Rajasthan Forging Works, Mumbai, Industrial Forging Products
Upload
naderbahramiCategory
view
15download
4description
Control of Grain Size Via Forging Strain Rate Limits for R88DT
Eric Huron General Electric Engine Services
Shesh Srivatsa
General Electric Aircraft Engines
Ed Raymond General Electric Aircraft Engines
Abstract
R88DT is a powder metallurgy nickel-based superalloy used for rotating compressor and turbine disks. It was developed using a supersolvus heat treatment to achieve good creep and fatigue crack growth resistance. It was observed during development that the supersolvus heat treatment could result in large grains occuring in bands in the microstructure. Forging window studies were carried out using a specimen designed to produce a range of strain rates and strains for a given nominal specimen upset. These specimens were deformed over a range of nominal strain rates and the regions of large grains were correlated with strain rate. The presence of large grains was found to be related to a critical strain rate range depending on temperature. The large grains were termed Critical Grain Growth (CGG) because of this relationship. Deformation finite element analysis with commercial forging codes was used to establish a model to predict when CGG would occur and to design safe forging designs and process routes. This model has allowed the successful production of R88DT forgings.
Superalloys 2000 Edited byT.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. McLean, S. Olson, and J.J. Schirra
TM.7 Clhe Minerals, Metals &Materials Society), 2000
49
Introduction:
Rene88DT is an advanced high strength Ni- base powder metallurgy alloy used for rotating disks in gas turbines (References 1 and 2). It was developed with a nominal composition of 13Co-16Cr-4Mo-4W-2.1 AI-3.7Ti-0.7Nb-0.03C (Reference 2).
This alloy is processed to a relatively coarse grain size (typically ASTM 6-10, or nominally 10 to 40 microns) to achieve good creep strength and damage tolerance. The processing route involves several major processes. First, argon atomized powder is produced and screened to desired mesh size (-270 mesh for R88DT). The powder is extruded into billet, typically 20-30 cm in diameter. Cylindrical sections (mults) are cut from the billet at target weights. The mults are isothermally forged in specially designed, controlled-environment forging presses. To achieve a consistent grain size, the forging condition must be carefully controlled. This paper describes the definition of the forging window using experiments designed to produce a controlled strain rate distribution in test coupons. The test coupons were forged, heat treated, and evaluated for grain size. Finite Element Modeling analysis was used to map grain size response vs. local strain rate to develop a model for the proper strain rate conditions. This model allows reliable forging of R88DT hardware. Some of the other factors affecting the model are discussed in light of requirements for technology in forging of these alloys.
Procedure:
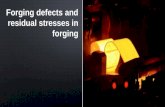
Test coupons were machined from extruded P/M R88DT billet according to Figure 1. The development and composition of R88DT are described in detail elsewhere (Reference 2). The coupons were tested on a servohydraulic testing machine equipped with a resistance furnace to control temperature and programmed to provide a nominal constant strain rate. Coupons were tested over a matrix of strain rates and temperatures from 954C to 1066C at strain rates from O.O032/sec to
50
0.32/set. Strain rates were programmed on a nominal value based on the overall specimen height to simplify the testing. Later, computer modeling was used to correlate the deformation conditions to actual local strain rate contours within the samples. After testing the coupons were heat treated with a supersolvus exposure of 1149C for 1 hour. The coupons were sectioned on radial planes and etched in Kallings reagent to identify regions of grain size variation.
Some portions of the double cone matrix were replicated using standard right circular cylinder compression tests. The flow stress data from these specimens were used to calculate values of m, the strain rate sensitivity factor, as a function of temperature and strain rate
T
w 85 -F- . mm - .
Figure 1: Double Cone Specime: . Geometry. This specimen produces gradib,,;s of strain rate which simulate strain rate gradients caused by die radii and flow constriction in isothermal forging.
Results:
Most regions of the samples displayed the expected typical supersolvus microstructure of ASTM 6-10 grain size. However, regions of very large grains, ASTM 00, exceeding 500 microns in diameter, were observed. Figure 2 shows a typical uniform microstructure, and Figure 3 shows a region of the enlarged grains. The location of the enlarged grains was observed to change within the sample depending on the overall strain rate and temperature. Because it showed a definite relationship with a critical strain rate, this type of grain growth was termed Critical Grain Growth (CGG). For a given temperature, the location of CGG moved outward as nominal strain rate increased. Figure 4 shows the patterns of large grain regions observed in the samples. Generally the CGG occurred in bands within the samples. The grain size in the regions without CGG was generally ASTM 6-10. Within the CGG grains up to ASTM 00 were present. Maintaining the uniform ASTM 6-10 grain size is desirable to provide uniform mechanical properties. Although repetitive specimens did not always show CGG in exactly the same location, the same general patterns and locations of CGG were observed to occur. The emergent patterns observed over the repetitive sampling are shown schematically in Figure 5.
The main issue was then to transfer the results of the experiment into limits for production forging of R88DT. This was accomplished by Finite Element Modeling (FEM) of the local strain rates in the coupons. Modeling was done using the commercial software package DEFORM. Flow stress data of R88DT generated from 9 fine grain billet material was used. The models considered non-isothermal deformation with effects of adiabatic heating included. A shear friction factor of 0.2 corresponding to well lubricated specimens was used, and this value was independently verified by measurements in ring tests. The modeling results were verified by comparing measured and predicted load-displacement as well as .the deformed specimen shapes.
The strain rates and the adiabatic heating experienced by all material points (finite elements) were tracked through the process and the maximum strain rate for each point was noted. The locations of CGG within the samples were matched visually to the modeled output to establish predictive maximum strain rate and adiabatic heating regions where CGG occurred. Using this approach, a strain rate window to predict CGG was established. If the maximum strain at a location occurs between
Figure 2: Typical Microstructure of R88DT Away from CGG
Figure 3: Typical Microstructure of R88DT In Large Grain Band
51
0.0032kec 0.0032kec
O.Ol/sec O.Ol/sec
0.032kec 4.5mm
I--------_ 1 954c -
0.032kec
982C
Figure 4 : Photographs of Critical Grain Growth (CGG) bands within deformed and supersolvus heat treated
R88DT specimens
52
0.0032kec
O.Ol/sec
O.O32/sec
1010c
0.0032kec
5mm I--------- 1
O.Ol/sec
0.032kec
1038C
0.01 /set
O.O32/sec
1066C
Figure 4 (continued): Photographs of Critical Grain Growth (CGG) bands within deformed and supersolvus heat treated
R88DT specimens
53
the limits of the CGG window, CGG is likely to occur. The strain rate window was found to be a strong function of temperature. At 954C, the maximum strain rate to avoid CGG was only O.O0244/sec, while at i 066C, a strain rate up to O.O256/sec could be used. In addition, a strain rate above which CGG could be avoided was noted. For 954C, this strain rate was O.Ol/sec, while at 1066C, it was much higher, O.O7/sec. The overall strain rate limits where CGG was observed are summarized in Table 1.
Table 1: Regions of Critical Grain Growth
1 Temperature 1 Strain Rates for Critical (degrees C) Grain Growth (kec)
954 0.00244-0.01 982 0.00288-0.0128 1010 0.008-0.04 1038 0.01 o-0.05 1066 0.0256-0.07
The modeling results are summarized in Figure 6. The CGG regions are indicated by black color. The darker the black color, the closer is the max strain rate to the center of the CGG window. The predicted CGG locations agree well with the observed CGG (Figures 4 and 5) in all the specimens. This shows that the max strain rate is one of the variables controlling the occurrence of CGG. Further experimental tests and modeling are needed to establish the effects of gradients of strain, strain rate and temperature.
The strain rate regions where CGG was observed in the double cone specimens generally corresponded to regions of low m (strain rate sensitivity). Although the full analysis is beyond the scope of this paper, generally deformation under conditions of low m correspond to relatively low superplasticity. Instead of deforming superplastically (in theory, with little buildup of deformation debris and stored energy), the material deformed in this region is not highly superplastic and thus deformation debris and storage of energy could in fact occur.
Discussion:
The application of the testing to production forging has been fairly straightforward. The strain rate limits achieved by modeling analysis are used to guide forging design. Die design and press speeds are controlled so that no regions of the forging during isothermal forging are predicted to lie within the strain rate window. Exact details of the design are left to the forging supplier, but in general slower speeds or more generous die radii can be used to address any forging regions predicted to lie within the window. The model data have been provided to the commercial isothermal forging suppliers and have resulted in successful production of several thousand R88DT isothermal forgings.
The model has been practically applied with great success even though the theoretical microstructural causes of CGG have not been fully determined. In extensive study at GE, the exact microstructural event leading to CGG has not been determined. If classical superplasticity is the cause, or rather, forging in regions of limited superplasticity, some microstructural evidence of stored energy should be expected. Superplasticity is commonly discussed in terms of the relative position along the classical stress vs. strain rate sensitivity curve, which is divided into three regions (References 3, 4). Region I, at low strain rates, is dominated by diffusion- accomodated grain boundary sliding with little stored energy. Region III, at high strain rates, is characterized by dislocation climb in addition to grain boundary sliding and extensive stored energy. Region II is an intermediate region with several possible contributing mechanisms. The present work for R88DT appears to be associated with the upper end of Region II and the lower end of Region III. For INlOO, as deformation conditions moved into this reason an increased dislocation density was noted and m decreased (Reference 5). This would correlate to increased tendency for CGG if it could be shown that the dislocation structure helps provide the driving force for CGG to occur. However, extensive Transmission Electron Microscope studies attempting to correlate measured dislocation densities in as-forged samples, with observed CGG in samples forged
54
n 8 s! 0 d
55
0.0032kec 0.0032kec 0.0032hec 0.0032kec 0.0032kec
O.Ol/sec O.Ol/sec O.Ol/sec O.Ol/sec O.Ol/sec
0.032kec 0.032kec 0.032kec 0.032kec 0.032kec
954c 9826 1OlOC 1038C 1066C
Figure 6 : Critical Grain Growth (CGG) Patterns predicted by modeling of the deformation process. These patterns agree well with the observed patterns shown in Figures 4 and 5.
56
at those conditions and then supersolvus heat treated, have failed to show a consistent correlation.
The results of CGG in R88DT agree well with results reported for N18, another P/M Ni-base superalloy (Reference 6). This study also found that high temperature deformation, at a critical strain rate, produced large grains after annealing. The study also showed that the critical strain rate was a function of temperature. For N18, the critical strain rate was O.O035/sec at 1 lOOC, O.O08/sec at 112OC, and O.Ol/sec at 114OC. Although the temperatures were higher, the trend of decreasing critical strain rate with decreasing temperature is consistent with the R88DT results. The y content of N18 is higher than R88DT (-55% vs. -40%) and the y solvus is correspondingly higher (-1195C vs. -11 OOC). The critical strain rate / temperature relationship may depend on the relative y amounts.
All of the results reported in this work are for a given billet microstructure and overall chemistry, and with controlled isothermal deformation. Most P/M billet is extruded to a fine grain superplastic structure. Billet microstructure influences the superplasticity and hence the energy storage and resultant grain size response. The results are beyond the scope of the present study, but billet microstructure must be maintained through consistent process controls. Recently new studies have explored alternatives to the most commonly used fine grained billet structure. Hot lsostatic Pressing (HIP) of P/M Udimet 720 was found to allow grain sizes up to ASTM 3, which could be hot worked to ASTM IO (Reference 7). This work illustrates that minor phases as well as y control the grain size. Another study reports that hot die forging under non-isothermal conditions and at high strain rates promoted a different microstructural response (Reference 8). In this study forging was carried out to be deliberately above the critical strain rate, so that on subsequent annealing critical grain growth was intentional. Essentially a uniform high nucleation density promoted uniform grain size instead of a bi-modal distribution. The results did show that high strain rates, above the CGG window, produced uniform grain sizes within the samples. This suggests that forging throughput
can be increased by using these higher strain rates. Unfortunately it is not possible to avoid local regions of sticking or low strain rate for areas of the forging in contact with the dies, so it is not practical to forge entirely above the CGG strain rate window.
Although much remains to be understood about the cause of CGG at the microstructural level, the present results and other studies suggest several practical approaches to forging design and practice. For uniform ASTM 6-10 microstructures, controlled isothermal forging, at strain rates below the critical strain rate, can be used to produce a uniform microstructure after supersolvus final heat treatment. Current commercial deformation models can easily be used to design forgings that have local strain rates within safe limits and within die loading and press capacity. Forging geometries and overall forging ram speed are modified iteratively until the models predict that all local regions are within the strain rate limits established by the coupon testing. This may require compromise on geometry radii or slower ram speeds, or both. This places a practical limit on throughput in isothermal forging, but by optimizing the models, good forging practice balancing speed, die design, and grain size control is achieved. Other grain sizes may be achievable by alternate processes, in particular the approach of forging entirely above the critical strain rate, but to date limitations on die capability have limited large- scale commercial use.
Acknowleciqements:
All sample deformation testing for this study was done by Dr. Noshir Bhathena of Wyman-Gordon Forging Company, Houston, Texas. Metallographic specimen preparation and heat treatment were provided by Ron Tolbert and Bill Brausch of GE Aircraft Engines. Valuable technical consultation was provided by Drs. Micheal Henry and Charles P. Blankenship, Jr. of GE Corporate Research and Development.
57
References:
1. D. D. Krueger, R. D. Kissinger, R. G. Menzies, and C. S. Wukusick, U. S. Patent No. 4,957,567, General Electric Company.
2. D. D. Krueger, R. D. Kissinger, and R. G. Menzies, Development and Introduction of a Damage Tolerant High Temperature Nickel Base Disk Alloy, Rene88DT, in Superalloys 1992, ed. by S. D. Antolovich et. al., TMS- AIME, Warrendale, PA, 1992, 277-286
3. M. F. Ashby and R. A. Verrall, Diffusion- Accomodated Flow and Superplasticity, Acta Met. 21, February 1973, pp. 149-l 73.
4. J. W. Edington, K. N. Melton, and C. P. Culter, Superplasticity, Progress in Materials Science, 1976, 21, 1976, pp. 61- 158.
5. R. G. Menzies, G. J. Davies, and J. W. Edington, Microstructural Changes During Superplastic Deformation of Powder-Consolidated Nickel-Base Superalloy IN-l 00, Metal Science, 16, October 1982, pp. 483-494.
6. M. Soucail, M. Harty, and H. Octor, The Effect of High Temperature Deformation on Grain Growth in a P/M Nickel-Base Superalloy, in Superalloys 1996, ed. by R. D. Kissinger et. al., TMS-AIME, Warrendale, PA, 1996, pp. 663-666.
7. G. Maurer, W. Castledine, F. A. Schweizer, and S. Mancuso, Development of HIP Consolidated P/M Superalloys for Conventional Forging to Gas Turbine Engine Components, in Superalloys 1996, ed. by R. D. Kissinger et. al., TMS-AIME, Warrendale, PA, 1996, pp. 645-652.
8. C. P. Blankenship, Jr., M. F. Henry, J. M. Hyzak, R. B. Rohling, and E. L. Hall, Hot Die Forging of P/M Ni-Base Superalloys, in Superalloys 1996, ed. by R. D. Kissinger et. al., TMS-AIME, Warrendale, PA, 1996, pp. 653-662.
58
Table of Contents-------------------------Next PagePrevious Page-------------------------Next HitPrevious HitSearch ResultsNew Search-------------------------Keynote AddressSuperalloys: The Utility Gas Turbine Perspective
Ingot, Powder and Deformation Processing Characterization of Freckles in a High Strength Wrought Nickel SuperalloySimulation of Intrinsic Inclusion Motion and Dissolution during the Vacuum Arc Remelting of Nickel Based SuperalloysPredicting Grain Size Evolution of UDIMET(r) Alloy 718 during the "Cogging" Process through Use of Numerical AnalysisControl of Grain Size Via Forging Strain Rate Limits for R'88DTSub-Solvus Recrystallization Mechanisms in UDIMET(r) Alloy 720LIThe Mechanical Property Response of Turbine Disks Produced Using Advanced PM Processing TechniquesSegregation and Solid Evolution during the Solidification of Niobium-Containing SuperalloysMicrostructural Evolution of Nickel-Base Superalloy Forgings during Ingot-to-Billet Conversion: Process Modeling and ValidationRemoval of Ceramic Defects from a Superalloy Powder Using Triboelectric ProcessingProduction Evaluation of 718ER(r) AlloyQuench Cracking Characterization of Superalloys Using Fracture Mechanics ApproachDevelopment and Characterization of a Damage Tolerant Microstructure for a Nickel Base Turbine Disc AlloyThe Microstructure Prediction of Alloy 720LI for Turbine Disk ApplicationsCharacteristics and Properties of As-HIP P/M Alloy 720Enhanced Powder Metallurgy (P/M) Processing of UDIMET(r)Alloy 720 Turbine Disks - Modeling StudiesCharacterization and Thermomechanical Processing of Sprayformed Allvac(r) 720Alloy
Solidification and Casting ProcessingProperties of RS5 and Other Superalloys Cast Using Thermally Controlled SolidificationAdvanced Superalloys and Tailored Microstructures for Integrally Cast Turbine WheelsImproved Quality and Economics of Investment Castings by Liquid Metal Cooling - The Selection of Cooling MediaA Novel Casting Process for Single Crystal Gas Turbine ComponentsCarbon Additions and Grain Defect Formation in High Refractory Nickel-Base Single Crystal SuperalloysNew Aspects of Freckle Formation during Single Crystal Solidification of CMSX-4Competitive Grain Growth and Texture Evolution during Directional Solidification of SuperalloysRecrystallization in Single Crystals of Nickel Base SuperalloysStructure of the Ni-Base Superalloy IN713C after Continuous CastingThe Thermal Analysis of the Mushy Zone and Grain Structure Changes during Directional Solidification of SuperalloysFreckle Formation in SuperalloysModelling of the Microsegregation in CMSX-4 Superalloy and its Homogenisation during Heat TreatmentEnhancement of the High Temperature Tensile Creep Strength of Monocrystalline Nickel-Base Superalloys by Pre-rafting in Compression
Blade AlloysAlloying Effects on Surface Stability and Creep Strength of Nickel Based Single Crystal Superalloys Containing 12 Mass% CrEvaluation of PWA 1483 for Large Single Crystal IGT Blade ApplicationsEffect of Ru Addition on Cast Nickel Base Superalloy with Low Content of Cr and High Content of WPrediction and Measurement of Microsegregation and Microstructural Evolution in Directionally Solidified SuperalloysDevelopment of a Third Generation DS SuperalloyThe Development and Long-Time Structural Stability of a Low Segregation Hf-free Superalloy - DZ125LThe Growth of Small Cracks in the Single Crystal Superalloy CMSX-4 at 750 and 1000 CThe Influence of Load Ratio, Temperature, Orientation and Hold Time on Fatigue Crack Growth of CMSX-4Modelling the Anisotropic and Biaxial Creep Behaviour of Ni-Base Single Crystal Superalloys CMSX-4 and SRR99 at 1223KCBED Measurement of Residual Internal Strains in the Neighbourhood of TCP Phases in Ni-Base SuperalloysThe Influence of Dislocation Substructure on Creep Rate During Accelerating Creep Stage of Single Crystal Nickel-based Superalloy CMSX-4Oxidation Improvements of Low Sulfur Processed Superalloys
Disk AlloysOptimisation of the Mechanical Properties of a New PM Superalloy for Disk Applicationsg' Formation in a Nickel-Base Disk SuperalloyMicrostructure and Mechanical Property Development in Superalloy U720LISub-Solidus HIP Process for P/M Superalloy Conventional Billet ConversionEffect of Oxidation on High Temperature Fatigue Crack Initiation and Short Crack Growth in Inconel 718The Effects of Processing on Stability of Alloy 718Long Term Thermal Stability of Inconel Alloys 718, 706, 909 and Waspaloy at 593 C and 704 CEffects of Microstructure and Loading Parameters on Fatigue Crack Propagation Rates in AF2-1DA-6The Common Strengthening Effect of Phosphorus, Sulfur and Silicon in Lower Contents and the Problem of a Net SuperalloySimulation of Microstructure of Nickel-Base Alloy 706 in Production of Power Generation Turbine Disks
Mechanical BehaviorInfluence of Long Term Exposure in Air on Microstructure, Surface Stability and Mechanical Properties of UDIMET 720LIEffects of Grain and Precipitate Size Variation on Creep-Fatigue Behaviour of UDIMET 720LI in Both Air and VacuumEffects of Local Cellular Transformation on Fatigue Small Crack Growth in CMSX-4 and CMSX-2 at High TemperatureMultiaxial Creep Deformation of Single Crystal Superalloys: Modelling and ValidationInvestigations of the Origin and Effect of Anomalous RaftingStress Rupture Behavior of Waspaloy and IN738LC at 600 C in Low Oxygen Gaseous Environments Containing SulfurIsothermal and Thermomechanical Fatigue of Superalloy C263Structure/Property Interactions in a Long Range Order Strengthened SuperalloyMicrostructural Changes in MA 760 during High Temperature Low Cycle FatigueHigh Temperature Low-Cycle Fatigue Behavior of Haynes 230 SuperalloyHigh Cycle Fatigue of ULTIMET AlloyThe Effect of Strain Rate and Temperature on the LCF Behavior of the ODS Nickel-Base Superalloy PM 1000Effect of Thermomechanical Processing on Fatigue Crack Propagation in INCONEL Alloy 783The Ductility of Haynes(r) 242 Alloy as a Function of Temperature, Strain Rate and Environment
Coatings, Welding and RepairProcessing Effects on the Failure of EBPVD TBCs on MCrAlY and Platinum Aluminide Bond CoatsCompositional Effects on Aluminide Oxidation Performance: Objectives for Improved Bond CoatsModelling and Neutron Diffraction Measurement of Stresses in Sprayed TBCsInterdiffusion Behavior in NiCoCrAlYRe-Coated IN-738 at 940 C and 1050 CEffect of Coating on the TMF Lives of Single Crystal and Columnar Grained CM186 Blade AlloyProcess Modelling of Electron Beam Welding of Aeroengine ComponentsNovel Techniques for Investigating the High Temperature Degradation of Protective Coatings on Nickel Base SuperalloysSintering of the Top Coat in Thermal Spray TBC Systems Under Service ConditionsOveraluminising of NiCoCrAlY Coatings by Arc PVD on Ni-Base SuperalloysThe Influence of B, P and C on Heat Affected Zone Micro-Fissuring in INCONEL type SuperalloyImproving Repair Quality of Turbine Nozzles Using SA650 Braze AlloyImproving Properties of Single Crystal to Polycrystalline Cast Alloy Welds through Heat Treatment
Alloy DevelopmentDevelopment of a New Single Crystal Superalloy for Industrial Gas TurbinesHigh g' Solvus New Generation Nickel-Based Superalloys for Single Crystal Turbine Blade ApplicationsDistribution of Platinum Group Metals in Ni-Base Single Crystal SuperalloysDevelopment of A Low Angle Grain Boundary Resistant Single Crystal Superalloy YH61Topologically Close Packed Phases in an Experimental Rhenium Containing Single Crystal SuperalloyA Low-Cost Second Generation Single Crystal Superalloy DD6The Development of Improved Performance PM UDIMET(r) 720 Turbine DisksMicrostructural Stability and Crack Growth Behaviour of a Polycrystalline Nickel-Base SuperalloyThe Application of CALPHAD Calculations to Ni-Based SuperalloysFormation of a Pt2Mo Type Phase in Long-Term Aged INCONEL Alloy 686Development of New Nitrided Nickel-Base Alloys for High Temperature ApplicationsMC-NG: A 4th Generation Single-Crystal Superalloy for Future Aeronautical Turbine Blades and Vanes