Control Of VOC Emissions From Nonferrous Metal Rolling ... · categories which include nonferrous...
92
CONTROL OF VOC EMISSIONS FROM NONFERROUS METAL ROLLING PROCESSES CONTROL TECHNOLOGY CENTER SPONSORED BY: Emission Standards Division Office of Air Quality Planning and Standards U.S. Environmental Protection Agency Research Triangle Park, North Carolina 27711 Air and Energy Engineering Research Laboratory Office of Research and Development U.S. Environmental Protection Agency Research Triangle Park, North Carolina 27711 June 4992
Transcript of Control Of VOC Emissions From Nonferrous Metal Rolling ... · categories which include nonferrous...

CONTROL OF VOC EMISSIONS FROM NONFERROUS METAL ROLLING PROCESSES
CONTROL TECHNOLOGY CENTER
SPONSORED BY:
Emission Standards Division Office of Air Quality Planning and Standards
U.S. Environmental Protection Agency Research Triangle Park, North Carolina 27711
Air and Energy Engineering Research Laboratory Office of Research and Development
U.S. Environmental Protection Agency Research Triangle Park, North Carolina 27711
June 4992


EPA-453/R-92-001 June 1992
CONTROL OF VOC EMISSIONS FROM NONFERROUS METAL ROLLING PROCESSES
Prepared by:
W. Scott Snow Philindo J. Marsosudiro
Alliance Technologies Corporation 100 Europa Drive, Suite 150
Chapel Hill, North Carolina 27514 i
EPA Contract No. 68-DO-0121 Work Assignment No. 1-30 (Alliance No. 1-638-030-1)
Project Officer
Joseph Myers Emission Standards Division
U.S. Environmental Protection Agency Research Triangle Park, North Carolina 27711
Prepared for:
Control Technology Center U.S. Environmental Protection Agency
Research Triangle Park, North Carolina 27711


DISCLAIMER
This final report was prepared for the Control Technology Center, U.S. Environmental
Protection Agency, by Alliance Technologies Corporation, 100 Europa Drive, Chapel Hill, NC
27514, in partial fulfiUment of Contract No. 68-DO-0121, Work Assignment No 1-30. The
opinions, findings and conclusions expressed are those of the authors and not necessarily those
of the Environmental Protection Agency.
... 1ll

PREFACE
This report was prepared for and funded by the Control Technology Center (CTC) of the
U.S. Environmental Protection Agency. The CTC was established by EPA’s Office of Research
and Development (ORD) and Office of Air Quality Planning and Standards (OAQPS) to provide
technical assistance to State and local a i r pollution control agencies. Several levels of assistance
are available through the CTC: a CTC HOTLINE provides telephone assistance on matters
relating to air pollution control technology; in-depth engineering assistance is provided when
needed by EPA and its contractors; and the CTC can provide technical guidance through
publication of technical guidance documents, development of personal computer software, and
presentation of workshops on control technology matters. The fourth assistance pro,oram
spqnsored by the CTC is the CTC Bulletin Board System (BBS), a part of the EPA OAQPS
Technology Transfer Network. Users of the BBS can retrieve CTC information through one of
four major area menu selections. The four areas included are Utilities, Help Center,
Documents/Software, and CTC Projects.
Technical guidance projects, such as this one, foeus on topics of national or regional
interest that are identified through contact with State and local agencies. In this case, the CTC
received a number of calls on controlling volatile organic compound (VOC) emissions from
nonferrous metal rolling processes. Controlling VOC emissions at various source types that have
not been addressed by Control Techniques Guidelines ( (XG’s ) is of interest to many States and
local air pollution control agencies due to on-going ozone nonattainment problems (VOC is a
precursor of ozone) and requirements in Title I of the Clean Air Act Amendments of 1990. This
report presents the results of a study to identify and collect information on nonferrous metal
rolling processes and the VOC emissions generated during these operations.
iv
b

TABLE OF CONTENTS
Section Page ...
Disclaimer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . m Preface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iv ListofFigures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vii List of Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vm ...
1 INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1
2 PROCESS DESCRIPTION AND VOC EMISSIONS SOURCES . . . . . . . . . . . . 2-1 2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1 2.2 Nonferrous Rolling Industry Structure . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.2.1 Market Structure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2 2.2.2 Raw Materials. Products. and Product End-uses . . . . . . . . . . . . . . 2-2 2.2.3 Profile of Aluminum and Copper Rolling Facilities . . . . . . . . . . . . 2-3 2.2.4 RollingMillTypes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3
2.3 Rolling Process Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . '2-4 2.3.1 2.3.2 Hot Rolling Process Equipment . . . . . . . . . . . . . . . . . . . . . . . . . 2-8 2.3.3 Deformation Theory and Heat Generation . . . . . . . . . . . . . . . . . . 2-8
2.4 Rolling Mill VOC Emissions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-9 2.4.1 Types of Lubricants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-9 2.4.2 Lubricant Application Techniques . . . . . . . . . . . . . . . . . . . . . . . 2-11 2.4.3 Physical Properties of Various Rolling Lubricants . . . . . . . . . . . . 2-12 2.4.4 Sources of Lubricant Loss and Make-up . . . . . . . . . . . . . . . . . . 2-14 2.4.5 Factors Affecting the Level of Emissions . . . . . . . . . . . . . . . . . . 2-17 2.4.6 Degradation of Rolling Lubricant . . . . . . . . . . . . . . . . . . . . . . . 3-19 2.4.7 Current Emissions Controls in the Rolling Industry . . . . . . . . . . . 2-19
2.5 References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-21
Cold Rolling Process Equipment . . . . . . . . . . . . . . . . . . . . . . . . . 2-4'
3 VOC EMISSION CONTROL TECHNIQUES . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1 3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1 3.2 Capture Systems for Nonferrous Rolling Mills . . . . . . . . . . . . . . . . . . . . 3-1 3.3 Control Devices for Nonferrous Rolling Mills . . . . . . . . . . . . . . . . . . . . . 3-2
3.3.1 Carbon Adsorption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-4 3.3.2. Absorption (Scrubbing) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-6 3.3.3 Incineration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-7
3.4 Lubricant Substitution (Source Reduction) . . . . . . . . . . . . . . . . . . . . . . . 3-9 3.4.1 Emission Reduction Mechanisms of Lubricant Substitution . . . . . 3-10 3.4.2 Applicability of Lubricant Substitution to Rolling Process . . . . . . 3-11 3.4.3 Applicability of Lubricant Substitution as a Control Method . . . . 3-13
V

TABLE OF CONTENTS (Continued)
Section Page
3.4.4 Summary of Lubricant Substitution Advantages and Disadvantages ..................................... 3-14
3.5 Process and Equipment Modifications ......................... 3-14 3.5.1 Process Modifications for Potential VOC Emission Reduction . . . 3-16 3.5.2 Equipment Modifications for Potential VOC Emission Reduction . 3-17
3.6 References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-19
4 CONTROL COST ANALYSIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 4.2 VOC Add-on Control Devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
4.2.1 Carbon Adsorption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3 4.2.2 Absorption (Scrubbing) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3 4.2.3 Thermal Incineration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-3 4.2.4 Catalytic Incineration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-10
4.3 Lubricant Substitution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.5 References 4-16
APPENDIX ATRIPREPORTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A-1
. .
vi

LIST OF FIGURES
I Number Page
Schematic Diagram of Metal Deformation Process on a Two-High Mill . . . . . . . . 2-5
Schematic Diagram of a Four.High. Single Stand Nonferrous Rolling Mill . . . . . . 2-6
Sources of Lubricant Loss and Input in a Nonferrous Rolling Mill . . . . . . . . . . 2-16
2-1
2-2
2-3
3-1 Typical Rolling Mill Stand Capture System . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-3
V i i

I
LIST OF TABLES
Number Page
2-1 Typical Lubricants for Nonferrous Metal Rolling. . . . . . . . . . . . . . . . . . . . . . . 2-10
2-2 Important Lubricant Properties . . . . . . . . . . . . . . . . . . . . . . . . . . , . . . . . . . . 2-13
3-1 Summary of Advantages and Disadvantages of Lubricant Substitution Experience in the Aluminum Foil Rolling Industry . . . . . . . . . . . . . . . . . . . . . 3-15
4-1 General Parameters and Cost Factors For Estimating Costs for Add-on ControlDevices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-2
4-2 Operating and Labor Requirements Used to Estimate Annual Costs for Fluidized-Bed Carbon Adsorption . . . . . . . . . . - . . . . . . . , . . . . . . . . . . . ~ . . . 4-4
4-3 Capital and Annual Costs for Fluidized-Bed Carbon Adsorption . . . . . . . . . . . . . 4-5
4-4 Operating and Labor Requirements Used to Estimate Annual Costs for Oil Adsorption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . _ . . . . . . . . . . . . . 4-6
4-5 Capital and Annual Costs for Oil Absorption . . . . . . . . . . . . . . . . . . . . . . . . . . 4-7
f3 4-6 Operating and Labor Requirements Used to Estimate Annual Costs for
Thermal and Catalytic Incinerators . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-8
4-7 Capital and Annual Costs for Thermal Incineration . . . . . . . . . . . . . . . . . . . . . . 4-9
4-8 Capital and Annual Costs for Catalytic Incineration . . . . . . . . . . . . . . . . . . . . . 4- 11
4-9 General Assumptions and Cost Factors Used to Derive Lubricant Substitution Cost Impact. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-12
4-10 Example Calculation of Annual Cost for Lubricant Substitution . . . . . . . . . . . . 4-14
4-11 Annual Costs for Lubricant Substitution at Various Lubricant Use Reductions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . 4- 15
... vu1

CHAPTER 1
INTRODUCTION
This report presents the results of a study to collect and report information on nonferrous
metal rolling processes, volatile organic compound (VOC) emissions generated during these
operations, emission control techniques and their effectiveness, and costs associated with process
changes and emission control options. State agencies and other government-sponsored programs,
as well as equipment manufacturers, professional and trade organizations, and nonferrous metal
rolling facilities were contacted to assess production methods, current emission controls used in
the industry, and available control technologies for nonferrous rolling processes.
Many nonferrous metal rolling operations exist in the United States today, however,
aluminum and copper are the two largest industries. There are approximately 55 facilities
engaged in aluminum rolling operations and 23 facilities producing copper rolled products. Most
aluminum facilities are located in the South and Midwest while copper facilities are found mainly
in the North and Midwest. It has been estimated that half of these plants are located in ozone
. nonattainment areas.
This report is divided into four chapters and one appendix. Chapter 2 characterizes the
nonferrous metal l'olling industry's market structure, mw materials, products, and mill types. It
provides a description of the rolling processes, process equipment, and lubricants used during the
rolling processes. Chapter 2 also provides a discussion of process VOC emission sources within
a nonferrous rolling mill and the current emissions controls being utilized in the industry.
Chapter 3 discusses methods of reducing and controlling VOC emissions resulting from
nonferrous rolling mill operations. Areas addressed include add-on control devices, process and
equipment modifications, improved operating practices, and source reduction methods. Chapter
4 estimates the capital and annual costs associated with add-on control devices and source
reduction methods.
This report also includes an appendix that contains copies. of the trip reports for the two
nonferrous metal rolling facilities visited during the course of this work assignment.
1- 1


CHAPTER 2
PROCESS DESCRIPTION AND VOC EMISSIONS SOURCES
2.1 INTRODUCTION
This chapter gives an overview of the nonferrous metal rolling industry including market
structure, process descriptions, and volatile organic compound (VOC) emissions sources. The
EPA defines a VOC as any organic compound that participates in atmospheric photochemical
reactions. Compounds designated as having negligible photochemical reactivity are exempt from
regulation. VOC emissions from nonferrous rolling mills result from the use of lubricants
containing hydrocarbon compounds in the rolling process. While a variety of nonferrous metals
are included in the rolling industxy, the primary focus of this document is on the two major
nonferrous metal rolling operations: aluminum and copper.
The nonferrous rolling industry can be broken down by type of nonferrous metal rolled
and type of rolling, hot or cold. General process descriptions are given based on the type of
rolling mill employed (two-high, four-high, continuous, etc.). Sources of VOC emissions are
identified, and available information on emissions levels from those sources are given.
.
2.2 NONFERROUS ROLLING INDUSTRY STRUCTURE
In general, a "nonferrous metal rolling mill" is defined as a process machine for the gauge
reduction or forming of nonferrous metals by exerting pressure between rotating rolls.' The
nonferrous metal rolling industry consists of rolling facilities producing nonferrous plate, sheet,
smp, and/or foil. In related rolling industries nonferrous rod and bar are produced. These
facilities are not addressed in this report because rod and bar are produced by hot rolling ingot2
using a water-based coolant that produces little or no VOC emissions. The nonferrous metals
category includes aluminum, copper, lead, zinc, refractory metals, magnesium, nickel, tin,
titanium, and zirconium. This section describes the nonferrous metal rolling industry in terms
of the market, raw materials, processes, rolling mill types, products, and product uses,
2- 1

2.2.1 Market Structure
The U.S. Government Standard Industrial Classification (SIC) coding system has several
categories which include nonferrous metal rolling. SIC codes 3351, 3353, and 3356 contain
nonferrous metal rolling among other types of metal manufacturing. Copper sheet, plate, and
strip production are included in SIC code 3351, along with copper drawing and extruding: which
are not within the scope of this report. Aluminum sheet, plate, and foil production fall under SIC
code 3353; however, SIC code 3353 also includes establishments producing aluminum welded
tube which are not relevant to this report? Other nonferrous metal rolling is included in SIC
code 3356; however, this is a broad category which includes all nonferrous metal rolling (except
aluminum and copper), drawing, and extruding operations.’ As stated before, drawing and
extruding processes are not relevant to this report. Industry sources indicate that the other main
types of nonferrous metal rolling, besides aluminum and copper, are lead and Another
minor category (SIC code 3497) includes nonferrous metal foil and leaf fabri~ation.~
Bureau of the Census data indicate that a total of 55 establishments in the U.S. were
engaged in aluminum rolling operations with a combined production rate of approximately 5.12
million tons (10.24 billion pounds) in 1987. There were also 23 copper rolling facilities in the
U.S. producing approximately 0.59 million tons (1.18 billion pounds) of copper rolled products
in 1987. The only other nonferrous metal rolling data available were for lead with eight (8)
locations in the U.S. producing approximately 31.6 million pounds of rolled lead product.
Geographically, the aluminum rolling industry is concentrated in the South and Midwest, while
copper rolling facilities are found mainly in the North and Midwest. Other nonferrous rolling
operations are spread fairly evenly across the United States.’
consumer.
2.2.2 Raw Materials, Products, and Product End-uses
Two main types of raw materials are employed in the nonferrous rolling process: metal
or metal alloy and lubricant. Initially, metal in the form of ingots manufactured by primary or
secondary producers undergoes hot rolling, using a water-based lubricant,6 which reduces these
ingots to plate and heavy-gauge sheet sizes. These plates and sheets then undergo cold rolling,
2-2

which typically uses a petroleum-based lubricant for the production of light-gauge sheet and smp
or foil.
Finished rolled products have a wide variety of uses. They may be further fabricated to
produce package foil, food wrap, lining material or containers. In addition, sheet metal may
undergo forming and bending operations to produce decorative pieces, tubes, cones, etc.
Nonferrous sheet is also used in building and construction and in automobiles?'
2.2.3 Profile of Aluminum and Copper Rolling Facilities
This report focuses on the two most prominent types of nonferrous metal rolling
operations in the U.S. today: aluminum and copper. Although industries are relatively similar,
there are some dissimilarities in plant functions and types of products rolled. i
a The aluminum rolling industry is divided among plants that perform both hot and cold
rolling, those that engage in foil (cold) rolling,' and those that continuously cast.' Hothold
rolling facilities directly reduce aluminum ingot to plate and sheet, while foil rolling mills reduce '
sheet to foil thicknesses. Aluminum plate is defined to be greater than 7.25 inches in thickness,
sheet is defined as between 0.006 and 0.245 inches in thickness and aluminum foil is defmed as
less than 0.006 inches thick."
,
The copper rolling industry is similar in structure to aluminum given that certain facilities
perform both hot and cold rolling, while other facilities perform cold rolling only. Hot rolling
reduces copper ingots to a sheet size of about 0.25 inches. Cold rolling reduces the gauge further
to smp thicknesses of usually not less than 0.004 inches.
2.2.4 Rolling Mill Types
Rolling mills include several different types: tandem mills, cluster mills, Sendzmir mills,
and continuous casters. A tandem mill consists of a number of stands spaced closely together
in one continuous line. In a cluster mill, each end of the two working rolls is supported by two
or more backing rolls (six-high mill); this type of mill is mainly used for rolling thin materials.
A Sendzmir mill is a relatively new design and features several different roll arrangements
designed to roll very thin foils or strips. Also fairly new is the continuous caster which has made
2-3

it possible to directly convert molten metal into thin rolled products thereby eliminating the
various intermediate steps.g
2.3 ROLLING PROCESS DESCRIPTION
Rolling operations are mechanically similar for both aluminum and copper. The primary
purpose of a nonferrous metal rolling operation is to reduce the gauge (thickness) of the metal
work piece and form it into a useful shape? The two basic types of rolling processes are hot and
cold rolling which are used in most nonferrous rolling industries. As stated previously, hot
rolling reduces metal ingots to medium gauge where further reduction takes place via cold rolling
to strip, foil, and light-gauge sheet sizes. This section discusses both hot and cold rolling
processes and the equipment employed during those operations.
2.3.1 Cold Rolling Process Equipment
The primary equipment used to cold roll nonferrous metal includes a two- or four-high
rolling stand, work rolls, back-up rolls (four-high mill), drive motors, roll bending and gap
adjustment hydraulic systems, and the coiVrecoi1 and core handling systems. More modem mills
contain gauge and shape controls.’ One set of this equipment constitutes a mill stand.
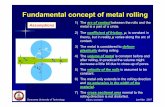
A schematic diagram of the deformation process on a two-high mill is illustrated in
Figure 2-1. Two-high simply means that metal is deformed between two steel work rolls.
Figure 2-2 illustrates a four-high single stand (Le., one set of rolls) mill along with auxiliary
equipment.2 The four-high rolling stand represents a special kind of two-high roller where
backup rolls are used to reinforce the smaller working rolls. These four-high mills resist the
tendency of long working rolls to deflect and thus permit the rolling of wider sheets and very
small thicknes~es.~
The work rolls are arranged vertically while the nonferrous metal is fed horizontally into
the mill at speeds ranging from 180 to 2,400 meters per minute (600 to 8,000 “in).‘’ The roll
force is supplied by the work rolls (via drive motor) perpendicular to the surface of the metal.
The frictional forces that develop between the rolls and the work piece carry the rolled product
through the mill?
2-4

i
! I
Mill Input 5
i
1 Mill O u i p u i -
Nonferrous Metal ?!ate. Sheet, Strip or Foil i
Figure 2-1. Schematic diagram of metal deformation process on a two-high
2-5

- 0 W Y
'I
a CI 3
3 4
0
ti
L
I
kr L W = LL .-
I
k. d L
L 0
E a L co a J .- u .- a
2-6

Deformation occurs in two dimensions such that the work piece is flattened and elongated
but not widened during the rolling process. The work rolls are typically 0.76 meters (30 inches)
to 1.27 meters (50 inches) wide regardless of the mill type. The diameter of the work rolls,
however, is variable. The diameter of the work rolls for a typical two-high mill is approximately
0.61 meters (24 inches) and for a four-high mill is between 0.25 meters (10 inches) and 0.36
meters (14 inches). The diameter of the back-up rolls for a four-high mill is approximately 0.76
meters (30 inches).2
CoiVrecoil equipment is provided for each rolling mill to feed the work rolls on the
entrance side and recoil the rolled product on the exit side (see Figure 2-2). Tension is applied
to the work piece during the rolling operation to reduce the mechanical load required for
deformation. The temperature of the metal during each of the cold rolling steps is maintained
below about 100°C (212OF) by the application of a hydrocarbon-based lubricant/coolant. The
lu6ricant serves to keep the rolls cool and minimize friction between the rolls and work piece.
The lubricant is supplied in excess, and the overflow is collected, cooled, and filtered before
being recycled?
$
There are several stages to the rolling operation. The nonferrous metal ingot is first sent
to a breakdown 'mill where it is hot rolled, which is designed to achieve maximum thickness
reduction per mill pass (50 to 65 percent).'" When the metal has been reduced to the
intermediate-gauge coiled sheet via further hot or cold rolling, it is sent to finishing mills where
it is cold rolled to final product. Finishing mills improve the surface quality and accomplish the
final thickness reduction of the nonferrous metal. Finished rolls are machined and polished to
a narrow dimensional tolerance and bright finish. In the production of very thin foil (aluminum
foil, for example), two layers of metal are often rolled simultaneously on the last pass through
the finishing mill (pair rolling).2
After the rolling process is complete, the cold rolled metal is sent to an annealing oven.
The purpose of annealing is to relieve the strain hardening induced by the cold rolling process
and to vaporize or burn off any residual lubricant present on the coiled roll. This is
accomplished by heating the nonferrous metal above its recrystallization temperature allowing
new grain growth in the metal's microstructure? Typically, copper is annealed at temperatures
over 600°C (1100°F) while aluminum is annealed at temperatures in excess of 400°C (750°F).6
2-7

Lubricants are usually chosen so that their 90 percent distillation endpoint is exceeded
during annealing, allowing most of the residual oil to vaporize from the metal surface. The net
result of the annealing process is an oil-he product with improved ductility properties. This
annealed product is then either cut to size and packaged or shipped elsewhere for further
fabrication?
2.3.2 Hot Rolling Process Equipment
The process equipment used to hot roll nonferrous metal is generally the same as that
used in cold rolling. There are, however, two major differences between hot and cold rolling.
The first is that hot rolling is performed above the recrystallization temperature of the alloy being
processed. This provides a more ductile material allowing for greater thickness reduction of I
metal ingots. The second difference involves the lubricant used in the rolling process. Either
no lubricant (dry rolling) or, more typically, an oil in water emulsion (normally one to five
percent)6 functions as the lubricant rather than a mineral oil.
2.33 Deformation Theory and Heat Generation
The use of rolling lubricant/coolant is required for most nonferrous metals due to the
amount of friction and heat generated at the roll nip or roll bite. Friction is generated between
the metal and the work rolls during the rolling process. A small amount of friction is required
to keep the metal moving through the mill; however, excessive friction can cause the metal to
adhere to the work rolls. Lubricants are designed to eliminate excessive friction and provide an
adequate amount to keep the roll moving. Heat is generated at the roll bite via mechanical
deformation stresses that occur in the metal from the rolling process. The lubricant is designed
to remove this excess heat.
Cold rolling lubricants are designed to maintain the roll bite temperaewe below 100°C
(212'F). Generally, hot rolling does not generate excessive heat because internal stresses created
during rolling are relieved at the high initial temperatures of the metal. Excessive friction,
however, may induce the need for lubrication in such oxidation prone nonferrous metals as
aluminum. In this case, an oil in water emulsion is required to prevent sticking. For some
2-8

metals such as copper, dry hot rolling is viable. In most cases, however, oil in water emulsions
are used to protect the steel work rolls from excessive temperatures.6
2.4 ROLLING MILL VOC-EMISSIONS
Several sources of VOC emissions may exist in a rolling mill as a result of lubrication.
These include emissions associated with lubricative metal rolls during rolling operations, fugitive
losses associated with storage and transfer of rolling lubricants, and equipment lubricant losses
in gearboxes, bearings, etc. The lubricants used can be categorized as either high or low viscous
oils. High viscosity oils are typically employed to control wear in gearboxes, back-up and work
rolls and other bearings, and drive spindles. The lower viscosity oils are used mainly for rolling
operations to prevent contact between the surface of the work rolls and metal, and to take away
thk heat generated by friction and metal deformation. The rolling lubricant or oil is the main
potential source of voc emissions resulting from rolling operations? This section contains a
description of various rolling lubricants, their physical properties and characteristics, application
techniques, and the sources and factors effecting lubricant losses.
i
2.4.1 Types of Lubricants
As stated previously, most rolling processes require some type of lubricant/coolant The
function of the lubricant varies by metal but most often it is used to dissipate heat and prevent
sticking of the metal to the steel work rolls. Hot rolling processes generally use oil in water
emulsions, steam, or no lubricant at all (dry Cold rolling lubricants, however, can
vary significantly from metal to metal and from individual mill to individual mill.’.” A summary
of the typical base lubricants used in rolling mills by nonferrous metal type is given in Table 2- 1.
Lubricants employed in the nonferrous metal rolling industry can be classified as either
a water-based emulsion or a mineral oil. Another viable option for some nonferrous metal rolling
operations, especially hot rolling, is the use of no lubricant (dry rolling).” This section also
discusses lubricant additives which may be used in both lubricant categories.
2-9

TABLE 2-1. TYPICAL LUBRICANTS FOR NONFERROUS METAL ROLLING'S-'6
Metal and Its Alloys Cold Hot Aluminum MO (4-20) with 1-5% Emulsion, 2-15%
fatty acid, alcohol, ester
Foil: as above but MO acid, alcohol, ester
concentration of MO (20-100) with 6 0 % fatty
(1.5-6) Copper Emulsion, 2- 10% Emulsion, 2-8%
concentration of MO (80-400) with fat
concentration of MO (80-400) with fat
MO (8-50) with fat Dry Magnesium same as Aluminum same as Aluminum Refractory Metals MO with boundary and MO with EP additives
\ EP agents Dry
Titanium Oxidized surface, with Dry esters of soap, castor oil (fatty oil) and compounded MO (4- 10)
Fat and water
MO - mineral oil; viscosity in cSt at 40°C in parentheses. J3 - extreme pressure additives.
2.4.1.1 Water- based Emulsions
Oil in water ( O m emulsions contain oil in the dispersed (internal) phase with water as
the continuous (external) phase. Emulsions are regarded as having three principal components:
the oily phase, the emulsifier, and water. The oily phase contains the mineral oil and, depending
on the application, required additives such as animal or vegetable fats, fatty oils, and soap.15
Emulsifiers are surface-active substances (surfactants) that reduce interfacial tension between
water and oil allowing them to become emu1sified.l6 Water must be appropriately treated and
cleaned to avoid adverse affects on emulsion stability." These oil in water emulsions are, for
the most part, restricted to hot rolling operations, but are being improved for possible use in cold
rolling applications .
2-10

2.4.1.2 Mineral Oils
As previously discussed, mineral oils may be used in the oily phase of an oil in water
emulsion; however, they may also be used as the primary constituent especially in cold rolling
applications. Mineral oils are mixtures of hydrocarbons obtained mostly from crude oil by
distillation. Their properties depend on chain length, structure, and degree of r e f ~ g . As the
number of carbon atoms per molecule (chain length) increases so do viscosity, flash point, fire
point, boiling point and volatility. Mineral oils can be refined to remove impurities such as
waxes, aromatic compounds, and sulfur compounds. Super-refined mineral oils are closer to
synthetic oils in purity, but there is no best mineral oil for all nonferrous metal rolling.”
2.4.1.3 Lubricant Additives i
Few of the water-based or mineral oil lubricants fulfill all the requirements of a metal
rolling lubricant. Almost all lubricants require additives to impart other properties of a non-
lubrication nature such as oxidation resistance, and corrosion protection. Selecting the correct
additives for the job is the function of the industrial oil chemist. Boundary, extreme-pressure
(EP), solid and other general additives each serve a different purpose in improving the quality
of the rolling lubricant. It should be noted, however, that some additives could be detrimental
to the metal being rolled.”
.
Boundary additives include fatty acids, fatty esters, fatty oils, and soap detergents. Fatty
acids and the like, in quantities as small as 0.1 percent, have been shown to reduce friction in
the working of aluminum. Ep additives provide viscosity protection of the lubricant in its
working temperature range. General additives include oxidation inhibitors, corrosion inhibitors,
detergents, and defoaming agents.”
2.4.2 Lubricant Application Techniques
Several types of lubricant application techniques are used in the nonferrous rolling
industry, including spraying, dripping, and flooding. The application method chosen by a specific
mill depends on the type of metal being rolled, the type of mill used, and the mill rolling speed.2
2-11

Air jets are typically used to distribute the lubricant (whether oil or water base) to appropriate
areas to perform both cooling and l~brication.’~ Mill operators commonly adjust the lubricant
flow rate to achieve particular degrees of product quality?
In general, high-speed mills require larger amounts of lubricant due to the increased heat
and friction generatd2 Flooding techniques under high-pressure application are good for this
requirement. Slower rolling speeds do not require as much lubricant and therefore may use low-
pressure spray or drip application. Proponents of high-pressure application claim that
impingement on the roll and strip surfaces helps to break up a stagnant layer of lubricant or
steam and thus increases heat transfer. Adherents of low-pressure application regard quantity of
lubricant and wetting as more important, with the additional benefit of less misting; this is
currently the preferred method of the nonferrous rolling industry.15 The application system must
ensure that lubricant is supplied in sufficient quantities, uniformly over the entire strip surface.
A sufficient quantity of lubricant must be available to cany away a minimum of 75 percent of
all heat generated. Rolling oils are typically applied to the roll at rates from 1,500 to 3,000
liters/min per meter of width of rolled strip at pressures ranging from 150 to 1,OOO kPa.”
i
After being applied to the rolls, spent lubricant is drained into a rolling mill pit where it
is either disposed of or replenished and recycled. Lubricant lifetimes can range anywhere from
three months to two years. After the lubricant’s lifespan is reached, it can be burned in a plant
boiler, sold at reduced cost as a fuel oil, or sent offsite for treatment and disposal or recycling.‘
2.4.3 Physical Properties of Various Rolling Lubricants
Physical propemes of the rolling lubricant are the major determining factor in choosing
a particular lubricant for a mill. Important propemes pertaining to the rolling process include
the boiling range, viscosity, and flash point. Important properties pertaining to potential VOC
emissions (also somewhat important to the rolling process) include specific heat, heat of
vaporization, and vapor pressure? These properties for three average types of rolling mill
lubricants are given in Table 2-2.
An important property to the rolling process is the boiling range of the lubricant The
boiling range of a lubricant must be lower than the temperatures obtained during the rolling
process. Another important property to the rolling process is viscosity. Gauge reduction will
2-12

I
TABLE 2-2. IMPORTANT LUBRICANT PROPERTIES
Lubricant Physical Property C,, Linear
Kerosene Mineral Oil Paraffin Rolling Properties Boiling Range - O C (OF) Initial Boiling Point 174 (346) Final Boiling Point 264 (508)
Viscosity - cst at 38°C (100OF) 2.5 Flash Point
"C (OF)
49 - 82 (120 - 180)
Emissions Level yroperties Specific Heat
J/kg-K 2,093 (BTU/lb-OF) (0.50)
Heat of Vaporization at 66OC (150°F) Jk 256
(BT'UPb) (1 10)
" H g 1.2 Vapor Pressure at 38°C (100OF)
254 (490) 226 (438) 321 (610) 242 (468)
4.5 1.93
2,03 1 2,303 (0.485) (0.55)
22 1 323 (95) (139)
0.02 0.7
typically increase, and surface finish will decrease with higher viscosity. For this reason,
functionally different mills require different rolling lubricants. For breakdown mills, where gauge
reduction is more important than surface finish, high viscosity lubricants may be used. At
fmishing mills, the surface finish is more important, and, therefore, low viscosity lubricants are
preferred? It should be noted that the physical propemes of any base lubricant can be altered
with additives.
Flammability characteristics of lubricants are measured by the lubricant flash point? The
flash point of an oil is the lowest temperature at which that oil will give off sufficient vapor to
ignite momentarily upon application of a flame.12 Therefore, a lower flash point constitutes more
of a fue hazard; additives, however, can be used to increase the flash point of any lubricant.
2-13

The two major factors contributing to the level of VOC emissions are the heat removal
capability of the oil and the volatility of the oil. The properties associated with heat removal
capacity are; the specific heat and the heat of vaporization.2 A higher specific heat implies that
more energy must be consumed to raise the temperature of a substance. A high heat of
vaporization also means that more energy is required to vaporize the material. Therefore, a
rolling lubricant with high values for each of these would be preferred from an emissions
reduction standpoint.
The volatility of a lubricant depends primarily on its vapor pressure. Vapor pressure
varies with both temperature and type of hydrocarbons present in the lubricant.2 A lower vapor
pressure implies a larger number of carbon atoms (higher molecular weight) in the oil entailing
a lower rate of evaporization. Thus, a higher molecular weight rolling oil would be preferred to
reduce the vaporization of the lubricant. The drawback to this is that higher molecular weight
implies higher viscosity12 reducing the practicality of the coolant at foil rolling mills where low
viscosity oils are preferred for better surface finish and faster production speeds.
Each property discussed above varies by lubricant type and thus will vary by metal
industry and within a metal industry depending upon its application. Differences in aluminum
and copper lubricants are a prime example of this. Aluminum lubricants are typically lower in
viscosity than any other nonferrous rolling industry except magnesium." Lower viscosity implies
a shorter chain length resulting in a higher vapor pressure and lower heat capacity. Copper
lubricants are typically two to three times as viscous as aluminum oil.^'^*^^ implying a lower vapor
pressure and greater heat capacity. How these properties affect emissions is further discussed
in Section 2.4.5.
2.4.4 Sources of Lubricant Loss and Make-up
VOC emissions from nonferrous metal rolling facilities result from several sources of roll
coolant loss and make-up. Emissions are either in the form of a vapor or an aerosol. The
aerosoVvapor split is an important factor when considering applicability of various add-on control
devices.2 The vapor/aemsol split tends to vary with the test method used to obtain the
i n f o m a t i ~ n . * ~ Data obtained by a major manufacturer indicate that between 5 and 50 percent of
the total aluminum rolling mill emissions may be in the aerosol form. However, other aluminum
2- 14

industry specialists believe that the majority of mill emissions are in the vapor phase? One test
conducted for brass and copper mills concluded that 80 percent of the hydrocarbon emissions
we- aerosol with the remaining 20 percent in the vapor form.2o
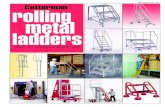
Emissions to the atmosphere are difficult to quantify because of the many factors that
affect lubricant inputs and losses at a given mill. Figure 2-3 shows the various routes of
lubricant input losses inputs in a typical rolling mill. Lubricant losses can be qualitatively
distributed between the following pathways:
0 oil vaporized at the roll bite
e residual lubricant carried out on metal, eventually vaporized or burned off during annealing
e lubricaht spilled or splashed on floor
0 lubricant vaporized f?om supply sump
e sump lubricant losses to overflow drain’
These losses are balanced by three main input sources of lubricant:
e make-up lubricant supply to the sump
0 equipment oil leaks to the sump
0 residual lubricant on the incoming metal coil’
Vaporization of lubricant at the roll bite is the main source for VOC emissions at cold
rolling mills. It has been estimated that as much as 70 percent or as little as 20 percent of mill
emissions are captured by existing hoods and ductwork, the remainder comprising fugitive
emissions? Also, little information exists on the magnitude of oil vaporization at the roll bite
where the largest fraction of heat generated is dissipated2
2- 15

Roof or Control System 'I
I \ Unwind I Roll 81
I
I /Capture Hood
\Rind <w' 1 Roll \LJ
/ a \
Pump
\ \ I ? i Oil SUED I
= ; I 'I '\ c . i C
------ Losses
I I
i C
A - O u t on Foil B - Out Stack C - Splash onto Floor D - Evaporation from Sump E - Loss to Sump Overflow Drain
L
t C
Inputs
F - In Foil G - Make-up Oil io Sump H - Equipment Leaks
Figure 2-3. Sources of lubricant loss and input in a nonferrous rolling mill.
2- 16

2.45 Factors Affecting the Level of Emissions
Several rolling mill operational factors can affect the level of VOC emissions from any
given mill. Each factor can generally be classified as either a mill parameter or a lubricant
parameter. Both of these types of factors are discussed in this section.
Mill operating parameters determine the mount of coolant required to obtain the desired
rolled product. These parameters include:
e mill production rate (mill speed)
magnitude of gauge reduction per pa e S
type of mill (breakdown, finishing, etc.)
face velocity of the capture hood (if existent) 1
e
The first three mill parameters are interrelated. Mill production rate, gauge reduction, and mdl
type aLl determine the amount of heat and friction generated at the roll bite. In turn, this
determines the required operating temperature of the lubricant oil. Additionally, these three
parameters determine the amount of lubricant required for adequate cooling. Higher heat
generation requires more lubricant and thus more potential for VOC emissions.2 Therefore, for
the same metal, high-speed rolling mills with large gauge reductions per pass would be expected
to have higher VOC emissions rates than lower speed mills with less gauge reduction.
The affect of gas velocity at the capture hood is also a consideration for VOC emissions.
High face velocities would be expected to increase the amount of oil droplet entrainment in the
exhaust gas stream reducing the chance for lubricant recovery/recycling and increasing the
relative amount of VOC emissions? Therefore, the gas velocity of the capture hood should be
designed to minimize this excess oil entrainment, thus reducing the amount of VOC emissions.
The following lubricant parameters determine to what extent the mill operating parameters
can be met:
e type of lubricant used (see Table 2-1)
2- 17

a physical and chemical propemes of the base oil and lubricant additives (see Table 2-2)
0 method of oil application and application rate
0 lubricant operating temperature
The type of lubricant used is a function of the metal being rolled and at what stage the metal is
in production. Thus, the metal being rolled determines many of the mill and lubricant parameters
that are responsible for emissions levels. Lubricant type and lubricant properties are highly
influenced by product specifications. Lubricant properties most relevant to emissions levels are
vapor pressure, boiling point range, specific heat, and heat of vaporization (all these were
discussed previously). Lubricants with low volatility, high specific heats, and large heats of
vaporization are prefkmd for emissions reduction? It was noted in Section 2.4.3 that rolling
lubricant propemes are different for aluminum and copper. The differences include a higher
vapor pressure, lower boiling point range, and lower heat capacity for the aluminum rolling
lubricant. Each of these may contribute to the observed higher ratio of VOC vapor/mist for
aluminum versus copper rolling mills (see Section 2.4.4).
The lubricant application technique can influence mill emissions by determining the
quantity and physical state of the lubricant. Often, application technique is dictated by the type
of product and product quality.’ For example, spraying the lubricant through a nozzle more
evenly distributes the lubricant, but increases the potential for VOC emissions because the
lubricant is partially atomized in the spraying process. Atomized lubricant is more likely to be
lost as vaporized VOC emissions due to the greater surface area available for evaporization. The
flooding technique, mainly used for high heat generating operations such as foil rolling, increases
the potential for splashing and sump overflow emissions.
The operating temperature of the lubricant is a very important factor in determining
emissions because vapor pressure (hence, rate of lubricant evaporation) is strongly temperature
dependent. As discussed previously, mill parameters determine the required lubricant operating
temperature. Lower oil operating temperatures are desirable for emissions control because the
lubricant is less volatile at lower temperatures.2
2-18

I
~ 2.4.6 Degradation of Rolling Lubricant
After many passes through a rolling mill, the lubricant begins to degrade causing a change
in its original properties. During the rolling process metal h e s are generated which contaminate
the oil and must be removed before further use. A recirculation and filtration system is used for
this purpose. However, after several recycling and frltering steps, the bulk of the oil experiences
a change in physical properties. Additives that were used to enhance base oil properties are
inadvertently fdtered out and must be replenished. In order to recover original lubricant from
the dirty oil, a separate distillation process is required. Since distillation is not conducted at most
nonferrous rolling mills, the dirty oil waste is either burned in the plant or sold as a waste oil.
Other degradation to the rolling lubricant takes place over a period of time. The
continuous high temReratures that rolling oils experience will, after a period of time, reduce the
viscosity (and, therefore, the usefulness) of the oil. Also, contamination occurs from the
hydraulic oils used to lubricant machine parts. These oils are usually heavier than the rolling oils
and over time wil l degrade the properties of the original rolling lubricant. Recovery of the base
roiling oil again requires the distillation step noted previously. .
2.4.7 Current Emissions Controls in the Rolling Industry
At present, very few U.S. rolling establishments employ any type of control device to
reduce vaporized VOC emissions. Capture devices are used in the aluminum industry to some
extent. Most aluminum foil operations utilize some type of capture system to remove lubricant
vapor from the work area. Aluminum sheet and plate operations are typically uncontrolled.*
Some copper rolling facilities use capture systems to collect and reclaim lubricant, however,
industry-wide capture systems are not believed to be prominent'*''
The types of control equipment used by aluminum and copper rolling mills mainly
consists of impactors, centrifuges, or mist eliminators designed to control VOC mist (mostly
considered to be particulate matter greater than 10 microns in diameter) as opposed to VOC
vapor. Each of these devices is quite adept at controlling particulate (most are 90 percent
efficient or better); however, none of these devices are designed to control VOC vapor emissions.
2-19

A number of U.S. mills, especially aluminum foil rolling mills, have, instead of add-on
control devices, implemented a change in rolling lubricant. Lubricants with different emissions
level properties, but with the same or better rolling properties (see discussion Section 3.4) have
been introduced and have proven their applicability and performance. The new rolling oils
typically cost more than previous oils, but with the addition of distillation equipment have proven
themselves to possibly be the most cost-effective approach to lower VOC emissions.
2-20

2.5 REFERENCES
1. Smirnov, V.V. and A.I. Tseiikov. Rolling Mills. Pergamon Press Ltd., Oxford, London. 1965.
2. U.S. Environmental Protection Agency. Volatile Organic Compound Control at Specific Sources in Louisville, KY, and Nashville, TN. EPA-904/9-81-087. Region 4, Atlanta, GA. December 1982.
3. Executive Office of the President. Standard Industrial Classification Manual. Office of Management and Budget, 1987.
4. Teleconference between J. Manion of the Department of Commerce - Nonferrous Metals Division and S. Snow of Alliance Technologies Corporation. December 18, 1991.
5: U.S. Depar&ent of Commerce. 1987 Census of Manufacturers, Industry Series - Nonferrous Metal Mills and Miscellaneous Primary Metal Products. MC87-1-33D. Bureau of the Census. Issued May 1990.
6. Booser, E. Richard, Editor. Handbook of Lubrication - Theory and Practice of Tribology, Volume II. The American Society of Lubrication Engineers. CRC Press, Inc., Boca Raton, FL. 1983.
7. Larke, Eustace C. The Rolling of Strip, Sheet, and Plate. Second Edition. Chapman and Hall, Ltd. 1963.
8. Teleconference between R. Carwile of the Aluminum Association Incorporated and S. Snow of Alliance Technologies Corporation. January 2, 1992.
9. Kumar, Surinder. Overview of a Rolling; Mill from Proceedings of the Workshop on Characterization and Control of Aluminum Cold Rolling Mills. Aluminum Association Incorporated. November 1983.
10. Teleconference between P. Mara of the Aluminum Association Incorporated and S. Snow of Alliance.Technologies Corporation. December 18, 1991.
11. Teleconference between C. Dralle of the Copper and Brass Development Association and S. Snow of Alliance Technologies Corporation. December 17, 1991.
- 12. Avallone, Eugene A. and Theodore Baumeister ID, Editors. Mark's Standard Handbook for Mechanical Engineers. Ninth Edition. McGraw-Hill Book Company, New York, NY. 1986.
2-2 1

13.
14.
15.
16.
17.
18.
19.
20.
21.
Shackelford, James F. Introduction to Materials Science for Engineers. Macmillan Publishing Company, New York, NY. 1985.
Teleconference between M. Roark of Olin Brass Company in East Alton, IL and S. Snow of Alliance Technologies Corporation. January 8, 1992.
Shey, John A. Tribology in Metalworking - Friction, Lubrication and Wear. American Society for Metals, Metals Park, Ohio. 1983.
Kalpakjian, Serope and Elliot S. Nachtman. Lubricants ana' Lubrication in Metalworking Operations. Marcel Dekker, Inc., New York, NY. 1985.
Sandberg, Elina and Rolf Skold. Water-based Aluminum Cold Rolling - ReDort from a Lubricant DeveloDment Promam in Lubrication Engineering. Journal of the American Society of Lubrication Engineers. Volume 41, Number 9. September 1985.
Teleconference between V. Middleton of O h Brass Company in East Alton, IL and S. Snow of Alliahce Technologies Corporation, with . March 16, 1992.
Teleconference between M. Tanchuk of Reynolds Metals Company in Richmond, VA and S. Snow of Alliance Technologies Corporation, with . March 18, 1992.
Barten, Axel E. A New Svstem for Seuaration and Recvcling. of Mineral Oils from Process Fumes in Lubrication Engineering. Journal of the American Society of Lubrication Engineers. Volume 39, Number 12. December 1982.
Trip Report to Olin Brass Corporation, East Alton, IL by Alliance Technologies Corporation. February 10, 1992. See Appendix A.
2-22

CHAPTER 3
VOC EMISSION CONTROL TECHNIQUES
3.1 INTRODUCTION
This chapter contains descriptions of various VOC emission control techniques that may
be applicable to the nonferrous metal rolling industry. Capture systems are briefly discussed in
Section 3.2 while control devices are discussed in Section 3.3. Control devices discussed in h s
chapter include fixed-bed and fluidized-bed adsorbers, thermal and catalytic incinerators, carbon
adsorbers, and oil absorbers. Lubricant substitution as well as process and equipment
modifcations are discussed in Section 3.4 and Section 3.5, respectively. Estimated costs for
sope of these control options are discussed in Chapter 4.
3.2 CAPTURE SYSTEMS FOR NONFERROUS ROLLING MILLS
In the rolling plant, VOC vapors and droplets (mist) are generated from the rolling mill
stand via mechanisms described in Chapter 2. Emissions left uncontrolled can generate high
VOC concentrations in the work area compromising health, safety, and productivity. Control of
these VOC emissions can be achieved by ventilating the manufacturing area to well designed
control equipment. Several*capture devices such as enclosures, hoods, and other devices are
applicable to the rolling mill to remove vapor and liquid VOC from the manufacturing area and
transport them to appropriate control equipment.’
Several factors are important in the design of a good capture system. A primary capture
system criterion is that the system maximize VOC capture at the minimum cost. Optimization
of cost is generally achieved by increasing the degree of closure around the emission area to
minimize capture airflow, because airflow volume is the primary factor influencing control
system cost. However, it is also necessary to consider other issues in designing a practical
capture system.‘
Other considerations in addition to airflow and cost include fire and explosion hazards,
visibility requirements, and maintenance access. To prevent the risk of fire or explosion, the
maximum VOC concentration within capture and control systems should be kept below 25
3- 1

percent of the VOC’s lower explosive limit (LEL). The LEL of a vapor is the lowest
concentration (by volume) in air which will explode, ignite, or burn when there is an ignition
source. Because VOC concentrations are not uniform within the capture system and to ensure
that no large part of the capture system reaches concentrations greater than 25 percent of the
LEL, a good capture system should provide average VOC concentration around 10 percent of the
LEL.
Worker visibility must be maintained so that operators can clearly observe the rolling mill
operations. Also, maintenance and repair of the rolling stand and the coil system requires ready
operator access to the mill by means of openings, movable hoods, or panels.’
A typical rolling mill stand capture system is shown in Figure 3-1. The rolling mill is
enclosed on four sides up to the pass line. Above the pass line, canopy hoods or slotted
perimeter hoods extend over the rolling stand from the mill enclosure to each coil. This
arrangement can be augmented with flexible closures (such as rubber flaps) and air curt&s that
further contain VOC emissions while providing good visibility and ready access. Little published
data exist to indicate how much of the cold rolling lubricant is removed from a typical exhaust
system. However, two industry sources revealed that localized hooding can achieve 70 percent
capture while mill enclosures can attain 90 to 95 percent c a p t u ~ e . ~ ~ Lubricant exhaust system
air volumes for hot and cold rolling mills typically range from 11.8 m3/s (25,000 cfm) to 47.2
m3/s (100,000 c f m ~ . ~
Proper design and maintenance of the control system can potentially reduce lubricant
losses and prevent lubricant entrainment into the exhaust gases. Drains located in the ductwork
should be installed in proper locations and regularly checked for possible obstructions. The
ductwork should also be kept clean of metal scrap and other debris which could lodge itself in
the ductwork and become re-entrained or evaporated by the exhaust gas stream.’
3.3 CONTROL DEVICES FOR NONFERROUS ROLLING MILLS
After entering the capture system, the VOC-laden airstream is directed to a control device
which can either remove or destroy the volatilized lubricant from the airstream. The control
device exit airstream is then exhausted to the atmosphere or recirculated to the plant. Some
devices, such as the carbon adsorber and oil absorber, separate the VOC from the airstream
3-2

I
Mill Housing
Entry Hood i LJ tnput Coil
Plant f loor
--p
Exit Hood
I p- Four-sided I Enclosure I 1
\ I 1
Figure 3-1. Typical rolling mill stand capture system.
3-3

without destroying it, allowing the VOC to be recovered or reused. In contrast, other control
devices, such as thermal or catalytic incinerators, destroy the VOC. The following sections
describe devices which may be applicable for use in the rolling industry to remove VOC vapors
and mist from the air. Specifically, Section 3.3.1 discusses carbon adsorption, Section 3.3.2
discusses absorption, and Section 3.3.3 discusses incineration.
3.3.1 Carbon Adsorption
Adsorption is a non-chemical process that bonds gaseous molecules to other surfaces by
means of Van der Waals forces. In the carbon adsorption process, VOC emission streams pass
through a bed of activated carbon in which the VOC molecules are captured on the porous carbon
surfaces. The adsorphve capacity of the carbon bed tends to increase with the parameters such
as gas phase VOC concentration, molecular weight, diffusivity, polarity, and boiling point of the
VOC.6 After the working VOC capacity of the carbon is reached, the VOC can be desorbed from
the carbon and collected for reuse.
Desorption of VOC from the used carbon bed is typically achieved by passing low-
pressure steam through the bed.' In this regeneration cycle, heat from steam forces the VOC to
desorb from the carbon and become entrained in the steam. After the carbon bed has been
sufficiently cleared of VOC, it is cooled and replaced on line with the emission stream.
Meanwhile, the VOC-laden steam is condensed, and the VOC separated from the water by
decanting or, if necessary, by distillation. If the VOC is not recovered for reuse or reprocessing,
it may be incinerated.' Some systems use heating units and nitrogen gas rather than steam to
desorb the VOC from the carbon bed.
Two commonly used adsorption devices are the futed-bed adsorber and the fluidized-bed
adsorber. Each of these is discussed separately in the following paragraphs.
In a continually operating fixed-bed system, the VOC emission stream is passed through
two or more non-mobile carbon beds. In a two-bedsystem, one bed is on-line with the emission
stream while the other bed is either being regenerated or on standby. When the first bed reaches
its working VOC capacity, the emission stream is redirected to the second bed, and the first bed
is regenerated. While two beds are common, three or more beds can be used in a variety of
3-4

configurations, with more than one bed on-line at any given time? The carbon in a fixed-bed
system can typically be used for five years before replacement is necessary.6
The fluidized-bed adsorber system contains one or more beds of loose, beaded activated
carbon. The VOC emission stream is directed upward through the beds where the VOC is
adsorbed onto the carbon. The flow of the emission stream st i rs the carbon beads causing it to
"fluidize" and flow within the adsorber. The VOC-cleaned air exiting the adsorber is passed
through a dust collector (to remove any remaining carbonaceous particles) then released into the
atmosphere? Regenerated carbon is continually metered into the bed whde VOC-laden carbon
is removed for regeneration? The beaded carbon may be used and regenerated many times
before replacement becomes necessary. Attrition for one brand of adsorbent applicable to
aluminum rolling is reported to be less than 2 percent per year."
Fluidized-bed,adsorbers can capture more VOC than a fixed-bed adsorber with a given
quantity of carbon because the fluidized bed mixes newly regenerated carbon and VOC more
thoroughly, and because the system continually replaces used carbon with regenerated carbon.
This increased VOC-capacity reduces costs for steam regeneration.
Carbon adsorbers are commonly used for air pollution control and/or solvent recovery
from dilute (less than 10,OOO ppmv) streams of VOC in air. Adsorption provides a very low
outlet VOC concentration as well as the opportunity to recover and reuse the VOC. Collection
efficiencies can range from 95 to 99 percent for well-operated systems. Packaged systems are
available with flow rate capacities beyond 170,000 m3/h (lO0,OOO ~ c f m ) . ~
The principal advantage of carbon adsorption is that it is very cost effective with
relatively low concentrations of VOC. In an adsorber, VOC recovery offsets operation costs, and
operation of the adsorber is relatively simple for both continuous and intermittent use. It is
essentially a dry process which provides an inherent safeguard against liquid carryover after the
vapor removal stage.
Carbon adsorbers exhibit some disadvantages with certain types of VOCs such as those
which are difficult to strip from carbon or those which are miscible with water (such as
emulsions). If the collected VOC is miscible with water, additional distillation measures are
necessary to recover the VOC. If steam-stripping is conducted with chlorinated hydrocarbons,
corrosion and wastewater treatment problems may occur." Also, carbon adsorption is relatively
sensitive to emission stream humidity and temperature. Dehumidification is necessary if the
3-5

emission stream has a high relative humidity (greater than 50 percent) and cooling may be
required if the emission stream temperature exceeds 49 to 54OC (120 to 130°F).9 Other disadvantages include frequent carbon changes (although less so for fluidized-bed
adsorption) and retrofit equipment installation. Retrofit equipment includes hooding, ductwork,
and the control device itself as well as its support structure.'2 Only one known U.S. facility has
installed a carbon adsorber on a new rolling mill. Other unknowns for rolling mill applicability
include FDA approval (aluminum industry only) for reuse of recovered oil" and amount of
deterioration of the oil (Le., loss of additives, contamination by desorbant) after desorption.
3.3.2 Absorption (Scrubbing)
In the absorption process, VOC is removed from the emission stream by absorption in a
liquid solvent such as a high molecular weight oil. Spray towers, venturi scrubbers, or other
methods are used to bring the absorbent into contact with the emission stream. After the VOC
dissolves into the solvent the cleaned gas is exhausted to the atmosphere and fractional . distillation or some other method is used to recover the VOC from the ab~orbent.7.'~
Absorption is applicable to many industrial processes, including nonferrous metal rolling
mill^.'^"^ It is most efficient when the VOC is soluble in the absorbent, and when the absorbent
boiling point is significantly higher than the VOC to be absorbed. Absorbers have been shown
to remove at least 86 percent and even greater than 99 percent of the waste stream VOC for
various species .**I1
Oil absorbers can be used with a wide variety of organic compounds without many of the
problems associated with other VOC control devices such as the carbon adsorber or incinerator.
A closed-loop system has been developed that demonstrates no equipment deterioration with
extended use and operates without generating steam, corrosion, or wastewater."
One source identified oil absorption as perhaps the most applicable control device for
rolling mill emissions? Despite its advantages, however, most absorption systems are not cost
effective with very low inlet VOC concentrations." Typically, absorption systems are applicable
for VOC concentrations from 250 to 10,OOO ppmv? A major disadvantage to the oil absorption
system is the deterioration in recovered lubricant because absorption reduces the amount of
lubricant additives, therefore oil reformulation must be performed adding another step to the
3-6

process. Another difficulty (for the aluminum rolling industry) could be gaining FDA approval
to reuse the recycled oil. Finally, severe retrofit problems arise when considering an oil
absorption system for VOC control. Sufficient size and space areas must be located for hooding,
ductwork, control device and support str~cture.'~ Some of these units may be taller (up to 60
feet) than the rolling plant they were designed to ~ontrol.'~
These restrictions make the oil absorber a less-frequently used option for VOC control
in the rolling industry. In fact, no installations are known in the United States and only one is
used in For most industrial processes, the waste stream VOC concentrations are
generally low, making absorption less desirable than adsorption or incineration unless the
absorbent is easily regenerated or the solution (lubricant) can be immediately returned to the
process stream.7
1
33.3 Incineration
Incineration remove VOC from an emission stream by combustion, converting the VOC
into carbon dioxide, water vapor, and small quantities of other compounds. The VOC-laden .
emission stream enters the incinerator chamber where the VOC is ignited, sometimes with the
assistance of a catalyst. Incinerator performance is a function of the waste gas heating value,
inert content, waste gas water content, and the amount of excess combustion air? Other design
variables include degree of mixing, residence time, and the type of auxiliary burning used.
In contrast to adsorbers and absorbers, incinerators do not recover the VOC for reuse;
however, valuable heat is generated during the combustion reaction which may be recovered for
use elsewhere in the plant. The two types of incinerators in common industrial use are the
thermal incinerator and the catalytic incinerator. Each of these are discussed in the following
paragraphs.
Thermal incinerators pass the emission stream through a combustion chamber where the
VOC are burned at temperatures typically ranging from 700 to 1,300OC (1,300 to 2,37OoF)?
Initially, burning is begun with the assistance of a natural gas flame or similar heat source. If
'the VOC in the emission stream have sufficient heating value and concentration, ignition
temperatures can be sustained by the combustion of the VOC, and the auxiliary heat source can
be turned off. If the ignition temperature cannot be maintained by combustion of the waste
3-7

stream alone, the auxiliary heat source must remain on. Auxiliary heat can be provided by fuels
such as natural gas, and from recovery of heat released during combustion. Waste gases from
thermal incinerators are usually vented to the atmosphere.
Catalytic incinerators are similar to thermal incinerators in that they eliminate VOC from
the waste stream via combustion. The distinguishing feature of a catalytic incinerator is the
presence of a catalyst (such as platinum or copper oxide) that allows VOC combustion to take
place at a lower ignition temperature than normal?' By allowing the combustion reaction to take
place at lower temperatures than required for a thermal incinerator, less preheating of the
emission stream from auxiliary heat is necessary, and significant fuel savings can be achieved.
In the catalytic incinerator, the emission stream is preheated to approximately 320°C
(600°F) by recovered incinerator heat or by auxiliary burners.' The preheated emission stream
is.passed through the, catalyst bed where combustion takes place on the activated catalytic
surface. The catalytic incinerators are operated from 320 to 650°C (600 to l,200"F), significantly
lower than operating temperatures for thermal incinerators. Higher temperatures can shorten the
life of the catalytic bed. Properly operated catalytic converters can be satisfactorily operated for
3 to 5 years before replacement of the catalyst is necessary?
Thermal and catalytic incineration are both widely used to control continuous, dilute VOC
emission streams. Both types of incinerators can typically achieve VOC control efficiencies of
approximately 98 percent7 For safety considerations, VOC concentrations within the incinerator
are usually limited to 25 percent of the VOC's lower explosive limit. If the VOC concentration
is higher in the waste gas, dilution air may be req~ired.~ Packaged, single-unit thermal and
catalytic incinerators are available to control emission streams with flow rates up to about
170,000 m3/h (l00,OOO ~ c f m ) . ~ . ~
Relatively lower energy costs make the catalytic incinerator an important option for
control of VOC from eniission streams; however, the catalytic incinerator cannot be utilized in
as many applications as the thermal incinerator. Catalytic materials can be quickly degraded by
many elements or compounds present in rolling mill emissions such as metal fines (particulates).
Many of these materials are burned without difficulty in thermal incinerators.
Thermal and catalytic incinerators are often well-suited for control of VOC from rolling
mill emission streams. Heat recovery is readily attained with both thermal and catalytic
incinerators, enhancing the economics of using an incinerator rather than other VOC control
3-8

devices. Thermal incinerators remove particulates and other organics in addition to VOCs, thus
enhancing their utility.'
However, there also exist some disadvantages to using incinerators. First, incinerators
destroy the VOC rather than recovering them; in some cases (especially for petroleum based
lubricants), the energy benefit may not be as great as the lost value of the VOC. One source
indicated that thermal or catalytic incinerators m technically but not economically feasible for
aluminum foil rolling emission controi.'6
Incinerators may not be practical choices for VOC removal if certain types of VOCs or
other materials are burned. Incineration of VOC emission streams that contain halogens or sulfur
can produce acidic compounds such as HC1 or SO,; these streams are likely to require additional
equipment, such as a scrubber, for removal of the acid components, greatly adding to the cost
of the voc control system.' Catalytic incinerators are very sensitive to materials in the emission
stream that can reduce the effectiveness of the catalyst. Phosphorous, lead, sulfur, and halogens
can poison typical catalysts and severely affect their performance? If it is necessary to use
catalytic incineration to control waste streams containing these materials, special catalysts or
other measures must be employed. Liquid or solid particles that deposit on the catalyst and form
a coating also reduce the catalyst's usefulness by preventing contact between the catalyst and the
VOC.~*~ For safety reasons, both thermal and catalytic incinerators may require large amounts of
dilution air to reduce the VOC concentration in the emission stream below 25 percent of the
LEL. Heating the dilution air to the ignition point of the VOC may be prohibitively expensive,
particularly if a waste gas contains entrained water droplets which must be vaporized and raised
to combustion chamber temperature. Finally, retrofit installation will require adequate space and
support strength to house the necessary equipment.
3.4 LUBRICANT SUBSTITUTION (SOURCE REDUCTION)
Lubricant substitution is not considered a VOC control technique, but more of a pollution
prevention or source reduction technique. Typically, new equipment or equipment modifications
are not required with a change of rolling lubricant, however, some process parameters, such as
mill speed, gauge reduction per pass, etc., will most likely be altered to accommodate the new
3-9

lubricant’s physical properties. This section briefly discusses the physical and chemical
properties associated with different types of lubricants and relates those to current industry
experience with the various lubricants. The applicability of lubricant substitution to the rolling
process and as an emissions control technique is also explored.
Note that most of the information contained here pertains to the aluminum foil rolling
industry since it is within this industry that the latest developments in lubricant substitution to
reduce VOC emissions have occurred. Also, since water based emulsions are assumed to
represent a small amount of total VOC emissions from the aluminum foil rolling industry, only
petroleum based lubricants are considered to be candidates for lubricant substitution.
This section is organized into four subsections that include a discussion of emission
reduction mechanisms for lubricant substitution (Section 3.4.1), a discussion of the applicability
of.lubricant substitutip to the rolling process (Section 3.4.2), a discussion of the applicability
of lubricant substitution as an emissions control method (Section 3.4.3), and a summary of the
advantages and disadvantages associated with lubricant substitution performed in the aluminum
foil rolling industry (Section 3.4.4).
3.4.1 Emission Reduction Mechanisms of Lubricant Substitution
Differences in the physical properties of lubricants are the major reason that, theoretically,
a significant amount of VOC emissions can be avoided. The major properties associated with
emission reduction are vapor pressure, specific heat, and heat of vaporization (see Section 2.4.3).
A lubricant with higher vapor pressure implies a shorter chain length of hydrocarbons and thus
a lower molecular weight. This allows higher lubricant evaporation during the rolling process
when compared to a lubricant with lower vapor pressure (Le., longer chain length and higher
molecular weight). For .this discussion, the term heavy oil refers to those oils with a relatively
lower vapor pressure (less than 1 mmHg) while thin oils refer to a relatively higher vapor
pressure (greater than 1 mmHg). As discussed previously, heat removal capacity is important
in reducing emissions because a higher capacity implies that more heat is necessary to vaporize
the lubricant. For this reason, for reducing emissions, a heavy oil with high specific heat and
heat of vaporization properties would be preferred to a thinner oil. These properties have resulted
3-10

in reduced vapor generation and lower material costs because more of the lubricant can be
captured and recycled.” I
The lubricant oil operating temperature is another very important mechanism affecting
emissions because the vapor pressure of the lubricant, and therefore the rate of lubricant
evaporation, is highly temperature dependent” Low operating temperatures are desirable from
the standpoint of emissions control due to the fact that the lubricant is less volatile at lower
temperatures. Many manufacturers of cold rolled aluminum have successfully experimented with
reducing oil operating temperatures to the lowest possible temperature that product quality
considerations will allow. 1217~18 Lubricant application temperature is typically the same for most
nonferrous rolling operations averaging around 38 to 49OC (100 to 120°F) although it may be somewhat higher for aluminum operation^.'^
New technologies are emerging that use a water-based rolling oil for aluminum rolling
operations. Several advantages could be realized with water-based lubricants including better
heat removal, lower coolant cost, lower emissions, better mill safety, and FDA compliance.
However, there are major disadvantages that render current water-based technology unfeasible
for aluminum rolling operations. These include sheet water stain and retrofit equipment
requirements for the new water-based systems. These problems are being addressed and there
are continuing efforts to find a suitable substitute for the current petroleum-based lubricants.20
’
3.4.2 Applicability of Lubricant Substitution to Rolling Process
The aluminum foil rolling industry has traditionally used thinner oils than other nonferrous
rolling industries because of end-product concems.” During the 1980’s’ several facilities
experimented with lubricant changeover from the traditional kerosene (a mixture of C,, - C,,
hydrocarbons) lubricant to normal or linear paraffin oils (Cll - C,,).17 Linear paraffms are
components of the kerosene fraction of crude oils and are separated from kerosene in pure form
by molecular-sieve ab~orption.“’~ The paraffins were evaluated based on physical properties and
other parameters pertinent to the aluminum foil industry. These additional parameters include
surface finish quality, mill production rate, FDA approval, and fla”ability.12
At least three separate studies indicate that the linear paraffin oil produced an equivalent
or better surface finish quality than the original kerosene lubricant.’218z1 This was expected since
3-11

the linear paraffin has a lower viscosity than kerosene and surface finish quality generally
increases with lower vis~osity.~’ The linear paraffins also demonstrated better viscosity stability
than kerosene due to the relatively n m o w boiling ranges of the ~araffins.2~ Long-term, full-scale
experiments indicated that production rates were not adversely affected and actually increased
with lubricant changeover to linear paraffms.’*”’
Linear paraffms also comply with FDA regulations that are required of aluminum
lubricants.12 Other nonferrous metal rolling lubricants are not typically required to meet FDA
~tanda rds . ”~ Flammability is normally measured by the lubricant flash point and, as data in
Table 2-2 indicate, linear paraffins exhibit a higher flash point than kerosene, ideally providing
an extra margin of safety against fire hazards in the rolling plant“”
As stated in Chapter 2, different mills require different lubricant properties based on
several operating parFeters. Also, different metals require different lubricant properties based
on the reaction of the lubricant to the metal which they are applied. Additionally, each stage in
the production of a particular metal-finished product may require inherently different lubricant
properties. In some cases, these separate requirements can be met by the addition of various
. additive packages. However, in the case of aluminum foil production, the initial stages where
rolling thicknesses are high (aluminum sheet) require a heavier oil relative to the final stages
where rolling thicknesses are small (aluminum foil)? The reasons for this are surface fmish,
production rates, metal reaction to oil, and FDA approval.”
Most other types of nonferrous metal rolling operations typically use lubricants with
similar properties. Copper and other nonferrous metal lubricants have nearly the same vapor
pressure (less than 0.1 millimeters of mercury)” and around the same viscosity. Differences may
occur in the additive packages used with each metal lubricant or the application method of the
lubricant.
In order for a facility to implement lubricant substitution, sufficient research and
development (R&D) must occur to ensure that the new lubricant will not interfere with
production. Bench-scale, pilot-scale, and full-scale tests are normally conducted to determine the
performance requirements of new oils. For the aluminum foil industry, linear paraffms have
undergone extensive full-scale tests and, on the basis of lubricant property assessment, there is
no apparent technical reason to believe that linear paraffins cannot be used as a lubricant for most
cold rolling of aluminum foil.” If substitutes are to be found for other nonferrous metals, they
i
3-12

must also undergo rigorous R&D to determine their applicability. A few other nonferrous metal
rolling operations are currently evaluating options not to change lubricants, but to recover and
reuse the oil they currently employ to roll.
3.43 Applicability of Lubricant Substitution as a Control Method
No data exist to detennine an exact level of VOC emissions reduction from lubricant
substitution in nonferrous rolling mills. All plants and mills are different and many variables
must be considered in order to determine emissions reduction. However, a few case studies
exemplify the theoretical amount of rolling oil usage reduction possible from aluminum foil
rolling mills that switch from traditional kerosene to linear paraffins. Based on a direct
comparison of lubricant physical properties, a potential emissions reduction of 10 to 30 percent
is' possible with changeover to linear paraffin This potential, however, does not fully
account for the observed 63 percent reduction in oil usage (based on mass consumption) noted
at one aluminum rolling facility."
During 1980, Kaiser Aluminum and Chemical Corporation Permanente's Cupertino,
California plant underwent a full-scale experiment involving the substitution of linear paraffin
for kerosene. After six months of operation, total rolling oil usage had declined an average of
63 percent with the linear paraffin. After this experiment, Exxon Corporation began, in 1982,
marketing linear paraffins as aluminum rolling oils. Since that time other mills report switching
to the new oil and have experienced usage declines by as much as 50 percent. Kaiser also
experienced other advantages from lubricant changeover including more stable oil viscosity, fewer
mill fires, higher quality aluminum foil, lower rolling oil odor, and a savings of major capital
expenditures (for add-on VOC control equipment). There were disadvantages observed that
included a higher cost of the aluminum rolling oil, a slight change in annealing practices, and the
inconvenience of no local aluminum rolling oil supplier at that time ( 1980).21
A separate study was performed at the ARCO Aluminum Louisville Rolling Plant in June
and July of 1982. ARCO experienced a lubricant use reduction of 58.5 percent and an organic
-vapor reduction of 21 percent on one mill with a linear paraffin test oil. It was noted that the
quality of rolled material was not appreciably different than that produced with the original
kerosene lubricant. A larger scale study was performed in early 1983 in which ten rolling mills
3-13

in the plant were subjected to the new rolling oil. Results were not as favorable with only a 30
percent reduction in lubricant use for the entire line during the trial run. Therefore, ARC0
determined that it was feasible to use the new rolling oil on only about 60 percent of the mills
located at the Louisville facility.= This indicates that, as stated previously, linear paraffin oil
may not be applicable to all aluminum foil rolling mills.
Rolling mill VOC emissions are difficult to measure with accuracy due to the many
variables that can impact the results. Observed emissions at one given time may vary greatly
between emissions observed at a separate time on the same mill.'* However, each of these case
studies show that lubricant substitution can affect not only the lubricant emissions but the amount
of usage as well. The reason is that the inherent lower volatility of linear paraffins reduces the
evaporative losses from rolling operations.
3.4.4 Summary of Lubricant Substitution Advantages and Disadvantages
As noted from the case studies presented here, there are several advantages and
disadvantages that have been recognized with the implementation of lubricant substitution in the
aluminum rolling industry. No such case studies or literature were available for other nonferrous
metal rolling operations. Note that these advantages and disadvantages are general in nature and
may not apply to a specific mill which implements lubricant substitution.
I
Advantages and disadvantages observed from lubricant substitution in aluminum f c 4
rolling mills are listed given in Table 3-1. References for each item are given in the table. Note
that an exact relationship between lubricant usage and emissions reductions has not been
developed, therefore the amount of VOC emissions reduction potential is unknown. Also, the
level of R&D required will vary from mill to mill and cannot be estimated to any accuracy.
Table 3-1 indicates that there are more advantages than disadvantages realized from substitution
of linear paraffm for kerosene in the aluminum foil rolling industry.
3.5 PROCESS AND EQUIPMENT MODIFICATIONS
Other pollution prevention techniques besides lubricant substitution include various
process and equipment modifications. These techniques should be applicable to the entire
3- 14

TABLE 3-1. SUMMARY OF ADVANTAGES AND DISADVANTAGES OF LUBRICANT SUBSTITUTION EXPERIENCE IN THE ALUMINUM F O E ROLLING INDUSTRY
Advantages Disadvantages
Reduction in rolling oil usage (up to 63 percent observed)1ZZ1
Presumably a reduction in VOC vapor emissions"
No major process changes required2'
Capital cost savings (no add-on control devices required)1221
Lower rolling oil od03'
i
Lubricant viscosity remained more stable than kerosene1821
Equal or better quality foil product (less staining, brighter surface finish) 121821
Lower level of additives required'8v2'
121821 Higher mill speeds achieved
Simpler annealing process2'
Increased gauge reduction per pass2'
Cleaner working area21
Greater ease of lubricant filtering"
Fewer mill fires observed21
FDA appr~val"'~
Higher cost of the linear paraffin1821
A broken matte surface observed under some conditions1s
Greater dragout than kerosene/mineral seal Oil'
Potential skin irritation (good personal hygiene practices required)'8*u
R&D required to determine applicability of new rolling lu bric an t I2
Linear p d i n cannot be re-sold as a waste fuel oil like ker~sene'~' '
Additional recirculation and recycling equipment may be needed to offset higher cost of new rolling OW No published data for reduction of VOC vapors (unknown control effectiveness)
3-15

nonferrous rolling industry although most information sources were for the aluminum rolling
industry. Process modifications relate to mill and lubricant operating parameters (discussed in
Section 2.4.6). Equipment modifications include the addition of better capture devices, filtration
equipment, and recirculatiodrecycling equipment. Each type of modification can affect the level
of emissions, however, no currently published data cite the magnitude of the overall effect on
VOC emissions.
3.5.1 Process Modifications for Potential VOC Emission Reduction
Many operating parameters can impact the amount of VOC emitted from any given rolling
mill. They include mill speed, gauge reduction per pass, hood face velocity, control system
design and maintenyce, lubricant application technique, rate of lubricant application, and
lubricant operating temperature. Each of these parameters can be modified with the potential for
reducing rolling mill emissions. This section discusses each of these parameters.
The first two parameters listed, mill speed and gauge reduction per pass, affect the
quantity of heat generated at the work rolls. Higher mill speeds and larger gauge reductions
generate larger amounts of heat which require larger volumes of oil to provide adequate
lubrication and cooling. Larger volumes of oil provide the potential for higher lubricant
emission^.'^ Modifcation to these operating parameters, however, may result in reduced
production. It is unclear as to the level of decreased production due to changes in mill speed or
gauge reduction, and whether it would prove economically feasible to reduce VOC emissions by
this route.
.
Another potential affect on VOC emissions is the face velocity of the capture hood.
Higher gas velocities at the hood would be expected to improve convective mass transfer
conditions at the oil surface and to increase the degree of oil droplet entrainment in the exhaust
gas stream.17 Both of these phenomena would tend to increase the apparent amount of VOC
emissions. Thus capture hood face velocities should be adjusted to minimize each of these
phenomena while at the same time ensuring the sufficient removal of mist and vapor
concentrations in the workp~ace.'~
The method and rate of lubricant application impact the quantity and physical state of the
oil which, in turn, affect the level of emissions. Spraying the lubricant through a nozzle increases
3-16

I '
the potential for VOC vapor because the oil is partially atomized in the process. Atomized oil
has better potential to become vaporized and emitted because of the increased surface area
available for evaporation." Flood and drip techniques may reduce the potential for VOC vapor
emissions, however, they cannot .be as uniformly applied to the metal and work rolls as spraying.
Any modification of application technique is dictated by the required product quality, mill speed,
gauge reduction, and technical feasibility. The lubricant application rate should be reduced to
that required to provide sufficient heat removal and lubrication with as little excess as possible.
Higher application rates are generally needed at higher mill production rates (mill speed and
gauge reduction) because more heat is generated and must be removed.17
The impact of operating temperature on the level of emissions was previously discussed
in Section 3.4.1 of this report and therefore will not be further discussed here.
As stated in Section 3.4.2, some amount of R&D effort will be required to implement
many of the changes to the rolling process in order to reduce emissions. Sufficient bench- and
full-scale testing wil l have to be performed to determine which process changes are feasible and
in what combination to implement them.
1
3.5.2 Equipment Modifications for Potential VOC Emission Reduction
Figure 2-2, presented in Chapter 2, illustrates the basic elements of a lubricant recycling
system. The lubricant flow is cooled after application by plate or tube heat exchangers, and then
filtered through wire mesh filters andor active earth filters before being recycled. The purpose
of filtration is to remove metal fines from the oil that may produce a rough product finish. The
extent to which the lubricant can be recycled depends on the mill temperature, the chemical
composition of base oil and additives, the effectiveness of the filtration system, and the type of
metal rolling taking p1ace.l2
An efficient recirculation system will recover lubricant from the sump, clean out metal
fmes and other impurities, and return the lubricant to the mill for reuse.z2 Some rolling facilities
have installed an intricate lubricant reclamation system, the benefits of which are believed to far
exceed the costs. The benefits include nearly unlimited reuse of lubricant, reduced waste oil
generation, and lower waste oil disposal ~ 0 s t s . l ~ The required equipment includes efficient
filtration systems to filter, cool, and recirculate the oil back to the mills. A distillation unit
3- 17

provides long life for the lubricant by recoverhg usable oil from the waste oil generated in the
filtering system. This oil recovery somewhat offsets the additional cost of the paraffin and the
lost income from the sale of used kerosene. The linear paraffm cannot be re-sold as a waste fuel
oil, thus oil recovery is an economically feasible solution. In addition, the distillation system
reduces off-site disposal costs associated with waste oil. The entire circulation system requires
the addition of collectors, filters, cooling units, oil tanks, and a distillation unit as well as the
auxiliary equipment associated with each. Other considerations must be made for retrofit
construction equipment (Le., supports and struct~re). '~
3-18

3.6
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
REFERENCES
Roos, R.A., G.P. Fenton, and R.W. Perryman. "Containment of Fumes and Vapors Generated in the Aluminum Rolling Process" in Lubrication Engineering, Volume 40., No. 10. pp. 621-626. American Society of Lubrication Engineers. October 1984.
Teleconference between M. Tanchuk of Reynolds Metals Company in Richmond, VA and S. Snow of Alliance Technologies Corporation. March 18, 1992.
Teleconference between R. Carwile of the Aluminum Association, Inc., Washington, D.C. and S . Snow of Alliance Technologies Corporation. January 2, 1992.
Roos, R.A. "Control of Emissions Generated by Hot and Cold Rolling Operations in the Aluminum Industry" in Lubrication Engineering, Volume 38, No. 5., pp. 288-294. American Society of Lubrication Engineers. May 1982.
McTaggart, ?$arcella. "Overview of Rolling Mill Emissions" in Proceedings of the Workshop on Characterization and Control of Aluminum Cold Rolling Mill Emissions, November 16-17, 1983. Clarksville, IN. The Aluminum Association, Inc.
U.S. Environmental Protection Agency. OAQPS Control Cosr Manual. EPA-45013-90- 006. Fourth Edition. Office of Air Quality Planning and Standards, Research Triangle Park, NC. January 1990.
U.S. Environmental Protection Agency. Control Techniques for Volatile Organic Compound Emissions from Stationary Sources. EPA-45013-85-008. Third Edition. Office of Air and Radiation and the Office of Air Quality Planning and Standards, Research Triangle Park, NC. 1986.
Radanof, R.M. "VOC Incineration and Heat Recovery-Systems and Economicstt in Third Conference on Advanced Pollution Control for the Metal Finishing Industry. EPA-60012- 8 1-028. U.S. Environmental Protection Agency, Industrial Environmental Research Laboratory, Cincinnati, OH. February 1981.
U.S. Environmental Protection Agency. Handbook: Control Technologies for Hazardous Air Pollutants. EPA-62516-86-0 14. Air and Energy Engineering Research Laboratory, Research Triangle Park, NC. September 1986.
Heim, C.J. "Volatile Organic Emission Control in the Aluminum Industry Using Fluidized Bed Carbon Adsorption" in Proceedings of the Workshop on Characterization and Control of Aluminum Cold Rolling Mill Emissions, November 16-17, 1983. Clarksville, IN. The Aluminum Association, Inc.
Ehrler, A.J. "Closed-Loop Absorption for Solvent Recovery" in Metal Finishing Volume 85, No. 11. pp. 53-56. November 1987.
3- 19

I
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
Reynolds Metals Company, Richmond Foil Plant in Richmond, Virginia. Rolling Mill Emissions Reasonably Available Control Technology (RACT) Demonstration. Prepared by Reynolds Metals Company, September 30, 1987.
Barten, A.E. "A New System for Separation and Recycling of Mineral O i l s from Process Fumes" in Lubricurion Engineering, Volume 38, No. 12. pp. 754-757. American Society of Lubrication Engineers. December 1982.
Wei, M.W., et ul. "Development of An Absorption Unit To Reduce Emission from Aluminum Cold Rolling Operations" for presentation at the 81st Annual Meeting of APCA, Dallas, Texas, June 19-24, 1988. Air Pollution Control Association.
Trip Report to Reynolds Metals Company: Flexible Packaging Division, Richmond, VA by Alliance Technologies Corporation. February 19, 1992. See Appendix A.
Burkhard, Kurt and Uwe Troll. "Experience with the Achenbach Axpure System to Control Rolling Oil Vapor and Mist" in Proceedings of the Workshop on Churacrerization and Control of Aluminum Cold Rolling Mill Emissions, November 16-17, 1983. Clarksville, IN. The Aluminum Association, Inc.
U.S. Environmental Protection Agency. Volatile Organic Compound Control at Specific Sources in Louisville, KY, and Nashville, TN. EPA-904/9-81-087. Region 4, Atlanta, GA. December 1982.
Martin, Roy. "Linear Paraffin Experience - Reynolds Flexible Packaging Division" in Proceedings of the Workshop on Characterization and Control of Aluminum Cold Rolling Mill Emissions, November 16- 17, 1983. Clarksville, IN. The Aluminum Association, Inc.
Teleconference between V. Middleton of O h Brass Company in East Alton, IL and S. Snow of Alliance Technologies Corporation. March 16, 1992.
Fayer, M.C. "Development of water based lubricants for cold rolling aluminum" in Proceedings of the international conference on Advances in Cold Rolling Technology, September 17-19, 1985. London, England. The Institute of Metals in conjunction with The Institute of Measurement and Control.
Landry, W.J. "Use of Normal Paraffins in Cold Rolling Aluminum" in Proceedings of the Workshop on Characterization and Control of Aluminum Cold Rolling Mill Emissions, November 16-17, 1983. Clarksville, IN. The Aluminum Association, Inc.
Trip Report to O h Brass Corporation, East Alton, IL by Alliance Technologies Corporation. February 10, 1992. See Appendix A.
3-20

23. Chapman, Kurt M. "Trial Use of a Linear Paraffin Rolling Coolant at the A R C 0 Aluminum Louisville Rolling Mill" in Proceedings of the Workshop on Characterization and Control of Aluminum Cold Rolling Mill Emissions, November 16-17, 1983. Clarksville, IN. The Aluminum Association, Inc.
3-21


I -
CHAPTER 4
CONTROL COST ANALYSIS
4.1 INTRODUCTION
This chapter contains estimated costs associated with VOC control techniques for
nonferrous metal rolling mills. Each VOC reduction method described in Chapter 3 is costed out
for a typical nonferrous rolling mill configuration. Section 4.2 presents the capital and annual
costs associated with VOC add-on control devices. Section 4.3 estimates the annual costs for
implementing lubricant substitution in a typical aluminum foil rolling mill. (Available literature
indicate that aluminum foil is the only nonferrous rolling industry to implement a lubricant
substitution program to reduce VOC emissions.)
4.2 VOC ADD-ON CONTROL DEVICES
Elements of a typical rolling mill and general cost parameters used to develop annual cost
estimates are given in Table 4-1. An exhaust flow rate of 20,000 acfm for a single mill was
chosen based on published information and review of facility operating permits. An average
VOC concenmtion of 80 ppmv (vapor) was taken from Reference 1. It is noteworthy to mention
that although the control equipment costs developed in this section are for one mdl, facilities may
prefer to install larger units to control emissions from two or more mills at one time. The
following sections present capital and annual costs for the installation and operation of carbon
adsorbers (Section 4.2. l), oil absorbers (Section 4.2.2), thermal incinerators (Section 4.2.3), and
catalytic incinerators (Section 4.2.4). These costs do not include any downtime costs that may
be required for installation of equipment on a specific rolling mill. Lost production in the short-
term would certainly increase the capital costs associated with add-on control devices. All costs
presented here were derived from available literature and EPA cost manuals as referenced in each
subsection.
4- 1

TABLE 4-1. GENERAL PARAMETERS AND COST FACTORS FOR ESTIMATING COSTS FOR ADD-ON CONTROL DEVICES
Parameter or Costs Specified Value ~
Exhaust flow rate
VOC concentration
Utilities
Electricity
Cooling water
Natural gas
Operating labor (OL)
Supervision labor (SL)
Maintenance labor (ML)
Maintenance materials (MM)
Overhead
20,000 acfm
80 ppmv
$O.O6kWh
$0.20/1,000 gal
$3.30/1,000 f?
$13.12/hr
15% of operating labor
$14.50/hr
100% of maintenance labor
60% of OL, SL, ML, and MM
Administration costs
Adsorption and absorption
Thermal and catalytic incineration
4% of total capital investment
2% of total capital investment
0.1628 (Based on equipment life of 10 years and interest rate of 10%)
Capital recovery factor
Operating hours 8,500Iyr
4-2

4.2.1 Carbon Adsorption
Costs for carbon adsorbers were derived from an EPA document that pertained specifically
to the aluminum foil industry.' The costs were developed for one rolling mill configuration (see
Table 4-1). Table 4-2 lists the assumed equipment parameters used to develop the capital and
annual costs. Table 4-3 contains annual costs which were updated to February 1992 dollars by
the use of equipment cost indices in Chemical Engineering? The table shows that direct annual
costs amount to $44,700, indirect annual costs sum to $640,600, and total annual costs equal
$685,300. Note that the highest cost impact is associated with capital recovery, which is a
function of total capital investment. This indicates that high initial equipment costs are
associated with carbon adsorption as a control option.
1
4.2.2 Absorption (Scrubbing)
Costs for oil absorption control were also derived from the document that contained
carbon adsorption costs and, as before, were developed for one rolling mill configuration.' Table
4-4 gives the equipment parameters used to develop annual costs of absorption. Table 4-5
presents the annual costs which were updated to February 1992 dollars by the use of equipment
cost indices in Chemical Engineering.2 Table 4-5 shows that direct costs amount to $120,500,
indirect costs sum to $659,100, and total annual costs equal $779,600. As with for carbon
adsorption, the highest cost impact is associated with capital recovery (i.e., capital investment).
.
4.2.3 Thermal Incineration
Costs for thermal incineration control were derived from published EPA documents that
provide generic estimating procedures for costing add-on air pollution control equipment for
industry in gene1al.3.~ Table 4-6 lists the equipment parameters used to derive annual costs for
thermal and catalytic incineration. Table 4-7 presents the annual costs associated with thermal
incineration which were updated to February 1992 dollars by the use of equipment cost indices.2
The table indicates that direct costs amount to $574,600, indirect costs sum to $126,500, and total
annual costs equal $701,100. In contrast to adsorption and absorption, the highest cost impact
4-3

TABLE 4-2. OPERATING AND LABOR REQUIREMENTS USED TO
CARBON ADSORPTION ESTIMATE ANNUAL COSTS FOR FLUTDIZED-BED
Item ~~
Requirement
.
Carbon required
Desorption fuel needs
Column pressure drop
Nitrogen needs
Carrier gas electrical
Operating labor
Maintenance labor
Nitrogen cost
Control efficiency
175 lb/1,000 cfm
4,000 BTU/lb of lubricant recovered
6 inches water
0.05 scfAb of lubricant recovered
12 kWh/hr
0.5 man-hr/shift
0.5 man-hr/shift
$1.10/1,OOo scf
95%
4-4

TABLE 4-3. CAPITAL AND ANNUAL COSTS FOR FLUIDIZED-BED CARBON ADSORPTION'
Item Annual. Unit
Quantity cost ($1 cost ($1
Total Capital Investment
Direct Annual Costs
Raw Materials Carbon replacementb Carbon reactivationb
Utilities Electricity Cooling water Nitrogen
Operating Labor and Supervision
Maintenance Labor Materials
Total Direct Annual Costs
Indirect Annual Costs
Administrative Costs .
Overhead
Capital Recovery
Total Indirect Annual Costs
Total Annual Cost
3,090,000
350 lb 7.00Pb 2,450 3,150 lb 1.10Pb 3,500
2.37 x lo5 kWh 0.06kWh 14,200
11,556 scf 1.10/1,OOo scf 13
611 man-hr 13.12hr 8,ooO
5.53 x lo6 gal 0.20/1,000 gal 1,100
531 man-hr 14.5Obr 7,700 (100% of 7,700
maintenance labor)
44,700
(4% of capital investment) 123,600
14,000
(16.28% of capital investment) 503,000
(60% of OL, SL, ML, and MM)
640,600
685,300
Yosrs are in May 1992 dollars. bsased on assumption of regeneration once per year with 10 percent losses.
4-5

TABLE 4-4. OPERATING AND LABOR REQUIREMENTS USED TO ESTIMATE ANNUAL COSTS FOR OIL ABSORPTION
Item Reauiremen t
Wash oil Flow rate Heating capacity Total inventory
Heat generation
Vacuum pumps (2 )
Column pressure drop
Operating labor
Maintenance labor
Absorber oil
Control efficiency
45 gpm 0.65 BTU/lb"F 1,225 gal
electrical
30 hp each
10 inches water
2.0 man-hr/shift
1.0 man-hr/shift
$l.ZO/gal
95%
4-6

TABLE 4-5. CAPITAL AND ANNUAL COSTS FOR OIL ABSORPTIOW
Item Annual Unit
Quantity Cost($) Cost($>
Total Capital Investment
Direct Annual Costs
Raw Materials Absorber oil
Utilities Electricity Cooling water
Operating Labor and Supervision i
Maintknance Labor Materials
Total Direct Annual Costs
Indirect Annual Costs
Administrative Costs
Overhead
Capital Recovery
Total Indirect Annual Costs
Total Annual Cost
300 gal
9.24 x Id k w h 8.96 x lo6 gal
2,444 man-hr
1,063 man-hr (100% of
maintenance labor)
1.20/gal
O.O6/kWh 0.20/1,000 gal
13.12hr
14.50/hr
(4% of capital investment)
(60% of OL, SL, ML, and MM)
(1 6.28% of capital investment)
3,064,000
360
55,400 1,800
32,100
15,400 15,400
120,500
122,600
37,700
498,800
659,100
779,600
‘Costs are in May 1992 dollars.
4-7

TABLE 4-6. OPERATING AND LABOR REQUIREMENTS USED TO ESTIMATE ANNUAL COSTS FOR THERMAL AND CATALYTIC INCINERATORS
Item Requirement
Auxiliary fuel - natural gas Thermal 310 s c h Catalytic 200 scfm
Heat recovery Thermal Catalytic
System pressure drop Thermal Catalytic
Operating labor '
Maintenance labor
Control efficiency . Thermal
Catalytic
70% 50%
15 inches water 8 inches water
0.5 man-hrhhift
0.5 man-hr/shift
99% 95%
Volume of catalyst bed 40 f?
Precious metal catalyst . $3,OOo/ft3
4- 8

I
TABLE 4-7. CAPITAL AND ANNUAL COSTS FOR THERMAL INCMRATION'
Annual Unit Item Quantity cost($) Cost($)
Total Capital Investment
Direct Annual Costs
Utilities Natural gas Electricity
Operating Labor and Supervision
Maintenance Labor Materials ,
Total Direct Annual Costs
Indirect Annual Costs
Administrative Costs
Overhead
Capital Recovery
Total Indirect Annual Costs
Total Annual Cost
615,500
1.58 x lo8 scf 3.30/1,000 scf 521,400 4.96 x I d kWh O.O6/kWh 29,800
611 man-hr 13.12b.r 8,000
531 man& 14.50h.r 7,700 (100% of 7,700
maintenance labor)
574,600
(2% of capital investment) 12,300
14,000 . (60% of OL, SL, ML, and MM)
(16.28% of capital investment) 100,200
126,500
701,100
'Costs are in May 1992 dollars.
4-9

I
for thermal incineration is associated with direct costs, especially utilities, due to the auxiliary
fuel (natural gas) requirement. The high natural gas requirement is directly related to the low
VOC concentrations that are typically associated with rolling mill emissions (in this example 80
ppmv - see Table 4-1).
4.2.4 Catalytic Incineration
Costs for catalytic incineratm control were derived from the same published EPA cost
literature used for thermal incinerator^?'^ Previously shown Table 4-6 lists the equipment
parameters used to derive annual costs for catalytic (and thermal) incineration. Table 4-8
presents the annual costs associated with catalytic incineration which were updated to February
1992 dollars by the use of equipment cost indices? The table shows that direct costs amount to
$444,900, indirect costs sum to $127,800, and total annual costs equal $572,700. As with
thermal incinerators, note that the highest annual cost impact is associated with direct costs,
especially utilities, due to the auxiliary fuel (natural gas) requirement. The high natural gas
req&ment is, as stated before, directly related to the low VOC concentrations that are typically
associated with rolling mill emissions. Here, however, natural gas costs are less than for thermal
incineration due to the presence of a catalyst.
4.3 LUBRICANT SUBSTITUTION
This section contains cost data for implementing lubricant substitution as a VOC emission
control method. In order to consider lubricant substitution, many elements of unknown cost must
be considered. For this reason, a complete profile of the capital and annual costs associated with
lubricant substitution is not given here. As stated in Chapter 3, the only nonferrous rolling
operation to have experimented with lubricant substitution is the aluminum foil industry. This
is because aluminum foil rolling oils typically have a higher vapor pressure than other nonferrous
rolling oils and thus higher lubricant volatilization? As such, all qualitative and quantitative
information contained here apply only to the aluminum foil industry.
The exact capital and annual costs for lubricant substitution are difficult to detennine for
a specific facility due to all the unknowns associated with changeover. Table 4-9 lists the general
4-10

TABLE 4-8. CAPITAL AND ANNUAL COSTS FOR CATALYTIC INCINERATIOW
Item Annual Unit
Quantity Cost($) cost ($1 Total Capital Investment
Direct Annual Costs
Raw Materials
Utilities
Catalyst replacementb
Natural gas Elecmcity
Operating Labor and Supervision 1
Maintenance Labor Materials
Total Direct Annual Costs
Indirect Annual Costs
Administrative Costs
Overhead
Capital Recovery
Total Indirect Annual Costs
Total Annual Cost
40 f? 3 ,000/ft3
1.02 x lo8 scf 3.30/1,000 scf 2.63 x 16 k w h 0.06kWh
611 man-hr 13 .12h
531 man-hr 14.50hr (100% of
maintenance labor)
(2% of capital investment)
(60% of OL, SL, ML, and MM)
(16.28% of capital investment)
608,000
69,100
336,600 15,800
8,000
7,700 7,700
444,900
14,800
14,000
99,000
127,800
572,700
‘Costs are in May 1992 dollars. bAssume a two year catalyst lifetime and 10 percent interest (CRF = 0.5762).
4-11

TABLE 4-9. GENERAL ASSUMPTIONS AND COST FACTORS USED TO DERIVE LUBRICANT SUBSTlTUTION COST IMPACT
Item Specified Value
Annual emission rate
Lubricant sump capacity
Lubricant replacement frequency
Kerosene cost
Linear paraffin cost
Waste kerosene value
Lubricant density @ 60.O"F
Lubricant use reduction
200 tons
800 gal
every 14 days
$1 .oo/gal
$1.44/gal
$0.64/gal
$6.36 lbs/gal
10-60%'
Tor purposes of showing lubricant substitution costs, lubricant use reductions of 10,20.30,40,50, and 60 percent were considered.
4-12

assumptions and average costs (in May 1992 dollars) used to estimate the annual costs associated
with lubricant substitution from kerosene to normal paraffm for a single aluminum foil rolling
mill. Table 4-10 contains the algorithm that was used to determine the annual costs associated
with lubricant purchases for an example emissions reduction of 30 percent. Finally Table 4-1 1
presents the estimated lubricant use savings and annual costs at six different levels of lubricant
use reduction. Although lubricant use is reduced, annual costs are increased due to the higher
cost of linear paraffm compared to kerosene. Note that an annual cost savings occurs at a
lubricant use reduction of greater than 50 percent. Here, lubricant use savings are large enough
to offset the increased cost of linear paraffm oil.
It should be stressed that the costs presented in Table 4-10 do not include the research
and development required to implement lubricant substitution. Nor do they include costs for
downtime (and thus lost production) needed to conduct pilot-scale tests of new lubricant
formulations. R&D b d downtime costs are difficult to determine because every rolling mill is
different and requires different lubricant propemes. It is uncertain whether all nonferrous rolling
mill's would be able to implement lubricant substitution, although many aluminum foil mills have
had much success in switching from kerosene to linear paraffms.
4-13

TABLE 4.10 EXAMPLE CALCULATION OF ANNUAL COST FOR LUBRICANT SUBSTITUTION
Basis: - one year of operation - annual emission of 200 tons/yr - 30 percent emission reduction - lubricant replacement every two weeks - 800 gallon sump capacity - 10 percent annual interest rate for working capital - lubricant density = 6.36 lbs/gallon
Total oil purchased = W m lubricant plus lost emissions
Total kerarem purchased = 26 (800 gallons) + 200 ton I .
= 83,693 gdlons/yr 1
2,OooIbs gal ( ton ) (6.36 Ibs) Total paraffin p u r c h e d = 26 (800 gallons) + 0.7 (200 ton)
= 64,825 gallonslyr
Oil cost differential = parafin purchased x paraffin cost - kerosene purchased x kerosene cost = (64,825 gallons) ($1.44/gdlon) - (83,693 gallons) ($l.OO/gallon) = $9,655/yr . .
Interest on working capital = oil cost werential x interest rate = 9,655 (O.lO/yr) = $966
Total ann& cost = oil cost daference plus interest on working capital
Total a n d cost = $10,621 = $9,655 + $966
4- 14

TABLE 4-11. ANNUAL COSTS FOR LUBRICANT SUBSTITUTION AT VARIOUS LUBRICANT USE REDUCTIONS
Lubricant Use
Reduction
Annual Lubricant Use Savings
(gaVyr)
Annualq4‘ cost ($1
10%
20%
30%
40%
50%
60%
6,289
12,579
18,868
25,157
3 1,446
37,736
28,000
18,900
9,700
600
(8,500)
(17,700)
‘Costs do not include research and development costs for implementing lubricant substitution. “costs in parentheses ( ) are actual savings - negative costs - from reduced lubricant usage. “costs are in May 1992‘dollars.
4- 15

4.5 REFERENCES
1. US. Environmental Protection Agency. Volatile Organic Compound Control at Specific Sources in Louisville, KY, and Nashville, TN. EPA-904/9-81-087. Region 4, Atlanta, GA. December 1982.
2. "Chemical Engineering Plant Cost Index and Marshall & Swift Equipment Cost Index" in Chemical Engineering, Volume 99, Number 5. McGraw-Hill, New York, NY. May 1992.
3. U.S. Environmental Protection Agency. Handbook: Control Technologies for Hazardous Air Pollutants. EPA-625/6-91/014. Air and Energy Engineering Research Laboratory, Research Triangle Park, NC. June 1991.
4. U.S. Environmental Protection Agency. OAQPS Control Cost Manual. EPA-450/3-90- 006. Fourth Edition. Office of Air Quality Planning and Standards, Research Triangle Park, NC. January 1990.
5. Teleconference between V. Middleton of Olin Brass Company in East Alton, IL and S . Snow of Alliance Technologies Corporation. March 16, 1992.
4-16

I ’
APPENDIX A
TRIP REPORTS
A- 1


YA J ~ V A ALLIANCE giy'v~ Technologies Corporation
Date: May 13, 1992
Re: Site Visit - Olin Brass Corporation, East Alton, IL Nonferrous Metal Rolling EPA Contract 68-DO-0121; Work Assignment 1-30 Alliance Reference No. 1638030
From: W. Scott Snow .?.t: Ad. Alliance Technologies Corporation
To: Joseph Myers ' OAQPS/ESD/ISB (MD-13) U.S. Environmental Protection Agency Research Triangle Park, NC 2771 1
I. PURPOSE
The purpose of this visit was to gather background information on the metal roiling process including information necessary to characterize the process parameters, VOC emissions, emissions control techniques, and control costs.
'J. PLACE A.ND DATE
Olin Brass Corporadon 427 N. Shamrock Street East Alton, IL 62024 (618) 258-2000
February 10, 1992
III. ATTENDEES
Olin Brass Corporation ( O h ) L. William Mason, Director, Energy and Environmental Services Michaei L. Roark, Manager, Environmental Affairs

Olin (continued) Daniel J. Angeli, Engineer Associate Verne L. Middleton, Hydraulic and Lube Engineer - Mill Products Engineering
Alliance Technologies Comoration (Alliance) W. Scott Snow, Environmental Engineer Phil J. Marsosudiro, Environmental Engineer
IV. DISCUSSION
A. Summan
Alliance’s visit to O h Brass began around 9 a.m. with Mr. Mike Roark and Mr. Bill Maxson at the OLin facility located on Highway 3. During the introductory meeting, Alliance and OLin reviewed the agenda for the day, and Alliance requested that O h provide copies of the plant’s air and wNer operating permits as well as facility drawings illustrating the location of the rolling mills and other processes within the Olin facdity. Alliance then toured the #3 Plant, which contains several specialty cold rolling mills, and the Casting Plant which contains a hot mill. After the tour, Alliance met with MI. Dan
. .4ngeli, engineering associate, to discuss operations at OLin’s two main cold roUlng facilities. After the meeting, Alliance proceeded to lunch for discussion with MI. Verne Middleton, hydraulic and lube engineer. After lunch, Alliance toured the two cold rolling facilities (Brass Mill, Zone 1; and Building 280). The tour was followed by a closing meeting with MI. Angeli, Mr. Maxson, and Mr. Roark. During this meeting, Alliance and. Olin assembled information requested in the initial questionnaire and contmed plans for review of :he trip report and confidential business information (CBI).
B. Olin Brass Market Profile
Olin Brass is one of the nation’s largest producers of rolled copper and copper alloys. Major end-users for Olin rolled alloys include the transportation industry, the U.S. Mint. and the military. Other end-products may be sent to rerollers or other distributors. Copper and copper alloy coils are shipped to customers or other fabricators in various sizes, but the typical coil exiting a mill stand weighs approximately 11,OOO to 14,000 lbs, with a width of approximately 30 inches and outer and inner diameters around 4 feet and 16 inches, respectively.
2

C. Manufacturing Supplies
O h Brass uses many different raw materials in their rolled alloy manufacturing process. The main raw material is metal scrap, including copper, tin, brass alloys of copper and zinc, and other metals. Rolling oils make up another major category of raw materials. Two types of petroleum hydrocarbon oil and an oil-in-water emulsion are used for lubrication and cooling. The oil-in-water emulsion typically contains less than 10 percent oil. In addition, both the hydrocarbon oils and the oil-in-water emulsion contain various proprietary additives in amounts less than 10 percent of the total lubricant volume. None of the rolling lubricants must have Food and Drug Administration (FDA) approval.
According to material safety data sheets (MSDSs), vapor pressures range from "nil" to less than 0.1 " H g at 20°C for the two hydrocarbon lubricants used at the facility. The vapor pressure of the oil-in-water emulsion was not determined. According to Mr. Roark, none of the rolling lubricants are considered volatile organic compounds (VOCs) for the purposes of the Illinois state pennit process. However, EPA definitions for VOC state no such vapor pressure qualification.
i
Olin reported that "nearly all" of the oil used in the rolling process is collected, cleaned, and reused at the plant. An intricate collection system that includes hooding, lubricant recovery from exhaust gases, and lubricant spillover pits is in place on most of Olin's rolling mills. An exact estimate of the amount of lubricant lost per year to the atmosphere, wastewater, and in the exit coils was not available.
D. Manufacturing Process Parameters
The processes examined during this plant visit included hot rolling, cold rolling, annealing, and finishing of copper and copper alloy products. These processes and several intermediate processes are shown in Attachment 1, taken from promotional material published by Olin Brass.
In the hot rolling process, cast metal bars, measuring approximately 6" x 30" x 25', are heated to around 9 0 ° C (1650°F) then transferred to the single hot rolling rmll at the Olin facility. In the hot d, the metal bar undergoes several passes (around 10 to 14) though a pair of steel work rolls which reduces the gauge thickness. The hot mill is reversible allowing the metal to be passed through the work rolls several times until shaped into a strip of approximately 3/8" x 30" x 460' at which time it is wound onto a coil. A jet water spray system serves only to cool the steel work rolls and is not designed to cool the rolled metal.
At this stage in the process, the metal surface is covered with a dark, rough layer of oxidation due to the high rolling temperatures in the presence of oxygen. The oxide layer is removed via a coil miller before further metal processing occurs at a cold rolling
3

mill. The coil miller uses a special knife that removes the outer layer of oxidation from the hot rolled coil. Normally, one pass through the milling machine is required to remove the layer of oxidation. After passing through the coil miller, the coil surface is shiny because the oxide layer has been removed, and scalloped in texture from the milling machine. After leaving the coil d e r , the coils are transported to the appropriate cold rolling mills.
The main processes occurring at the cold mill facility are rolling, annealing, and cleaning. Any given coil can cycle through the rolling/annealing/cleaning series one to four times before the metal is Sent to the packaging and shipping department. In addition, the coil may be cycled through the cold rolling step several times before annealing is required. In general, coils can be rolled to around a 60 percent gauge reduction before annealing is necessary. For a given coil, the exact combination of rolling, annealing, and cleaning steps is a function of the desired product and of the equipment used.
Olin's East Alton,IL facility contains approximately 15 operating cold rolling mil ls, of which qbout 2/3 u s e m oil lubricant; the remainder use an oil-in-water emulsion. Lubricant is continuously applied, by either spray or flood technique, to different parts of the rolling mill while the copper coil is being rolled. The largest amount of oil (or emulsion) is sprayed at the roll bite (or nip) for metal lubrication and cooling, but a portion of lubricant is also applied to the steel work rolls to cool them. A small amount
'.of lubricant is added, via drip application, just before the take-up reel of the coil to prevent the wraps of the coil from scratching each other. Mill operators control the application of the lubricant by means of numerous, hand-operated valves that regulate the flow of lubricant to each required area and each section of the rolls. According to Mr. Angeli, the proper application of lubricant to different parts of the rolls is essential to the production of even, properly-sized coils without defects. Sufficient training and experience is necessary to ensure that the metal is produced as desired.
After a coil is removed from the cold mdl, it is taken through the annealing process. During the annealing process, the rolled metal is heated above its recrystallization temperature, reducing the internal saesses created during cold rolling. Also during annealing, most of the lubricant on the coil is either vaporized or burned off. It has not been determined how much of the lubricant is driven off as vapor. After the annealing process is complete, the metal is either Sent to a mill for further cold rollin3 or directed to the packaging and shipping section for final production processes.
At Oh, annealing is accomplished in one of two manners; bell annealing or strip annealing. In the bell annealing process, the rolled coil is placed in an enclosed chamber and heated for approximately 24 hours. This annealing process is typically reserved for the final product when no further cold rolling will occur. During the strip annealing process, the metal s ~ p is unwound and passes through an in-line alkaline cleaning tank to remove residual oil from the surface. After passing through the annealing, cooling, and pickling pomon of the strip annealing process, the metal is recoiled. At this point, the
4

I '
annealed copper is either sent to another cold rolling mill or is sent to the shippin_g and packaging department. The end-result of either annealing process is a nearly oil-free metal coil with improved ductility.
E. Lubricant Use. Recoverv. and Recycling
The lubricant recovery and filtration system at Olin is considered a "closed-loop" system. Lubricant is applied at the mill to the coil and work rolls and is recovered by sumps or mist collectors. hiill overflow is captured below the stand in a sump located in the "basement" of the facility. Lubricant mist is captured by hoods, which surround the roll stand, and routed to a mist collector where the oil is collected and returned to the sump. Nearly all of the m i l l s employ some type of mist collection device with flow rates ranging fiom 15,000 scfm to greater than 40,OOO scfm.
Each mill at the cold rolling plant has its own lubricant cleaning system, except for two, closely-located m i l l s that share one device between them. The lubricant cleaning system is designed to take the lubricant recovered kom the sump, clean out metal fines and other impurities, and return the lubricant to the mill for reuse. Various cleaning systems are used for the different mil ls. The cleaning device at some mi l l s consists of a centrifugal separator (cyclone) located in series with a filter. For other mi l l s , a paper and diatomaceous earth filter is used. Lubricant recycling system pumps can operate at a maximum of approximately 250 gallons per minute.
Some estimates of lubricant oil losses have been made by Oh, the results of which are discussed in the following paragraphs. Oil recovery at O h was initially dnven by economic incentives rather than environmental reasons. This is because the lubricant oil used at Olin has a very low vapor pressure and is not considered a VOC for permitting purposes by the State of Illinois. Olin has never conducted stack tests to measure VOC emissions or vapor-phase emissions of their lubricant oil. O h maintains an active lubricant loss reduction program and estimates that oil losses are generally very low. However, when estimating losses, only carryout losses (oil on the coil after the coil leaves the null) and losses through the mist eliminator were considered. Mist or vapor losses to the plant atmosphere and liquid losses to the plant floor were not included.
O h provided lubricant mass-flow diagrams for several of the oil and emulsion m i l l s at the plant. Calculations based on two of the oil rmll flow diagrams indicate that hourly oil losses by carryout and through the mist eliminator are less than or much less than 0.1 percent of the total oil used. These flow diagrams show that the greatest fraction of oil loss consists of oil carried out on the coil. Minimal losses are attributed to the mist eliminator because the mass flow to the mist eliminator is relatively small and the removal efficiency of the mist eliminator is estimated to be in excess of 99 percent.
5

According to O h , the mass flows given in the diagrams are estimates, and no stack tests have been conducted at the mist eliminator exits. Any total suspended particulate (TSP) calculations are made on the basis of mass balance going into the mist eliminator and assumed collection efficiencies. Nearly all of the mi l l s have capture devices routed to some type of mist eliminator. Different types of mist eliminators used at the O h m i l l s include metallic Wire meshes and canister-type filters. They are designed to remove suspended oil droplets from the exhaust saeam.
F. Observations at the Plant
ALhance observed a fine mist rising from the rolling area of many of the d s . A much smaller amount of mist was seen rising from above the metal coils. ‘A noticeable cloud of mist was observed lingering at the ceiling level, approximately 70 ft. above the plant floor. Machinery surfaces in the plant were covered with a fine coating of oil, presumably hom the settling of the oil mist. The floor of the plant was also oily, presumably due to oil canyout on the coils and other drips or spills. Puddles located near lubricant reclamahon equipment and near m i l l s were confined or absorbed with absorbent pillows or sausages.
Within the cold rolling plant, there was a noticeable odor from the lubricant vapor in- the air. However, workers at the plant did not wear any respiratory equipment such as masks or filters. According to the MSDSs, respiratory protection is not normally required for the oil lubricant used in adequate ventilation at the mi l l s . An air purifying respirator is recommended, but not required, for the oil-in-water lubricant used.
G. Emissions
As mentioned previously, O h does not estimate the amount of VOC emitted from their plant because the lubricants used for rolling are not considered VOCs by the State of Illinois. Permits were available for several of the rolling mil ls , however, none of the permits contained VOC emission limits but most did estimate the amount of particulate matter released to the atmosphere. For permitting purposes, the composition of particulate matter was assumed to be 100 percent mineral oil.
O h also reported that the facility’s Form R does not include any emissions from the rolling mil ls . Emissions covered in O h ’ s Form R are all from other areas of the plant. According to Oh, the rolling mi l l s do not release any SAIt4 313 substances. Also, O h ’ s NPDES permit makes no mention of VOC.
Accordingly, with the above assessment that .VOCs are not released from Oh’s East Alton,IL rolling mil ls, O h has not attempted to install VOC connol equipment at
6

the plant. Therefore, no past VOC control experiences or cost data were available for review.
H. Maintenance
The O h rolling m i l l s usually have an annual shutdown every July. All m i l l s are cleaned, inspected, and repaired at this time. O h uses no solvents during the cleaning process. Other equipment maintenance and cleaning is done on an as-needed basis. General cleaning practices are utilized to remove lubricant and grime from the plant floor and elsewhere.
7

A ALLIANCE 147444 Technologies Corpora:ion
Date: May 18, 1992
Re: Site Visit - Reynolds Metals Company: Flexible Packaging Division, Richmond, VA Nonferrous Metal Rolling EPA Conuact 68-DO-0121; Work Assignment 1-30 Alliance Reference No. 1638030
1 1
From: W. Scott Snow +v'- 4~s. Alliance Technologies Corporation
To: Joseph Myers OAQPS/ESD/ISB (MD-13) U.S. Environmental Protection Agency Research Triangle Park, NC 2771 1
. - I. PURPOSE
The purpose of this visit was to gather background information on the metal rolling process including information necessary to characterize the process parameters, VOC emissions, emissions control techniques, and control costs.
II. PLACE AND DATE
Reynolds Metals Company - Flexible Packaging Division 7th & Bainbridge Sueets Richmond, VA 23224 (804) 281-5299
February 19, 1992
III. ATTENDEES
Revnoids Metals Companv (Remolds) Kenneth W. Bourne, Plant Engineer, Richmond Foil Plant Kerry R. Dean, Plant Manager, Richmond Foil Plant Forest L. Keister, Jr., Environmental Coordinator, l%chmond Foil Plant
6220 Ouadrangle Drive . Suite 100 . Chaoel Hill, Norrh Carolina 375;" . (919, 492-2471
A T2C Company

I ' Revnolds (continued) Tomas A. Loredo, Division Environmental Engineer Michael F. Tanchuk, Manager, Air Quality and Technical Studies, Corporate
Environmental Control
U.S. Environmental Protection Agency (EPA] Al Vervaert, Chief, Standards Support Section Joseph Myers, Environmental Engineer Karen Bell, Environmental Engineer
Alliance Technologies Corporation (Alliance) W. Scott Snow, Environmental Engineer
Tv. DISCUSSION
A. S u m " 1
Alliance and EPA's visit to the Richmond Foil Plant began around 10:15 a.m. with all attendees listed present. During the introductory meeting, Reynolds provided an overview of the plant operations, a RACT determination overview, and a general outline
. for the day's agenda. Alliance and EPA reported on the current stam of the Work . Assignment and informed Reynolds of what information needed to be gathered during the visit. Afterwards a general discussion was held in which questions were answered concerning confidential business information (CBI), health and safety procedures, and other areas of concern. Alliance and EPA then toured the Richmond Foil Plant which contains three general areas of production: household foil, light-gauge foil for lamination and printing, and other consumer products. After the tour was complete, all those in attendance met for a last session to answer any final questions and to layout the. next steps.
B. Richmond Foil Plant Market Profile
The kchmond Foil Plant is a relatively large facllity in relation to others nationwide with approximately one million square feet of floor space and nearly 53,000 metric tons of production in 1991. Products include household aluminum foil (Reynolds Wrap), light-gauge foil for lamination and printing, and other consumer products. The household foil production capacity is large enough to supply nearly all of the consumer demand on the East Coast for Reynolds Wrap. Typical input rolls weigh around 32,000 lbs at the maximum widths avadable. Light-gauge foil products are used in converter operations (lamination and printing) for packaging materials with an average input roll weighing between 26,000 and 27,000 lbs in variable widths. The consumer products area
2

manufactures aluminum foil to consumer specifications that depend on the application, therefore, a typical roll from this area will vary greatly in weight as well as width.
c. Manufacturing SuDDlies
Reynolds’ Richmond Foil Plant uses two main types of raw materials in their aluminum foil manufacturing process: they include coiled aluminum and rolling lubricant (lubricant, coolant, and oil are used interchangeably in this report). Coiled sheets of aluminum manufactured at other Reynolds’ facilities serve as the rolling mill input for foil operations. These input coils are cycled through a series of breakdown, intermediate, and finishing mi l l s to obtain the fmal desired product. A peuoleum hydrocarbon oil (hear paraffin) semes as the lubricant and functions as both lubricant and coolant in all foil rolling operations. Previous to the RACT determination of 1987, Reynolds had used kerosene as the rolling lubricant. Various proprietary additives are used with the linear paraffin oil, the specific properties of which depend on the application they are required for. The total volume of additives is small, typically less than 10 percent of the t o u l lubricant volume.
According to Reynolds’ personnel, the physical properties of the linear paraffin oil are as good or better than the kerosene lubricant that was used before 1987. Vapor pressure-is lower and flash point is higher for the linear paraffin oil. These propemes
. have led to reduced vapor generation and lower material costs because more of the lubricant can be captured and recycled. The lubricant is considered a VOC by E P 4 regulations, however, it is somewhat less volatile than the kerosene previously used at the foil plant. The installation of the lubricant reclamation system (see discussion in secuon E of this trip report) employed by the Richmond Foil Plant was a major retrofit effort. However, Reynolds believed the benefits associated with the reclamation system would far exceed the costs. The benefits include nearly unlimited reuse of ,lu:ubricmt, reduced waste oil generation, and lower waste oil disposal costs.
D. Manufacturing Process Parameters
The processes examined during the plant visit to Richmond,VA include various steps of cold rolling aluminum sheet to produce foil and converter products. Plant operations examined include breakdown, intermediate, and fmishmg d s as well as annealing ovens designed to accomplish the goal of a clean, unmarred foil surface product. These operations are discussed in this section.
As discussed previously, there are three product areas of the Richmond Foil Plant that include household foil, light-gauge foil, and packaging products. The basic process flow in each production area is essentially the same, therefore, the discussion will focus on the household foil area and draw comparisons to the other areas. The household foil
3

area contains three cold rolling d s labeled the breakdown mill, intermediate mill, and finishing mill. The light-gauge area contains one breakdown, one intermediate and two finishing rmlls. In the oldest mill section, where various made-to-order foils are produced, there are approximately nine mil ls , one of which being an intermediate rmll the rest finishing mills. All of the mil ls are considered four-high single stand mil ls.
The first step in foil production is the breakdown mill where the coiled aluminum input is rolled an average of three times. Here, thick input gauges are reduced to a more workable thickness. Nexq an average of two passes on the intermediate mill prepares the coil for one final rolling to complete the finished product. One final pass on a finishing mill is the last step in household foil production where two strips of intermittent foil are combined and rolled together. The two layers exit the machine and are wound onto one coil. This two-layered rolling results in the household foil having a shiny side and a dull side. A separator mill (no lubricant required) is then employed to separate the two layers of foil onto two coils so they can be sent to an annealing oven for final anneal.
h e a l i n g usually occurs twice in the production of foil. The first annealing process is performed at the input aluminum coil stage, prior to the first rolling stage. The second annealis the finish anneal which occurs when all rolling stages are complete. During the annealing process, the rolled metal is heated above .its recrystallization temperature, reducing internal stresses created during cold rolling. Also during anneahg, nearly all of the residual lubricant left on the coil is either vaporized or burned off. It has not been determined how much of the lubricant is driven off as vapor. After the finish
. anneal and subsequent cooling of the coil, the coil is directed to the packaging and shipping section for final production processes. Annealing times may vary between 20 and 30 hours depending on the specific metal propemes desired and at what stage the foil is during production.
Other rolling mill areas at Reynolds follow the same general processes as the household foil. After the input aluminum cod annealing, the coil is sent to an inidal breakdown mill. From there intermediate rolling passes are made on other m i l l s . Finally, the coil goes through a frnshing pass and then to the finish anneal. For a given coil, the exact combination of rolling d s and annealing parameters is a function of the desired product and equipment loadmg. It was noted that none of the m i l l s was reversible, therefore, each roll pass required re-setting of the mill input coil.
During various rolling stages the h e a r paraffin oil is used to lubricate and cool the rolling mill machinery and the aluminum itself. The oil serves to reduce hc t ion at the roll nip and extract heat generated during the rolling process from both friction and internal stresses. The oil is also designed to cool the steel work and back-up roUs to prevent their deformation or buckling under the extreme loads. The lubricant flow rate per mill depends on several factors including mill speed, gauge reduction, lubricant temperature, and application technique. The breakdown and intermediate d s at Reynolds were observed using a narrow stream of lubricant spray applied evenly across

the roll nip. On the finishing mill in the household foil area, lubricant was observed gushing out, via the flood technique, at a noticeably higher rate than that for the breakdown or intermediate mills. Also, a small amount of lubricant was applied, via the drip technique, between the layers of coil to prevent them hom sticking to each other and ease the separating operation. Improving the application of the lubricant is an ongoing activity; sufficient training and experience is necessary to ensure that the metal is produced as desired. In 1987, a RACT determination was performed at the foil plant which determined the best applicable lubricant for VOC emissions reduction. This RACT determination is discussed in the next section of this trip report-
E. RACT Determination
Reynolds’ selection of linear paraffin for rolling lubricant was derived from a Reasonably Available Control Technology (RAW demonstration performed in 1987. Several emissions cone01 and/or reduction options were examined and evaluated and the results concluded that lubricant changeover was the most viable option for their operations. ?n,e old lubricant consisted of a kerosene-based mixture which had long been the standard in rolling operations. Other control techniques examined for RACT were oil absorption and carbon adsorption. The conclusions and results for each control option are discussed in this section.
Currently, the add-on control devices at the Richmond Foil Plant consist of mist eliminators on every mill or group of mills and one centdugal impactor located on one mill in the household foil area. These devices were originally installed for opacity control and are not designed for VOC vapor control. The capture devices are also not very efficient especially on the older d s (approximately 70 percent on newer mills). Airflows range from 6,000 to 40,000 acfm for the small to large mi l l s . MI. Tanchuk stated that for aluminum sheet mills, flow rates can range fiom 80,000 to 100,000 acfm.
Oil absorption was considered as an applicable emissions control technique. Multiple rolling plants overseas use this technology as well as one plant in Canada, however, no plants in the United States currently employ an oil absorber for emissions control. Severe limitations exist in the areas of retrofit (and retrofit cost), reuse of lubricant oil after absorption, and FDA requirements which render t h ~ s technology not feasible. An oil absorption reuofit system is very large (some 60 feet tall) and heavy. Auxiliary equipment includes ductwork, hooding, and support structure. Size and space limitations were detrimental to oil absorption for the foil plant because the building was not erected with these retrofit expectations. Another consideration involves the reuse of the waste lubricant oil after absorption. The waste lubricant typically cannot be reused after the absorption process which would have resulted in a loss of income for Reynolds because the kerosene lubricant could be re-sold after use as low-grade fuel. Also, absorption tends to change the nature of the lubricant by reducing the additives and adding the step of product reformulation before reuse as a lubricant Finally, FDA
5

requirements would have had to be met for the recycled oil. For all these reasons oil absorption was abandoned as a possible control option.
Carbon adsorption was also considered for emissions control at the Richmond Foil Plant, however, limitations were found that included retrofit, retrofit cost, and low VOC concenmtions. As stated previously for oil absorption retrofit requires ductwork, hooding, and support structure as well as space and size examinations. The major impediment to adsorption is the low VOC concentration associated with rolling mill emissions. Large airflows are required to exhaust a majority of the vapor and mist associated with the emissions which reduces the VOC concentration. Other disadvantages to the adsorption process are the frequent carbon desorptions required and the rapid fouling that VOC mist may cause. Only one unit is known to be installed on a new rolling mill in the United States (i-e., no retrofit applications are known). Problems have been encountered with this system since its installment and do not appear as though they will ever be corrected. Therefore, carbon adsorption was also abandoned as a possible control option.
The final emissions control technique is not truly considered control but more a process change which results in source reduction. Lubricant substitution to a less volatile compound can inherently reduce rolling mill emissions by increasing the heat capacity and lowering the vapor pressure of the oil. Linear paraffin oil was the lubricant of choice for substitution at Reynolds’ Richmond Foil Plant. Factors affecting the degree of
.. emissions reduction via lubricant substitution include lubricant temperature and application rate. Advantages to the linear paraffin include equal or better foil product quality, FDA approval, less flammability, and lower volatility. Disadvantages are the requirements for recirculation system equipment and for research and development (R&D) on the new oil. Since the paraffin oil cannot be re-sold as the kerosene could, recirculation systems were designed to capture, filter, cool, and distill the linear paraffin so that it could be reused. R&D was required to reformulate the oil with additive packages to ensure the best product from each mill.
From information gathered during the study of all three control options, ELACT was determined to be lubricant substitution from kerosene to a linear paraffin oil. In 1987, Reynolds had four new filtration systems installed to filter and cool the oil and recirculate it back to the rolling mil ls . Each system was designed to Nter together r m l l s which use the exact same lubricant composition. A distillation unit was also retrofitted to recover usable oil from the waste oil generated in the filtering system. This oil recovery offsets some of the losses associated with lubricant substitution, namely income lost from the sale of used kerosene. The linear paraffin cannot be re-sold as a waste fuel oil, thus oil recovery is an economically feasible solution. In addition, the distdlation system provides a longer lifetime for the lubricant and reduces off-site disposal costs associated with waste oil.

The installment costs for these reclamation systems was approximately $2,000,00i in 1985, not including R&D costs. The systems required the addition of collectors, filters cooling units, oil tanks, and a distillation unit as well as the auxiliary equipment associated with each. In addition, other retrofit construction equipment (i-e., supports, structure) was installed.
F. Alliance and EPA Observations at the Richmond Foil Plant
A fine mist was frequently observed rising from the rolling area of the household foil mills. A building ventilation system served to remove this mist and vapor quite adequately from the work area. Machinery surfaces in the plant were covered with a h e coating of oil, presumably from the settling of the oil mist. The floor of the plant was also oily, presumably due to oil carryout on the coils and other dnps, splashes, or other losses.
Operating hours for the foil plant are 24 h/7 days per week (dpw) for household foil operations and anywhere from 24 hr/5 dpw to 24 hr/7 dpw for other foil operations. The fabricating and shipping department is located across the James River at the Richmond North PIant.
Reynolds estimates that greater than 130 tons per year of lubricant oil is lost to .. the oil filtration system’s fdkr media and must be disposed of. This represents a
significant amount of oil that can be fdtered, distilled, and reused. Also noteworthy, the fact that at least one annealing oven employs an add-on thermal incinerator to destroy oil vapor generated during the annealing process.
G. Emissions
Reynolds stated that no estimates are available as to the magnitude of the reduction in VOC emitted since changeover to the linear paraffin oil. Other studies have suggested that as much as 63 percent reduction is theoretically possible with a combination of reduced lubricant application temperature and paraffin oil. Reynolds stated that EPA Method 24 cannot be used since the oil is captured, filtered, and recycled. As stated previously, the foil plant does employ mist eliminators and one centrifugal impactor, however, these devices are mainly for opacity reduction not VOC control. w
Accordingly, with the previous assessment of lubricant changeover as RACT for the Richmond Foil Plant, Reynolds has not been required to install VOC add-on equipment at the plant. Therefore, no past VOC control experiences or cost data were available for review.
7

H. Maintenance
Reynolds’ Richmond Foil Plant has a preventative maintenance system to ensure proper machine operation. Other repairs andor general cleaning duties are performed during the year on an as needed basis.


TECHNICAL REPORT DATA (Please read Instncctrons on the reverse before completing)
. REPORT NO. 2. 3. REC!PIENT'S ACCESSION NO.
453/R-92-001 I
. TITLE A N D SUBTITLE 5. REPORT DATE
CONTROL OF VOC EMISSIONS FROM NONFERROUS METAL JUNE 1992 ROLLING PROCESSES 6. PERFORMlNG ORGANIZATION CODE
. A U T H O R W 8. PERFORMING ORGANIZATION REPORT NO
W. Scott Snow, Philindo J. Marsosudiro - . PERFORMING ORGANIZATION NAME AND ADDRESS 10. PROGRAM ELEMENT NO.
Alliance Technolgies Corporation 100 Europa Drive, Suite 150 11. CONTRACT/GRANT NO.
Chapel Hill, North Carolina 27514 68-DO-0 12 1 , WA# 1-30
2. SPONSORING AGENCY NAME A N D ADDRESS 13. TYPE OF REPORT AND PERIOD COVERED
U.S. Envirnomental Protection Agency (MD-13) Emissions Standards Division 14. SPONSORING AGENCY CODE
Office of Air Quality Planning and Standards Research Traingle Park, North Carolina 27711
5. SUPPLEMENTARY NOTES i
ESD Work Assignment Manager: Joseph N. Myers, MD-13, 919-541-5428 6. ABSTRACT
This document was developed in response to increasing inquiries into the environmental impacts of nonferrous metal rolling which use oil as a lubricant and coolant in rolling operations. VOC emissions result from evaporative fugitive losses caused by heat generated in the rolling .processes. The focus of the document is VOC emission control techniques used by copper and aluminum rolling mills. provided for each of the control techniques addressed. The following control techniques are:
A control cost anaylsis is also
Carbon Adsorption Absorption Incineration Lubricant Substitution
7 . KEY WORDS AND DOCUMENT ANALYSIS
DESCRl PTO RS Ib. I DENTI FI E RS/OPEN ENDED TERMS IC. COSATI FieidiCroup
Air Pollution Aluminum Rolling Mills Carbon Adsorption Copper Rolling MIlls Lubricant Substitution VOC emission controls
I 1 8. DISTRIBUTION STATEMENT 119. SECURITY CLASS l r h i s R e D o l r ) 121 O F ?AGES
Release unlimited I so I i / 20 . SECURITY CLASS iT / i i spare / i I
i22 ? R I C E

INSTRUCTIONS
REPORT NUMBER Insert the EPA report number as it appears on the cover of tlir publication.
LEAVE BLANK
RECIPIENTS ACCESSION NUMBER Reserved for use by e~ch report recipient.
TITLE AND SUBTITLE Title should indicate clearly and briefly the subject coverage of the report, and bc disphycd proiiiinciitly. Sct sulititlc. if uwd. iii siiialicr type or otherwise subordinate it to main title. When a report is prepared in more than wie voluiiic. rcp.;it tlir priiii;iry titlr. i i t ld voluiiir number and include subtitle far the specific title.
REPORT DATE Each report shall carry a date indicating at least month and year. Indicate the 0;isis oii whidi i f \\:I\ wlcctcd (c . .~ . . ~t'utc oJ'issctc,. rlort, 4' approval, &te of preparation. etc.).
. 1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
PERFORMING ORGANIZATION CODE Leave blank.
AUTHOR(S) Give name(s) in conventional order (John R. Doc. J . RoDcrt Doc. ctc.). List author's all'iliatioii if i t dit'lrrr f ro i i i tlir prrforiiiiiip orpaiii- zation.
PERFORMING ORGANIZATION REPORT NUMBER Insert if performing organization wishes to assign this number.
PERFORMING ORGANIZATION NAME AND ADDRESS Give name, street, city, state, and ZIP code. List no more than two levels of an orgaiiizalioiial hircarcliy.
PROGRAM ELEMENT NUMBER Use the program element number under which the report was prepared. Subordiiiatc nuiiibrr\ i i i ~ i y be iii~.liitlcil iii p:irciitlicw\.
CONTRACT/GRANT NUMBER lnsert contract or grant number under which report was preparcd.
SPONSORING AGENCY NAME A N D ADDRESS lnclude ZIP code.
TYPE OF REPORT AND PERIOD COVERED , lndicate interim final, etc., and if applicable, dates covered.
14. SPONSORING AGENCY CODE Inser t appropriate code.
Enter information not included elsewhere but useful, such as: Prcpared in cooperation with. 1'r;itisIatitiii I ) I , l'rc\ciitL*il ;it c ~ ~ i i i c i c t t ~ ~ . ( 1 1 . To be published in, Supersedes, Supplements, etc.
Include a brief (200 wordsor less) factual summary of the m051 significant information contained iii ~ l i c i c l w r t . I1 i l i c rcpoi I I I I I I I . I I I I \ r i
significant bibliography or literature survey, mention i t here.
KEY WORDS AND DOCUMENT ANALYSIS (a) DESCRIPTORS - Select from the Thesaurus of Engineering a i d Sciciittl'ic l.crina the proper dutIiiiri/ed tcr i i i \ that idci i~i lv tlic n u j o r concept of the research and are sufficiently specific and precirc lo be uscd aa index t'ntrics lor catalopnp.
(b) IDENTIFIERS AND OPEN-ENDED TERMS - Use identifiers for prolcct nanic\, code iiamch, cqulprncni tlc\ignators, c t c ended terms written in descriptor form for those subjects for which no dcscriptor chists.
(c j COSATl l.lELD CROUP - kicld and group assignments rlre to be taken from the 1965 ('OS/\ 1 I Sul)icct ( 'ategory List. Since tl ic niii- jority of documents are multidisciplinary in nature, the Primary f.ield/(;rouu as\ignniciit(\) will bc ~ p c ~ i i i c d i u iplinc% ;ire0 01' liutiiari endeavor, or type ot physical object. The appiicationls) will be cross-rctercnccd with \ccondury i i ~ ' l d / ( ~ r o ~ i ~ i ~ \ \ ~ v i i i ~ i c t i t \ 111;11 w i l l i c ) i l i lN
the primary posting(s).
Denote releasability to the public or liniitation for reason$ othcr than wcurity for example "Kt'lcarc ~ J I ~ ! ~ ~ I I I I C I I . " ( I I C J ~ I ! d v d i l i i i i t l i l ) to the public, with address and pricc.
DO NOT submit classified reports to the National Tcchnical Information w v i c c .
Insert the total number of pages, including this one and unnumbered p a p , but cxcludc dijlribution I i \ t , 1 1 any
15. SUPPLEMENTARY NOTES
16. ABSTRACT
17.
U\c o ~ ~ c i i -
18. DISTRIBUTION STATEMENT
19. & 20. SECURITY CLASSIFICATION
21. NUMBER OF PAGES
22. PRICE Insert the price set by the National I'echnical Information Scrvicc or the Government I'rinting Office, 11' known
E P A Farm 2220-1 (Rev . 4-77) (Reverse)