate liquid lm thickness leadsto form liquid bridges and results in mechanical strength to theagglomerates (Velarde, 2005).
The different types of particle interactions leading to successfulagglomerate formation are schematically shown in Fig. 5. The new-
eration. Hence, it is recommended to have mineralogical analysisbefore starting agglomeration practice so as to evaluate the
200
ring
high
56 N. Dhawan et al. /Minerals Engineering 41 (2013) 5370packs the agglomerates in a similar manner to the building of asnowball (Dhawan et al., 2012a; Tibbals, 1987). Surface tensionforces and capillary action between the solution and the particlesis sometimes enough for the ne material to hold the coarser par-ticles together (Fernndez, 2003; von Michaelis, 1992). In theagglomeration drum the contact between particles with solutioncauses the particles to adhere/coalesce through liquid bridges.The liquid acts as a binder through capillary action and surface ten-sion, predominantly because of the attachment of ne particles on
Table 1Consequences of non-optimal agglomeration (Afewu and Dixon, 2008; Guzman et al.,
Parameter Loose nes Segregation du
Voidage Decreased VariableHydraulic conductivity Decreased Variable (low/a considerable fraction of ore is dissolved which leads to the deg-radation of agglomerates, decrease in permeability and shearstrength of the heap (Steemson and Smith, 2009).
Generally, drum agglomeration is practiced for ores containinghigh clay contents such as nickel laterite/saprolite ores (Kappes,2005). Crushed ore is agglomerated much like ne tailings, but pre-ferred operating conditions and equipment are different such asmore binder (57.5 kg/t), considerably more water (1622%), andlonger curing times (typically 72 h).
3. Agglomeration mechanisms
The binding mechanisms of agglomeration can be classied intove categories: (1) solid bridges, (2) adhesion and cohesion forces,(3) surface tension and capillary pressure, (4) attraction forces be-tween solids and (5) interlocking bonds (Lewandowski and Kawa-tra, 2009a; Moats and Janwong, 2008; Pietsch, 2002). Whereas, incrushed ore agglomeration, adhesion and cohesion forces are dom-inant for binder-assisted agglomeration, surface tension and capil-lary forces dominate the system for non-binder/wet agglomeration(Kodali et al., 2011a).
Crushed ore agglomerates can take two forms: ne particlesadhering to coarse particles and ne particles adhering to eachother. Based on microscopic investigations, Tibbals (1987) reportedtwo types of agglomerates: rst, in which, particles of 1 mm or lar-ger in size formed the core and were surrounded by a shell of nelydivided material (rim agglomerates); second, in which, particleswere composed of granular members having no clearly denedcore (nucleated/conglomerate). The rim agglomerates weremechanically more stable and were preferred for leaching (Tibbals,1987).
For tailings, the solution should be sprayed in coarse dropletsthat serve as nuclei around which agglomerates form: for crushedores the method of solution addition becomes less critical since thelarge ore particles become the nuclei around which the agglomer-ates build. The addition of water for green agglomerate strengthand addition of a binder for cured agglomerate strength are themost important factors. For proper agglomeration it is necessaryto ensure that the binder is completely mixed with the containedDensity Variable (pockets)Saturation Increased Issue/poor percolamoisture limits (McClelland and van Zyl, 1988). If excess moistureis present in the agglomerates, the capillary pressure in theagglomerate goes to zero due to the concave menisci on theagglomerates surface and hence further growth is limited (Pietsch,2002). If this occurs, the mud-like material will not agglomerateand allow for percolation. However, recently, an experimentalprocedure has been developed to determine optimum moisture
8; Kodali et al., 2011a; Robertson and Van Staden, 2009; Velarde, 2005).
stacking Compaction Deteriorated permeability
Decreased Uneven lixiviant ow) Decreased Severe pondingly nucleated agglomerates (Fig. 5b and c) are expected to be moreprevalent in ores having high clay content (e.g. nickel-lateriteores). Whereas, for hard crushed ores, the dominant mechanismof agglomeration growth is layering of nes on larger particlesi.e. rim agglomerates (Fig. 5a) (Bouffard, 2005). The residence timein agglomeration drum and the binding agents dominantly controlthe growth and mechanism of agglomeration.
4. Inadequate agglomeration
The lack of quality agglomerates has probably resulted in thelargest number of heap leach failures (Kappes et al., 2000). Properagglomeration is critical for high clay ores especially in high rain-fall environments. The operations staff should have previous expe-rience with correct design or operation of agglomeration systemsotherwise operation failure may result as happened in Santa Rosain Panama (Kappes et al., 2000).
Inadequate agglomeration may cause hydrology problems, seg-regation and channeling but there is no assurance that agglomera-tion will solve these issues solely because besides agglomeration,the mechanical handling of agglomerates during transport andstacking affects the heap characteristics signicantly. Inadequatedosage of the agglomerating liquid will result in size segregationduring stacking and poor quality of agglomerates, which may leadto several issues such as ponding, percolation, uneven permeabil-ity, limited irrigation ow rates, limited lift height and, ultimately,deteriorated permeability (Fernndez, 2003). Generally, inade-quate addition of liquid content (moisture) could result in loosenes, coarse particles and weak agglomerates. This weak agglom-erated charge may add burden to the transportation due to insuf-cient mechanical strength. Hence, inadequate moisture disablesthe primary purpose of agglomeration, i.e. minimal segregationduring heap stacking (Velarde, 2005).
Inadequate agglomeration practice often results in straticationof coarse and ne particles in heaps which causes poor permeabil-ity of the leaching solution (and gas in heap bio-leaching), the for-mation of preferential ow channels and perched water tables(Afewu and Dixon, 2008). The moisture content for each ore typevaries signicantly and depends upon many factors such as themineralogy of the ore (presence of clays), particle size distribution,wetting characteristics and degree of compaction during agglom-Increased Dead zonestion
-
Agglomerated ore is typically stacked and left to cure for a per-iod of hours to several weeks. For agglomeration with cement, cur-
Fines can migrate and clog the spaces between the large oreparticles within the heap resulting in an uneven distribution of
Every ore behaves differently from the agglomeration stand-point depending on the ore mineralogy. Binder dosages shouldbe chosen based on the agglomeration medium. Binder interactionwith ore particles can be physical as well as chemical. The bindercan also participate actively in the leaching process, hence its dos-age should be estimated by taking into account size distribution ofthe ore, mineralogy (acidity, the amount of clays present, solubleimpurities content), ore grade, and the acid consumption of theore itself. Dosages are best determined by laboratory test work,especially column testing (Lastra and Chase, 1984). A completemix and dispersion of all dry reagents must be achieved beforeadding the moisture in all agglomeration systems such as additionduring crushing to ensure proper mixing as the binder adsorbs thewater from the ore (Worstell, 1987).
A binder in copper heap leaching should withstand the acidicenvironment (pH 2) and should not interfere with the mainte-nance of a high bacterial population (Kodali et al., 2011a; Lewan-dowski and Kawatra, 2008, 2009b; Lewandowski et al., 2010). It
Engthe leaching solution. This leads to poor interaction between theore and leach solution, resulting in inadequate metal recoveries,and thereby extending the leach time or sometimes causing heapclosure (Bouffard, 2005; Chamberlin, 1986; Dorey et al., 1988;Lastra and Chase, 1984; Lewandowski and Kawatra, 2009b;McClelland, 1986). Any increase in bulk density due to agglomeratebed compaction (during stacking) reduces the total voidage withinthe heap and leads to poor permeability (DeMull and Womack,1983; Miller, 2003; Schlitt, 1983; Ulrich et al., 2003). To overcomethese issues, binders may be used.
Rodriguez (2007) reported that ores with particularly high clayand nes content did not necessarily respond as well to wateragglomeration. This might be because in these ore types the parti-ing times of 896 h have been reported (Bouffard, 2005). Duringcement curing, hydrolysis of the cement occurs leading to the for-mation of solid bridges between particles. Curing times with sulfu-ric acid have been reported from 14 to 336 h (Lu et al., 2007).During acid curing, certain components of the ore which have beendissolved, re-precipitate and act to bind the ore together (Purkissand Anthony, 2004).
Agglomeration limits the size variation and increases the per-meability of an ore heap whereas acid curing inhibits the dissolu-tion of silicates (impurities) and accelerates copper extraction. Acidcuring causes dehydration of the aluminum silicate mineralsthrough a change in the structure of hydroxides, rendering the sur-face hydrophobic and insoluble in aqueous solutions, inhibiting thesilicate dissolution, homogenizing the distribution of acid in theore bed along with higher porosity in the bed, and improving thelterability of the pulp (Cruz et al., 1980; Jansen and Taylor,2003). The curing period allows strong bonds to form betweenthe coarse particles and the nes clays (Worstell, 1987). Curingcan be done directly on the conveyor for materials that do not re-quire agglomeration (Galea et al., 2010). However, depending onthe ore type, curing time can vary from times as short as 824 h(Bouffard, 2005) or as long as 15 days (Lu et al., 2007). Irrigationow rate and acid curing have a greater impact on the initial kinet-ics of copper extraction than they do on the ultimate level of recov-ery (Baum, 1999; Lu et al., 2007).
6. Bindersfor agglomeration (Vethosodsakda, 2012). Drier agglomerates havebeen reported to withstand acidic conditions less than wetagglomerates (Lewandowski and Kawatra, 2008). The summarizedeffect of non-optimal agglomeration on heap leach properties isshown in Table 1.
Other issues from inadequate agglomeration include hydrolog-ical problems (limited irrigation ow rates, channeling/imperme-abilities, and lower moisture), ineffective curing, hydraulic delay,and longer liquid retention. The most important factors for effec-tive agglomeration (formation of quality agglomerates) includepH modier addition, binder addition, water addition, moisturecontent of feed, degree of mixing of ore-binder-solution and curingtime (Tibbals, 1987).
5. Curing
N. Dhawan et al. /Mineralscle interactions during agglomeration need to be strong for pro-ducing porous, durable and stable agglomerates which, in turn,requires an effective binding agent.Irrespective of the environment (i.e. acidic or alkaline), a binderor additive should help the ne particles adhere to the coarserparticles. This minimizes percolation problems and increasesmetal recovery by increasing the contact between the ore andleaching solution (Lewandowski and Kawatra, 2008, 2009a,b;Tibbals, 1987).
Binders are generally added to increase the strength of agglom-erates since they act as an adhesive to chemically bond in somecases or entrap ne particles into larger ore particles. Schlitt(1992) outlined the dual role of cement binders to include im-proved clay permeability by the exchange of sodium ions in theclay with calcium ions in the binder, and the cementing or pozzo-lanic effect that strengthens the agglomerates.
A binding agent may be needed if 10% of the material is lessthan 75 lm (Chamberlin, 1986; Kodali et al., 2011a). Also, the bin-der is chosen based on the material being used and the productqualities desired (Pietsch, 2002). Binders can be classied into or-ganic, inorganic or polymeric in nature. For precious metal heapleaching (alkaline conditions), Portland cement is often used as abinder, whereas for heap leaching under acidic conditions, dilute/concentrated sulfuric acid is widely used.
Most of the work reported in the past has been primarily forgold systems, which are alkaline. Nevertheless, the primary roleof binder is the same but the dosage, reaction time and down-stream processing (e.g., solvent extraction (SX), ion exchange(IX), electrowinning (EW), precipitation, carbon adsorption, zinccementation, etc.) may be signicantly different.
Fig. 6. Important features in stucco agglomeration of ne ore particles at thesurface of a coarse ore particle, (A) initial state of ore particles and reagents, (B)mixing of ore particles, acid solution and stucco with formation of liquid bridge, and(C) Meta stable agglomerate, (D) nal stable agglomerate structure formed byhydration of the stucco binder particles (Kodali et al., 2011a).
ineering 41 (2013) 5370 57is desired that the reagent used as a binder not affect the leachchemistry during irrigation or the subsequent processes for metalrecovery (Kodali et al., 2011a). The binder assisted agglomeration
-
attraction with cationic binders. The better performance of poly-acrylamide binders was attributed to the high molecular weight
Engshould be cost effective, provide stable, durable agglomerates andshould not jeopardize heap performance and metal recoverythrough release of unwanted ions into SX or IX (Dhawan et al.,2012a; Kodali et al., 2011a; Lewandowski and Kawatra, 2008;McClelland, 1986).
The reactions of the binder and the agglomeration solution mayoccur during agglomeration, transport, and stacking prior to irriga-tion for heap leaching (Kodali et al., 2011a). The binder can also actas a occulant in a system which requires selective dissolution ofimpurities.
The application of binders in agglomeration of precious metals,copper and nickel ores has been extensively reviewed (Bouffard,2005; Lewandowski and Kawatra, 2009b; Moats and Janwong,2008). There has been two recent developments since the publica-tion of thementionedpaperswhich include the use of stucco (Kodaliet al., 2011a) and polyacrylamide based binders (Lewandowski andKawatra, 2009b) for copper heap leaching.
It is known that adding cement or lime to sulde ores results inprecipitation of gypsum and jarosite (Bouffard, 2005). Lastra andChase (1984) mentioned gypsum and jarosite binders may involveprecipitation reactions and corresponding alteration of the systempH. Amaratunga (1995) used gypsum b-hemihydrate as a binderfor pyrrhotite tailings and reported agglomerates of poor strength.Kodali et al. (2011a) reported non-ideal (too wet) agglomeratesusing gypsum for copper ore. In contrast, stucco (calcium sulfatehemihydrate) was reported as an effective binder because the stuc-co hydration reaction, which occurs during agglomeration of theore, immobilizes the nes, binding them together with coarserore particles via the gypsum hydration product, which formsin situ and serves to stabilize the agglomerates thus formed.
The action of solid stucco as a binder during the agglomerationprocess is schematically shown in Fig. 6. It was stated that the stuc-co based agglomerates have more stability, increased size with lessrelease of nes, and better permeability of the packed agglomeratebed (Kodali et al., 2011a). Stucco reacts with water to give gypsumas shown in Eq. (1):
CaSO4 12H2O32H2O! CaSO4 2H2O 1
The idea of polymer-based binders came from the occulationeld, where large macromolecules of polymers aid occulationdue to the aggregation of colloids and other suspended particlesin liquids through the formation of a oc. Polymeric occulantssuch as Percol 351 work well as agglomeration binders, and keepcosts lower compared to more expensive specialized products(von Michaelis, 1992).
Few researchers reported increased percolation rate of cyanideleach solution for a gold ore containing clay either by occulatingclay particles or by reducing the surface tension of the leachsolution. However, column leach tests demonstrated that calciumsulfate (clay modifying agent), sodium dodecyl sulfate and gypsumincreased the percolation rate of solution through an ore bed. Onthe other hand, both reagents decreased the rate of dissolution ofgold. It was presumed that the wetting agent forms a hydrophobiclayer at the air/solid/solution interface and creates a diffusionbarrier for the reactants to reach the gold leaching reaction front.It was reported that a trade off exists between increased ow rateand decreased gold dissolution rate when a wetting agent is usedin heap leach operations (Browner et al., 1991; Browner andStrickland, 1992).
Because most of the polymeric binders contain acrylamide andits derivative as the common base, they possess very high molecu-lar weight. Acrylamide copolymers and polyacrylamide binders
58 N. Dhawan et al. /Mineralsused for gold and copper were reported to decrease the detoxica-tion wash time, improve agglomerate stability (mechanical andchemical resistance) and solution ow (increased bed porosityas in occulation studies. However, hydrogen bonding was consid-ered as the primary mode of attachment between the binder andore particles due to the strong nature of hydrogen bonds as com-pared to van der Waals forces. But, the authors raised some doubtover the toxic nature of some polyacrylamides. Also, it was sug-gested that surface charge analysis and soak tests should be em-ployed to nd a suitable binder.
According to one case study polymer agglomeration resulted inno improvement in the agglomerate quality or the saturatedhydraulic conductivity, and induced an increase in the moistureretention capacity of the ore (Guzman et al., 2008). It is importantto understand the economic issues in conjunction with the poten-tial chemical kinetic issues. Often, the cost of binder is very highcompared to the processing costs when a binder is not employed(Bouffard, 2005; Dhawan et al., 2012a; Kappes, 2005; Kodaliet al., 2011a). The addition of binder increases the space require-ments on pad for a given volume and reduces the ore grade dueto dilution which may pose additional capital cost. If overall recov-ery is improved or if it can be proven that the same level of recov-ery can be achieved in less time, these are advantageous, but oftentimes, the costs associated with extended leach time are quitesmall, depending on the leaching method used (Scheffel, 2011).
Industrial operations should be careful in selecting binders asthey may cause unintended consequences. Many mining compa-nies have trialed surfactants and polymer binders, but very few,if any, have been sustained over time primarily because of expense(Kennecott Barney Canyon (Lehoux, 1997) and Nifty copper,Australia (Efthymiou et al., 1998)). Cement is one of the bindingreagents which had been used consistently in gold leaching. Buteven cement has disadvantages such as pH maintenance duringheap de-commissioning. The addition of binder to conveyor beltor agglomeration drum is always an area of concern consideringthe low dosages involved (510 wt.%).
Even though the probability of the binder to be washed out ofthe heap by external means such as PLS (pregnant leach solution)is considered negligible, such a failure may interfere with thedownstream processing (SX, IX, precipitation, cementation, carbonadsorption and EW). For example, polyvinyl acetate emulsion andtall oil pitch as binders were reported to cause slight increase inphase disengagement time during SX (Lewandowski and Kawatra,2009c). Hence, it is worthwhile to see the effect of binders indownstream processing before using it in agglomeration, to makesure that it does not inhibit metal production.
7. De-sliming
Herkenhoff and Dean (1987) considered de-sliming as analternative for agglomeration and used the term de-slimed heap.Also, Chirinos (1997) reported a leaching treatment scheme forTintaya operations in Peru that included a wet screening operationto separate the coarse fraction from the slimes. The coarse fractionwas heap-leached and the nes were treated by agitation leaching.and decreased bed compaction), and increase metal recovery(Lewandowski and Kawatra, 2009b; Moats and Janwong, 2008;Serrano, 2003).
Lewandowski and Kawatra (2009a) reported polyacrylamide asthe most effective binder for low-grade chalcocite ore (Cu2S) be-cause of the presence of electrostatic attraction, hydrogen bondingand physical bonding. According to the authors, the surface chargeof the ore particles (at pH 2) may have lead to electrostatic
ineering 41 (2013) 5370The split size for washing the ore was reported as 65 mesh(210 lm) and the dissolved copper was recovered throughSXEW. This method resulted in a reduced acid consumption and
-
een
Enggood copper recoveries. However, from the liberation point of view,some valuablemetal may be contained in these de-slimed fractions.
The channeling of solutions through heaps and the high reagentconsumption sometimes ascribed to heap leaching are decreasedby de-sliming of the sand prior to heap leaching and after agglom-eration with lime and cement, which improves the mixing andneutralization of the material and decreases the probability ofchanneling (Van Staden and Laxen, 1988). von Michaelis (1983)concluded that the agglomeration and the application of concen-trated cyanide reagents have major advantages in heap leachingof uranium and copper. Besides de-sliming, the nes problem canbe overcome by simply blending with competent ore as reported
Fig. 7. Proposed combination of HPGR and heap leaching operations. GHG: Gr
N. Dhawan et al. /Mineralsin Nifty copper operation, Australia (Alta, 2011; Burns and Wright,1994; West and Connor, 1996).
Burns and Wright (1994) reported the new technique electro-kinetic leaching which utilized electro-osmotic ow to enhancepercolation through the heap. The application of electro-osmosisdid not interfere with gold dissolution for a low grade gold oreand a tailings deposit tested. Electrical measurements made inthe laboratory can be successfully used for full scale design of anelectrokinetic leaching system. The authors concluded that thetechnique is a low cost alternative to agglomeration and also as apotential candidate for enabling the application of low cost heap/vat leach techniques to a signicantly wider range of ores.
8. The role of comminution
Over the last decade, High Pressure Grinding Rolls (HPGR) havegained signicant importance and popularity since they offernumerous metallurgical benets (Baum and Ausburn, 2011; Dha-wan et al., 2012b; Kodali et al., 2011b). HPGR comminution withina crushing circuit, in specic instances, can result in more than 210% increase in copper extraction (Baum and Ausburn, 2011).HPGR comminuted copper ore (andesite rock matrix high in silica,more than 1% copper and high acid consuming species) followedby agglomeration and small column leaching showed 810% highercopper extractions as compared to jaw crusher product. It was alsoreported that there was no increase in the production of ultranes,minor slumping of the agglomerated HPGR-crushed ore in the col-umns was observed, channeling or nes migration. HPGR can alsoincrease the ore permeability for leaching, provided that the pres-sure is properly controlled (Baum and Ausburn, 2011). For gold ore,it was reported that HPGR shortens the drainage cycle for the leachsolutions and hence minimizes the solution inventory time (Baumand Ausburn, 2011; Klingmann, 2005). Also, McNab (2006) re-ported 1011% increase in gold leaching due to the HPGR micro-fracturing effect.
HPGR or roller presses may also reduce the need for binder inagglomeration because the press forms akes of aggregated orethat are fairly stable when exposed to a trickling cyanide solution(Chamberlin, 1989). Products from new HPGR machines (hard-studded rolls) are generally akes, which possess some strength
House Gas; Downstream processing (SX, IX, cementation, precipitation, etc.).
ineering 41 (2013) 5370 59and often need external de-agglomeration through ball mills orultrasonic treatment (Battersby et al., 1993; Schonert, 1988). IfHPGR product could ever be directly used as a feed for heap leach-ing, a scenario similar to Fig. 7 can be proposed. It may be notedthat if ores are blended and have signicant differences in hard-ness, the harder ore could build up in a closed loop (CL) withscreens.
Sometimes, even the crushing of some ores, especially clayeyores, becomes difcult due to tendency of the ore to ball up or pan-cake along the sides of the crusher. In this regard, blending of theore with hard rock has been recommended (Heitt, 1997). WhileHPGR may lead to improved heap leaching for hard ores, it isworthwhile to mention that it may face problems with soft andsticky ores. Choudhury (2007) reported the soft characteristics(Bond abrasion index of 0.17, Ultimate Crushing Strength of 30.6)of aldag nickel laterite ore (a nickel heap leach project inTurkey). The ore does not require much force to break up andbecomes sticky due to the presence of high clay content. Hence,some of the laterite ores may not be likely candidates for HPGRprocessing.
9. Quality control (QC) and characterization tools
Agglomeration has been ignored as a research topic, mainly dueto the difculty of measuring results separated from the effect ofdownstream processing which tend to hide the effect of agglomer-ation in the overall recovery. However, there are some QC toolsmentioned in the literature that are outlined next.
-
EngThe issues in crushed ore agglomeration arise mainly due to thewide variety of agglomerate sizes which behave differently interms of permeability, porosity and leaching response. An accuratestatistical comparison of agglomerates from different productionbatches is highly impractical. To overcome this problem, theproduction of small quantities of identical agglomerates forcomparative physical testing usually occurs. In laboratory tests,the procedure to agglomerate material uses a revolving concretemixer, which was rst practiced by Sullivan and Towne (1936). Arevolving cement mixer is still used in laboratory testing today.
Mintek (Southwood, 1985) developed a detailed procedure forthe evaluation of agglomerates for bacterial heap leaching. Theprocedure mainly includes quality control tests such as dry com-pressive strength, sulfuric acid immersion, acid-wetted compres-sive strength, porosity determination, impact testing andleaching studies. It is important to mention that Minteks test workwas done on nickel ore, pyrrhotite, and sulde ores having feedsize distribution less than 1 mm. The test work is obviously morelike a pelletization study rather than crushed ore agglomerationfor heap leaching, but it certainly directs the research to someinvaluable procedures for quality control tools for agglomeration.
9.1. Particle size
The role of size in crushed ore agglomeration-heap leaching sys-tems is discussed in detail elsewhere (Dhawan et al., 2012a,b). Thebonding mechanism of agglomerates, feed size distribution andparticles making up the agglomerate (particle interaction) playimportant roles in the leaching response. Generally, the agglomer-ated ore has a separate particle size distribution (PSD) with a slightincrease in the top size but a very large increase in the bottom size.Typically, sizes are 602 mm with all of the minus 2 mm adheringto the coarser fractions and themselves to form the agglomerates(Miller, 2003).
Special care is needed while handling the wet agglomerates.The sampling and sieving may involve interference such as coales-cence and breakage of agglomerates which alters the size distribu-tion. One of the possible ways to overcome the handling issueinvolves the snap freezing of the agglomerates with liquid nitrogen(Bouffard, 2005). As an example of size measurement, the sampleswere rst dried, and then sieved and particle size curve was con-structed. The same dried samples were then wet sieved with theaction of water and light mechanical forces to determine theamount of nes released (Kinard and Schweizer, 1987).
In another procedure, the agglomerates were evaluated with re-spect to the amount of free nes or small agglomerates. Segrega-tion of sizes during stacking was directly related to moisture. Thephysical and grain size distribution characteristics of the agglomer-ates depends on the quantity of ne particles and clays. It was re-ported that the size distribution of the agglomerated ore wasdetermined before the ore was stacked in a heap. The differentzones (low, intermediate and upper) within the heap were ana-lyzed after leaching to determine the nal size distribution. Itwas found that, if there is not enough solution used in agglomera-tion, the agglomerates will not be stable and will eventually re-lease small particles that will migrate downwards through theheap, decreasing the heap permeability (Fernndez, 2003).
Velarde (2005) studied truncated size distribution (4750 lm)rather than the complete size distribution for optimal values ofmoisture. Kodali et al. (2011a) reported air drying of newly formedagglomerates below 30 C for 24 h to obtain dried agglomeratedsamples, which were further screened on a ro-tap shaker for3 min at a very low shaking speed to avoid breakage. Bouffard
60 N. Dhawan et al. /Minerals(2008) reported wet screening to identify the particles which makeup the original agglomerates. Although longer mixing times in-volve both growth and breakage of agglomerates, the overall effectof extended agglomeration times has been reported to be detri-mental (Bouffard, 2008). Also, it was stated that higher moisturecontent results in narrower size distribution of agglomerates andvice versa. However, the procedure for the determination of PSDwas not reported.
Bouffard (2005) highlighted the applicability of population bal-ance models for describing the size enlargement processes such aspelletization or crushed ore agglomeration process. Less has beenpublished regarding the control and modeling studies of crushedore agglomeration. The reasons may be lack of understanding ofthe process, experimental difculties, and also the ambiguous roleof size. In addition, it seems that the determination of the PSD ofthe non-binder agglomerates is a tedious job considering the moiststate of agglomerates, representative sample, wide size spectrum(microns to inches) and stability issues.
On the other hand, for other similar size agglomeration pro-cesses, such as pelletization and granulation, signicant work hasbeen done regarding modeling aspects. Many researchers (Kapurand Runkana, 2003; Thella and Venugopal, 2011) reported popula-tion balance models for the predictions of size distribution forbatch and continuous operations of pelletization, and granulationprocesses which include ne size distribution (minus 100 lm forpelletization and up to 810 mm for granulation).
Even though the PSD of the ores may be identical, the geology ofthe ores makes the difference towards agglomeration behavior.Very large agglomerates may not be able to hold nes, mono-sizeagglomerates may cause packing problems, and very smallagglomerates may not possess sufcient porosity due to higherparticle interactions (make up of agglomerates). Besides, theabove-mentioned procedure for sizing involves dry agglomeratewhich is not exactly the case in real heap operations. Hence, theauthors feel that it might be worthwhile to have video capture im-age analysis system for online size distribution as a method of con-trolling the agglomeration process. Even without crushing, someores have a strong tendency to disintegrate into clay through nat-ural weathering agents or under the action of leaching solutions.Tests should be run on the ore to determine the percolation rateand metal recovery for various size distributions (Chamberlin,1989; Schlitt, 1992).
9.2. Permeability (hydraulic conductivity)
The permeability of the agglomerated ore possess dual charac-ter, i.e. macro (inter) and micro (intra) porosity. The former existsbetween agglomerates whereas the latter exists within theagglomerate (Dhawan et al., 2012b; Guzman et al., 2008).
In one case, permeability/hydraulic conductivity was measuredon saturated samples of ore in a falling head permeability appara-tus. The samples were saturated and then consolidated at two dif-ferent conning pressures and permeability values were reportedfor both pressures. Density and percent nes (75 lm) were re-ported to have the largest effect on the permeability of the material(Kinard and Schweizer, 1987).
In another case (Garcia and Jorgenson, 1997), the sample wasplaced in a sealed cylinder with a normal stress load being appliedto the top of the sample. Leach solution was injected into thebottom of the cylinder at a constant pressure. The saturatedhydraulic conductivity of the sample was then evaluated atincreasing normal stress intervals of approximately 20 psi todetermine how high the ore may be stacked until it losespermeability. A value of permeability (at least 103 cm/s) underultimate load will typically be reached using a dedicated pad andpermeability value (less than 104 cm/s) will be reached using an
ineering 41 (2013) 5370interliner pad or on/off pad.Researchers also determined the coefcient of permeability by a
constant head method (ASTM D2434) for laminar ow through a
-
Engpacked bed of agglomerates using Darcys Law as shown in Eq. (2)(Kodali et al., 2011a):
QA KDP
lL2
where Q is ow rate (cm3/s), A is area of column (cm2), K is perme-ability (cm2), DP is pressure difference (qgh), q is density of water(kg/cm3), g is acceleration due to gravity (cm/s2), h is headdifference between solution inlet and outlet (cm), l is viscosity ofwater (kg/(cm s)), and L is the length of the column occupied bythe agglomerates (cm).
A geotechnical testing program should also include saturatedhydraulic conductivity (permeability), which is measured as a func-tion of lithostatic load to represent a heap height. It was reportedthat a good saturated hydraulic conductivity (more than 102 cm/s) is necessary; however, it was not sufcient to guarantee an ade-quate leaching performance. Hydraulic properties of the ore includeporosity, saturated hydraulic conductivity, capillary pressure andsolution retention capacity (Guzman et al., 2008). The ore densityis amaster variable,which impactsboth thehydrodynamic andmet-allurgical responseof anore to leach (Guzmanet al., 2008;Robertsonet al., 2010). Guzman et al. (2008) developed two independentmea-suring techniques to determine these constitutive relationships.
Robertson et al. (2010) used a stacking test to determine the oredensity and saturated hydraulic conductivity of the ore as well asthe macro and micro-porosity as a function of overburden pressure(heap height). The stacking test involves placing ore samples intotest cells and mechanically increasing the conning load to simu-late the effect of a heap weight on the bulk density of ore. The loadis increased in a stepwise fashion, allowing for height stabilizationduring the loading steps. The density and conductivity of the oreare measured at each step and then the load is increased to simu-late additional lithostatic loading. Generally, the stacking test isconducted under partially saturated conditions, containing onlythe moisture of agglomeration, as opposed to fully saturatedconditions.
Another method that facilitates concurrent determination of thehydraulic and air pressure within a column along with moisturecontent and electrical resistivity has been indicated (Guzmanet al., 2008). However, the technical details of the method havenot been reported. From this method, the shape of the hydraulicconductivity curves was reported to be a function of the particlesize distribution, the degree of agglomeration, the moisture con-tent during agglomeration, the density of the ore, the type of solu-tion used and the composition of feed material (Guzman et al.,2008). The hydraulic conductivity was reported to be a strongfunction of degree of saturation (solution content). It has been sug-gested by Guzman et al. (2008) that a good agglomerated ore pos-sesses an equal partition between macro and micro-porosity andproduces optimal conditions for percolation leaching. The solutionow through micro-porosity is dominated by capillary forces andmacro-porosity is controlled by gravity forces. Micro-porosity,which is favorable for the leaching process and owes mainly tothe large surface of the containing particles require a careful designof the irrigation scheme. It was reported that relationship betweendensity and saturated hydraulic conductivity can be accuratelyrepresented by a power law.
The direct measurements of physical and hydraulic propertieson ores for a percolation process have been less reported. The dualporosity (macro/micro) of agglomerates makes it difcult toextrapolate physical and hydraulic measurements from soils toore for leaching. Hence, standard methods developed for soil char-
N. Dhawan et al. /Mineralsacterization are not necessarily adequate to test ore leaching giventhe very coarse nature of the material (ROM) or the dual-porosityof agglomerated ore.There is limited knowledge of the impact of agglomerationpractices on the ow properties of the actual heap leach solution(Guzman et al., 2008).
As the ore density increases, the void volume (porosity) in theore sample decreases, moisture retention capacity increases line-arly while the percolation capacity decreases in a strongly non-lin-ear fashion. Minimal settlement indicates a competent (resilientand durable) agglomeration product, whereas maximum value ofbulk density is indicative of unstable agglomerates (Guzmanet al., 2008).
The hydraulic characteristics of the ore should be tested underfully saturated conditions. The saturated hydraulic conductivityof the ore represents the maximum solution application rate ofthe ore. If the solution application rate exceeds the saturated orehydraulic conductivity, the heap becomes saturated and may be-come unstable due to the high phreatic surface within the heap.Also, the saturated conductivity of the ore under load allows theheap leach pad designer to assess whether the heap is likely to be-come saturated under future conditions as more ore is stackedhigher onto the leach pad (Lupo and Dolezal, 2010).
9.3. Electrical conductivity
Electrical conductivity testing was developed considering thefact that conductivity changes drastically when the added mois-ture reaches the absorption limit. At that instant, a lm is devel-oped around the particles that leads to the formation ofagglomerates through liquid bridges and hence leads to electricalconnections. The test duration is about 45 s and onsite monitoringis possible (Fernndez, 2003; Velarde, 2005). The technique wasrstly introduced to evaluate proper amount of moisture foragglomerating a copper ore. Since, the adequate dosage of mois-ture will vary with the ore type, electrical conductivity test cannotbe used to control xed moisture levels. However, it can be used tomonitor unpredictable changes in moisture requirements causedby nes/clay changes and ensure the hydrometallurgical qualityof the product (Fernndez, 2003; Velarde, 2005). Minera CerroVerde Peru Company has reported the eradication of inadequateagglomeration through the capital-inexpensive electrical conduc-tivity technique (Fernndez, 2003).
Kodali et al. (2011a) placed agglomerates in a resistance mea-surement device, which essentially consists of two equal stainlesssteel rectangular electrodes and the resistance was measured usinga multimeter clipped to the electrodes. The electrical conductivityof the packed agglomerate bed was calculated using Eq. (3):
Kcond LRA 3
where Kcond is the conductivity (X1 cm1), L is the distance be-tween the two electrodes (cm), R is the measured resistance (X)and A is the longitudinal cross sectional area of the electrode (cm2).
The electrical conductivity increased with an increase in theamount of sulfuric acid solution and eventually a constant valueis reached for no stucco addition. Kodali et al. (2011) also includedelectrical conductivity test technique in determining the bestquality agglomerates. Recently, the use of electrical resistivitytechniques was also reported to dene dry areas of poor percola-tion in heaps and to locate leaks in liners (Alta, 2011).
9.4. Visual inspection (glove test)
The optimum agglomeration moisture is just below the mois-ture holding capacity of the ore (Guzman et al., 2008). It is appar-
ineering 41 (2013) 5370 61ent that this can be visually determined from the surface sheen onthe agglomerates. Some researchers (Kodali et al., 2011a; Velarde,2005) reported surface sheen as a control measure for moisture
-
Engaddition to the agglomeration drum, which is also a controllingparameter for agglomerate size.
From an operator point of view, an ideal agglomerate is the onewhich appears to be visually good, i.e. neither too wet nor too dry(Kodali et al., 2011a; Velarde, 2005). The glove test is quite subjec-tive and manual and hence provides limited information aboutquality (Velarde, 2005). Good visual appearance is necessary,although not sufcient; to guarantee good physical or hydraulicperformance i.e. stable and durable agglomerates (Guzman et al.,2008).
9.5. Stability
It is difcult to dene the stability of agglomerates for heapleaching operations. The reason is, after the agglomeration processin a drum, the agglomerates may break or even combine as theyare transported to the heap. During transport the agglomeratesexperience mechanical handling (conveyors and stackers), com-paction and atmospheric conditions (sun/rain/snow). Hence, theagglomerates are expected to face mechanical testing, uidic con-ditions and curing conditions.
Submerging or soaking agglomerates gives a measure of degra-dation, when the agglomerates being subjected to moisture (wateror leach solution). Agglomerates were placed into a burette, whichwas plugged with steel wool and solution was fed through the steelwool into the burette. The solution which came out of the bottomof burette was analyzed for the solids (Chamberlin, 1986). Alongsimilar lines, the degradation of agglomerates was classied intocomplete, partial and no degradation during the 24 h soak period(von Michaelis, 1992).
Milligan (1984) reported similar stability analysis, using driedagglomerates at 90 C for 6 h and then, after cooling, dipped 10times into water. The amount of nes collected in water was re-ported as a measure of strength of agglomerates. Agglomerateswere submerged in sulfuric acid (pH 1) for an extended periodduring which their breakdown was noted. Some agglomerateswere found to disintegrate in very short periods (less than 1 min)and others remained intact for several days. Agglomerates are clas-sied as good, promising, weak and poor based on the collapsetime. The technique has also been used for selecting binders(Southwood, 1985).
Other similar tests reported binder assisted agglomerates wereplaced on Tyler 10-mesh screen and allowed to cure. Then, thescreen containing agglomerates was jigged in and out of containerof water for a set amount of time (McClelland, 1988; Tibbals, 1987;von Michaelis, 1992). The agglomerates were jigged over a Tyler9-mesh screen and amount of minus 9-mesh nes produced weremeasured. The increase in weight retained on a screen was plottedagainst binder feed and the break in the curve indicates a targetbinder addition for feed (Thompson, 1997).
Lewandowski and Kawatra (2008) modied the existing soaktests by incorporating air drying as the cure method and stated itas more representative of what the agglomerates would experiencewhen being placed in a heap during stacking operation. They alsofound that many agglomeration binders lose their strength on dry-ing, which is in agreement with the ndings of Bouffard (2008).The test was developed to verify whether binders can withstandacidic conditions. The air dried-cured agglomerates were sub-merged into 6 g/L sulfuric acid solution (pH 1.8) for 30 min. Aftersoaking, the material which was passed through Tyler 10-meshscreen was measured to determine nes migration. The percentnes migration gives a quantitative measurement regardingagglomerates breakdown.
62 N. Dhawan et al. /MineralsThe jigging and submersion of the agglomerates do not repre-sent realistic environments as it would be in real heap leachingoperations. Also, these tests impart substantially more shear stressthan does normal percolation leaching. The optimum agglomerat-ing conditions determined from the strength and stability testsshould, therefore, be conrmed by conducting a column percola-tion test on agglomerates (Lewandowski and Kawatra, 2008).
9.6. Barneys Canyon test
The Barneys Canyon mine operation developed a standardevaluation test of agglomerate quality. The test was developed tosimulate actual preparation practice, rather than to measurepermeability under identical, controlled conditions (such as ASTMsoil tests). Agglomerates were prepared by gently tumbling the oreand cement mixture, while adding small amounts of water untilthe product was visually perfect in terms of adherence of nesto coarse particles, and then poured into a pan producing a conewith a natural angle of repose. The pan was then tightly coveredfor the cure period (3 days for cement agglomerates). At the endof the cure, 400 mL of water was added to the apex of the cone.The amount of nes washed out the bottom of the slightly tiltedpan was evaluated on a scale of 110. Perfectly stable agglomeratesconsistently scored 10, with the water exiting the cone completelyclear. The test was rst used to evaluate various chemicals, as wellas cement and water ratios and was later used routinely toevaluate the agglomerate quality of production-heaped ore. Thedifference in agglomeration effectiveness, as determined fromthis test, was reproducible and readily apparent. Water additionwas reported as the major factor in agglomerate quality determi-nation (Braun and Lehoux, 1993). It is important to mention thatwith the available information the test seems to be subjective.
9.7. Strength
Agglomerates at the base of a heap are subjected to stackheights of 610 m, thereby causing considerable continuousmechanical loading in terms of compaction and shear action ofagglomerate bed. Based on the underlying heap conditions, theagglomerate strength becomes crucial to heap stability andpermeability.
In one of the studies, prepared agglomerates were allowed tocure at ambient temperature. The mechanical strength of agglom-erates was measured with the use of load cell and was termedas compressive strength. On average, standard agglomerates(9.5 mm) were reported to tolerate loads up to 8 kg (yield point)(Southwood, 1985). Agglomerate strength can be subjectivelymeasured by hand squeezing and looking for clumping (Moatsand Janwong, 2008). Most recently, a compressive strength of2030 kPa for 1020 mm size wet nickel laterite agglomerateshas been reported (Nosrati et al., 2012).
Kinard and Schweizer (1987) used the standard proctor (ASTMD 698) compaction test. The test was performed on the compositebulk sample to provide shear strength parameters to be usedin stability analysis. Typical moisture (21%), permeability(104106 cm/s) and strength (13100 kPa) values on differentheap regions were reported. The authors mentioned thatlaboratory testing does not model what actually happens in theheap because in the heap, the ore is held in a metastable conditionby the pozzolonic or cementatious effects of the lime and cementwhereas during the saturation and consolidation phase of thestrength tests, some of these bonds may be destroyed. On the otherhand, the changes in moisture content of the heap occur overrelatively long periods of time, and the ore does not becomecompletely saturated, whereas in laboratory testing, once thebonds are disturbed and consolidation begins, the sample will con-
ineering 41 (2013) 5370solidate more than equivalent material in the heap.The shear strength governs stability in the ore slope of the heap.
Triaxial compression tests can be used to evaluate static liquefac-
-
Herkenhoff and Dean (1987) suggested a tumble test for cured
approximation of the potential penetration rate of lixiviant is ob-
Engtained from the mass of water absorbed and the period of immer-sion. The porosity is calculated as ratio of volume of waterabsorbed at saturation to the total volume of saturated agglomer-9.11. Porosity
Velarde (2005) reported ores having high amount of nes/clayshave tendency to produce low apparent density agglomerates.Generally, lower apparent density material ends up with a higherlevel of compaction. The bulk density increases linearly with in-crease in heap height (Bouffard, 2008; Miller, 2003). Controllingthe moisture is the key to achieve the lowest possible dry bulk den-sity of the mixture (Scheffel, 2011).
Southwood (1985) examined porosity by immersing dried pre-weighed agglomerates in water for measured time intervals. Anand dried agglomerates for certain specied time in a small abra-sion drum and then screening and weighing of the abraded nes.However, few authors (Bouffard, 2008; Lewandowski and Kawatra,2008) reported dried agglomerates become weak in strength. Thistest is of limited use since in actual heap leach operation, theagglomerates will only be completely dried at surfaces with thebulk of the heap retaining moisture.
9.10. Shatter drop test
Drop tests have been used in the iron ore industry for pelletevaluation since the early 1950s. ASTM standard drop height of6 ft (1.83 m) is used in the test. Loaded agglomerates were allowedto roll off from a xed height and fall to hit a steel plate. Then, thenumber of drops taken to break agglomerates was assigned as thedrop number of the specimen. Also, the drop number was found tohave an inverse relationship to the size of agglomerate (South-wood, 1985).9.9. Attrition test
The abrasion of agglomerate surface was tested using 200 mmdiameter pan with a soft rubber lining. Attrition was limited lar-gely to inter-agglomerate contact. A Pascal sieve shaker was usedto provide a standardized agitation over a 20 min period. Afterthe material was shaken for a set time, the proportion of materialabraded to less than 9.5 mm was recorded. The percentage differ-ence was used to evaluate agglomerates and different binding sys-tems (Southwood, 1985).tion or potential for ore slope collapse and generation of excesspore pressures (Lupo and Dolezal, 2010). However, test detailsare not reported in the available literature.
9.8. Leaching strength of agglomerates
Yijun et al. (2002) inserted a measured number of agglomeratesinto a transparent column, and leaching was done in stagesof increasing sulfuric acid concentration, fresh water, then 2030 g/L solution, and nally 50100 g/L solution. The numbers ofunbroken agglomerates were measured after each leaching stage.The percentage of unbroken pellets to the original number was re-ported as the leaching strength of pellets. The size, water adsorbingcapacity, compression strength, wet strength, and permeabilitywere also mentioned but no procedures were reported.
N. Dhawan et al. /Mineralsate. The use of surface-active agents has been reported to beadequate for comparison of binding systems, although they con-tribute to a small amount of error.9.12. Percolation ood column test
The ood column test is mainly used to determine agglomeratestrength over time. The ore is agglomerated with binder and suf-cient solution to obtain wet agglomerates, which are then placedinto a small column (75 mm diameter) to cure. Water/solution isadded to the top of the column at a rate to ood or cause an over-ow situation within the ore bed. According to von Michaelis(1992), the higher ow rates subject the ore material to harsherconditions as prevalent in actual heap leaching. The ow rate ofthe solution through the column is measured, to determine thepermeability of ore bed, which is related to the amount of voidspace. When the agglomerates break down, ne material will mi-grate through the heap and solution build up/pooling will occur,causing the solution ow to decrease. Also, agglomerate break-down leads to slumping as determined by increase in bulk density.
Lewandowski and Kawatra (2008) concluded that the bulk den-sity is an incomplete tool for the determination of the agglomeratebreakdown. The authors used different columns to study the nesmigration. The agglomerated sample was placed in a graduatedcylinder, which was slowly ooded with water. The amount of set-tling observed was considered as a measure of the binder dosage.The same procedure provides an indication of the efuent (preg-nant solution) pH, which may be expected during column leaching(copper: pH 1.82; gold: pH 9.511) (Thompson, 1997).
The stability of agglomerates can be determined by measuringthe hydraulic conductivity, bulk density and nes migration in per-colation-ooded columns (Lewandowski and Kawatra, 2008). Theytermed the best agglomerates those which will have the highesthydraulic conductivity, smallest slump (lowest bulk density) andleast amount of ne material migration from the ore bed. Changein bulk density and hydraulic conductivity can be measured, bothvalues indicating permeability within the column and also agglom-erate strength. Good agglomerates can be submerged in water formany hours without disintegrating. The change in bulk density orslump would indicate a breakdown of agglomerates during theleaching process and thus should be small in ideal cases.
Lupo and Dolezal (2010) outlined the aspects of load percola-tion tests as pass/fail. The test was reported to be sensitive toore, incremental increase to applied load, and potential bypassalong sides of vessel. The failed tests exhibit ponding at the surface.The authors recommended test should be done with actual leachsolution, and settlement and percolation should be monitored.
While slump of a column is often used as an indicator ofagglomerate strength, it has been reported that slump is not a goodgauge for agglomerate quality and does not correspond to nalpore space (Moats and Janwong, 2008).
9.13. Hydrodynamic column test (HCT)
Guzman et al. (2008) outlined the hydrodynamic properties ofagglomerates as a metric to identify the optimal agglomeration ap-proach. Density and permeability proles that develop from a par-ticular agglomeration practice are the key parameters whichdetermine the metallurgical performance of an ore. The agglomer-ate quality tests, stacking test, air and hydraulic conductivity testsseem to be ideal from complete and interactive property relation-ships point of view. However, the tests are expected to be expen-sive and take a lot of time and effort. Generally, for commercialtesting to identify good agglomeration conditions, short columnpercolation tests as well as the Guzman stacking test are practicedfrequently.
The hydrodynamic column test procedure is claimed to provide
ineering 41 (2013) 5370 63the most complete characterization of the physical and hydrody-namic properties of an ore-for-leach at the bulk density imposedon the sample. The test provides a complete characterization of
-
Engthe potential hydrodynamic response of an ore sample under per-colation leaching such as saturated hydraulic conductivity, mois-ture retention curve, air permeability as a function of solutioncontent, drain down curve and total porosity (micro and macro)(Robertson et al., 2010).
9.14. Geotechnical test
Geotechnical testing includes hydraulic and mechanical charac-teristics (compressibility and shear strength). There are few testsregarded as geotechnical tests such as one-dimensional compres-sion (ore durability, ore compressibility, permeability and settle-ment), saturated hydraulic conductivity (load permeability andload percolation), shear strength (direct shear and triaxial com-pression), and soil water characteristic curve (SWCC). SWCC isused to understand unsaturated hydraulic properties of negrained ore, and can be used to relate moisture content (satura-tion) to hydraulic conductivity. SWCC is not a constant curve andchanges with ore compression and size fractions in ore heap (Lupoand Dolezal, 2010; Robertson et al., 2010).
Kinard and Schweizer (1987) performed classication testsincluding determination of moisture-density, Atterberg limits,and particle size. The Atterberg liquid limit quantitatively indicatesthe moisture content when there is a shift in material state from aliquid to a plastic stage; however, Atterberg plastic limit denotesthe moisture level when the material transforms from plastic toa semisolid stage (Bouffard, 2005). These limits provide a quantita-tive understanding of the materials load carrying capacity and themaximum recommended moisture content that can occur in thematerial without affecting heap stability. It was reported that anore with liquid limit greater than 20 and plasticity index of 10has clay content and may exhibit low permeability under load(Garcia and Jorgenson, 1997).
9.15. Kappes percolation test (slump test)
Kappes percolation test involves lling a leaching column(0.1 m diameter and 0.6 m height) with agglomerates at a certainknown ore height. The loaded column is tapped with a rubber mal-let over its length which causes settling of the agglomerates andthe change in height is measured to determine the slump of theore. After that, the column is bottom lled with leaching solutionsuch that the solution covers all of the ore. The column is allowedto stand for 48 h and then the height of the agglomerates is mea-sured again. Finally, percolation rate/ow rate is calculated in L/h/m2 (Pyke, 1994; Rodriguez, 2007). It is important to mention thatKappes percolation testing was originally developed for gold oresand is of an empirical nature.
9.16. Long-term leach pilot scale test
Generally, column tests are used to simulate the heap leachingprocess in vertical tubes (pipes) to determine recovery, leachingrate, and reagent requirements. These tests are often performedto determine the agglomerate performance over a period of time.Lewandowski and Kawatra (2008, 2009c) studied whether theuse of binders in agglomeration would have any negative effectson copper recovery rates or the bacteria populations in the columnleaching. Column tests, even large ones, generally give better re-sults than large scale tests or commercial operation, due to nearlyperfect solution-rock contact obtained in the columns. Whereas inactual heap, as discussed in next section, the coarse rock sizedistribution contributes signicantly to slow leach kinetics (Her-
64 N. Dhawan et al. /Mineralsnandez et al., 2003). Also, in similar agglomeration conditions,the heap leach results were different from the column tests dueto more compactness of heap and also the absence of structuralsupport because of wall effects in columns (Bouffard, 2008). Also,the comparison of column tests to actual heap leach operations re-quires a more accurate prediction of the solution characteristicssuch as solution velocity within the heap (Wadsworth, 1977). Re-cently, Martens et al. (2012) reported that the lixiviant has lesscontact with reductants in comparison to the column experimentfor gold in situ leaching.
9.17. Heap test
The heap test is almost a real heap in analyzing the performanceof agglomerates (Lewandowski and Kawatra, 2009b; McClelland,1988; Milligan, 1984). The heap is of industrial scale size and gen-erally metal recoveries are also reported. Of course, this is one ofthe most representative techniques for performance; however,time, cost and labor factors limit the scope of test for only commer-cial operations.
9.18. Summary of quality control tests
It is worthwhile to note that for comparative purposes and reli-ability on quality control tests, the agglomerates must be of equiv-alent sizes. The laboratory tests appear to be good for binder andagglomeration process screening, but they do not appear capableof providing feedback in a time frame needed to control an agglom-eration operation. Therefore, these tests seem to be satisfactory aspart of scoping test work, whereas hydrodynamic tests may bemore practical for commercial operations.
Some of the quality control tests practiced in crushed oreagglomeration and binder screening are mechanical tests devel-oped for pelletization such as drop tests, attrition tests and com-pression tests. However, few/none of the tests obtain a directmeasure of the strength, size of agglomerates and particle interac-tions in individual agglomerates (Bouffard, 2005; Scheffel, 2011).There is no standardized quantitative method for evaluatingagglomerate stability when using binders except the hand squeez-ing of agglomerates practiced in the industry. However, soak testand percolation column test for qualitative screening of potentialbinders has been reported (Lewandowski and Kawatra, 2008,2009b).
Having reviewed the QC and characterization tools for crushedore agglomeration, it is understood that fundamental understand-ing of the crushed ore agglomeration process is still lacking. This isprimarily due to unique behavior of each ore body, lack of processinsight, limited practical quality control tools for the guidance ofoperators, and lack of advanced characterization tools.
Certainly, it is necessary to nd optimal conditions of operationand to measure the variation of the agglomerate properties on timein a real conned situation as in a heap leaching system. But to ndoptimal conditions, complete characterization of agglomerationand leaching process is required. The real challenge is the in situstudy of the effect of agglomeration variables, agglomeration qual-ity and optimal processing conditions. The application of non-inva-sive characterization technologies such as X-ray computedtomography has been recently reported (Dhawan et al., 2012b).Information such as agglomerates size characterization, uid owand porous network structure, and the change of agglomerationquality during the leaching process can be obtained.
Other important areas which have not received much attentionin the past are modeling studies for crushed ore agglomeration.Agglomerate size as a fundamental and critical property has stillnot been given the required attention (Dhawan et al., 2012b).Besides, there is necessity for a continuous model of the agglomer-
ineering 41 (2013) 5370ation process especially to avoid segregation during heap building,which of course is one of the primary reasons for agglomerationitself.
-
diss
EngAlso, there is a need for cost-effective binders for different heapleaching systems (especially nickel laterites and uranium). In par-
Fig. 8. Steps involved in effective mineralN. Dhawan et al. /Mineralsticular, some surface studies regarding the forces driving bondingin the agglomeration process are required. Not much has been pub-lished regarding the determination of optimal moisture content foragglomeration, agglomerate strength/stability and mineral phasetransformation during the course of leaching. The importance ofquality control and characterization tools in crushed ore agglomer-ation is presented in Fig. 8. The related research work is presentlyunderway at the University of Utah, as part of an important projectto improve understanding of crushed ore agglomeration.
10. Commercial agglomeration for heap leaching
Generally, ores with a high clay content require drying beforeagglomeration. Weathered ores contain enough nes that cause se-vere issues for percolation. For example, oxidized massive suldegold ores are so soft and permeable that even crushing below75 mm does not increase gold recovery (e.g. Filon Sur ore body,Tharsis, Spain and Hassai Mine, Sudan). There can be serious issuesin multiple lift and higher height heaps due to difference in oreproperties. As subsequent lifts are stacked, the underneath orebody gets compressed, which reduces the heap permeability. Thiseffect is expected to be more prevalent in softer ores, whereashard-crushed ores can withstand the resulting pressure (Kappes,2002). In such circumstances, adequate agglomeration serves asan important step to overcome the issues of concern.
Due to the variable nature of ores and modes of leaching, differ-ent heap leach operations practice different operating parameters.From the review of the literature (Alta, 2011; Bouffard, 2005;Kodali et al., 2011a; Lewandowski and Kawatra, 2009a,b; Moatsand Janwong, 2008), it is evident that most operations use lixiviantas part of the physical/chemical binder, depending on the leachenvironment. For example, the copper ore agglomeration istypically conducted in a drum agglomerator with low additions(1525 kg) of sulfuric acid per ton of ore and about 60100 kg ofwater. Gold heap leaching operations practice the USBMs proce-
olution rate during heap leach operation.ineering 41 (2013) 5370 65dure, which includes alkaline leaching following cement and dilutecyanide solution addition during the agglomeration pretreatmentstep. However, the well established data from gold heap leachoperations is of limited use in copper, nickel and uranium due todifferent mode of leaching (i.e., basic vs. acidic) and different oretypes. A comparison of typical gold, copper, nickel and uraniumheap leaching systems is summarized in Table 2.
11. Future trends
High gold and silver prices relative to general cost indices usu-ally favor relatively ne crushing to improve ultimate recovery andshorten the leaching cycle. Most ores not containing excessive claywill percolate well when crushed as ne as 10 mm. It is possible toheap leach gold locked in some sulde ores by adopting a bio-oxidation pretreatment followed by heap leaching. When gold islocked in other minerals exposure and leaching is possible by necrushing using HPGR (Alta, 2011). Leaching size requirements andeconomic considerations dictate the complexity of the crushingplant. HPGR may be used if ner crushing is needed. Dust slurriesfrom the crushing circuits may be pumped onto the leaching heapsduring the agglomeration step.
The future trends for copper operations will likely include theextension of heap bio-leaching to chalcopyrite and enargite copperores, and increased development of ROM heap leaching and use offorced aeration for suldes and mixed ores. Based on the numerousbenets of agglomeration in the copper industry, it appears thatcrushed ore agglomeration will hold its place as a pretreatmentstep in heap-leach technology for many years to come.
While heap leaching was introduced in the uranium industry inthe 1950s (Scheffel, 2002), its use waned as environmentalconcerns and low metal prices made heap leaching unattractive.In the past few years, several new green eld uranium projects
-
an 0
EngTable 2Comparison of the different agglomeration-heap leaching systems.
Parameter Ore type
Copperoxides
Copper suldes Uranium
Ore grade (%) 0.451.45 0.81.0 1501000 ppm; less thU3O8
Tonnage (Mtpa) 356 321 1.436Crush size (mm) 1038 1018 Heap height (m) 310 411 6Permeability OK OK OK
66 N. Dhawan et al. /Mineralsare considering heap leaching. Bacterial heap leaching is beinginvestigated for more complex, low-grade ores (Herkenhoff andDean, 1987; Robertson and Van Staden, 2009; Van Staden et al.,2008). Most of the ores are likely to need comminution to achieveadequate recoveries and hence the probability of excessive nesgeneration is likely along with percolation issues and slow leachingrates. Thus, with the implementation of agglomeration and curing,percolation behavior and leach kinetics can be improved signi-cantly (Alta, 2011).
Carbonate leaching of uranium ores offers the possibility ofusing binders such as cement when agglomeration of nes isneeded (Taylor, 2007). With uranium ores, the additional key
Leach agent H2SO4,NH3
Fe2(SO4)3/H2SO4 H2SO4 or Na2CO3 NaHCO3
Leach agent (kg/t) 875 618 1540Leach time (days) 40180 200600 40100Metal extraction (%) 7086 7080 6080%Irrigation rate (L/h m2) 415 48 515Issues Complex
nature ofminerals;depletedresources
Bacterial activityand temperaturerequired toenhance leaching
Fine crushing; oxidant coulrequired
Agglomeration Rare(ROMmostly;dump)recovery3060%
Accepted forbetter aeration
Acid agglomeration/tailing
Binder Nalco-Extract ore9560, Nalcoanionic occulantoptimer 9960,Stucco,Polyacrylamide
Cement (carbonate leachin
Moisture (%) 711 Up to 12Dosage (kg/t of ore) 2.540 140 1560Curing time (hours) 24240 14336Feed size distribution ROM ROM, up to
25 mm; Tailings(250 + 44 lm)
Minus 19 mm; tailings (milm)
Solution chemistry Changeswith oredepth
Changes with oredepth
Depends upon ore body
Climate/area Operating cost (US$/lb) 1.05 0.90 Capital cost (US$/t of
ore to heap)3040 35 2675
References Bernard (1995), Canello andSchnell (1995), Cisneros et al.(1995), Dudley et al. (2000),Efthymiou et al. (1998), Galeaet al. (2010), Holle (1995), Luet al. (2007), Natunen et al.(1995), Sylwestrzak et al.(2002), Scheffel (2002) andZrate et al. (2003)
Derupt (2009), Dudley et a(2000), Galea et al. (2010),Georgescu and Graur (2002Mashbir (1964), Scheffel (12002, 2010), Sinclair (2010and Derupt (2010), Yanru e(2002), Yijun et al. (2002),and Connor (1996)Nickel laterites Gold/silver
.1% 0.32.5 0.551.5 ppm
0.73 2570 102546 710Low OK
ineering 41 (2013) 5370benet of agglomeration or wetting the ores as soon as possibleis reduction in the dust emissions from conventional dry crushingcircuits, which will provide cleaner and safer environment.Agglomeration is an integral part of new and future heap leachinguranium operations. Some of the new projects under developmentemploying acidic agglomeration and heap leaching are; (1) Ranger,Northern Territory, Australia, (2) ERA, Rossing, Namibia, Rio TintoGroup and, (3) Somair, Niger, Areva Group. Also, some of the oper-ations using alkaline heap leaching include; (1) Trekkopje,Namibia, Areva Group, (2) Napperby Project, Australia, (3) LangerHeinrich, Namibia, Paladin Energy, and (4) Marenica Project, Mare-nica Energy, Namibia (Alta, 2011).
H2SO4 (conc. mostly) Cyanide solution (NaCN) with lime
>300 0.10.5120250 701506585 5087510 510
d be Low permeability; high acidconsumption, variable complexmineralogy, high impurity leachsolutions (Fe, Mg)
Locked/encapsulated gold;cyanide destruction
Must to improve orec