
Cost-Effective Production of Super-Strong Polymer …dy30/research/10.pdfCost-Effective Production...
1
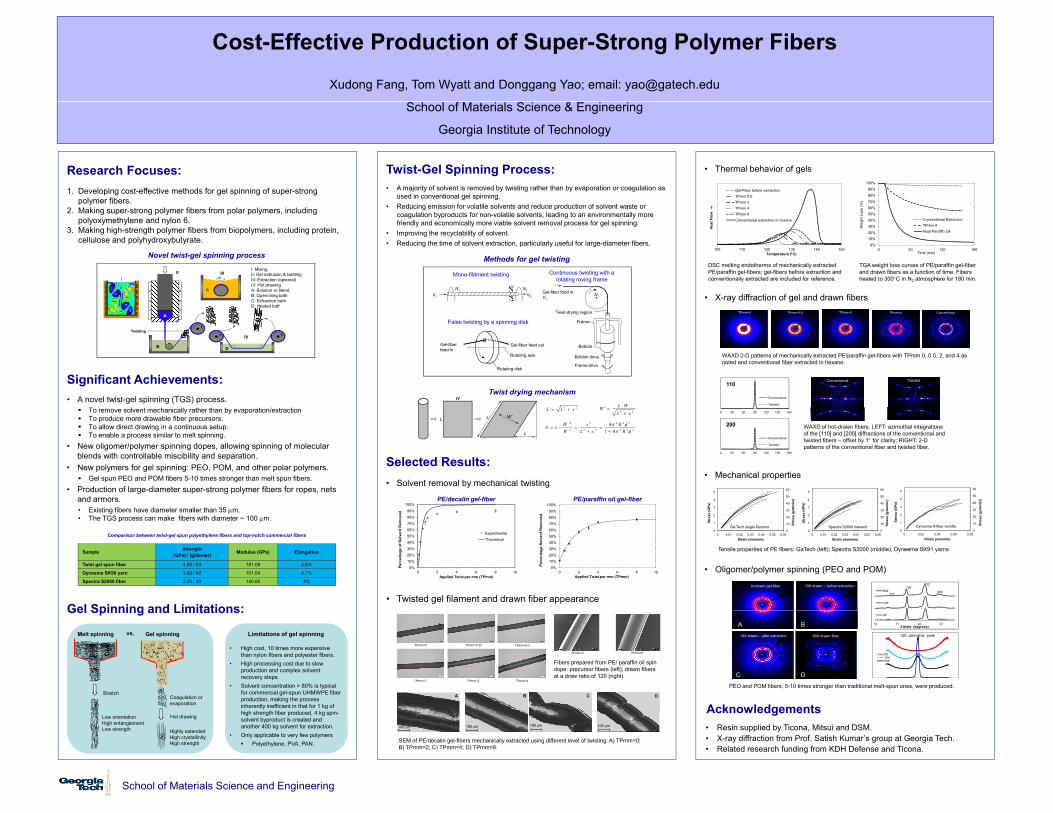
Cost-Effective Production of Super-Strong Polymer Fibers Xudong Fang, Tom Wyatt and Donggang Yao; email: [email protected] School of Materials Science & Engineering Georgia Institute of Technology Research Focuses: 1. Developing cost-effective methods for gel spinning of super-strong polymer fibers. Twist-Gel Spinning Process: • A majority of solvent is removed by twisting rather than by evaporation or coagulation as used in conventional gel spinning. • Thermal behavior of gels Gel-Fiber before extraction TPmm 0.5 TPmm 2 70% 80% 90% 100% %) polymer fibers. 2. Making super-strong polymer fibers from polar polymers, including polyoxymethylene and nylon 6. 3. Making high-strength polymer fibers from biopolymers, including protein, cellulose and polyhydroxybutyrate. I: Mixing II: Gel extrusion & twisting III: Extraction (optional) IV: Hot drawing A: Solution or blend B: Quenching bath C: Extraction bath D Heated bath II III C I Novel twist-gel spinning process • Reducing emission for volatile solvents and reduce production of solvent waste or coagulation byproducts for non-volatile solvents, leading to an environmentally more friendly and economically more viable solvent removal process for gel spinning. • Improving the recyclability of solvent. • Reducing the time of solvent extraction, particularly useful for large-diameter fibers. 100 110 120 130 140 150 Heat Flow Temperature (C) TPmm 2 TPmm 4 TPmm 8 Conventional extraction in hexane DSC melting endotherms of mechanically extracted PE/paraffin gel-fibers; gel-fibers before extraction and conventionally extracted are included for reference. 0% 10% 20% 30% 40% 50% 60% 0 60 120 180 Weight Loss (% Time (min) Conventional Extraction TPmm 4 Neat Paraffin Oil TGA weight loss curves of PE/paraffin gel-fiber and drawn fibers as a function of time. Fibers heated to 300C in N 2 atmosphere for 180 min. • X-ray diffraction of gel and drawn fibers Methods for gel twisting V 1 V 2 N 2 N 1 Mono-filament twisting Continuous twisting with a rotating roving frame Gel-fiber feed in, V 1 N 1 Significant Achievements: • A novel twist-gel spinning (TGS) process. D: Heated bath IV B D A Twisting W 2 2 ' W L Twist drying mechanism TPmm=4 Conventional TPmm=0 TPmm=0.5 TPmm=2 WAXD 2-D patterns of mechanically extracted PE/paraffin gel-fibers with TPmm 0, 0.5, 2, and 4 as noted and conventional fiber extracted in hexane. 110 Conventional Twisted Conventional Twisted Rotating disk Rotating axis Gel-fiber feed out Gel-fiber feed in False twisting by a spinning disk Twist-drying region Frame drive Bobbin drive Frame Bobbin To remove solvent mechanically rather than by evaporation/extraction To produce more drawable fiber precursors. To allow direct drawing in a continuous setup. To enable a process similar to melt spinning. • New oligomer/polymer spinning dopes, allowing spinning of molecular blends with controllable miscibility and separation. • New polymers for gel spinning: PEO, POM, and other polar polymers. Gel spun PEO and POM fibers 5-10 times stronger than melt spun fibers. • Production of large-diameter super-strong polymer fibers for ropes, nets and armors. Existing fibers have diameter smaller than 35 m L W’ x L’ 2 2 2 2 2 2 2 2 2 2 2 4 1 4 ' 1 R R x L x W W 2 2 ' x L L 2 2 ' x L W L W 100% Selected Results: • Solvent removal by mechanical twisting PE/decalin gel-fiber 100% PE/paraffin oil gel-fiber 0 30 60 90 120 150 180 0 30 60 90 120 150 180 200 Conventional Twisted WAXD of hot-drawn fibers. LEFT: azimuthal integrations of the [110] and [200] diffractions of the conventional and twisted fibers – offset by 1 for clarity; RIGHT: 2-D patterns of the conventional fiber and twisted fiber. • Mechanical properties 40 50 60 3 4 5 denier) GPa) 40 50 60 3 4 5 enier) GPa) 30 40 50 60 3 4 5 denier) GPa) • Existing fibers have diameter smaller than 35 m. • The TGS process can make fibers with diameter ~ 100 m. Gel Spinning and Limitations: Comparison between twist-gel spun polyethylene fibers and top-notch commercial fibers Sample Strength (GPa) / (g/denier) Modulus (GPa) Elongation Twist gel spun fiber 4.68 / 53 181.09 4.8% Dyneema SK90 yarn 3.69 / 42 101.04 6.7% Spectra S2000 fiber 3.56 / 40 140.65 4% 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 0 2 4 6 8 10 Percentage of Solvent Removed Applied Twist per mm (TPmm) Experimental Theoretical 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 0 2 4 6 8 10 Percentage Solvent Removed Applied Twist per mm (TPmm) • Twisted gel filament and drawn fiber appearance 0 10 20 30 0 1 2 0 0.01 0.02 0.03 0.04 0.05 0.06 Stress (g/d Stress (G Strain (mm/mm) GA Tech single filament 0 10 20 30 0 1 2 0 0.01 0.02 0.03 0.04 0.05 0.06 Stress (g/de Stress (G Strain (mm/mm) Spectra S2000 filament 0 10 20 30 0 1 2 0 0.02 0.04 0.06 0.08 Stress (g/d Stress (G Strain (mm/mm) Dyneema 5-fiber bundle Tensile properties of PE fibers: GaTech (left); Spectra S2000 (middle); Dyneema SK91 yarns. Undrawn gel-fiber 10X drawn – before extraction 110 120 032 200 60X 10X • Oligomer/polymer spinning (PEO and POM) Acknowledgements Gel Spinning and Limitations: Limitations of gel spinning • High cost, 10 times more expensive than nylon fibers and polyester fibers. • High processing cost due to slow production and complex solvent recovery steps. • Solvent concentration > 80% is typical for commercial gel-spun UHMWPE fiber production, making the process inherently inefficient in that for 1 kg of high strength fiber produced 4 kg spin Coagulation or evaporation Stretch Melt spinning Gel spinning vs. TPmm=1 TPmm=2 TPmm=4 TPmm=0 TPmm=0.25 TPmm=0.5 TPmm=2 TPmm=0 A B C D Fibers prepared from PE/ paraffin oil spin dope: precursor fibers (left); drawn fibers at a draw ratio of 120 (right). A C B D 10X drawn – after extraction 60X drawn fiber 12 17 22 27 2 theta (degrees) 0X 120 azimuthal peak 0X 10X 20X PEO and POM fibers, 5-10 times stronger than traditional melt-spun ones, were produced. School of Materials Science and Engineering • Resin supplied by Ticona, Mitsui and DSM. • X-ray diffraction from Prof. Satish Kumar’s group at Georgia Tech. • Related research funding from KDH Defense and Ticona. Acknowledgements high strength fiber produced, 4 kg spin- solvent byproduct is created and another 400 kg solvent for extraction. • Only applicable to very few polymers Polyethylene, PVA, PAN. Low orientation High entanglement Low strength Hot drawing Highly extended High crystallinity High strength 100 μm 100 μm 100 μm 100 μm SEM of PE/decalin gel-fibers mechanically extracted using different level of twisting: A) TPmm=0; B) TPmm=2; C) TPmm=4; D) TPmm=8.
Transcript of Cost-Effective Production of Super-Strong Polymer …dy30/research/10.pdfCost-Effective Production...
Cost-Effective Production of Super-Strong Polymer FibersXudong Fang, Tom Wyatt and Donggang Yao; email: [email protected]
School of Materials Science & Engineering
Georgia Institute of Technology
Research Focuses: 1. Developing cost-effective methods for gel spinning of super-strong
polymer fibers.
Twist-Gel Spinning Process:• A majority of solvent is removed by twisting rather than by evaporation or coagulation as
used in conventional gel spinning.
• Thermal behavior of gels
Gel-Fiber before extractionTPmm 0.5TPmm 2 70%
80%90%
100%
%)polymer fibers.
2. Making super-strong polymer fibers from polar polymers, including polyoxymethylene and nylon 6.
3. Making high-strength polymer fibers from biopolymers, including protein, cellulose and polyhydroxybutyrate.
I: MixingII: Gel extrusion & twistingIII: Extraction (optional)IV: Hot drawingA: Solution or blendB: Quenching bathC: Extraction bathD Heated bath
II III
C
I
Novel twist-gel spinning process
• Reducing emission for volatile solvents and reduce production of solvent waste or coagulation byproducts for non-volatile solvents, leading to an environmentally more friendly and economically more viable solvent removal process for gel spinning.
• Improving the recyclability of solvent.• Reducing the time of solvent extraction, particularly useful for large-diameter fibers.
100 110 120 130 140 150
Hea
t Flo
w
Temperature (C)
TPmm 2TPmm 4TPmm 8Conventional extraction in hexane
DSC melting endotherms of mechanically extracted PE/paraffin gel-fibers; gel-fibers before extraction and conventionally extracted are included for reference.
0%10%20%30%40%50%60%
0 60 120 180
Wei
ght L
oss
(%
Time (min)
Conventional Extraction TPmm 4Neat Paraffin Oil
TGA weight loss curves of PE/paraffin gel-fiber and drawn fibers as a function of time. Fibers heated to 300C in N2 atmosphere for 180 min.
• X-ray diffraction of gel and drawn fibers
Methods for gel twisting
V1 V2
N2N1
Mono-filament twisting Continuous twisting with a rotating roving frame
Gel-fiber feed in, V1
N1
Significant Achievements:• A novel twist-gel spinning (TGS) process.
D: Heated bath
IV
B D
A
Twisting
W
22 ' WL
Twist drying mechanism
TPmm=4 ConventionalTPmm=0 TPmm=0.5 TPmm=2
WAXD 2-D patterns of mechanically extracted PE/paraffin gel-fibers with TPmm 0, 0.5, 2, and 4 as noted and conventional fiber extracted in hexane.
110
Conventional
Twisted
Conventional Twisted
Rotating disk
Rotating axis
Gel-fiber feed outGel-fiber feed in
False twisting by a spinning disk
Twist-drying region
Frame drive
Bobbin drive
Frame
Bobbin
To remove solvent mechanically rather than by evaporation/extraction To produce more drawable fiber precursors. To allow direct drawing in a continuous setup. To enable a process similar to melt spinning.
• New oligomer/polymer spinning dopes, allowing spinning of molecular blends with controllable miscibility and separation.
• New polymers for gel spinning: PEO, POM, and other polar polymers. Gel spun PEO and POM fibers 5-10 times stronger than melt spun fibers.
• Production of large-diameter super-strong polymer fibers for ropes, nets and armors.
Existing fibers have diameter smaller than 35 m
L W’
x
L’
222
222
22
2
2
2
414'1
RR
xLx
WW
22' xLL 22
'xL
WLW
100%
Selected Results:• Solvent removal by mechanical twisting
PE/decalin gel-fiber100%
PE/paraffin oil gel-fiber
0 30 60 90 120 150 180
0 30 60 90 120 150 180
200
Conventional
Twisted
WAXD of hot-drawn fibers. LEFT: azimuthal integrations of the [110] and [200] diffractions of the conventional and twisted fibers – offset by 1 for clarity; RIGHT: 2-D patterns of the conventional fiber and twisted fiber.
• Mechanical properties
40
50
60
3
4
5
deni
er)
GPa
) 40
50
60
3
4
5
enie
r)
GPa
)
30
40
50
60
3
4
5
deni
er)
GPa
)
• Existing fibers have diameter smaller than 35 m.• The TGS process can make fibers with diameter ~ 100 m.
Gel Spinning and Limitations:
Comparison between twist-gel spun polyethylene fibers and top-notch commercial fibers
Sample Strength(GPa) / (g/denier) Modulus (GPa) Elongation
Twist gel spun fiber 4.68 / 53 181.09 4.8%
Dyneema SK90 yarn 3.69 / 42 101.04 6.7%
Spectra S2000 fiber 3.56 / 40 140.65 4%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
0 2 4 6 8 10
Perc
enta
ge o
f Sol
vent
Rem
oved
Applied Twist per mm (TPmm)
ExperimentalTheoretical
0%
10%20%
30%
40%50%
60%
70%80%
90%
0 2 4 6 8 10
Perc
enta
ge S
olve
nt R
emov
ed
Applied Twist per mm (TPmm)
• Twisted gel filament and drawn fiber appearance
0
10
20
30
0
1
2
0 0.01 0.02 0.03 0.04 0.05 0.06
Stre
ss (g
/d
Stre
ss (G
Strain (mm/mm)
GA Tech single filament 0
10
20
30
0
1
2
0 0.01 0.02 0.03 0.04 0.05 0.06
Stre
ss (g
/de
Stre
ss (G
Strain (mm/mm)
Spectra S2000 filament0
10
20
30
0
1
2
0 0.02 0.04 0.06 0.08
Stre
ss (g
/d
Stre
ss (G
Strain (mm/mm)
Dyneema 5-fiber bundle
Tensile properties of PE fibers: GaTech (left); Spectra S2000 (middle); Dyneema SK91 yarns.
Undrawn gel-fiber 10X drawn – before extraction
110
120032
20060X
10X
• Oligomer/polymer spinning (PEO and POM)
Acknowledgements
Gel Spinning and Limitations:
Limitations of gel spinning
• High cost, 10 times more expensive than nylon fibers and polyester fibers.
• High processing cost due to slow production and complex solvent recovery steps.
• Solvent concentration > 80% is typical for commercial gel-spun UHMWPE fiber production, making the process inherently inefficient in that for 1 kg of high strength fiber produced 4 kg spin
Coagulation or evaporation
Stretch
Melt spinning Gel spinning vs.
TPmm=1 TPmm=2 TPmm=4
TPmm=0 TPmm=0.25 TPmm=0.5
TPmm=2 TPmm=0
A B C D
Fibers prepared from PE/ paraffin oil spin dope: precursor fibers (left); drawn fibers at a draw ratio of 120 (right).
A
C
B
D
10X drawn – after extraction 60X drawn fiber
12 17 22 272 theta (degrees)
0X
120 azimuthal peak
0X10X20X
PEO and POM fibers, 5-10 times stronger than traditional melt-spun ones, were produced.
School of Materials Science and Engineering
• Resin supplied by Ticona, Mitsui and DSM.• X-ray diffraction from Prof. Satish Kumar’s group at Georgia Tech.• Related research funding from KDH Defense and Ticona.
Acknowledgementshigh strength fiber produced, 4 kg spin-solvent byproduct is created and another 400 kg solvent for extraction.
• Only applicable to very few polymers Polyethylene, PVA, PAN.
Low orientationHigh entanglementLow strength
Hot drawing
Highly extendedHigh crystallinityHigh strength
100 µm 100 µm 100 µm 100 µm
SEM of PE/decalin gel-fibers mechanically extracted using different level of twisting: A) TPmm=0; B) TPmm=2; C) TPmm=4; D) TPmm=8.


















