CORROSION Uniform Corrosion
134
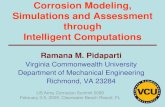
CORROSION Uniform Corrosion What is uniform corrosion? Uniform corrosion refers to the corrosion that proceeds at approximately the same rate over the exposed metal surface. Cast irons and steels corrode uniformly when exposed to open atmospheres, soils and natural waters, leading to the rusty appearance and silver tarnishes due to exposure to air. The photo on the right showed uniform corrosion (rusting) of a pair of steel nuts used to fasten a galvanized steel clamp on a street lamppost. In sharp contrast, the galvanized steel clamp did not show any signs of corrosion but its surface was discolored by the rust. The photo (above, left) shows a steel coupon corroded (rusted) uniformly over its entire surface after immersion in oxygen aerated water while the same batch of coupons exposed to deaerated water (above, right) retained their metallic appearance with no visible corrosion (rust). In natural environment, oxygen is the primary cause of uniform corrosion of steels and other metals and alloys. What causes uniform corrosion? The anodic reaction in the corrosion process is always the oxidation reaction: M = M + + e (1) In acidic environments, i.e., pH<7, the cathodic process is mainly the reduction of hydrogen ions: 2H + + 2e = H 2 (2)
-
Upload
halnasikplanning5657 -
Category
Documents
-
view
129 -
download
10
Transcript of CORROSION Uniform Corrosion

CORROSION
Uniform Corrosion
What is uniform corrosion? Uniform corrosion refers to the corrosion that proceeds at approximately the same rate over the exposed metal surface. Cast irons and steels corrode uniformly when exposed to open atmospheres, soils and natural waters, leading to the rusty appearance and silver tarnishes due to exposure to air.
The photo on the right showed uniform corrosion (rusting) of a pair of steel nuts used to fasten a galvanized steel clamp on a street lamppost. In sharp contrast, the galvanized steel clamp did not show any signs of corrosion but its surface was discolored by the rust.
The photo (above, left) shows a steel coupon corroded (rusted) uniformly over its entire surface after immersion in oxygen aerated water while the same batch of coupons exposed to deaerated water (above, right) retained their metallic appearance with no visible corrosion (rust).
In natural environment, oxygen is the primary cause of uniform corrosion of steels and other metals and alloys.
What causes uniform corrosion? The anodic reaction in the corrosion process is always the oxidation reaction:
M = M+ + e (1)
In acidic environments, i.e., pH<7, the cathodic process is mainly the reduction of hydrogen ions:
2H+ + 2e = H2 (2)
In alkaline or neutral environment, i.e., pH=7 or pH>7, reduction of dissolved oxygen is the predominant cathodic process that causes uniform corrosion:
O2 + 2H2O + 4e = 4OH- (3)
With uniform distribution of cathodic reactants over the entire exposed metal surface, reactions (2) and/or (3) take place in a "uniform" manner and there is no preferential site or location for cathodic or anodic reaction. The cathodes and anodes are located randomly and alternating with time. The end result is a more or less uniform loss of dimension.

How to prevent uniform corrosion? Uniform corrosion or general corrosion can be prevented through a number of methods:
Use thicker materials for corrosion allowance Use paints or metallic coatings such as plating, galvanizing or anodizing Use Corrosion inhibitors or modifying the environment Cathodic protection (SA/ICCP) and Anodic Protection
Uniform Attack
Generalized Corrosion - This 40 year old sample of 8 in. schedule 80 pipe, while clearly containing deposits of iron oxide, shows very even wall loss and long remaining service life. The pipe was cleaned using high-pressure water jet and returned to service.
Galvanic Corrosion
What is galvanic corrosion? Galvanic corrosion or Bimetallic Corrosion or Dissimilar Metal Corrosion, as sometimes called, is defined as the accelerated corrosion of a metal because of an electrical contact (including physical contact) with a more noble metal or nonmetallic conductor (the cathode) in a corrosive electrolyte.
In this photo, a 5-mm thick aluminum alloy plate is physically (and hence, electrically) connected to a 10-mm thick mild steel structural support. Galvanic corrosion occurred on the aluminium plate along the joint with the mild steel. Perforation of aluminum plate occurred within 2 years due to the huge acceleration factor in galvanic corrosion.
What causes galvanic corrosion? Different metals and alloys have different electrochemical potentials (or corrosion potentials) in the same electrolyte and same environment. Galvanic corrosion occurs when two metals having different composition are electrically coupled in the presence of an electrolyte. The more reactive metal will experience severe corrosion while the more noble metal will be quite well protected. Perhaps the most infamous examples of this type of corrosion are combinations such as
Steel and brass - Typically the steel will corrode the area near the brass or copper, even in a water environment and especially in a seawater environment.
Copper and steel.
How to prevent galvanic corrosion? Galvanic corrosion can be prevented through a number of methods:

Select metals/alloys as close together as possible in the galvanic series. Avoid unfavorable area effect of a small anode and large cathode. Stainless-steel bolts in an
aluminum block won't cause corrosion, but aluminum rivets on stainless steel sheet would rapidly corrode
Insulate dissimilar metals wherever practical by using rubber or plastic sleeves or washers, keeping the parts dry so there is no electrolyte to form the cell.
Apply coatings with caution. Paint the cathode (or both) and keep the coatings in good repair on the anode.
Avoid threaded joints for materials far apart in the galvanic series. If these options are not available to protect from galvanic corrosion, a sacrificial anode can be used to
protect the less noble metal. For example,
If a system is composed of 316 SS, a very noble alloy with a low galvanic potential, and a mild steel, a very active metal with high galvanic potential, the mild steel will corrode in the presence of an electrolyte such as salt water. If a sacrificial anode is used such as a Mil-Spec A-18001K zinc alloy, Mil-Spec A-24779(SH) aluminum alloy, or magnesium, these anodes will corrode instead, protecting the other metals in the system. The anode must be electrically connected to the protected metal(s) in order to be able to preserve them. This is common practice in the marine industry to protect ship equipment. Boats and vessels that are in salt water use either zinc alloy or aluminum alloy. If the boats are only in fresh water, a magnesium alloy is used. Magnesium has one of the highest galvanic potential of any metal. If it is used in a saltwater application on a steel or aluminum hull boat, hydrogen bubbles will form under the paint, causing blistering and peeling.
Galvanic Corrosion- Photo Gallery

Notice below that simply adding a screw of the wrong material can have severe consequences.
Galvanic Corrosion - An extremely common problem area due to the failure to install galvanic insulators between carbon steel pipe and either brass valves or copper pipe. At moderate corrosion rate, galvanic corrosion will often produce premature failures with 6-10 years.

Galvanic Corrosion - A combination of water penetration through the roof level pipe insulation and galvanic activity completely dissolved this pipe hanger. Severe wall thickness loss is obvious in the immediate area of the pipe hanger and resulted in the need to replace this pipe.
Galvanic Corrosion - Another example of the higher corrosion activity usually existing at direct brass to black iron connections.
Galvanic Corrosion - An extremely common problem for areas where brass or copper is joined to steel. Under certain conditions, as shown here, it may also exist at steel to steel contact points - where new pipe meets old, and where different ground potential exists.
Insulation / Galvanic - Moisture penetrating through the insulation at this chill pipe provided an initiation to an outer corrosion problem at the steel take-off line. Exterior moisture also assisted in the heavier attack at the threads due to galvanic activity between brass valve and steel pipe.
Galvanic Corrosion - Galvanic attack of the brass valve upon the carbon steel, it is often the 60% loss of pipe upon threading which will cause a premature leak.

Dealloying/ Selective Leaching
What is dealloying? Dealloying is the selective corrosion of one or more components of a solid solution alloy. It is also called parting, selective leaching or selective attack. Common dealloying examples are:
Decarburization is the selective loss of carbon from the surface layer of a carbon-containing alloy due to reaction with one or more chemical substances in a medium that contacts the surface.
Decobaltification is selective leaching of cobalt from cobalt-base alloys, such as Stellite, or from cemented carbides.
Denickelification is the selective leaching of nickel from nickel-containing alloys. Most commonly observed in copper-nickel alloys after extended service in fresh water. On the right, nickel has corroded out of a copper-nickel alloy exposed to stagnant seawater.
Dezincification is the selective leaching of zinc from zinc-containing alloys. Most commonly found in copper-zinc alloys containing less than 85% copper after extended service in water containing dissolved oxygen.
Dezincification - Typical surface deposit resulting from the dezincification of brass pipe due to old age and/or an aggressive water condition.
Over many years, the zinc component of the metal is leached out to leave copper. Deep pitting is initiated and the pipe (rich in copper) becomes porous prior & brittle producing an actual leak, and leaving a corrosion product behind.
Graphitic corrosion is the deterioration of gray cast iron in which the metallic constituents are selectively leached or converted to corrosion products leaving the graphite intact. It is sometimes also referred to as graphitization.

Graphitic corrosion of a gray cast iron valve
What causes dealloying? Different metals and alloys have different electrochemical potentials (or corrosion potentials) in the same electrolyte.
How to prevent dealloying? Dealloying, selective leaching and graphitic corrosion can be prevented through the following methods:
Select metals/alloys that are more resistant to dealloying. For example, inhibited brass is more resistant to dezincification than alpha brass, ductile iron is more resistant to graphitic corrosion than gray cast iron.
Control the environment to minimize the selective leaching
Crevice Corrosion
What is crevice corrosion? Crevice Corrosion refers to the localized attack on a metal surface at, or immediately adjacent to, the gap or crevice between two joining surfaces. The gap or crevice can be formed between two metals or a metal and non-metallic material. Outside the gap or without the gap, both metals are resistant to corrosion.
The damage is normally confined to one metal at localized area within or close to the joining surfaces.
In this photo, a 316 stainless steel tube and tube sheet from a heat exchanger in desalination plant suffered crevice corrosion due to the presence of crevice (gap) between the tube and tube sheet.
What causes crevice corrosion? Crevice corrosion is initiated by a difference in concentration of some chemical constituents, usually oxygen, which set up an electrochemical concentration cell
(differential aeration cell in the case of oxygen).
Outside of the crevice (the cathode), the oxygen content and the pH are higher - but chlorides are lower.

Chlorides concentrate inside the crevice (the anode), worsening the situation. The pH and the oxygen content are lower in the crevice than in the bulk water solution, just as they are inside a pit. Once a crevice has formed, the propagation mechanism for crevice corrosion is the same as for pitting corrosion.
Ferrous ions form ferric chloride and attack the stainless steel rapidly.
How to prevent crevice corrosion? Crevice corrosion can be designed out of the system Use welded butt joints instead of riveted or bolted joints in new equipment Eliminate crevices in existing lap joints by continuous welding or soldering Use solid, non-absorbent gaskets such as Teflon. Use higher alloys (ASTM G48) for increased resistance to crevice corrosion
Crevice Corrosion
Crevice corrosion is a consequence of concentration differences of ions or dissolved gases in an electrolytic solution. A solution became trapped between a pipe and the flange on the left. The stagnant liquid in the crevice eventually had a lowered dissolved oxygen concentration and crevice corrosion took over and destroyed the flange. In the absence of oxygen, the metal and/or it's passive layer begin to oxidize. To prevent crevice corrosion, one should use welds rather than rivets or bolted joints whenever possible. Also consider nonabsorbing gaskets. Remove accumulated deposits frequently and design containment vessels to avoid stagnant areas as much as possible.
Filiform Corrosion
What is filiform corrosion? Filiform corrosion is a special form of corrosion that occurs under some thin coatings in the form of randomly distributed threadlike filaments. Filiform corrosion is also known as Underfilm Corrosion or "filamentary corrosion".
Filiform corrosion of tin-coated steel
It occurs on metallic surfaces coated with a thin organic film that is typically 0.1 mm thick. The pattern of attack is characterized by the appearance of fine filaments emanating from one or more sources in semi-

random directions. The filaments are fine tunnels composed of corrosion products underneath the bulged and cracked coating. It can be visually recognized without using a microscopy. Filiform corrosion has been observed on surfaces of coated steel, magnesium, and aluminum with thin coatings of tin, silver, gold, phosphate, enamel, and lacquer. It has also been observed on paper-backed aluminum foil.
What causes filiform corrosion? Filiform corrosion is a special case of crevice corrosion.
During propagation, water is supplied to the head of the filament from the surrounding atmosphere by osmotic action due to the high concentration of dissolved ferrous ions on the surface of steel substrate. Osmosis tends to remove water from the inactive tail, because of the low concentration of soluble salts (iron has precipitated as ferric hydroxide).
How to prevent filiform corrosion? Filiform corrosion or underfilm corrosion can be prevented with the following methods:
Control the relative huminidy Use brittle coatings
Filliform CorrosionFilliform corrosion is a unique form of oxygen concentration cell corrosion. This form of attack occurs on metallic surfaces having an organic coating as its protective basis. It is characterized by a snakelike pattern of corrosive deterioration that forms beneath painted surfaces. Filliform attack tends to occur when relative humidity is high (78 to 90%) and surface conditions are slightly acidic. Figure 1 shows filliform corrosion on an exposed aileron fastener and one under paint.
(a)

(b)Figure 1 - Filliform corrosion on an aileron fastner: (a) exposed; (b) underpaint.
The corrosion finds its way to the metal through breaks in the outer surface of the coating or paint and works its way underneath. The corrosion continues to propagate due to the diffusion of water vapor and oxygen as air passes through painted surfaces that are in a compromised condition.Filliform corrosion does a good job of attacking both steel and aluminum; however, its effect on the latter is more severe. The tracks left by the attack never cross one another on steel products, but they will intersect on aluminum, making the damage deeper and more insidious. Worse yet, if the condition is left untreated, or is improperly dealt with, it often develops into intergranular corrosion. On aircraft, the areas around fasteners and seams are the most vulnerable.The standard methods of treating filliform corrosion involve the use of glass bead blast and mechanical buffing with abrasive materials. A coating system is then applied to unpainted surfaces to protect them from the diffusion of oxygen and water vapors.
Pitting Corrosion
What is pitting corrosion? Pitting Corrosion is the localized corrosion of a metal surface confined to a point or small area that takes the form of cavities. Pitting is one of the most damaging forms of corrosion. Pitting factor is the ratio of the depth of the deepest pit resulting from corrosion divided by the average penetration as calculated from weight loss. This following photo show pitting corrosion of SAF2304 duplex stainless steel exposed to 3.5% NaCl solution.
Pitting corrosion forms on passive metals and alloys like stainless steel when the ultra-thin passive film (oxide film) is chemically or mechanically damaged and does not immediately re-passivate. The resulting pits can become wide and shallow or narrow and deep which can rapidly perforate the wall thickness of a metal.

ASTM-G46 has a standard visual chart for rating of pitting corrosion.
The shape of pitting corrosion can only be identified through metallography where a pitted sample is cross-sectioned and the shape the size and the depth of penetration can be determined.
What causes pitting corrosion?
Pitting is suspected to occur in much the same way crevice corrosion does, but on a flat surface. A small imperfection in the metal is thought to begin the process, then a "snowball" effect takes place. Pitting can go on undetected for extended periods of time, until a failure occurs. Pitting would overrun the stainless steel in a matter of weeks due to its very poor resistance to chlorides, which are notorious for their ability to initiate pitting corrosion.
Alloy blends with more than 2% Molybdenum show better resistance to pitting attack. Titanium is usually the material of choice if chlorides are the main corrosion concern. (Pd stabilized
forms of Ti are also used for more extreme cases).
The environment may also set up a differential aeration cell (a water droplet on the surface of a steel, for example) and pitting can initiate at the anodic site (centre of the water droplet).
For a homogeneous environment, pitting is caused by the MATERIAL that may contain inclusions (MnS is the major culprit for the initiation of pitting in steels) or defects. In most cases, both the environment and the material contribute to pit initiation.

The ENVIRONMENT (chemistry) and the MATERIAL (metallurgy) factors determine whether an existing pit can be repassivated or not. Sufficient aeration (supply of oxygen to the reaction site) may enhance the formation of oxide at the pitting site and thus repassivate or heal the damaged passive film (oxide) - the pit is repassivated and no pitting occurs. An existing pit can also be repassivated if the material contains sufficient amount of alloying elements such as Cr, Mo, Ti, W, N, etc.. These elements, particularly Mo, can significantly enhance the enrichment of Cr in the oxide and thus heals or repassivates the pit.
MechanismLets look at figure below, oxygen rich fluid in contact with metal surface (at the top of the pit) will becomes the cathode. At the bottom of the pit, low in oxygen level becomes the anode. this will form a complete circuit where metal at the pit (FE) will be ionized to release electron (e) and form ion Ferum (FE2+), this electron will travel to the top of pit to react with Oxygen (O2) (and water, H2O) to form ion hydroxides (OH-). Ion Ferum (FE2+) will react with ion hydroxides (OH-) to form Ferum Oxide (Fe2O3) which typically a brown rust. Deeper the pit leeser the oxygen content and higher the potential and pitting corrosion rate.
How to prevent pitting corrosion? Pitting corrosion can be prevented through: Proper selection of materials with known resistance to the service environment Control pH, chloride concentration and temperature Cathodic protection and/or Anodic Protection Use higher alloys (ASTM G48) for increased resistance to pitting corrosion Proper material selection e.g. SS316 with molydenum having higher pitting resistance compare to
SS304 Control oxygen level by injecting oxygen scavenger in boiler water system Control pH, chloride concentration and temperature Proper monitoring of oxygen & chloride contents by routine sampling Agitation of stagnant fluid
Pitting corrosion can occur when stainless steel is subjected to high concentration of chloride ions (for example, sea water) and moderately high temperatures. A textbook example for this was a replica of the Jet d'Eau fountain in Geneva, ordered by an Arab Sheikh for installation in the Red Sea. The replica did not last long, because the engineers responsible failed to take into account the difference between the freshwater of Lake Geneva and the saltwater of the sea.

Localized Pitting - Partially water filled systems produce widely varying wall loss typically along the bottom. For this dry fire sprinkler system, testing showed virtually new pipe after 25 years at the top, shown at the left. The wet pipe bottom however, shown at the right, was totally deteriorated to the point of failure.
Pitting Corrosion - The presence of one repair clamp and five nearby pinhole leaks confirms that a severe corrosion problem exists at this fire sprinkler piping location.

Co2 Pitting corrosion on internal pipe surface Pitting Corrosion on Metal Surface
Pitting corrosion on external pipe surface H2S Pitting corrosion on internal pipe surface

Schedule 10 / Pitting - At least 15 pipe clamps over a single 21 ft. section of this 2-1/2 in. pipe suggested a major corrosion problem. Ultrasonic testing, however, identified thin wall schedule 10 sprinkler pipe used in some areas of this condenser water system.
In reality, the pipe had provided excellent service over its 18 year history, and had simply reached the end of its useful service life.
Pitting Corrosion - Deep pitting typically shows itself first at the smaller diameter piping simply due to the lower wall thickness present. Such evidence should be taken as an advance indication that a system wide problem likely exists, rather than assumed a localized event.
A failure at the midpoint of a pipe section suggests a much greater corrosion problem than one at the threads.
Intergranular Corrosion
What is intergranular corrosion? Intergranular corrosion is sometimes also called "intercrystalline corrosion" or "interdendritic corrosion". In the presence of tensile stress, cracking may occur along grain boundaries and this type of corrosion is frequently called "interranular stress corrosion cracking (IGSCC)" or simply "intergranular corrosion cracking". "Intergranular" or 'intercrystalline" means between grains or

crystals. Identification of this type of corrosion usually requires microstructure examination under a microscopy although sometimes it is visually recognizable as in the case of weld decay.
The photos above show the microstructure of a type 304 stainless steel. The figure on the left is the normalized microstructure and the one on the right is the "sensitized" structure and is susceptible to intergranular corrosion or intergranular stress corrosion cracking.
PreventionHow to prevent intergranular corrosion? Intergranular corrosion can be prevented through:
Use low carbon (e.g. 304L, 316L) grade of stainless steels Use stabilized grades alloyed with titanium (for example type 321) or niobium (for example type
347). Titanium and niobium are strong carbide- formers. They react with the carbon to form the corresponding carbides thereby preventing chromium depletion.
Use post-weld heat treatment.
What is weld decay? Weld decay is a form of intergranular corrosion, usually of stainless steels or certain nickel-base alloys, that occurs as the result of sensitization in the heat-affected zone during the welding operation. The corrosive attack is restricted to the heat affected zone (HAZ). Positive identification of this type of corrosion usually requires microstructure examination under a microscopy although sometimes it is possible to visually recognize weld decay if parallel lines are already formed in the heat affected zone along the weld.

What causes weld decay? In this case, the precipitation of chromium carbides is induced by the welding operation when the heat affected zone (HAZ) experiences a particular temperature range (550oC~850oC). The precipitation of chromium carbides consumed the alloying element - chromium from a narrow band along the grain boundary and this makes the zone anodic to the unaffected grains. The chromium depleted zone becomes the preferential path for corrosion attack or crack propagation if under tensile stress. This type of steel is known as sensitized steel. Steels with carbon content 0.06% undergo sensitization in about 2 minutes, while steels with carbon content under 0.02% are not sensitive to it.
On the left, a piece of stainless steel (especially suspectible to intergranular corrosion) has seen severe corrosion just an inch from a weld
What is knife-line attack? Knife-Line Attack (KLA) is a form of intergranular corrosion of an alloy, usually stabilized stainless steel, along a line adjoining or in contact with a weld after heating into the sensitization temperature range. The corrosive attack is restricted to extremely narrow line adjoining the fusion line. Attack appears razor-sharp (and hence the name of "knife-line" attack). It is possible to visually recognize knife-line attack if the lines are already formed in the along the
weld.
What causes knife-line attack? For stabilized stainless steels and alloys, carbon is bonded with stabilizers (Ti or Nb) and no weld decay occurs in the heat affected zone during welding. In the event of a subsequent heat treatment or welding, however, precipitation of chromium carbide is possible and this leaves the narrow band adjacent to the fusion line susceptible to intergranular corrosion.

How to prevent knife-line attack? Knife-Line Attack/ Weld Decay can be prevented through:
Heat treatment - heating the weld to 1065oC to re-stabilize the material. followed by quenching it in water. This process dissolves the carbide particles, then keeps them in solution.
Low carbon materials can also be used to minimize the formation of chromium carbide. Finally, the material can be alloyed with another material such as Titanium, which forms carbides more readily so that the chromium remains in place.
What is exfoliation? Exfoliation is yet another special form of intergranular corrosion that proceeds laterally from the sites of initiation along planes parallel to the surface, generally at grain boundaries, forming corrosion products that force metal away from the body of the material, giving rise to a layered appearance.
Exfoliation is sometimes described as lamellar, layer, or stratified corrosion. In this type of corrosion, attack proceeds along selective subsurface paths parallel to the surface. It is possible to visually recognize this type of corrosion if the grain boundary attack is severe otherwise microstructure examination under a microscope is needed.
Exfoliation corrosion in an aluminum alloy exposed to tropical marine environment. Also note the paint
failures caused by corrosion of aluminium at the coating/aluminium interface.
What causes exfoliation? Exfoliation is a special type of intergranular corrosion that occurs on the elongated grain boundaries. The corrosion product that forms has a greater volume than the volume of the parent metal. The increased volume forces the layers apart, and causes the metal to exfoliate or delaminate. Aluminum alloys are particularly susceptible to this type of corrosion.
How to prevent exfoliation corrosion? Exfoliation corrosion can be prevented through: The use of coatings Selecting a more exfoliation resistant aluminium alloy Using heat treatment to control precipitate distribution.
What is MIC? Microbiologically-Influenced Corrosion (MIC), also known as microbial corrosion or biological corrosion, is the deterioration of metals as a result of the metabolic activity of microorganisms.
There are about a dozen of bacteria known to cause microbiologically influenced corrosion of carbon steels, stainless steels, aluminum alloys and copper alloys in waters and soils with pH 4~9 and temperature 10oC~50oC. These bacteria can be broadly classified as aerobic (requires oxygen to become active) or

anaerobic (oxygen is toxic to the bacteria). Sulphate reducing bacteria (SRB) is anaerobic and is responsible for most instances of accelerated corrosion damages to ships and offshore steel structures. Iron and manganese oxidizing bacteria are aerobic and are frequently associated with accelerated pitting attacks on stainless steels at welds.
Microbiologically influenced corrosion in a 316 stainless steel weld
Many industries are affected by MIC:
Chemical processing industries: stainless steel tanks, pipelines and flanged joints, particularly in welded areas after hydrotesting with natural river or well waters.
Nuclear power generation: carbon and stainless steel piping and tanks; copper-nickel, stainless, brass and aluminum bronze cooling water pipes and tubes, especially during construction, hydrotest, and outage periods.
Onshore and offshore oil and gas industries: mothballed and waterflood systems; oil and gas handling systems, particularly in those environments soured by sulfate reducing bacteria (SRB)-produced sulfides
Underground pipeline industry: water-saturated clay-type soils of near-neutral pH with decaying organic matter and a source of SRB.
Water treatment industry: heat exchangers and piping
Sewage handling and treatment industry: concrete and reinforced concrete structures
Highway maintenance industry: culvert piping
Aviation industry: aluminum integral wing tanks and fuel storage tanks
Metal working industry: increased wear from breakdown of machining oils and emulsions
Marine and shipping industry: accelerated damage to ships and barges

Positive identification of microbiologically influenced corrosion requires chemical, biological and metallurgical analysis of the waters, soils and the metal samples.
What causes MIC? MIC is caused by specific genera of bacteria which feed on nutrients and other elements found in waters and soils. Sea water is a primary source of sulphate reducing bacteria (SRB). The biological activities modify the local chemistry (acid-producing) and render it more corrosive to the metals. For example, iron-oxidizing bacteria can perforate a 5mm thick 316 stainless steel tank in just over a month!
How to prevent MIC? Microbiologically influenced corrosion, or microbial corrosion or biological corrosion can be prevented through a number of methods:
Regular mechanical cleaning if possible Chemical treatment with biocides to control the population of bacteria Complete drainage and dry-storage
Erosion-Corrosion
Erosion-corrosion arises from a combination of chemical attack and the physical abrasion as a consequence of the fluid motion. Materials that rely on a passive layer are especially sensitive to erosion-corrosion. Once the passive layer has been removed, the bare metal surface is exposed to the corrosive material. If the passive layer cannot be regenerated quickly enough, significant damage can be seen. Fluids that contain suspended solids are often times responsible for erosion-corrosion. The best way to limit erosion-corrosion is to design systems that will maintain a low fluid velocity and to
minimize sudden line size changes and elbows. The photo above shows erosion-corrosion of a copper-nickel tube in a seawater surface. An imperfection on the tube surface probably cause an eddy current which provided a perfect location for erosion-corrosion.
Stress Corrosion
Stess corrosion can result from the combination of an applied tensile stress and a corrosive environment. Once the stress cracks begin, they easily propagate throughout the material, which in turn allows additional corrosion and cracking to take place. The best defense against stress corrosion is to limit the magnitude and/or frequency of the tensile stress.
The stresses can be a result of service loads, or can be caused by the type of assembly or residual stresses from fabrication (eg. cold working); the result of expansions and contractions that are caused by violent temperature changes or thermal cycles, residual stresses can be relieved by annealing. This limits the usefulness of stainless steels of the 300 series (304, 316) for
containing water with higher than few ppm content of chlorides at temperatures above 50 °C. In more

aggressive conditions, higher alloyed austenitic stainless steels (6% Mo grades) or Mo containing duplex stainless steels may be selected.
Stress corrosion cracking depends on the nickel content. High nickel content austenitic (non-magnetic) steels, which are the most resistant to other forms of corrosion, tend to be the most susceptible to stress corrosion.
Chlorine catalyzes the formation of hydrogen which hardens and embrittles the metal locally, causing concentration of the stress and a microscopic crack. The chlorine moves into the crack, continuing the process.
Sulphide stress cracking
Sulphide stress cracking is an important failure mode in the oil industry, where the steel comes into contact with liquids or gases with considerable hydrogen sulfide content, e.g., sour gas. It is influenced by the tensile stress and is worsened in the presence of chloride ions. Very high levels of hydrogen sulfide apparently inhibit the corrosion. Rising temperature increases the influence of chloride ions, but decreases the effect of sulfide, due to its increased mobility through the lattice; the most critical temperature range for sulphide stress cracking is between 60-100 °C.
Contact corrosion
Contact corrosion is a combination of galvanic corrosion and crevice corrosion, occurring where small particles of suitable foreign material are embedded to the stainless steel. Carbon steel is a very common contaminant here, coming from nearby grinding of carbon steel or use of tools contaminated with carbon steel particles. The particle forms a galvanic cell, and quickly corrodes away, but may leave a pit in the stainless steel from which pitting corrosion may rapidly progress. Some workshops therefore have separate areas and separate sets of tools for handling carbon steel and stainless steel, and care has to be exercised to prevent direct contact between stainless steel parts and carbon steel storage racks.
Particles of carbon steel can be removed from a contaminated part by passivation with dilute nitric acid, or by pickling with a mixture of hydrofluoric acid and nitric acid.

The following are some images of metal experienced Chloride Stress Corrosion Cracking.
Inter granular SCC of an Inconel heat exchanger tube
Trans granular SCC of 316 stainless steel chemical processing piping system

CSCC occured on insulated vessel
CSCC occurred on Condenser tube
CSCC on pipe

Inter granular SCC of a pipe
CUI- Corrosion Under Insulation
MIC- Microbiological Influenced Corrosion
Corrosion prevention is an ongoing task that is never completed.
THE FOUR ELEMENTS OF CORROSIONBefore corrosion can take place, four conditions must be satisfied:
the presence of a corrodible metal or alloy (anode)
the presence of a dissimilar conductive material that has a lesser tendency to corrode (cathode)
the presence of an electrolyte
electrical contact between the anode and the cathode.The elimination of any of the above conditions will halt the corrosion process. ElectrolytesAn electrolyte is any solution that conducts electrical current and contains positive and negative ions. For example, fresh water, salt water, acid and alkaline solutions in any concentration will act as an electrolyte. Acidic gas deposits, dirt, salt and engine exhaust gasses can dissolve on wet or damp surfaces, increasing the conductivity of the electrolytic solution; this increases the corrosive reaction of the electrolyte.
pH
A measure of the acidity/alkalinity (basicity) of a solution. The pH scale extends from 0 to 14 (in aqueous solutions at room temperature). A pH value of 7 indicates a neutral (neither acidic nor basic) solution. A pH value of less than 7 indicates an acidic solution, the acidity increases with decreasing pH value. A pH value of more than 7 indicates a basic solution, the basicity or alkalinity increases with increasing pH value.

The pH of a solution is equal to the negative, ten-based logarithm of the activity of the hydrogen ions in the solution. Neutral water dissociates into equal amounts of hydrogen (H+) cations and hydroxyl (OH-) anions. As the product of the concentrations (activities) of the two ions is always a constant 10-
14, water has a pH of 7. In acidic solutions the hydrogen ions are in excess, while in basic solutions the hydroxyl ions are in excess.
How Corrosion FormsCorrosion always begins at the surface. For example, take the corrosion of iron. The iron atom gives up two electrons and becomes a ferrous ion with two positive charges. It goes into solution as a metallic ion via the electrolyte, which starts the corrosive reaction. Liberated electrons from the positive metallic ions flow to the cathode. Without this electron flow, no metal ions can detach from the anode. This establishes the electrical circuit of the corrosion process. The constant loss of positive metallic ions from the anode represents the eating away of the anodic material. The ongoing flow of electrons creates greater positive ionization and so the cycle continues.The electrons reach the surface of the cathode material and neutralize positively charged hydrogen ions that become attached to the cathode. Some of these hydrogen ions become neutral atoms and will be released in the form of hydrogen gas. The release of positively charged hydrogen ions produces an accumulation of OH negative ions (an atom of hydrogen and an atom of oxygen with one extra electron). This process increases the alkalinity at the cathode and promotes the formation of tiny bubbles of hydrogen.When cathodes and anodes are formed on a single piece of metal, the exact locations are determined by the imperfections in the material. For example, the lack of homogeneity in the metal, inclusions, internal stresses, surface imperfections, lapping of the material or any condition that can form a crevice, will set up a cathode/anode relationship. The only thing needed now is an unprotected surface and a suitable electrolyte. Concentration Cell CorrosionConcentration cell corrosion often focuses on metal to metal joints, even if the joined metals are identical alloys. Foreign material that masks metallic surfaces can often establish a corrosion cell condition, leading to corrosive attack. There are three general types of concentration cell corrosion: oxygen concentration cells, ion concentration cells and active/passive concentration cells. Oxygen Concentration Cell CorrosionThis form of corrosion can be initiated anytime a deposit of sand, solution or other material produces localized low oxygen/high oxygen differentials across a metallic surface. Lapped metal on riveted or bolted joints is especially vulnerable to this form of attack.Oxygen cells can develop at any point where the oxygen in the air is not able to diffuse into the solution. Cells can also develop under gasket material, washers, wood, rubber and other materials that come in contact with metal.Should corrosion resistant stainless steel become oxygen starved in any given area, the passivity of the steel can break down. The area of stainless steel that is freely exposed to dissolved oxygen becomes the cathode. Corrosion will now proceed in any adjacent areas where the oxygen source becomes depleted.Cathodes are formed at areas of high oxygen concentration and anodes at areas of low concentrations. This can best be illustrated by observing a drop of saltwater placed on a polished steel surface. Within an hour or so, a ring of rust will form inside the drop (anode) while the outer edges (cathode) remain clear. The outer edges of the droplet absorb the highest concentrations of oxygen from atmospheric sources.

Metal Ion Concentration CellsIon cells usually begin as a solution of water and ions of the parent metal with which the water is in contact. A high concentration of ions usually exists beneath faying surfaces where the solution is stagnant. Low metal ion levels are normally found adjacent to the crevice that is created by the faying surface. An electrical potential is established between the two points. The area with the lowest concentration of metal ions will become anodic and corrode. The area with the highest level of metallic ions will act in a cathodic manner. Active/Passive Corrosion CellsThis type of corrosive attack affects metals that depend upon tightly bonded passive films, such as oxides, for corrosion resistance. Stainless steels, for example, are prone to attack by active/passive cells.The corrosion usually begins as an oxygen concentration cell. Salt water deposits on a metal surface in the presence of ample oxygen will form an oxygen concentration cell beneath particles of dirt, for example. The passive film becomes corrupted. Once the film is broken, the active metal beneath becomes exposed to corrosive attack. An electrical potential develops between the large area of passive film (cathode) and a small area of active metal (anode). A severe rapid pitting will be the result. Intergranular CorrosionThis type of corrosion is most insidious and can represent a real hazard to aircraft aluminums. Intergranular attack originates along the grain boundaries of the material. This is chemically different from the metal within the grain center. Many alloying constituents migrate toward the grain boundaries during the metals solidification process. The grain boundary and grain center can react with one another as cathode and anode when in the presence of an electrolyte. As the grain boundaries break down, delamination and exfoliation can occur (Figure 2). Left unchecked, this could lead to catastrophic structural failure. High strength aluminum alloys, such as 2014 and 7075, have a higher susceptibility to this form of corrosion if improperly heat treated.Many stainless steels are prone to this kind of attack where chromium carbides precipitate to the grain boundaries. This lessens the chromium content adjacent to the grain boundaries, creating galvanic potential. Rapidly cooled austenitic stainless steels are especially prone to this kind of corrosion. Exfoliation CorrosionExfoliation corrosion is an advanced stage of intergranular attack. The surface grains of the material are lifted up by the coercive force of expanding oxidation products at grain boundaries located just beneath the surface. This blistering effect is quite noticeable in aircraft aluminums and is most prevalent in wrought products such as plate, thick sheet and extrusions, where the grain structure of metal tends to be elongated (Figure 3). Metallic MercuryWhen metallic mercury comes in contact with aluminum alloys, rapid corrosion develops, causing severe pitting and intergranular attack that is exceedingly difficult to arrest. The aluminum becomes embrittled due to the formation of compounds that move rapidly across grain boundaries. If the aluminum is under load, the surface may exfoliate or split, creating a hazardous condition.X-ray testing is a good method of locating small trace amounts of spilled mercury. Being much denser than the surrounding aluminum, it is easily detected on radiographic film.

Corrosive AgentsThe most prevalent corrosive agents on aircraft materials are acids, alkalis and salts. Water and the atmosphere act as the two most common media for these agents.By and large, moderately strong acids will severely corrode most of the alloys used in airframe structures. The most destructive of these acids are sulfuric, hydrochloric, hydrofluoric, hydrobromic and nitrous oxide compounds. Organic acids found in human and animal waste products are also detrimental.Alkalis are not generally thought of as being as harmful as acids, but numerous magnesium and aluminum alloys are susceptible to corrosive attack by many alkali solutions. Washing sodas, potash and lime solutions can be highly detrimental to aluminum and magnesium alloys.Salts are well known for their ability to promote corrosion on a wide variety of materials. The property that makes them so destructive is their ability to serve as an outstanding electrolyte. While some stainless steels may hold up in a salt environment, mild steels, aluminum and magnesium alloys corrode rapidly. A variety of other alloys are sorely affected by exposure to a salt environment as well.The effects of the atmosphere on aircraft materials can be quite profound. The atmosphere contains ample supplies of oxygen and moisture, both of which are corrosive. Corrosion often results from the direct action of these two elements. Additional moisture alone, especially on ferrous alloys, can accelerate corrosive attack. Our atmosphere also contains a variety of other corrosive gases and contaminants that can hasten the development of corrosion products. Possibly the most common are oxidized sulfur compounds. When combined with moisture, they produce sulfur based acids that can induce severe chemical attack on a number of common aircraft alloys.Marine atmospheres are highly injurious to most aviation related alloys. Marine air contains chlorides in the form of salt or droplets of salt saturated water. As a reminder, fresh water can be just as harmful as its marine counterpart. Fresh water often contains fluorides and chlorine, both of which promote corrosion. Dissolved minerals, gases and organic impurities determine the extent of its corrosive and electrolytic properties. CORROSION AND THE ROLE OF MECHANICAL INFLUENCEWhen a corrosive condition is aided by cyclic service loading, the corrosive attack becomes accelerated at a rate considerably beyond the normal progression of the corrosion itself. Environmental conditions, as well as alloy composition, greatly influence the corrosion's ability to react. Corrosive attack is often exacerbated by mechanical erosion of surface finishes caused by sand, rain or mechanical wear. This can lead to stress corrosion cracking, corrosion fatigue and fretting corrosion.Stress corrosion cracking is a form of intergranular attack where localized stresses may be caused by internal or external loading. Internal stresses are usually the result of some manufacturing process or procedure that more often than not involves cold working of the material. Normally, stress levels in the material vary from zone to zone. In the areas where the stress level approaches the yield strength of the alloy, corrosion cracking is most likely to occur.Interaction with compounds in the environment will induce stress corrosion cracking as well. Contact with sea water can also provoke stress corrosion fracture in high strength steels and heat treated aluminum alloys. Magnesium has a proven hypersensitivity to moisture and will stress corrode under high humidity conditions if not properly protected.Corrosion fatigue failure is the result of cyclic loading combined with corrosive attack. It generally occurs in two distinct phases. Initially, the combination of corrosion and cyclic loading induces pitting in the material that ultimately leads to fracture. In the second step of the process, the material essentially becomes so fatigued that fracture propagation becomes a certainty.

Fretting is a condition that occurs when two surfaces under load that are not designed to come into contact with one another do so as a result of vibration or some other factor. When this occurs, damage to the protective film or finish on the metal's surface will result. The constant mechanical interaction leaves surfaces free from protection and open to the atmosphere or other corrosive influences. Deep corrosive pitting is likely to result if the condition is left unchecked. AIRCRAFT TROUBLE ZONESAircraft can develop corrosion virtually anywhere, depending on its overall condition and geographic location. However, there are known trouble spots on any aircraft where corrosion has a much higher statistical probability of occurrence and routine testing and maintenance are a must.Engine exhaust streams are a prime target for both jet and reciprocating engines. Exhaust gas residues are highly corrosive. Exhaust deposits can become trapped under seams, hinges and fairings where normal cleaning is ineffective. Mixed with rain, moisture or a high humidity atmosphere, exhaust residues become highly electrolytic, leading to conditions conducive to corrosion.Without question, one of the best known trouble spots on any aircraft is the battery compartment. This is in spite of extensive venting, sealing and painting of the battery box area. Fumes that emanate from an overheated battery condition are extremely difficult to contain. Often, the fumes will disseminate to internal structures where unprotected surfaces become vulnerable to corrosive attack.Lavatories and galleys present a problem as well. Behind lavatories, sinks and ranges, waste products, food and moisture tend to accumulate, causing corrosive conditions to prevail. Bilge areas under lavatories and galleys are particularly troublesome and regular maintenance in these areas is highly critical.In fact, any aircraft bilge area is a trouble zone. A bilge area can be defined as a natural collection point for waste oils, hydraulic fluid, water, dirt or debris. Oil often hides water that has settled to the bottom of the bilge area, masking a potential corrosion cell.Along with bilge areas, water entrapment or drain areas can be problematic. Drain holes are located at low points on the aircraft to facilitate drainage of collected fluids and moisture. They normally do not present a problem, except when they become clogged with debris or sealants or if the aircraft is in an unleveled condition.Landing gear and wheel well areas take a real pounding. These areas of the aircraft are constantly exposed to mud, water, salts and flying debris from runways that inflict mechanical damage to protective coatings and surfaces. Areas of particular susceptibility are:
high strength steels
the interiors of axles
any exposed indicator switch or other electrical equipment
crevices
magnesium wheels, bolt heads, lugs and web areas
exposed rigid tubing.Graphite composite materials can pose another set of corrosion complications when they come into contact with many of the alloys used in aircraft manufacturing. Graphite/epoxy materials make an excellent cathode, creating the potential for galvanic corrosion. When conditions are suitable, such as in a high humidity or saltwater environment, epoxy/graphite composites may become highly reactive. Sealant must be applied between the metal/composite interface to prevent moisture from initiating galvanic attack.

The frontal areas of aircraft engines often pose a corrosion problem as well. With the constant onslaught of abrasion caused by airborne dirt, flying debris, dust and gravel from runways, protective coatings and finishes take a real beating, exposing metal to the elements. Radiator cores and cooling fins on reciprocating engines are also vulnerable.Spotwelded skins and assemblies are another area of high susceptibility. Moisture and other corrosive agents can become trapped between layers of sheet metal. This can occur at the time of manufacture, but that tends to be restricted to older aircraft. Corrosion eventually causes the skin to buckle or the spotweld to bulge outward, ultimately leading to fracture.Rear pressure bulkheads are an area of real concern. The accumulation of fluids below the floor can result in severe corrosion damage. A good visual test may entail extensive disassembly of the aircraft fore and aft of the bulkhead area. Nondestructive testing methods such as ultrasonic, eddy current and radiographic testing are commonly used to detect corrosion. Severe corrosion conditions in the bulkhead periphery can lead to cabin pressure loss or worse. THE ROLE OF NONDESTRUCTIVE TESTINGIn addition to visual testing, other NDT methods play a major role in the detection and analysis of aircraft corrosion. Fluorescent penetrant, eddy current, ultrasonic, radiographic and magnetic particle testing have all been used in the detection of aircraft corrosion. As in other industries, the FAA mandates that only fully trained and qualified personnel perform these tests. Fluorescent Penetrant TestingFluorescent penetrant testing is best suited for finding large stress corrosion or fatigue cracks open to the surface on nonporous metal alloys. Magnetic Particle TestingMagnetic particle testing is used for the detection of stress corrosion cracking on or near the surface of ferromagnetic alloys only. Eddy Current TestingEddy current testing (low frequency application) is often used to detect material thinning due to corrosion, as well as cracking in multilayered airframe structures. Higher frequencies are used for the detection of cracks that can penetrate the surface of the airframe. High frequency techniques are also sometimes employed to detect the formation of corrosion that may lie beneath organic coatings. Radiographic TestingX-ray testing is another tool used for the detection of corrosion on aircraft structures, but its effectiveness can be rather marginal in detecting light corrosive conditions. This is largely due to the difficulty in obtaining the radiographic sensitivity necessary to detect corrosion in the early stages. The technical acumen of the test personnel involved becomes a consideration: the more experienced, the better. Moderate to severe corrosion conditions, as well as cracking, can be successfully detected using the radiographic method, provided geometric factors are not an overriding issue. Ultrasonic TestingUltrasonic testing provides one of the most sensitive and accurate means of corrosion assessment available for a continuous thickness of material. Ultrasonic testing is commonly used to detect exfoliation, stress corrosion cracks and general thinning of material. For the most part, ultrasonic digital thickness meters are not considered reliable for the analysis of moderate to severe corrosion damage prior to removal of the corrosion products. There is little

doubt that ultrasound is one of the most effective and commonly used methods to detect corrosion in the aviation industry. Its cost effectiveness, combined with versatility and portability, make it one of the most efficient tools in the NDT arsenal in the fight against corrosion. CONCLUSIONCorrosion prevention is an ongoing task that is never completed. It is a constant sequence of cleaning, testing, preservation and lubrication. Corrosion must be detected and removed in the earliest possible stages to minimize damage to the aircraft and its component parts. Proper maintenance requires personnel who are professionally trained in the recognition of corrosion, its detection, identification and treatment.
Aircraft Corrosion
Figure 1-3
[ Back to October 2003 ]
Figure 2 - Intergranular corrosion/exfoliation on a wing spar.
[ Back to October 2003 ]

Figure 3 - Blisters and corrosion pitting
Aircraft Corrosion
Crevice CorrosionThis example of corrosion damage observed at the CP-140 Aurora maintenance contractor and was kindly supplied by Capt Sylvain Giguère, Research Branch, National Defence Headquarters, Ottawa, Canada.
CP140 Aurora
Popped rivets were found on an external section of that maritime patrol aircraft fuselage. Subsequent inspection revealed corrosion in the bonded area of the skin plates. The cause was believed to be water ingress from a global positioning system (GPS) antenna. It was believed that water penetrated through cracks in the seal surrounding the GPS antenna. Once the water was in, crevice corrosion began and it ultimately led to the loss of the bond between the two portions of the structure. The loss of this bond allowed more water to seep in the structure and generalized the corrosion problem.
Crevice corrosion at rivets

Popped rivets were recently found on an external section of a maritime patrol aircraft fuselage.
View of fuselage showing damage to protective coating
Electrical Connectors
This particularly vivid example of how a minuscule corrosion problem can have a gigantic impact on the life of a complex system was reported by David H. Horne, who is a NACE Corrosion Specialist and F-16 Fuel System Engineer at the F-16 Structures Branch, Hill AFB, Utah.
The F-16 Fighting Falcon, the first of the United States Air Force multirole fighter aircraft, is the world's most prolific fighter with more than 3,925 delivered. The F-16 aircraft and the F-15 Eagle were the world's first aircraft able to withstand higher G forces than the pilots. The Fighting Falcon entered service in 1979 and is operational with 19 air forces from 76 bases in 20 countries. The F-16 Fighter is a spectacular combat aircraft that has proven its value, but corrosion problems plague its maintainability, safety, and reliability.
One problem discovered by a Kelly AFB Engineer trained in corrosion control was corrosion of tin-plated electrical connector pins mated with gold-plated sockets. Fretting corrosion between these contacts (so subtle that it's not even visible) appears to have been implicated in at least five F-16 crashes (5 x $20,000,000 = ONE HUNDRED MILLIONS) when their main fuel shutoff valves closed uncommanded.
Crevice corrosion on aircraft

Underside of panel where severe corrosion was found
Close-up picture showing the severity of corrosion
The main fuel shutoff valve (MFSOV) is the main fuel line shutoff valve just upstream of the single engine. It is necessary to shutoff and make a sure seal so that the strainer two feet down stream can be removed and cleaned and that the engine connection can be disconnected for certain services. It has a cockpit actuating switch so that the pilot could close the valve if some terrible thing happens with the engine.
In addition, the corrosion products of the corroded tin and steel pins provides a potential conductivity path between pins A to B and C to B that may be adequate to drive the MFSOV to close. A corrosion inhibiting lubricant spray, MIL-L-87177A Grade B, has been identified and is used annually as an interim fix. Treatment of electrical connectors with the MIL-L-87177A Grade B was so effective in restoring the conductivity of the tin plated pins and preventing continued corrosion that in a test at one Base the aircraft so treated demonstrated a 16% improved mission capable (MC) rate. In addition, millions of dollars saved by cost avoidances were documented by treating the aircraft and aircraft ground equipment (AGE) connectors.
(top)

Galvanic Corrosion of Mounting BracketThis example of corrosion damage observed at CFB Greenwood was kindly supplied by Capt Tom Spence, Quality Manager, 434 Squadron< CFB Greenwood, Nova Scotia.Support frame corrosion damage was noticed on a Challenger engine mount. A stainless steel mounting bracket adapter is bolted to this mount pad, allowing the engine to be mounted onto the airframe. The corrosion damage shown below is an example of "hidden corrosion" - it was not visible until the adapter was removed for other maintenance.The corroded material is a magnesium/nickel alloy that contains radioactive thorium. Galvanic corrosion is to be expected between this alloy and stainless steel, if these materials are in electrical contact and operate in a corrosive environment. Corrosive micro-environments, characterized by acidification of the electrolyte and chloride ion enrichment, can be established in geometries of this nature.
F-16 Fighting Falcon
F-16 Aircraft Main Fuel Shutoff Valve

Corrosion of failsafe module
Gold Corrosion
Gold is the most non-reactive of all metals and is benign in all natural and industrial environments. Gold never reacts with oxygen (one of the most active elements), which means it will not rust or tarnish. Gold is among the most electrically conductive of all metals. Since electricity is basically the flow of charged particles in a current, metals that are conductive allow this current to flow unimpeded. Gold is able to convey even a tiny electrical current in temperatures varying from -55° to +200° centigrade.
F-16 Cockpit

Support frame galvanic corrosion damage
Challenger aircraft

Nickel Corrosion
While nickel makes up 0.007 per cent of the earth's crust and is today one of our most useful metals, it was virtually unknown until the 1600s and was not isolated as an element until 1751. Early chemists called it Kupfer-Nickel (kupfer for copper), because nickel was originally found in association with copper ores, and nickel, after the German "Old Nick" or Satan, because it was initially so difficult to extract from those ores. Nickel is malleable, resists corrosion, and maintains its mechanical and physical characteristics under extreme temperatures. Once it was isolated and these valuable properties were recognized, nickel assumed a growing role in commerce and industry. By the early 1800s, nickel was being used to make a nickel-copper-zinc alloy, which could be silver plated. The technique of nickel plating was developed in about 1870. Moreover, the first pure nickel coin was struck in 1881. Each of these uses continues today.
Nickel is electrodeposited (plated) for many reasons. First and foremost nickel provides a decorative appearance because of its ability to cover imperfections in the base metal (leveling). This deposit can be made brilliant and when covered by a thin layer of decorative chrome will maintain its brilliance even under severe conditions. When nickel is applied in "duplex" form, excellent corrosion protection can also be achieved. This requires plating two different kinds of nickel (semi-bright and bright nickel). Nickel deposits also offer more wearability than softer metals such as copper or zinc and thus can be used when wear resistance is needed. Because nickel is magnetic, nickel can sometimes be plated where the ability to be magnetized is needed. Finally, nickel can be made to plate with little or no stress and is therefore used for electroforming or for aerospace applications where stress needs to be held to a minimum. In many applications, many of these requirements are required simultaneously so nickel is often not plated for just one reason.
To find much more on nickel based alloys consult the plentiful Nickel Development Institute site.
Galvanic Corrosion

Galvanic corrosion (also called dissimilar metal corrosion) refers to corrosion damage induced when two dissimilar materials are coupled in a corrosive electrolyte. The driving force for corrosion is a potential difference between the different materials. The bimetallic driving force was discovered in the late part of the eighteenth century by Luigi Galvani in a series of experiments with the exposed muscles and nerves of a frog that contracted when connected to a bimetallic conductor. The principle was later put into a practical application by Alessandro Volta who built, in 1800, the first electrical cell, or battery: a series of metal disks of two kinds, separated by cardboard disks soaked with acid or salt solutions. This is the basis of all modern wet-cell batteries, and it was a tremendously important scientific discovery, because it was the first method found for the generation of a sustained electrical current.
The principle was also engineered into the useful protection of metallic structures by Sir Humphry Davy and Michael Faraday in the early part of the nineteenth century. The sacrificial corrosion of one metal such as zinc, magnesium or aluminum is a widespread method of cathodically protecting metallic structures.
In a bimetallic couple, the less noble material will become the anode of this corrosion cell and tend to corrode at an accelerated rate, compared with the uncoupled condition. The more noble material will act as the cathode in the corrosion cell. Galvanic corrosion can be one of the most common forms of corrosion as well as one of the most destructive.
Galvanic corrosion: stainless screw v cadmium plated steel washer
Galvanic corrosion inside horizontal stabilizer
Cadmium plated locknut
The relative nobility of a material can be predicted by measuring its corrosion potential. The well known galvanic series lists the relative nobility of certain materials in sea water. A small anode/cathode area ratio is highly undesirable. In this case, the galvanic current is concentrated onto a small anodic area. Rapid thickness loss of the dissolving anode tends to occur under these conditions. Galvanic corrosion problems should be solved by designing to avoid these problems in the first place. Galvanic corrosion cells can be set up on the macroscopic level or on the microscopic level. On the microstructural level, different phases or other microstructural features can be subject to galvanic currents.
Galvanic corrosion: stainless screw v cadmium plated steel washer

This is one of the most common forms of corrosion as well as one of the most destructive. Here’s a classic example of galvanic corrosion; a stainless screw in contact with a cadmium plated steel washer. (courtesy Mike Dahlager)
Galvanic corrosion inside horizontal stabilizer
Here’s another example of galvanic corrosion. This one’s inside an ES-3B Viking’s horizontal stabilizer. (courtesy Mike Dahlager)
Galvanic corrosion of cadmium plated locknut

And another example, this time on a Super Cub tail. Notice the corrosion on the cadmium plated locknut. (courtesy Mike Dahlager)
Galvanic Series in Seawater
A galvanic series has been drawn up for metals and alloys in seawater, which shows their relative nobility. The series is based on corrosion potential measurements in seawater. The relative position of the materials can change in other environments. The further apart the materials are in this series, the higher the risk of galvanic corrosion.
Most cathodic or resistant to corrosion Platinum Gold Graphite Titanium Silveræ Chlorimet 3 è Hastelloy C æ 18-8 Mo stainless steel (passive) ç 18-8 stainless steel (passive) è Chromium steel >11 % Cr (passive) æ Inconel (passive) è Nickel (passive) æ Silver solder ç Monel ç Bronzes ç Copper è Brasses æ Chlorimet 2 è Hastelloy B æ Inconel (active) è Nickel (active) Tin Lead

Lead-tin solders æ 18-8 Mo stainless steel (active) è 18-8 stainless steel (active) Ni-resist Chromium steel >11 % Cr (active) æ Cast iron è Steel or iron 2024 aluminum Cadmium Commercially pure aluminium Zinc Magnesium and its alloys
Most anodic or easy to corrode
Galvanic Table
The following Galvanic Table lists metals in the order of their relative activity in seawater environment. The list begins with the more active (anodic) metal and proceeds down the to the least active (cathodic) metal of the galvanic series. A "galvanic series" applies to a particular electrolyte solution, hence for each specific solution which is expected to be encountered for actual use, a different order or series will ensue. In a galvanic couple, the metal higher in the series (or the smaller) represents the anode, and will corrode preferentially in the environment. Listed below is the latest galvanic table from MIL-STD-889 where the materials have been numbered for discussion of characteristics. However, for any combination of dissimilar metals, the metal with the lower number will act as an anode and will corrode preferentially. The table is the galvanic series of metals in sea water from Army Missile Command Report RS-TR-67-11, "Practical Galvanic Series." Active (Anodic)
1. Magnesium 2. Mg alloy AZ-31B 3. Mg alloy HK-31A 4. Zinc (hot-dip, die cast, or plated) 5. Beryllium (hot pressed) 6. Al 7072 clad on 7075 7. Al 2014-T3 8. Al 1160-H14 9. Al 7079-T6 10. Cadmium (plated) 11. Uranium 12. Al 218 (die cast) 13. Al 5052-0 14. Al 5052-H12 15. Al 5456-0, H353 16. Al 5052-H32 17. Al 1100-0 18. Al 3003-H25 19. Al 6061-T6 20. Al A360 (die cast) 21. Al 7075-T6 22. Al 6061-0 23. Indium 24. Al 2014-0

25. Al 2024-T4 26. Al 5052-H16 27. Tin (plated) 28. Stainless steel 430 (active) 29. Lead 30. Steel 1010 31. Iron (cast) 32. Stainless steel 410 (active) 33. Copper (plated, cast, or wrought) 34. Nickel (plated) 35. Chromium (Plated) 36. Tantalum 37. AM350 (active) 38. Stainless steel 310 (active) 39. Stainless steel 301 (active) 40. Stainless steel 304 (active) 41. Stainless steel 430 (active) 42. Stainless steel 410 (active) 43. Stainless steel 17-7PH (active) 44. Tungsten 45. Niobium (columbium) 1% Zr 46. Brass, Yellow, 268 47. Uranium 8% Mo 48. Brass, Naval, 464 49. Yellow Brass 50. Muntz Metal 280 51. Brass (plated) 52. Nickel-silver (18% Ni) 53. Stainless steel 316L (active) 54. Bronze 220 55. Copper 110 56. Red Brass 57. Stainless steel 347 (active) 58. Molybdenum, Commercial pure 59. Copper-nickel 715 60. Admiralty brass 61. Stainless steel 202 (active) 62. Bronze, Phosphor 534 (B-1) 63. Monel 400 64. Stainless steel 201 (active) 65. Carpenter 20 (active) 66. Stainless steel 321 (active) 67. Stainless steel 316 (active) 68. Stainless steel 309 (active) 69. Stainless steel 17-7PH (passive) 70. Silicone Bronze 655 71. Stainless steel 304 (passive) 72. Stainless steel 301 (passive) 73. Stainless steel 321 (passive) 74. Stainless steel 201 (passive) 75. Stainless steel 286 (passive) 76. Stainless steel 316L (passive)

77. AM355 (active) 78. Stainless steel 202 (passive) 79. Carpenter 20 (passive) 80. AM355 (passive) 81. A286 (passive) 82. Titanium 5A1, 2.5 Sn 83. Titanium 13V, 11Cr, 3Al (annealed) 84. Titanium 6Al, 4V (solution treated and aged) 85. Titanium 6Al, 4V (anneal) 86. Titanium 8Mn 87. Titanium 13V, 11Cr 3Al (solution heat treated and aged) 88. Titanium 75A 89. AM350 (passive) 90. Silver 91. Gold 92. Graphite
End - Noble (Less Active, Cathodic)
Galvanic Compatibility
Often when design requires that dissimilar metals come in contact, the galvanic compatibility is managed by finishes and plating. The finishing and plating selected facilitate the dissimilar materials being in contact and protect the base materials from corrosion.
For harsh environments, such as outdoors, high humidity, and salt environments fall into this category. Typically there should be not more than 0.15 V difference in the "Anodic Index". For example; gold - silver would have a difference of 0.15V being acceptable. For normal environments, such as storage in warehouses or non-temperature and humidity controlled environments. Typically there should not be more than 0.25 V difference in the "Anodic Index". For controlled environments, such that are temperature and humidity controlled, 0.50 V can be tolerated. Caution should be maintained when deciding for this application as humidity and temperature do vary from regions.
Anodic Index
Metallurgy Index (V)
Gold, solid and plated, Gold-platinum alloy 0.00
Rhodium plated on silver-plated copper 0.05
Silver, solid or plated; monel metal. High nickel-copper alloys 0.15
Nickel, solid or plated, titanium an s alloys, Monel 0.30
Copper, solid or plated; low brasses or bronzes; silver solder; German silvery high copper-nickel alloys; nickel-chromium alloys
0.35

Brass and bronzes 0.40
High brasses and bronzes 0.45
18% chromium type corrosion-resistant steels 0.50
Chromium plated; tin plated; 12% chromium type corrosion-resistant steels 0.60
Tin-plate; tin-lead solder 0.65
Lead, solid or plated; high lead alloys 0.70
Aluminum, wrought alloys of the 2000 Series 0.75
Iron, wrought, gray or malleable, plain carbon and low alloy steels 0.85
Aluminum, wrought alloys other than 2000 Series aluminum, cast alloys of the silicon type 0.90
Aluminum, cast alloys other than silicon type, cadmium, plated and chromate 0.95
Hot-dip-zinc plate; galvanized steel 1.20
Zinc, wrought; zinc-base die-casting alloys; zinc plated 1.25
Magnesium & magnesium-base alloys, cast or wrought 1.75
Beryllium 1.85
Potential of Metals in Soils
Differences in the energy potential of various metals have been documented in the galvanic series of metals used in soils. Non-uniform conditions along the surface of a metal can also cause different energy potentials. For example, the portion of an anchor embedded in concrete typically has lower energy potential than the portion exposed to soil.
Metal Potential (V Cu/CuSO4)
Pure magnesium -1.75
Magnesium Alloy -1.60
Zinc -1.10

Alluminum Alloy -1.05
Pure aluminum -0.8
Mild Steel (Clean & Shiny) -0.50 to -0.80
Mild Steel (Rusted) -0.20 to -0.50
Cast Iron -0.50
Lead -0.50
Mild Steel in concrete -0.20
Copper, Brass, Bronze -0.20
Mill Scale on steel -0.20
High silicon cast iron -0.20
Carbon, Graphite, Coke +0.30
Cu/CuSO4 stands for Copper sulfate electrode
Corrosion Potentials in Flowing Seawater
Alloys are listed in order of the potential they exhibit in flowing seawater. Many of these alloys marked have dual surface behavior and can become active after a passive behavior, particularly in low-velocity or poorly aerated water and at shielded areas.


SCE stands for Standard Calomel Electrode
SS stands for stainless steel
Ideal Corrosion Surveillance Strategy
The creation of a link between environmental corrosivity and certain maintenance and inspection schedules was a major recommendation of a 1991 study commissioned to examine the practicality of developing a corrosion modeling program in the Canadian Forces [1]. Similar recommendations have been made elsewhere [2]. Such linkages were previously explored for the USAF in the form of simple practical algorithms [3], related to aircraft washing schedules for example. A study is underway at RMC to characterize the environmental corrosivity prevailing at CFB Greenwood. The significant time-dependence of the corrosivity on a seasonal scale is an important finding of this study to date.
Many corrosion prone areas of CF aircraft are difficult and hence costly to inspect. These inaccessible areas presently require periodic inspection, regardless of whether corrosion damage has taken place or not. Significant maintenance and inspection efforts and costs could be saved, if the severity of corrosion could be determined (independently), by on-board corrosion surveillance sensors. The aircraft instrumented with the sensors would essentially represent a smart structure, which would diagnose where and when attention should be directed at corrosion problems.
Various aircraft corrosion sensing systems are under development, including thin film electrochemical sensors and fiber optic probes. Some of these sensors have been installed on board aircraft for evaluation purposes in several countries. In the CF, an on-board Corrosion Diagnostic System was installed in 1994 on a CP-140 Aurora on a trial basis.
The Main Variables

'Click' on any variable to obtain more information. They are fully equipped with 'hot spots'. Alternatively you can see actual weather data related to:
A marine environmentA rural environment

Rouging of Stainless Steel
You have just installed an all clean and shiny stainless steel water system. You start up your process, confident that your contamination problems are over. But, after a few months, a water sample has a red, gelatinous substance in the sample flask. You open the system and the tank has a reddish deposit all over the inside. You open a pump and the impeller is red, the volute is red and the discharge is red. You look in the heat exchanger and see more red. The spray balls have red streaks around the orifices. What went wrong? Why is good stainless turning red? (reference 43)
What is it?
Rouging of stainless steel is the result of the formation of iron oxide, hydroxide or carbonate either from external sources or from destruction of the passive layer. Color variation is a result of the oxide/hydroxide/carbonate type and variations in the water of hydration associated with the corrosion products. These colors range from orange to red to black.
Bright red streaks on the surface of stainless steel usually are the result of iron contamination from dragging carbon steel over the surface, from welding carbon steel to the stainless steel, from iron contaminated grinding wheels or steel wire brushes.
In untreated water the discoloration may be the result of oxidation of ferrous bicarbonate in the water forming a brownish red deposit. This oxidation may be from added chlorine or dissolved oxygen. In high purity water systems the rouge may be of three types: Class I Rouge originating from external sources, usually by erosion or cavitation of pump surfaces. Class II Rouge originating from chloride induced corrosion of the stainless steel surfaces. Class III Rouge, either blue or black, found in high temperature steam systems.
Where Rouging Occurs
Rouging can take place in pure water, ultra-pure water, steam, treated potable water or untreated process water. To date, five mechanisms have been identified:
Iron Contamination Dragging stainless steel over carbon steel will smear iron onto the surface that will rust when placed in service. Welding temporary carbon steel braces to stainless steel, then grinding off the welds results in a low chromium area that will rust in service. Using carbon steel wire brushes or grinding wheels contaminated with carbon steel will result in rust. The mechanism for the red rust formation is simple:
Iron + Water = Rust The best prevention of rust formation is common sense:
Always cover all carbon steel surfaces with wood, plastic or cardboard to prevent contact with the stainless steel;
Never weld carbon steel to stainless steel;

Always use stainless steel brushes and “stainless only” dedicated grinding wheels; and Always chemically passivate with nitric or citric acid before placing in service.
Rust can cause crevice corrosion or pitting of the stainless steel under the red oxide, therefore it must be removed. This is why passivation is necessary, not only to increase the chromium to iron ratio on the surface, but also to remove any iron contamination.
Treated and Untreated WatersBoth treated and untreated waters can rouge, even softened water. The culprit is what is in the water, primarily ferrous bicarbonate. Softening does not remove anions like carbonate, bicarbonate, sulfates, chlorides, etc., but only exchanges the cations like calcium and magnesium with sodium or potassium. Unlike ferric carbonate, ferrous bicarbonate is completely soluble, but is easily oxidized to ferric carbonate. Ferric carbonate is insoluble and reddish brown in color. It can be dissolved in strong acids. Treated or potable (drinking) water normally is clarified to remove suspended solids, filtered to remove fines and disinfected with chlorine or chlorine dioxide to destroy most bacteria. This process has little or no effect on the bicarbonate ion as long as it is in equilibrium with the carbon steel piping and the oxygen content is low. Once the water is in an inert environment, like stainless steel or porcelain, the bicarbonate begins to oxidize:
2Fe(HCO3)2 + Ca(HCO3)2 +Cl2 --> 2Fe(OH)3 + CaCl2 + 6CO2
2Fe(OH)3 --> Fe2O3 .H2O + 2H2OFerric oxide, Fe2O3 .H2O, is red and when it occurs in nature it is called hematite. In untreated water the chemical reaction is similar, except no chlorine is present and oxygen, dissolved in the water, is the active agent:
6Fe(HCO3)2 + O2 --> 2Fe2(CO3)3 + 2Fe(OH)2 + 4H2O + 6CO2
4Fe(OH)2 + O2 --> 2Fe2O3 .H2O + 2H2OFerric carbonate will precipitate and the ferrous hydroxide forms a gelatinous compound that precipitates as ferric oxide. There is a slight difference in color because the ferrous hydroxide is yellow. In large tanks the reddest deposits are usually at the top and decrease toward the bottom. It is not unusual for the bottom of a large tank to be relatively clean.
Pure and High Purity Water Pure water and high purity water are typically used in industries where impurities can have a detrimental effect, such as pharmaceutical or semiconductor manufacturing. In the pharmaceutical industry it is called water for injection (WFI). Typical treatments include filtration, softening, anion and cation ion exchange, reverse osmosis, ultraviolet and occasionally ozonation. Distillation may be used as final purification. The result is water with extremely low conductivity. Type 316L stainless steel is the usual material of construction. Some of these systems remain clean, but others begin to rouge. Even electropolished systems with an average surface roughness less than 10 microinches (<10 m-in Ra) can rouge. In the presence of hot high purity steam these systems turn black, sometime glossy black, sometimes powdery black. Sections of rouged stainless steel piping were obtained from a number of different pure water and steam systems. The rouge layers were examined using X-Ray Photoelectron Spectroscopy (XPS), Energy Dispersive Spectroscopy (EDS) and Scanning Electron Microscopy (SEM). The SEM allows visual examination of the surface, EDS allows spot analyses of surface anomalies, and XPS allows layer-by-layer analyses of the rouge deposits and identification of the molecular species. Comprehensive reports of the findings are given elsewhere 1,2. This work allowed rouge in pure and high purity water and steam to be classified as Class I, Class II and Class III rouge depending on the mechanism of formation.
Class I Rouge
Class I rouge comes from an external source. Rouge particles are deposited on stainless steel surfaces, and in the early stages of deposition can be easily wiped clean. Surface composition of the stainless steel passive layer under the rouge is unchanged from that of the originally installed system. The rouge particles usually have the same composition as the material from which the particles came, certainly not that of corroding stainless steel. Rouge concentration

is heaviest near the source and decreases with distance from the source. Color of the rouge may change with distance from the source, being orange to red-orange near the source and changing to magenta some distance away. The color comes from the presence of the various iron oxides and hydroxides. The orange oxide is the lowest valence state for iron hydroxide and forms when both oxygen and water are present:
2Fe0 + 2H2O --> 2FeO(OH) + H2
2FeO(OH) --> Fe2O3.H2O
External rouge can come from a number of sources. The most obvious is carbon steel in the system including tie rods, bolts, nuts, wrenches, staples, etc. The larger the source the more rouging that will occur.
Pumps are prime suspects in an otherwise clean system. Two mechanisms appear to be the cause of pump induced rouging: cavitation and erosion because of impeller velocity. Cavitation usually results from inadequate water supply to the pump, improper pump selection, operation or excessive throttling during operation. Bubbles impact on a pump surface and implode, resulting in a shock wave that removes a small particle of stainless steel. Once the particle is free in the water stream it eventually is attached to the stainless steel piping by electrostatic attraction. Because the particle surface is not passivated, it immediately begins to oxidize and turn red.
Erosion of the impeller is another possible mechanism. Every material has a critical velocity above which erosion accelerates3. For low alloy austenitic stainless steels this critical velocity appears to be around 100 fps. Erosion rate will vary with temperature. Type 304 Stainless Steel appears to have a constant erosion rate up to 600° F (300° C) then increases rapidly. Specific data in high purity water for the different alloys are not available.
The metallurgical condition of the impeller seems to have an influence on the rate of metal removal. When the austenitic family of stainless steel solidifies from the melt two metallurgical phases are present, austenite and delta ferrite. Delta ferrite formation is dependent on the composition of the alloy and if it is less than 8% it can be dissolved by heat treatment. Cast impellers generally have high delta ferrite because of higher silicon added to promote fluidity of the steel during casting. This means heat treatment may not dissolve all the delta ferrite. The reason delta ferrite is a problem is because it erodes more easily than the austenite and is higher in iron. An eroded surface of a cast impeller is illustrated in Figure 3 and rouged pump parts are illustrated in Figure 4.
Class II Rouge
This class of rouge occurs when chlorides or other halides are present. It is corrosion driven and forms on the surface of the stainless steel at the place where the passive layer is breached. Figure 5 illustrates this type of rouge which is integral with the surface. It appears more often on unpassivated and mechanically polished surfaces and may display tubercles. The stainless steel under these tubercles will be very shiny and may be pitted. When material from this rouge is analyzed, chlorides or other halides usually are present. The rouge cannot be removed by mechanically except by grinding or polishing, but most often using an acid solution. Citric acid is a good cleaning agent and will repassivate the stainless steel, but if chlorides are present the surface will rouge again.

Class II Rouge forms in a two stage reaction, the first is the dissolution of the chromium oxide passive layer, the second the oxidation of the iron in the substrate:
Cr2O3 + 6Cl- + 6H2O --> 2CrCl3(aq) + 6OH-
2Fe + 4H2O --> 2FeO(OH) + 3H2
This reaction is self-perpetuating by the chloride reacting with the chromium to form hypochlorous acid as a byproduct, and the hypochlorous acid oxidizing the iron and forming more chloride.
Increasing the molybdenum content of the stainless steel increases the resistance to chloride attack. Likewise, replacing the iron in stainless steel with nickel improves the corrosion resistance. This is the progression of alloys with increasing resistance to chloride attack: Type 304L (least), Type 316L, Type 317L, Type 317LM, Alloy 625, Alloys C-276 and C 22 (highest). Whenever a stainless steel system comes in contact with an acid chloride there is a potential for rouging. A pH > 7 solution will have less potential for rouging than pH < 7. Even momentary exposure to an acid chloride solution may set the stage for this type rouging reaction especially if the stainless steel surface is rough. Mechanically polished surfaces are worse than electropolished surfaces because of the microscopic crevices resulting from smeared metal from the polishing operation. Electropolishing removes these microscopic crevices and produces a passive layer with a higher Cr: Fe ratio. The crevices create concentration cells where the acid chloride solutions may be retained and continue to react, even if the system is given a high pH rinse. Use of a strong surfactant in the rinse will aid in removing the chloride.
Class III Rouge
This rouge is black, not red, and forms in the presence of high temperature steam. When it first forms it is blue, then turns black as it grows to a limiting thickness that prevents further diffusion of oxygen. It may be found in high purity steam systems that operate at elevated temperatures. On electropolished stainless steel the appearance is glossy black, and on unpassivated mechanically polished surfaces it may be powdery black. Figure 6 illustrates this class of rouge on an electropolished surface forming octahedral crystals that completely cover the surface. Analysis, using XPS, shows this film is iron sesquioxide, commonly called magnetite. It cannot be removed by simple cleaning but must be removed chemically or by grinding. If the rouge is glossy black, then it may be left alone as it is quite stable. The powdery black film may slough-off and may need cleaning. After chemically cleaning, usually with hot oxalic acid, the surface must be chemically passivated. Once the system is back in service it will turn black once again, but hopefully not forming the powdery black film.
This type of rouge is the high temperature reaction product of steam with the iron in the stainless steel forming magnetite. The reaction appears to take place in two steps:
3Fe0 + H2O --> FeO + Fe2O3 + H2
FeO + Fe2O3 --> Fe3O4
Some of the iron oxide may be replaced with nickel oxide, but the iron sesquioxide will control the color of the film.

ELECTROCHEMISTRY OF CORROSION
Ulick R. Evans, the British scientist who is considered the "Father of Corrosion Science", has said that "Corrosion is largely an electrochemical phenomenon, [which] may be defined as destruction by electrochemical or chemical agencies...". Corrosion in an aqueous environment and in an atmospheric environment (which also involves thin aqueous layers) is an electrochemical process because corrosion

involves the transfer of electrons between a metal surface and an aqueous electrolyte solution. It results from the overwhelming tendency of metals to react electrochemically with oxygen, water, and other substances in the aqueous environment. Fortunately, most useful metals react with the environment to form more or less protective films of corrosion reaction products that prevent the metals from going into solution as ions. While the term corrosion has in recent years been applied to all kinds of materials in all kinds of environments, this article will only consider the electrochemistry of corrosion of metals and alloys in aqueous solutions at ambient temperatures. Electrochemical corrosion occurring under such conditions is a major destructive process that results in such costly, unsightly, and destructive effects as the formation of rust and other corrosion products, the creation of the gaping holes or cracks in aircraft, automobiles, boats, gutters, screens, plumbing, and many other items constructed of every metal except gold. Systems such as boiling water nuclear reactors involving aqueous solutions are also examples of electrochemical corrosion but will not be covered. This article will also not cover the non-electrochemical process termed high temperature oxidation, a destructive process which is the exposure of a metal or alloy to high temperatures in a gaseous environment (usually including oxygen or gases with sulfur containing compounds) where much thicker layers of corrosion products are formed. However, it must be pointed out that if the high temperature oxidation process results in the formation of salt layers that melt at the high temperatures used, a difference in electrode potential between phases or heterogeneities in an alloy can lead to hot corrosion which has electrochemical features similar to that of the condensed aqueous films involved in atmospheric corrosion. This technologically important corrosion process leads to the failure of such applications as gas turbines, heat exchangers, and many others that operate at high temperatures.
Consequences of corrosion
Corrosion has many serious economic, health, safety, technological, and cultural consequences to our society.
Economic effects
Studies in a number of countries have attempted to determine the national cost of corrosion. The most extensive of these studies was the one carried out in the United States in 1976 which found that the overall annual cost of metallic corrosion to the U.S. economy was $70 billion, or 4.2% of the gross national product. To get a feeling for the seriousness of this loss, we may compare it to another economic impact everyone is worried about – the importation of foreign crude oil, which cost $45 billion in 1977.
Health effects
Recent years have seen an increasing use of metal prosthetic devices in the body, such as pins, plates, hip joints, pacemakers, and other implants. New alloys and better techniques of implantation have been developed, but corrosion continues to create problems. Examples include failures through broken connections in pacemakers, inflammation caused by corrosion products in the tissue around implants, and fracture of weight-bearing prosthetic devices. An example of the latter is the use of metallic hip joints, which can alleviate some of the problems of arthritic hips. The situation has improved in recent years, so that hip joints which were was at first limited to persons over 60 are now being used in younger persons, because they will last longer.
Safety effects
An even more significant problem is corrosion of structures, which can result in severe injuries or even loss of life. Safety is compromised by corrosion contributing to failures of bridges, aircraft, automobiles, gas pipelines etc. – the whole complex of metal structures and devices that make up the modern world.
Technological effects

The economic consequences of corrosion affect technology. A great deal of the development of new technology is held back by corrosion problems because materials are required to withstand, in many cases simultaneously, higher temperatures, higher pressures, and more highly corrosive environments. Corrosion problems that are less difficult to solve affect solar energy systems, which require alloys to withstand hot circulating heat transfer fluids for long periods of time, and geothermal systems, which require materials to withstand highly concentrated solutions of corrosive salts at high temperatures and pressures. Another example, the drilling for oil in the sea and on land, involves overcoming such corrosion problems as sulfide stress corrosion, microbiological corrosion, and the vast array of difficulties involved in working in the highly corrosive marine environment. In many of these instances, corrosion is a limiting factor preventing the development of economically or even technologically workable systems.
Cultural effects
International concern was aroused by the disclosure of the serious deterioration of the artistically and culturally significant gilded bronze statues in Venice, Italy. Corrosive processes will accelerate the deterioration of precious artifacts such as those in Venice by the highly polluted environments that now are prevalent in most of the countries of the world. Likewise, inside the world's museums conservators and restorers labor to protect cultural treasures against the ravages of corrosion or to remove its traces from artistically or culturally important artifacts.
Electrochemistry of corrosion
The same metallic surface exposed to an aqueous electrolyte usually possesses sites for an oxidation (or anodic chemical reaction) that produces electrons in the metal, and a reduction (or cathodic reaction) that consumes the electrons produced by the anodic reaction. These "sites" together make up a "corrosion cell". The anodic reaction is the dissolution of the metal to form either soluble ionic products or an insoluble compound of the metal, usually an oxide. Several cathodic reactions are possible depending on what reducible species are present in the solution. Typical reactions are the reduction of dissolved oxygen gas, or the reduction of the solvent (water) to produce hydrogen gas. Examples of these reactions are given in the Appendix. Because these anodic and cathodic reactions occur simultaneously on a metal surface, they create an electrochemical cell of the type shown in Figure 1.
The sites where the anodic and cathodic reactions take place, the anodes and the cathodes of the corrosion cell, are determined by many factors: (i) they are not necessarily fixed in location; (ii) they can be adjacent or widely separated so that, for example, if two metals are in contact, one metal can be the anode and the other the cathode, leading to galvanic corrosion of the more anodic metal; (iii) there can exist variations over the surface of oxygen concentration in the environment that result in the establishment of an anode at those sites exposed to the environment containing the lower oxygen content – differential aeration corrosion; (iv) or similarly, variations in the concentration of metal ions or other species in the environment, arising because of the spatial orientation of the corroding metal and gravity; or finally, (v) variations in the
homogeneity of the metal surface, due to the presence of inclusions, different phases, grain boundaries, disturbed metal, and other causes, can lead to the establishment of anodic and cathodic sites. The process occurring at the anodic sites is the dissolution of metal as metallic ions in the electrolyte or the conversion of these ions to insoluble corrosion products such as rust. This is the destructive process called corrosion. The flow of electrons between the corroding anodes and the non-corroding cathodes forms the corrosion current, the value of which is determined by the rate of production of electrons by the anodic
Fig. 1. The electrochemical cell set up between anodic and cathodic sites on an iron surface undergoing corrosion.

reaction and their consumption by the cathodic reaction. The rates of electron production and consumption, of course, must be equal or a buildup of charge would occur.
Driving force, corrosion tendencies
A driving force is necessary for electrons to flow between the anodes and the cathodes. This driving force is the difference in potential between the anodic and cathodic sites. This difference exists because each oxidation or reduction reaction has associated with it a potential determined by the tendency for the reaction to take place spontaneously. The potential is a measure of this tendency.
Electrochemical equilibria: oxidation and reduction
Since most corrosion reactions occurring in the presence of a liquid, such as water, are not chemical but are electrochemical, the use of chemical equilibria is of minimal use for studying aqueous corrosion. A useful way to study the relation of potential to corrosion is through the use of an electrochemical equilibrium diagram – called the "Pourbaix Diagram" – developed by M. Pourbaix, it plots potential against pH, a parameter also of great importance to corrosion processes.
The simplified Pourbaix diagram for iron is shown in Figure 2. The potential plotted is that of iron as measured against a standard hydrogen reference electrode. The Pourbaix diagram enables the determination, by means of potential and pH measurements, whether (i) a metal surface is in a region of immunity where the tendency for corrosion is nil, (ii) in a region where the tendency for corrosion is high, or (iii) in a region where the tendency for corrosion may still exist but where there is also a tendency for a protective or passive film to exist. Such a film can drastically affect the rate of corrosion, and, in some cases, practically stop it (see Passivity and breakdown). Lines (a) and (b) on Figure 2 represent oxygen reduction (Appendix, Equations [2] or [3]) and hydrogen evolution (Appendix, Equation [4]), respectively. They are a measure of the concentration of oxygen or hydrogen in solution and show the variation of potential with pH for solutions in equilibrium with one atmosphere of either oxygen or hydrogen. Lines drawn
parallel to (a), but lower, would give the variation of potential with pH for a solution containing less oxygen than that represented by (a). Thus, the potential of a specimen can give some indication of the oxygen concentration in the environment. The differences in oxygen concentration between different sites on a metal lead to the differential aeration corrosion mentioned above. By means of the Pourbaix diagram, through potential and pH measurements, some idea can be gained about the tendency of a metal to be in an immune, passive, or corroding regime and also to estimate the influence of limited or ready access of oxygen on the corrosion process.
Kinetics, corrosion rates
While it is necessary to determine corrosion tendencies by measuring potentials, it will not be sufficient to ascertain whether a given metal or alloy will suffer corrosion under a given set of environmental conditions. Because even though the tendency for corrosion may be high, the rate of corrosion may be very low, and thus corrosion may not be a problem.
Fig. 2. The potential – pH (Pourbaix ) equilibrium diagram for iron.

Corrosion rates are determined by applying a current to produce a polarization curve (the degree of potential change as a function of the amount of current applied) for the metal surface whose corrosion rate is being determined. When the potential of the metal surface is polarized by the application of the current in a positive direction, it is said to be anodically polarized; a negative direction signifies that it is cathodically polarized. The degree of polarization is a measure of how the rates of the anodic and the cathodic reactions are retarded by various environmental (concentration of metal ions, dissolved oxygen, etc. in solution) and/or surface process (adsorption, film formation, ease of release of electrons, etc.) factors. The former is called concentration polarization the latter activation polarization. The variation of potential as a function of current (a polarization curve) allows one to study the effect of concentration and activation processes on the rate at which anodic or cathodic reactions can give up or accept electrons. Hence, polarization measurements can thereby determine the rate of the reactions that are involved in the corrosion process – the corrosion rate. Figure 3 shows anodic and cathodic polarization curves that represent anodic reactions (like metal dissolution) or cathodic
reactions (for example, oxygen reduction or hydrogen evolution). In Figure 3 the potential "E" is plotted as a function of the logarithm of the current density "i". When the corrosion reactions are controlled by activation polarization, as is frequently observed, polarization behavior will be a straight line on this plot following the Tafel equation (see also the Appendix). On this figure, "Eo,a" and "Eo,c" are the equilibrium potentials for the reactions under consideration (anodic or cathodic). The "Tafel lines" are characterized by the "slope" of the linear part of the polarization curve and by their "intercept" when extrapolated to the equilibrium potential. The "intercept" is proportional to the logarithm of the exchange current density "io" (that is expressing the inherent rate of the electrode reaction). The values of these characteristic constants in the Tafel equation depend on the metal and the environment under consideration. It is possible to extrapolate the anodic and cathodic linear portions of the polarization curves to the corrosion potential "Ecorr", where, under ideal conditions, they should intersect. The value of the current at their intersection will be the rate of corrosion "icorr" expressed in current density. The values of the exchange current densities for the cathodic and anodic reactions have a profound effect on the corrosion rate. This is illustrated with an example of using two values of "io,c" (but assuming, for sake of simplicity, that "Eo,c" is constant): the larger the "io,c" – the larger the corrosion rate, "icorr" (see Figure 3).
Fig. 3 Schematic illustration of plots of potential "E" against the logarithm of the current density "i" (polarization curves) produced by making the investigated metal surface an anode and then a cathode. Two cathodic reactions are shown, the one with the higher cathodic exchange density "i2o,c" giving the higher corrosion current "i2corr". The extrapolations of the anodic and cathodic curves produce the Evans diagrams (see Figure 4).

Parts of the extrapolations shown in Figure 3 produce the diagrams (Evans diagrams) shown in Figure 4. The relative values of the "slopes" of the anodic or cathodic polarization curves, determine whether the anodic, cathodic, or both reactions control the rate of the corrosion process. Evans diagrams are used extensively by corrosion scientists and engineers to evaluate the effect of various factors on corrosion rates.
Passivity and the breakdown of passivity
Since both driving force (corrosion-tendency) and kinetic (corrosion-rate) considerations are crucial in determining the extent of corrosion of a metal surface, a crucial factor controlling the rate is the existence of the phenomenon of passivity for certain metals and alloys, such as stainless steels and titanium. Considerable controversy still exists about what process is responsible for the existence of the phenomenon of passivity, even though many studies were carried out to develop a better understanding of it. For the purposes of this discussion, it is sufficient to characterize passivity as the conditions existing on a metal surface, because of the presence of a protective film whose nature is the source of the controversy, that markedly lower the rate of corrosion, even though active corrosion would be expected from driving force (corrosion-tendency)
considerations. To be effective, a passive film must provide a protective barrier that keeps the corrosion current on a metallic surface at a low enough value so that the extent of corrosion damage is minimized. An effective film is one that resists the breaching (called the breakdown) of the passive film. Breakdown processes lead to the forms of localized corrosion that are some of the major sources of corrosion failures, pitting, crevice, intergranular, and stress corrosion (see below). They cause the disruption of the passive film and thus expose discrete bare sites on the metal surface to an environment where the tendency for attack is very high. The many mechanisms proposed for chemical breakdown are based on two models, each having many variations. They are (i) Adsorbed Ion Displacement Models and (ii) Ion Migration or Penetration Models. Two types of breakdown processes exist: electrochemical breakdown where many studies have found that breakdown takes place at a potential above a specific "breakdown potential," and mechanical breakdown which occurs when the passive film is ruptured as a result of stress or abrasive wear. It should be noted that all breakdown mechanisms involve a damaging species. Unfortunately, one of the major species causing breakdown of passivity is the chloride ion, a damaging species abundantly available in nature. Competing with the passive film breakdown process is the passive film repassivation process. Thus, an effective alloy for resisting localized corrosion would be one whose surface not only forms a passive film that resists the process leading to breakdown but also is capable of repassivating at a rate sufficiently high so that, once breakdown has occurred, exposure to a corrosive environment is minimal.
Types of corrosion
The breakdown and repair of passivity process just described is involved in many but not all of the various types of corrosion.
Pitting corrosion
Fig. 4. Evans diagrams (produced from the extrapolation shown in Figure 3, illustrating three main ways in which the corrosion rate can be mainly controlled: (a) control by the reactions on the anode; (b) control by the reactions on the cathode; and (c) control by a mixture of both.

The initiation of a pit occurs when electrochemical or chemical breakdown exposes a small local site on a metal surface to damaging species such as chloride ions. The sites where pits initiate are not completely understood, but some possibilities are at scratches, surface compositional heterogeneities (inclusions), or places where environmental variations exist. The pit grows if the high current density – the area of breakdown initiation is exceedingly small – involved in the repassivation process does not prevent the formation of a large local concentration of metal ions produced by dissolution at the point of initiation. If the rate of repassivation is not sufficient to choke off the pit growth, two new conditions develop. First, the metal ions produced by the breakdown process are precipitated as solid corrosion products (such as the Fe(OH)2, Appendix, Equation [7]) which usually cover the mouth of the pit. This covering traps the solution in the pit and allows the buildup of positive hydrogen ions through a hydrolysis reaction (Appendix, Equation [5]). Then, chloride or another damaging negative ions diffuse into the pit to maintain charge neutrality. Consequently, the repassivation becomes considerably difficult because the solution in the pit is highly acidic, contains a large concentration of damaging ions and metallic ions, and contains a low oxygen concentration. Thereby the rate of pit growth accelerates. The pit is the anode of an electrochemical corrosion cell, and the cathode of the cell is the non-pitted surface. Since the surface area of the pit is a very small fraction of the cathodic surface area, all of the anodic corrosion current flows to the extremely small surface area of the breakdown initiation site. Thus, the anodic current density becomes very high, and penetration of a metal structure bearing only a few pits can be rapid.
Crevice corrosion
Crevice corrosion results when a portion of a metal surface is shielded in such a way that the shielded portion has limited access to the surrounding environment. Such surrounding environments contain damaging corrosion species, usually chloride ions. A typical example of crevice corrosion is the crevice formed at the area between two metal surfaces in close contact with a gasket or another metal surface. The environment that eventually forms in the crevice is similar to that formed under the precipitated corrosion product that covers a pit (Figure 5). Similarly, an electrochemical corrosion cell is formed from the couple between the unshielded surface and the crevice interior exposed to an environment with a lower oxygen concentration compared with the surrounding medium. This combination of being the anode of a corrosion cell and existing in an acidic, high-chloride environment where repassivation is difficult makes the crevice interior subject to corrosive attack.
Stress corrosion cracking, hydrogen damage, and corrosion fatigue
Stress corrosion cracking (SCC) is a form of localized corrosion which produces cracks in metals by the simultaneous action of a corrodent and tensile stress. The electrochemical cell between the exterior and the interior environments of a crack is similar to that described above for a crevice. Because of the necessity for the application of stress, the breakdown of the passive layer on a metal surface in SCC is generally ascribed to mechanical causes but many suggest that electrochemistry is a significant factor because it controls the rate of repair of the passive layer ruptured by mechanical stress. Corrosion fatigue has a somewhat similar mode of failure to SCC. It mainly differs from SCC in that it involves situations where the stress is applied cyclically rather than as a static sustained tensile stress. With both corrosion fatigue and SCC, the issues of film mechanical breakdown, repassivation, adsorption of
Fig. 5. An idealized picture of the environment that develops in a crevice by the corrosion cell produced on iron by an anode in a crevice and a cathode outside of the crevice.

damaging species, hydrogen embrittlement, and electrochemical dissolution are to greater or lesser extents involved in determining susceptibility.
Intergranular corrosion
With the exception of metallic glasses, the metals used in practical devices are made up of small crystals (grains) whose surfaces join the surfaces of other grains to form grain boundaries. Such boundaries or the small regions adjacent to these boundaries can under certain conditions be considerably more reactive (by being more anodic) than the interior of the grains. The resulting corrosion is called intergranular corrosion. It can result in a loss of strength of metal part or the production of debris (grains that have fallen out).
Uniform corrosion
Uniform corrosion results from the sites, not necessarily fixed in location, that are distributed over a metal surface where the anodic and cathodic reactions take place. Uniform corrosion damage, sometimes called wastage, is usually manifested in the progressive thinning of a metal part until it virtually dissolves away or becomes a delicate lace-like structure.
Galvanic (and thermogalvanic) corrosion
Two metals having different potentials in a conducting electrolyte result in the more anodic metal usually being attacked by galvanic corrosion. Because of electrical contact between two different metals, galvanic corrosion differs from the other forms of corrosion described previously in that the anodic and cathodic sites of the corrosion cell reside separately on the two coupled different metals comprising the corrosion cell, while for the other forms of corrosion, the cathodes and anodes exist on the surface of the same metal. The value for the differences in potential between two dissimilar metals is usually obtained from a listing of the standard equilibrium potentials for the various metals (for reactions of the type given in Appendix, Equation [1]). However, since the standard potentials assume bare metal surfaces in a standard solution containing their ions at unit concentration (strictly speaking, activity), while in practice metals invariably have films on their surfaces and are exposed to nonstandard environments, these potentials are not always reliable guides to the corrosion tendencies of the anodic member of a corrosion cell produced by two coupled dissimilar metals. Another factor besides the coupling of two different metals that can lead to galvanic corrosion is a difference in temperature at separated sites on the same metal surface. Such a situation leads to thermogalvanic corrosion. This kind of corrosion can be encountered in heat exchanger systems where temperature differences are common.
Selective leaching
When one component of an alloy is removed selectively by corrosion because there exist differences in potential between different constituents of an alloy – a situation analogous to that of the galvanic corrosion of coupled dissimilar metals. This results in an increase in the concentration of the remaining components and selective leaching occurs. This type of corrosion is also called parting and, after the most common example, the selective leaching out of zinc from brass, dezincification.
Erosion corrosion
Erosion corrosion result from the disruption of protective passive films by erosive or abrasive processes. Once the protective or passive film is removed in an aqueous electrolyte, the electrochemical processes for the types of corrosion described above take place.
Corrosion prevention

The types of electrochemical corrosion just described can be prevented or controlled by utilizing the current understanding of the principles underlying corrosion processes. This understanding has been the basis for the development of a number of corrosion prevention measures.
Three corrosion control measures are based on electrochemical driving force as shown in the Pourbaix diagram given in Figure 6: (i) Cathodic protection – proposed to the British Admiralty for corrosion protection of copper-sheathed ships by Sir Humphry Davy in 1824 – provides corrosion control by making the structure to be protected the cathode of a corrosion cell by bringing the potential of the structure into or near the immunity region of the Pourbaix diagram; (ii) Anodic protection makes the structure to be protected an anode and an applied current brings the structure's potential into the passivity region of the Pourbaix diagram; and (iii) Environment modification by changing the pH to bring the structure to be protected into either the immunity or passivation regions. Other measures used to control electrochemical corrosion processes are the following: (i) Corrosion resistant alloys are developed to be corrosion resistant and contain constituents such as chromium, which produce more effective protective films that resist breakdown and repassivate rapidly. (ii) Coatings are an artificial barrier to
the corrosive environment on a metal surface as contrasted to the naturally formed barrier that a corrosion resistant alloy provides. The most widely used organic coatings are paints. Other organic coatings include lacquers, waxes, and greases. Some metallic coatings such as chrome plate provide a protective barrier because they are more corrosion resistant than the metals they protect. Zinc coatings, however, act in the opposite manner. This coating, because it has a greater tendency to corrode than the metal to which it is applied, cathodically protects it. Finally, ceramic coatings such as porcelain enamels and glasses are used to protect metal surfaces by providing chemically resistant barriers, usually oxides, which are more stable than metals. (iii) Corrosion inhibitors are added to the environment in which a given metal must be used to make the environment less corrosive. The inhibitors act either by adsorbing on metal surfaces by providing barriers to the environment or by keeping the environment from becoming more corrosive by providing a buffering action.
Appendix
Corrosion rections
Some examples of the anodic and cathodic reactions that occur simultaneously on a metal surface in a "corrosion cell" are as follows. A typical anodic oxidation that produces dissolved ionic product, for example for iron metal is: [1] Fe ==> Fe2+ + 2e- Examples of cathodic reductions involved in corrosion process are: [2] O2 + 2H2O + 4e- ==> 4OH- [3] O2 + 4H+ + 4e- ==> 2H2O [4] 2H+ + 2e- ==> H2 The cathodic reaction represented by Equation [2] exemplifies corrosion in natural environments where corrosion occurs at nearly neutral pH values. Equations [3] and [4] represent corrosion processes taking place in the acidic environments encountered in industrial processes or for the confined volumes (pits, crevices) where the pH can reach acidic values because of hydrolysis reactions such as: [5] Fe2+ + 2H2O ==> Fe(OH)2 + 2H+
Fig. 6. Pourbaix diagram for iron showing how corrosion protection can be achieved by using measures that bring a corroding system into either the immunity or the passivity region.

This reaction produces H+ ions, the concentration of which can, uder certain conditions, become large if the H+ ions cannot readily move out from a confined volume. The overall corrosion reaction is, of course, the sum of the cathodic and anodic partial reactions. For example, for a reaction producing dissolved ions (sum of reactions [1] and [4]): [6] Fe + 2H+ ==> Fe2+ + H2 or, for a reaction producing insoluble hydroxide (sum of reactions [1] and [2]): [7] 2Fe + O2 + 2H2O ==> 2Fe(OH)2
Tafel equation
The Tafel equation is an early (1905) empirical relation between the overpotential of the electrode and the current density passing through the electrode:
"a" and "b" are characteristic constants of the electrode system. A plot of electrode potential against the logarithm of the current density is called the "Tafel plot" and the resulting straight line the "Tafel line". "b" is the "Tafel slope" that provides information about the mechanism of the reaction, and "a" the intercept, provides information about the rate constant (and the exchange current density) of the reaction.

ROUGING A DISCOLORATION OF STAINLESS STEEL SURFACES
Rouging is a thin film, usually reddish-brown or golden in color, of iron oxide or hydroxide, typically on stainless steels. The contrast between this film and shiny metal accentuates this aesthetics problem. The rouge film typically wipes off easily with a light cloth (Figure 1), but it reforms while the process fluid is in contact with the stainless steel. This problem is most chronic in the pharmaceutical industry on the interior surfaces of high purity water (i.e., water for injection, WFI) distillation units, storage tanks, distribution systems (piping, valves, pump housings, fittings, etc.) and process vessels.
As stated, rouge is ferric oxide (i.e., rust), but the film may contain not only iron but also chromium and nickel compounds in various forms, and hence the film may vary in color and tenacity (Figure 2). Rouging is experienced more on Type 304/304L stainless steel than on Type 316/316L, and less on electropolished surfaces than mechanically polished surfaces. Particles of rust can become dislodged and be dispersed throughout a piping distribution system, often collecting on in-line filters.
Stainless steel is "stainless" owing to the fact that the alloy forms a thin, protective, tenacious, transparent oxide film that protects it against destructive corrosive species in aqueous solutions. This film is composed of chromium oxide, and is said to make the steel "passive" against corrosion. The exact nature of this film is a continuing subject of debate, and in fact its exact structure and nature may vary, depending on a number of variables. It is known that the film forms very rapidly in most environments that are not actively reducing. Exposure to moist air will provide this passivation within a matter of minutes, and the film will thicken with time. Exposure to oxidizing acids, particularly nitric acid, only speeds up that which will occur naturally. Therefore, the treatments that are described as "passivation" are in reality cleaning procedures since passivation of clean, uncontaminated stainless steel occurs spontaneously, and no further chemical treatment is needed to facilitate it.
The passive layer on the surface of stainless steels can breakdown by the interaction of ultra pure water, which is devoid of ionic species, leading to rouging, or rust blooms. The ionic pull of the water is strong enough to strip the protective chromium oxide off the steel surface. This results in the stainless steel having to re-passivate by reforming another layer of chromium oxide film, which incorporates the rouge causing discoloration. During the brief time it takes to repassivate, a thin layer of the stainless steel dissolves, or corrodes. The major elements composing stainless steel are iron, chromium and nickel. The chromium and nickel ions are soluble and go into the bulk solution. The iron, however, precipitates above a pH of 3 as iron hydroxide that readily oxidizes to ferric oxide, which is red in color (i.e., rouge). If this progresses uniformly across the surface of the steel, and the depassivation / repassivation process is cycled many times, then the surface of the stainless steel takes on a light golden to dark brown appearance depending on the ionic state of the various oxide layers and their depth (Figure 3).

Another process, which is more damaging, is the creation and propagation of pits. Non-metallic inclusions, such as sulfides, oxides, etc., are an inherent result of alloy production. They are dispersed throughout the metal and are highly susceptible to attack by aggressive environments. Typically these inclusions are dissolved in a particular solution or environment and leave a micro-void behind. This void becomes an occluded cell where solution chemistry can be different from the bulk solution. If the stainless steel does not readily re-passivate, then corrosion attack within the void can propagate. The corrosion products within the now formed pit spill out onto the bulk metal surface producing localized rouging or rust blooms (Figure 4). After a pit initiates, propagation of the pit may occur and progresses until a through-wall penetration occurs. Alternately, if the pit heals, the activity ceases and no propagation occurs. However, the red rouge product remains as a telltale indication that something has occurred.
Regarding pitting of stainless steels in chloride-containing environments, as are frequently encountered in pharmaceutical and chemical process industries, it has been found that for a particular stainless steel in a particular chloride environment, there is a specific temperature above which certain stainless steels begin to immediately corrode and below which corrosion does not begin in an indefinitely long time. This temperature is called the Critical Pitting Temperature (CPT). Although corrosion begins immediately when the stainless steel is exposed above the CPT, as measured by potentiostatic monitoring (ASTM G 150), it generally takes as much as 24 to 720 hours of exposure for pitting to develop to the extent that permits observation of pit sites, as typified by localized rouging, even at 20X magnification aided by surface scratching techniques. Therefore, there are many instances in cyclic service or batch production where stainless steels are briefly, perhaps for one to a few hours, exposed to conditions above the CPT. Although corrosion damage is accumulated, intense maintenance and cleaning practices may permit such equipment to be used for extended service life. However, anything that extends the period of exposure above the CPT, whether in larger equipment or an unrelated deviation in process schedule, can lead to severe corrosion damage during a single cycle of a batch operation.
Figure 1. Rouge wipes easily off the stainless steel substrate, but will reform
Figure 2. Rouging comes in many colors and degrees of tenacity.

Figure 3. After repeated cycles, a clean stainless steel surface can take on a multi- colored appearance.
Figure 4. Rouge or rust blooms identify pit sites.
HOW TO STOP AIRCRAFT CORROSION

Now available at TFC - 2,500 Baht (can)
Corrosion can be a big problem for aircraft in Thailand due to the humid climate and the salty air near the sea. WD-40 will coat the metal with a oily film, but it does not stop the corrosion. ACF-50 and this Corrosion-X are simply sprayed into your wing through inspection panels. The fog then penetrates the wing and fuselage and seeps into all fittings and joints. You can see it is working, because the next day, you will notice little wet areas around any lose rivets on the top of your wing. This chemical penetrates moisture and removes the moisture from where it is contacting the metal. It is a very cheap and effective way to prevent and stop corrosion. "I have used it for 12 years in many tropical and ocean climates, and it has stopped and prevented any corrosion I have found on my plane. It is one of the most important 'tools' that I carry with me." (Tom Claytor). If you would like to learn more about this product in Thailand or to order a can of ACF-50 (same stuff as Corrosion-X), then please email below. The Thai Flying Club now has Corrosion X in stock. Order a can of Corrosion-X.
FACTS ABOUT ACF-50 / Corrosion-X
- kills corrosion on contact
- can be used on both avionics and airframe
- One treatment protects for 24 months!
- will not stain or etch any component on your aircraft
- will save you money!
Lear Chemical Research Corporation. 1-800-256 2548. [email protected] webpage: http://www.learchem.com/




Microbiologically Influenced Corrosion (MIC) is a problem in many commercial and industrial properties simply due to the fact that microbiological communities are such common inhabitants in our environment. MIC is most commonly found in open condenser water and process cooling loops,
although its presence has been identified in most piping systems - from domestic water and fire sprinkler lines, to those serving hot water heating systems.
For open systems, the main entry point for MIC is via the cooling tower - which acts similar to a giant air scrubber by washing large quantities of particulates, organic material, and microbes into the
water. For closed systems, the microbes present in the make-up water usually provide the initial source of the problem. Under favorable conditions, even a small initial contamination can produce
significant end result.
MIC based corrosion is extremely aggressive, and in its worst form, will lead to piping failures within a short period of time. Once established, MIC is extremely difficult to eliminate, and may
elevate into a chronic maintenance and operating problem for years following. The failure to totally remove MIC from deep pits and the furthermost branches and dead legs of a piping system generally
results in reinfection by the same microorganisms within a short period of time.
Most alloys including steel, cast iron, copper, and even stainless steel are known to be susceptible to MIC corrosion - meaning that MIC can attack any piping system given the proper conditions. Of the
many potential corrosion problems which can plague any building or plant property, MIC is unquestionably the most feared, as well as the most difficult to identify and correct.
When a metal surface is exposed to water, the microorganisms typically resident in the water quickly attach themselves to the surface to form a biofilm - which is a living biological mass composed of bacteria, algae and other microorganisms. Those microorganisms grow, break free, and distribute throughout the piping system. Chemical biocides are generally applied to prevent the growth of such microorganisms, although they are not always effective. Even under well controlled conditions, MIC
can develop within a short period of time due to a variety of factors. Once MIC has gained a solid presence in the system, the reliance on biocides alone as a corrective measure becomes worthless.
Many forms of MIC types exist to present different levels of threat. Some microorganisms are capable of producing metal dissolving metabolic by-products such as sulfuric acid, and are often
identified within a classification termed sulfur reducing bacteria, or SRB. Whereas normal condenser water corrosion rates may range between 1 to 5 mils per year (MPY), MIC attack often results in

accelerated corrosion rates exceeding 20 MPY and more - causing penetration of some metal surfaces in as little as one or two years.
The below close-up photographs well illustrate the deep penetration typical of an MIC infection. In many examples, the surrounding area suffers only moderate deterioration, or little metal loss at all.
We offer a number of excellent resources with additional information regarding MIC in our reprints section.
Microbiological activity should be assumed to exist to some degree in anything but a steam piping system - an excellent indicator of which is always plate count monitoring. Whether a microbiological
presence turns into a severe corrosion loss, however, depends upon a number of special factors related to the piping system and service involved.
MIC can be found in domestic cold water systems comprised of copper pipe, and will similarly produce pinhole leaks in short periods of time. Due to the optimal temperatures maintained in hot domestic water systems, the possibility of encountering MIC is slightly higher - though still not a
common occurrence. While MIC is a concern due to its potential for damaging domestic water piping, it is still of secondary importance to other pathogenic microorganisms such as Legionella
Pneumophila - which can cause acute sickness to humans, and in isolated cases, even death.
An understanding of any corrosion problem is an extremely important first step prior to attempting any cleanout procedure. This requires a thorough assessment of remaining pipe condition,
and most importantly - the identification of any weak areas of the piping system.
For most MIC problems, the greatest threat always exists at the threaded joints, at fixtures such as temperature wells and pressure gauges, and at lower floors where higher pressures exist. Installing
sufficient shut-off valves to isolate critically weakened areas is well recommended in the event a chemical cleanout produces further leaks - an always present danger. Initiating a chemical cleanout
program that results in producing an overhead lawn sprinkler system is a nightmare no building owner or operator wants to ever be responsible.
Corrosion coupons, ultrasound and other nondestructive testing methods are generally ineffective at showing an MIC condition. Therefore, a full metallurgical and biological analysis of multiple representative samples of pipe becomes another prerequisite step. Viable cell culture tests can
determine both the types and approximate volume of microbes present in the system. This is an extremely important tool since the presence of specific microbes and their metabolic by-products are indicative of MIC. For example, the presence of ferrous iron, sulfide, and low pH at the corrosion site
would support a diagnosis of SRB or sulfur reducing MIC.

New advances in DNA technology now allow the identification of the specific types of bacteria within a MIC tubercular deposit and provide unquestionable proof of exactly what is causing the problem. See Technical Bulletin # C-8 about new DNA identification methods for microbiological
growths.
Prevention of MIC depends on constant vigilance and awareness of the many conditions that contribute to its formation. Deposit covered metal surfaces, low flow conditions, interior surface pitting, high bacterial counts, the absence of (or improperly applied) water treatment, as well as
various other conditions contribute to the growth of bacteria - thereby placing the entire system at risk. A measured corrosion rate exceeding 10 MPY always suggests the possibility of MIC, while a
rate of over 25 MPY almost confirms it.
A fully automated chemical feed and bleed station is absolutely mandatory for any condenser water or open process water system today. In addition, regular monitoring for correct inhibitor level,
biological characterization, testing for microbiological cell count, frequent visual inspection of any pipe access points, and the use of multiple CorrView ® corrosion monitors are all highly recommended
as a guard against MIC.
Once it has been positively determined that a system is infected with MIC, the first decision that must be made relates to the method of cleaning. This is an often difficult decision which must take into
account the remaining condition of the pipe wall, physical layout of the piping system, deposit buildup, the relative level of MIC infection, and system operating conditions, among other factors.
Resolving an MIC problem is a matter of repeated cleanings and sterilization, followed by testing. Generally, microbiological growths exist hidden within other deposits in a stratification of layers.
Removing only the surface deposits, therefore, will not provide an effective solution, and it is necessary to clean the pipe down to the bare metal if any success is expected. See Technical Bulletin #
C-15 about an effective but rarely employed solution to many MIC problems.
Establishing a spool piece at a section of larger 3 in. to 6 in. pipe is well advised in order to periodically evaluate cleanout effectiveness. Due to the high volume of rust and particulates typically associated with an MIC problem, and the physical volume of material returned into solution through
any cleanout procedure, an effective filtration system is always recommended.
Following the elimination or control of an MIC condition, added attention to the system is mandatory since under deposit corrosion and pits will have provided the ideal environment for new microorganisms to collect and grow. For any system which has undergone a vigorous cleaning down to the base metal, it is imperative to increase the inhibitor level in order to discourage new corrosion
activity while the surface metal is being passivated. Biocides should be added regularly.
Because the microbiological agents causing MIC are generally found at the boundary layer between the pipe and interior deposits, it is often difficult to physically solve the problem with
sterilizing chemicals alone. Increased biocide use alone is generally useless, as they are only designed to suppress microbiological growths, not kill and eradicate them. And the extended use of high concentrations of strongly oxidizing chemicals such as chlorine leads to further metal damage.
Often, a multi-stage program of repeated heavy duty chemical cleanings and high dosage level sterilizations must be established. The use of chemical dispersants and chelating agents are some

additional methods which may be employed to remove the attached deposits. Mechanical cleaning using a high pressure water jet may be applicable in some specific examples. See Technical Bulletin #
M-3 about high pressure water jet pipe cleaning.
The benefits of any proposed aggressive cleaning program must always be weighed against the potential damage caused to the piping itself. Yet, it is important to realize that the failure to
aggressively address an established MIC problem will lead to advanced pipe failure anyway! Due to the fact that MIC produces intensive corrosion rates at localized sites, it is critically important to first
establish the extent throughout the piping system and the depth of surface pitting prior to any cleaning program.
While the elimination of an MIC problem is always preferred, it may not be possible for a variety of reasons. In many cases, a severe MIC problem cannot be solved and will be recognized as such - therefore requiring some consideration of alternative options. Different authorities hold differing
viewpoints in addressing an MIC problem - with five generalizations presented below:
The preferred view, obviously, is to prevent an MIC infection from even beginning. Attention to a strict water treatment program is critical, as well as is a totally automated chemical feed and bleed system. Regularly performing laboratory cultures of the water is important to verify biocide or chlorination effectiveness. Testing for anaerobic microbes, while technically difficult, is strongly advised in dead or low flow areas.
Periodic cleaning and sterilization of the tower is recommended at least twice annually. Filtration is also a plus, as it greatly reduces the particulate volume known to contribute to any MIC growth problem.
While an indication of biological activity can be easily determined by simple dip slides, they can not show what may be attached and growing at the interior pipe wall surface. In such cases, electronic biofilm monitors may offer added information.
Also quite valuable, 3 in. or 4 in. spool pieces offer an inside look into the piping system and provide opportunity to sample any interior deposits for microbiological and specifically MIC analysis.
Once established, eliminating the MIC problem altogether is the preferred choice. Aside from being an extremely difficult task, this is often not feasible due to the damage already caused to the piping system, and due to the potential for any cleaning action to cause further leaks and piping failures. Some of the largest piping failures we are aware have been caused by acid cleanout procedures performed on weakened pipe.
In many cases, extensive repairs must be made to the system before any cleanout is even attempted - especially to the most vulnerable threaded pipe. This delays greatly any remedial measures and allows even further damage to occur.
Once any vulnerable pipe is replaced, eliminating an MIC problem becomes an expensive exercise of repeated chemical cleaning, sterilizing and draining the system. High pressure

water jet cleaning is an excellent option in many cases, and will remove both microbiological growths and the deposits in one quick action.
The use of ozone to sterilize the system is another excellent option. Although much more difficult to apply since it requires on-site generation, ozone will effectively sterilize an MIC condition assuming any existing deposits have been removed.
Another view is to identify the corrosion mechanism involved and inhibit the corrosion process to the best degree possible. Identifying a specific MIC organism responsible is often difficult, although new developments in DNA analysis will provide most answers.
Identifying the corrosion mechanism is more difficult, though necessary in order to plan its remediation. By many authoritative opinions, however, removing an MIC infection completely, once it has been firmly established, is nearly an impossible task.
Of all sterilizing agents, ozone likely offers the highest probability of providing a cure for any piping system having a severe MIC condition.
The fourth view assumes the impossibility of eliminating MIC once present, and instead focuses on minimizing its corrosive damage. In many cases, the higher 15-20 MPY corrosion rates can be significantly reduced to extend system life, though random pockets of microbiological growths may produce periodic pipe failures.
Many corrosion and water treatment authorities consider that a piping system cannot be returned to normal conditions once MIC has established itself system wide. Multiple chemical sterilizations and high expense can be assumed necessary in any such cleaning effort.
In many cases, a piping system seriously infected with MIC will require replacement. This occurs usually only after MIC damage has resulted in multiple failures and the cost of another major failure is deemed to be an unacceptable risk.
Replacing less then the entire piping system, without good reason to believe that any MIC infection in those remaining areas has been eradicated, will generally reintroduce the microbiological agent into the new piping and begin the problem all over. Intense chemical treatment and monitoring may reduce such a threat to any new piping installed.

In short, our obvious recommendation is to take the necessary precautions now to ensure that an MIC condition does not begin in the first place. Aside from operating problems and equipment
damage, an MIC infection is an extremely costly - producing expenses from pipe testing, lab tests, maintenance overtime, chemicals cleanings, and monitoring and services, etc. in the hundreds of
thousands of dollars.
We offer below an assortment of photographs taken from years of archived ultrasonic pipe testing and remote visual inspection work. These graphically illustrate the various
forms of corrosion commonly found at HVAC cooling water and process piping systems.
It can be virtually guaranteed that some degree of certain corrosion types exist at every water circulating system. But while corrosion itself cannot be totally prevented, it can be
controlled in order that problems do not reach the level of severity as shown below.
Generalized Corrosion - This 40 year old sample of 8 in. schedule 80 pipe, while clearly containing deposits of iron oxide, shows very even wall loss and long remaining service life.
The pipe was cleaned using high pressure water jet and returned to service with approximately schedule 40 thickness remaining.
Galvanic Corrosion - An extremely common problem area due to the failure to install galvanic insulators between carbon steel pipe and either brass valves or copper pipe.
Combined with schedule 40 pipe and a moderate corrosion rate, galvanic corrosion will often produce premature failures with 6-10 years.

Under Deposit Corrosion - A condition often indicated ultrasonically by some areas showing at near original specification, and adjacent areas of high wall loss.
It is more prevalent at the bottom of horizontal lines, on lower floors, and where flow rates are slowest.
Total Thread Failure - A potentially worst case scenario, this 1 in. take-off line from a 24 in. main condenser water riser corroded completely through and separated.
Remarkably, corrosion product within the failed nipple held back 12 floors of water.
Galvanic Corrosion - A combination of water penetration through the roof level pipe insulation and galvanic activity completely dissolved this pipe hanger.
Severe wall thickness loss is obvious in the immediate area of the pipe hanger and resulted in the need to replace this pipe.
Galvanic Corrosion - Another example of the higher corrosion activity usually existing at direct brass to black iron connections.
At low corrosion rates, galvanic corrosion may be negligible, but usually increases greatly once corrosion rates exceed 5 MPY.

Under Deposit Corrosion - Created by either a corrosion cell or an MIC condition, high wall loss is typically found under interior rust deposits - more commonly called tubercles.
Such localized and deep corrosion can easily reach rates of 25 MPY or more, and destroy even larger diameter pipe in 5 years or less.
Insulation / Galvanic - Moisture penetrating through the insulation at this chill pipe provided an initiation to an outer corrosion problem at the steel take-off line.
Exterior moisture also assisted in the heavier attack at the threads due to galvanic activity between brass valve and steel pipe.
Under Insulation Failure - The general failure of this fiberglass chill water pipe insulation allowed moisture to penetrate and produce severe pipe deterioration in localized areas.
Often seen as exempt from corrosion problems, this copper pipe was severely pitted at its exterior and in need of replacement.
CUI Corrosion - Often identified only after the removal of pipe insulation for another purpose, water from rain and snow typically penetrates most exterior installations to cause wide ranging wall loss.
This creates a corrosion problem on two fronts, and can produce severe damage over time.

Localized Pitting - Partially water filled systems produce widely varying wall loss typically along the bottom.
For this dry fire sprinkler system, testing showed virtually new pipe after 25 years at the top, shown at the left. The wet pipe bottom however, shown at the right, was totally deteriorated to the point of failure.
Under Deposit Corrosion - The degree of wall loss occurring under tubercular deposits is generally proportional to the volume or size of the internal deposit. A 0.100 in. wall loss can translate into a 2 in. internal iron oxide deposit.
This photo illustrates the greater threat of high wall loss over the restriction in water flow.
CUI Corrosion - Roof level pipe often suffers even higher exterior metal loss due to the combined effects of moisture condensation, direct water infiltration, and insulation damage.
Such heavy deterioration is usually only discovered after a leak occurs.
Localized Corrosion - A good example showing particulate deposits settling along the pipe bottom to produce deep under deposit pitting.
Testing showed the side walls of the pipe near factory specification, but total penetration of the pipe at the bottom and lower sides.

Galvanic Corrosion - Galvanic corrosion is often suspected where the use of schedule 40 threaded pipe is actually the basic problem.
While some additional wall loss might be attributed to the attack of the brass valve upon the carbon steel, it is often the 60% loss of pipe upon threading which will cause a premature leak.
Under Deposit Corrosion - The pipe interior does not need to be completely covered with tubercular deposits to produce a severe pitting condition.
Here, corrosion cells developed randomly and widely spread along the bottom of this galvanized sprinkler pipe to produce a total penetration of the pipe wall within 2 years.
Pitting Corrosion - The presence of one repair clamp and five nearby pinhole leaks confirms that a severe corrosion problem exists at this fire sprinkler piping location.
This is made worse by the original installation of thin wall schedule 10 stock, where little wall thickness loss can be tolerated before reaching minimum acceptable limits.
MIC Corrosion - This photo of the inside bottom of a cooling tower pan shows a severe and concentrated pitting condition. The brown rust ring around each pinhole failure was a natural event of the corrosion mechanism.
At the time that this photograph was taken, MIC was the suspected cause of the filure, though not confirmed.

CUI Corrosion - Similar to interior corrosion, exterior pipe corrosion due to moisture condensation can take the form of either deep and random pitting, or, as shown above - a generalized deterioration of the entire surface.
Since iron oxide is approximately 25 times less dense that the original steel, it often suggests a much greater wall loss than actually exists. CUI is the greatest threat to smaller diameter piping, but can severely reduce the service life of even the largest sizes.
Under Deposit Corrosion - Six pipe clamps and three active leaks along this one single 18 ft. section of 6 in. condenser water pipe suggested a severe corrosion problem. However no problems were found elsewhere on the same system, and ultrasonic testing failed to identify any significant wall loss.
The problem was identified as a buildup of settled particulates in this by-pass line from supply to return, and with the downstream side of the pipe closed only.
Severe Pitting - An unexplained pitting condition produced pinholes throughout this relatively new cooling tower of only a few seasons in service.
Destructive analysis of failed sections of the tower pan showed a combination of MIC and metallurgical defect of the manufacture of the steel itself as producing this widespread problem.
Galvanized Pipe- Over 62 years of carrying New York City domestic cold water in this 8 in. galvanized wrought iron line produced this eventual result.
UT testing showed deep under deposit pitting well throughout the pipe, and an overall corrosion rate of near 3.5 MPY. Corrosion produced both constricted smaller diameter pipe, and pinhole failures.

Heavy Deposits - A common corrosion result following decades of fire standpipe service.
This galvanized steel pipe is barely recognizable as such, and accumulated an overall restriction of approximately 1 in. across this 6 in. diameter ID. Concern was raised once pinhole failures started at the threaded joints, with UT testing showing only 0.050 in. remaining in that area.
Corrosion Under Insulation- High humidity near an outdoor area, combined with a 42 º F chill water supply temperature, thin 1 in. fiberglass, and no vapor barrier reduced the service life of this area of piping to under 8 years.
This represented a dramatic loss from other less affected areas of the same piping system - which showed greater than 30 years of remaining life.
Schedule 10 / Pitting - At least 15 pipe clamps over a single 21 ft. section of this 2-1/2 in. pipe suggested a major corrosion problem. Ultrasonic testing, however, identified thin wall schedule 10 sprinkler pipe used in some areas of this condenser water system.
In reality, the pipe had provided excellent service over its 18 year history, and had simply reached the end of its useful service life.
Pitting Corrosion - Deep pitting typically shows itself first at the smaller diameter piping simply due to the lower wall thickness present. Such evidence should be taken as an advance indication that a system wide problem likely exists, rather than assumed a localized event.
A failure at the midpoint of a pipe section suggests a much greater corrosion problem than one at the threads.

Roof Level Weathering - One of the easiest corrosion problems to avoid but one of the most common, protecting this pipe from external wall loss only requires some regular maintenance.
The addition of an unnecessary external corrosion condition will often cut the estimated service life of the pipe in half, and produce unexpected failure. Regular inspection and protective maintenance is required.
Dezincification - Typical surface deposit resulting from the dezincification of brass pipe due to old age and/or an aggressive water condition.
Over many years, the zinc component of the metal is leached out to leave copper. Deep pitting is initiated and the pipe becomes porous prior to producing an actual leak, and leaving a corrosion product behind.
Galvanic Corrosion - An extremely common problem for areas where brass or copper is joined to steel. Under certain conditions, as shown here, it may also exist at steel to steel contact points - where new pipe meets old, and where different ground potential exists.
CUI Corrosion - An extremely common problem area in examples where very cold pipe temperatures and high humidity combine under insufficient insulation protection.
CUI is a greater threat to chill water supply pipe than normal internal corrosion activity.

Coating Thickness Measurement: The Fundamentals
A review of available test methods, common applications and innovative instrumentation...
By Paul LomaxFischer Technology Inc.
Windsor, CT
Coating thickness measurement is a concern for both finishers and for companies receiving finished components. Defective coatings lead to rust. As a result, product liability requires quality control of coatings, and in many cases documentation of measurements in an electronic format. Conflicts can occur if a manufacturer and a customer of a finished good use different methods or types of instruments to determine coating thickness. This article will discuss the test methods available for determining coating thickness, common applications, and innovations in coating thickness instrumentation.
Test MethodsThe magnetic induction method measures non-magnetic coatings over ferrous substrates and magnetic coatings over non-magnetic substrates. The process is direct, in that a probe is placed on the part to be measured. When the probe is positioned, the linear distance between the probe tip that contacts the surface and the base substrate is measured.
Inside the measurement probe is a coil that generates a changing magnetic field. When the probe is placed on the substrate, the magnetic flux density of this field is altered. The change in magnetic inductance is measured by a secondary coil. The output of the secondary coil is transferred to a microprocessor where it is viewed as a coating thickness measurement on a digital display.
The magnetic induction method is quick and can be used with either a bench-top or hand-held coating thickness gage. It’s also non-destructive, relatively low-cost, easy to operate, accurate and repeatable, and measurements are instantaneous with a digital display.
Common applications for this test method include liquid or powder coatings, as well as plated finishes such as chrome, zinc, cadmium or phosphate over steel or iron substrates.
The eddy-current method of coating thickness measurement measures non-conductive coatings on non-ferrous conductive substrates, non-ferrous conductive coatings on non-conductive substrates and some non-ferrous metal coatings on non-ferrous metals. It is very similar to the magnetic induction method and can even use many of the same probe designs. Advantages of the eddy-
Ensuring High Quality Car FinishesTo manufacture automobiles with high-quality, attractive finishes, it is essential to check the paint thickness of the many coats deposited on the car body.
Visit Fischer Technology Inc.'s PF Online Showroom, call 860-683-0781, or select the Product icon on the right.
The Magnetic Induction Method

current method are also very similar to those of magnetic induction, including low cost, ease of operation, accuracy and repeatability and instantaneous measurement with a digital display.
Eddy-current coating thickness measurement uses a probe that also contains a coil. This probe/coil is driven by a high-frequency oscillator to generate an alternating high-frequency field. When this field is brought near a metallic conductor, eddy currents are generated in that conductive material, which results in the impedance change of the probe coil.
The distance between the probe coil and the conductive substrate material determines the amount of impedance change. Therefore, coating thickness is determined by the impedance change in the form of a digital reading.
Common applications for eddy-current coating thickness measurement include liquid or powder coating over aluminum and non-magnetic stainless steel as well as anodize over aluminum.
Selecting A GageMany instruments available today combine both magnetic induction and eddy-current methods. This allows the user to perform multiple measurement tasks without switching gages. Users also can choose between basic gages that just provide a value on the digital display or gages that store measurements and provide statistical information such as average, standard deviation and high/low values.
Another important selection criterion is based on the shape of the part to be measured. Not all parts can be measured using a gage with a built-in probe. Units that offer a probe on a cable provide more flexibility when it comes to multiple part configurations. Many units with separate probes also offer the ability to exchange probes should the application change; for example, measuring coating thickness on the inner diameter of a tube may require a 90-degree probe, while measurements on a flat surface are best performed with a zero-degree probe. Factors such as curvature, edge effect, surface roughness, substrate thickness, permeability and conductivity all influence coating thickness measurement but can be accounted for through proper calibration.
As previously mentioned, the ability to store measurements for later documentation and report generation is often very important. These types of reports can help to determine spray patterns, for example, or may also be used for incoming inspection of parts. Some gages feature an on-board radio transmitter that allows users to send readings in real time to a computer up to 60 ft away from where the measurements are being taken. Data can be input directly into a statistical process control program, eliminating the need to key in data to save time and eliminate input errors.
Another option for coating thickness measurement and data documentation is a bench-top system. Bench-top systems provide a large digital display with full statistical evaluation of measurements. This includes mean value, standard deviation, coefficient of variation, maximum and minimum, number of measurements, statistics of single readings or groups; calculation of process capability factors; histograms; probability charts with test for normal distribution; automatic grouping after N measurements and/or automatic final evaluation after N groups; and group evaluation according to group numbers or group identifications. Some bench-top systems even provide customer-specific print form templates.
In addition to documentation benefits, some bench-top systems can combine multiple test methods into one measuring system. A single unit combining multiple test methods benefits companies that perhaps might be plating parts as well as painting in another department, for example. Such systems also use separate probes, meaning they have wider application than built-in coating thickness gages.
Special ApplicationsNot all coating thickness applications are as straight-forward as measuring paint over steel. Coatings consisting of a paint applied to galvanized sheet steel are sometimes called duplex coatings, and are frequently used in the automotive industry. Thickness of the individual layers of both the paint and galvanize are important. In automotive vehicle body manufacturing zinc thicknesses are between zero and 10 μm. Paint thicknesses are usually up to 150 μm.
The galvanize coating is applied by the sheet metal supplier either by hot-dip galvanizing or by electrogalvanizing. If the zinc coating thickness were uniform, the thickness of the subsequently applied paint coating could be measured using a conventional magnetic induction coating thickness measurement instrument. One would simply have to deduct a constant value from the actual reading.
A unit measuring powder coating using the magnetic induction method
The Eddy Current Method

However, zinc thickness changes when the sheet is formed. During forming, flowing or even scraping off of the zinc coating may occur in areas of severe bending. This may vary its thickness by between 3 and 9 μm, and occasionally remove the coating altogether.
Similar situations may be encountered when repairing a body area that has coating defects due to sanding and subsequent re-painting of the defective area. In this case, the zinc coating may be sanded away as well, leading to an apparent reduction in the paint thickness if a conventional coating thickness measurement system is used. This is not only problematic for inspection, but also critical to the quality of a cataphoretic paint, because that thickness is typically only about 20 μm. An error of 5-6 μm in the thickness measurement through a reduced zinc coating will exceed the tolerance limits.
Our company’s Phascope PMP10 Duplex instrument, for example, can measure paint thickness independent of zinc thickness. Repeatability precision of the zinc thickness measurement is as low as a few tens of nanometers; that of the paint thickness measurement is below 0.5 μm.
To reduce vehicle weight, some automakers are using increasing amounts of aluminum sheet in non-safety-relevant body components. Measuring coating thickness over an aluminum alloy substrate can be accomplished using a conventional eddy current channel to measure the paint thickness according to a standard. With no human intervention (the operator may not even know whether parts are made of steel or aluminum), the instrument automatically selects duplex or eddy-current method immediately after the probe touches down and stores that paint thickness data in such a way that a simple evaluation of paint distribution is possible regardless of the type of sheet metal.
Other Thickness Measurement TechniquesThere are other methods for measuring coating thickness, especially in automotive applications. These include the Coulometric, beta backscatter, and X-ray fluorescence techniques.
The Coulometric method has many important functions, such as measuring duplex nickel coatings in automotive applications. The technique involves determining the weight of an area of a metallic coating through localized anodic stripping of the coating, the calculating thickness based on mass per unit area.
Thickness measurement is made using an electrolysis cell, which is filled with an electrolyte specifically selected for stripping the particular coating. Constant current runs through the test cell to deplate the coating material, which serves as the anode. With current density and surface area being constant, coating thickness is proportional to the time it takes to strip the coating.
This method is particularly useful for measuring electrically conductive coatings on a conductive substrate.
The beta backscatter method begins when a test sample is exposed to beta particles from a beta-emitting isotope. A beam of beta particles is directed through an aperture onto the coated component, and a portion of these particles is backscattered from the coating through the aperture to penetrate a very thin window of a Geiger Muller (GM) tube. The gas of the GM tube ionizes, causing a momentary discharge across the tube electrodes. The discharge in the form of a pulse is counted by an electronic counter, which is then translated into coating thickness.
Materials of relatively low atomic number backscatter the beta particles at a significantly lower rate than materials of high atomic number. For example, a component with copper as a substrate and a gold coating 40 micro-inches thick, beta particles are scattered by both the substrate and the coating material. If coating thickness increases, the backscatter rate increases. The change in the rate of particles scattered is therefore a measure of coating thickness.
The technique is applicable when the atomic number of the coating and substrate differ by 20%. Applications include thickness measurement of gold, silver, and tin on electronic components, coatings on cutting tools, decorative plating on plumbing fixtures, and vapor-deposited coatings on electronic components, ceramics and glass. Other applications could include organic coatings such as oil or lubricant coatings over metals.
X-ray fluorescence (XRF) is a versatile, non-contact, coating thickness measurement method for very thin multi-layer alloy coatings on small parts.
The Coulometric Method

Measurement is performed by exposing the part to X-radiation. A collimator focuses the X-rays onto an exactly defined area of the test specimen. This X-radiation causes characteristic X-ray emission (fluorescence) from both the coating and the substrate materials. This emission is detected with an energy-dispersive detector.
Using the appropriate electronics, it is possible to register only the emission from the coating material or from the substrate. It is also possible to selectively detect a specific coating when intermediate layers are present. Common applications include printed circuit boards, electronic components, jewelry, and optical components.
AcknowledgementThe author would like to acknowledge the work of a colleague, Peter Neumaier of Helmut-Fischer GmbH & Co. KG (Sindelfingen, Germany) on the portion of this article that covers measurement of paint thickness over galvanized coatings and over aluminum substrates.
Throughout the history of most building properties and plant operations, some degree of corrosion at the outside surface of the chill and cold water piping will occur. Surface pipe
corrosion can range from cosmetic and mild, to severe and system debilitating. Corrosion under insulation, CUI as it is known, is generally a long term problem taking decades to develop. This partially explains its low priority in most building and plant maintenance plans and procedures.
The presence of condensation at the outer pipe wall produces much the same corrosive effects typically associated with interior pipe corrosion, except that microbiological attack rarely occurs. In extreme cases, condensation will build up to the point where the insulation becomes completely
saturated with water. Generalized corrosion, excess surface pitting, as well as the deterioration and failure of the insulation itself, usually results. Although presumed to be a long term problem,
under certain conditions, exterior corrosion can produce noticeable effect within 10 years.
While fiberglass, foam, and other forms of insulation serve to provide important protection against unwanted heat transfer, their equal or more important function for cold water systems is to prevent the migration and condensation of moisture onto the outer pipe surface. Such function
is rarely considered, however, in the selection of cold water piping insulation, and standard insulation tables provide recommended thickness values dependent mostly upon pipe diameter.
The thinner the insulation, the greater the transfer of both heat and moisture to the pipe surface, and therefore the greater the resulting corrosion problem. Even installing 2 in. or thicker
fiberglass insulation, although excellent at reducing heat transfer losses, is often not itself sufficient to prevent the infiltration of moisture and condensation at a cold pipe surface.

Moisture easily migrates to the surface of the smaller diameter piping - where multiple turns, connections, and fixtures such as valves, strainers, and gauges make an effective insulation job
difficult, if not impossible. Any crack or sealing failure then becomes an entry point for moisture to permeate under the insulation and travel along the pipe surface for significant distance.
In many examples, therefore, the larger diameter main piping will show little or no surface deterioration, whereas the smaller distribution and run-out lines will rest near the point of failure. Identifying small diameter pipe where corrosion has completely worn away the exterior threads is
not at all unusual.
The previous use of hard formed insulation, decades ago, was extremely effective at isolating the cold pipe surface from outside moisture. Commonly used fiberglass insulation of today, which
offers a semi-permeable cloth or paper outer covering, provides no real moisture barrier, however, and requires additional steps such as coating or painting over the insulation in order to
stop a corrosion problem. Other preventative steps are also often necessary.
For inside locations, exterior corrosion is dependent upon a combination of the thickness and condition of the insulation, the water temperature, and the relative humidity in the area. Generally, corrosion will be much more severe at the supply side piping simply due to the
presence of lower pipe surface temperatures - typically lower by a factor of 10 º F.
Depending upon the humidity level present, it is not unusual to find a 55 º F. chill water return line free of any surface corrosion while the 45 º F. supply side pipe has been severely pitted and deteriorated. Likewise, the same chill water supply line may show high pitting in a more humid
mechanical room or steam room area, and none at all once it passes into an air conditioned tenant space having less relative humidity.
Brine and ammonia refrigeration systems, or those operating at 35 º F. and below, are most susceptible to outer surface corrosion. Heavy insulation to limit the travel of moisture, and a strong preventative coating at the pipe itself to serve as a moisture barrier, are necessary to
counter the threat from such low temperatures.
The humidity level is often the most critical factor, and we have documented condensation and the complete destruction of condenser water pipe at 95 º F. where it has traveled through a heavily moisture saturated steam station area. The higher the moisture content, the less cold is needed to
create an exterior corrosion problem.
Unlike interior pipe corrosion which can never be stopped, and which exists due to a complex variety of physical and chemical causes, piping failures due to the extreme outer corrosion of chill
and cold water systems are almost totally preventable. Such failures are generally attributed to inadequate or neglected maintenance, and/or the failure to inspect for and recognize such
corrosion problems.
Chill water pipes are not the only victims of such outer surface corrosion. A common occurrence in steel domestic house tank evaluations is to find extreme outer corrosion at the
bottom or underside surfaces. Here, inaccessibility often prevents adequate coating or painting. For the same reason that it is out of sight and therefore out of mind, normal maintenance to the
side walls is rarely performed at the bottom surface. See Technical Bulletin C-6 for more information about corrosion at domestic water tanks.

The below photo gallery dramatically illustrates the ultimate consequence of inadequate pipe insulation and/or maintenance.
Exterior Wall Loss - This 1-1/2 in. Schedule 80 black pipe chill water supply line was identified as having an outer corrosion rate of approximately 4 times that of the water side, and an existing wall thickness well below minimum acceptable standards - at approximately 0.089 in.
All evidence of threads, 0.073 in. deep for this size pipe, have been completely corroded away.
Slow Deterioration - 25 years of high humidity conditions effectively penetrated the insulation to slowly cause a severe external corrosion condition. Extensive rust removal, painting, and re-insulation was required.
Surprisingly, sufficient remaining wall thickness yielded an acceptable remaining service life of 25 more years at this 8 in. chill pipe.
Generalized Corrosion - Severe external corrosion actually produced a uniform layer of rust product of approximately 1/2 in. thick. In this case, a general ultrasonic piping evaluation discovered this condition, as well as showed it was a uniform loss and not a pitting condition.
Acceptable wall thickness remained and the pipe was coated and re-
Condensation - This shows the very early stages of a future external corrosion problem. Here, the use of 1 in. of fiberglass insulation over a 12 in. chill supply pipe at 44 º F. almost totally saturated the insulation with water in only 5 years.
Random areas of mild corrosion were found and re-insulation with heavier material was performed.

insulated.
Deep Pitting - Corrosion from exterior sources can take the route of general corrosion to deep localized pitting - similar to interior pipe problems. 10 years of service at this Ammonia plant produce random and deep 0.150 in. pits along the top of this pipe.
Small Fixtures - Small pipe fixtures such as pressure and temperature gauges, and instrument transmitters, are at special risk. This is due to the difficulty of insulating them, their inherently thin pipe wall, and to losses suffered when threaded.
Failed Insulation - Cold water piping will attract area moisture through any paper or cloth covered insulation to condense on its surface. Once saturating the insulation itself, the moisture will often produce droplets at its exterior.
Waterlogged - Opening chill water insulation, where the insulation has failed, will often reveal a saturaged interior. This water content represents an untrested water condition to the pipe exterior, and wil inevitably cause failure.

Insulation Failure - Under insulation corrosion is often due to a combination of insulation failure itself and cold pipe temperatures. It may also be due to insulation failure alone - which is an important distinction.
A greater threat exists for cold water pipe since insulation damage is not necessary, nor is the corrosion limited to any local area as shown above.
Tank Corrosion - Most cold domestic water tanks suffer a similar condensation problem at their outer surface, and especially at the lower areas and bottom of the tank where the cold water stratifies.
Protection of the tank is entirely dependant on coating effectiveness, and severe pitting can occur of not addressed appropriately.
Random Deep Pitting - Pitting offers much greater threat since the corrosion activity is focused against specific areas like a drill bit - rather than the entire surface.
Whereas a generalized exterior corrosion rate of 2-3 MPY can often be tolerated, a pitting rate of 10-15 MPY will certainly produce a piping failure if undetected or ignored.
Foam Insulation - Severe corrosion activity is well known to occur under closed cell foam piping insulation. Such is often used to protect the smallest runout piping and small fixtures.
No clear reason is understood, but under certain conditions, foam insulation seems to react with steel and copper to produce the above result.

Return Side Corrosion - This set of photographs offers a good side by side comparison of the much greater damage to supply side chill water piping which normally occurs when the insulation is inadequate, and surface temperatures sufficiently cold.
This set of supply and return pipes existed parallel to each other and are identically insulated, yet the return side pipe shows much less exterior corrosion.
Supply Side Corrosion - The supply side pipe of the chill water loop shows severe pitting, with an estimated depth of penetration into the pipe of about 0.150 in.
Given that this is only 2 in. extra heavy pipe having a measurable remaining wall thickness in other areas of under 0.200 in., no possible service life remains. Ultrasonic testing cannot be performed due to its rough surface conditions.
General Neglect - This chill water main supply pipe, located in a steam station area, showed a severe deterioration due to a complete lack of insulation in many areas.
Building management contracted ultrasonic testing in order to determine its condition, and when found to still have an acceptable wall thickness, rust removal, painting and insulation plans were abandoned.
Imminent Failure - Such small pipe sections are always at the greatest threat. They are the most difficult to insulate, have gaps for air to easily infiltrate, and are usually insulated with very thin materials.
In addition, more than 60% of the original pipe is usually cut away while threading, which is usually for the purpose of attaching a brass valve - a source of galvanic activity.

Waterlogged Insulation - A good view of water saturated fiberglass insulation. This recently installed chill water piping was found to have the beginning of a serious exterior rusting problem after only one year in service.
Found at its beginning stages, mostly in the more humid mechanical areas, painting and re-insulation was the only option.
Rust Layering - Like interior rust deposits, corrosion created by a water condition at the exterior of a pipe often results in a buildup of multiple layers of rust.
In most cases this represents a general or milder wall loss - which is actually preferable to pitting type exterior corrosion which produces deep and localized deterioration.
Waterlogged - Very severe exterior corrosion was found under previously installed fiberglass insulation after 25 years. The pipe was re-insulated with foam insulation as a suggestion to better prevent moisture condensation.
Following two weeks of operation, the foam insulation was opened and found to be completely flooded with water.
Missing Insulation - A not uncommon problem often caused by the difficulty in insulating certain piping areas. Here, straight runs of pipe were insulated while elbows, tees, and valves were not.
Relatively minor rust was found under the insulated pipe, but bare sections showed high corrosion and moderate pitting.

External Leak - A slow leak over years at the packing gland for a top mounted valve produced devastating losses at this domestic hot water tank. The insulation provided some concealment for the problem, but eventually deteriorated completely.
A failure to address this corrosion problem resulted in significantly greater wall loss.
Deep Cratering - Severe pitting of this water storage tank was revealed during a general ultrasonic examination. Produced due to an external leak which was not addressed for many years, this tank showed up to 80% deterioration in this localized area.
Welding a secondary containment plate over this localized area was recommended.
Insulation Failure - A combination of thin 1 in. fiberglass insulation, high humidity, no vapor barrier, and cold chill water supply temperatures produced severe pitting at this pipe surface.
Removal of the exterior rust revealed heavy overall wall loss with deep pitting of up to 0.050 in. Such conditions can only be addressed by thoroughly removing the rust and applying an effective coating prior to re-insulation.
Inside vs. Outside - These chill water pipe cutouts provide an ideal comparison of interior and exterior corrosion. At the left we can see the exterior surface having been pitted due to a failure of the fiberglass insulation.
At the right shows the interior surface covered with a light coating of iron oxide. Overall wall thickness is acceptable, and a comparison of inside and outside surface conditions shows that the effect of exterior corrosion has been the major deteriorating factor.

Deep Pitting - Exterior corrosion is often at random, and will heavily attack steel pipe in one area, to the exclusion of the rest. Typically, there is no clear reason for the localized attack, as demonstrated by the vertical pipe example.
The removal of the exterior rust in this sample showed generally mild corrosion attack except along one vertical plane. In the area shown above, surface micrometer measurements found deep channels of wall loss of up to 0.075 in.
Minor Wall Loss - Looks can always be deceiving where external pipe rust is concerned. While it does strongly suggest a threat, a covering of rust may, in fact, only present a cosmetic concern. Actual loss is often related to the inherent corrosion resistance of the steel.
At the above example, removing the rust coating only produced a very minor degree of pitting and no significant wall loss. Nevertheless, all exterior rust should be addressed as a serious potential threat.
The first step toward protecting against outer pipe wall corrosion is to find out if it exists, and to what extent - a step requiring some investigative effort. Recommended prime locations to remove samples of insulation for inspection are high humidity areas such as steam rooms,
shaftways, mechanical rooms, open areas, and rooftop or other locations exposed to the elements. In many examples, water will migrate through the insulation to produce a noticeable watermark
stain or crystallization at the surface.
Supply side piping should be checked first. Hard shell older style insulation, or insulation which is hand formed of plaster or similar materials is usually very effective at holding back any
moisture from penetrating, and is especially effective for small diameter pipe. Standard unpainted paper or cloth covered fiberglass, on the other hand, provides virtually no barrier to moisture,
and is always a high priority location to check. When painted, fiberglass insulation can be effective at retarding moisture penetration - this depending upon the composition of the coating
and its mil thickness. A single coat of paint is generally not sufficient.
Old style cork insulation, still in use from years ago at the oldest building properties, actually

attracts moisture, and has been shown to cause the most severe cases of outer pipe corrosion we have seen.
While foam type piping insulation is convenient to apply, it too has been shown to fail in preventing the migration of moisture to the pipe surface. Painting foam insulation is generally not
an option. In addition, a recognized chemical reaction between the components of the foam and the pipe itself has been cited in the literature as greatly accelerating pipe surface corrosion.
Broken, missing, crushed and other damaged sections of insulation will obviously lead to outer pipe corrosion problems, and should be repaired or replaced as soon as it is discovered. Missing insulation can be frequently found at transitions through walls and floors, or in areas of heavy
traffic.
A high amount of outer corrosion can be typically found at smaller diameter pipe simply due to the inherent difficulty of insulating its many elbows, tees, valves, strainers, and other small piping components. Unfortunately, it is also that smaller diameter piping which has a thinner initial wall,
and which is substantially weakened by the amount of metal cut away during the threading process. Small diameter pipe requires little outer corrosion, therefore, to create a failure
condition. See Technical Bulletin # P-1 about the effect of wall loss in threaded applications.
Our standard recommendation to ensure against moisture caused outer pipe corrosion is to install 2 in. or heavier fiberglass pipe insulation on all cold water pipe of 50 º F. and below. In
addition, a high solids paint, epoxy coating, or hard shell outer covering, sealed thoroughly at all seams, is critically important in order to resist moisture penetration.
Since the surface of the pipe which is insulated is never seen, it is almost never painted. As a result, any moisture which may accumulate at the pipe surface is able to attack completely
unprotected steel. As a precaution against such possibility, CVI recommends painting all cold water piping with a strong rust preventative coating prior to being insulated. This is a very
worthwhile precaution to specify in any new piping construction if long term and trouble free operation is desired.
The following list offers some worthwhile recommendations for providing the maximum heat transfer efficiency and condensation protection of any insulated chill or cold water piping system:
Install heavier installation. Piping specifications generally require 1” thick insulation for 12 inch black pipe chill/cold water systems at 70% relative humidity. At 80% relative humidity, 2” thick insulation is specified. Consult your insulation supplier or contractor. Consider the humidity conditions of the area the pipe will travel through.
Maintain a good moisture barrier at the outer pipe surface. Require smooth seals and joints throughout the entire installation in order to prevent moisture penetration. Stapled insulation, without being sealed, is a prime cause of insulation failure.
Install a secondary metal, PVC, or other hard vinyl outer jacketing over the existing insulation. Overlap and seal the adjoining sections using a bead of silicone or other waterproof adhesive.
Protect all insulation from physical damage. Provide steps and bridges over

insulation in high traffic areas. Caution staff against standing on insulated pipe. Repair all cuts and rips in the insulation immediately.
Apply an isolating seal of mastic or other waterproofing material at regular intervals between sections of insulation. This is especially important for outdoor locations. Should a breakdown at a particular area of insulation occur for any reason, the resulting condensation and water will be prevented from migrating throughout the adjoining insulation and piping.
Apply a good quality rust preventative coating to the base piping as soon as it is in place, and prior to insulating. Paint around the entire pipe circumference.
Migrating Vapor Corrosion Inhibitors (VCI) may be applicable to retard corrosion at already insulated piping which is known to have a corrosion problem, and cannot be immediately addressed.
Paint the insulation immediately after it is installed as a moisture barrier. A initial heavy coating of paint will penetrate the semi-permeable cloth or paper covering of the insulation to further protect against moisture migration. Require that the entire circumference of all piping is covered in order to seal the entire surface.
Insulated piping located outside exists under even greater threat from insulation failure due to varying environmental conditions. This places even more importance upon the above recommendations.
Some latest nondestructive testing technology does exist that can scan through piping insulation quickly and effectively to identify any hidden corrosion problem. This is best to
contract as a service, and is an extremely cost effective means to safeguard against the above problems. Other sensing devices can detect waterlogged insulation and rust deposits at both the
inside and outside of the pipe.
CorrView International recommends these and any other preventative measures as a means to avoid this devastating but very avoidable operating problem.
Numerous causes will result in the failure of a threaded pipe connection - a moderate to high corrosion rate being often responsible. One fundamental and very obvious reason, of course, is the
threading process itself - which removes 50% or more of the pipe wall beginning day one. See

Technical Bulletin # P-1 about the effect of wall loss in threaded applications.
Other less common reasons include the failure of the thread sealant, poor machining of the threads, poor quality of the pipe or fittings, vibration, stress, improper assembly, or excessive operating pressures beyond design. In many cases, a metallurgical analysis may be required to
identify the exact failure mechanism.
A major cause of thread failure within a building or process plant environment is galvanic corrosion - where the carbon steel pipe directly meets a brass valve, or is transitioned to copper pipe.
Here, the microvolt difference in electrical potential of the metals will produce a small current between them - the result of which is to greatly accelerate the deterioration of the more reactive and
often termed "less noble" carbon steel pipe.
In effect, an extremely small DC electrical circuit is created, with the steel pipe serving as the anode, the brass fitting or copper pipe acting as the cathode, and the water serving as a weak wire
connection completing the circuit. In simplest terms, a very weak battery is created.
"Galvanic" corrosion occurs between any two dissimilar metals in contact with each other and water, and typically attacks the steel pipe to a degree somewhat dependent upon existing corrosion conditions. Galvanic corrosion is, in fact, defined as an electrochemical reaction of two dissimilar metals in the presence of an electrolyte, typically water, and where a conductive path exists. It is
visually recognizable in its latter stages by some degree of deposit buildup where the dissimilar metals meet at the threads - creating a microfine leak. At that point, however, most of the damage has
already occurred and replacement is required.
The presence of chemical water treatment, since it works by inhibiting the electrical pathway of the corrosion process itself, can be very effective at slowing down a galvanic condition. Substantial
differences in the effectiveness to slow a galvanic corrosion condition may exist between different chemical treatment programs, and even the most well maintained program can still result in threaded
joint failures.
Galvanic corrosion is, however, far less likely to cause problems where chemical corrosion control is very well maintained, and where uniform corrosion rates of 1 MPY or less exist. A piping system
having a low general corrosion rate will often show no evidence of any galvanic condition at the hundreds of carbon steel to brass valves normally in service. CVI has documented hundreds of
examples where no greater wall loss could be found at direct steel to brass valve connections even after many decades. Closed piping systems, almost by definition as having corrosion rates of 1 MPY
or less, rarely show problems attributable to galvanic activity - moving the greatest concern always to open cooling tower systems and process plants.
In contrast, a problem condition at the pipe threads caused primarily by a high corrosion rate will be substantially accelerated due to galvanic activity - thereby turning an already bad situation even
worse. In many cases, blame is incorrectly placed upon the direct steel to brass connection as the source of problems, when a high corrosion environment is fundamentally at fault.
The cause of a thread leak can often be identified by a close look at the threads themselves. The failure of multiple sections of threaded pipe at steel to steel joints such as at elbows, tees, and reducing
bushings, without a significant increase of failures at the steel to brass or copper joints, always suggests a moderate to high corrosion condition as the fundamental cause. This is especially common
for cooling tower or open process water piping.

Conversely, observing multiple examples of corrosion products at only the brass valved side of a thread nipple would indicate that galvanic activity is the major force involved. In many cases, however, a leak condition will involve some combination of both galvanic activity and normal
corrosion losses.
Pipe schedule is very important wherever threaded piping is involved, and heavier schedule 80 pipe is always recommended where a higher corrosion rate might be expected - such as at a steam
condensate or condenser water system. Schedule 80 should be specified exclusively for any threaded pipe serving a cooling tower or open process water system due to the higher corrosion rates commonly found today - this regardless of system operating pressure. Should a galvanic condition exist, heavier
pipe will offer longer service life to a degree again greatly dependent upon corrosion activity.
Age is also an important factor - since even a moderate corrosion rate will not protect a decades old piping system from thread failure. A section of 2 in. schedule 40 pipe having an initial wall thickness of 0.154 in., less its thread cut of 0.085 in., leaves only 0.069 in. of available pipe wall for service over its entire lifetime. At a moderate corrosion rate of 3 MPY, such pipe will last roughly 20 years before completely wearing through. Yet, the first signs of leakage can be expected years earlier - normally as
the interior wall wears roughly to within 15-25 mils of the threads.
Internal pressure is still another factor. While plant process piping may vary greatly in pressure, cooling water systems usually operate at low to moderate pressures. Higher operating pressures
exceeding 300 PSI rarely exist except at many high rise commercial office properties - but add greatly to the leak potential of any threaded connection in such applications. Therefore, failures of any lower level threaded piping should not be assumed an isolated event, but rather a preview of a system wide
weakness that will extend to the upper floor areas given sufficient time.
The below gallery of threaded pipe failures are due primarily to the galvanic action of the brass or copper attacking the carbon steel pipe. Brass to steel problems far outweigh that of copper to steel.
For the overwhelming majority of examples shown, a high corrosion condition exceeding 5 MPY was also found - greatly accelerating the galvanic effect.
A general rule to follow is that the worse a leak site looks, the worse it probably is. Once a pinhole leak is produced at the threads as shown below, the leak often temporarily seals itself. High corrosion
is still proceeding its course, however, and should not be assumed to have stopped or slowed. The consequences of a 2 in. line failure operating at 200 PSI can be devastating to any building property or
plant operation in terms of water damage, and dictates the need to immediately address any such problems found.




Galvanic activity is well recognized as a serious potential threat to any piping system. Generally, the use of electrically isolating fittings, called dielectrics, are specified in the design and construction
plans for all connections between dissimilar metals at most piping systems. In reality, however, dielectric fittings are rarely found - a fact only revealed years after construction when a decade or
more of advanced wall loss has taken place.
CorrView International recommends establishing a strict specification for the use of dielectric fittings, as well as a close review of all construction work to ensure their proper installation. (The bottom right side photo represents an inproper installation of the dielectric installed between the

brass valve and copper pipe, rather than between brass and black steel. Attack is always from the brass or copper metal against the steel, and this is where electrical isolation must exist.
Direct connections of dissimilar metals should be upgraded wherever possible to include dielectric fittings even though no external indication of a galvanic problem may exist.