![[Morten Tønnessen] 'Tell Me, Where is Morality Bred?' (the Semioethics Interviews I, John Deely)](https://static.fdocuments.in/doc/165x107/577d399c1a28ab3a6b9a2dff/morten-tonnessen-tell-me-where-is-morality-bred-the-semioethics.jpg)
[Morten Tønnessen] 'Tell Me, Where is Morality Bred?' (the Semioethics Interviews I, John Deely)

CPS Spruce Unit 1
Optimization History
Joe Sepulveda - Manager, Maintenance
CPS Energy Spruce Plant
May 25, 2011

CPS Energy
Nation’s largest
municipally-owned
provider of electric
service and natural
gas
Located in 7th largest
city in USA
Provides services to
~707,000 electric and
322,000 natural gas
customers

CPS Generation
35% of CPS Energy’s power comes from coal fired generation
CPS has four coal fired units: JK Spruce 1 and 2
JT Deely 1 and 2
These 4 units and the Sommers gas plant located at the Calaveras power station

Coal-fired Units
Deely 1 and 2 are Alstom-CE tangentially
fired sub-critical units rated at 440 MWs
and commissioned in ’77 and ’78
Spruce 1 is an Alstom-CE tangentially fired
sub-critical boiler commissioned in 1992
that normally runs at 585 MW
Spruce 2 is an Alstom unit with SCR and
FGD that began commercial operation in
May 2010; normally runs at 818 MW
Units use PRB coal
Capacity factors of over 90%

CPS Energy NOx Reduction
History
1998 voluntarily committed to reduce NOx by
15 - 20%
Success achieved through:
• Combustion control tuning
• Staging of primary and secondary combustion air
• Installation of low NOx nozzle tips
• Attempted balancing coal flow through coal pipes with no
success
Derived benefits:
• Smaller SCRs
• Lower associated capital and O&M costs
CPS Energy NOx Reduction
History
TCEQ and State Senate enacted NOx rules in 2000
CPS Energy was required to reduce NOx emissions
by 50% by 2005 compared to emissions from ’96-’98
CombustionOpt installed at Spruce 1 in 2001/2002
Followed by CombustionOpt on both Deely units in
2004
Optimization objectives:
Primary objective: further reduce NOx emissions
Secondary objective: improve heat rate

Spruce Unit 1
CE T-fired unit
585 MW
LNB’s, SOFA
Six mills
PRB coal
98 wallblowers (IRs), 44 retract blowers (IKs), and 2
air preheater blowers (APHs), steam media
Emerson Ovation Distributed Control System (DCS)
OSI PI data historian
Diamond SBCS uses Allen Bradley PLC with HMI
configured in RSView

Initial CombustionOpt
Implementation
Project kick-off: July 2001
DCS integration complete by early September
Neural optimizer was on-line and operating in
closed-loop by late October
As CPS engineers became familiar with the
technology, they worked with NeuCo engineers
to fine-tune optimizer to maximize benefits
This included modifying system to handle plant
constraints and prioritization of NOx and CO
constraints

Improvements Over Time
ProcessLink Upgrade
More robust; access to more technologies
Improved visibility, benchmarking, interface
Added Expert Rules
To address feeder issues at low load
Model Predictive Controller
Suited to dynamic operating conditions
Used for manipulating O2 bias
Tuning as needed
Changes to objectives, constraints, equipment
Addition of SootOpt
SootOpt project started May 2010
Justification
Concern about erosion in economizer area
• ‘09 blower inspection indicated high wear
Efficiency increasingly important to plant
• 0.375% HR improvement justifies investment
Site visits important

Addition of SootOpt
Goals:
Reduce sootblowing in high wear areas
Improve heat rate
Improve SH and RH temp control (reduce excursions)
during load ramps
Ensure side-to-side steam temp delta does not
significantly increase
• Reduce delta if possible
While:
Maintaining NOx at 0.125 lb/MMbtu or further
reducing it
Adhering to CO limits

Spruce 1 Heat Rate
Considerations
Heat Rate indicators to consider:
Internally-calculated heat rate
NeuCo Heat Loss Indicator (HLI) calculation
• Summation of 5 losses affected by BoilerOpt into a single
index
Other indicators of heat rate changes
• Attemperation sprays, steam temperatures, gas
temperatures, sootblowing activity, etc.
Relative heat rate trends over longer time periods
Note: Heat rate goes into the 10,000’s when coming
down in load at night

Operations Before SootOpt
Diamond Soot Blowing Control System (SBCS)
SentrySeries - 2005
SBCS running on Allen Bradley programmable logic
controller (PLC)
Sootblowing performed based on Operator judgment:
Some Operators picked individual blowers based on
experience
Others picked when to blow but used existing sequence
definitions
Ops used sootblowing to lower exit gas temps which tend to
run high at high load

Operations Before SootOpt
Control loops generally in automatic mode: Aux air
SOFA
Fuel/Air
Mills
Mill temperature control
Fans
RH and SH attemperation sprays
Control loops generally in manual mode: Underfire air – yaws and tilts set manually and locked
Burner tilts

SootOpt Installation Steps
Budget Approval April, 2010
Kickoff May 3, 2010
PI/ PLC communications established June 30, 2010
Initial blower and zone configuration June 30, 2010
PLC modifications June 30, 2010
Initial closed-loop configuration Aug. 17, 2010
SootOpt in sustained closed-loop operation Oct. 6, 2010
SootOpt in routine use Nov. 5, 2010
Analysis projects (GUI) completed Nov. 16, 2010
Model tuning Oct-Dec, 2010
Final training Feb. 21, 2011

Spruce Resources During
Implementation
Multi-discipline group involved in kick-off & goal
setting
I/C team involved in system integration
For final tuning stage, Chief Ops Manager &
Maintenance Manager more involved
NeuCo & operators interact directly with
questions or if something unexpected seen
Operators very knowledgeable and helpful

SootOpt Implementation
Operations Input (examples)
In summer, APH gas inlet temp may need to be reduced
to prevent absorber tower temps from exceeding trip limits
SootOpt must consider potential temp overshoot/lag
during during ramp up/ramp down
Only operate one retract blower at a time in front east,
front west, back east, and back west sections
Larger blowers that require higher steam flow should be
run only if main steam pressure is greater than 1900 psi
Ops suggested limiting wallblower actuations at lower
loads even if SH steam temperature is running a bit
higher, because the temperatures would suffer when the
Unit started picking up load
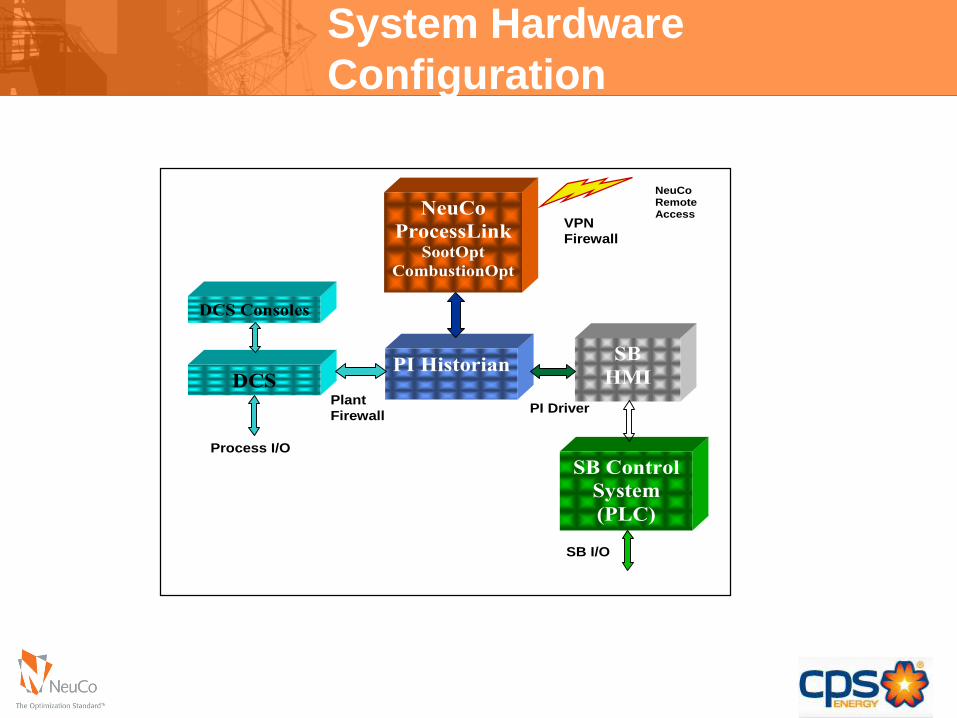
System Hardware
Configuration
SB
HMI
NeuCo
ProcessLink SootOpt
CombustionOpt
DCS PI Historian
SB Control
System
(PLC)
PI Driver
DCS Consoles
Process I/O
SB I/O
NeuCo Remote Access
Plant
Firewall
VPN
Firewall

Plant Interaction with SootOpt
No dedicated resource
Process:
Maint. Mgr point person for significant adjustments
Communicates with Chief Ops Mgr who handles
implementation with NeuCo and operators
On smaller issues Operators provide feedback
direct to NeuCo and respond to NeuCo questions
Adopted new approach to IK maintenance
Every Wednesday vs. Ad Hoc

Things to Consider When
Implementing SootOpt
Plan for SootOpt, SBCS and data historian
integration/communication
Get operations feedback & address concerns
quickly
Interact with all shifts

CPS & BoilerOpt Current
Status
Ongoing efforts to improve performance:
Adjustments based on operations feedback
Addressing load swings & summer temperatures
Mill-specific models
Incorporating new boiler tube inspection data
Budgeted to install SootOpt on both Deely
units this year