Continuous emulsion polymerization in a pulsed packed column · resultaten zijn vergeleken met de...
251
Continuous emulsion polymerization in a pulsed packed column Citation for published version (APA): Hoedemakers, G. F. M. (1990). Continuous emulsion polymerization in a pulsed packed column Eindhoven: Technische Universiteit Eindhoven DOI: 10.6100/IR329856 DOI: 10.6100/IR329856 Document status and date: Published: 01/01/1990 Document Version: Publisher’s PDF, also known as Version of Record (includes final page, issue and volume numbers) Please check the document version of this publication: • A submitted manuscript is the version of the article upon submission and before peer-review. There can be important differences between the submitted version and the official published version of record. People interested in the research are advised to contact the author for the final version of the publication, or visit the DOI to the publisher's website. • The final author version and the galley proof are versions of the publication after peer review. • The final published version features the final layout of the paper including the volume, issue and page numbers. Link to publication General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal. If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, please follow below link for the End User Agreement: www.tue.nl/taverne Take down policy If you believe that this document breaches copyright please contact us at: [email protected] providing details and we will investigate your claim. Download date: 13. May. 2019
Transcript of Continuous emulsion polymerization in a pulsed packed column · resultaten zijn vergeleken met de...

Continuous emulsion polymerization in a pulsed packedcolumnCitation for published version (APA):Hoedemakers, G. F. M. (1990). Continuous emulsion polymerization in a pulsed packed column Eindhoven:Technische Universiteit Eindhoven DOI: 10.6100/IR329856
DOI:10.6100/IR329856
Document status and date:Published: 01/01/1990
Document Version:Publisher’s PDF, also known as Version of Record (includes final page, issue and volume numbers)
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:
www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:
providing details and we will investigate your claim.
Download date: 13. May. 2019

CONTINUOUS EMULSION
POLYMERIZATION
IN A
PULSED PACKED COLUMN
G.F.M. HOEDEMAKERS

CONTINUOUS EMULSION POLYMERIZATION
IN A PULSED PACKED COLUMN
PROEFSCHRIFT
ter verkrijging van de graad van doctor aan de Technische Universiteit Eindhoven, op gezag van de Rector Magnificus, Prof. ir. M. Tels, voor een commissie aangewezen door het College van Dekanen in het openbaar te verdedigen op
dinsdag 17 april 1990 om 16.00 uur
door
GUILLAUME FRANCISCUS MARIA HOEDEMAKERS
geboren te Geleen
druk: wibro dissertatiedrukkerij, heimond

Dit proefschrift is goedgekeurd door de promotoren:
Prof. dr. ir. D. Th oen es Prof. dr. ir. A.L. German

Aan mijn ouders.

Het in dit proefschrift beschreven onderzoek werd mogelijk gemaakt dankzij
financiële ondersteuning van DSM Research B.V., Geleen.

SUMMARY
Continuous emulsion polymerization on a technica! scale is mostly carried out in
continuous stirred tank reactors (CSTRs). This reactor type, however, bas some
disadvantages that make it less suitable for general applications on a large scale.
One of the main prohlems is the partiele formation. A CSTR bas shown to produce much
fewer particles per unit volume than a batch reactor operated under the same
conditions. Por example, for styrene emulsion polymerization the maximum attainable
number of formed polymer particles per unit volume in a CSTR is only 57 % of that
formed in a batch reactor under the same conditions. Consequently, the
polymerization rate in a CSTR is also lower. A second problem often encountered in a
CSTR is the occurrence of large sustained oscillations in conversion and partiele
numbers. This phenomenon is often observed in the polymerization of monomers such as
vinyl acetate or methyl methacrylate, where relatively high rates of radical
desorption from the polymer particles take place. It was found earlier that both
problems are caused by the large residence time distribution in a CSTR, and can be
avoided when a plug flow type reactor is used instead.
This thesis describes the development of a new reactor type in which the above
mentioned disadvantages are avoided. This reactor is a pulsed packed column: a
packed tubular reactor in which velocity fluctuations are introduced by pulsation.
This causes the flow to be locally turbulent, which provides proper emulsification
of the monomer, efficient transport of the heat of reaction to the reactor wan by
good radial mixing, without the risk of reactor fouling.
The residence time distribution in the pulsed packed column bas been examined for
random stacked Raschig rings and for structured Sulzer SMV8-DN50 intemals. lt
appears that the axial dispersion coefficient is determined by three effects
originating from the nett flow rate, the pulsation velocity and the packing
structure, respectively. The axial dispersion in the structured packing was much
lower than in the Raschig rings packing. This could be attributed to the regular
structure of the Sulzer packing.
The results of the measurements of the residence time distribution are used to
explain results of emulsion polymerization experiments of styrene in the pulsed
packed column. The polymerization reaction was studied by measuring conversion and
numbers of formed polymer particles at . different positions in the column as a
function of mean residence time, pulsation conditions and packing type. The results
were compared with the performances of a batch reactor and of a CSTR. lt appears
that at low pulsation rates the pulsed packed column behaves like a batch reactor.
At relatively large pulsation rates the number of forrned polymer particles and the

conversion decrease, but are still considerably higher than those obtained in a
CSTR. Molecular weights of the column products did not show significant deviations
from those of batch products. The residence time distribution in the column could be
varied by varying the pulsation velocity (reflected by the axial dispersion
coefficient), the flow rate or both. The importance of axial dispersion relative to
the velocity of the liquid is expressed in the dimensionless Peclet-number. It has
been shown that a Peclet-number related to the section of the column in which the
partiele formation takes place (Pe1) is the best criterion for descrihing the
performance of the reactor. Experimental results of the different column packing
types, mentioned before, could be reduced to one common denominator by the usè of
Per For the emulsion polymerization of styrene in a pulsed packed column, a reactor
model is developed, descrihing the performance of the column both qualitatively and
quantitatively. It appeared that the best model of a pulsed packed column is based
on plug flow with axial dispersion.
A study of the styrene droplet sizes in emulsions, prepared in a batch reactor and
in a pulsed packed column, showed that almost all measured droplet diameters were in
the range 1-10 J.lm. From this it follows that the chance of polymerization in
dropiets can be regarded to be negligible. An analysis of the dependenee of the
droplet sizes on the energy dissipation in the reactors showed, that the mean
droplet diameter was determined only by break up of the dropiets and not by
coalescence of the droplets. Coalescence of the dropiets was prevented by the
emulsifier present at the monomer/water interfaces.
Besides aspects of macromolecular chemistry and chemica! reaction engineering also
aspects of colloid and interfacial chemistry play a role in the emulsion
polymerization process. Partiele numbers and conversion strongly depend on the
emulsifier used and on the ionic strength of the emulsion. The emulsion
polymerization of styrene emulsified with a rosin acid soap and carried out at high
electrolyte concentrations showed a decline in the number of polymer particles
during the course of the polymerization, which was caused by coagulation and
coalescence of the particles. The coalescence of the particles strongly influences
the polymerization kinetics: it appeared that the number of polymer particles in the
final latex depends on the type and concentration of the emulsifier, the monomer and
electrolyte concentration and the energy dissipation, but was almost independent of
initiator concentration and temperature.

SAMENVATTING
Continue emulsiepolymerisatie wordt ~p technische schaal voomarnelijk uitgevoerd in
continu doorstroomde geroerde tank reaktaren (CSTR's). Dit reaktor type heeft echter
een aantal nadelen welke het minder geschikt maken voor toepassing op grote schaaL
Een van de belangrijkste problemen is de deeltjesvorming. In eerdere onderzoeken is
gebleken dat een CSTR beduidend minder polymeerdeeltjes per volume-eenheid latex
produceert dan een batch reaktor, bedreven onder dezelfde reaktiecondities. Voor de
emulsie- polymerisatie van styreen bijvoorbeeld bedraagt het maximale aantal
geproduceerde polymeerdeeltjes in een CSTR slechts 57 % van dat in een batch
reaktor, bij gelijke reaktiecondities. Dientengevolge zal de polymerisatiesnelheid
in een CSTR ook aanmerkelijk lager zijn dan in een batch reaktor. Een tweede
probleem dat vaak voorkomt in een CSTR is het optreden van grote oscillaties in
conversie en deeltjesaantallen. Dit fenomeen wordt vaak waargenomen bij de
polymerisatie van monomeren zoals vinylacetaat en methylmethacrylaat, welke relatief
grote snelheden van radicaaldesorptie uit de polymeerdeeltjes vertonen. In eerdere
onderzoeken is gevonden dat beide bovengenoemde problemen worden veroorzaakt door de
grote verblijfrijdspreiding in een CSTR, en kunnen worden voorkomen bij gebruik van
een propstroomreaktor.
Dit proefschrift beschrijft de ontwikkeling van een nieuw reaktortype, waarin
bovengenoemde problemen niet optreden. Deze reaktor is een gepulseerde gepakte
kolom: een gepakte buisreaktor waarin ten gevolge van pulsatie van de vldeistof
snelheidsfluctuaties worden geïntroduceerd. Deze snelheids- fluctuaties zorgen
ervoor dat de vloeistofstroming lokaal turbulent wordt, hetgeen een goede
emulsificatie van het monomeer, efficient transport van de reaktiewarmte naar de
reaktorwand door een goede radiale menging, en minimale kans op reaktorvervuiling
garandeert.
De verblijflijdspreiding in de gepulseerde gepakte kolom is onderzocht voor random
gepakte Raschig ringen en voor gestruktureerde Sulzer SMV8-DN50 intemals. Het
blijkt dat de axiale dispersiecoëfficiënt wordt bepaald door drie effekten,
afkomstig van respectievelijk de netto vloeistofstroming, de pulsatiesnelheid en de
pakkingstruktuur. De axiale dispersie in de Sulzer pakking is veel kleiner dan in de
Raschig ringen pakking, hetgeen toegeschreven kan worden aan de regelmatige
struktuur van de Sulzer pakking.
De resultaten van de verblijftijdspreidingsmetingen zijn gebruikt om resultaten van
emulsiepolymerisatie experimenten van styreen in de gepulseerde gepakte kolom te
verklaren. De polymerisatiereaktie is bestudeerd door het meten van conversie en

aantal gevormde polymeerdeeltjes op verschillende posities in de kolom als functie
van de gemiddelde verblijftijd, de pulsatiecondities en het pakking type. De
resultaten zijn vergeleken met de prestaties van een batch reaktor en van een CSTR.
Het blijkt dat bij geringe pulsatiesnelheden de gepulseerde gepakte kolom zich
gedraagt als een batch reaktor. Bij relatief grote pulsatiesnelheden nemen de
conversie en het aantal gevormde polymeerdeeltjes af, echter beiden blijven
aanzienlijk groter dan in een CSTR. Molekuulgewichten van de kolomprodukten blijken
niet significant af te wijken van de molekuulgewichten van batch produkten. De
verblijftijdspreiding in de kolom werd gevarieerd door variatie van de
pulsatiesnelheid (weergegeven door de axiale dispersiecoëfficiënt), de netto
stroomsnelheid van de vloeistof, of beiden. De relatieve bijdrage van de axiale
dispersie tot de verblijftijd- spreiding ten opzichte van die van de netto
stroomsnelheid wordt tot uitdrukking gebracht in het dimensieloze Pecletgetal. Het
is gebleken, dat een Peeletgetal gerelateerd aan de kolomsectie waarin de
deeltjesvorming plaats vindt (Pe1) het optimale criterium is voor het beschrijven
van de prestaties van de reaktor. Experimentele resultaten van de verschillende
kolompakkingtypen kunnen onder een gemeenschappelijke noemer worden gebracht door
het gebruik van Pet
Voor de emulsiepolymerisatie van styreen in een gepulseerde gepakte kolom is een
reaktormodel ontwikkeld, dat de prestaties van· de kolom zowel kwalitatief als
kwantitatief beschrijft. Het is gebleken dat het beste model voor een gepulseerde
gepakte kolom is gebaseerd op propstroom met axiale dispersie.
Een studie naar de druppelgrootte van styreendruppels in emulsies in een batch
reaktor en in een gepulseerde gepakte kolom laat zien dat vrijwel alle gemeten
druppelgroottes in de range 1-10 ~-tm liggen, hetgeen impliceert dat de kans op
polymerisatie in de druppels als verwaarloosbaar moet worden geacht. De gevonden
afhankelijkheid van de druppelgrootte van de energiedissipatie in de reaktoren toont
aan dat de gemiddelde druppeldiameter alleen bepaald wordt door opbreken van de
druppels en niet door coalescentie van de druppels. Coalescentie wordt verhinderd
door de aanwezigheid van emulgatormolekulen op het monomeer/water fasegrensvlak.
Naast polymeerchemische en reaktorkundige aspekten spelen ook colloïdchemische
aspekten een belangrijke rol bij emulsiepolymerisatieprocessen. Deeltjes- aantallen
en conversie hangen in sterke mate af van de gebruikte emulgator en van de
ionensterkte van de emulsie. De emulsiepolymerisatie van styreen geëmulgeerd met een
rosin acid soap en uitgevoerd bij hoge elektroliet- concentraties vertoont een
afname van het deeltjesaantal tijdens het verloop van de polymerisatie, hetgeen
veroorzaakt wordt door coagulatie en coalescentie van de polymeerdeeltjes. De

coalescentie van de deeltjes heeft een grote invloed op de polymerisatiekinetiek:
het blijkt dat het aantal polymeerdeeltjes in de eindlatex afuankelijk is van type
en concentratie van de emulgator, monomeer- en elektrolietconcentratie en
energiedissipatie, maar vrijwel onafuankelijk van initiatorconcentratie en
temperatuur.

T ABLE OF CONTENTS
List of symbols
Chapter 1:Jntroduction
1.1. Continuous emulsion polymerization
1.2. Specific problems of emulsion polymerization in a CSTR
1.3. A new reactor type for continuous emulsion polymerization
1.4. Contents of this thesis
1.5. References
Chapter 2: Axial mixing in a pulsed packed cqlumn
2.1. Introduetion
2.2. Theory
2.2.1. Characterization of the axial dispersion coefficient
2.2.2. The parameters <p1, <p2 and K2 2.3. Experimental
2.3.1. Solution of the dispersion equation
2.3.2. Determination of the dispersion coefficient
2.4. Results and discussion
2.4.1. Raschig rings
2.4.2. Sulzer SMV8-DN50 packing
2.4.3. Possible influence of latex properties on axial mixing
2.5. Conclusions
2.6. References
Chapter 3: Mechanism and kinetics of emulsion polymerization
3.1. Introduetion
3.2. Polymerization mechanism
3.3. Polymerization kinetics
3.3.1. Smith-Ewart model
3.3.1.1. Nucleation of polymer particles
3.3.1.2. Polymerization rate per partiele
3.3.2. Nomura !ind Harada model
1
5
11
ll
11
13
15
16
17 17
17
19
22
26
27 30
33
33
37 43
44
46
47
47
47
48
49
49
50
53

3.3.2.L Nocteation and number of formed polymer particles 55
3.3.2.2. Rate of polymerization and partiele growth 58
3.3.2.3. Average number of radicals per partiele 59
3.4. References 61
Chapter 4: Emulsion polymerization of styrene in a pulsed packed column 63
4.1. Introduetion 63
4.2. Comparison of reactor types 64
4.2.1. Partiele formation 64
4.2.2. Partiele size distributions 67
4.2.3. Molecular weight properties 70
4.3. Experimental 71
4.4. Results and discussion 75
4.4.1. Comparison of reactor types 78
4.4.2. Number of polymer particles formed 84
4.4.3. Partiele size distributions 89
4.4.4. Molecular weights 92
4.5. Conclusions 94
4.6. References 94
Chapter 5: Reactor model for the emulsion polymerization of styrene in a
pulsed packed column 97
5 .I. Introduetion 97
5.2. Plug flow with axial dispersion model 98
5.2.1. Mass balances 98
5.2.2. Kinetic equations 99
5.2.3. Solutions of the differential equations 102
5.2.4. Comparison of theory with experiments for a PPC 104
5.3. Tanks in series model 106
5.3.1. Mass balances and kinetic equations 107
5.3.2. Partiele size distributions 109
5.3.3. Comparison of theory with experiments for a series of CSTRs 113
5.3.3.1. Numbers of formed polymer particles 114
5.3.3.2. Partiele size distributions
5.3.3.3. Conversion
5.3.6. Comparison of theory with experiments for a PPC
2
117
121
123

5.4. Conclusions
5.5. References
125
126
Chapter 6: Coagulation effects during the emulsion polymerization
of styrene emulsified with a rosin 'acid soap 127
6.1. Introduetion 127
6.2. Coagulation during an emu1sion polymerization 129
6.2.1. Stability of polymer particles 129
6.2.2. Mechanisms of coagulation 133
6.2.2.1. Brownian coagulation 134
6.2.2.2. Shear coagulation 135
6.2.2.3. Brownian coagulation versus shear coagulation 136
6.2.2.4. Surface coagulation 136
6.3. Ex perimental 138
6.4. Results and discussion 140
6.4.1. Preliminary experiments 140
6.4.2. Variàtion of emulsifier concentration 142
6.4.3. Variation of initiator concentration 153
6.4.4. Variation of monomer concentration 156
6.4.5. Variation of temperature 161
6.4.6. Influence of shear rate 165
6.4.6.1. Influence of shear rate in stirred tanks,
in batch reaelions 165
6.4.6.2. lnfluence of shear rate in pulsed packed column 172
6.4.7. Variation of electrolyte concentration 176
6.4.8. Influence of residence time distribution 181
6.5. Conclusions 186
6.6. References 187
Chapter 7: Monomer droplet si zes in styrene emulsion polymerization 191
7 .1. Introduetion 191
7 .2. Liquid-liquid dispersions 192
7 .2.1. Break-up of dropiets 192
7 .2.2. Coalescence of dropiets 194
7.2.3. Simultaneous break-up and coalescence 195
7 .2.4. Energy dissipation in an agitated vessel 197
3

7.2.5. Energy dissipation in a pulsed packed column 200
7.3. EKperimental 202
7.4. Results and discussion 203
7.4.1. Droplet sizes in an agitated vessel 204
7.4.2. Infiuence of emulsifier 209
7.4.3. Droplet sizes in a pulsed packed column 214
7.5. Conclusions 216
7.6. References 217
Appendices
A.l. General solution of the recurrent equations 219
A.2. Dynamic light scattering 227
A.3. Laser diffraction speetrometry 231
A.4. Parameters for styrene emulsion polymerization 233
A.5. Length of the partiele nucleation period in a pulsed packed column 235
4

a
c
D
Dm
Dw de
dm
dmax d . nun dp
dr d p,w E
Ea E.
1
~ EP Es
eo F
f
[I]
LIST OF SYMBOLS
column cross-sectionat area
total surface area of all polymer particles
argument of Bessel function
distance between centers of two particles (chapter 6)
surface area occupied by an emulsifier molecule
number of impeller blades
impeller distance to tank bottorn
tracer concentration
impeller diameter
local conveelion coefficient (chapter 2)
molecular diffusion coefficient
diffusion coefficient
column diameter
diameter of micelle
maximum stabie droplet diameter
minimum stabie droplet diameter
diameter of polymer partiele
diameter of packing partiele
weight average diameter of polymer particles
axial dispersion coefficient
adhesion energy
activation energy for initiator decomposition
kinetic energy
activation energy for propagation reaction
surface energy
charge of a proton
feed rate
frequency of pulsation
initiator efficiency in radical formation
friction factor
acceleration of gravity
gel-effect correction factor
height of packed bed
distance between two particles (chapter 6)
initiator concentration
5
m
m
m
m
m
m
m
m2/s
kJ
kJ/kmol
kJ
klikmol
kJ
c m3/s -1 s
m
m
kmo11m3
H20

baffle width
Brownian coagulation rate
shear coagulation rate
number of mixing stages in series
Langmuir adsorption equilibrium constant
surface coagulation rate constant
Boltzmann constant
radkal desorption rate constant
rate constant of formation of initiator radicals
propagation rate constant
rate constant of terminalion
radical absorption rate constant for particles
radical absorption rate constant for micelles
column length I length of packed bed
length of impeller blade
I length of the column section in which the
[M]
N
[N]
[N]w
[N"]
[Nt]
MNlj
Na
Np
Nt
partiele nucleation takes place
overall monoroer concentration
aggregation number of a micelle
number average molecular weight
monoroer concentration in polymer partiele
weight average molecular weight
molecular weight of monoroer
number of micelles per unit volume
rotational impeller speed
number of polymer particles per unit volume
number of polymer particles calculated from d p,w
number of active polymer particles
number of dead polymer particles
number of polymer particles formed in j-th reactor
A vogadros constant
power number
number of ideally mixed tanks in series
n time-average number of radicals per partiele
n. 1
bulk concentration of ions of type i
6
m -1 -3
s .m H20
-1 -3 s .m H20
m3
m/s
J/K -1 s -1 s
m3/(kmol.s)
m3/(kmol.s)
m3t(kmol.s) 3/ m (kmol.s)
m
m
m
kmoVm3
H20
kg!m3
-3 m H20
s -1
-3 m H20
-3 m H2o
-3 m H2o
-3 m H20
m -3 H20
kmor 1
-3 m H20

Q
R
[R"]
power input
concentration of radical chains
pressure drop
Peelet-number related to the column length
Peelet-number related to the column section in
which the partiele nueleation takes place
amount of injected tracer
number of baffle plates
radical concentration
Re Reynolds number
R. I
(S]
s
T
u
rate of formation of polymer particles
overall polymerization rate
rate of polymerization in one polymer partiele
partiele radius
emulsifier concentration
stroke length of pulsation
temperature
tank diameter
time
interstitial liquid velocity
superficial velocity
mean square of the relative velocity fluctuations
between two diametrically opposite points on the
surface of a droplet
volume
attraction potential
specific volume of monomer
specific volume of polymer
repulsion potendal
volume of tank
velocity
Kolmogoroffs velocity scale for turbulence
volume of a polymer partiele
width of impeller blade
W hr stability factor for Brownian coagulation
We Weber number
7
J/s . 3
kmoVm H20
N/m2
kg
kmoVm3 H20
-1 -3 s m H20
kmoV(s.m3 H2~)
kmoVs
m
kmoVm3
m
s
mis mis
m2/s2
m3
V
m3/kg
m3/kg
V m3
mis mis m3
m

W ,, stability factor for shear coagulation s
w 0
.607
width of response curve at 0.607 height
[x+] I I . e ectro yte concentratton
Xm monomer conversion
z height * z height of partiele nucleation section
zi valency of ion of type i
Greek symbols
a.0 capture efficiency
~ partiele growth parameter
X constant (in Smith-Ewart relation)
E
~ Er.Eo
q>d
q>mon
q>pol q>l
q>2 <I>
y
TJ
energy dissipation per unit time and mass
bed porosity
permittivity of suspension
volume fraction disperse phase
weight fraction monomer in partiele
weight fraction polymer in partiele
constant ( chapter 2)
constant (chapter 2)
average fraction of liquid being subject to pulsation
shear rate
skewness of response curve (chapter 2)
dynamic viscosity
Kolmogoroffs length scale for turbulence
viscosity of the emulsion
relative viscosity (= TJe/TJsm)
viscosity of the suspension medium
volume fraction disperse phase (chapter 2)
surface potential
reciprocal thick:ness of the double layer
constant (chapter 2)
constant (chapter 2)
constant (chapter 2)
London wave length
growth rate of a polymer partiele
8
s
m
m
W/kg
F/m
-1 s
kg/(m.s)
m
kg/(m.s)
kg/(m.s)
V -1 m

V
* 't
e
kinematic viscosity
density
radical absorption rate
generation rate of radicals
surface tension
standard deviation ( chapter 2)
mean residence time
mean residence time in partiele nucleation section
fraction of the surface area of the polymer
particles occupied by emulsifier molecules
frequency (=2.1t.f)
age of a polymer partiele (chapter 5)
dimensionless time t/'t (chapter 4)
zeta potential (chapter 6)
effectiveness factor for particles relative to
micelles in absorption of radicals
effectiveness factor for radical absorption
effectiveness factor for radical absorption
effectiveness factor for radical absorption
effectiveness factor for radical absorption
Subscripts
b bulk zone
c continuous phase
CMC critica! micelle concentration
d disperse phase
f feed stream
impeller zone
j exit stream of j-th reactor
m micellar
mon monomer
p polymer partiele
pol polymer
0 feed stream
1 exit stream of first reactor
9
m2ts kglm3
krnoV(s.m3 H20)
krnoV(s.m3 H2J
N/m
s
s
s
rad/s
s
V
kmol
krnol
krnoVm
kmoVm2
kmoVm3

lO

Chapter 1. Introduetion
1.1. Continuons emulsion polymerization
Emulsion polymerization is one of the four major types of free radical
polyrnerization. Some of the main reasons why emulsion polymerization is used instead
of bulk, solution or suspension polymerization are:
- several products such as paints and adhesives are used in latex form;
- the low viscosity of the latex makes handling of the product and removal of the
heat of reaction relatively easy;
- with emulsion polymerization it is possible to produce a high molecular weight
polymer at high reaction rates.
Emulsion polymerization reacrions are mostly carried out in batch reactors. They are
easy to operate and there is a large amount of information about these reactor
systems available in literature. Recently there bas been considerable interest in
the use of continuous reactor systems for emulsion polymerization. Economie
incentives and better possibilities for controlling product quality are the main
motives in the development of continuous emulsion polymerization processes. However,
there are some limitations to the use of continuous reactors. Continuous systems are
only paying when rather long run times can he achieved. Latexes that foul badly and
cause frequent shutdowns are preferably produced in batch reactors. Likewise,
continuous reactors are not practical for product distributions which require
frequent recipe changes. On the other hand process economics tend to become more
favorable for continuous reactors as production run-times increase.
Most commercial emulsion polymerization processes consist of· a series of continuous
stirred tank reactors (CSTRs) [1-3]. The early systems comprised 10 to 15 equal
sized reactors in series. More recent processes consist of only 2 to 5 reactors in
series. Tubular reactor systems are rarely used in continuous emulsion
polymerization. Although sorne tubular reactors have been used in kinetic studies
{4-6] they have not been commercialized. Recently a continuous tubular-loop process
bas been developed and patented [7,8]. The residence time distribution of this
reactor type is nearly identical with that of a single CSTR. However a .continuous
tubular reactor offers the advantage of a large heat transfer area per unit volume.
1.2. Specitic problems of emulsion polymerization in a CSTR
The reactor system that is mostly used in continuous emulsion polymerization is a
11

series of CSTRs. Although this operation method is already, used in the co~mercial
production of rubber latices, the system has some disadvantages which prevent it to
be used on a large scale for general applications.
First there is the problem of partiele formation. In a series of CSTR's the first
CSTR can be regarded as the reactor in which the partiele formation takes place: the
seeding reactor. Because the rate of polymerization is usually proportional to the
number of polymer particles present, it is important to optimize the number of
particles that is formed in the first reactor. However, a CSTR as the first reactor
has shown to produce a much lower number of polymer particles than a batch reactor
operated under the same conditions. Nomura et al [9,101 have theoretically shown the
existence of a maximum in the number of polymer particles for styrene emulsion
polymerization at a certain low value of the mean residence time of the CSTR.
According to their theory, which was in good agreement with their experiments, this
maximum number is only 57 % of the number of polymer particles, per unit volume,
formed in a batch reactor. The same value for this maximum is obtained by Poehlein
[2 1 who based his calculation on a model of Gershberg and Longfield [11 1. This
relatively low number of polymer particles is mainly caused by the large residence
time distribution in a CSTR. This causes large particles to be mixed up with freshly
added emulsifier. As a result a large amount of the emulsifier is consumed for
covering the surface of the large particles. Therefore only part of the emulsifier
is available for the generation of new particles.
A second problem of a CSTR used for a continuous emulsion polymerization is that in
a CSTR sustained oscillations in conversion and partiele number often are observed.
These oscillations mostly result in large fluctuations in product quality with time.
Kiparissides et al [ 12,/31 suggested the following mechanism for the sustained
oscillations. The emulsifier used in an emulsion polymerization is mainly needed for
two purposes. The frrst one is the formation of emulsifier micelles from which
polymer particles are formed. The second purpose is the surface coverage of the
polymer particles ~ith emulsifier to stabilize those particles. The sustained
oscillations are. caused by a competition between the formation of micelles and the
surface coverage, in the frrst CSTR of the cascade. At the beginning of the reaction
a rapid generation of a large number of particles and surface area consumes . the
available emulsifier. The rate of emulsifier consumption for surface coverage
exceeds the feed rate of emulsifier to the reactor and the emulsifier micelles
disappear quickly. The partiele generation rate decreases and will he close to zero
for a eertaio period., The. duration of this period depends on the feed rate of
emulsifier, the washout rate of polymer particles and the growth of the total
partiele surface. Eventually the emulsifier concentration saturates the partiele
12

surface and emulsifier micelles are formed again for partiele generation. This
mechanism leads to fluctuations in the number of particles, polymerization rate and
conversion.
According to PenHdis { 14] sustained oscillations is a phenomenon which is
characteristic of the continuous emulsion polymerization of monoroers that show a
high rate of radical desorption from the latex partieles. These high rates of
desorption of radicals lead to very rapid homogeneous partiele nueleation and to low
partiele growth rates due to the low radical concentration in small particles. The
growth increases with partiele size, and it is this factor that contributes to the
instability. Rawlings and Ray {15-18] have modelled the occurrence of oscillations
during the emulsion polymerization in a CSTR. Their detailed model prediets that for
monoroers showing no desorption of radicals from the polymer particles, no
oscillations can he expected. For monoroers that show a strong dependenee of the
average numher of radicals per partiele on the partiele size (high rates of radical
desorption) the model prediets large sustained oscillations.
It was found that both problems can he avoided by replacing the CSTR by a plug flow
type reactor, that is characterized hy the absence of residence time distrihution.
For this reactor type Nomura et al {9.10] have shown that the numher of particles
per unit volume can then he increased up to the batch level. They also showed, in
accordance with results of Greene et al {19], that this can avoid the prohlem of the
sustained oscillations often ohserved in a CSTR.
1.3. A new reactor type for continuons emulsion polymerization
Designing a plug flow type reactor that is suitahle for an emulsion polymerization
is quite complicated. The liquid flow in a plug flow reactor has to he turbulent,
for three reasons:
(I) to avoid coalescence and creaming up of the monoroer dropiets (deemulsification);
(2) to prevent reactor fouling and wall polymerization;
(3) to obtain sufficient radial mixing to remove the heat of reaction through the
reactor wall and thus to avoid radial temperature profiles.
The frrst and last reasons are especially important in sealing up of the reactor
system. Because of the requirement of a turbulent flow in the reactor, it is not
feasible to use an ordinary tuhular reactor as the seeding reactor. In such a
reactor the required turhulence can only he realized at very high liquid velocities.
In emulsion polymerizations, where long reaction times are necessary to ohtain a
high conversion, this would lead to the application of a numher of extremely long
13

tubes, in parallel, which is unpr!lctical.
If we examine the plug flow type reactors that have been used recently in continuous
emulsion polymerization processes, it appears that sealing up is difficult for
almost all systems. Greene e.a. [19] have used a spiralized teflon tube, in which
they created plug flow by alternately injecting nitrogen and emulsion in plugs.
Ghosh and Forsyth [4] and Lee and Forsyth [5] used spiralized stainless steel tubes
with outer diameters of l/2-inch and l/4-inch, respectively. Lin and Chiu [20] used
a static mixer with 20 elements in a cylindrical pipe (Toray Hi-mixer) in order to
avoid deemulsification.
A new reactor type, that can be scaled up rather easily and in which the probienis of
deemulsification and heat transfer could be minimized, is a pulsed packed column
(PPC). Until now a PPC was mainly used in extraction processes [21], where it was
successful because of its ability to combine the properties of a turbulent flow and
a reasonable plug flow. In one example the PPC was used as a chemica! reactor [22].
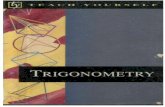
Figure 1.1 shows a schematic drawing of a pulsed packed column. The column is filled
with a packing material, e.g. Raschig rings, of a size that is small as compared
sieve plate
packing
feed
pulsator
Figure 1.1. Schematic drawing of a pu/sed packed column.
14

with the column diameter. At the top of the column there is a gas-Iiquid interface.
The pulsator is positioned at the bottorn of the column. The most simple
configuration of a pulsator is a plunger pump from Which the valves have been
removed. The suction pipe of the plunger pump is blocked with a blind flange, and
the pressure pipe is connected to the column. The stroke length and the frequency of
the pulsation can be adjusted and are independent of the feed rate. Because of this
construction it is possible to maintain turbulent flow conditions and to keep the
monomer emulsified even at very low feed rates, while axial mixing is limited. This
makes a PPC not only suitable as a seeding reactor, but it can also he used as a
reactor for emulsion polymerizations, up to high conversions.
1.4. Contents of this thesis
In this thesis the performances of the PPC in styrene emulsion polymerization are
compared with those of the conventional reactor types: a CSTR and a batch reactor.
Especially the influence of residence time distribution on the emulsion
polymerization is exarnined.
In chapter 2 the axial mixing in the PPC is measured and modelled.
Chapter 3 gives a brief review of the mechanism and kinetics of styrene emulsion
polymerization.
Chapter 4 is dedicated to the emulsion polymerization of styrene in the PPC. A
classica! recipe was used with sodium dodecylsulfate as emulsifier and sodium
persulfate as free-radical initiator.
In chapter 5 an attempt is made to model the PPC for the styrene system that was
used in chapter 4.
A different recipe with a rosin acid soap as emulsifier and used to test the PPC, is
described in chapter 6. Rosin acid soap is an emulsifier often used in commercial
emulsion polymerization processes, especially in diene polymerizations. The first
part of Chapter 6 describes the batch kinetics, showing that Iimited coagulation of
the particles occurs during the polymerization, which strongly affects the overall
reaction rate. The polymerization of the styrene-rosin acid soap system in the PPC
is examined in the second part of chapter 6.
Finally, in chapter 7 results are presenled of the measurement of droplet sizes of
the monomer dropiets present in the styrene emulsions prepared in the reactor types
examined.
15

l.S. References
1. G.W.Poeh1ein, Br. Po1ym. J., 14, 153, (1982) 2. G.W.Poeh1ein, "Emu1sion Po1ymerization", I.Piirma ed., Academie Press, New York,
(1982), chap. 10 3. G.W.Poeh1ein, DJ.Dougherty, Rubber Chem. Technol., 50, 601, (1977) 4. M.Ghosh, T.H.Forsyth, ACS Symp. Ser., 24, Emu1sion Po1ym., 367, (1976) 5. C.K.Lee,T.H.Forsyth, ACS Symp. Ser.,165, Emu1sion Po1ym. Emu1sion Polym., 567,
(1981) 6. A.L.Rollin, I.Patterson, R.Huneault, P.Bataille, Can. J. Chem. Eng., 565,
(1977) . 7. K.R.Geddes, Chemistry and Ind., 21, 223, (1983)· 8. K.R.Geddes, Brit. Polym. J., 21, 433, (1989) 9. M.Nomura,H.Kojima, M.Harada, W.Eguchi, S.Nagata, J. Appl. Polym. Sci.,.li, 675,
(1971) 10. M.Nomura,M.Harada, ACS Symp. Ser., 165, Emulsion Polym. Emulsion Polym, 121,
(1981) 11. D.B.Gershberg, J .E.Longfield, Symp. Polym. Kinetics and Catalyst Systems,
Preprints 10, 45th AIChE Meeting, New York, (1961) 12. C.Kiparissides, J.F.MacGregor, A.E.Hamielec, Can. J. Chem. Eng., 58, 48, (1980) 13. C.Kiparissides, J.F.MacGregor, A.E.Hamielec, J. Appl. Polym. Sci., 23, 401,
(1979) 14. A.Penlidis, J.F.MacGregor, A.E.Hamielec, Chem. Eng. Sci., 44, 273, (1989) 15. J.B.Rawlings, W.H.Ray, Polym. Eng. Sci., 28, 237, (1988) 16. J.B.Rawlings, W.H.Ray, Po1ym. Eng. Sci., 28, 257, (1988) 17. J.B.Rawlings, W.H.Ray, Chem. Eng. Sci., 42, 2767, (1987) 18. J.B.Rawlings, W.H.Ray, AIChE. J., lJ., 166, (1987) 19. R.K.Greene,R.A.Gonzalez, G.W.Poehlein, ACS Symp. Ser., 24, Emulsion Polym.,
341, (1976) 20. C.C.Lin, W.Y.Chiu, J. Appl. Polym. Sci., 27, 1977, (1982) 21. AJ.F.Simons, "Steady-state and Transient Behaviour of Systems in Pulsed Packed
Columns for Liquid-liquid Extraction", Ph.D. Thesis, Geleen, The Netherlands, (1987)
22. AJ.F.Simons, Chem. Ind., nr. 19, Oct. 7, 748, (1978)
16

Chapter 2. Axial mixing in a pulsed packed column
2.1. Introduetion
Knowledge of the mixing in chemica! reactors is necessary for an optima! operation
of processes on a large scale. Considering processes in packed columns, one of the
most important physical phenomena is the axial dispersion (or axial mixing), since
this axial dispersion flattens the axial concentration profile, generally resulting
in a decrease of the performance of the process carried out in the column. For
emulsion polymerization processes the reactor performance can be expressed in terms
of numbers of formed polymer particles. This number of formed polymer particles is
strongly affected by the residence time distribution of the reactor system. For a
pulsed packed column the residence time distribution is determined by the axial
mixing.
The axial dispersion in single-phase flow through a pulsed packed column is scarcely
examined yet. Spaay et al f 1] were the first to do some modelling work in this
field. Later Simons [2] and Göebel et al [3] extended this work.
2.2. Theory
The two most simple, and therefore mostly used (one parameter) roodels for the
description of the axial mixing in packed columns are:
- the "ideally mixed tanks in series" model and
- the "plug flow with axial dispersion" model.
The first model describes the mixing in the column as being caused by several
ideally mixed tanks connected in series. The parameter used for the description of
the mixing behaviour is the number of mixed tanks.
The second model explains the mixing as being caused by plug flow on which some
axial dispersion is superimposed. The dispersion can be considered as a process
analogous to diffusion and is characterized by a dispersion coefficient E, which 1s
an equivalent of the molecular diffusion coefficient D. The axial dispersion is
mostly described by the Peelet number, P~:
(2.1)
where u stands for the mean velocity of the liquid in the interstitial space and L
for the length of the packed bed. A value of u can be obtained from the superficial
17

liquid velocity u0 with:
(2.2)
m which eb represents the bed porosity.
For PeL >> l (e.g. PeL > 10) the two models are practically equivalent, so that the
axial mixing can be described by a series of Nt ideally mixed tanks [4}, where:
(2.3)
Although in case of low backmixing both models are mathematically equivalent
approximations for the mixing behaviour, only the plug flow with axial dispersion
model gives physical insight into the mixing process in the column.
A mass balance for a tracer component over a short distance (ax) of the column gives
the so-called dispersion equation (figure 2.1):
ac 8f
2 E a c ac ·:-z u.ax a x
where t is the time and x is the distance.
x C(x)
U flow
x+6x
C(x+~x)
(2.4)
Figure 2.1. Schematic drawing of a small part 6x of the column.
Solutions of this (second order) differential equation can be used to predict the
performance of the column with regard to tracer experiments. The results of these
18

tracer experiments can be used to determine the axial dispersion coefficient.
2.2.1. Characterization of the axial dispersion eoemeient
One of the most striking characteristics of the dispersion coefficient m pulsed
packed columns is a drop in E when the pulsation is increased starting from zero
{3]. After achieving a minimum value, E increases with increasing pulsation velocity
(figure 2.2, based on our experiments). The pulsation is mostly expressed as a
so-called pulsation velocity, i.e. the product of the stroke length of pulsation, s,
and the frequency of pulsation, f.
- 3 00
............ N
8 -.... 2 0 ........
....
w
QL---~----~--~----~----
0 2 3 4 5
s.f * 102 (m/s)
Figure 2.2. Experimentally determined dependenee of the axial dispersion coefficient
on the pulsation velocity (sf), at a constant interstitial velocity u.
For the characterization of E the axial dispersion in an empty tube is considered
frrst. Aris [5} found that for a constant molecular diffusion coefficient the axial
dispersion coefficient follows from:
E
2 2 "o· u .de Dm+ -...,o....--m-- (2.5)
19

where:
Dm = molecular diffusion coefficient
de "" column diameter
u = average interstitial velocity
KO constant
The dispersion coefficient is determined by the molecular diffusion on the one hand
and by the radial velocity profile on the other hand. The second term on the
right-hand side of equation (2.5) is called the Taylor diffusion coefficient and
represents the influence of the combination of radial molecular diffusion and · the
velocity profile on axial dispersion. For laminar flow KO has a value of 1/192 [3}.
In packed beds the disorientated movement of liquid elements through the bed (Eddy
diffusion) should also he considered. One can account for these motions by
introducing a local conveelion coefficient D (or eddy diffusivity) [3}. In fact,
both the molecular diffusion coefficient and the local conveelion coefficient have
to he added. However, since D >>Dm (Dis of order w-4 m2/s and Dm of order w-9
m2/s), the molecular diffusion coefficient is negligible. If the column diameter de
of equation (2.5) is replaced by K 1.dr, (where dr is the diameter of a packing
particle) the following equation results:
E (2.6)
where:
D = local convection coefficient
d = characteristic diameter of a pacldng partiele r 2
1<2, Ko·KJ
It is assumed that the local convection coefficient D is related to u and dr:
(2.7)
where <pi is assumed to he constant for turbulent flow. Combination of (2.6) and
(2.7) gives:
(2.8)
20

Several investigators [6,7] have found this proportionality between E and u.dr
(figure 2.3).
.., 0 .......
*
10.-----------------------~
' ' .•• ,,,,,il",.<l
"."',"' "' .JaOJ&S & Vermeulen " ...... --~ ... ~;;' :"'
/ ... -" "' 4$ ~ 5.5 -19 rrm ,' / ...... ~.~~: "
............ " .. .. .... ;{ ..... ,.. ,
.•••• ".t::?>·> , , , ".
" , , , ........... ; ., '' < ·,·'"·"". ·;~· ........ ' ...... "'' ......... .
," "' ,' ,' ····~·,·"..,>.,. ··;;' ... ;/Cairns & Prausnîtz
/ ,' / <t>=3.2I'M'I
\ ,' ... -",. 0.1 ~..:._~~~~ ........ --~~~~...........J 0.01 0.1
Figure 2.3. A.xial dispersion coefficient as a function of the product u.d for r packed columns, in the absence of pulsation.
Raschig rings (our experiments): (D) d = JO mm; (A) d = 6 mm. r r The dashed lines indicate the results for granular beds {6,7].
For pulsed packed columns the contributions of the pulsation velocity (s.f) and the
liquid velocity (u) originating from the net mass flow through the column, to the
local convective diffusion coefficient are assumed to be additive. This results in
the following relation for D in pulsed packed columns:
(2.9)
where the term <p2.s.f.dr represents the influence of pulsation. Also <p2 is assumed
to be constant. Later in this chapter it will be shown that this is not always so.
Combination of the equations (2.6) and (2.9), as proposed first by Göebel et al {3],
gives:
2 2 1C2.u . dr
E = <pl.u.d + <p2.s.f.d + <p d <p f d r r l.u. r+ 2.s .. r
21
(2.10)

or in a dimensionless form:
(2.11)
Equation (2.11) describes the behaviour of E corresponding to figure 2.2. The
initial decrease of E is caused by an improved radial mixing. This diminishes the
contribution of the velocity profile to the axial dispersion. The contributions of
the separate terms of equation (2.11) to the axial dispersion coefficient are shown
in figure 2.4.
s * t 1 u
Figure 2.4. Dimensionless dispersion coefficient according to equation (2.llb).
a <f'J + <p2(s.j)lu; b = Kl(<f'J + <p2(sf)lu); c = El(u.d/
2.2.2. The parameters <f'p <p2 and K2
Equation (2.11) describes the axial mixing coefficient as the sum of the influence
of net flow, pulsation, and the radial velocity profile. The contribution of each
separate term in equation (2.11) to the axial dispersion is determined by the
parameters <p1, <p2 and ~·
Göebel et al [3], who first proposed equation (2.11), considered all parameters <p
and K as constants. These authors determined the parameter ~ from the minimum value
of E (Emin): equating lhe first derivative of expression (2.11) to zero:
22

leads to the following relation between s.f/u, cp1 and cp2 :
s.f u
Combination of the equations (2.11) and (2.13) gives:
E . r--' min = 2.'1/ K~ ~ 2
(2.12)
(2.13)
(2.14)
With this equation, the parameter 1e2 can be found from experimental data.
The parameters cp1 and cp2 were obtained by curve-fitting of experimental determined
values of E to equation (2.11). Göebel et al did not mention any dependenee of these
parameters on the pulsation velocity (neither on the stroke length nor on the
frequency). The pulsation range in which Göebel et al have measured was close to the
minimum E-value, i.e. at low pulsation velocities.
A slightly different expression for E than that given by equation (2.11) was used by
Spaay et al [ 1 ]:
(2.15)
The Taylor diffusion term was not taken into account by these authors. Therefore,
equation (2.15) is only valid for high pulsation velocities, and this is indeed the
range where Spaay et al did most of their measurements. For cp2 a characteristic
dependenee on the stroke length of pulsation was found. This is shown in figure 2.5.
The coefficient cp2 frrst increases with increasing stroke length and finally a
constant value cp2 is attained. ,max
According to Spaay et al [1] the coefficient cp1 may be given as a function of both
cp2 and the pulsation velocity (s.f):
(2.16)
23

0.70 0 0
0 .. .. • 0.60 • 1 ....
00 0 0 0 (\1 0.50 •
B-0.40 0 __,
~ (I) ..... 0.30 0
(.) ..... - 020 -(I) ' 0 0.10 ' ' (.) ' ' '
0.00 0 2 3 4 5
s {cm)
Figure 2.5. The coefficient <p2 as a function of the stroke length of pulsarion (Data
of Spaay et al {11).
(0) dr = 12 mm and de= JO cm; (T) dr =JO mm and de= 5 cm; (Jit.) dr = 8 mm and de
= 5 cm; (+) dr 25 mm and de = 22 cm; (D) dr = 25 mm and de JO cm.
Neither a mathematica! expression nor a physical interpretation of this function bas
been presented. The results of Spaay et al [ 11 also indicated that the column
diameter had no influence on the axial dispersion.
The different interpretations of <pl' <p2 and ~ by Göebel et al [31 on the one hand
and Spaay et al [ J 1 on the other hand makes a closer examination of these parameters
necessary. Göebel et al [31 considered <pl' <p2 and ~ as independent parameters.
However, this may not be the case. Equation (2.11) should also be valid in the
absence of pulsation, and changes into equation (2.8), which shows that ~ and <p1 are interdependent. From experiments with pulsation ~ can be determined by tak:ing
the minimum of E/(u.dr) as a function of (s.t)/u, according to equation (2.14), <pl
can then be determined from equation (2.8).
Examination of the parameter <p2 requires a consideration of the mtxmg caused by
pulsation. The axial dispersion can be supposed to consist of contributions of a
random movement of the liquid, reflected by the local convection coefficient D, and
a contribution of the radial velocity profile, represented by the Taylor diffusion
term. The local conveelion coefficient is determined on the one hand by the diameter
24

of the packing particles. This diameter is a measure for the displacement of liquid
elements (in an other direction than the original direction) at the moment of the
passage of the packing particles. On the other hand D is determined by the velocity
of the liquid elements that pass the packing particles. This is a measure for the
intensity of mixing of liquid elements in the separate streamlines. The column can
be regarded as a gathering of small channels between packing particles. Let us
suppose, that mixing of the liquid elements mainly occurs at locations where liquid
elements of separate streamlines can encounter, i.e. the beginning or the end of
each channel. In such a consideration the dependenee of the local convection
coefficient on both velocity and displacement is still valid, since the intensity of
mixing of the streamlines is determined by the velocity at which the streamlines
encounter. The length of the channels then determines the distance over which the
separate liquid elements cannot mix. Por a pulsed packed column it may be proposed
that part of the liquid will flow out of a channel, while the other part of the
liquid remains segregated in the channel (figure 2.6).
column
__l d,
Raschig nngs
Figure 2.6. Schematic drawing of a Raschig rings packing.
Let us suppose, that the pulsator is in the lowest position and can go only a
distance s in the upper direction. In figure 2.6 it can be seen that the liquid
25

elemtmts in the shaded part cannot flow out of the packing ring and can therefore
not mix with other liquid elements. This means that the parameter q>2 of equation
(2.9) should he represented as follows:
q>2 a + b.cl:> (2.17)
where cl:> stands for the fraction of the liquid that can flow out of a channel during
a pulsation cycle. This fraction cl:> is a function of the stroke length s. Por the
case that s < d , cl:> can he given by: r
s a;: (2.18)
Por s ~ dr no liquid elements remain segregated in the channels of the packing
particles, and cl:> adopts the value one.
2.3. Experimental
The axial mixing in a pulsed packed column was investigated by measuring the
response curves of pulse injections of a tracer solution. The tracer was an aqueous
sodium chloride solution (concentration: 1 kglm3). About 2 cm3 liquid was injected
per measurement.
Three different packing types were investigated: two random packings (glass Raschig
rings: d 6 mm and d 10 mm) and one structured packing (stainless steel Sulzer r r
SMV8-DN50 intemals). The pulsed packed column had a height of 5 m. The intemal
diameter of the column was about 5 cm. Göebel et al [3] recommended a maximum d!dc
ratio of 0.2 to avoid an irregular stacked packing in the column. The bottorn and top
section of the column are shown in tigure 2.7.
The pulsation is transmitted to the column by means of a plunger, which is situated
2 cm below the packed section of the column. Injection of the tracer occurred 2 cm
above the plunger, exactly at the beginning of the packed section of the column. The
feed also entered the column at this height. At the end of the packed section of the
column the sodium chloride concentration was measured conductometrically. The
measured conductance at the top of the column was proportional to the concentration
of the sodium chloride for the experimental conditions investigated ( < 50* w-3
kg/m\
26

packing
injection
dateetion cell
sieve plate
sieve plate
Figure 2.7. Bottom and top section of the pulsed packed column used for tracer
injections.
2.3.1. Solution of the dispersion equation
Solution of the dispersion equation (2.4) depends on the boundary values that are
chosen. These boundary values are determined by the methods of injection and
detection as pointed out by Kreft and Zuber (8].
Detection was carried out by means of the measurement of the electrical conductivity
from which the tracer concentration can be calculated. Because the volume of the
conductivity cell is open for backmixing the detection point may be considered as an
open boundary. The open boundary at the end of the column can be expressed by:
lim c 0 (2.19) x~oo
27

Characterization of the injection is not easy. In a simplified consideration an
infinitesimally small electrolyte layer at the height of injection can be assumed.
Such a situation can be described mathematically with a Dirac S function. However,
the injection point is located some distance above the plunger, and combined with
pulsation it is not clear whether the boundary is open or closed. An open boundary
allows backmixing at the lower side of the injection point. So part of the
electrolyte layer will diffuse upstream immediately after injection. A closed
boundary does not allow backmixing. A closed boundary can be considered as an
impenetrable wall. In the case of a pulsed packed column the plunger may be such a
wall. Such a problem can be described mathematically with a Dirac S function in time
for a closed boundary and a Dirac function in place for an open boundary [8]:
c(O,t) = ~.ö(t)
c(x,O) = e~.A.S(x)
where:
( closed boundary)
(open boundary)
Q = amount of injected tracer
F feed rate
A = cross-sectional area of the column
eb = bed porosity
(2.20)
(2.21)
lt is not clear a priori which boundary condition has to be chosen. It appeared that
the open boundary corresponded best to our experimental results. Solution of this
boundary value problem is well-known [9]:
_ Q { 1 [(x _ u.t)2]} c(x,t)- ~-~. exp - 4.E.t (2.22)
where c stands for the tracer concentration.
The validity of equation (2.22) has been demonstraled experimentally. A large number
of response curves measured at the top of the column as well as near the injection
point obey this equation wel! (see the figures 2.8 and 2.9). The calculated curves
28

1.50 1.50 - a -1 1
d d 0 0 ·- ·-...... ...... <0 1.00 <0 1.00 ~ ~ ...... ...... d d Q,) Q,) (") (")
d d 0 0 (") (")
0.50 0.50 Q,) Q,)
.:::: .:::: ...... ...... <0 <0
V V ~ ~
30 60 90 120 30 60 90 120
time (s) time (s)
Figure 2.8a-b. Measured and calculated response curves. The lines correspond to
curves calculated with equation (2.28), with fitted E-values.
Veteetion point: 5 .5* 10·2 m above injection point;
f 3 -J -2 -3 * -4 2 (a) (D) = .5 s ; s = J.3*10 m; u = 4.6*JO mis; E 3.13 JO m Is;
f 3 -J -2 -3 33* -4 2 (D.) .5 s ; s = J.3*10 m; u 2.3*10 mis; E = 3. JO m Is;
f -J 4 6 -3 -4 2 (b) (D) = 0 s ; s = 0 m; u = . *JO mis; E J.20* JO m Is;
f -J 0 2 3 -3 Jo-4 2 (D.) = 0 s ; s = m; u = . *JO mis; E = J.30* m Is.
of both figures were obtained from non linear least square fit of the experimentally
observed concentrations at the top of the column to equation (2.22). In this fit
procedure the axial dispersion coefficient E was the adjustable parameter. The
response curves measured at the entrance of the column appeared to be relatively
insensitive to E. Variations of 20 % in E gave almost the same curves. The measured
conductivities immediately after the moment of injection were somewhat too low
compared with the calculated curves. This is probably due to the response time of
the conductivity celL
The figures 2.8 and 2.9 show that the solution as given by equation (2.22) can
describe the axial dispersion in the column accurately. Typical of this solution is
the tailing, especially for the response curves measured immediately after
injection. In the calculated curves the tailing is more pronounced than in the
experimental curves. The reason may be that the assumption of an open boundary at
injection is not entirely correct.
29

1.50 1.50
[IJ - -I I
s:: s:: 0 0
..... ..... <1:) 1.00 <1:) 1.00 s... s... ...... ...... s:: s:: <li <li () ()
s:: s:: 0 0 () ()
0.50 0.50 <li <li > .::: ·-..... ..... <1:) <1:)
(i) -<li s... s...
0.00 0.00 0 1100 2200 3300 4400 5500 0 1100 2200 3300 4400 5500
time (s) time (s)
Figure 2.9a-b. Measured and calculated response curves. The lines correspond to
curves calculated with equation (2.28), with fitted E-values.
Deleetion point: 5.09 m above injection point; -1 -2 -3 -4 2 (a) (1:::.) f = 3.5 s : s = 1.3*10 m; u 4.6*10 mis; E = 3.13*10 m Is; -1 3 0-2 -3 -4 2
(0) f = 3.5 s : s 1. *1 m; u 3.5*10 mis; E = 3.23*10 m Is; -1 1 3* 0-2 -3 -4 2 (b) (1:::.) f = 3.5 s ; s = . 1 m; u 2.3*10 mis; E = 3.33*10 m Is;
(0) f = 3.5 s·1: s 1.3*10-2 m; u = 1.2*10-3 mis; E = 3.25*10-4 m21s.
2.3.2. Determination of the dispersion eoemeient
Fitting of the response curves to equation (2.22) as done for the experimental
points in the figures 2.8 and 2.9 is one possibility to determine E from the
response curves. An alternative way is the use of the mean residence time 't and the
deviation in residence time cr of the response curves, mostly defined as the first
and second moment of time. It is therefore necessary to know how cr and 't can be
determined from the response curves. Equation (2.22) may be considered as a
probability density function for a residence time t. For the probability density as
given by equation (2.22) the next relation between 't, 0" and E can be derived:
(2.23)
30

or:
(2.24)
with PeL defined according to equation (2.1).
The mean ('t) and the deviation (a) can be determined from the response curve in the
same way as from a Gauss curve. For a Gauss curve the time-coordinate for the
maximum of the curve equals the mean, and the width of the distribution at 0.607 of
the maximum height, w0
.607
, is twice the deviation (figure 2.10):
't = t ma x (2.25)
2·0 = w 0.607 (2.26)
11
10
9
......, 8 ,.J::l
l:lD --Q.) 7
,.J::l 6
Q.)
> 5 --......, ~ 4 -Q.)
~ 3
2
o~--~-L------~----~------~
0 2000 4000 6000 8000
response time t (sec)
Figure 2.10. Comparison of a Gauss curve and a response curve calculated with
equation (2.22). Gauss curve (--); response curve (-----).
Equation (2.22), however, represents a skewed response curve. For such a skewed
31

curvè one can still use tmax and w 0
.607
to determine the mean and the deviation. The
relation between the modus, t (maximum), and the median, 't (mean), can be ma x calculated by differentiation of equation (2.22) with respect to time and setting
the first derivative to zero. This results in:
~~[------,..------2 L 2_ /I L - 2.E.tmax
* t 2 l ma x (2.27)
where L stands for the length of the packed section of the column. The factor y
represents the skewness of the curve with regard to a Gauss curve, since we can
write:
(2.28)
Analogous to the tirst moment of time, which is determined from tmax by using a
factor y, it is supposed that the second moment of time can be determined from
w by using a factor 1'. The function representing the dimensionless response 0.607
curve can be given by rewriting equation (2.22):
c' ;1 t • { 2 [ ~ax J . exp Ó. (2.29)
where c' = c(t)/c(tmax)
A relation between 0' and w is difficult to give, because a numerical 0.607
calculation is necessary for the solution of equation (2.29). Therefore an empirica!
relation between 0' and w bas been developed. With chosen values for E, L and u 0.607
the residence time distribution can be completely detined. The mean residence time
follows from L.~.NF (by detinition). The skewness factor y is then given by
equation (2.28) and 0' by equation (2.23). Using equation (2.29) a numerical
calculation leads to w . Now a wel! detined relation between 0', y and w is 0.607 . 2 0.607
obtained. In tigure 2.11 the empirica! relation between y w and 0' is shown. 0.607
From this tigure it follows that:
2cr = 1.031-w 0.607
(2.30)
32

4400r-------------------------~
l'-0
3520
~ 2640 0
1760
880
f.
,/i
I I
,I. I
,t,.'
I I
I
,Á/
I I
I I
I
,Á
I I
I lb.
I
/ I
I
I I
I
~~ I
/
0&---~~--~----~----~--~
0 440 880 1320 1760 2200
u (sec)
Figure 2.11. Empirica/relation between o and Iw . 0.607
2.4. Results and discussion
The results presented bere are those of two pack.ing types: glass Raschig rings and
stainless steel Sulzer SMV8-DN50 internals. First the Raschig rings will be
examined, since this packing type is lhe only one described in detail in lhe
literature. Then a comparison will be given between lhe results found with the
Raschig rings and the Sulzer packing.
2.4.1. Raschig rings
The mixing behaviour in a pulsed packed column can be visualized when E/(u.dr) is
plotted as a function of (s.f)/u. The course of the experimentally observed
relationship between E/(u.d) and (s.f)/u as presented in figure 2.12 agrees with
that predicted by equation (2.11). Figure 2.12 shows that for a 10 mm Raschig rings
packing E/(u.dr) passes through a minimum on increasing the value of (s.f)/u. For
(s.f)/u > 5 a linear relationship exists between E/(u.d) and (s.f)/u when the
stroke length is kept constant. The slope of the resulting lines is strongly
33

20.------------------------,
• 15
30
s.f/u Figure 2.12. Axial dispersion coefficient as a function of the pulsation velocity
for Raschig rings (dr = JO mm).
Stroke length of pulsation: s = 0-14.0 mm; Frequency of pulsation: f = 0-35 s-I;
lnterstitial velocity: u = 1.3-4.6 mm/s.
Experimental data: (e) s = 14 mm; (0) s 10.5 mm; (Ji..) s = 7 mm; ('V) s = 5.6 mm;
( .6) s = 3.5 mm; (Y) s = 0 mm.
Values according to equation (2.11) calculated with fitted parameters <p1. <f>z and K2:
(---} s = 14 mm; (-----) s = 10.5 mm; ( ..... .; s = 7 mm; (-·-·-) s 3.5 mm.
dependent on the stroke length of pulsation, which was varled from 3.5 - 14 mm.
Figure 2.13 shows that for the 6 mm Raschig rings the slope of the lines
representing the variation of E/(u.dr> as a function of (s.f)/u is independent of
the stroke length for s > 7 mm.
The results of the figures 2.12 and 2.13 are used to delermine values of the
parameters <p1, <p2 and ~· In figure 2.14 the experimental determined axial
dü;persion coefficient E in the absence of pulsation (s.f 0) is plotted as a
function of u.dr. Linear regression of the experimental values of E to equation
(2.8) shows that:
(2.31)
34

20.------------------------,
15
5
O'----__ _.__ __ __,__ __ ___._ __ ___,_ __ ____... __ ____J
0 5 10 15 20 25 30
s.f/u
Figure 2.13. Axia/ dispersion coefficient as a function of the pulsation velocity
for Raschig rings (d = 6 mm). r Symbols and /ines represent the conditions mentioned in figure 2.12.
2.00 r---------------,
.......... 1.50 Cl)
.............. N
8 -... 1.00 0 ......
* ~ • 0.50 0
0 • 0
• 0.00
0.00 0.50 1.00
u*dp * 104 (m 2/s)
Figure 2.14. The axia/ dispersion coefficient as a function of u.d in the absence r
of pu/sation. Raschig rings: (0) d = JO mm; (111.) d = 6 mm. r r
35

The value of ~ can be determined by takjng the minimum of E/(u.d~ as a function of
(s.f)/u, according to equation (2.14). The value of q>1 is obtained from equation
(2.31). Both calculated values for <p1 and ~ are presenled in table 2.1 together
with results of Göebel et al (3}. A significant dependenee of <p1 on q>2, as supposed
by Spaay et al f 11 could not be observed. As stated earlier, the mutual dependenee
of the parameters <p1 and q>2 reported by these authors may have been caused by
neglecting the Taylor diffusion term. Our experiments showed that q>1 and ~ may be
regarded as constants within the experimental error.
Table 2.1. Values of the parameters K2 and q> r
•
our experiment s Göebel et al (31
parameter d = 6 mm dr = 10 mm dr 10 mm r
<p1 0.40 ± 0 . 05 0.24 ± 0. 05 0.57
)(2 0.64 ± 0. 05 0.42 ± 0. 05 0.27
Figure 2.15 shows that the experimentally determined coefficient <p2 depends on the
stroke length of pulsation, as was shown earlier by Spaay et al (11. For low values
of the stroke length there is a linear relationship between <p2 and s. For rather
high values of s, <p2 remains constant at a value q>2,max' This maximum va1ue of q>2 is
attained when the stroke length of pu1sation approaches the diameter of a packing
particle.
Our own measurements and the (recalculated) data of Spaay et al f 11 show a sirnilar
relationship between <p2 and s/dr. Two ranges of s can be observed: s < dr and s > dr. The first range is characterized by a coefficient q>2 which linearly depends on
s/dr. Measurements with Raschig rings of size 6 and 10 mm obeyed the empirica)
relation:
<p2. = 0.2 + 0.32.<f- (2.32) r
The recalculated results of Spaay et al (11 for Raschig ringsof size 8 - 12 mm gave
about the same relation. The second range is characterized by a constant value of
q>2. For this range our measurements showed:
q>2 = 0.60 ,max (2.33)
36

1.00 r---------------,
- 0.80 I -
....., $:; Q) ·-() ·---Q) 0 ()
0.60
0.40
0.20 ' ' ' '
' ' ' '
' ' ' ' '
• " ;-----=.:-- •
'
' ' ' '
,-------
0.00 '-----..L.-----'------'
0 2 3
s/dp (-)
Figure 2.15. The coefficient q>2 of the pulsation term ( equation (2.1 1)) as a
function of the ratio sldr. Experimental data of Raschig rings compared with results
from the fiterafure (Spaay et al [1]).
Experimental data: ('!f) dr = JO mm; (•) dr ::: 6 mm.
Lirerature values: (--) dr 8-12 mm; (-----) dr = 25 mm.
which value agrees well with the value of Spaay et al [ 1] for Raschig rings of size
8 - 12 nun. A further increase of the stroke length of pulsation showed to have no
significant influence on q>2, not even in the case s > n.dp where n :::: 1,2,3, ...
2.4.2. Sulzer SMV8-DNSO packing
The Raschig rings can be considered as a (completely) randomly orientated packing.
Therefore, the distribution of the channels in and between the packing rings is also
random. Contrary to these random packings also structured packing types are
available. In such a packing type the liquid is forced to flow through equal
geometrie channels. The Sulzer SMV8-DN50 is such a structured packing type (figure
2.16).
37

Figure 2.16. The Sulzer SMV8-DN50 column internal. (a) side view of packing element.
(b) top view of packing element. (c) complete stacking of internals in the column.
Figure 2.17. Schematic view of the mixing behaviour in a Sulzer SMV packing
(commercial information of Sulzer, Winterthur).
From the left to the right: stacking of the internals; sectionol view of the flow
pattern; plan view of the flow pattern.
38

The Sulzer SMV8-DN50 static mixer packing is built up of a limited number of
stainless steel elements (intemals) that are placed on top of each other. Each
element consists of a number of corrugated sheets of stainless steel. The waves of
the separate sheets make angles of 45° with the axis of the column. The sheets are
attached to each other in such a way that the waves interseet crosswise. Figure 2.17
shows the orientation of the internals in the column. The elements are placed in the
column in such a manner that the corrugated sheets of each element are perpendicular
to those in the nearest neighbour intemals. This way of stacking causes a flow
pattem represented in tigure 2.17. The mixing behaviour of a structured packing is
a result of the flow pattem. Because the liquid is forced to flow in radial
direction by zigzag channels, an intensive radial mixing will be achieved. Contrary,
in axial direction the mixing will be rather low, since all channels have equal
angles of 45° with the axis of the column and of 90° with the channels of the
neighbouring sheets.
6
2
0'------'-----'-----'------l 0 10 20 30 40
s.f/u Figure 2.18. Axial dispersion coefficient as a function of the pulsation velocity
for Sulzer SMV8-DN50 internals.
Stroke length of pulsation: s = 0-9.6 mm; Frequency of pulsation: f = 0-3.5 s·1;
lnterstitial velocity: u = 1.3-4.6 mmls.
Experimental data: (e) s = 9.6 mm; (0) s = 7.2 mm; (ltt.) s = 4.8 mm; (V') s = 3.8
mm; (!:::.) s = 2.4 mm; (?) s = 0 mm.
Values according to equation (2 .11) calculated with fitted parameters f.PJ, (.{)2 and K2:
(--) s = 9.6 mm; (-----) s = 7.2 mm; (··· .. ) s = 4.8 mm; (-·-·-) s = 2.4 mm.
39

In figure 2.18 the resuhs of axial m1xmg experiments in a pulsed packed column
with Sulzer SMV8-DN50 internals are collected. In this figure the width of a wave in
a corrugated sheet has been chosen as the characteristic diameter dr of the packing
elements (dr = 10 mm, figure 2.19). Just as for Raschig rings a minimum E-value can
I :"' .... ------1 I
d r -----~--"'
Figure 2.19. Characterislic diameter of the Sulzer SMV8-DN50 packing.
20 20 a
• 15 15
- -c.. c.. "0 "0
z 10 :I 10 -......... ......... l'tl l'tl
5 5
0 0 5 10 15 20 25 30 5 10 15 20 25 30
s.f/u s.f/u
Figure 2.20. Axial dispersion coefficient as a function of the pulsation
for the Sulzer SMV8-DN50 packing and for the Raschig rings packing ( dr
(a) Sulzer SMV8-DN50 packing. (b) Raschig rings: dr = JO mm.
All lines and symbols are according to the figures 2.12 and 2.J8.
40
velocity
JO mm).

be observed at low pulsation velocities. For (s.f)/u > 5 also a significant
influence of the stroke length of pulsation on the axial dispersion coefficient can
be seen.
Comparison of the results of the Raschig rings and the structured packing
(figure 2.20) leads to the conclusion that the axial mixing coefficients E in
the Sulzer SMV8-DN50 packing are much lower than those for the randomly
orientated packing (under the same experimental conditions).
The absolute values of the axial dispersion coefficient for the Raschig rings and
the Sulzer packing are given also for comparison in table 2.2. The minimum value of
the dispersion coefficient is determined from the minimum of the E/(u.dr) vs.
(s.f)/u - curve. The maximum measured value of E is taken at a pulsation frequency
of 3.5 s- 1, a pulsation stroke length of 9 mm and an interstitial velocity of 1.3
mm/s. The values of table 2.2 show that the axial dispersion coefficient for the
Sulzer internals is roughly a factor 3 lower than that for the Raschig rings.
Table 2.2. Minimum and maximum measured axial dispersion coe.fficients
for the Raschig rings and the Sulzer SMV8-DN50 înternals.
packing t ype E . mm * 104 (m2/s) Emax * 104
(m2/s)
Sul zer SMV8-DN50 0.04 0.57
Raschig r i ngs
d = 10 r mm 0.17 1. 73
dr = 6 mm 0.12 1.24
E1nax determined at: f = 3.5 s-1; s = 9 mm; u = 1.3 mmls.
Emin determined from the minimum of the El(u.d,J vs. (s.j)lu curve.
If the width of a wave (figure 2.19) is taken as a characteristic length
corresponding to dr in equation (2.11) the following values for K2 and <p1 can be
obtained for dr 10 mm:
K2 ::: 0.71
<pl = 0.80
41

For ep2 relation (2.34) can be derived:
<p2 = 0.1 + 0.04.s/dr (2.34)
Although the dispersion coefficient can be described well with above parameters for
(s.f)/u > 5, a deviation between the theoretica! predictions by equation (2.11) and
the experimental data is observed for (s.f)/u < 5 (see figure 2.18). The
disagreement between physical predictions and experimental data at pulsation
veloeities for (s.f)/u < 5 is possibly caused by the way of stacking of the packing
internals in the column. It appeared that because of the rigid structure of the
Sulzer packing four large 'holes' near the wa11 of the column remained unoccupied
with packing (see figure 2.21). The liquid elements flowing through these 'holes'
will not properly mix up with other liquid elements at low pulsation velocity, and
wiJl leave the column by this shorter route thus increasing the axial dispersion.
column wall
internal empty hole
Figure 2.21. Cross-sectionat view of a Sulzer internal, placed in the column.
From the experimenta1ly determined correlation for the <p2 values obtained with the
Sulzer packing, as given by relation (2.34), it appears that the stroke length of
pulsation has a very small influence on axial mixing. Probably the flow inside the
packing elements is strongly segregated. If the flow through the channels in the
axial direction is assumed to he completely segregated, the direct neighbourhood of
the column wall is the only location in the column where axial mixing of fluid
42

elements with different residence times can be expected. The length of a channel in
a Sulzer intemal can be given by de.~' where de stands for the column diameter
(= 54.0 mm). Reptacement of dr in equation (2.27) by de.~ gives:
s 'P2 = 0.1 + 0.29.--
dc.~ (2.35)
This correlation shows good agreement with the relation for the Raschig rings
pacldng (relation (2.32)). From these considerations it can be concluded that axial
mixing probably mainly occurs in the direct neighbourhood of the column wall,
because axial mixing of fluid elements with a different residence time can be
expected to take place only there. This would imply that in our case we could better
take de.~ as the characteristic lengthof the Sulzer SMV8-DN50 packing. However,
to prove this supposition it is necessary to do experiments with columns of
different diameters, which we have not done.
2.4.3. Possible influence or latex properties on axial mixing
Assuming that the monomer dropiets and the polymer particles behave like rigid
spheres, the viscosity can be calculated by Einsteins equation ( 10]:
TJr = 1 + 2.5 \jf
where:
TJr = relative viscosity (= TJ./TJc)
Tie = viscosity of the emulsion
Tic = viscosity of the continuous phase.
\jf = volume fraction disperse phase
(2.36)
According to Einsteins equation the viscosity for an emulsion is expected to be
higher than that of the continuous phase. At a volume fraction of the monomer of 30
% (a so-called low solid recipe) an increase in relative viscosity of a factor 1.8
can be expected. Einsteins equation, however, gives not very accurate predictions
above 25 % dispersed phase. A more exact relation for high disperse phase contents
is given by Krieger and Dougherty (11]:
(2.37)
43

where \jfmax stands for the maximum volume fraction possible for the disperse phase.
Using the relation of Krieger and Dougherty and assuming \jfmax = 0.74 (the limiting
volume fraction at which the viscosity becomes infinite for uniform spheres) the
viscosity becomes a factor 2.6 higher than that of pure water. In the literature no
dependenee has been reported of the axial dispersion on the viscosity for unpulsed
packed columns for viscosities between 0.95*10-3 and 28*10-3 kg/(m.s) (Ebach and
White [12]).
The monomer and polymer phase both flow cocurrent. Both phases are present as very
small spheres: the polymer particles being w-8 - w-7 m and the monomer droplets,
w-6 - w-5 m. The axial dispersion coefficient is of the order of magnitude of w-4
m2/s, and much larger than the Brownian diffusion coefficients of the monomer
dropJets and polymet particles, which are of order. w- 13 m2ts and w-Il m2ts
respectively, if calculated with the Stokes - Einstein relation:
(2.38)
with DBr is the Brownian diffusion coefficient, kb is the Boltzmann constant, T is
the absolute temperature, TJ is the dynamic viscosity and dp is the diameter of the
particles.
Because the axial dispersion coefficients are relatively large and the particles in
emulsion polymerization are relatively smal!, and there is no dependenee to be
expected of the dispersion coefficient on the viscosity for emulsions up to 30
volume % disperse phase, we can easily assume that the axial mixing behaviour during
'low solid' emulsion polymerization in the pulsed packed column is the same as for
the tracer experiments.
2.5. Conclusions
For single phase flow in a pulsed packed column it has been shown that the residence
time distribution can be described by a solution of the dispersion equation for open
boundaries:
44

_ L . { L2.(1 _ t/t)2} f(t) - j , . exp - 4 E t
t. 41tEt · ·
where:
= residence time
't = mean residence time
L = column height
E = axial dispersion coefficient
f(t) = residence time distribution
The axial dispersion coefficient E is determined by three separate effects:
an effect of the nett flow rate;
- a contribution of the pulsation;
- an effect caused by the radial velocity profile.
These contributions are discounted in the relation:
2 2 K2.u .dr
E = <Pt·u.d + <P2.s.f.d + <P d + <P f d r r l.u. r 2.s .. r
(2.39)
(2.40)
The parameters <Pt and "2. may be regarded as constants, where "2. is related to the
column diameter.
The parameter <P2 depends on the fraction of the liquid that is subject to mixing by
pulsation. This fraction depends on the stroke length of pulsation and on the
characteristic length of the packing. At large stroke lengtbs the fraction is equal
to 1 and <P2 adopts a constant (maximum) value <P2 : ,max
(2.41)
<P2,max "" 0·5 (2.42)
Experiments in a column packed with Raschig rings and a column packed with Sulzer
SMV8-DN50 internals agree well with this physical description. For the Raschig rings
the length of a packing ring can be taken as the characteristic length. It appeared
that the characteristic length for the Sulzer SMV8-DN50 packing is the length of a
channel of the packing, being equal to dc.vr.
The axial dispersion in the Sulzer packing was much lower than in the Raschig rings
packing, which could be attributed to the ordered structure of the Sulzer packing.
45

2.6. References
1. N.M.Spaay, A.J.F.Simons, G.P.ten Brink, ISEC 71, Proceedings of the International Solvent Extraction Conference, J.C.Gregory, B.Evans, P.C.Weston, eds., Society of Chemica! Industry (London), (1971), pp. 281-298
2. A.J.F.Simons, "Steady-state and Transient Behaviour of Systems in Pulsed Packed Columns for Liquid-liquid Extraction", Ph.D. Thesis, Geleen, The Netherlands, (1987)
3. J.C.Göebel, K.Booij, J.M.H.Fortuin, Chem. Eng. Sci., 41, 3197, (1986) 4. O.Levenspiel, "Chemica! Reaction Engineering", John Wiley, New York, (1972) 5. R.Aris, Proc. Royal Soc., A235, 67, (1956) 6. E.J.Caims, J.M.Prausnitz, Chem. Eng. Sci., 20, (1960) 7. G.L.Jacques, T.Vermeulen, cited in ref.6 8. A.Kreft, A.Zuber, Chem. Eng. Sci., 33, 1471, (1978) 9. O.Levenspiel, W.K.Smith, Chem. Eng. Sci., Q, 227, (1957)
10. A.Einstein, Ann. Physik., 17, 459, (1905) 11. I.M.Krieger, T.J.Dougherty, Trans. Soc. Rheol., ~. 137, (1959) 12. E.A.Ebach, R.R.White, AIChE. J., :1;, 161, (1958)
46

Chapter 3. Mechanism and kinetics of emulsion polymerization
3.1. Introduetion
Emulsion polymerization is a commonly applied technique of free radical
polymerization. The following elementary steps are important: radical forrnation,
propagation and termination.
At the moment when the reaction starts the emulsion consists of two phases, a
continuous phase (mostly water) and a disperse monomer phase. It is typical of an
emulsion polymerization that the initiator and emulsifier (soap) are good soluble in
the continuous phase. Formation of radicals then takes place in the continuous
phase, while propagation occurs in a separate polymer phase. This polymer phase is
formed during the polymerization as a third phase consisting of very small
monomer-swollen polymer particles (50 - 200 nm). The kinetics and mechanism of
emulsion polymerization are essentially different from those of suspension, salution
and bulk polymerization.
3.2. Polymerization mechanism
The reaction mechanism of emulsion polymerization includes at least two steps:
nucleation of polymer particles and growth of the nucleated particles.
Considering partiele nucleation (interval I of the polymerization), three different
mechanisms of partiele nucleation can be distinguished. The first one is homogeneaus
nucleation. This mechanism is aften observed in soap-poor systems and for monomers
that are reasonably soluble in the continuous phase. Radicals generaled in the
continuous phase react with dissolved monomer molecules to form an oligomeric
radical which precipitates from the salution at a critica! chain length to form a
stabie latex partiele [ 1,21. When these primary particles are not stabie they wil!
coagulate with other primary particles until a stabie polymer partiele is forrned
[3 1. The latter mechanism is aften referred to as coagulative nucleation.
However, the most familiar mechanism is the micellar nucleation, being effective at
emulsifier concentrations above the çritical m.icelle çoncentration (CMC). Radicals
generated in the continuous phase enter monomer-swollen emulsifier micelles and
rapidly polymerize the solubilized monomer, forming a monomer-swollen polymer
partiele [4,51. The radicals entering the micelles may be initiator radicals [61 or
oligomeric radicals [71. It is generally accepted that partiele nucleation stops at
the moment of disappearance of the emulsifier micelles.
47

Under certain extreme circumstances it is possible that also the monomer dropiets
become effective in radical absorption: the third mechanism of nucleation [8,9 1. Such a mechanism, however, requires a large total surface area of the droplets,
corresponding to very small droplet sizes. The reason why at most circumstances the
monomer dropiets hardly absorb radicals can he explained by the fact that their
total surface area norrnally is a factor 104 to 105 smaller than the total surface
area of the micelles.
The growth process of the polymer particles is deterrnined by the propagation
reaction on the one hand, and by the swelling of the particles with monomer on the
other hand. Two stages can he distinguished during the growth of the polymer
particles [4 ,51. The fi.rst stage (interval II of the polymerization) is partiele
growth in the presence of a separate monomer phase (the monomee droplets). Because
the rate of diffusion of monomee from the dropiets to the growing particles is rapid
as compared with the rate of polymerization, a constant equilibrium concentration of
monomee in the polymer particles can he maintained. Therefore, the polymerization
rate in the particles will he constant during this stage (as long as there is no
significant radical desorption).
In the last stage (interval lil of the polymerization) the separate monomer phase
has disappeared and the monomer concentration in the polymer particles decreases,
which results in a decrease in the propagation rate. At high conversions the
viscosity of the particles increases drastically. The diffusion of radicals in the
particles becomes slower and therefore the rate of terrnination may decrease. The
rate of polymerization is then deterrnined by the relatively strong decrease of
terminalion with regard to propagation, and thus may effectively increase under
certain circumstances. This effect is called the Trommsdorff- or gel-effect.
3.3. Polymerization kinetics
In this section a brief review will he given of the emulsion polymerization kinetics
in a batch reactor. Because the polymerization kinetics in a batch reactor include
all elementary reaction steps, a description of the batch kinetics forrns a basis for
a description of the emulsion polymerization in any kind of continuous reactor
system. This review concentrales on the emulsion polymerization kinetics of styrene.
Two modelling studies will he treated: the classical Smith-Ewart theory [61 and the
more recent model presented by Nomura and Harada [13-151. Both models arebasedon
the qualitative description of Harkins [4.51. Harkins distinguishes three
"intervals" in the emulsion polymerization process:
48

- interval I : partiele nucleation
- interval II : partiele growth in the presence of monomer dropiets
- interval lil: partiele growth in the absence of monomer droplets
For the partiele nucleation Harkins assumed the mechanism of micellar nucleation.
3.3.1. Smith-Ewart model
The frrst significant study on the modeHing of the emulsion polymerization
kinetics, based on the mechanism of Harkins (4,5], was given by Smith and Ewart {6].
According to the Harkins mechanism the overall polymerization rate may be given by
the next equation:
R = [N}.R p pp
where:
Rp = overall polymerization rate per unit volume
[NJ = number of polymer particles per unit volume
Rpp = polymerization rate per partiele
3.3.1.1. Nucleation of polymer particles
(3.1)
Smith and Ewart calculated the number of formed polymer particles in two idealized
situations:
(1) all radicals generated in the aqueous phase enter a micelle to form a polymer
particle. This case prediets too many particles, because absorption of radicals
by polymer particles already formed is neglected;
(2) micelles and polymer particles both absorb radicals at rates proportional to
their respective surface areas. According to Smith and Ewart this case prediets
too few particles, because in practice the mass flux of radicals to the surface
area is inversely proportional to the radius of the particles as can be derived
from the classica} diffusion theory.
Both limiting cases lead to similar expressions for the number of formed particles,
49

only varying in the value of the factor x:
[NJ = x.(p.tJlP.4.(a .[SJ )0·6 1 s m (3.2)
where:
p. = rate of formation of initiator radicals 1
Jl = volume growth rate of a partiele
as surface area occupied by an emulsifier molecule
[S]m emulsifier concentration effective for micelle formation
In this equation pi is given by:
(3.3)
where ki stands for the rate constant of initiator decomposition, f for the
efficiency of the initiator decomposition, and [I] for the initiator concentration
in the aqueous phase.
For the value of X Smith and Ewart found 0.37 < X < 0.53.
3.3.1.2. Polymerization rate per partiele
The polymerization rate per partiele can be given by:
where:
Rpp rate of polymerization in a single partiele
k = propagation rate constant p
[M)p = monoroer concentration in polymer partiele
ii = time-average number of radicals per partiele
Na = Avogadros constant
(3.4)
With the equations (3.1) - (3.4) a quantitative description of the emulsion
polymerization kinetics is possible. The only unkown parameter is the time-average
number of radicals per particle. For the determination of the average number of
radicals per partiele Smith and Ewart assumed the number of reacting polymer
particles to be constant in time:
50

g~n = RI.n - Rd.n = 0
where:
Nn = concentration of particles with n radicals
=time
RI.n = rate of formation of particles with n radicals
Rd.n = rate of disappearance of particles with n radicals
Particles with n radicals can be formed by:
- radical absorption by particles with n-1 radicals
- radical desorption from particles with n+ 1 radicals
- termmation in particles with n+2 radicals,
as described by equation (3.6):
Pa kt RI.n = Nn-J.Jir + Nn+l.(n+l).kd + Nn+2.(n+2).(n+l).v
p absorptioo desorptloo
where:
Ni = number of particles with i radicals
pa radical absorption ra te
kd radical desorption rate constant
kt termination rate constant
v p volume of a partiele
terminalion
Particles with n radicals can dissappear as a result of:
radical absorption by particles with n radicals
- radical desorption from particles with n radicals
terminalion in particles with n radicals,
as reflected by:
a bsorpiion desorption tennination
(3.5)
(3.6)
(3.7)
The salution of equation (3.5) is mathematically complex. Smîth and Ewart [6]
avoided a rigorous mathematica! solution. They distinguished three sîmplified
51

situàtions for which a simple salution of the recursive equation is available:
Case 1. ii << 0.5
Such a case arises when the rate of radical absarption is small as compared with the
rate of radical desorption and the rate of termination. The salution for this case
is given by:
p. 1/2 n = ( 2.[NÎ-kd ) (3.8)
where pi is the rate of radical formation in the l!.queous phase.
Case 2. -n 0.5
This case arises when desarption of radicals from the particles may be neglected and
terminalion of the radicals immediately occurs after entrance of every second
radical in a particle. The average number of radicals per partiele is then
independent of recipe, conversion, number of particles and partiele size:
ii = 0.5 (3.9)
This situation is often encountered in the emulsion polymerization of styrene.
Case 3. ii >> 1
This case 1s characteristic of large particles, where desarption of radicals from
the particles is negligible and the intrinsic rate of terminalion is small as
compared with the intrinsic rate of radical absorption. The average number of
radicals per partiele is given by:
(3.10)
where vp is the volume of a monoroer-swollen polymer particle.
In recent publications {10-12] a more general solution of Smith and Ewarts recursive
52

relation is given. In appendix A.l the derivation of the equations (3.8) - (3.10) is
presented. In this appendix also a global review of more general solutions of the
recursive relation (3.5) bas heen presented.
3.3.2. Nomura and Harada model
The most simple reaction model for emulsion polymerization, ·based on the mechanism
of Harkins {4,5), is given by Nomura and Harada {13-15). These authors made the
following assumptions:
- the nucleation mechanism is micellar in character;
- desorption of radicals from the particles is negligible;
- the particles contain either 0 or 1 radical: i.e. termination immediately occurs
after the entry of every second radical.
These assumptions agree well with Smith-Ewarts case 2 situation (ii = 0.5).
The Nomura and Harada model includes the next five steps:
(1) formation of radicals from initiator molecules according to:
I -t 2 R.
The generation rate of initiator radicals pi is given by:
(3.11)
(2) nucleation of micelles by absorption of a radical into a micelle.
The rate of radical absorption into micelles is given by:
p = k 1.[R·].[m] a,m s (3.12)
where [R.] represents the radical concentration m the aqueous phase, [m)s the
numher of micelles per unit volume of the continuous phase, and k 1 a kind of
overall mass transfer coefficient for the absorption of radicals into micelles.
(3) initiation of non-reacting polymer particles by absorption of a radical into a
non-reacting particle.
The rate of radical absorption into non-reacting particles is given hy the
following equation:
Pa = k-.[R·J.[NtJ ,pl ·-z. (3.13)
53

where [Nt] stands for the number of non-reacting polymer particles per unit
volume of the continuous phase and k2 for a kind of overall mass transfer
coefficient for the absorption of radicals into the particles.
(4) terminalion of radicals in polymer particles by absorption of a radical into a
reacting polymer partiele foliowed by immediate termination of the radicals in
the particle.
The rate of radical absorption into reacting particles is given by the equation:
Pa,pl = k2.[R"].[N"] (3.14)
where [N"] is the number of reacting polymer particles per unit volume of the
continuous phase and k2 a kind of overall mass transfer coefficient for the
absorption of radicals into the particles. It is assumed that this coefficient
is equal to that for the non-reacting polymer particles.
(5) the propagation reaction of the growing polymer chains, represented by:
P.· + M ~ P. 1· 1 I+
where pi· and Pi+ 1· represent polymer ebains of length i and i+l respectively,
and M a monomer molecule.
The overall reaction rate for this propagation reaction can be given by:
(3.15)
where [M]p is the monomer concentration in a polymer particle, kp the
propagation rate constant and [P") the concentration of radical chains per unit
volume of the continuous phase.
The power of this model is the simplicity in predicting the number of formed polymer
particles and the rate of polymerization. The model has proven its validity already
at low conversions [I 3]. Ho wever, no allowance has been made for the Trommsdorff or
gel-effect This implies that at high conversions the model may deviate from
( ex:perimental) reality. Another disadvantage of the model is that partiele size
distributions cannot be predicted with the model, because only reacting and
non-reacting particles are distinguished. This problem can he avoided by the
introduetion of an additional relation, descrihing the growth of a single polymer
partiele (see section 3.3.3).
54

3.3.2.1. Nucleation and number of formed polymer particles
Combining the equations (3.11) - (3.14) and assuming a quasi steady-state for the
number of radicals R' the following equation for the concentration of initiator
radicals in the aqueous phase can be derived:
(3.16)
where Na stands for Avogadros constant and [N] for the total number of reacting and
non-reacting polymer particles in the continuous phase.
Combination of (3.12) and (3.16) leads to:
(3.17)
where Ri stands for the rate of formation of polymer particles and [S]m for the
emulsifier concentration available for micelle formation,
and Ç is given by:
lc_ .M Ç=--z m (3.18)
in which Mm is the aggregation number of a micelle.
The factor Ç can be considered as an effectiveness factor for radical absorption by
polymer particles as compared with that of micelles. The factor Ç easily permits a
choice of the mechanism of radical absorption. Nomura and Harada [15} proposed four
different mechanisms of radical absorption:
1. Radical absorption is independent of the size of micelles and particles. This can
only be true when the rate of radical absorption is not determined by transport
phenomena outside the particles. The mechanism of radical absorption can be
visualized by some kind of bimolecular reaction between the terminating radical
and the partiele as a whole. Such a representation of the absorption process is
of course only realistic for very small particles with sizes corresponding to
those of micelles. From a physical point of view this mechanism is nol very
55

likely. It is generally assumed that this situation leads to an upper limit for
the number of formed polymer particles.
k1 and k2 are regarded as constants. teading to the following expression for ~:
(3.19)
2. Radical absorption obeys Ficks diffusion theory {16]. This is the case when the
rate of radical absorption is determined by diffusion of the radicals through a
stagnant liquid layer around the particles. Assuming the radical concentration
[R.] at the partiele surface being zero, the radical flux per unit of surface
area of the particles is given by:
. d[R.ll 2.ow . J = -Dw·<rr r=d /2 = a---·[R]
p p (3.20)
and the rate of radical absorption into particles by:
2.Dw . 2 . Pap = P p + Pa p2 = ---:r--.[R ].[N].1t.d = 2.n.D .dp.[R ].[N] (3.21) , a, 1 , up p w
For micelles an identical expression can be derived:
(3.22)
So, the mass transfer coefficients k1 and ~ are given by: k1 = 2.1t.Dw.dm and k2 = 2.1t.D w·dp, which leads to:
(3.23)
3. Radical absorption according to the so-called collision model [2,16]: in this
case it is assumed that a given interfacial area always has the same
effectiveness in capturing free radicals, regardless of the sîze of the partiele
upon which it is situated. Physically this case corresponds to a situation with
an extremely high degree of intrapartiele diffusion limitation. As a result the
termmation of radicals only happens at the partiele surface. Also, there is no
diffusion limitation outside the particles. From a physical point of view this
situation is not very realistic, because it would lead to relatively high radical
concentrations at the surface of the polymer particles. It is generally assumed
56

that this mechanism gives a lower limit for the number of formed polymer
particles.
The rate of radical absorption is proportional to the surface area of the
micelles and the particles. This implies for k1 and k2: k1 - dm2 and k2 - ct/, and for Ç:
(3.24)
4. Radic al absorption according to Ficks diffusion theory with the extension of
electrostalie repulsion between the radicals and the particles/micelles [ 161. For
low degrees of oligomerization the rate of radical absorption is affected by
electrostatic interactions between the ionic radicals and the micelles or the
polymer particles. For various degrees of oligomerization of the radicals Hansen
and U gelstad [ 161 did some calculations of radical absorption rates based on the
film diffusion theory. According to their calculations high degrees of
oligomerization of the radicals lead to rates of radical absorption which can be
described well by the diffusion theory. However, for low degrees of
oligomerization the radical absorption rates will be proportional to the volume
of the micelles and the particles. For the coefficients k1 and ~ this implies:
k1 - dm3
and k2 - ct/ and for Ç:
Ç = (d 3td \M = Ç d 3 p m m 3' p (3.25)
The case Ç = ~ = 0 (radicals are only absorbed by micelles), and the case Ç ç2 .dp 2 (radical absorption proportional to the surface area of micelle and particle)
correspond to calculations of Smith and Ewart [6] for the upper and lower limit of
the number of formed polymer particles respectîvely (see equation (3.2)).
For the lower and upper limit they found X 0.37 and X = 0.53, respectively.
According to Harada and Nomura [ 131 these limits give about twice the number of
particles actually observed. This is caused by too low values for the effectiveness
factor Ç. For styrene emulsion polymerization Harada and Nomura found for Ç an
experimental value of Ç = ç0 = 1.28 * 105. For the upper limit of the Smith-Ewart
theory it follows that Ç = r- = 0. For the lower limit the relation Ç = (d 2td 2).M ~ 4 p m m
holds, which gives a value for Ç of about 10 , because M is usually of the order of
102 for most emulsifiers and (d/tdm 2) normally bas a v~ue of about 102 [13].
57

3.3.2~2. Rate of polymerization and partiele growth
Using equation (3 .15) the following relation for the ra te of polymerization can be
derived:
R = k .[M] _[N"] p p p~
where:
Rp = overall rate of polymerization
kp = propagation rate constant
(M]p = monomer concentration in polymer partiele
Na Avogadros constant
(3.26)
From the model assumptions it follows that the particles are active only half the
time. This implies that only half the number of particles is active at any moment
during the polymerization [6,13]:
[N)' = (N]/2 (3.27)
It is generally assumed that [M]p is almost constant during interval II of the
polymerization (the interval of partiele growth in the presence of monomer
droplets). The value of [M] strongly depends on the kind of monomer and may vary,
for example, from 1.4 kmJ'vm3 for vinyl chloride to 9.1 kmoVm3 for vinyl acetate.
For styrene the next concentrations are known: 5.48 kmoVm3 [14] and 5.13 kmoVm3
[17].
In interval lil (the interval of partiele growth in the absence of monomer droplets)
the monomer concentration in the polymer particles decreases, and follows from a
mass balance:
q> /M [M] = q> .p /M = mon w
P mon P w q>mon/Pmo n + q> pol7Ppol (3.28)
where:
Mw = molecular weight of monomer
q>mon'q>pol = weight fractions of monomer and polymer
Pp'Pmon•Ppol = densities of particle, monomer and polymer, respectively
58

For styrene the following relation of <p with conversion, X , has been derived mon m from experimental data (figure 3.1):
<~>mon = 0.57 <p =1-X mon m
1.00 ' ' ' ' ' ' ' ' '
' 0.60 ' ' ' ' - ' ' ' '
0
I - 0.60 •c. .....
"'~ "" ~
= 0
s -8- 0.40
0.20
0.00 0.00 0.20 0.40 0.60 0.60 1.00
Conversion Xm (-)
(3.29)
(3.30)
Figure 3.1. Weight fraction styrene in polystyrene particles as a function of
conversion at 50°C [13J. [IJ = 1.25 kg!m3 ; [MJ = 500 kg!m3 . 3 H20 3 H20 3
( ë:.) [SJ = 1.88 kglm mo; (e) [SJ = 6.25 kglm mo; (0) [SJ = 25.0 kglm H20
.
3.3.2.3. Average number of radicals per partiele
The foregoing simple model is based on immediate terminalion of radicals in the
polymer particles and distinguishes only reacting and non-reacting particles. In
practice the situation is much more complicated, because the rate of termination is
a function of conversion and partiele size. It is therefore very well possible that
particles contain more than one radical per particle. To account for such effects
the simplified representation is left and the polymerization rate per particle,
given by equation (3.4), is considered. For the overall rate of polymerization a
more accurate expression than is given by equation (3.26) can now be obtained:
59

. - . [N] -R - k .[M] -~·n p p p a
(3.31)
Comparison of the equations (3.26) and (3.31) clearly shows the simplification that
was used in the former simplified model:
[N'] = [N].n (3.32)
The time-average number of radicals per partiele n is determined by a number of
processes including absorption and desorption of radicals, terminalion in the
particles and terminalion in the continuous phase. In the case of styrene emulsion
polymerization desorption of radicals is negligible [16]. The number of radicals per
partiele can then be given by Stockmayer's equation [JO]:
_ I0(a) n = (a/4) . .-r.:;\
L 1 ~a, (3.33)
I0(a) and I 1(a) are modified Besset functions of the first kind with order 0 and 1
and argument a. The coefficient a/4 is equivalent to the radical concentration for
bulk polymerization if a quasi steady-state for the radical concentration has been
assumed:
a/4 = I p i . V p N 2 ' 2. N.k
1 · a
where:
I k .. [IJ [R'J 1 :;;: bulk kt
[I] = initiator concentration in aqueous phase
k1
= rate constant of terminalion in particles
ki = rate constant of initiator decomposition
(3.34)
The above relation indicates that polymerization in large particles resembles bulk
polymerization. Terminalion of radicals does not immediately occur after the
entrance of a second radical in the particle. So, large particles can contain more
than one radical at the same time.
The actual existence of large particles is according to Harada and Nomura [13] one
of the reasons why their simple model deviates from experimental data at high
conversions.
The solution of Stockmayer for the time-average number of radicals per partiele is
visualised in figure 3.2. A more general salution of the time-average number of
60

radicals p('lr particle, including radical desorption and termination in the aqueous
phase {ll .12} is given in appendix A.l.
1.00
I~
0.50
0.00 '------''-----L-----'-----'-----'
0 2 3 4 5
a Figure 3.2. Time-average number of radicals per partiele in the absence of radical
desorption according to Stockmayer {JO}.
3.4. References
1. R.M.Fitch, C.H.Tsai, "Polymer Colloids", R.M. Fitch ed., Plenum, New York, (1971), p.73
2. R.M.Fitch, Br. Polym. J., J_, 467, (1971) 3. J.P.Feeney, R.Gi1bert, D.Napper, Macromolecules, 17, 2520, (1984) 4. W.D.Harkins, J. Am. Chem. Soc., 69, 1428, (1947) 5. W.D.Harkins, J. Polym. Sci., J_, 217, (1950) 6. W.V.Smith, R.H.Ewart, J. Phys. Chem., .l.Q, 592,(1948) 7. C.P.Roe, lnd. Eng. Sc i. Chem., 60, 20, (1968) 8. F.K.Hansen, J.Uge1stad, J. Poly. Sci., C, 17, 3069, (1979) 9. D.P.Durbin, M.S.E1-Aasser, G.W.Poehlein, J. Appl. Polym. Sci., 24, 703, (1972)
10. W.H.Stockmayer, J. Polym. Sci., 24, 314, (1957) 11. J.T.O'Toole, J. Appl. Polym. Sci., 2. 1291, (1965) 12. J.Ugelstad, P.C.Mörk, J.O.Aasen, J. Polym. Sci., A-1, J_, 2281, (1967)
61

13. M.Harada, M.Nomura, H.Kojima, W .Eguchi, S.Nagata. J. Appl. Polym. Sc i., !Q. 811. (1972)
14. M.Nomura,H.Kojima, M.Harada, W.Eguchi, S.Nagata, J. Appl. Polym. Sci., 15, 675, (1971)
15. M.Nomura,M.Harada, ACS Symp.Ser.,Emulsion Polym. Emulsion Po1ym., 165, 121, (1981) .
16. F.K.Hansen, J.Ugelstad, "Emulsion Polymerization", I. Piirma ed., Academie Press, New Y ork, ( 1982), chap. 2
17. H.Gerrens, J. Polym. Sci., C, 27, 77, (1969)
62

Chapter 4. Emulsion polymerization of styrene in a pulsed packed column
4.1. Introduetion
Continuous emulsion polymerization is mostly carried out in a continuous stirred
tank reactor (CSTR) or in a series of CSTRs. The performance of a single CSTR is
quite different from that of a batch reactor. The main reason for this different
behaviour is the large residence time distribution in a CSTR, leading to broad size
distributions of the latex particles [ 1-31. In contrast wilh a CSTR, in a batch
reactor all polymer particles are usually formed during the first stage of the
reaction, and as a consequence, the partiele size distribution of the product latex
is narrow.
A second important difference between a CSTR and a batch reactor is the course of
partiele nucleation. A CSTR has shown to produce a much lower number of polymer
particles than a batch reactor operated under the same conditions [2 ,4]. It was
found that this difference was also caused by the large residence time distribution
of the CSTR. Because of the strongly non-linear character of the nuclealion process,
operation of a CSTR may lead to serious oscillations (12-18].
The third difference between a CSTR and a batch reactor concerns the molecular
weight characteristics. According to Poehlein and Dougherty [ 11 two factors
contribute to the distribution of molecular weights in the latex product from a
CSTR. First, there is the stochastic process of free radical entry into the
particles. Secondly, the distribution of partiele sizes leads to differences in
average free radical absorption rates, because large particles absorb radicals at a
higher rate than small ones. In a batch reactor partiele size distributions are
usually much smaller than in a CSTR. So a CSTR generally produces latex produels
with larger molecular weight distributions than a batch reactor.
The large differences between the properties of products obtained in batch or in
continuous reactor systems can he avoided when using a plug flow type reactor
instead of a CSTR. One of the main advantages of a plug flow reactor is the absence
of any residence time distribution. As a consequence, the course of the emulsion
polymerization process in this reactor type is almost identical to that in a batch
reactor. However, a serious problem in the application of a plug flow type reactor
in emulsion polymerization is the requirement of turbulent flow in the reactor. This
serves three purposes: (1) the avoidanee of deemulsification, (2) the prevention of
reactor fouling, and (3) sufficient radial mixing to remove the heat of reaction.
A new reactor type, that fulfills these requirements and can he scaled up rather
easily is a pulsed packed column. Because of its unique property of maintaining
63

turbtilence irrespective of the feed rate, this reactor can be used for emulsion
polymerizations up to very high conversions. The pulsation creates some axial
mixing, but this effect can be limited.
In this chapter the performance of the fulsed ~acked ç;olumn (PPC) in styrene
emulsion polymerization is compared with that of the conventional reactor types: a
CSTR and a batch reactor. Special attention wil! be payed to the properties of the
latex products of the different reactor types, in terros of the number of formed
polymer particles, partiele size distributions and molecular weights.
4.2. Comparison of reactor types
The emulsion polymerization of styrene m batch reactors is wellknown. The
polymerization kinetics can be described well by the Smith-Ewart case 2 theory
(average number of radicals per partiele n = 0.5) {5,6].
One of the specific aspects in which styrene differs from other more water soluble
monomers such as vinyl acelate or methyl methacrylate is that in styrene emulsion
polymerization desorption of radicals from the particles is negligible. This is
especially important for the styrene emulsion polymerization in a CSTR. The emulsion
polymerization of monomers with high radical desorption rate constanis has shown to
give large oscillations in conversion and number of formed polymer particles in a
CSTR {7-13]. This is a consequence of the fact that these systems are characterized
by very high rates of partiele nucleation and relatively low partiele growth rates
[14]. Styrene, however, shows a very low rate of radical desorption and is therefore
relatively insensitive to oscillatory phenomena { 12,13,15]. That does not alter the
fact that there are still several differences between the emulsion polymerization of
styrene in a CSTR and in a batch reactor, some of them considerably affecting the
properties of the latex product.
4.2.1. Partiele formation
Because of the large residence time distribution the partiele formation in a CSTR is
different from the partiele formation in batch. In a batch reactor almost all
emulsifier is available for partiele nucleation. In a CSTR, however, larger mature
particles are mixed up with freshly added emulsifier. As a result a larger amount of
the emulsifier is used for the stabilization of these large particles. Therefore,
only part of the emulsifier is available for the generation of new particles
64

(nucleation).
Oersbberg and Longfield [ 1 9] were among the first authors who have reported a bout
the emulsion polymerization of styrene in a CSTR. The mathematica! model they
presenled for predicting the numbers of formed polymer particles and polymerization
rates was to a large extent based on the concepts developed for batch reactors by
Smith and Ewart [5} in their case 2 model. The workof Oersbberg and Longfield was
further refined by DeGraff and Poehlein [20].
DeOraff and Poehlein developed a model for predicting numbers of formed polymer
particles and polymerization rates, based on the use of partiele size distributions.
Their model was based on the assumption that the absorption of radicals into
micelles and particles is proportional to the surface area of micelle and particle.
For the number of formed polymer particles in a CSTR they derived the following
equation:
pi. i .Na
[N] t [
kp. [MJP. i ]2/3
1 - a 1 . (M]P
where:
pi :::: generation rate of initiator radicals
i :::: mean residence time in the reactor
Na = Avogadros constant
[N]t = total number of polymer particles
as = surface area occupied by an emulsifier molecule
[S]m emulsifier concentration effective for micelle formation
kp = propagation rate constant
[MJP == monomer concentration in polymer partiele
In this equation a0
and a 1 are constants:
a = 3 85 (M V )213 o · · w· p
-3 a 1 = 10 * M .V w m
where:
Mw = molecular weight of monomer
V p = specific volume of polymer
V :::: specific volume of monomer m
65
(4.1)
(4.2)
(4.3)

Because the second term on the right hand side is usually much greater than unity,
equation (4.1) can be reduced to:
(4.4)
The relation for the number of formed polymer particles in a batch reactor, given by
the Smith-Ewart case 2 model (ii = 0.5), is:
[N]t = x.(r./J.L)0.4.(a .[SJ )0.6 1 s m 0.37 < x < 0.53 (4.5)
where J! is the growth rate of a particle.
Comparison of equation (4.5) with equation (4.4) shows some important differences.
In table 4.1 the exponents on the main recipe parameters are given for both
equations. As can be seen from this table, there is a remarkable difference in the
dependenee of [N]t on the recipe parameters between both reactor types. This means
that production of a latex in a CSTR with the same number of particles as a batch
product requires a totally different procedure.
Secondly, an even. more important difference between a batch reactor and a CSTR is
the maximum number of polymer particles that can be formed in both reactor types.
For a CSTR this maximum is derived by equating the first derivative, d[N]/di,
obtained from equation ( 4.1), to zero and solving the resulting relation for [N].
The result of this computation is:
[N]CSTR,maximum = 0·577 [N]batch (4.6)
Table 4.1. Model equation exponents for Smith-Ewart 'case 2' mode/s.
I equation exponent s I
parameter batch reactor CSTR
r . I
0.4 0
[S] m 0.6 1. 0
i - -0.67
66

Thus fewer particles will he produced with the same recipe in a CSTR.
The same value for this maximum was obtained by Nomura and Harada {4] who developed
a simpte partiele model that ignores the partiele size distribution and considers
the particles to he indistinguishable from each other.
Styrene emulsion polymerization experimentsof Nomura and Harada [4,21] carried out
in a CSTR showed good agreement with predictions of their model. A maximum in the
number of particles could be detected and the value of this maximum was about the
same as the predieled value. Nomura and Harada also showed that application of a
plug flow reactor as a seeding reactor, preceeding the CSTR, increased the number of
particles up to the batch level. This is not surprising, because a plug flow reactor
has the same residence time distribution as a batch reactor, thus teading to equal
numbers of polymer particles in the product latexes.
4.2.2. Partiele size distributions
The partiele stze distribution can have a significant effect on the rheological
properties of the latex. Because latexes produced indifferent reactor processes
would be expected to have different partiele size distributions, it is important to
know which type of reactor will be used for latex production.
In a batch reactor a shon; nucleation period, foliowed by a long period of partiele
growth, during which flocculation of the particles is avoided, results in latexes
with very smal! partiele size distributions. Because of the short nucleation period
all formed particles are of about the same size and will therefore grow with the
same rate. Partiele size distributions of latexes produced in a CSTR wil! be much
broader as a result of the large age distribution in this reactor. Partiele size
distributions in tubular reactors will be smal! if plug flow conditions can be
realized. Axial dispersion increases the partiele size distribution as compared with
plug flow.
Considerable work has been done on the investigation of partiele size distributions
in CSTR systems. A review of the developments in this field is given by Poehlein,
Lee and Stubicar {22]. All CSTR models being developed use the residence time
distribution as the basic concept to predict partiele size distributions. The
distribution of residence times in a single CSTR is given by the probability density
function:
(4.7)
67

where:
t'} = dimensionless time (t/i)
t = actual time
i = mean residence time in the reactor
The residence time distribution for N equally sized reactors is given by:
(4.8)
When the contribution of coagulation to the partiele growth is negligible the
following relation between the distribution of the partiele diameters (HN(d')) and
the residence time distribution function (fN(Ö)), being identical to the partiele
age density function, can be given by:
f (ö) H (d') = _N __ _
N ld(d' )/dól (4.9)
where:
d' = dp"d0
dp = partiele diameter
d0
= diameter of a freshly nueleated partiele or a seed partiele
Equation (4.9) is only valid when d(d')/dö is the same for all tanks in the system.
Otherwise HN(d') should be evaluated for each individual tank.
Application of Smith-Ewart case 2 kinelics in d(d')/d't leads to:
~. (d')2 ·f~.[(d')3-1JN-1Lxp f~.[(d')3-tJ} (N-1)! r (4.10)
~ is given by:
(4.12)
where ~ is the partiele growth parameter, and k0
the partiele growth constant.
68

In figure 4.1 HN( d ') is gi ven for several numbers of tanks in, serie~. The red u eed
partiele diameter d' is given for unswollen partieles. Figure 4.1 shows that a
larger number of tanks in series results in a narrower partiele size dist,ribution.
lt is obvious that this is caused by the much narrower residence time distribution
in such a system.
9.00.--------------------,
7.20
5.40
N=l 3.60
1.80
,'
3.40 5.80 8.20 10.60 13.00
d' (dimensionless)
Figure 4.1. Prediered partiele size distributions of the tanks in series model (!)
0.1).
Experimental data of DeGraff and Poehlein {20]. for styrene emulsion polymerization
in one single CSTR with partiele diameters less than 150 nm could be excellently
fitted to equation (4.11). For larger partiele diameters the model was not able to
give accurate predictions of the partiele size distributions. The main reason for
this discrepancy between theory and experiments is the average number of radicals
per particle, which is assumed to have a constant va1ue of n 0.5 for the
Smith-Ewart case 2 situation. For large partieles, however, n increases with
increasing partiele diameter. Correction for this increase in n can be made by
introducing the theory of Stockmayer {23] into the partiele growth equation. The
Smith-Ewart case 2 situation is a special salution for the basic theory of Smith and
Ewart [5,6]. Stockmayer gave a more general solution in which the average number of
radicals per particle, n, is a function of the partiele volume and the terminalion
ra te.
DeGraff and Poehlein showed that application of the Stockl)1ayer theory in the growth
model . gave good agreement between theory and experiments for partiele s1ze
distributions of polystyrene latex particles with diameters up to 300 nm.
69

4.2.3". Molecular weight properties
Molecular weights are determined by the time elapsing between the moment of
initiation and the moment of termination, and by the propagation rate constant, kp.
When more time passes between the moment of initiation and termination, Jonger
polymer chains will be formed. This is only true when there is practically no chain
transfer, which appears to be the case for styrene emulsion polymerization [24 1. In batch emulsion polymerization, when the particles are almost monodisperse, the
distribution of molecular weights is only determined by the stochastic process of
the en try of free radicals into particles. Katz, Skinner and Saidel [25 1 considered
the distribution of molecular weights of the polymer being formed in monodisperse
particles. They found that the ratio }Çf~n varies from 2.0 for smal! particles
(Smith-Ewart case 2 kinetics) to 1.5 for large particles (bulk polymerization). In
their derivations these authors assumed that the mean free radical entry frequency
and the mean chain growth rate were independent of time.
In a CSTR the distribution of molecular weights is determined by two factors. Not
only the stochastic entrance of free radicals into the particles contributes to the
distribution of molecular weights, but there is also a contribution of the partiele
size distribution, leading to differences in free radical absorption rates. Por
large particles the rate of radical absorption is higher than for smal! ones, which
influences the obtained distribution of molecular weights of the product formed.
DeGraff and PoehJein [201 considered the distribution of molecular weights in a
CSTR. They distinguished two different mechanisms of radical entry into particles:
(A) t he ra te of radical absorption is proportional to the surface area of the
particles (equal flux model);
(B) the rate of radical absorption obeys Ficks diffusion theory [261. which prediets
diffusion flux proportional to 1/d , d being the diameter of a polymer p p
particle.
The values for M~n obtained by DeGraff and PoehJein forthese mechanisms are given
in table 4.2.
Nomura and Harada [41 distinguished four different mechanisms of radical absorption,
two of them being the same as those of DeGraff and Poehlein. The other two
mechanisms are:
(C) the rate of radical absorption is independent of the partiele diameter;
(D) the rate of radical absorption obyes Ficks diffusion theory with the extension
of electrostatic repulsion [26 1. The predicted values of Nomurá and Harada for the ratio }Çi~n are also given in
table 4.2.
70

Table 4.2. Prediered values of MjMn for Jour different
mechanisms of radical absorption {4,20].
mee han îsm c B A
I\4 /I\4 w n 2.0 2.4 4.8
C: rndical entry independent of partiele diameter [4]
B: diffusion model [20]
A: equal flux model [20]
D: diffusion with electrost.atic repulsion [4]
D
>4. 8
Ex perimental values of I\4 !Kil of DeGraff and Poehlein gave an average value of 3.07. w-·~ . . .
Nomura and Harada reported experimental values of K-1~0 between 2 and 3, mostly
rather close to 2. This îndicates that the entry of radicals into the particles
preferably takes place according to the diffusion model.
4.3. Experimental
Materials: The monomer used was industrial grade styrene. The inhibitor para
t-butylcatechol was removed by extraction with an aqueous 5 weight % sodium
hydroxide solution. Sodium dodecylsulfate was used as emulsifier, and sodium
persulfate as initiator. In aqueous solutions the persulfate ion decomposes
according to:
s 0 2-2 8
2 so .-4
Beside this reaction the following reaelions can take place:
HSO- + OH· 4
The formation of HS04- lowers the pH. At pH< 3 the next decomposition reaction of
the persulfate ion will also occur:
S 0 2- + H+ 2 8
71

0 12 ->< • - 10
i • d ·- 8 E - • .... 6 c 0
<I> ·-0 ·- 4 • --<I> 0 0 2 ~0 <I> 0 0 ..... 0 0 <1:1
0 0:: 0 2 4 6 6 10 12 14
pH
Figure 4.2. Effect of pH on the overall first-order rate coefficient of the thermal
decomposition of persuljare in water at 50°C [27}.
(e) [1} = 0.1 kmollm3H
20; (o) [IJ O.oi kmol!m3
H20
.
In figure 4.2 the effect of the pH is shown on the overall frrst-order rate
coefficient of the thermal decomposition of persulfate in water at 50°C [27].
Because of the strong influence of the pH on the decomposition of the persulfate the
pH of the solution was increased with sodium hydroxide.
The recipe used in the polymerization experiments is given in table 4.3.
Table 4.3. Recipe used in the emulsion polymerization e.xperiments.
styrene/water volume ratio
sodium dodecylsul fa te
sodium pe rsulfate
sodium hydroxide
30/70
0.048 kmo11m3 JH20
0.011 kmol/m JH20
0.010 kmol/m H20
Apparatus: Styrene emulsion polymerization experiments were carried out in three
reactor types: a pulsed packed column , a CSTR and a stirred batch reactor. Figure
4.3 shows the equipment that was used for the polymerization experiments.
The aqueous phase and the monomer phase were prepared separately. The aqueous phase
was prepared batchwise by dissolving the emulsifier, the initiator and the buffer in
72

distilled water. The monomer phase was washed batchwise with a sodium hydroxide
salution in order to remove the inhibitor para t-butylcatechol. Both phases were fed
continuously to a premixer in which the emulsion was prepared. The height and the
diameter of the premixer were 5 and 10 cm, respectively. It was equipped with a 6 cm
eight-bladed turbine impeller. The impeller speed was 500 rpm. The lemperature in
the premixer was kept constant at 10°C. From the premixer the emulsion was fed in
the column. In the experiments two types of columns were used: one with an internat
diameter of 50 mm, packed with 10 mm glass Raschig rings, and having a void fraction
(eb) of 0.73; the other column with an internat diameter of 55 mm, packed with
stainless steel Sulzer SMV8-DN50 intemals, and having a void fraction of 0.99. Bath
water emulslfier initiator eleetrolyte
I
:a2
Figure 4.3. Process scheme of the polymerization equipment.
product
Rl = PPC packed w1:th Raschig ringsof dr = JO mm (column diameter: 50 mm, column
height: 5 m); R2 = PPC packed with Sulzer SMV8-DN50 internals (column diameter: 55
mm, column height: 5 m); R3-R5 CSTR' s (volume: 2.4 dm3, 8-bladed turbine impel/er
of 7 cm diameter),· Vl,V2 mixing vessels; V3,V4 buffer vessels; V5 = premixer
(volume: 0.4 dm3); V6,V7 = storage vessels; Cl = columnfor vacuum degassing; P l.P2
= plunger pumps; P3,P4 pulsators; El = heat exchanger.
73

columns were made of glass and consisted of 5 sections with a length of 1 m each.
Samples could he taken from the top and the bottorn of the column and from sample
points positioned between each of the column sections. The pulsator could he
operated at frequencies (f) between 0 and 3.5 s- 1. Volume displacements up to 20
cm3 were possible resulting in a maximum stroke length (smax) of 14 and 9 mm for the
Raschig rings and for the Sulzer packing, respectively. The PPCs could he used as a
single reactor or in combination with a series of three stirred tanks. The volume of
each of the stainless steel tanks was 2.4 dm3. The tanks were equipped with a 7 cm
eight-bladed turbine impeller. The impeller speed was kept constant at 500 rpm in
all experiments. Samples could he taken in the outlet of each tank. The cascade of
tanks could also he used separately from the PPCs.
Analysis: Monomee conversion was determined gravimetrically. The volume average
diameters of the polymer particles were determined with the help of dynamic light
scattering with a Malvem autosizer Ilc (see Appendix A.3) and Iransmission Electron
Microscopy (TEM). From the obtained TEM photographs the diameters were measured by
hand. The number of polymer particles was calculated from the monomee conversion and
the volume average diameters of the particles. In figure 4.4 partiele diameters
measured with the Malvem autosizer Ilc are compared with partiele diameters of the
same samples, determined by TEM. Both methods agree well within the size range 70 -
140 nm, which indicates that the fast method of dynamic light scattering may he
safely used to determine volume-average partiele diameters. Partiele size
distributions were only determined by TEM, because no reliable results could he
obtained by dynamic light scattering (see appendix A.3). Molecular weight properties
150
130
110
90
70
I // /
50 50
/
/
/
70
/ /
/ /
/ /
/
/. [,é/ • ./
,( / ./
/
~/· / /
90 110 130 150
Dw TEM {nm}
Figure 4.4. Weight average partiele diameters measured by dynamic light scattering
and by transmission electron microscopy.
74

(weight-average and number-average molecular weights) were measured by Qel
.Eermeation ~romatography (GPC).
4.4. Results and discussion
The main goal of this work is to investigate the steady-state behaviour of a PPC and
a cascade of CSTRs in styrene emulsion polymerization. The dynamic behaviour of both
reactor systems is less important, since Rawlings and Ray {12,13,15J have shown that
the emulsion polymerization of styrene in most cases obeys Smith-Ewart case 2
kinetics, which implies that the polymerization shows little tendency for
oscillations. The only interesting point with regard to dynamic reactor behaviour is
the time necessary to attain the steady-state, measured from the point of reactor
start-up. This start-up time depends on the method used for reactor start-up. For a
CSTR two procedures are generally distinguished [9J. One possibility is to fill the
reactor with emulsion before reaction start. The emulsion is polymerized batchwise
80
~ 80
~ 70 70
60 60
E 50 ~ 50 r::: r::: .~ 0 ., 40
, ................... ·;;; 40 .. .. "' "' ;.. " ........ ~ ......... > r::: 30 ' r::: 30 0 ... .~~ .. ä '.6 .. 4:··6 ""i>"""À""'""""' 0 .. _ .... u u .,-"" ... ,
20 " 20 / / ... _ ...... -· -·-·-.J/1(
)' A / A" ·a. .. ~ '·A··
10 10 A ·A· .. A ... Li
Li 0 0
0 2 3 4 5 6 0 2 3 4 5 6
Dimensionless time t/r Dimensionless time t/r
Figure 4.5. Conversion - time history for styrene emulsion polymerization during the
start-up of three CSTR's in series (a) and of one single CSTR (b) at different mean 0 3
residence times. T 50 C, 30 volume % styrene, [SJ = 0.048 kmollm H20, [IJ = 0.011
kmollm3 H20. Figure a: (!::.) 't = 30 min; ('f') 't 45 min; (e) 't = 90 min. Figure b:
(!::.) 't 15 min; ('f') 't = 60 min.
75

until the steady-state conversion is reached. Then the feed stream supply is
started. The advantage of this method is, that the steady-state conversion is
already attained at reaction start. A disadvantage . is the oversboot in conversion
immediately after the reaction start. This oversboot is a direct consequence of the
characteristics of batch polymerization, in which the number of polymer particles is
considerably higher than in a CSTR in the steady state. In most cases the oversboot
disappears by a damped oscillation.
A second procedure is to fill the reactor with water at reaction start. The
advantage of this metbod is that the oversboot and subsequent oscillations after
reaction start are small and disappear within a very short time. A disadvantage,
however, is the large time necessary to fill the reactor with emulsion and to attain
the steady-state conversion. From a practical point of view the second metbod was
used in our experiments. According to Rawlings and Ray [12] this metbod requires 3
to 10 times the mean residence time to attain the steady-state in a single CSTR
(styrene emulsion polymerization, 30 weight % styrene, temperature range: 40-80°C).
Our experiments showed that the steady-state in the cascade of three CSTR's was
attained after about four times the mean residence time of the entire cascade
(figure 4.5a). For one single CSTR an identical result was obtained (figure 4.5b).
Experiments in the pulsed packed columns showed that the steady-state was attained
much faster in this reactor type: about twice the mean residence time for the
Raschig· rings and about 1.5 times the mean residence time for the Sulzer SMV8-DN50
100 ,...------------------. 150
80 -Sulzer 1\/···--·-· ........................
SJIV8-DN50 i. 100
50
~~--~--~--~--~--~~--~o
4
c 0 ïii 1\., lP > c 0 u
Figure 4.6. Conversion - time history for styrene emulsion polymerization during the
start-up in pulsed packed columns. Recipe, see jigure 4.5.
('y) 't = 90 min; (e) 't 92 min; (A.) 't = 71 min.
76

internals (figure 4.6). Such results are not surprising, because in an ideal plug
flow reactor the steady-state behaviour will 'be obtained after exactly one residence
time. The fact that the steady-state with • the Sulzer packing is attained in a
shoi1er time than in the column with the Raschig rings agrees well with residence
time distribution measurements, which showed that the flow in the Sulzer · packing
approaches a plug flow more closely than in the Raschig rings (see chapter 2).
50 10
40 0 8 -;;--- s ~ 0 - ........ -= 30 0 6 0 • ~ "(ij • '"' • 0 (I)
20 o••••••••••••••••••••••• 4 > = • - " 0 0 u ir:
10 • 0 2 z 0 o0 oooooo00ooooooooooo -0 0
0 3 6 9 12 15
Dimensionless time l/T
Figure 4.7. Steady-state behaviour for the emulsion polymerization of styrene in one
single CSTR. Recipe, see figure 4.5.
(e) conversion; (0) number of polymer particles [Nj . w
100r-----------------------------• 20
-~ -= 0 Cll
'"' (I)
> = 0 u
80
60
40
20
0 .• 0
•
•
• 0 •••••••••••••••••••••••• 0 -
0 0 0 0 ° 0 0 0 0 ° 0 -
3 6 9 12
Dimensionless time t/ T
0
16
12
8
4
0 15
-"' .. 0
* ir: z
Figure 4.8. Steady-state behaviour for the emulsion polymerization of styrene in a
pulsed packed column. Recipe, see figure 4.5.
( e) conversion; ( o) number of polymer particles [Nj w·
77

In the case of oscillations in conversion and partiele numbers during the emulsion
polymerization in a CSTR the time scale of these oscillations is normally of the
order of 5 to 8 times the mean residence time in the .CSTR (Rawlings and Ray [12]).
Oscillations on such a time-scale have not been observed in our styrene emulsion
polymerization experiments, neither in a CSTR (figure 4.7) nor in a PPC (figure
4.8). These results agree well with the conclusions of Rawlings and Ray [12] that
styrene emulsion polymerization shows little tendency to oscillatory phenomena.
4.4.1. Comparison of reactor types
The performance of a reactor will strongly depend on the residence time
distribution. Arrangement of the possible reactor types in the sequence of varying
residence time distributions leads to two extremes: the batch reactor and the CSTR.
In a batch reactor the absence of any residence time distribution leads to a maximum
possible number of formed polymer particles and therefore also to a maximum overall
polymerization rate. The large residence time distribution in a CSTR causes much
lower numbers of formed polymer particles and therefore low polymerization rates. A
PPC can be arranged somewhere in between these two reactor types. The residence time
distribution can be expressed by Peclet-numbers, defined as (chapter 2):
P u. L eL=~ (2.1)
where E stands for the axial dispersion coefficient, u for the interstitial liquid
velocity and L for the column length.
Equation (2.1) shows that two contributions determine the residence time
distribution in a PPC of known length: the interstitial liquid velocity and the
axial dispersion coefficient, which is the following function of the pulsation
velocity s.f and the interstitial velocity u (see chapter 2):
(2.11)
where s stands for the stroke length of pulsation, f for the frequency of pulsation
and dp for the diameter of the packing particles.
The influence of interstitial velocity and pulsation velocity on the performance of
a PPC is shown in the figures 4.9 and 4.10. The experimental results of
78

100
V V
V • 80 V - V ~ V - • V I:: 60 0 V ·~ • • r.... Q)
40 \ > I:: .v 0 u v.
20 • V
~ 0
V
0 18 36 54 72 90
Residence time sample (min)
Figure 4.9. Conversion of monomer as a function of the batch time, c.q. mean time on
stream for the emulsion polymerization of styrene in a batch reactor and in a pulsed
column packed with Raschig rings at different interstitial velocities. Recipe, see
figure 4.5.
('ïl) batch; (e) sf = 3.5 x 14 mm/s, u 2.78 mmls, Pe = 45; (•) sf 3.5 x 14
mmls, u = 0.93 mmls, Pe = 15. 100r----------------------------.
80 -~ ..........
I:: 60 0 ·~
r.... Q)
40 > I:: 0 u
20
A
0 A
0
A
18
• A
A •
36
A
a. •
•
54 72
Residence time sample (min)
90
Figure 4.10. Conversion of monomer as a ftmction of the batch time, c.q. mean time
on stream for the emulsion polymerization of styrene in a batch reactor and in a
pulsed column packed with Raschig rings ar differenr pulsarion velocities. Recipe,
see figure 4.5.
(6) barch; (e) sf::::: 3.5 x 7 mmls, u= 0.93 mm/s, Pe 35; (•) sf 3.5 x 14
mm/s, u 0.93 mmls, Pe = 15.
79

polyinerization experiments in a batch reactor and in a PPC for two interstitial
veloeities are collected in figure 4.9. In order to find the effect of the
mean-time-on-stream, samples were taken along the length of the column. It appears
that the experiment with the higher interstitial velocitiy gives the same
conversion/time relation as obtained in the batch reactor. For the experiment with
the lowest interstitial velocity the conversion in the PPC is significantly lower
than in a batch reactor for residence times above about 30 minutes. These
differences originate from the relatively large influence of the axial mixing on the
reactor performance at low interstitial velocities. In figure 4.10 the results are
shown for two values of the pulsation velocity together with those of a batch
reactor. The results in this figure also show that the reactor performance declines
with increasing axial mixing. Form the figures 4.9 and 4.10 it may be concluded that
the behaviour of the PPC is identical to that of a plug flow reactor for
interstitial veloeities above a certain minimum value and for pulsation veloeities
below a certain maximum value. However, a minimum pulsation is necessary to avoid
deemulsification of the monomer. If deemulsification would occur the monomer phase
would flow at a higher velocity through the column than the aqueous phase.
Consequently, the conversion would decrease, because of the lower monomer hold-up in
the column. This is shown in figure 4.11. 100 .,. A
• tJ.
80 tJ. • - A ~ A
.A • .:: 60 • 0 A 'til
A
""' <I) 40 > tJ.
.:: 1:. 0 u
tJ. 20
tJ.
A
0 A
0 18 36 54 72 90
Residence time sample (min)
Figure 4.11. Conversion of monomer as a function of the batch time, c.q. mean time
on stream for the emulsion polymerization of styrene in a batch reactor and in a
pulsed column packed with Sulzer SMV8-DN50 internals at different pulsation
velocities. Recipe, see figure 4.5.
( b.) batch; (e) s/ = 3.5 x 4.5 mmls, u = 0.93 mm/s, Pe = 90; (•) s/ = 3.5 x 9
mmls, u = 0.93 mmls, Pe = 46.
80

In the experiment with the lower pulsarion velocity deemulsification indeed
occurred: in the upper part of the column monomer dropiets were then observed with
diameters of about 1 cm and having a velocity of several centimeters per second. In
table 4.4 a summary is given of the experimental conditions at which
deemulsification was observed in both types of column packings.
Table 4.4. Occurrence of deemulsiflcarion at various stroke lengths of pulsarion
during the emulsion polymerizarion of sryrene in a pulsed packed column.
stroke I ength Ra schig r i ngs S u !ze r
s dp = 10 mm SMV8-DN50
3.5 mm deemu I sific a t ion
4.5 mm deemu 1 si f i cation
7.0 mm no deemulsifi cation
9.0 mm no deemulsi fication i
Pulsarion frequency: f = 3.5 s"1; Emulsion: T = 50°C, 30 volume% sryrene, [SJ =
0.048 kmo11m3 HlO' [ij = 0.011 kmol!m3 Hlo· The aceurenee of deemulsiflcarion was
independent of u. 100
80 -~ • ~ 60
0 ·-!/l 1-. <I)
40 > ~ " 0 1:> u
20 " " 0
'.,0/!D
0 0 18 36 54 72 90
Mean residence time (min)
Figure 4.12. Conversion of monomer as a function of the mean residence time for the
emulsion polymerization of styrene in a pulsed column packed with Raschig rings (dp
= JO mm), a (series of) CSTR(s) and a batch reactor. PPC: fs = 3.5 x 14 mm/s;
recipe, see figure 4.5.
(-)batch; (•) PPC; (1::..) 3 CSTRs; ("f) 2 CSTRs; (0) 1 CSTR.
81

20
16
• • 12 • ..
": • 0
6 * 0 TA
!1: 0 "' A z 4 0 "' 0
0 0 16 36 54 n 90
Mean residence time (min)
Figure 4.13. Number of formed polymer particles as a function of the mean residence
time for the emulsion polymerization of styrene in a pulsed column packed with
Raschig rings (dp JO mm), a (series of) CSTR(s) and a batch reactor. PPC: f*s
3.5 .x 14 mmls; recipe, see figure 4.5.
(-)batch; (•) PPC; (1:::.) 3 CSTRs; (T) 2 CSTRs; (o) 1 CSTR.
Figures 4.12 and 4.13 show the performance of the PPC packed with the Raschig rings
together with that of a (series of) CSTR(s) and a batch reactor. The black squares
are results from experiments carried out at different flow rates corresponding with
mean residence times as indicated on the abcissa. The Peclet-numbers of these
experiments were in the range from 10 to 50.
The figures clearly show that at a pulsation velocity of 49 mm/s the PPC behaves
exactly like a batch reactor up to mean residence times of 60 minutes (Pe = 20). At
larger residence times a slight decrease can be observed in conversion and number of
polymer particles formed, which has to be attributed to axial mixing. However, even
at these large residence times the performance of the pulsed packed column is much
better than that of a CSTR. Another phenomenon that can be seen in figure 4.13 is,
that the number of polymer particles formed in a CSTR shows a maximum at a very low
residence time and that this maximum is only about 55 % of the number of particles
obtained in a batch reactor. This agrees well with predictions of Poehlein {2] and
of Nomura and Harada {4] (compare section 4.2.1). Increasing the number of CSTRs in
the series has only a marginal effect on the conversion and the number of particles
formed.
The figures 4.14 and 4.15 show results of experiments with the Raschig rings and
with the Sulzer internals at a pulsation velocity of 29.8 mm/s. The Peclet-numbers
82

100
6 6
• 80 • -~
d 60 0 (i.i '"' Q)
40 > d 0 u
20
48 72 96 120
Mean residence time (min)
Figure 4.14. Conversion as a function of mean residence time for styrene emulsion
polymerization in a batch reactor and in a PPC for two packing types. Pulsation
velocity: j*s 3.5*9 mmls; recipe, see figure 4.5. batch; <•J PPC: Raschig
rings, d = JO mm; (.ó.) PPC: Sulzer SMV8-DN50 packing. p
20
-., 16
s ' - 6
12 • g ' 0 •
8 A
* • A ~ A z • 4 • A
0 0 50 100 150 200 250
Mean residence time (min)
Figure 4.15. Number of polymer particles as a function of mean residence time for
styrene emulsion polymerization in a batch reactor and in a PPC for two packing
types. Pulsation velocity: j*s = 3.5*9 mm!s; recipe, see figure 4.5. (~-) batch;
(•) PPC: Raschig rings, d = JO mm; (.ó.) PPC: Sulzer SMV8-DN50 packing. p
of the experiments ranged from 30 to 80 for the Raschig rings and from 90 to 130 for
the Sulzer intemals. The lower axial mixing in the column with the Sulzer internals
makes it possible to apply longer residence times (lower flow rates) and still
83

approach plug flow.
4.4.2. Number of polymer particles formed
To investigate the effect of axial mixing on the polymerization process experiments
are carried out intentionally under conditions deviating from plug flow. Figure 4.16
shows the number of polymer particles formed [N]w as a function of the interstitial
velocity u for various values of E. The figure shows the combined results of Raschig
rings and Sulzer intemals. Two regions can be distinguished. At large interstitial
veloeities no significant dependenee of the number of polymer particles on the
interstitial velocity can be seen. The polymerization kinetics seem closely obey
batch kinetics: the behaviour of the PPC is identical to that of an ideal plug flow
reactor. In the second region (low interstitial velocities) a strong decrease in the
number of polymer particles can be observed. The transition of the first to the
second region moves up to higher interstitial veloeities at increasing axial
dispersion coefficient.
20,-------------------------,
16 ;
12 • 8
1.20 1.80 2.40 3.00
U * 103 (m/s)
Figure 4.16. Weight average number of polymer particles formed in a pulsed packed
column as a fimction of the interstitiai velocity for styrene emuision
polymerization. Recipe see ft-gure 45.
(--) batch; ('Y) PPC (Raschig rings): E 3.0*10-4 1iJs; (Jit..) PPC (Raschig rings):
E = 1.6*10-4 ,iJs; (•) PPC (Sulzer internals): E = 5.0*10-5 1iJs.
Figure 4.17 shows the dependenee of [N] on E for various values of u. The number of w
particles decreases at increasing E and approaches a limiting value for E = oo. It is
84

16
' ' ---
-- ·.c. 4
*
" "' 12~1\ ',, •\ I ' l '
8 \ ,.-.-' ' -,. ____ ,.
.~ '~, ________ ,_ ---
--·-lil I
0 --- ... -----!.
o~--~----~--~~--~--~
0.00 0.07 0.14 0.21 0.28 0.35
Figure 4.17. Weight average number of polymer particles formed in a pulsed packed
column as a function of the axial dispersion coefftcient for styrene emulsion
polymerization. Recipe see figure 4.5.
batch; (•) PPC: u = 1.3* 10·3 mis; ('1/f) PPC: u = 9.3* 10·4 mis: (lt.) PPC: u = 6.8*10-4 mis; (e) PPC: u = 4.8*10-4 mis.
20
...-. 16 ... s
----,y ; / '
12 ., ;. ,., ' ' '
~ I I ' " I /
0 .; I ' I ,. 8 I ,i.
' ' * .; '+I ' I I I' ~
I I I
' z 4 I" ' I I • ,I. ' ' 11 , I I , ........ "'
0 0 32 64 96 128 160
PeL (-)
Figure 4.18. Weight average number of polymer particles formed in a pulsed packed
column as a function of PeL for styrene emulsion polymerization. Recipe see figure
4.5.
(--) batch; ('1/f) PPC (Raschig rings): E 3.0* 10·4 m2ts: (a) PPC (Raschig rings):
E = 1.6*10-4 m2ts; <•J PPC (Sulzer internals): E 5.0*10-5 m2ts.
85

expected that this limit corresponds to the number of polymer particles formed in a
CSTR operaled at the same mean residence time. The figures 4.16 and 4.17 indicate
that the Peclet-number, PeL, may be a good criterion of the performance of a PPC.
Figure 4.18, however, shows that the expected unique relationship is not obtained by
use of PeL; the effect of E on the partiele formation is overestimated as compared
with the effect of u.
The above considerations mean that PeL is probably nol the correct parameter to
describe the performance of the PPC. The length L corresponds to the total column
length in which the emulsion is subject to axial mixing. Partiele nucleation in a
PPC, however, takes place in just a small section of the column (figure 4.19). It
can easily be seen that the number of polymer particles forrned is affected only by
the axial mixing in this section of the PPC.
Therefore, a better choice seems to be a Peclet-number (Pe1)
of the PPC in which the polymer particles are formed:
related to the section
(4.11)
where l is the length of the section of the PPC in which the partiele nucleation
takes place.
rr•••ct•
I l L
111
11 PeL
UL " x•l
Pel 1 I
• • I reactaat•
Figure 4.19. Polymerization intervals of the emulsion polymerization of styrene in a
pulsed packed column and the related peclet-numbers. I = partiele nucleation; /1
partiele growth in the presence of monomer droplets; /// = partiele growth in the
absence of monomer droplets.
86

Because partiele nucleation strongly depends on the physical conditions in the PPC,
the length of the partiele formation section will be a function of these conditions.
For Pe 1 we can write:
* 2 P _ u .I _ u.( 't .u) _ ". * u
el - c - E - ' ·--y- (4.12)
* where 't is the rnean residence time in the partiele nueleation section.
* 't depends on the polyrnerization kinetics, which are in turn affected by the axial
* mixing. In figure 4.20 experirnentally deterrnined values of 't are given for various * axial mixing conditions (as expressed by PeL). For the calculation of 't it was
assurned that the partiele nucleation ends at a conversion at which no ernulsifier is
available for rnicelle formation and all polyrner particles forrned are cornpletely
covered with a rnonornolecular layer of ernulsifier molecules. The principle of the * * calculation of 't is described in appendix A.S. The ernpirical relation between 't
and PeL that is obtained can be given by:
't * - Pe -0.5 L
Combination of (4.12) and (4.13) gives:
100
PeL (-}
(4.13)
1000
* Figure 4.20. Experimentally determined values of 't (see text) as a function of PeL.
('lf!f) PPC (Raschig rings): E 3.0*10"4 m2ts; (.lt.) PPC (Raschig rings): E 1.6*10-lf
m2ts; (e) PPC (Raschig rings): E == 6.4* 10·5 m2ts; (•) PPC (Sulzer internals): E =
5 0*1 -5 2 . 0 mIs.
87

(4.14)
Relation (4.14) clearly shows the different influence of E and u on the effect of
axial mixing during the period of partiele nucleation.
In figure 4.21 the number of polymer particles formed, [N]w, is plotted as a
function of Pel' It is obvious that one unigue relationship is obtained between [N]w
and Pet Again we can distinguish two separate regions. In the first region (Pe1 <
10) Nw depends on Pel' while in the secend region (Pe1 > 15) no significant
difference between a PPC and a batch reactor is observed. The transition between
both regions is located somewhere between Pe1 = 10 and Pe1 15.
At Pe1 = 0, (N]w corresponds to a number of particles formed at infmite residence
time. An infinitely large residence time means a conversion of 100 % at the entrance
of the PPC. At that conversion level the number of polymer particles forrned is about
[N]w = 0.8 * 1020 m-3 for equally sized particles.
20
- 16 M
8 ..........
' - -.-... " 12 ~ ' ," 0
'f 8 * "'' • 1:1: ,• z 4 "'' "' ' '
0 0 8 16 24 32 40
Pel (-)
Figure 4.21. W eight average number of polymer particles formed in a pulsed packed
column as a function of Pe1 for styrene emulsion polymerization. Recipe see figure
4.5.
(--)batch;(~) PPC (Raschig rings): E = 3.0*10-4 m2ts; (.á.) PPC (Raschig rings):
E = 1.6*10-4 m2ts; (e) PPC (Raschig rings): E = 6.4*10-5 m2ts; (•) PPC (Sulzer
internals): E 5.0*10-5 11//s.
88

4.4.3. Partiele size distributions
In tigure 4.22 the standard deviation of the distributions, crw' is plotted against
Pet It appears that also for the distribution width a unique relationship is
obtained when the Peelet-number related to the period of partiele nueleation is used
to account for the effect of axial mixing on the spreading in partiele sizes.
Figure 4.22 indicates that the transition between the region in which the PPC
behaves like a batch reactor and the region where the PPC deviates from batch
behaviour is located somewhere between Pe1 10 and Pe1 = 15. The similarity between
the distribution width and the number of formed particles in a PPC is striking
(compare figures 4.21 and 4.22).
Because partiele size distributions have considerable influence on the rheological
properties of the latex produels it is important to know which stage(s) of the
polymerization determine the size distributions. Therefore an experiment was carried
out at conditions of large axial mixing. Partiele size distributions were determined
along the length of the column. The results are shown in the figures 4.23 and 4.24.
It appears that the partiele size distribution in the final product is mainly
determined by processes taking place in the lower part of the column, at conversions
below 45 %. At these low conversions a separate monomer phase still exists in the
50
40 I.
'
- 30 ~ El ~ t::: • 20 ' b ' ... '
•J.à-' ...
10
o~--~-----L----~----~--~
0 8 16 24 32 40
Figure 4.22. Standard deviation of the partiele size distributions of polystyrene
latexes, produced in a pulsed packed column, as a function of Pet Recipe, see
figure 4.5.
batch;(~) PPC (Raschig rings): E = 3.0*10-4 m2!s; (lt.) PPC (Raschig rings):
E = 1.6*10-4 m2ts; (e) PPC (Raschig rings): E = 6.4*10-5 m2!s; (•J PPC (Sulzer
internals): E = 5.0* w-5 m2!s.
89

30.---------------------------,
• • 24 • s s:: 18 •
12
6
OL---~----~----~--~~--~
0 34 68 102 136 170
Residence time (min)
Figure 4.23. Partiele size distribution of polystyrene latex in a pulsèd column
packed with JO mm Raschig rings as a function of the residence time of the sample.
f*s = ,3.5*9 mmls; u = 0.49 mm!s; 't = 170 min; recipe, see .figure 4.5.
( e) P PC; ( -----) batch.
30
24 --s s:: 18
~ b 12
6
0 0 20
•
40 60
•• • •
80
Conversion (%)
100
Figure 4.24. Partiele size distribution of polystyrene latex in a pulsed column
packed with JO mm Raschig ringsas a function of the conversion of the sample. f*s =
3.5*9 mmls; u = 0.49 mmls; recipe, see .figure 4.5. (e) PPC; (-----) batch.
reaction mixture. The particles can grow by consuming monomer that is supplied by
the monomer droplets. At conversions above 45 % (e.g. interval lil of the
polymerization process) the separate monomer phase has disappeared. Under those
conditions the particles can grow only when monomer transfer takes place from
90

1.00 / --
/
= /
.2 I,
I ..... 0.80 I I
:I I ..0 I
'i:: I I .....
0.&0 I
(11 I
Q I I I:
OJ I: I:
> 0.40 I,' ·- I,' ..... I·" «l ,: :; F
1.;
e 0.20 I ,1
:I .·'1 ,'/ u I
,··· / /
0.00 _,..
0 50 100 150 200 250
Diameter {nm)
Figure 4.25. Partiele size distributions of polystyrene latex in a pulsed column
packed with Raschig rings (dp = JO mm), a single CSTR and a ,series of 2 CSTRs, all
operated at a mean residence time of 60 minutes. j*s = 3.5*9 mmls; recipe, see
figure 4.5. PPC; (-----) J CSTR; (······) 2 CSTRs.
1.00 / 1.00 / a I
I I I
I': 0.80 I = 0.80 I
.2 I .2 .... I .... ;:J I ;:J
..0 I .0 I ·~ ..
0.60 I .. 0.60 - I ....
"' "' :; I :; I I ., I .,
> I .:: :;:; 0.40 I 0.40 1 -"' I "' :; I :; e I e I ;:J I ;:J u 0.20 I
I u 0.20
I I
I
' o.oo / 0.00
0 50 100 150 200 250 0 50 100 150 200 250
Diameter (nm) Diameter (nm)
Figure 4.26. Partiele size distributions of polystyrene latex in a pulsed column
packed with Raschig rings (d = JO mm), and a series of 3 CSTRs.for mean residence p
times of 30 minutes (a) and 60 minutes (b). j*s = 3.5*9 mmls; recipe, see figure
4.5. (-, -) PPC; (-----) CSTRs.
91

particles with high monomer concentrations to those with lower monomer
concentrations. Therefore, partiele size distributions are determined mostly below
45 % conversion.
A comparison of the produels of the PPC and the CSTR leads to the condusion that
the partiele size distribution in the PPC is much smaller as compared with a CSTR
operated at the same mean residence time (figure 4.25). Reptacement of the CSTR by 2
smaller tanks leads to narrower partiele size distributions, although a distinct
tailing at both sides of the distribution is observed. In figure 4.26 the partiele
size distributions of a PPC are presenled together with those of a series of 3 CSTRs
for two mean residence times. Except for some tailing the partiele size
distributions in the series of stirred tanks agree with those in the PPC. Besides,
it should he remembered that the number of particles formed in the PPC is much
higher than that in the CSTR-cascade, which is unmistakably reflected in the
distributions.
4.4.4. Molecular weights
Table 4.5 shows experimentally determined molecular weights of product latexes of
the PPC at various axial mixing conditions. Some critica} remarks should be made
with these results. The molecular weight of the polystyrene produced was somewhat
too high to allow an accurate analysis with the GPC columns available. Secondly, an
accurate determination of !'IÏfn is hampered by the tailing at the low side of the
molecular weight distribution. Nevertheless, we have sufficient confidence in the
measurements to allow a meaningful comparison between the molecular weights of the
products of PPC and batch reactor.
The results in table 4.5 show that the molecular weights are nearly constant. No
significant dependenee on the axial mixing can he observed. The molecular weights of
the PPC products do not differ significantly from those of a batch reactor.
In principle, the value of l'IÏfJI'IÏfn contains information about the possible mechanism
of radical absorption into the polymer particles. Comparison of our values for !'IÏf~n
with those calculated by Nomura and Harada [4} for a CSTR, the four different
mechanisms for radical absorption (section 4.2.3), leads to the condusion that the
rate of radical absorption is either independent of partiele size or can be
described by the diffusion model. However, the first mechanism of radical absorption
is unlikely from a general physical point of view. A critica! note is, that the
experimentally determined l'IÏfJ!'IÏtn -values are based on polymer being formed at
conversions between 0 and 100 %, while the theoretica! predictions are based upon
92

Table 4.5. Molecular weights of product latexes of the PPC
at varimts axial mixing conditions.
Reactor u * 103 E * 102 rvt * 10-6 rvf* 10-6
m2/s w n
m/s kg /kmol kg/kmol
BATCH - - 1.5 0.52
PPC: 0.00137 0.01 1.5 0.50
Raschig 0.00094 0.01 1.5 0.88
rings 0.00069 0.01 1.3 0.56
dp = 1 0 mm 0.00048 0.01 1.4 0.54
0.00036 0.01 1.3 0.55
0.00069 0.004 1.6 0.78
0.00069 0.01 1.3 0.56
0.00069 0.02 1.7 0.93
PPC: 0.00069 0.003 1.7 0.90
Sulzer 0.00049 0.003 1.5 0.73
SMV8- DN50 0.00047 0.003 1.6 0.83
internals 0:00034 0.003 1.6 0.79
rvtw/rvtn
2.9
3.0
1.7
2.3
2.6
2.3
2. 1
2.3
1.8
1.9
2.2
1.9
2.0
polymer being formed at conversions below 45 %. A second critica} note is, that the
predicted values refer to CSTR systems. The physical conditions in a PPC may differ
considerably from those in a CSTR (see section 4.4.3), which may lead to different
partiele size distributions and different molecular weights. On the other hand, the
absence of a significant influence of the intensity of axial mixing in the PPC on
rvt~n gives a strong indication that a mechanism of radkal capture based on
absorption rates proponional to the partiele surface is very improbable. Our
results are therefore in good agreement with the opinion of Nomura and Harada [4],
who believed that entry of radicals into particles preferably takes place according
to Ficks diffusion theory.
93

4.5. Conclusions
A pulsed packed column is a very suitable reactor system for the continuous emulsion
polymerization of styrene. The reactor is completely stabie during runs lasting up
to ten hours. The performance of this reactor type depends on pulsation velocity and
interstitial liquid velocity. A minimum pulsation velocity is necessary to avoid
deemulsification of the monomer. At high interstitial liquid veloeities and not too
high pulsation veloeities the reactor performance · is almost identical to that of a
batch reactor with respect to numbers of formed polymer particles, partiele size
distributions, reaction rates and molecular weights. At long mean residence tirnes
(i.e. low interstitial velocities), where the reaction rate and the number of
particles formed in the column decline slightly, the performance of the column is
stîll much better than that of one or several CSTRs in series. Structured packing
types such as Sulzer internals give better results than Raschig rings.
It bas been shown that Pel' the Peclet-number related to the section of the column
in which the partiele nucleation takes place, is a unique parameter to account for
the effect of axial mixing on the number of formed particles, on the reaction rate,
and on. the partiele size distribution.
Partiele size distributions of latex products from a pulsed packed column are
smaller than those from one or more CSTRs operaled under the same conditions. The
width of the distributions is mainly determined during the frrst stage of the
polymerization, when monomer dropiets are still present in the reaction mixture.
Molecular weights of the produels of a pulsed packed column were found to be almost
independent of the intensity of axial mixing. Experimental values for the degree. of
dispersion PVf~n of about 2.2 are obtained. These values may indicate that
absorption of radicals into particles preferably takes place according to Ficks
classica! diffusion theory.
4.6. References
I. G.W.Poehlein, D.J.Dougherty, Rubber Chem. Techno!., 50, 601, (1977) 2. G.W.Poehlein, "Emulsion Polymerization", I.Piirma ed., Academie Press, New York,
( 1982), chapter 10 3. G.W.Poehlein, Brit. Polym. J., H. 153, (1982) 4. M.Nomura,M.Harada, ACS Symp. Ser., 165, Emulsion Polym. Emulsion Polym., 121,
(1981) 5. W.V.Smith, R.H.Ewart, J. Chem. Phys., 16, 592, (1948) 6. D.C.Blackley, "Emulsion Polymerization", Applied Sience Publishers, London,
(1975) 7. R.K.Greene,R.A.Gonzalez, G.W.Poehlein, ACS Symp. Ser., 24, Emulsion Polym.,
94

341, (1976) 8. C.Kiparissides, J.F.MacGregor, A.E.Hamielec, J. Appl. Polym. Sci., 23, 401,
(1979) 9. C.Kiparissides, J.F.MacGregor, A.E.Hamielec, Can. J. Chem. Eng., 58, 48, (1980)
10. F.J.Schork,W.H.Ray, ACS Symp. Ser., 165, Emulsion Po1ym. Emu1sion Po1ym., 505, (1981)
11. F.J.Schork, W.H.Ray, J. Appl. Polym. Sci., 28, 407, (1983) 12. J.B.Raw1ings, W.H.Ray, AIChE. J., 33, 1663, (1987) 13. J.B.Rawlings, W.H.Ray, Polym. Eng. Sci., 28, 237, (1988) 14. A.Penlidis, J.F.MacGregor, A.E.Hamie1ec, Chem. Eng. Sci., 44, 273, (1989) 15. A.Penlidis, J.F.MacGregor, A.E.Hamie1ec, J. Coat. Techn., 58, 49, (1986) 16. A.Penlidis, J.F.MacGregor, A.E.Hamie1ec, AIChE. J., 1!. 881, (1985) 17. A.Penlidis, A.E.Hamielec, J.F.MacGregor, J. Vinyl Techn., §, 134, (1984) 18. J.B.Rawlings, J.C.Prindle, W.H.Ray, Proc. Int. Workshop Polym. React. Eng.,
K.H.Reichert, eds., Hruthig and Webf Verlag" (1986), pp. 1-17 19. D.B.Gershberg, J.E.Longfield, 45th AIChE Meeting, Preprint 10, New York, (1961) 20. A.W.DeGraff, G.W.Poehlein, J. Polym. Sci., A-2, 2, 1955, (1971) 21. M.Nomura, H.Kojima,M.Harada, W.Eguchi, S.Nagata, J. Appl. Polym. Sci., ,li, 675,
(1971) 22. G.W.Poehlein, H.C.Lee, N.Stubicar, J. Polym. Sci., Po1ym. Symp., 72, 207, (1985) 23. W.H.Stockmayer, J. Polym. Sci., 24, 314, (1957) 24. M.Harada, M.Nomura, W.Eguchi, S.Nagata, J. Chem. Eng. Japan, 1. 54, (1971) 25. S.Katz, R.Skinner, G.Saidel, "Addition and Condensation Polymerization
Processes", Adv. Chem. Ser. No. 91, ACS, Washington O.C., (1969), chap. 8 26. J.Ugelstad, F.K.Hansen, "Emulsion Polymerization", I.Piirma ed., Academie Press,
New York, (1982), chap. 2 27. I.M.Kolthoff, I.K.Miller, J. Am. Chem. Soc., 73, 3055, (1951)
95

96

Chapter 5. Reactor model for the emulsion polymerization of styrene in a
pulsed packed column
5.1. Introduetion
In literature only a few rnadelling studies have been publisbed aimed at predicting
polymer latex properties and reaction rates of styrene emulsion polymerization in
continuous reactor systems. For continuous emulsion polymerization the studies on
reactor modeHing were mostly limited to CSTRs.
The frrst theoretica! study of a CSTR was made by Gershberg and Longfield [ 1 }. These
authors developed a mathematical model that was based on the classical theory of
Smith and Ewart [2} assuming an average number of radicals per polymer partiele
being equal to 0.5. DeGraff and Poehlein [3} extended the model to predict partiele
size distributions. A comparison of theory and experimental results showed that
their modified model could be used to give accurate predictions of reaction rates
and partiele size distributions.
A different route in the rnadelling of a CSTR was foliowed by Nomura and Harada
[4-6]. These investigators developed a simpte model that ignores the partiele size
distribution and considers the particles to be indistinguishable. The model was
adapted to a CSTR [5} as well as to a batch reactor [4}. The advantage of this model
is the simplicity by which the number of polymer particles and the reaction rate can
be predicted. One of the .limitations of the model is the fact that the model does
not account for the Trommsdorff- or gel-effect that may occur at high conversions. A
second limitation is that partiele size distributions · cannot be predicted, for the
simpte reason that the model uses an average partiele size to describe the
polymerization process. Nomura and Harada showed that when conversions are not too
high and partiele sizes are not too large the model can safety be used to sünulate
the steady-state behaviour of styrene emulsion polymerization.
In this chapter a model is presented for predicting numbers of formed polymer
particles, partiele size distributions and conversions of the emulsion
polymerization of styrene in a ~lsed facked Çolumn (PPC). The model camprises a
reactor model and a kinetic model. The reactor model can be either a plug flow with
axial dispersion model or a tanks in series model. In the kinetic model assumptions
should be made conceming the mechanism of radical absorption into the polymer
particles and whether or not partiele size distributions are incorporated in the
model. In the following sections two models are discussed:
- a pi u g flow with axial dispersion model being based on average partiele sizes
(section 5.2);
97

a tanks in series model in which partiele size distributions are incorporated
(section 5.3).
5.2. Plug flow with axial dispersion model
5.2.1. Mass balances
When a fluid flows through a PPC, dispersion of the fluid occurs as a result of the
combined effect of molecular diffusion and turbulent mixing (see chapter · 2).
Generally there are two different ways of modelling an emulsion polymerization
reaction in a PPC. The PPC can be described as a number of ideally mixed tanks in
series. However, this is only allowed when the number of mixing stages in series j
exceeds a value of 10. For low values of j this model is not reliable. The only
alternative to describe an emulsion polymerization reaction in a PPC is the use of
the so-called plug flow with axial dispersion model. This model deals with smal!
deviations from plug flow, which are accounted for by the axial dispersion
coefficient, E (chapter 2).
Assuming that there are no radial concentration gradients and ·a steady state, a
balance for the number of formed polymer particles over a cylindrical element of the
column with a length ,1z leads to:
R. 1
where:
Ri = rate of partiele formation at height z
u = interstitial liquid velocity
E = axial dispersion coefficient
[N]t = total number of polymer particles per unit volume aqueous phase
z = column height
(5.1)
In the same way a mass balance for the monomer over an element of the column between
z and ,1z leads to:
R p
dX d2X m m u.[M]0 . a-z-- + E.[M]0 . -;-z-
z dz
98
(5.2)

where Rp stands for the overall polymerization rate, Xm for the monomer conversion
and [M]0 for the monomer concentration in the feed.
The third differential equation is related to the free (micellar) emulsifier
concentration in the emulsion:
(5.3)
where:
Ap total surface area of all polymer particles
as == surface area occupied by an emulsifier molecule
[S]m == number of emulsifier molecules (per m3) effective for micelle formation
In this equation the first term stands for a change in the amount of emulsifier (per
unit volume of continuous phase) that is present on the partiele surface. Because
the emulsifier does not really disappear (all emulsifier remains in the emulsion)
equation (5.3) can be replaced by:
(5.4)
where [S] is the feed stream concentration of emulsifier effective for micelle m,o formation (== [S]f - [S]cMd· [S]f the emulsifier concentration in the feed stream,
and [S]CMC the critica! micelle concentration of emulsifier.
So only two second order differential equations remain. With a few additional
relations derived from the Nomura and Harada theory {4-6] and four boundary
conditions these differential equations can be solved numerically.
5.2.2. Kinetic equations
According to Nomura and Harada {4] the partiele nucleation rate can be equated as:
(5.5)
where [N]tis the total number of polymer particles per unit volume aqueous phase, Ç
99

an effectiveness factor in absorption of radicals for particles relative to
micelles, p. the rate of formation of initiator radicals, and N Avogadros constant. 1 a
The overall polymerization rate is given by:
(5.6)
where kp stands for the propagation rate constant, [M]p for the monomer
concentration in the polymer particles, and [N'] for the number of reacting polymer
particles.
For the number of reacting polymer particles m styrene emulsion polymerization
Nomura and Harada proposed [4-6]:
[N'] = [N]/2 (5.7)
The total surface area of the particles was calculated by assuming an average
diameter for all polymer particles:
A = (36.n) 113 .v 213.[N] p p
where v p is the average volume of a polymer particle.
The average volume of a polymer partiele is related to the conversion by:
V = p
where:
[M]0
.Xm.( 1 +y)
[N]. pp.Mw
[M] = monomer concentration in feed stream 0
Xm = monomer conversion
y = monomer weight fraction in polymer particles
pp = density of monomer-swollen polymer particles
M = molecular weight of monomer w
(5.8)
(5.9)
The parameter Ç (equation (5.5)) is a factor descrihing the effectiveness of
absorbing radicals for particles relative to micelles. This parameter easily permits
a choice of the proper mechanism of radical entry into micelles and particles.
100

Nomura and Harada [6} distinguished four different mechanisms for radica1 absorption
(see also chapter 3 and 4):
Ç = ~ = constant (5.10)
ç = Çl.dp (5.11)
ç = ~.dp 2 (5.12)
ç = Ç3.dp 3 (5.13)
Nomura and Harada [4} assumed a radical absorption mechanism for which Ç may be
regarded as a constant (Ç = ~· Experimentally they obtained a value of: 'o = 1.28
* 105. We calculated Ç from our own batch experiments (carried out under conditions
as shown in tab1e 5.2) and we found: ~ = 1.32 * 105. This value is in good
agreement with that of Nomura and Harada. The presented value of 'o was determined
by repeated1y estimating a va1ue for Ç until the number of formed po1ymer particles,
predieled by the model, agreed well with the experimentally determined
weight-average number of polymer particles. The use of partiele numbers based on
weight-average diameters was allowed, because the partiele size distributions of the
batch products examined were very small (degree of dispersion of the distributions
a.;an == 1.07).
The calculated value of 'o is presented in table 5.1, together with values of the
constants based on other radical absorption mechanisms.
Table 5.1. Ç-values for different radical absorption mechanisms.
mechanism
* this work
* Ç-values
~ = 1.32 * 105
çl = 3.55 * 1010
~ = 1.04 * 1016
ç3 = 3.25 * 1021
** Nomura and Harada [4}
101
li terature values **

5.2.3. Solutions of the differential equations
Four houndary conditions are necessary for a solution of the differential equations
(5.1) and (5.2). The first two can he o)Jtained hy taking a halance over a
cylindrical element at z ::::: 0 (the entrance of the reactor):
x m(z=O)
E [dXm] U • <:fZ z=O
(5.14)
(5.15)
Both other houndary conditions are obtained hy a prediction of the axial pos1hon * (z ) in the reactor, where all micelles just have disappeared ([S] = 0). After the . m
moment of disappearance of the micelles the total numher of polymer particles wil!
remain constant during the remaining part of the polymerization process (figure
5.1). Therefore the. third boundary condition will he:
[d [N]1] ·
• - 0 · --uz-- z=z -
-0
2r-------------------------------~--~
diN]
dx • 0
oL-------------------~--------------~ 0 ~ w
length coordinate x
(5.16)
Figure 5.1. Assumed number of jorn1ed polymer particles in a pulsed packed column as
a function of the axial position in the column.
During interval IJ of the polymerization process the overall polymerization rate R , p
and therefore dXm/dz, will also remain constant (figure 5.2). So the fourth boundary
102

value will be:
2000~------------------------------------.
E ><
!:::: 0 ïii ""' \U. > c 0 u
l cl Xm
l dx
length coordinate x
• 0
40
(5.17)
Figure 5.2. Assumed conversion in a pulsed packed column as a function of the axial
position in the column.
Since we have the two differential equations (5.1) and (5.2) and the four boundary
conditions (5.14) - (5.17), the steady-state solution for the total number of formed
polymer particles and the monomer conversion during interval I of the polymerization
can be obtained. An analytica! solution of the differential equations is not * possible, because z is a dependent variabie and is a rather complex functîon of
[N]1
and Xm. Therefore, numerical methods have to be used to solve the differential
equations. For a straight-forward numerical solution of the problem it is necessary
to transforrn the two boundary conditions (5.16) and (5.17) into an initia! value
problem: [N]1, X , d[N] /dz and dX /dz have to be known at z :;: 0. However, the *m r m
definition of z makes it impossible to calculate the four initia! values. Therefore
a trial and error method was chosen for solving the differential equations. [N]t and
X were estimated at z = 0. (d[N] /dz) and (dX /dz) were calculated now using m r z=O m z=()
the equations (5.14) and (5.15). The four initia! values obtained in this way were * used to calculate the steady-state solution from z = 0 to z = z with a fourth order
* 2 2 Runge-Kutta method. At z z , d[N1(dz and d Xrrfdz were evaluated, after which
[N]1and Xmat z = 0 were recalculated. This process was repeated until d2Xm/dz2 and
103

* d[N]/dz at z = z were close enough to zero.
Our experiences when using this method showed, that especially at low values of E a x and high values of u (i.e. at very small residence time distributions) the numerical
method was very unstable. Both [N]1
and Xm at z = 0 had to be predicted very
accurately in order to be able to calculate monomer conversion and number of polymer * particles at z = z with an acceptable accuracy.
5.2.5. Comparison of theory with experiments for a PPC
In this section theoretica! predictions of the model are compared with results of
polymerization experiments in a PPC. Table 5.2 shows the experimental conditions.
The parameters used in the calculations are given in appendix AA.
Table 5.2, Experimental conditions of styrene emulsion
polymerization in the pulsed packed column.
Component Concentrat ion
styrene [M]f = 4.0 kmo11m3 H
20
sodium dode c yl sulfate 3 [ S] f = 0.048 kmol/m H20
s o di urn persulfate [ I ] f 0.011 kmo11m3 H
20
sodium hydroxide [ B] f 0.010 kmo11m3 H
2o
po lymerizat ion temperature: 50°C
pH of the emulsion: 12
Figure 5.3 shows the experimentally determined and the theoretically calculated
number of polymer particles as a function of the mean residence time in a pulsed
packed column packed with 10 mm Raschig rings. The calculations were carried out for
four different radical absorption mechanisms corresponding to the equations (5.10)
(5.13). The figure shows that a larger dependenee of the radical absorption
mechanism on the partiele size results in a lower number of formed polymer
particles. For smal! mean residence times (t < 60 min) the calculated values of [N]w
agree reasonably well with those derived from experimental results. However, at
larger mean residence times a large discrepancy between the theory and the
experimental results exists.
104

20
- 16 .. s ' - 12 2 ' 0 .....
8 ... .. z 4
0 0 60 12(1 180 240 300
Residence time (min)
Figure 5.3 .. Experimentally determined and theoretically prediered numbers of polymer
particles for styrene emulsion polymerization in a pulsed column packed with JO mm
Raschig rings at 50"'C.
Recipe: table 5.2; stroke length of pulsation: s = 9 mm; pulsarion frequency: f
3.5 s-1. Theoretica/ calculations: plug flow with a.xial dispersion model with
application of different radical absorption mechanisms (table 5.2).
( • ) experimental data; (--) calculations: Ç Ç0; (-----) calculations: Ç ==
Çrdp; ( ...... ) calculations: Ç = ç2.d/: (-·-·-) calculations: Ç ç3.d/.
Because the differences between theory and experiment cannot be completely
attributed to uncertainties about the radical absorption mechanism, another reason
for the deviations has to be found. According to the polymerization kinetics the low
number of polymer particles actually measured can only be caused by an increase of
the growth rate of the polymer partieles. Such increase leads to a much more rapid
consumption of micellar emulsifier for partiele stabilization during the partiele
formation period, and as a consequence to a lower number of partieles. According to
the theory of Stockmayer {7) the average number of radicals per partiele is about
0.5 for partiele diameters smaller than 160-180 nm. In our experiments the measured
weight-average partiele diameters were 130 nm at most. Therefore, the average number
of radicals per partiele and the growth rate may be assumed to be constant for all
experimental conditions, which means that the observed discrepancy cannot be
explained by the polymerization kinetics.
Another possibility is the fact that partiele size distributions are not taken into
account in the model. This may have several consequences. The first one is the
consumption of micellar emulsifi.er. Because weight-average partiele diameters are
105

used, the emulsifier consumption for the stabilization of the small particles may be
underestimated. This effect can be large for very broad partiele size distributions.
The underestimation of emulsifier consumption for partiele stabilization may lead to
an overestimation of the number of formed polymer particles. Also large particles
are weighted very strongly in weight-average partiele diameters, which means that
the discrepancy between the actual number of polymer particles and the average
number of polymer particles based on the weight-average diameter can be large. For
the experiments of figure 5.3 the degree of dispersion of the distributions ranged
from dw'dn = 1.1 for short mean residence times up to dw'dn = 1.6 for the long mean
residence times. This means that especially for the long mean residence times (broad
partiele size distributions) this effect can be large. Finally, the last important
problem of omitting partiele size distributions is the effect of the radical
absorptîon mechanism on the number of formed polymer'particles. It was already shown
in the case of particles of uniform size, that the choice of a certain radical
absorption mechanism has a considerable effect on the number of polymer particles in
the product latex. If partiele size distributions are introduced in the model, this
effect will even be greater, since the actual differences in partiele sizes are then
better accounted for by the model.
The considerations mentioned above provide sufficient reasons to involve partiele
size distributions into the plug flow with axial dispersion model. Such an
extension, however, requires a lot of additional differential equations. Besides the
basic equations (5.1) and (5.2) every class of partiele sizes asks for one
additional differential equation. The main problem of this extension is the
formulation of the boundary conditions and the complex trial and error calculation
necessary for the solution of the differential equations. In fact, the best way of
handling this problem would be by dynamic modelling, which was however beyond the
objective of this work.
5.3. Tanks in series model
The tanks in series model describes the mixing as being caused by several ideally
mixed tanks in series. The parameter used to characterize the mixing behaviour, is
the number of tanks in series. Although this model is not a very realistic model for
a PPC from a physical point of view, the advantage is that the introduetion of
partiele size distributions is relatively simple.
In the development of the model a description of the frrst reactor of the cascade is
106

always given frrst. After that analogous relations are derived for the- other
reactors.
5.3.1. Mass balances and kinetic equations
A balance of the number of particles over the first reactor gives:
where:
't = mean residence time in the reactor
[N]0 = number of particles in the feed stream ([NJ0 = 0)
[N] 1 = number of particles in the product stream
Ri = rate of formation of particles
(5.18)
For steady state conditions the number of particles formed in the first reactor
(6[N]1) becomes:
(5.19)
Combination of (5.19) and (5.5) gives:
(5.20)
where [S] 1 stands for the concentration of micellar emulsifier in the first m, reactor and pi for the rate of generation of radicals.
For the number of particles formed in the j-th tank (6[N]j) an analogous relation
can be derived:
(5.21)
where [NJ1. is the total number of particles in the j-th reactor and [S] . the
m,J concentration of micellar emulsifier in that reactor.
The parameter Ç corresponds to one of the radical absorption mechanisms reflected by
107

the equations (5.10) ~ (5.13).
Nomura and Harada [4-6/ considered radical absorption as a constant property for
both micelles and polyrner particles. For batch experiments they found:
ç = 'a "' 1.2s * 1 o5 (5.22)
Combination of (5.21) and (5.22) gives:
(5.23)
Application of the equations (5.11) - (5.13) for radical absorption yields
expressions similar to the equations (5.22) and (5.23). According to the Smith-Ewart
kinetics (chapter 3) DeGraff and Poehlein [3/ assumed radical absorption to be
proportional to the surface area of the particles, independent of the character of
the particles (polymer partiele or micelle):
where:
a 2 -7t. a
p M -__I! ~· m-as
m
ap = average diameter of the polymer particles
dm= diameter of the micelles
Mm = aggregation number of a micelle
äp = average surface area of a polymer partiele
as = surface area occupied by an emulsifier molecule
Combination of (5.21) and (5.24) leads to:
- [SJm,j" as - [S]m, . .:l[N]. - r .. N :r.[S] + [N] - r .. N :r . .:....::..!!!!l J 1 a .. a .. a 1 a [SJ_ no m.J s J p m,
A balance for the monomer over the first reactor gives:
where:
108
(5.24)
(5.25)
(5.26)

(M]0= overall monoroer concentration in the feed
[M] 1 = overall monoroer concentration in the first· CSTR
Rp = polymerization rate as defined by equation (5.6)
Under stationary conditions this equation takes the form;
(5.27)
where A[M] 1 is the difference between the overall monoroer concentration in the
product stream and the feed stream of the frrst tank.
Equation (5.27) can also he written in terms of conversion;
AXm 1 = 't.R /[M]O , p (5.28)
where AXm,1 stands for the difference between the conversion in the product stream
and the feed stream of the first CSTR.
A general relation for the difference between the conversion in .the product stream
of the j-th tank and that in its feed stream (AXm} becomes:
R [M] .[N]. AXm . = 't.__p_ = 't.k • [ m N J .ii
J [M]o p o· a (5.29)
The total conversion after the j-th reactor is then given by:
(5.30)
5.3.2. Partiele size distributions
For the rate of polymerization in one polymer partiele the following relation has
been derived (chapter 3):
(5.31)
where Rpp is the rate of polymerization in one polymer particle, v p the volume of a
monoroer-swollen polymer particle, kp the propagation rate constant, [M]p the monoroer
109

concentration in the polymer particles, ii the average number of radicals per
partiele and Na Avogadros constant.
According to Gardon [8} the growth rate of a polymer partiele of age '(} is given by:
(5.32)
where r stands for the radius of a polymer particle, '(} for the age of a polymer
particle, <~>mon for the volume fraction monoroer in the particles and <~>pol for the
volume fraction polymer in the particles.
It is assumed that n is constant during the growth process of the particles.
Inlegration of equation (5.32) then gives:
3 3 ·k~·<l>mon-ro + 4 1t <j> .n.ö
· · a· pol (5.33)
where ro is the radius of a partiele directly after the first nucleation.
It is possible to simplify equation (5.33) further. For r0 the radiu~ of a micelle
may be used. However, because the radius of a micelle is vefy smal! (r0 "' 2 nm [9})
r03 is negligible relative to r3. Another simplification is the assumption that the
Smith-Ewart case 2 situation (ii = 0.5) holds during at least the. firSt part o( the
growth process. This situation is valid for styrene emulsion polymerization at low
and moderate conversions (Xm < 0.4) and for not too large particles. Adoption of
both simplifications results in the following partiele growth equation:
3 3 · k~ ·<l>mon '(} r = 4 1t <p ·7 = j.l.'Ó
· · a· pol (5.34)
where IJ. is the growth rate of a particle:
(535)
In an ideally mixed stirred tank reactor the partiele age distribution equals the
residence time distribution:
(5.36)
110

where:
ft}= partiele age distribution
't mean residence time in the reactor
1'1 = age of a polymer partiele
The partiele size distribution U(r) can be derived by combining the partiele growth
equation and the partiele age distribution. Generally the following relation holds:
U(r)dr f1'}(1'1).d1'1 (5.37)
with U(r) = farticle S.ize Qistribution (PSD).
Substition of 1'} = r3/IJ. and ~ = 3.r2/IJ. gives:
2 3 U(r) = 3 ·r . exp {- ll\ } (5.38)
DeGraff and Poeblein [3J showed that the above model provides good predictions of
partiele size distributions for styrene emulsion polymer:izations in one single CSTR
(figure 5.4).
1.00 ........ • I: . -• 0 , ·- ,• .... 0.80 , :::1 ,, ,
.Q ... I
I
s.. .... I
.!! 0.60 •/ I
"0 I I
• I ,
liJ
.:: 0.40 I
, I .... , «< I - • I
::1 ' I
8 0.20 , I
::1 ' /
u .......... ,"• 0.00
0 32 64 96 128 160
Partiele diameter (nm)
Figure 5.4. Partiele size distributions of a polystyrene latex formed in a single
CSTR as reported by DeGraff and Poehlein [3]. T = 70°C; 't = 15 min; [SJ = 0.092
kmo11m3 sodium dodecyl sulfate; [IJ 0.017 kmo11m3 ammonium persulfate.
( e) experimental data; ( -----) model predictions.
111

If the partiele growth rate Jl may be considered as a constant (Xm < 0.43; ii .. 0.5)
it is easy to calculate the PSD of the j-th tank of a cascade, provided that all
particles are formed in the first tank. The residence time distribution in a series
of j ideally mixed equally sized tanks is characterized by:
(j 1) f (-<l) = 1 ! [~] - -('Ö/'t) \} u u-m··· 't .e (5.39)
where 't is the mean residence time in the cascade. The partiele size distribution
can then be described by:
1 3 2 [ 3 J (j-1) { 3 } up) = u-m·1.1:~ . 1.1\ . exp -Jl~'t (5.40)
It is possible that polymer particles also are formed in other tanks of the cascade,
provided that micellar emulsifier is available for partiele formation. These
particles pass through a number of reactors, varying from j-1 for the particles
formed in the second reactor to 1 for the particles formed in the last reactor.
Therefore, the total PSD after j ideally mixed tanks in series has to be expressed
as follows: rj-1 d-1
U'(r) = Lk=O L\[N]k+1.Uj-k(r) = Lk=O MN]k+1.Uj-k(r) J \J- 1
Lk=O L\[N]k+ 1 [N] j (5.41)
As long as micellar emulsifier is available new particles can be nucleated. If the
free emulsifier concentration falls below the CMC the nucleation stops. From the
preceeding considerations it may be clear that the number of particles formed in the
j-th tank of the cascade can be calculated with the relations (5.23) and (5.25) for
the radical absorption mechanisms described by the equations (5.22) and (5.24),
respectively. Other relations can be derived for other radical absorption
mechanisms. Assuming that the emulsifier is present on the partiele surface as a
monomolecular layer, the free emulsifier concentration in the j-th CSTR can be
calculated according to:
[S] . = [S] O - 4 ·1t.[N].. (r2.U(r).dr mJ m, as J~ J
(5.42)
or:
112

4.1tJ""2rj-2 4.1t J""2 )d [S] . = [S] 0 - -. r 'Lk · ~A[N]k 1.u. k(r)dr - -.L\[N].. r .U.(r . r m,J m, as =tr + J- as J J
where:
[SJm,O [SJ . m,J L\[N].
. . J as
= free emulsifier concentration in the feed
= free emulsifier concentration in the j-th reactor
= number of particles formed in the j-th reactor
= surface area occupied by an emulsifier molecule
Because all numbers of particles L\[N]k (k<j) and all Uk (lc;;j) are known, equation
(5.42) can be simplified to give:
[SJ . = c 1 + c2.a[NJ. m,J J
(5.43)
where:
For the calculation of L\[N]j with equations like (5.23) and (5.25) it is necessary
to express [N]j as a function of L\[N]j:
(5.44)
According to the radical absorption mechanism considered, L\[N]. can now be J
calculated by a combination of the equations (5.43) and (5.44) with one of the
relations (5.23) and (5.25).
5.3.3. Comparison of theory with experiments for a series of CSTRs
Model predictions of numbers of formed polymer particles, partiele size
distributions and conversion are compared with experimentally measured data for a
cascade of three CSTRs. With these results it is possible to make a decision
conceming the radical absorption mechanism that prevails in styrene emulsion
polymerization. Hereafter the ~odel is used to describe the styrene emulsion
113

polymerization in the PPC. Especially the prediction of product properties by the
model, such as numher and size of the polymer particles, will he emphasized on.
5.3.3.1. Numbers of formed polyrner particles
It can he deduced from equation (5.25), descrihing the partiele nucleation according
to DeGraff and Poeblein [3], that no more polymer particles are being formed in the
second and following tanks of the cascade (i.e. that all particles are formed in the
first CSTR) if a5.[Slm,o·Na ~ Ap in the first reactor. Here Ap stands for the total
surface area of all polymer particles. This is the case for:
(5.45}
where: 00 213
I 1 = of p .exp(-p) dp OQ 213 12 == of p .p.exp(-p) dp
p dummy variabie
At the experimental conditions as shown in table 5.1 this situation is already
reached for 1: "" 8 minutes.
From equation (5.23), descrihing the partiele nucleation according to Nomura and
Harada [5,6], a comparable relation can he derived, predicting that according to
this theory partiele nucleation is limited to the first reactor when 1: ;,:: 16 minutes.
The short mean residence times required for partiele nucleation taking place in more
than one CSTR probably are the main reason why sofar hard1y any attention has been
payed to this phenomenon in the literature (in industrial processes such very short
mean residence times are generally impractical).
A comparison between the model predictions and some experimental data conceming
numbers of polymer particles formed is given in tigure 5.5. The mean residence times
were varled between 4 and 60 minutesper CSTR (or between 12 and 180 minutes for the
whole cascade), which means that, according to the partiele nucleation theory, at
least in some experiments partiele nueleation must have occurred in more than one
CSTR. Figure 5.5 shows that the description of partiele nueleation according to
DeGraff and PoehJein [3] leads to partiele numbers being significantly higher than
those determined experimentally for the whole range of residente times. Partiele
114

20.--------------------------,
15 ---., e ........_
....... ......... . ~
. 10 .
0 . . !i: z
5 Nómura ,. •
oL.......~~--'-~~_,____,_~~~....___.~~'"---'
0 10 20 30- 40
Residence ·time per CSTR (inin)
Figure 5.5. Theoretically prediered and experimentally observed numbers of polymer
particles in the third tank of a cascade of three CSTRs for styrene emulsion
polymerization at 50°C.
Recipe: see table 5.2. Calculations with the radical absorption mechanisms according
to Nomura and Harada (equation (5.22)) and to DeGraff and Poehlein (equation
(5.24)). (e) determined by dynamic light scattering; ('!ff) determined by TEM.
nucleation predieled by Nomura and Harada [5,6] agree with the experimental data at
short mean residence times. For long mean residence times, however, our data fall
below the Nomura and Harada curve.
The explanation for the above observed discrepancy between theory and experiments
may be the following: Harada et al [4} have demonstraled that the effectiveness of
radical absorption by micelles is smaller than by polymer particles. Two possible
explanations for this phenomenon were given:
- A higher energy being necessary for the radicals to enter a micelle.
- Radical desorption from the micelles. Because the solubility of oligomeric
radicals of styrene in the water phase is very low and the probability of chain
transfer to the monomer is also low, this radical desorption must be a kind of
desorption process comparable with the break-up of micelles, which is essentially
different from transfer of radicals out of the particles. Such break-up of
micelles may be probable,. because the growlh rate of a freshly nucleated micelle
115

is relatively low in the period directly after nucleation. This is caused by the
low monomer concentration within the micelles which is a consequence of the
relatively hydrophylic character of the micelles.
Another possible explanation which was not mentioned by Nomura and Harada may be the
following. It is well-known that in homogeneous nucleation primary particles are
formed with diameters of about 2 nm. These primary particles are very unstable
towards coagulation with other primary particles or mature polymer particles to
form a stabie polymer partiele [JO]. Such polymer particles should have a size of at
least 20 nm to become stable. For micellar nucleation the micelles have diameters of
about 10 nm. So, one can argue that freshly nucleated micelles are also not very
stabie because of their small diameters and tend to coagulate with other micelles or
with mature polymer particles.
The description of partiele nucleation according to DeGraff and Poehlein [3} does
not account for differences in effectiveness of radical absorption between polymer
particles and micelles. These authors assume equal radical absorption rates for
particles of equal size, independent of the character of the particles. As a
consequence radical absorption by micelles is overestimated, which logically leads
to too high predictions of numbers of formed polymer particles.
The partiele nucleation as described by Nomura and Harada [5,6} considers radical
absorption by polymer particles to be independent of the size of the polymer
particles (Ç = ~· The value of 'o was determined from batch experiments. The
partiele size distributions in batch experiments are normally small and the polymer
particles are very small during the nucleation period. Therefore 'o is related. to
relatively small polymer particles. For experiments in a CSTR the partiele
nucleation takes place in the presence of many more mature, i.e. much larger
particles. If the rate of radical absorption is assumed to increase on increasing
the partiele size, the overall rate of partiele nucleation becomes lower than that
calculated with the theory of Nomura and Harada {5}. This assumption will therefore
result in lower values of the calculated partiele numbers. From these considerations
it may be clear that reliable theoretica! calculations ask for a detailed knowledge
of the radical absorption process. Therefore a thorough. investigation on radical
absorption mechanisms is necessary. The equations (5.10) - (5.13) represent several
radical absorption mechanisms as proposed by Hansen and U gelstad [9} and by Nomura
and Harada [4}. Incorporation of one of these equations into equation (5.21) leads
to a simple application of other radical absorption mechanisms in the model. With
the experimentally determined values of 'o· Ç1 and ç2 of Table 5.2 numbers of formed
polymer particles in a CSTR are predicted for the different radical absorption
116

mechanisms. The results are presented in tigure 5.6. We consider the TEM data to be
the most reliable. For short mean residence times the best agreement between theory
and experiment is obtained · for the radical absorption mechanisms according to the
equations (5.10) and (5.11) (Ç = ~ and Ç = Ç1.dp respectively). For the longer mean
residence times the radical absorption mechanism based on Ficks diffusion theory
gives the best agreement with observed values of partiele numbers.
For styrene emulsion polymerization a radical absorption · mechanism ba:Sed on Ficks
diffusion theory is therefore very probable.
15 -.. e .......... --2
10 I
0
* IJ: z
5
o~........~~_._~~_..__.._~~~ ......... ~~....J 0 10 20 30 40
Residence time per CSTR (min)
Figure 5.6. Theoretically prediered and experimentally observed numbers of polymer
particles in the last tank of a series of 3 CSTRs for styrene emulsion
polymerization at 50° C.
Recipe: see table 5.2. Calculations with the radical absorption mechanisms according
to the equations (5.10) - (5.12). 2 ç Ço; r-----J ç = ÇI.dp-' r ..... -J ç ç2.dp ;
( •) determined by dynamic light scattering; (..") determined by TEM.
5.3.3.2. Partiele size distributions
The prediction of the _Earticle ~ize Qistribution (PSD) of a latex produced in a
series of tanks requires less knowledge of the radical absorption process compared
117

with the calculation of partiele numbers. and reaction rates. As long as the partiele
number only depends on partiele nueleation and partiele coagulatîon is negligible,
the PSD .can be calculated dîrectly from the residence time distribution according to
equation (5.41). In the figures 5.7 a and b measured and calculated PSDs are
presented for a cascade of three CSTRs for two different mean residence times. In
the calculations radical absorption mechanisms as proposed by Nomura and Harada
(equation (5.23)) and by DeGraff and Poeblein (equation (5.25)) have been used. The
figures show that for short mean residence times the PSDs of a series of three tanks
can be predicted very well by the description of Nomura and Harada. For the
absorption mechanism of Degraff and Poeblein the model prediets a too small partiele
size distribution for this mean residence time. This discrepancy probably originates
from the partiele nucleation mechanism used in the calculations. According to the
mechanism of DeGraff and Poeblein (equation 5.25) partiele formation only takes
place in the first tank, leading to smaller partiele size distributions than for the
Nomura and Harada theory (equation (5.23)), where particles can also be formed in
.. 1.00 1.00 .. " " .0 .0 E E ::l ::l c c :>.. 0.75 :>.. 0.75 .0 .0
c c .~ .~ ..... .... ::l ::l :9 0.50 .0 0.50 .... ·;:: ..... .... .. .!! :a '"Q
" "' .::. 0.25 .:: 0.25 ..... ..... Cl 0 -; -; E 0 E
~ ::l :::1 u u 0.00 0.00
0 50 100 150 200 0 50 100 150 200
Diameter (nm) Diameter (nm)
Figure 5.7. Cumulative partiele size distributions of a polystyrene latex in the
last tank of a cascade of 3 CSTRs for styrene emulsion polymerization at 50°C.
Recipe: see table 5.2. Calculations with the radical absorption mechanisms àccording
to Nomura and Harada (equation (5.22)) and to DeGraff and Poehlein (equation
(5.24)). 't 30 min (flgure a) and 't = 90 min (flgure b).
( •) experimental data; (--) Nomura; (·····) DeGraff. ·
118

the second tank for these short mean residence times. For a: mean residence time of
90 minutes for the cascade, both predicted PSDs coincide, which means that for this
case partiele formation only takes place in the flrst CSTR of the cascade.
In figure 5.8 experimentally measured PSDs of a series of three CSTRs are compared
with model predictions based on three different radical absorption mechanisms:
radical absorption as proposed by Nomura and Harada (~ = ~), radical absorption
according to the diffusion theory ( ~ = ~ 1.d ) and radical absorption proportional to
the surface area of the particles (~ = ~~.d 2). For both mean residence times p .
investigated no significant difference can be observed between the theoretically
calculated and the measured partiele size distributions for each of the radical
absorption mechanisms used. This means that the par~icle size distributions are not
or only slightly dependent on the radical absorption mechanism.
·-"0
Q> >
..... ~ = e = u
0.75
0.50
0.25
0.00 L...o.. ............... '-'1!...~-....J... ............ ~..o.-J.~~........_j
0 50 100 150 200
Diameter (nm)
Figure 5.8. Cumulative partiele size distributtons of a polystyrene latex in the
last tank of a series of 3 CSTRs for styrene emulsion polymerization at 50° C.
Recipe: see table 5.2. Calculations with the radical absorption mechanisms according
to the equations (5.10) - (5.12). t = 30 min.
(e) experimental data; ~ = ~; (-----) ~ ~rdi (·· .. ·) ~ = ~2·d/.
DeGraff and Poehlein {3} performed some styrene emulsion polymerization experiments
in one single CSTR. For relatively large particles (dp > 90 nm) flgure 5.9 shows a
119

clear difference between the calculated and experimentally deterrnined partiele size
distributions. The authors explained this , disagreement by assuming that the
Smith-Ewart case 2 situation (ii = 0.5) is not valid for these quite large particles.
A more probable value for n can be obtained with the theory of Stockmayer {7}
(chapter 3, appendix A.l):
_ I0
(a) n = (a/4).m
~l'a'
An equivalent expression for ii is:
n = 1/2. [1 +-.,..-2 +,.---..-,2·~----=-.a -]
3 +
1.00 ~~
t:: /
I ' 0 ' ·- , ..... 0.80 , • ::l , ..Q
, I
1::: I
..... 0.60
: . .~ I
"t:: I I
I
(IJ :. > 0.40 ·- I ..... I «$ .I
....... , ::l
, , s 0.20 I . ' ::l , u ' ' ,
' 0.00 0 80 160
Partiele
(5.46)
(5.47)
.. • • -
240 320 400
diameter (nm)
Figure 5.9. Partiele size distributions of a polystyrene latex formed in a single
CSTR as reported by DeGraff and PoehJein [3]. T = 50°C; 't = 59 min; [Sj = 0.021
kmo11m3 sodium dodecyl sulfate; [Ij = 0.075 kmo11m3 ammonium persulfate.
( •) experimental data; ( -----) model predictions.
In these equations a and a are defined by:
(5.48)
where:
120

k. == rate constant of formation of initiator radicals 1
~ = rate constant of terminalion
[I] = initiator concentration
[N] = number of polymer particles
dp = diameter of a polymer partiele
N3
= Avogadros constant
The figures 5.7 and 5.8 show that no deviations between experimental data and model
predictions can he observed for the higher partiele diameters. This difference
between our results and those of DeGraff and Poeblein can probably he explained by
the difference in the initiator concentration, being 0.011 kmoVm3 and 0.075 kmoVm3
for our experiments and those of Degraff et' al, respectively. The effect of a lower
initiator concentration can easily he demonstrated: for small a (5.3*10-9 < a < 1.1*10-8 nm3 for the experiments of the figures 5.7 and 5.8) and not ton large
partiele diameters equation (5.47) can he rewritten to:
(5.49)
Combination of (5.48) and (5.49) leads to:
n - [IJ.dP3 (5.50)
This means that when the initiator concentration [I] is lowered by a factor of 8,
deviations in n from 0.5 will he noticeable only if the partiele diameter. d is
increased by a factor of more than 2. For the recipe used in the experiments ol the
figures 5.7 and 5.8 this means that deviations in n from 0.5 can be expected only at
partiele diameters above about 180 nm. However, such large particles are scarcely
present in the distributions.
5.3.3.3. Conversion
Equation (5.31) shows that the rate of polymerization is proportional to the number
of polymer partieles. In the foregoing sections it was demonstrated that for short
mean residence times the number of polymer particles fonned could be predicted well
by the nueleation theory of Nomura and Harada {5,6}. It was also shown that for
longer mean residence times this theory overestimates the number of particles. These
findings can also be seen in figure 5.10, where conversions calculated with the
121

0.48
-I
= 0.36 0 en s.. CU > 0.24 = 0 u
OJ2
0.00 """""'----'----'---'-----'----' 0 7 14 21 28 35
Residence time per CSTR (min)
Figure 5.10. Calculated and measured conversions as a function of the mean residence
time for the different tanks of a cascade of 3 CSTRs for styrene emulsion
polymerization at 50°C.
Recipe: see table 5.2. Calculations with the radical absorption mechanisms according
to the equations (5.10) and (5.11).
Measured conversions: (•) first CSTR; (T) second CSTR; (e) third CSTR.
Calculated conversions: (-·-) Ç = Sa; (-----) Ç = Ç1.dp.
model of Nomura (radical absorption mechanism according to equation (5.10)) are
compared with conversion measurements. The figure shows that for longer mean
residence times the measured conversions are lower than the calculated ones. This is
a logical consequence of the overestimation of the predicted numbers of polymer
particles. For the shorter mean residence times, however, predictions and
measurements agree. Application of a radical absorption mechanism based on the
diffusion theory in the model instead of the mechanism as proposed by Nomura and
Harada, shows that there is better agreement between the model predictions and the
experimental data for longer mean residence times.
The conversion curves of the second and third CSTR show a kind of characteristic
'dent' at a mean residence time between 15 and 20 minutes. This is caused by the
fact that around this value of the mean residence time partiele nucleation in the
second reactor does not longer occur. The numbers of polymer particles in the second
122

and third CSTR now show a different dependenee on the mean residence time.
5.3.4. Comparison of theory with experiments for a PPC
The PPC rnay be considered to consist of a number of mixing stages, defined by:
(5.51)
where j is the number of mixing stages in series, and PeL the Peclet-number.
From the residence time distribution of the PPC, described by equation (2.16), and
that for a series of j ideally mixed tanks it can be derived that one mixing stage
is equivalent to one tank if j > 10. The mean residence time in one stage is .then
20.-------------------------~
- 15 ... .. -s .. \. '-. -2
10 I
0
* !1: z
5
o~~~~~~~~~~~~~
0 5 10 15 20
Residence time per stage (min)
Figure S.ll. Experimental and theoretica/ values of the weight average numbers of
polymer particles in a pulsed packed column as a function of the residence time in
one mixing stage for styrene emulsion polymerization at 50°C.
Recipe: see table 5.2. Calculations with the radical absorption mechanism according
to equation (5.Jl).
( •) data of Raschig rings dp = JO mm; ("f') data of Sulzer SMV8-DN50 internals.
123

given by:
(5.52)
where 't 1 stands for the mean residence time in one mixing stage, and 't for the mean
residence time in the PPC.
In figure 5.11 the experimentally determined and theoretically predicted
weight-average number of po!ymer particles, [N]w, is plotted against 't 1. The
theoretica! calculations are based on a radical absorption mechanism according to
the diffusion theory (equation (5.11)). lt appears that the tanks in series model is
incapable of giving reliable predictions of the number of polymer particles produced
in a PPC. At short mean residence times the model prediets far too low numbers of
1.00 1-o cv ..c e ::l .::: >. 0.75 ..c • = 0 ·-..... ::l ..c 0.50 • 1-o ..... fll ·-"0
cv .::: 0.25 ..... «!
::l e ::l u
0.00 .. )
0 50 100 150 200
Diameter (nm)
Figure 5.12. Experimental and calculated cumulative partiele size distributions of a
polystyrene latex produced in a pulsed packed column for styrene emulsion
polymerization at 50° C.
Recipe: see table 5.2. Calculations with the radical absorption mechanism according
to equation (5.11). E = 5.0*10-5 m2ts, u = 4.9*10-4 mts, PeL= 49; column packed
y.•ith Raschig rings dp = JO mm.
( e) e.xperimental data; (--) model predictîon.
124

polymer partieles, while at longer mean residence times the predicted partiele
numbers are somewhat too high as compared with the experimentalresults. This seems
surprising because the experimental results colleeled in figure 5.11 are obtained
for conditions corresponding to 18 < PeL< 130 , which means that from the physical
point of view the PPC may be approached by a tanks in series model. However, in
chapter 4 it was shown that partiele nueleation takes place only in a limited
section of the PPC. For the experiments shown in figure 5.11 Peelet-numbers for this
column section are in the range 0.5 < Pe 1< 17, corresponding to: 0.25 < j < 8.5.
These low values of j imply that for the column section in which partiele nucleation
occurs, a mixing stage may not. be considered to he equivalent to an ideally mixed
tank. In fact, it may be coneluded that the tanks in series model is not the correct
physical model for predicting the partiele nucleation in a PPC.
In Figure 5.12 calculated and measured partiele size distributions of a polystyrene
latex produced in a PPC are shown for PeL 49. It appears that the calculated
distribution width also strongly deviates from the measured one. This . is an
indication that ihe axial mixing conditions assumed in the · tanks in seriès model
differ from physical reality in the PPC.
5.4. Conclusions
Two different ways of moçlelling the pulsed packed column have been investigated: the
plug flow with axial dispersion model and the tanks in series model.
Although the first model essentially gives a correct description of the physical and
chemical phenomena in the reactor, no correct predictions of the performance of the
reactor in terms of partiele numbers and conversions can he achieved. The main
reason for this disagreement is that partiele size distributions have not been taken
into account. Introduetion of partiele size distrihutions is strongly hampered by
the definition of the correct boundary conditions for the additional differential
equations resulting from the balance for each elass of partiele sizes.
Although the tanks in series model gives an almost correct prediction of the
conversion and the numher of polymer particles for the emulsion polymerization of
styrene in a series of three tanks, it cannot be used to describe the performance of
a pulsed packed column, because the column section in which partiele formation takes
place corresponds with only a few mixing stages.
The results of both models are strongly influenced by the mechanism of radical
absorption used for the calculations. The best agreement between theory and
experiment is ohtained for a mechanism based on Ficks diffusion theory.
'125

A dynamic modelling of the pulsed packed column probably leads to better results
than those obtained in tb is study.
5.5. References
I. D.B.Gershberg, J.E.Longfield, 45th AIChE Meeting, Preprint 10, New York, (1961) 2. W.V.Smith, R.REwart, J. Chem. Phys., 16, 592, (1948) 3. A.W.DeGraff, G.W.Poehlein, J. Polym. Sci., A-2, 2. 1955, (1971) 4. M.Harada, M.Nomura, H.Kojima, W.Eguchi, S.Nagata, J. Appl. Polym. Sci., 16,811,
(1972) 5. M.Nomura, H.Kojima, M.Harada, W.Eguchi, S.Nagata, J. Appl. Polym. Sci., U. 675,
(1971) 6. M.Nomura,M.Harada, ACS Symp. Ser., 165, Emulsion Polym. Emulsion Polym., 121,
(1981) 7. W.H.Stockmayer, J. Polym. Sci., 24, 314, (1957) 8. J.L.Gardon, J. Polym. Sci., A-1, Q, 623, (1968) 9. F.K.Hansen, J.Ugelstad, "Emulsion Polymerization", I.Piirma ed., Academie Press,
New York, (1982), chap. 2 10. J.P.Feeney, R.Gilbert, D.Napper, Macromolecules,l7, 2520, (1984)
126

Chapter 6. Coagulation effects during the emulsion polymerization of styrene
emulsified with a rosin acid soap
6.1. Introduetion
Rosin acid soaps became important as emulsifier for commercial styrene-butadiene
emulsion polymerization processes since 1946 [ 11. Later they were also used in
emulsion polymerizations of other dienes such as chloroprene or isoprene. One of the
main reasoos why rosin acid soaps are used instead of other soaps (for example fatty
acid soaps) is, that rubbers produced with rosin acid soaps show higher tackiness
[21. Rosin acid soaps are prepared from rosin, a resinous substance, that is
obtained from pine trees, either by wounding the living pine tree and collecting the
exudate (gum rosin) or by extracting wood stumps of the pine tree (wood rosin).
Rosin consists for about 90% of resin acids and for 10% of non-acidic materials.
Pigure 6.1 shows the structure of the resin acids that are present in rosin [3,41.
Because the abietic type acids and small amounts of phenolic materials present in
rosin act as inhibitors, unmodified rosin is not suitable for use as emulsifier
[3,51. The phenolic matenals can be removed by a refining process, while the
a bietic type acids have to be converted into other resin acids [5 1. This conversion
of abietic type acids can be performed by both hydrogenation and dehydrogenation or
by disproportionation. In a disproportionation reaction the abietic type acids are
completely converted into dihydro or tetrahydro acids and dehydroabietic acid [5 1. Por the use as an emulsifier in the production of a synthetic rubber a
disproportionated rosin is usually converted into a potassium or a sodium soap. Prom
the character of the carboxylic group of the soap it follows that the activity of
the soap is strongly pH dependent. Pryling and Pollett [61 showed with a cold
styrene-butadiene emulsion polymerization that the pH has a large influence on the
reaction rate when a rosin acid soap is used. Their experimental results showed that
the rate of conversion has a maximum at a pH of 10.5. This corresponds to a complete
ionisation of the carboxylic groups. in the rosin acid soap used. It is easy to
understand that the decrease in reaction rate at lower pH is caused by hydrolysis of
the soap with consequent loss of activity. Por the decrease in reaction rate at
higher pH a reasonable explanation could not be given.
In order to rnaintaio a high pH during the emulsion polymerization an alkali
metalhydroxide should be added to the emulsion. In many cases electrolytes such as
dipotassium carbonale or tripotassium fosfate are used to buffer the emulsion.
Addition of such a polycharged electrolyte has then also a function of increasing
the ion concentration. High ion concentrations cause a destabilization of the
127

Figure 6.1. Structures of the resin acids present in rosin [3,4}. (A) abietic acid;
(B) levopimaric acid; (C) neoabietic acid; (D) dehydroabietic acid; (E)
dihydroabietic acid; (F) tetrahydroabietic acid; (G) dextropimaric acid; (H)
isodextropimaric acid.
polymer particles through which limited coagulation of the particles during the
polymerization is possible. In diene emulsion polymerizations it is very common to
add large amounts of electrolytes to the emulsion to control partiele size. Although
electrolytes have been used in emulsion polymerization processes for many years,
there is still little information available about the effects of electrolytes on the
polymerization and the interpretation of those effects. Bovey et al [7] mentioned
two effects of electrolytes upon the rate of emulsion polymerization. Salts increase
the initia! rate of polymerization. At higher conversions, however, after all
emulsifier has been adsorbed by the polymer particles, the salts retard further
conversion. Bovey et al gave the following ex.planations for both effects. The
initia! increase in polymerization rate is caused by an increased solubility of the
monomer in the micelles. The retarding effect is probably due to agglomeration and
coagulation of the latex. particles.
128

Styrene emulsion polymerization experiments reported by Roe [8] showed that the
number of polymer particles in the end latex decreases as the electrolyte
concentration increases. Similar effects were measured by Howland et al [9]. Patel
[JO] studled the influence of several electrolytes on the emulsion polymerization.
He explained the observed decrease in polymerization rate and number of particles by
coalescence of latex particles at high electrolyte concentrations. Kamath [ 11]
showed that simple inorganic electrolytes had no effect on the emulsion
polymerization of styrene up to a concentration of 0.25 moin. Above that
concentration a strong decrease in polymerization rate could be observed. Like
Patel, Kamath mentioned coalescence of the polymer particles as the cause of the
decrease in polymerization rate.
The objective of this work is to get more insight in the effects of electrolytes on
the emulsion polymerization with a rosin acid soap as emulsifier. The study
comprises effects of changes in recipe (emulsifier-, initiator-, monomer- and
electrolyte concentration), temperature, (average) shear rate, mean. residence time
and residence time distribution. To include the effects of shear rate and residence
time distribution both batch and continuous reactor systems were used to examine the
polymerization kinetics. In order to avoid the appearance of unknown phenomena
caused by the monomer styrene was chosen as the monomer, inslead of a diener because
the intrinsic kinetics of the emulsion polymerization of styrene are extensively
described in the literature [ 12-24].
6.2. Coagulation during an emulsion polymerization
Coagulation is an important phenomenon in many industrial emulsion polymerization
processes. In most cases the formation of coagulum is undesirable because of its
negative influence on product quality and reactor fouling. Sometimes limited
coagulation and coalescence of the polymer particles is necessary in order to obtain
a product with a special partiele size distribution.
In this section the stability of polymer particles and the mechanisms of coagulation
will be discussed.
6.2.1. Stability of polymer particles
Latex particles are particles that are thermodynamically unstable. This means that
the particles tend to form clusters, unless repulsion forces are strong enough to
129

keep the particles separate. This tendency to form clusters of particles is caused
by the Van der Waals attraction forces between the particles. The process of cluster
formation is called "coagulation". The stability of polymer particles against
coagulation may he affected either by an electrical charge on the partiele surface
(electrostatic stabilization) or by a layer of physically adsorbed or chemically
bound large molecules (steric stabilization).
In the emulsion polymerization of dienes an anionic surfactant (a rosin acid soap or
a fatty acid soap) is mostly used as emulsifier. The initiator is in most cases a
persulfate. When the polymer particles are suspended in a solvent medium, their
surface will he negatively charged, because of the presence of both the anionic
surfactant and the sulfate endgroups of the polymer molecules on the partiele
surface. This surface charge causes ions of opposit charge to distribute themselves
near the surface of the particles. The cloud of ions formed in this way is called an
electrical double layer.
According to Overbeek {25] the thickness of the double layer rnay he given by the
Debye length ( 1/K):
[ 2.e~.I: zr .ni ll/2
IC= <> <> kT "'r ·"' o · ·
(6.1)
where:
er.e0
= the permitivity of the suspension
e 0
= the charge of a proton
ni = the concentration of ions of type i in the bulk liquid
zi = the valency of ion of type i
k = the Boltzmann constant
T the absolute temperature
The stability of the polymer particles against coagulation is affected by the
repulsive interaction of the similarely charged electrical double layers of the
particles. An exact expression for the repulsion energy between two particles does
not exist. A good approximation for the repulsion energy is given by Verwey and
Overbeek {26];
(6.2)
where:
130

H = distance between two particles (H = a.(s-2))
a = the partiele radius
\j/0
= the surface potential
s = r/a
r = the distance between the centers of the particles
In latex particles formed during the emulsion polymerization of styrene initiated
with potassium persulfate the sulfate end groups of the polymer molecules and the
emulsifier molecules both contribute to the surface potential \j/0
.
Recently Hunter [27] derived a somewhat better approximation:
V = 64.1t.e .e . -·- . ..U .tanh à koT .exp (-K.a.(s-2)) [
kT ]2 [a .. a.] 2 [z .. e . Ç] r rozi.e
0 r ..
(6.3)
where Ç is the zeta-potential.
The energy of attraction, caused by the London - Van der Waals interaction between
the particles can also be quantified. According to Verwey and Overbeek [26} the
energy of attraction can be given by the equation:
A{2 2 [s2
-~} V a = - 6· 2 + -z: + In -r-. s s -4 s
(6.4)
where A is the Hamaker constant.
Schenkel and Kitchener [28] showed that one should also take into account the effect
of retardation on the London Van der Waals interaction. They derived the next
expression for the attraction energy:
V a 12~t~~r[t + Lnp] p > 0.57 (6.5)
V = ~.[-2.45 + 2.17 + 0.59] a ( s -2) O{J.'j) l80.p2 420.p3 p :2:0.57 (6.6)
where:
p 2.1t.(s-2).aij/AL a.. = (a.+a.)/2
lJ 1 J 2 q = 4.Y/(l+Y)
131

Y = a./a. 1 J
\_ = London wave length
The total energy of interaction between two particles is equal to the sum of
attraction energy and repulsion energy:
V
V
-cw Hlrier
50 1 v ....
30
10
-10
-30
-50 2.00
50
30
10
-10
-30
-50 2.00
I I
I I
I
/~~ ......... I ..,-y llllnimln
2.01 2.01
s 2.02
Critica! Coagulation Concentration
2.01 2.01 2.02 2.02
s
(6.7)
2.03
Figure 6.2. Attraction energy, repulsion energy and total energy of interaction
between two particles as a function of the distance H between the particles.
(a) electrolyte concentration [X+]< CCC; (--) Vt'· (-----)V,.:( ..... ) Va.
{b) electrolyte concentration [X+}= CCC; (--) Vi (-----)V,.;( .... -) Va.
132

In figure 6.2a the attraction energy, the repulsion energy and the total energy of
interaction of two spherical particles are given as a function of the distance H
between the particles. The figure shows that the total energy of interaction has a
maximum, V , at a distance H=H . The value of this maximum is of major max max importance for the stability of the particles. A high maximum is characteristic for
a stabie system. At H=H the repulsive forces are predominant. The particles ma x cannot coagulate in the primary minimum unless they collide with enough energy to
surmount the potential energy maximum. On the other hand a low maximum is an
indication of an unstable system. Particles approaching each other only need a low
kinetic energy to overcome the energy maximum and reach the state of primary
coagulation. Outside the energy maximum a secondary less deep minimum is situated.
Particles at a distance corresponding to the secondary minimum are bound hy weak
forces, and can he separated easily.
The height of the energy maximum is strongly dependent of the concentration of
electrolyte in the dispersion medium. Increasing the electrolyte concentratien leads
to a decrease in the thickness of the double layer of the particles, 1/JC. As a
result the repulsion forces also decrease and the energy maximum, V max' will become
lower. When the kinetic energy of the approaching particles is larger than V ma x every collision hetween particles will lead to primary coagulation (see also figure
6.2b). The electrolyte concentratien for which the value of V max is equal to the
kinetic energy of the particles is called the Çritical Çoagulation Çoncentration
(CCC). Increasing the electrolyte concentration beyond the CCC does not lead to a
further increase in coagulation rate.
6.2.2. Mechanisms of coagulation
The coagulation of particles in a colloidal suspension can be considered as a
process that is determined by two steps [29]:
- the mutual approach of the particles to such a distance that a permanent contact
can be formed (collision);
- the actual formation of the contact (coagulation).
According to Lowry [30] there are three basic mechanisms by which collisions and, as
a >consequence, coagulation can take place:
- coagulation caused hy the Brownian motion of the partiele (Brownian coagulatión);
- coagulation due to the motion of the surrounding fluid (shear coagulation);
- coagulation at the air-liquid interface of the suspension (surface coagulation).
133

6.2.2.1. Brownian coagulation
Von Smoluchowski [31} derived an expression for the Brownian coagulation of equally
sized spherical particles:
where:
[ 4.kb . T l 2 3.!L W br .[N]t
kb the Boltzmann constant
T the absolute temperature
1.1 = the dynamic viscosity
Wbr = the stability factor for Brownian coagulation (a function of Vt)
the time
[N]t = the total number of particles per unit volume
(6.8)
The stability factor Wbr accounts for collisions which do not end in a permanent
contact. For stabie systems W br is large. Lower values of W br result in an increased
tendency for coagulation. For W br = 1 every collision leads to coagulation. Reerink
and Overbeek [32} derived the following expression for W br:
00
wbr = 2.a. J exp 0
[ vt J 1 ~ . (H+2.a)2 .dH
(6.9)
The ra te of Brownian coagulation can be controlled by increasing V t. Increasing V t
can be accomplished either by the actdition of a surfactant or by the addition of
steric stabilizers. In the first case the repulsion energy is increased by a better
electrostatic stabilization of the particles. In the latter case the increase in the
stability of the particles is accomplished by steric effects.
Spielman [33} and Honig et al [34} have shown that hydrodynamic forces are also
important in deterrnining W br· When two particles approach each other, the amount of
the continuons phase between them has to be pusbed away, resulting in an additional
resistance against coagulation and should therefore be considered in deterrnining the
stability factor.
134

6.2.2.2. Shear coagulation
The first expression descrihing the rate of coagulation of particles in a fluid in
motion was reported by V on Smoluchowski [31}. A rather complex equation was derived
by which coagulation of spherical particles in simple laminar flow could be
descri bed:
(6.10)
where:
a = partiele radius
y = shear rate
W == stability factor
N number of particles per unit volume
=time
i,j,k = particles of size "i", "j" and "k"
If the particles are assumed to have the same sizes equation ( 6.10) can be
simplified to:
16 y 3 . 2 :,.- . w- .a .[N]t s
where W s stands for the stability factor for shear coagulation.
(6.11)
Although this expression was developed for laminar flow it can also be used for
turbulent flow, as long as the coagulation process only takes place within the
smallest eddies of turbulence. Coagulation experiments of De Boer et al [29} with
0.74 J.liD polystyrene particles have shown that equation (6.11) can heusedas a good
approximation for the initia! stages of coagulation in a stirred tank. Por the shear
rate De Boer et al used the average rate of shear as derived by Taylor [35} for
isotropie turbulence:
(6.12)
where:
135

y the average shear rate
e == the energy dissipation per unit mass of fluid
v = the kinematic viscosity
An even better approximation can be obtained if the effects of hydrodynarnic
interaction between the particles and the flow and the electrostalie interaction
between the particles are also taken into account for the calculation of the
stability factor [29].
6.2.2.3. Brownian coagulation versus shear coagulation
Combination of the equations for shear coagulation and Brownian coagulation results
in {30]:
3 -Js 4.J.l.a .y wbr -r- == kb.T . w-s .. br
where:
J s = shear coagulation rate
Jbr = Brownian coagulation rate
(6.13)
lf Wbr=Ws equation (6.13) indicates that Brownian coagulation is becoming more
important when the particles are small. The assumption of equal W br and W s may only
be used for colloidal systems in which the repulsion between the particles is very
low. In systems where repulsion between the particles may not be neglected, W s is a
decreasing function of the shear rate, whereas W br is independent of the shear rate.
W accounts for ·the increase in collision energy due to the fluid motion. Increasing s the shear rate increases the force of collisions, so the fraction of effective
collisions will raise. Therefore the contribution of shear coagulation to the
overall coagulation process is larger than that predicted from the assumption W br =
ws.
6.2.2.4. Surface coagulation
Surface coagulation is the third important mechanism by which a coagulation process
can take place. Heller et al {36] proposed the following reasons why particles being
136

stabie in the bulk can coagulate at the gas-liquid interface:
- a higher electrolyte concentration at the interface;
- a lower dielectric constant af or near the surface;
- asymmetry of the partiele double layer at the interface.
Lowry [30} proposed another reason:
- a higher concentration of particles at the surface.
This latter phenomenon is caused by relative interfacial tension. It can be
described in terrus of a Langmuir adsorption isotherm. The relation between the
number of particles adsorbed at the gas-liquid phase boundary (N ) and the maximum ps number of particles that can he adsorbed (Nmax) is then given by:
where:
Nt = the number of particles per unit volume. in the bulk
K = the Langmuir adsorption equilibrium constant
(6.14)
The rate of surface coagulation can he described with second order kinetics [36}:
(6.15)
where:
K0
= the surface coagulation rate constant
N1
the concentration of colloidal particles in the bulk
A/V= gas-liquid area per unit of volume of the bulk liquid
Surface renewal is accomplished by agitation of the system. When there is no
agitation a film of coagulum will he formed and the coagulation stops once the film
is formed.
Both Heller et al [37} and Lowry [30} have observed zerotb-order kinetics for the
surface coagulation rate of several latexes with different solid contents. A zeroth
order rate law will he found when:
(6.16)
This means that the gas-liquid interface is almost completely covered with a
137

monolayer of particles (9 "' 1), so that the partiele concentration at the phase
boundary is significantly higher than in the bulk liquid.
6.3. Experimental
Batch emulsion polymerizations were carried out in two types of stirred tank
reactors. Both reactors were cylindrical stainless steel vessels, equipped with an
eight-bladed turbine impeller. The dimensions of the reactors are shown in figure
6.3. In most experiments reactor I was used as the batch reactor. In case reactor Il
was used, this will be indicated.
The reactor systems used for the continuous emulsion polymerization experiments were
a f'ulsed f'acked Çolurnn (PPC) and a series of three Çontinuous ~tirred Tank Reactors
(CSTR). The dimensions of the CSTR's are the same as those of reactor II (figure
6.3). The dimensions of the PPC are given in figure 6.4. The column reactor was
packed with l 0 mm glass Raschig rings. A detailed description of both reactor
systems has been given in chapter 4.
i Ht
l -E---Dt-
Reactor I
t Hi ~
Impeli er
i Ht
1 Reactor 11 +--Dt-
t Hi t
Figure 6.3. Dimensions of stirred tank reactors. Reactor I: H1
180 mm; Dt = 90
mm; VT = 1.1 dm3; H. = 90 mm; D. = 70 mm; 8-bladed impeller: q = 14 mm; r = 17.5 I I 3
mm. Reactor IJ: Ht = 180 mm; Dt = 133 mm; VT 2.4 dm ; Hi 90 mm; Di;;; 70 mm;
8-bladed impeller: q = 14 mm; r = 17.5 mm.
138

Figure 6.4. Dimensions ofpulsed packed column. Packing type: glass Raschig rings
(dr = JO mm); Column height: H = 5 m (5 segmentsof 1 m each); inner diameter: D = 50 mm; Pulsarion velocity: frequency range 0 - 3.5 s-l; stroke length 0 - 14 mm.
The monomer used was styrene inhibited with para t-butyl catechol. The styrene was
kindly supplied by DSM Research. Before use the styrene was washed with an aqueous 5
weight % sodium hydroxide solution to remove the inhibitor. Double distilled water
was used as the dispersion medium. The initiator used was potassium persulfate. As
emulsifier Dresinate 214 was used, that is the potassium soap of a certain rosin
acid. The composition was measured by Maron et al [38]. The product was supplied to
us by DSM Research. Some experiments were carried out with sodium dodecyl sulfate as
emulsifier. In these experiments the initiator was sodium persulfate. The
electrolytes that were used as a pH-buffer for the emulsions and for adjustment of
the ionic strength of the emulsions were dipotassium carbonate, disodium carbonate,
potassium hydroxide and sodium hydroxide.
Before the polymerization was started water, emulsifier, buffer and monomer were
added to the reactor. The dissolved oxygen in these materials was removed by vacuum
139

degassing and bubbling argon through the mixture. Then the initiator solution was
added to the reactor and the polymerization was started. The reaction temperature
was maintained at 50.0 ± 0.5°C with a thermostalie bath. The impeller speed was kept
constant at 500 rpm.
Monoroer conversion was determined gravimetrically. The volume average diameters of
the polymer particles were measured by dynamic light scattering with a Malvem
autosizer type He (see appendix A.2). The volume average diameters measured with
the dynamic lightscattering technique agreed wel! with volume average diameters
obtained from measurements of the same samples with a Iransmission glectron
Microscope (TEM). The number of polymer particles was determined from the monoroer
conversion and the volume average diameters of the latex particles. Molecular
weights are measured by Qel fermeation Qhromatography (GPC).
6.4. Results and discussion
6.4.1. Preliminary experiments
Figure 6.5a shows the experimentally observed relation between the monoroer
conversion (Xm) and the time (t) for a batch emulsion polymerization of styrene
with Dresinate 214 as emulsifier and polassium persulfate as the initiator. In one
experiment the optimum pH was obtained by adding potassium hydroxide to the reaction
mixture, in the other experiment this pH was established by using dipotassium
carbonale as a buffer.
From figure 6.5a a remarkable difference between the increase of the conversion with
time can be observed for both experiments. The conversion rate for the experiment
with KOH agrees with the simple kinetic models developed by Harkins {39,40] and
Smith and Ewart [41]: an almost constant reaction rate in interval 11 of the
polymerization process (< 43% conversion [20]). For the experiment with K2co3 as a
pH-buffer such a constant reaction rate in interval IJ is not observed. The reaction
rate, being proportional to the slope of the tangent of the Xm vs. t curve,
decreases gradually with time.
The differences described above can be explained by consirlering the number of
particles as a function of conversion. These data are colleeled in figure 6.5b. For
the experiment with KOH the number of particles increases first as a result of
partiele formation in interval I and remains constant in the intervals II and liL
For the other experiment however, the number of particles decreases after an
increase resulting from partiele formation. At a conversion above about 50 % the
140

100 0 ... ... ... ... ... ...
... 80 ...
... ...
60 ...
= 0 ... ·;; ... ... A A A ..,
40 ... A > A = A 0 ... "" u "" 20 "" A
At> 6 ••
0 0 32 64 96 128 160
Residence time (min)
20 ~
6 ... ...... 16
A - ... ...... ... ... "e " ... ...
... ... ... ::::;.
12
~ " - 8
~ ... 6
z 4 A
" 61>. A I> A l>a,. 6 " A 6
0 0 20 40 60 60 100
Conversion (%)
}'igure 6.5. Typical course of emulsion polymerization of styrene emulsified with
rosin acid soap. (SJ 0.041 kmo11m3 ; [IJ= 0.0125 kmol!m3 ; 30 vol.% monomer; H20 H20
T = 50°C; pH = 11.
( .6.) buffered with K2co3; (.A) buffered with KOH.
partiele number remains constant within the experimental error. The different
behaviour of the partiele number as a function of conversion for both experiments is
caused by a different electrolyte concentration: a rather low concentratien of
cations in the experiment with KOH and a much higher concentration when K2co3 is
used. In the latter experiment partiele coagulation due to a decrease of the
electrostalie potential energy harrier as described in section 6.2.1 will occur,
whereas in the other experiment a stabie colloidal suspension bas been obtained when
141

interval I is ended.
As mentioned before in the experiment with K2co3
no further decrease in partiele
number is observed fora conversion above 50 %. This can be explained by assuming
that the coagulates fuse into new spherical particles. This coalescence process can
occur because the particles, containing much monomer, behave like dropiets rather
than like solid spheres. This irreversible coagulation-coalescence process results
in a smaller surface area, leading to a higher number of emulsifier molecules per
unit of area, by which the repulsion force between the particles and therefore the
stability of the particles is also increased.
With the knowledge, described above, it is possible to predict something about the
moment at which the effects of coagulation become negligible. As already mentioned
the increase in stability of the polymer particles is accomplished by a decrease in
specific polymer surface area. On the other hand there is an increase in total
polymer surface area because of the proceeding polymerization reaction which results
in a constant growth of the particles. This growth of the polymer particles will
proceed until all free monomer dropiets have disappeared. From that moment the
polymer particles, which are still completely swollen with monomer, do not grow
anymore. In fact they only shrink a little because the densities of the monomer and
the polymer are different. So when the polymer particles are stabie against
coagulation at the moment of disappearance of the free monomer dropiets there is no
driving force for the system to a further decrease of the surface area and no
partiele coagulation will take place during interval 111 of the polymerization
process. According to Harada et al [20] the moment of disappearance of the monomer
dropJets in styrene emulsion polymerizations is at about 43 % conversion (which is
deterrnined by phase equilibria). When we consider figure 6.5b we can conclude that
the decrease in number of polymer particles stops somewhere between 30 and 50 %
conversion, which is in reasonable agreement with the prediction. A constant
partiele number at conversions above about 40 % implies that the time scale of
coagulation and coalescence must be rather small as compared with the time scale of
partiele growth by polymerization (see also section 6.4.2).
6.4.2. Variation of emulsifier concentration
The results of styrene emulsion polymerization experiments in batch at various
emulsifier concentrations are collected in the figures 6.6a-c. In all experiments
the concentration of K+ was maintained at 0.30 kmoVm3 H
20 by addition of dipotassium
carbonate.
142

-~ -~ 0
·;;; .... .., > 0::: 0 u
-"'
!OOr------------------------------------,~
00 ooo ~ ~ ~ ~
80
60
40
oo o • • • 0 •
0 • 0 •
0 •
0 ••
0 •• A A A
0 •• l:t. A l:t.
0 • A[lll • .o.l:J.l:t.
20 ~AA & & & & A A
• l:J. .......... &&
A
r·· 0 ~----~------~------~------~------~
0 50 100 150 200 250
Time (min)
2.00 .-------------------,[!]
1.60
0 0 0
1.20 0
0
0.80 0 • • •
• • • 0 0
• 0.40
•• ••• • A A
20 40 60
Conversion (%)
0 0
0 • • 0
• 0 A • o'
80 100
50r----------o----------~o~~o------o--o=--eo--'~
0 0 0 0010
ocP - 40 Ë
0 0 0
-....... 0
30 • •
20 • • • •
• • • • • • • . · ...... 10
80 100
Conversion (%)
Figure 6.6. Emu/sion polymerization of styrene at varimts emulsifier concentrations. 3 + 3 0
[IJ= 0.0125 kmol!m ; [K J = 0.30 kmol!m ; 30 vol.% mono111er; T = 50 C; pH= H20 3 H20 3
11. (D) [SJ = 0.165 kmol!m ; (•) [SJ= 0.082 kmol!m ; (6) [SJ= 0.041 3 H20 3 H20
kmol!m ; (JIJ.) [SJ = 0.020 kmol!m H20 H20
143

As can be seen in the figures 6.6a and 6.6b the differences in polymerization rate
at the different emulsifier levels are considerable. Except for the highest
emulsifier concentration, all experiments show a decrease in polymerization rate in
interval II of the polymerization ( < 43 % conversion) The degree of conversion where
R decreases goes up with higher emulsifier concentration. Figure 6.6c shows that p
there is also a strong decrease in the number of polymer particles as a function of
conversion, except for the experiment with the highest emulsifier concentration. The
results indicate that below a certain emulsifier concentration, the polymer
particles can coagulate and coalesce owing to the electrostatic destabilization of
the particles. The coagulation of the particles is more striking at the lower
emulsifier concentrations, which is a direct consequence of a lower degree of
electrostatic stabilization of the latex particles at such emulsifier levels.
Information about the lowest soap concentration at which just no coagulation occurs
at a given cation concentration can be estimated from the minimum degree of
occupation of the surface of the latex particles with emulsifier molecules necessary
for a complete electrostalie stabilization of the emulsion. The fraction of the
surface area of the latex particles occupied with emulsifier molecules can be
calculated with:
e = as.Na.( [ S]-[S]CMC)
p (6.17)
where Ap stands for the partiele surface area per unit volume of continuous phase,
a for the surface area covered by one emulsifier molecule, [S] for the emulsifier s concentration in the recipe and Na for Avogadros constant.
For equally sized particles A can be obtained from: p
(6.18)
The number of particles per unit volume of the continuous phase ([N]) can be
obtained from the paniele diameter of the product according to:
[Nl
with:
6. [Mlo- Mw
1t.pp.dp
[Mlo= recipe monomer concentration
M = molecular weight of the monomer w
pp = density of the polymer particles
144
(6.19)

In table 6.1 the fraction of the surface area of the. particles occupied by
emulsifier molecules, e, is calculated for four different emulsifier concentrations.
Weight average diameters (d ) measured at low conversion were used to calculate e. p,w
Table 6.1. The calculated fraction 8 of the surface area of
the polymer particles occupied by emulsifier molecules.
[S] d [N]w * 10-20 e p,w
kmo11m3 nm m 3 %
0 .165 58 42 95
0.082 83 12 7 I
0 .041 17 5 1.4 70
0.020 413 0.1 75
The results of table 6.1 lead to some important conclusions. First, the degree of
surface accupation by emulsifier molecules seems to be independent of the emulsifier
concentration in systems that partly coagulated. Obviously a surface accupation of
about 0.7 is enough to stabilize each system at the given electrolyte concentration
of 0.30 kmo11m3 . No significant dependenee of e on the partiele diameter has H20
been observed.
A second important condusion that for the experiment with the high emulsifier
concentration ([S] = 0.165 kmo11m3 ) the surface accupation of the particles by H20
emulsifier molecules is as high as 0.95. A complete occupation of the partiele
surfaces with soap logether with the absence of a decrease of the partiele number
during the polymerization process indicates that the electrostatic stabiliztion is
strong enough to prevent any coagulation.
lt is interesting to see how the number of polymer particles, [N] , in the final w
latex depends on the emulsifier concentration when coagulation occurs. According to
the 'case 2' theory of Smith and Ewart {41] the dependenee of [N] on the micellar
emulsifier concentration ([S)m = [S] - [S]CMd can be given by:
[N] - [S] 0.6 m
(6.20)
In chapter 3 it was mentioned that relation (6.20) gives a reliable prediction of
the kinetics of the emulsion polymerization of styrene when sodium dodecylsulfate is
used as emulsifier. It can be expected that relation (6.20) will not be valid for
145

; 0 -*
0.02 .___ __ _;_ _ __;__;___;__..;.__c__;_..:._j
0.01 0.1
Figure 6.7. Number of polymer particles in ftnal latex as a function of the micellar
emulsifter concentration. Reaction conditions equal to those of ftgure 6.6.
the styrene emulsion polymerization with rosin acid soap as emulsifier. It may be
possible, that the partiele formation follows relation (6.20), but the proceeding
coagulation of the particles causes a drop in the number of polymer particles. In
figure 6.7 the measured values of [N]w are plotted as a function of the micellar
emulsifier concentration ([S]m). From the data collected in this figure the
following proportionality between [N]w and [S]m can be derived:
[N] _ [S] 2.9 w m (6.21)
which is notably different from the predictions of Smith and Ewart.
If we assume that the particles have the same diameter it is possible to predict
theoretically the dependenee of [N] on [S]m. For a final latex with equally sized
particles and 8 independent of [S]m combination of the equations (6.17) - (6.19)
leads to:
[N] _ [S] 3.0 m
(6.22)
which is very close to the actually observed dependenee as given in relation (6.21).
A good understanding of the conneetion between number of polymer particles and
conversion asks for knowledge about the rate of coagulation. Coagulation experiments
of De Boer et al [29} in a stirred tank with 0.74 Jlm polystyrene particles showed
146

that the time scale of coagulation (i.e. the time scale over whiëh a small change in
the partiele size distribution occurs) is of order 103 s, for the volume fraction of
solids being a bout w-5. For the initia! stages of coagulaüon De Boer et al found,
in close agreement with predictions of Von Smoluchowski [31], that the rate of
coagulation was proportional to the square of the volume fraction of solids. In our
polymerization experiments we have a volume fraction of polymer particles of about
0.30, being about 4 - 5 orders of magnitude Iarger than in De Boers experiments. It
is therefore probable that the time scale of coagulation during the polymerization
is much smaller than that of the polymerization reaction, being . of order 102 s for
the reaction conditions investigated. In addition to shear coagulation also Brownian
motion of the particles promotes coagulation. Therefore it may be assumed that at
any conversion during the polymerization the degree of surface accupation of the
particles by emulsifier molecules will be very close to the value for particles that
are just stabilized. For the system examined in this section this implies that the
degree of surface accupation of the particles, e, is about 0.7 at any time of the
polymerization. In this case it is possible to predict the number of polym~r
particles and the polymerization rate throughout the polymerization. If e is
constant throughout the polymerization it can be reasoned that the number of polym~r
particles, [N], is about constant during interval III of the polymerization. For
interval 11 of the polymerization it can be deduced that the total partiele surface
area is the following function of conversion and number of polymer particles:
_ [6. [M] 0.Mw.Xm]2/3 . 113 A - 1t. 1t . p . X .[N]
P p me (6.23)
where X is the critica! conversion at the end of interval 11 (X 0.43). me me Combination of the equations (6.23) and (6.17) gives the next relation between the
number of polymer particles and the conversion:
[N] (6.24)
In figure 6.8 the experimentally observed number of polymer particles are compared
with theoretica! predictions, assuming momentaneous coagulation and coalescence of
the particles, and a constant degree of surface accupation of 0.75. The good
agreement between theoretica! and experimental values indicates that the emulsion is
in physical equilibrium at any time, which means that the rate of coagulation and
coalescence is indeed very high in comparison with the growth rate of the particles
by polymerization.
147

- 24 "e "'-
18
12 *
6
I I
\t; \
'
•
',ll '4 4~~,~~A~--A--A------A----------
0~--~--~~--~------~----~------~
0 20 40 60 80 100
Conversion (%)
Figure 6.8. Theoretically predicted and experimentally observed numbers of polymer
particles as a function of conversion. Reaction conditions equal to those of flgure
6.6. The lines correspond to theoretica/ predictions.
<•J and (--) [SJ 0.082 kmol!n:/H20
; (1:::.) and (-----){SJ = 0.041 kmo11m3 1120
;
(6.) and (·· .. ') {SJ = O.o20 kmol!m Hzo·
Until now the influence of the emulsifier concentration on the overall rate of the
polymerization has mainly been described in terms of the partiele number [N]w.
However, another factor of likely importance is the reaction rate per particle,
Rp/[N]w. In the following part this quantity will he discussed.
The results of the figures 6.6a and 6.6c can he used to calculate Rp/[N]w. In figure
6.9 the values of Rp/[N]w are given as a function of conversion. Hereafter the range
between 10 % and 43 % conversion (interval II of the polymerization) will he
examined.
Figure 6.9 shows a significant increase of RJ[N]w with conversion for the lower
emulsifier concentrations. The increase in R /[N] is possibly related to the large p w increase in partiele diameter. Especially at the low emulsifier concentrations
partiele diameters grow with a factor 4-8, due to the coagulation and coalescence of
the particles.
Figure 6.10 gives a view of the dependenee of Rp/[N]w on the partiele diameter. The
larger particles show a much higher polymerization rate than the smaller ones. The
differences in polymerization rate can he explained by considering the time-average
number of radicals per particle, which may he a function of partiele size. The
time-average number of radicals per partiele is determined by a number of processes:
radkal absorption and radical desorption, terminalion of radicals in the particles
148

0.30 .. ..
-en .. '-.. 0.24 .. ö E ..
0.18 .. .. 2 .. 0 A
~· ·~
.. * 0.12 A A
!I' .. A AA A A A
z A '-.. 0.06 AA Q.,
o"'~ • • 0:: ri' • • • A • ••
.a oA•c [J [J • • D D D o• D ~cfla.... 0.00
0 20 40 60 80 100
Conversion (%) Figure 6.9. Reaction rate per partiele as a function of conversion. Reaction
conditions equa1 to tlwse of figure 6.6.
( 0 ) [SJ = 0.165 kmo11m3 ; ( •) [SJ = 0.082 kmo11m3 ; 3H20
3H20
( ~ ) [SJ = 0.041 kmo/lm H20
; ( .& ) [SJ = 0.020 kmollm H2o·
0.30 r-----------------------,
-en '-.. 0.24
0
E 0.18
* 0.12 !I' z '-..
Q., 0.06 0::
0.00 L-___ __. ___ __._ ___ _,_ ___ __l_ __ ____,
0 70 140 210 280 350
Dw (nm) Figure 6.10. Reaction rate per partiele as a function of the partiele diameter.
Reaction conditions equal to tlwse of figure 6.6.
(0) [SJ = 0.165 kmol!m3 ; (•) [SJ = 0.082 kmo11m3 ; 3H20 3H20
(~){SJ = 0.041 kmol!m H20
; (.&)[SJ 0.020 kmollm H20
.
and terminalion in the continuous phase. For styrene emulsion polymerization radical
desorption and terminalion of radicals in the water phase may be neglected [42J. So
the time-average number of radicals per partiele is only determined by the rates of
149

radical absorption and terminalion in the particles. A general solution for the
time-average number of radicals per partiele as a function of partiele size is given
by Stockmayer [43}, who derived the next equation for the time-average number of
radicals per partiele n:
_ J0(a) n = (a/4).m
~,\a, (6.25)
J0(a) and I1(a) are modified Bessel functions of the first kind with order 0 and 1
and argument a. The term a/4 is equivalent with the radica1 .concentration for bulk
polymerization using a quasi steady-state assumption for the radical concentration;
(6.26)
where:
r. = rate of formation of radicals l
v p = partiele volume
[N] number of particles
kt second order rate constant for terminalion in the particles
A derivation of the equations (6.25) and (6.26) is given in appendix A.I.
From the equations (6.25) and (6.26) it follows that the polymerization in very
large particles is more Iike bulk polymerization. Termination of the radicals does
not immediately happen after the entrance of a second radical in the particle. So,
large particles can contain more than 1 radical at thè same time. However, small
particles have a time-average number of radicals per partiele of 0.5, which is a
direct consequence of the immediate termination in the particles after the entrance
of a second radical.
For styrene emulsion polymerization at the conditions T 50°C and [I] = 0.0125
kmo11m3 H
20 the average number of radicals per partiele according to Stockmayer is
calculated as a function of partiele diameter (see figure 6.11). The parameters used
in the calculations are given in appendix A.4. The rate constant for termination,
k10
(measured at 0 % conversion) has to be corrected for the gel-effect by kt
grk10
. The gel-effect correlation used to account for the decrease in terminalion
rate at higher conversions is the one given by Hui and Hamielec [44} for bulk
polymerization at temperatures between 100°C and 200°C. The influence of the
gel-effect on the terminalion rate at 50°C has been estimated according to the
150

2.50
2.00
- 1.50 I
I= 1.00
0.50
0.00 0 70 140 210 280 350
Dw (nm)
Figure 6.11. Calculated time-average number of radicals per partiele as a function
of partiele diameter during interval ll of the polymerization according to
Stockmayer [43]. Reaction conditions equal to those of figure 6.6.
method presented by Rawlings and Ray [45] for their so-called "lower bound"
gel-effect correlation. Extrapolation of an empirical correlation over such a large
distance outside the range over which the data were taken probably leads to
uncertain results. This is especially the case because the time-average number of
radicals per partiele is . very sensitive to the gel-effect. However the good
agreement between experimental data of styrene emulsion polymerization in a CSTR and
model predictions of Rawlings and Ray gave us confidence that the calculated value
of kt is of the correct order of magnitude.
With the calculated values of the average number of radicals per partiele (n),
values of Rp/[N] can be calculated according to:
(6.27)
where:
kp = propagation rate constant
[M]p = monomer concentration in the polymer particles
Na Avogadro's number
The parameters necessary for the calculation of Rl[N] are given in appendix A.4.
Results of the calculations are shown in figure 6.12, where theoretica! predictions
151

of R /[N] are compared with the actually observed values for an emulsifier
conce~tration of 0.020 kmo11m3 . It can be concluded from the agreement between H20
model predictions and measured data that the styrene emulsion polymerization system
examined in this work can be wel! described with Stockmayers model.
0.40
-()l 0.32
' 0
El - 0.24 lil 0 ..... ... 0.16
z
' Q. 0.06 a:: o~J#-e.
t;
0.00 0 70 140 210 280 350
Dw (nm)
Figure 6.12. Theoretically prediered and experimentally determined reaction rare per
partiele as a fitnetion of partiele diameter. Reaction conditions equal to tlwse of
figure 6.6.
theoretica/ prediction; ( o ) [SJ = 0.165 kmo11m3 ; ( • ) [SJ = 0.082 3 3 H20 3
kmol/m H20
;( .6) [SJ = 0.041 kmollm H20; (Jr.) [SJ = 0.020 kmo/lm H2o
The validity of Stockmayers model makes it possible to predict something about
molecular weight properties that can he expected in the product latexes, formed at
different emulsifier concentrations. The chain length of the polymer molecules that
are formed are affected by three rate processes:
absorption of radicals into the polymer particles,
propagation and
- terminalion in the particles.
Por simplification it is first assumed that immediate terminalion of radicals in the
particles occurs after the entrance of every second radical. This is the case when
conversions are not too high and partiele sizes are rather smal!. Since the
propagation rate is nearly constant during the course of the polymerization in
interval II and UI and affected by the gel-effect only for conversions above 80 %
[44J, the chain length of the polymer molecules is only a function of the radical
absorption rate. If size differences between particles are small the ràte of radical
absorption per partiele is then inversely proportional to the number of polymer
152

particles. This implies that the molecular weight of the polymer being formed is
proportional to the number of polymer particles. Of course this consideration is too
simple. It is necessary to account for differences in partiele size, which can have
large effects on the termination rate, and hence on the average number of radicals
in the particles, as was shown earlier. Especially at high conversions, when the
gel-effect is large, the differences in termination rate in particles of different
size can have such a significant influence on molecular weights, that the effects
caused by the lower number of particles is partially leveled out. In table 6.2
experimentally determined molecular weights are presented of the emulsion
polymerization of styrene with rosin acid soap as emulsifier. The decreasing ~w at
decreasing [N]w indicates that the molecular weights are mainly affected by
differences in number of polymer particles. However, consiclering the fact that a
variation in [N] of a factor of 50 results in a variation in ~w of less than a w
factor 1.5, it has to be concluded that the effect of a decreasing termination rate
for the larger particles may not be neglected. In the same table also molecular
weights are presented of styrene emulsion polymerizations with sodium dodecylsulfate
as emulsifier. The differences in numbers of particles are much less than in the
case of the rosin acid soap, and the variations of ~ are within the experimental w
error. So in this case, no dependenee of ~ on [N] could be detected. w w
Table 6.2. Molecular weight properties of styrene emulsion polymerization
at various emulsifier concentrations as determined with GPC.
rosin acid soap sodium dodecyl sulfate
[ s] [N] * 10-20 ~ * w-6 [N]w * 10-20
~ * w-6
(kmol/m3) ( ~ /m3) w
(11m 3 ) w
0. 082 12 1.66 23 1.65
0. 041 1 . 4 1.50 14 1.72
0. 020 0. 23 1.19 9 1. 71
. .i 0 - - -Rec1pe. 30 vol.% monomer, [1] - 0.0125 kmol/m , T- 50 C, pH - 11. H20
6.4.3. Variation of initiator concentration
To examine the influence of the initiator concentration on the polymerization
kinetics batch experiments were carried out at different initiator concentrations.
153

100 a
80
g Cl .., 0
;::: 60 • 0 1!1 0 ·;;; g~~
0 ... <I>
40 > ~~~ ;::: 0 u cl' 20
0 0 60 120 180 240 300
Residence time (min)
1.00 [!] 0.80 Cl
";;;- 0
ftE! 0.60 .IJ
'10
........ 8 ö
5 .., .., 0.40 ~15
"' 0
~ 0 ~··ll .., .., ~0
0 ~ 0 0 0.20 0 0'10~0..,
0 .., .., 00[] ~ ~ 0
.., 0 0 0 ..,
0 .., 0 0
0.00 8
0 20 40 60 80 100
Conversion (%)
20 .., ~ Cl - 16 0 ft 0 e
::::- .., 12 o•
• 0
0 Cl
B ..,
'b 11<
:z. lJ
~~bF. '() 0 1'<D .., 0
0 0 20 •o 60 80 100
Conversion (%)
Figure 6.13. Emu/sion polymerization of styrene at various initiator concentrations.
[SJ 0.041 kmo11m3 ; [K+} = 0.30 kmol!m3 ; 30 vol.% monomer; T 50°C; H20 3 H20
pH 11. (D) [ij= 0.0125 kmo/lm ; ('11/f) [1} = 0.0063 kmollm3H
20; (0) [ij=
3 H20 · 0.0031 kmol/m H
20
154

The results are presented in the figures 6.l3a-c. Figure 6.13a shows the relation
between the conversion and the reaction time for some K2s2o8-concentrations.
Contrary to results reported for sodium dodecylsulfate as emulsifier {20,23J the
course of the conversion with time is only slightly dependent on the initiator
concentration used. The small influence of the initiator concentration on the
overall reaction rate is also in line with the number of polymer particles as a
function of conversion as collected in figure 6.13c for some initiator
concentrations. Figure 6.13c shows that the number of polymer particles is
independent of the intiator concentration within experimental error. This is in
complete contradiction with the regular Smith-Ewart model which prediets the
following proportionality between the number of polymer particles ([N]) and the
initiator concentration ([1]):
(6.28)
This means that a tendency for a higher number of particles at higher initiator
levels is immediately counterbalanced by a coagulation and coalescence process.
A small positive effect of an increasing initiator concentration on the overall
polymerization rate can only he observed in figure 6.13a for smal! conversions. This
effect probably originates from a somewhat higher partiele formation rate at higher
K2s2o8 concentrations. Unfortunately it was not possible to measure numbers of
forrned polymer particles at those low conversions.
0.30
0.24 -fll ...........
ö 0.18 s ... -z 0.12
... 0 ........... ~~~1:1· 0 0. o@ a o a 0
P::: ••a"' q,~,. 0 ... ... 0
0.06 .pa lilo ...
~ "'l0
...
0
0.00 0 20 40 60 80 100
Conversion (%)
Figure 6.14. Reaction rate per partiele as a function of conversion. Reaction
conditions equal to those of figure 6.13. (D) [IJ 0.0125 kmo11m3 H
20; (y) [IJ =
0.0063 kmo11m3 H
20; ( o) [IJ = 0.0031 kmo11m3
H20
.
155

The 'more pronounced differences in the relations between conversion and time, for
the initiator concentrations investigated, at conversions above 0.6 can be explained
by the reaction rates per particle .. Figure 6.14 shows that for con versions above
about 60 % a slight increase in R /[N] for the higher initiator concentrations was found, p w whereas the lower initiator concentrations did not show this effect. The only
explanation that can be thought of is the gel-effect. A high initiator concentration
corresponds to a high rate of radical formation, r.. According to Stockmayers I
theory [43] an increase in r. leads to an increase in the time-average number of . I
radicals per particle, ii. This change in ii is only noticeable at high conversions,
when partiele sizes are large and diffusional transport of the radicals through · the
particles is relatively slow. Wilh the parameters given in appendix AA we have made
calculations of the time-average number of radicals per partiele for the three
initiator concentrations examined in this paragraph. The results are shown in figure
6.15. It is obvious that the gel-effect may be neglected at low conversions, but has
to be taken into account at conversions above about 60 %. It may also be noticed
that for low conversions n = 0.5 for all three initiator conèentrations.
10
8
6
Is:: 4
2
0 0 20 40 60 80 100
Conversion (%}
Figure 6.15. Calculated time-average manher of radicals per partiele as a function
of conversion according to Stockmayer [43 r Reaction conditions equal to those of 3 3 flgure 6.13. (--) [Ij
3 0.0125 kmollm H
20; (-----) [Ij 0.0063 kmollm H
20;
( .... ) {Ij 0.0031 kmollm , H20
6.4.4. Variation of monomer concentration
Results of batch emulsion polymerizations at different monomer/water ratios are
156

100 w 0 c 0 cc
80 c c N' c - c c 60 rP " 0 ;;; c " c
"" ... c <I> " " i> 40 c " " 0 c c
Cl ...... " 0 0 u c ...... 0 0 0 0 0
0
20
,~0 0
0 50 100 150 200 250
Residence time (min)
1.00 c b
0 c
0.80 8 c - 0
"! 00
Êl 0 0.60 c ........ .. .. c
0 0 " 0
1! 0
O.fA co 0
0.40 0 Q. a:y. " 0
0:: 0" ........ Cl
0.20 o 99oo o" " Cl 0 "<1/.""
"" " 0 " 0.00 0 20 40 60 80 100
Conversion (%)
25
c 0 - 20 0
"s 0 " c 0
........ " - 0 15
' 0 0
0 " 0
0 0 0 oo 0 'tPo - o• 0
10 0 0
0 ó> .... ~ z 0 ........
5 <Sf6 ......... J "" " ~00 0
0 0 20 40 60 80 100
Conversion (%)
Figure 6.16. Emu/sion polymerization of styrene at various monomerlwater ratios. [SJ
= 0.082 kmo11m3 H20; [Ij= O.Olf kmo11m3
H20
; [K+} 0.30 kmo~n/ H20
; T = 50°C; pH=
11. (Dj [M} = 4.0 kmol/m H20
; ( .& ) [M} = 6.4 kmol/m H20
; ( o) [M] = 9.6
kmofirn H20
157

depicted in the figures 6.16a-c. It appears from the figures 6.16a and b that the
monomer/water ratio strongly affects the polymerization rate and conversion.
Analogous to the findings in the sections 6.4.2. and 6.4.3. the observed decrease in
polymerization rate can he contributed to a decrease in numbers of polymer particles
(see figure 6.16c). It can he seen in figure 6.16c that the monomer/water ratio
influences the number of polymer particles in rhe final latex. This is in
contradiction with results reported for sodium dodecyl sulfate as emulsifier
{20,23], where it was shown that the kineties could he reasonably described by the
theory of Smith and Ewart {41]. According to Smith and Ewart the number of formed
polymer particles has to he independent of the monomer/water ratio.
The observed dependenee of [N]w on the monomer/water ratio (i.e. the recipe monomer
concentration) can he contributed to the coagulation and coalescence of the polymer
particles as is described in the foregoing sections. For larger weight fractions of
monomer in the recipe, the initially formed polymer particles can grow into
significantly larger partiele diameters. The total partiele surface area increases
therefore also considerably. On account of the lesser stabilization of the
particles, the rate of coagulation is larger and the number of polymer particles
decreases further. Therefore the partiele number in the final latex is a decreasing
function of the monomer/water ratio (figure 6.17). The experimentally observed
linear correlatîon between log [N] and log [M] can he expressed as: 10 w . 10
[N] - [Mf2.3 w
(6.29)
-s --...... 10 -.. .. ' 0
~ z
Figure 6.17. Number of polymer particles in final latex as a function of the recipe
monomer concentration. Reaction conditions equal to those of figure 6.16.
158

Values for e (the degree of occupation of the partiele surface area with emulsifier
molecules) are given in table 6.3. The results confrrm the expectation that e is
independent of the monomer/water ratio. Notice also that the obtained values of e are about equal to those obtained earlier for variabie emulsifier concentration (see
section 6.4.2.).
Table 6.3. Calculation of the fraction e of the surface area of
the polymer particles occupied by emulsifier molecules.
[M] dp( w) [N]w * 10-2o e
kmo 1tm3 nm m -3 %
4. 1 83 12 71
6.4 141 4.2 74
9.6 217 1.7 75
A theoretica! prediction of the exponent in relation (6.29) is very well possible.
Combination of the equations (6.18) and (6.19) gives the following relation for the
partiele surface area:
_ [ 6.[M]0 .Mw ]213 113 Aparticles - n. 1t ·Pp .[N] (6.30)
Because the total partiele surface area per unit volume continuous phase is a
constant for constant e, the theoretica! relation between the number of polymer
particles, [N], and the recipe monomer concentration follows directly from equation
(6.30):
[N]- [Mf2.0 (6.31)
Ibis is in reasonable agreement with the experimentally observed dependenee given by
relation (6.29).
The assumption of a constant e throughout the polymerization makes it also possible
to calculate numbers of polymer particles as a function of conversion (see section
6.4.2). In figure 6.18 theoretica! calculations are compared with the experimental
data. The figure shows that there is an excellent agreement between the
159

30
- 24 ., s -...__
18 0
" I 0
12 *
"' z 6
0 0 20 40 60 80 100
Conversion (%)
Figure 6.18. Theoretically predicted and experimentally observed numbers of polymer
particles as a functîon of conversion. Reaction conditions equal to those of ftgure
6.16. The lines con·espond to theoretica/ predictions.
(0) and (--) [M] :::: 4.0 kmo11m3 ; (A.) and (-----) [M] 3 H20
and ( ...... ) [M] = 9.6 kmol/m . H20
6.4 kmol!m3 ; ( o) H20
experimentally found and theoretically calculated partiele number in interval III
for each of the weight fractions of the monoroer investigated. For interval li the
difference between experiment and theory increases with increasing weight fraction
of the monomer. In every case the theoretica! calculation prediets too high partiele
numbers. An explanation for the discrepancy at high monomer water ratios probably
originates from the neglecting of the amount of emulsifier used for the
stabilization of the monoroer droplets. The consequence is, that at low conversions
only part of the emulsifier is available for stabilization of the polymer particles.
For high monomer/water ratios the polymer particles are therfore less stabilized
than for lower monomer/water ratios, resulting in a more rapid coagulation and
coalescence of the particles than is predicted. At higher conversions, however, the
number of monomer dropiets is lowered drastically because of the proceeding
polymerization, and relatively large amounts of emulsifier become available again
for partiele stabilization. Hence, it appears that at the end of interval II of the
polymerization (25 - 43 % conversion) the decrease in numbers of polymer particles
is less pronounced as compared with theoretica! predictions. This explains why the
number of polymer particles in the end latex agrees excellently with the theoretica!
calculations.
160

6.4.5. Variation of temperature
If a polymerization follows the Smith - Ewart 'case 2' kinetics (ii == 0.5) the number
of formed polymer particles can be calculated according to [41}:
[N] = X,.(r./lJ-)0.4.(a .[S]m)0.6 l s
0.37 < 'X < 0.53
where:
r. = rate of formation of radicals 1
ll == volume growth rate of a partiele
as surface area occupied by an emulsifier molecule
[S]m = micellar emulsifier concentration
Por ri and li the following relations have been derived [4,23]:
and:
where:
ki = rate constant for initiator decomposition
f = efficiency of initiator decomposition
[I] = initiator concentradon
kp propagation rate constant
Na = Avogadros constant
dmon = density of monomer
dpol = density of polymer
<pmon = volume fraction monomer in the polymer particles
[M]p = monomer concentration in the polymer particles
ii = time-average number of radicals per partiele
(6.32)
(6.33)
(6.34)
lt is obvious that the number of formed particles is a function of temperature as a
result of the temperature dependenee of ki and kp:
161

k1. k. 0.exp( -EJRT)
l, l (6.35)
k = k 0.exp(-E IRT) p .p, p (6.36)
The temperature dependenee of the partiele number can be expressed as follows:
[- 0.4 Ei + 0.4 EP [ 1 1 ]]
exp R --.. - --,.: . 1 2
(6.37)
For the emulsion polymerization of styrene the activation energy of the propagation
reaction (EP) is 31 kJ/mol as determined by Morton {47]. The activation energy of
the formation of radicals from potassium persu1fate (E.) is 140 kJ/mol [46]. With l
these activation energies and equation (6.36) an increase of the partiele number [N]
with about 30 o/o can be predicted for a temperature raise of 10°C.
Batch experiments of styrene emulsion po1ymerization with Dresinate 214 as
emulsifier are carried out at four temperatures between 40°C and 60°C. The results
are shown in the figures 6.19a and 6.19b and in table 6.4.
Table 6.4. Nwnber of polymer particles in the
product latex as a function of temperature.
T tq [N] (m- 3) w
40 1.45*1021
45 1.27*1021
50 1.21*1021
60 1.32*1021
[Ij 0.0125 kmo11m3 H
20; S = 0.082 kmo11m3
H20
;
30 vol. o/o monomer; pH = 1 I.
It appears that the number of polymer particles in the fina1 latex is independent of
the temperature within experimental error. This is of course a consequence of the
partiele coagulation, that can be observed in all experiments of figure 6.19b, where
R starts decreasing already in interval II of the po1ymerization. p Because the number of polymer particles is not significantly dependent on the
temperature it is possible to calculate an energy of activation, EP, for the
propagation reaction at the end of interval II. In paragraph 6.4.1. it has been
162

Residence time (min)
2.00 .---------------,~
1.60
1.20
Conversion (%)
Figure 6.19. Emu/sion po/ymerization of styrene at various reaction temperatures.
[SJ = 0.082 kmo11m3 H
20; [IJ = 0.0125 kmo11m
3 H
20; [K+ J = 0.30 kmo11m
3 H
20; 30 vol.%
monomer; pH= 11. (o) T = 40°C; (•) T = 45°C; (t:..) T = 50°C; ('Y) T = 60°C.
shown experimentally that the number of polymer particles does not change after 43 %
conversion (the moment of disappearance of the monomer droplets). It may therefore
be assumed that at the end of interval 11 the number of polymer particles is also
independent of the temperature. For the overall polymerization rate we can write:
(6.38)
163

For constant [N] and ii a linear relationship between In R and l!f can be expected. p
The assumption of a constant n is allowed because in all experiments the weight
average partiele diameters are below 90 nm. (Application of Stockmayer's theory [43]
pointed out that ii had a constant value of ii == 0.5 for all partiele sizes up to 90
nm). Platting In Rp versus l!f leads to the following value for EP (figure 6.20):
EP = 28 kJ/mol
This value of E is rather realistic in comparison with E -values obtained by other p p investigators (see table 6.5).
Table 6.5. Literature values of EP.
EP (kJ/mol)
Mor ton [47} 31.0
Sm i th [48] 49.0
Bamford {49] 27.2
B u r net t {50} 26.4
Ma t heson {51} 32.5
0 I i ve [52] 24.7
......... rn .. s .........,
0 s
0.5 Q. c::
3.1 3.3
1/T * 103 (1/K)
Figure 6.20. In R versus 1/T. Reaction conditions equal to those of figure 6.19. p
164

6.4.6. Influence of shear rate
The shear rate may have a significant influence on the coagulation of particles
during an emulsion polymerization and therefore on the overall reaction rate. Both
the collision frequency and the collision energy would be affected by the shear
rate. The influence of the shear rate on the partiele number and size was
investigated in a stirred batch reactor and in a pulsed packed column.
6.4.6.1. Influence of shear rate in stirred tanks, in batch reactions
In section 6.4.2. it was explained that the rate of coagulation is probably much
higher than the rate of partiele growth for the monoroer fractions used in the
recipe. Consequently the stability of the coagulated particles against coagulation
is high, since particles which are insufficiently stabilized coagulate and coalesce
rapidly. Therefore, an increase in the collision frequency at increasing shear rate
does not affect the polymerization kinetics. However, if the collision energy is
increased, the particles may coalesce further, resulting in a smaller number of
particles. Because partiele collisions take place within the smallest eddies of
turbulence the collision energy is a function of the viscous shear forces. In a
stirred tank the average shear rate can be calculated from the mean energy
dissipation per unit time . and mass. For isotropie turbulent flow the relation of
Taylor [35] can be used to calculate the average shear rate:
t = [J] 1/2·[ ~ ] 1/2 (6.39)
where e is the energy dissipation per unit time and mass.
The mean energy dissipation per unit time and mass can be calculated from:
(6.40)
with V T is the volume of the tank.
According to Rushton et al [53,54] the power-input in a stirred tank is a function
of impeller size and impeller speed:
(6.41)
165

where:
P power-input
Np= power number
p = density of liquid
N = rotational impeller speed
D = impeller diameter
The power number Np depends on the configuration of impeller and tank, and on the
impeller speed. For laminar flow Np is a function of the Reynolds number (Re). For
turbulent flow Np mostly has a constant value. Values of Np as a function of Re for
various geometrie configurations are extensively presenled in the literature
{53-58].
Coagulation and coalescence of the polymer particles can be expected to be
determined mainly by processes taking place in the region with the highest intensity
of turbulence, i.e. the impeller region. According to Okamoto et al [59] the energy
dissipation in this region, ei' is a factor 6 higher than the mean energy
dissipation for our impeller diameter to tank diameter ratio.
Emulsion polymerization experiments were carried out at different emulsifier
concentrations and various impeller speeds. The geometry of reactor and impeller are
depicted in figure 6.3 (reactor 11). The reaction is starled by stirring the
reaction mixture for about 60 seconds at 500 rpm. During this period rapid
emulsification of the monoroer takes place and the polymerization process will begin.
The figures 6.21 and 6.22 show the number and size of the polymer particles at
complete conversion of the monomer, as a function of the energy dissipation in the
impeller region, ei, for some emulsifier concentrations. The energy dissipation was
calculated using the relations of Bateset al [55] and Calderbank and Moo-Young [57]
for the power number Np. It was chosen to plot the energy dissipation instead of the
shear rate, since most experiments at low impeller speeds did not meet the condition
of isotropie turbulent flow, necessary for the calculation of -y. In both figures three regions can be distinguished. At high and very low energy
dissipation rates the number and size of the polymer particles in the final latex
seems to be independent of the shear rate. In the intermediale region a significant
dependenee of number and size of the particles on the shear rate can be seen. This
dependenee seems to be lower for the highest emulsifier concentration as it is for
both other emulsifier concentrations. More information can be obtained when the
surface occupation of the polymer particles with emulsifier molecules ,8, is
calculated as a function of e .. The results are shown in figure 6.23. I
166

25 30 it.
- 10 " s ........_ -3 I
0 -... jl: z
0.1 10
60
100
N (rpm)
145
1000
320 700
10000 100000 '
Figure 6.21. Number of polymer particles in the final latex as a function of the
energy dissipation in the impel/er region ei and of the rotational impel/er speed
(N). Reaction conditions equal to those of figure 6.6. (e) {SJ = 0.082 kmo11m3 ; 3 . 3 H20
(b.) (SJ :::: 0.041 kmollm H20; (T) {SJ 0.020 kmollm H20.
N (rpm)
25 60 145 320 700 500
400
300
-s 200 r::: -~
"0
100
80 ....
•• 60
10 100 1000 10000 100000
t::i * to• (w /kg)
Figure 6.22. W eight average partiele diameter of the final latex particles as a
function of the energy dissipation in the impeller region ei and of the rotational
impel/er speed (N). Reaction conditions equal to those of figure 6.6. ( •) {SJ =
0.082 kmollm3H
20; (b.) {SJ= 0.041 kmollm3
H20
; (T) {SJ 0.020 kmol!m3H
20.
167

N (rpm)
25 60 145 320. 700 80
70
60 -~ ._;.,
CD 50
40~~~~~~~~~~~~~~
10 100 1000 10000 100000
t: i * w• (w /kg)
Figure 6.23. Degree of surface accupation of the polymer particles of the final
latex as a function of the energy dissipation in the impeller region e. and of the I
impeller speed (N). Reaction conditions equal to those of figure 6.6. ( e) {SJ = 3 3 3 0.082 kmollm H
20; ( !::.) {SJ = 0.041 kmol/m mo; ('y) [SJ = 0.020 kmollm mo·
Again three different regions can he distinguished. At very low energy dissipation
rates (ei < 5*10"2 W/kg) this tigure shows that the degree of surface occupation of
the latex particles with emulsifier molecules (E>) is independent of the energy
dissipation rate. For the two lowest emulsifier concentrations the plots of E> as a
function of ei coincide within experimenta.l error. For the higher value of [SJ the
values of 0 are considerably higher for e. < 5*10-2 W/kg. For e. > 3*10-l W/kg the 1 1
values of 0 are also independent of [SJ and e. within experimental error.
In the region of low values of ei (ei < 5*10-2 W/kg) the flow in the major part of
the reactor is laminar. This becomes clear from the Reynolds number for stirred
tanks , Red, defined as:
2 R
_ p.N.D ed- Jl (6.42)
where p, N. D and l1 stand for the density of the liquid, the rotational impeller
speed, the impeller diameter and the dynamic viscosity of the liquid respectively.
The values of Red < 2000 forstirring speeds N below 1.5 s- 1 (ei< 5*10-2 W/kg for
the tank used) point to laminar flow. At very low liquid veloeities coagulation by
collisions originating from the Brownian motion of the particles has to he
168

considered. Using the equations (6.8) and (6.9) it was explained that the rate of
Brownian coagulation is mainly deterrnined by the height of the potential energy
harrier (Vt' figure 6.2) between the latex particles. The height of the potential
energy harrier resulting from the electrostatic repulsion caused by the emulsifier
molecules increases on increasing . the emulsifier concentration on the partiele
surface (the so-called surface emulsifier concentration). The critica.! value of V1
below which coagulation will occur is determined by a critica! surface occupation of * the latex particles with emulsifier molecules, 0 . When the emulsifier concentradon
* in the recipe ([S]) is so low that 0 < 0 coagulation and coalescence will occur * until the partiele surface has decreased to such an extent that 0 = 0 ([S] ::;; 0.041
kmo11m3 H
20). For low emulsifier concentrations the surface occupation of the
particles with emulsifier in the final latex is independent of S. This points to the * condusion that 0 = 0.45 for Brownian coagulation in laminar flow. For high
emulsifier concentrations ([S] ~ 0.082 kmo11m3 ) the values of 0 of the final * H20 latex are considerably higher than 0 . For these high emulsifier concentrations the
partiele number can be expected to be equal to the value predicted by the
Smith-Ewart theory. This has been shown in table 6.6 where the partiele numbers
calculated with the Smith-Ewart theory, modified by Nomura and Harada {20,41], are
collected together with the observed partiele numbers. For the highest emulsifier
concentration investigated ([S] = 0.082 kmo11m3 ) the predicted partiele number is H20
indeed equal to the experimentally observed value. For the two other emulsifier
concentrations investigated the experimentally found partiele numbers are
considerably lower than the calculated ones. Here coagulation and coalescence take
Table 6.6. Comparison of numbers of polymer particles and values of 0
in final latexes for the laminar flow region and in case of absence
of partiele coagzdation (calculated).
experimental calculated
I am i nar flow reg i on a b se nee of coagula t ion
[S] [N]w * 10-2o e [N]w * 10-2o e kmo11m3 -3 -3 m m
0.082 24 0.60 23 0. 61
0.041 5.2 0.46 14 0. 33 0.020 0.45 0. 45 8 0. 17
169

* place until e e !
In the considerations pre~nted above the influence of the sulfate endgroups of the
polymer molecules present at the partiele surface has not been taken into account.
In table 6.7 the surface concentration of the sulfate groups is given together with
that of the emulsifier molecules for the three emulsifier concentrations
investigated. In the calculations teading to table 6.7 the differences in sulfate
end group concentrations caused by differences in polymerization time are also taken
into account. The values for the sulfate endgroups are compared with calculated
concentrations of emulsifier molecules present at the partiele surface. Some care
has to be taken in comparing the sulfate endgroups of the polymer molecules with the
carboxyl groups of the emulsifier molecules, since their influence on the
stahilizing electrical double layer may be different. However, table 6.7 shows that
the surface concentrations of sulfate endgroups are much lower than the
concentrations of the carboxyl groups. From this difference between the surface
. concentrations it is probable that the sulfate end groups only play a minor role in
the electrostalie stabilization of the latex particles.
Table 6.7. Concentrations of emulsijier molecules and sulfate endgroups
of polymer molecules at the surface of the polymer particles.
[S] [S] surf ace [I] surf ace
kmo11m3 mol/m 2 mol/m 2
0.082 2.25 0.0 l
0.041 1.80 0.12
0.020 1. 12 0.33
In the region of energy dissipations between 5*10-2 and 3*10-1 W/kg corresponding
with 2000 < Red < 7500 a considerable increase of 9 9 .1
is observed when e. 3 en 3 1
increases for [SJ = 0.020 and 0.041 kmoVm mo· Por [SJ = 0.082 kmoVm mo figure
6.23 shows only a small increase of e at higher impeller speeds. An increase of
9 .1
is necessary for higher impeller speeds because the collision forces resulting en from the shear forces then also increases. Therefore higher electrostatic repulsion
forces are 1ikely to be necessary to prevent coagulation. As stated earlier the
electrostatic repulsion forces between the particles increase on increasing the
surface emulsifier concentration at a constant electrolyte concentration.
Figure 6.23 shows that in the region of highly turbulent flow (ei > 3*10-l m2ts3,
170

Red > 7500) E> = E>crit = 0.75 is equal for each of the three emulsifier
concentrations studied. This region is of main importance for emulsion
polymerization, since most commercial processes require a certain turbulence for
proper emulsification. In the upper region the expected dependenee of E> on the
energy dissipation can not be seen anymore although the shear rate is increased
drastically. The only acceptable explanation may be that for these high energy
dissipations coalescence of primary coagulated particles is prevented by the very
high local emulsifier concentrations at the point of contact. If the particles are
closely encountered hydrodynamic interactions have to be taken into account. In his
coagulation theory Von Smoluchowski [31} assumed that particles move along
rectalinear trajectories. Real collisions between colloidal particles, however, are
more complicated. According as the particles approach closer the remaining narrow
liquid film between the particles needs more effort to be displaced by diffusion
[60,61}. Therefore, the approaching particles move along trajectories that can
differ considerably from a rectalinear approach. In fact a lot of the colliding
particles do not coagulate at all. Van de Ven and Mason [62} have taken this extra
resistance against coagulation into account by defining a 'capture efficiency', a0,
being the ratio of the collisions that really take place to the collisions that
should take place on rectalinear approach. Van de Ven and Mason found that a0 decreases with increasing shear rate. They also showed that an increase in repulsion
forces between the particles could strongly decrease a0. At high shear rates and
high repulsion forces (which corresponds to high values of E> in our system) one can
even have a situation in which a0 0, i.e. no coagulation can take place at all.
In an emulsion in which the particles can coalesce the situation is more
complicated. In such a system one should also consicter the time necessary for the
particles to approach to such a distance that coalescence is possible. If this
'critica!' time is relatively long compared with the time that the particles are 'in
contact' they will be separated again by the shear forces before coalescence can
happen. The coalescence of dropiets in an emulsion was studied extensively by lvanov
[63} and by Zapryanov et al [64}. According to their theory the factors governing
the 'critica!' time are the rate of thinning of the liquid film between the
particles and the critica! thickness at which film ropture occurs. They proposed
that the rate of film thinning and the critica! film thickness are both strongly
affected by emulsifier present at the interface of the droplets. High emulsifier
concentrations retard the drainage of the film by the so-called Marangoni-Gibbs
effect: the moving liquid carries surfactant away, thus causing perturbation in the
equilibrium surfactant concentration at the interface. This results in interfacial
lension gradient and surfactant transport from the bulk liquids to the interface,
171

which has a decreasing effect on the rate of film thinning. A detailed description
of the rate of film thinning in emulsions is given in the work of Zapryanov et al
[ 64]. The effect of emulsifier concentra ti on on the critica) film thickness is
twofold. The rupiure of the film is believed to be affected by capillary waves
arising in the film at small film thickness (see Figure 6.24). The amplitude of
these waves delermines the critica) thickness at which film ropture occurs. At small
wave amplitudes the critica) thickness, h , will also be small. It has been shown er that high emulsifier concentrations have a decreasing effect on the amplitudes of
the capillary waves. A second effect of high emulsifier concentrations is, that the
interfacial tension decreases, which also has a decreasing effect on the critica}
film thickness. An extensive description of the critical film thickness in emulsions
is given in the work of lvanov [63].
Figure 6.24. Occurance of capillary waves in thin liquid films between two
approaching particles.
The above consideration of partiele coagulation and partiele coalescence makes elear
that prevention of partiele coalescence at high emulsifier concentrations and high
shear rates may very well be the actual cause of the constant 9-value observed in
our emulsions at high shear rates. However, an exact hydrodynamic analysis of the
observed phenomena is not possible at the present knowledge, because of the great
complexity of the different processes that are involved.
6.4.6.2. Influence of shear rate in pulsed packed columns
The flow in a PPC can be characterized as a quasi-homogeneous turbulent flow with
172

uniform shear rates all over the column. The energy dissipation in a pulsed packed
column is caused by resistance to flow. For the energy dissipation the following
equation can be written:
e _ 6P.1t.s. f - p.eb.H
where:
óP= pressure drop over the packed bed
s stroke length of pulsation
f = frequency of pulsation
p = density of the liquid
~ bed porosity
H = height of the packed bed
(6.43)
The pressure drop over the packed bed due to friction is the next function of the
pulsari on:
1 [1 ]2
2 óP = 4.fr.2.p.(Hidr>. 2.s .ro .cos(ro.t) (6.44)
with fr is the friction factor, dr is the characteristic diameter of the packing
particles and ro is the frequency (= 2.n.f).
From equation (6.44) it can be seen that the pressure drop due to friction, and
therefore also the energy dissipation, shows a cyclic behaviour. lt is expected that
the coagulation and coalescence of the polymer particles is mainly determined by the
maximum energy dissipation during this cycle. The corresponding maximum pressure
drop due to friction can be easily measured by differential pressure measurements.
Deterrnination of the maximum energy dissipation during a pulsation cycle from
pressure drop measurements is described in detail in chapter 7.
Styrene emulsion polymerization experiments were performed in a pulsed packed column
(PPC) at various pulsation velocities. The column was packed with glass Raschig
rings (outer diameter: d = 10 mm). The dimensions of the column are shown in figure r
6.4. The recipes used are the same as of the experiments carried out in batch
(section 6.4.6.1). The mean residence time in the column was kept constant at 30
minutes for all experiments (interstitial velocity: u = 2.78 * 10-3 m/s). In chapter
3 it was shown that at such a high interstitial velocity the reactor performance of
the PPC in terms of conversion and partiele number is identical to that of a batch
173

50,-------------------------.
40
c 30 0
ïii ... :: 20 c 0 u
10
6 12 18 30
Residence time (min)
50.-----------. [!]
40
c 30 0 ïii ... :: 20 c 0 u
10
6 12 18 24 30
Residence time (min)
50.-------------------------,
c 30 0 ïii ... :: 20 c 0
u 10
6 12 18 24 30
Residence time (min)
Figure 6.25. Experimental conversion residence time curves of the emulsion
polymerization of styrene in a pulsed packed column at various emulsifier
concentrations and various pulsation velocities. [IJ 0.0125 kmol!m3 ; [K+ J = 3 ~ 3
0.30 kmollm ; 30 vol.% monomer; T = 50"'C; pH= 11. (a) [SJ 0.082 kmollm ; ~ 3 ~
(b) [SJ = 0.041 kmo/In/ HZO; (c) [SJ = 0.020 kmollm Hzo· (--) f.s :;: 0 mmls;
("'") f.s 12 mmls; (-----) fs = 24 mmls; (-·-·-) fs = 48 mmls.
174

reactor when sodium dodecyl sulfate is used as emulsifier. In the figures 6.25a-c
the experimental styrene conversion is plotted as a function of the axial position
in the column expressed in the residence time for [S] = 0.082, 0.041 and 0.020
kmoVm3 , respectively. For each of the emulsifier concentrations the conversions H20
are presented for four pulsation veloeities between 0 and 48 * w-3 m/s. The figures
show that for zero pulsation the overall polymerization rate is higher than in the
case of pulsation. This has to be contributed to a higher. number of polymer
particles at zero pulsation. In the absence of pulsation the shear rates in the
column are only a function of the relatively low net interstitial velocity and are
therefore close to zero. In such a case the coagulation and coalescence of the
particles is mainly caused by the Brownian motion of the particles. In the case of
pulsation the shear rates are much higher and coagulation and coalescence of the
particles is considerably increased by the shear forces, thus Ieading to lower
numbers of polymer particles.
A second effect that can be seen in the figures 6.25a-c is that for the higher
emulsifier concentrations there appears to be a limiting pulsation velocity above
which the overall polymerization rate (anq therefore also the number of polymer
70
60
CD :'t 5o ......... '-::;r
: ;:,r::
-.±J.tit: .:.::iil:iii~ --~-ur:: . .... .......
40 1 10 100 1000 10000 100000
é.:i * 104 (W /kg)
Figure 6.26. Degree of surface accupation of polymer particles of the product latex
of a pulsed packed column and of a stirred batch reactor as a function of the
maximum energy dissipation and of the rotational impeller speed (N). Reaction
conditions equal to those of flgure 6.25. The lines correspond to batch reactions.
(e) and (--)[SJ= 0.082 kmo11m3 ; (!::.) and (-----)[SJ= 0.041 kmo11m3 ; 3 H20 H20
(..,) and (-·-·-) [SJ = 0.020 kmollm H20
.
175

partides) is not affected anymore by a further increase of the pulsation velocity.
A closer examination makes us conclude that we have to deal here with the same
effect as was observed earlier in batch (section 6.4.6.1): at high shear rates and
high values of e the colliding particles are separated again by the shear forces
before coalescence can take place (turbulent prevention of coalescence). It is
therefore interesting to compare the results of the experiments in the pulsed packed
column with the batch experiments described in section 6.4.6.1. In tigure 6.26
calculated values of the degree of surface occupation of the particles by emulsifier
molecules are given for both reactor types as a function of the maximum energy
dissipation per unit time and mass (ei for the stirred tank and the maximum energy
dissipation during a pulsation cycle for the pulsed column). The agreement between
the data of the PPC and the batch reactor is very good. The maximum energy
dissipation is obviously a good criterium of comparison for the coagulation and
coalescence processes of the polymer particles taking place in both reactor types.
6.4.7. Variation of electrolyte coneentration
So far, all experiments are carried out at a constant electrolyte concentration of
0.30 kmoVm3 H
20• It is expected that this large electrolyte concentration is the
main factor causing the coagulation of the particles, since the repulsion force
between two approaching particles is a function of the bulk concentration of
electrolyte. An increase in electrolyte concentration results in a decrease of the
electrostatic potential energy harrier. Therefore for lower concentrations of
monovalent cations the emulsifier concentration necessary for a complete
electrostatic stabilization of the particles may also be lower. Consequently, the
number of polymer particles in the end latex will increase at lower electrolyte
concentrations.
Figure 6.27 shows the number of polymer particles during the emulsion polymerization
of styrene at two different electrolyte concentrations. Dresinate 214 was used as
the emulsifier. In both experiments the pH was kept constant at a value of 11. In
the experiment with [K+] = 0.30 kmol/m3 H
20 the emulsion was buffered with
dipotassium carbonate. In the experiment with [K+] = 0.065 kmol/m3 H
20 potassium
hydroxide was added to increase the pH to the desired value. It is clearly shown
that at the higher cation concentration the number of polymer particles decreases
with increasing conversion, as expected. For the lower cation concentration,
however, no coagulation or coalescence of the particles occur, thus resulting in a
larger number of particles in the final latex.
176

20
0 •• 0 • - 16 • •• • .. -"'s 0 • • • • -.......... -- 12 .. .. I
0 0 - 8 * 0 11: z 4 0
0 oo o
0 0 0 O(l!) 0 0 0
0 0 20 40 60
Conversion (%)
Figure 6.27. Number of polymer particles versus
electrolyte concentradons (batch po/ymerizations). [SJ
80 100
conversion for two different
0.041 kmo11m3 H
20; [Ij =
3 0 0.0125 kmollm ; 30 vol.% monomer; T = 50 C; pH 11; N = 500 rpm. + H20 3 + J
(0) [K ] = 0.30 kmollm mo; (•) [K } = 0.065 kmollm mo·
In figure 6.28 numbers of polymer particles in the product latex are given for
several experiments at different electrolyte concentrations. lt is shown that a
decrease in electrolyte concentration with a factor 6 can increase the number of
polymer particles with a factor 10 at an emulsifier concentration of 0.041
kmoVm3 H
20• Potassium concentrations below 0.065 kmoVm3
H20
could not be achieved.
This lower limit is determined by the concentrations of emulsifier, · initiator and
alkali added to the reaction mixture. At potassium ion concentrations above 0.50
kmoVm3 H
20 massive coagulation and flocculation of the particles occurred.
The data collected in figure 6.28 can be used to calculate the degree of surface
occupation of the polymer particles with emulsifier molecules. The results of these
calculations are also presented in figure 6.28. It appears that for high electrolyte
concentrations the polymer particles have a 8-value of about 0.8. In view of the
errors introduced in the deterrnination of e, the degree of occupation of the
particles at these high electrolyte concentrations can be higher than 0.8, i.e.
close to unity. In such a case the maximum possible amount of emulsifier present at
the partiele surface is not enough to pre.vent the particles to coagulate. This can
be an explanation for the observed massive flocculation of the particles observed at
electrolyte concentrations above 0.50 kmoVm3 . H20 3 At the lowest possible electrolyte concentration of 0.065 kmoVm mo an inflection
in the curves can be noticed. This is an indication that at those low electrolyte
177

lil 0 -~ z
15 100
12 80
--Q--r· ----0
9 --- 60 -- 0
6 40
3 20
OL----~--~--'----'------0
0.00 0.08 0.16 0.24 0.32 0.40
[K+] (kmol/m3)
<D
~
Figure 6.28. Number of polymer particles in the final latex and the degree of
surface occupation of the polymer particles by emulsifier molecules as a function of
the cation concentration for rosin acid soap as emulsifier. [SJ = 0.041 kmo11m3 ; 3 a ~
[IJ 0.0125 kmollm H20
; 30 vol.% monomer; T 50 C; pH = 11; N = 500 rpm.
(e) number of polymer particles [NJw; (0) degree of surface accupation e.
concentrations ([K+] < 0.10 kmoVm3 H20) coagulation of the particles does not occur.
The electrostalie stahilization of the latex is sufficient . to prevent coagulation.
Partiele numbers are now solely determined hy partiele nucleation.
For an interpretation of the data of figure 6.28 it should he realized that all
experiments are performed at a rotational impeller speed of N = 500 rpm. This speed
was chosen for practical purpose, since most emulsion polymerization processes
require high impeller speeds to avoid deemulsification. From the results discussed
in section 6.4.6.1 it can he derived that at impeller speeds ahove N = 200 rpm (è = 5*10-2 m2ts3) coalescence is prevenled as a result of the hydrodynamic interaction.
This will prohahly influence the final size of the polymer particles. Viewed in that
light the results of figure 6.28 should also be explained by consictering the
hydrodynamic interaction. The prevention of coalescence of particles by hydrodynamic
interaction can occur if the time necessary for the particles to coalesce is
relatively large. This is the case when:
the emulsifier concentration in the liquid film between the particles is high thus
leading to very low rates of film thinning by diffusion and a small critica! film
thickness;
the height of the potential energy harrier and the kinetic energy of the
approaching particles are of the same order of magnitude.
178

When large amounts of electrolyte are added to the emulsion, the repulsion potential
between the particles is lowered. Van de Ven and Mason [61], consiclering the effect
of hydrodynamic interaction on partiele coagulation, showed that the capture
efficiency o.0
strongly increases at increasing electrolyte concentration, due to a
decrease in the repulsion forces between the particles. This implies that at
constant shear rate the value of e should be considerably higher than at lower
electrolyte concentrations to attain the situation corresponding to a negligible
capture efficiency. Figure 6.28 shows that the experimental results are in
qualilalive agreement with the above theory.
To compare the stahilizing effect of the two emulsifiers used in this study,
identical experiments are carried out with sodium dodecyl sulfate, a surfactant that
is extensively described in the literature. Sodium dodecyl sulfate can be
characterized as an emulsifier with a good stahilizing effect. The emulsification
properties of sodium dodecyl sulfate are rather insensitive to the pH, which means
that sodium dodecyl sulfate, in contrast with rosin acid soap, can also be used in
neutral environments. Figure 6.29 shows the experimentally determined values of [N]
and e for experiments with sodium dodecyl sulfate, performed at identical recipes as
the experiments with the rosin acid soap. It appears that the stahilizing effect of
sodium dodecyl sulfate is much larger than that of the rosin acid soap. The polymer
particles are stabie up to cation concentrations of 0.25 kmol!m3 mo· In figure 6.30
~ 0
11' z
15r-----------~.--~.------------, 100
• 12 80
.-er 9 -:f-"' 60
' ' ' ' -- -Q--- O--- -c--- -e- / 0
6 40
3 20
oL-----~----~----L-----L---~0
0.00 0.08 0.16 0.24 0.32 0.40
[Na+] {kmol/m3)
(])
-~
Figure 6.29. Number of polymer particles in the final latex and the degree of
surface accupation of the polymer particles by emulsifier molecules as a function of
the cation concentradon for sodium dodecylsulfate as emulsifier. [SJ == 0.041 3 3 0 kmol!m H
20; [1] = 0.0125 kmollm H
20; 30 vol.% monomer; T= 50 C; pH= 11; N = 500
rpm. ( •) number of polymer· particles [N] w; ( o) degree of surface accupation e.
179

the data of both emulsifiers are collected. There were also some experiments carried
out with sodium dodecylsulfate at lower emulsifier concentrations. These data are
also given in the same figure. In figure 6.30 only data are given of experiments
that showed a decrease in the number of particles during the course of the
polymerization, i.e. experiments in which the final number of particles is
determined by coagulation and coalescence of the particles and not exclusively by
partiele nucleation. Because both emulsifiers investigated have different a -values, s the use of 0 is not a good criterion for the comparison of both emulsifiers. It was
therefore chosen to use the (critica!) emulsifier concentration at the surface of
the polymer particles as the criterion to compare both surfactants.
In figure 6.30 it can be seen that in the range of practical cation concentrations
(0.1 kmoVm3 H
20 < [X+J < 0.3 kmoVm3
H2J the concentration of emulsifier at the
partiele surface is about 2-3 times higher for the rosin acid soap than for the
sodium dodecyl sulfate (at the same pH), thus indicating that the stahilizing effect
of sodium dodecyl sulfate is much larger than the stahilizing effect of the rosin
acid soap. The observed differences in stahilizing effect should be contributed to
different influences of both emulsifiers on the behaviour of the liquid films
between the particles, such as rate of film thinning and critica! fllm thickness,
and on the repulsion forces between the particles (i.e. the height of the energy
harrier between the particles). The latter contribution is probably the most
important one. There is experimental evidence that part of the rosin acid soap
present at a styrene/water interface is present in the protonated form of the anion.
This information was obtained from a very simple experiment of creating a flat
interface between a layer of a rosin acid soap solution and a styrene layer and
watching the phenomena taking place at the interface. After a short time ( < 1
minute) a white precipitate could be clearly observed at the liquidlliquid
interface, being the water-insoluble protonated form of the rosin acid soap. The
white precipitate remained at the interface and disappeared only when mixed up with
the bulk of the rosin acid soap solution. The precipitation of acid at the
styrene/water interface can be explained by supposing that the water phase is
buffered with an electrolyte, for example bicarbonate. At the styrene/water
interface the concentration of rosin acid soap is be rather high and probably much
higher than in the bulk of the water phase. So, the interface will be strongly
negatively charged. Tilis negative charge repels ions of the same charge, among them
the buffering carbonale ions. Therefore a pH-gradient between the bulk liquid and
the interface exists resulting in a partial protonation of the rosin acid soap
anions present at the interface. If such a behaviour is also valid for the
polymer/water interface during an emulsion polymerization, we may contribute the
180

24
18
12
6
I
I I .
I I
o~--~----~----~----~----
o.oo 0.08 0.!6 0.24 0.32 0.40
[X+] (kmol/m3)
Figure 6.30. Critica/ emulsifier concentration on the partiele surface as a function
of the cation concentration for rosïn acid soap and for sodium dodecyl sulfatè as
emulsifier. [Ij== 0.0125 kmo11m3 ; 30 vol.% monomer; T:::; 50°C; pH= 11; N 500 H20
rpm. Rosin acid soap: (O) [SJ == 0.041 kmo11m3 ; Sodium dodecyl sulfate: ( .&) [SJ 3 3H20 3 = 0.041 kmol/m ; (e) [SJ = 0.025 kmol/m ; ("')[SJ= 0.016 kmollm ; (+)
H203
H20 H20 [SJ = 0.008 kmollm H
20.
observed differences in stahilizing effect between sodium dodecyl sulfate and the
rosin acid soap for an important part to the above phenomenon. Some care should be
taken by the above consideration because the different characters of the ionic
carboxyl groups and sulfate groups and of the hydrophobic parts of the emulsifier
molecules may also influence the stability of the particles.
6.4.8. Influence of residence time distribution
In chapter 4 the kinetics of the emulsion polymerization of styrene (in the absence
coagulation phenomena) were examined in several continuous reactor systems that can
be characterized by a certain amount of residence time distribution. The
performances of a pulsed packed column (PPC) and of a series of CSTRs were
investigated for various residence time distributions. It was shown that the number
of formed polymer particles decreases with increasing residence time distribution.
The parameter that can be used for the PPC to account for the effect of residence
time distribution on the number of formed polymer particles is the Peclet-number,
related to the section of the column in which the partiele formation takes place
181

(Pe1): For the series of stirred tanks the mean residence time of the first tank can
be used as the parameter, provided that the partiele formation takes place only in
the first tank.
If an emulsion is electrostatically destabilized and partiele coagulation and
coalescence can occur, an estimation of the contribution of the influence of
residence time distribution on the number of particles in the final latex may be
difficult. Probably coagulation and coalescence of the particles decrease the number
of polymer particles so drastically that effects of residence time distribution
cannot be distinguished anymore.
To investigate the combined effects of coagulation/coalescence and residence time
distribution on the number of polymer particles, experiments were performed in a PPC
and in a series of three CSTRs. The reactor types that were used in the experiments
are shown in the figures 6.3 and 6.4 respectively. The impeller speeds of the CSTRs
were adjusted to 500 rpm. The pulsation velocity in the PPC was kept constant at f*s
48*10-3 m/s in all experiments. The mean residence time was varled by varying the
reactor throughput. In the case of the PPC this influences also the residence time
distribution. The emulsifier concentration in all experiments was kept constant at
0.082 kmoVm3
Hzo· Figure 6.31 shows the number of polymer particles in the outlet stream of PPC and
the tanks as a function of the mean residence time in the reactors. The number of
20
-"' 16 e
"--12
:a l> 0 " 0 - •
8 * l> IJ " ;J: • z 4 l> 0
0 0 40 60 120 160 200
Residence time (min)
Figure 6.31. Number of polymer particles as a function of the mean residence time 3 3 + for several r;actor types. [SJ = 0.082 kmol/m HZO; [IJ = 0.0125 kmollm H
20; [K J =
0.30 kmol!m ; 30 vol.% monomer; T = 50°C; pH= 11; Pulsation velocity PPC:f*s::: 3 H20
48* JO- mis; Rotational impeller speed CSTR and batch reactor: N = 500 rpm.
(-)batch; (•J PPC; ('V) 3 CSTRs; (D) 2 CSTRs; (l:>) 1 CSTR.
182

25
- 20 "' El "-" - 15 al • I • 0 - 10 6 0 V
* • ~ 6 0 'l
:z; 5 •
" 0 V
0 0 20 40 60 80 100
Conversion {%) Figure 6.32. Number of polymer particles as a function of the conversion for severa/
reactor types. Reaction conditions equal to those of figure 6.31.
{--)batch; {e) PPC; (\1) 3 CSTRs; (0) 2 CSTRs; (6.) 1 CSTR.
30
- 24 / r .. ,
El , ,
"-" ' ' - , 18 ' '
Cl ' ' .. I
' ' 0 -/
-12 * ~
:z; 6
•
oL-----~-----J------~----~----~
0 5 10 15 20 25
Pet (-)
Figure 6.33. Number of polymer particles in a pulsed packed column as a function of
Pet Reaction conditions equal to those of figure 6.31.
particles in the product latex of a batch reactor, which was determined by
coagulation and coalescence of the particles, is also shown in the figure. It can be
recognized that at the same mean residence time much more particles are formed in
the PPC than in the tanks. It can also be seen that partiele formation in the
CSTR-cascade only takes place in the first tank (the partiele number doesn't change
anymore in the other tanks). Although figure 6.31 gives some information about
183

partide formation in a PPC and in a CSTR-cascade it is not possible to separate the
contribution of the residence time distribution on the number of particles, [N]w,
from that of coagulation and coalescence. More information can be obtained when [N] w
is plotted as a function of the conversion in the outlet stream of the reactors
(figure 6.32). Comparison of the data of the continuous reactor systems with data of
a batch experiment shows, that in the series of tanks at all conditions exarnined
[N]w remains far below [N]w of the batch experiment, indicating that the number of
particles in the CSTR is determined by partiele formation only. The same result can
be observed for the PPC at longer mean residence times (high conversions). At
relatively short mean residence times (conversion X > 0.6) however, the [N]-values m
for the PPC are equal to those of the batch experiment, thus indicating that at
those circumstances the number of formed polymer particles is deterrnined by
coagulation and coalescence of the particles. The number of polymer particles., [N]w,
of the PPC can also be plotted as a function of Pe1, the Peclet-number related to
the section of the colunm in which the nucleation of the polymer particles takes
place (figure 6.33). If the number of polymer particles is only determined by
partiele formation, then [N]w would follow the dasbed line of figure 6.33. However,
the experimentally determined curve lies well below the dashed line. At Pe-numbers * below a 'critical' Pe-value, Pe1 , the number of particles in the product latex is
determined by the residence time distribution during the partiele formation period. . *
At Pe-numbers above Pe1 coagulation and coalescence of the particles deterrnines the
number of particles in the final latex. It is shown that for an emulsifier 3 * concentration of [S] = 0.082 kmoVm H
20 Pe1 has a value of about 5.
A somewhat different picture is obtained at a lower emulsifier concentration. The
results for an emulsifier concentration of 0.041 kmo11m3 H
20 are shown in the figures
6.34 - 6.36. Figure 6.34 shows the remarkable phenomenon that over a large range of
mean residence times the number of polymer particles produced in the colunm is
relatively low. lt follows from figure 6.35 that this is completely caused by
coagulation and coalescence of the particles during the course of the
polymerization. All data of the PPC and as much as half the number of data of the
CSTR-series show that besides partiele nucleation coagulation and coalescence of the
particles delermine the number of particles in the product latex. Only the data of
the CSTR-cascade, obtained at low conversions and short mean residence times show
that only partiele formation determines the number of polymer particles. In figure
6.36 the [N]w-values of the PPC are given as a function of Pef The dasbed line
again represents the hypothetic situation that the number of polymer particles is
completely determined by the residence time distribution during the partiele
formation period. It is shown that the discrepancy between prediction from partiele
184

20
- 16 ., E!
""-.. - 12 0 .. • 0 - l!. [J
8 t * a::
l!. [J
:z 4 V
oLi ------~----~------~----~----~ 0 40 80 120 160 200
Residence time (min)
Figure 6.34. Number of polymer particles as a function of the mean residence time . 3 3 +
for several reactor types. [SJ = 0.041 kmol!m H20; [IJ 0.0125 kmol!m H20
; [K ] = 0.30 kmo11m3 ; 30 vol.% monomer; T = 50°C; pH= 11; Pulsàtiorl. veloèity PPC:.f*s =
-3 H20 48* JO mis; Rotational impeller speed CSTR and batch rèactor: N 500 rpm.
batch; (e) PPC; (\1) 3 CSTRs; (o) 2 CSTRs; (~::;.) 1 CSTR.
20
16
12 0 .. . 0
8 * a::
l!.
:z 4
0 0 20 40 60 80 100
Conversion (%)
Figure 6.35. Number of polymer particles as a function of the conversion for several
reactor types. Reaction conditions equal to those of figure 6.34.
batch; (e) PPC; (\1) 3 CSTRs; (D) 2 CSTRs; (!::;.) 1 CSTR.
nucleation combined with residence time distribution and experimentally observed
values is much larger for this low emulsifier concentration than it was for the high
emulsifier concentration. The strong influence of coagulation/coalescence on the
185

final · number of particles at this lower emulsifier concentra ti on also appears from
the critica! Pe-number, which has a very low value of 0.5. 20r-------------------------------------,
-;;- 16 E!
......... -- 12 ; 0 - 8
4 ' ' , ' , '
' ' ' '
' ' ' '
, '
, ,
, , , ,
0~----~------~------~------~----~ 0 10 15 20 25
Pet (-)
Figure 6.36. Number of polymer particles in a pulsed packed column as a function of
Pet Reaction conditions equal to those of figure 634.
6.5. Conclusions
It has been shown that the stahilizing effect of rosin acid soap as emulsifier in
emulsion polymerization processes is much lower than the stahilizing effect of other
emulsifiers such as sodium dodecyl sulfate. The Iow stahilizing effect of the rosin
acid soap easy permits limited coagulation and coalescence of the polymer particles
in the presence of electrolytes. Because the total surface area of the particles
decreases when coalescence of the particles occurs, the emulsifier concentration at
the partiele surface increases, thus increasing the partiele stability. Therefore,
the coagulation and coalescence will not proceed during the complete course of the
reaction , but will stop at a certain degree of electrostalie stabilization of the
partic les.
The process of coagulation and coalescence of the polymer particles is strongly
affected by the shear forces. At low shear rates the final degree of stabilization
of the polymer particles is an increasing function of the shear rate. At high shear
rates, however, the final degree of stabilization is independent of the shear rate.
This is caused by the fact that when a lot of emulsifier is present at the surface
of the particles the coalescence of the particles is a relatively slow process. At
high shear rates the colliding particles can be separated again by the shear forces
186

before coalescence occurs. It has been shown that the energy dissipation in the
impeller region is a useful parameter to account for degree of coagulation and
coalescence of the particles at low and high shear rates. The energy dissipation can
also be used as a criterium for comparing the process of coagulation and coalescence
in different reactor types. A batch reactor and a pulsed packed column can be
compared well by using the energy dissipation in the impeller region for the batch
reactor and the maximum energy dissipation during a pulsation cycle for the. column.
The coagulation and coalescence of the polymer particles strongly affects the
polymerization kinetics. In the absence of coagulation phenomena the number of
formed polymer particles in styrene emulsion polymerization depends on the
emulsifier, initiator and monomer concentrations in the recipe according to:
(6.45)
When coagulation and coalescence of the particles occurs it has been shown that thë
following dependenee holds:
(6.46)
It also appeared that the number of polymer particles in the final latex was
independent of temperature.
Polymerization experiments performed in a pulsed packed column and in a series of
CSTRs at different residence times and residence time distributions showed that at
low emulsifier concentrations the number of polymer particles in the product latex
is almost completely determined by coagulation and coalescence of the particles. At
high emulsifier concentrations the number of particles in the product latex is
determined by coagulation and coalescence of the particles only in case of narrow
residence time distributions. In case of large residence time distributions the
residence time distribution during the partiele nucleation period determines the
number of polymer particles in the product latex.
6.6. References
l. E.R.Cuthpertson, W.S.Coe, J.L.Brady, lnd. Eng. Chem., 38, 975, (1946) 2. W.D.Stonecipher, R.W.Tumer, "Rosin and Rosin Derivatives", chapter in
Encyclopedia of Polymer Science and Technology, John Wiley, New York, (1970) 3. J.L.Azorlosa, Ind. Eng. Chem., 41, 1626, (1949) 4. D.C.Blackley, "Emulsion Polymerization", Applied Science Publishers, London,
(1975) 5. J.T.Hays, A.E.Drake, Y.T.Pratt, Ind. Eng. Chem., 39, 1129, (1947)
187

6. C.F.Fryling, A.E.Follett, J. Polym. Sci., ~. 59, (1951) 7. F.A.Bovey, LM.Kolthoff, I.A.Medalia, E.J.Meehan, "Emulsion Polymerization",
Interscience, New York, (1955), pp. 346-7 8. C.P.Roe, Ind. Eng. Chem., 60, 20, (1968) 9. L.H.Howland, V.C.Neklutin, R.W.Brown, H.G.Wemer, Ind. Eng. Chem., 44,762,
(1952) 10. C.Patel, cited in ref. 4 1 L V .R.Kamath, cited in ref. 4 12. B.M.E. van der Hoff, J. Phys. Chem., Ithaca, 60, 1250, (1956) 13. B.M.E. van der Hoff, J. Polym. Sci., 44, 241, (1960) 14. G.M.Bumett, R.S.Lehrle, Proc. Royal Soc., A253, 331, (1959) 15. E.Bartholomé, H.Gerrens, R.Herbeck, H.M.Weitz, Z. Elektrochem., 60, 334, (1956) 16. E.Bartholomé, H.Gerrens, R.Herbeck, H.M.Weitz, Z. Elektrochem., §1, 522, (1957) 17. H.Gerrens, Z. Elektrochem., 60, 400, (1956) 18. I.D.Robb, J. Polym. Sci., A-1, 1, 417, (1969) 19. G.V.Schulz, J.Romatowski, Makromolek. Chem., 85, 195, (1965) 20. M.Harada, M.Nomura,H.Kojima, W.Eguchi, S.Nagata, J. Appl. Polym. Sci., 811,
(1972) 21. M.R.Grancio, D.J.Williams, J. Polym. Sci., A-1, !l, 2617, (1970) 22. M.R.Grancio, D.J.Williams, J. Polym. Sci., A-1, !l, 2733, (1970) 23. J.L.Gardon, J. Polym. Sci., A-1, ~. 623, (1968) 24. J.L.Gardon, J. Polym. Sci., A-1, §, 2853, (1968) 25. J.Th.G.Overbeek, "Colloïd Science" vol.2, H.R.Kruyt ed., Elsevier, New York,
(1952), p. 290 26. E.J.W.Verwey, J.Th.G.Overbeek, "Theory of the Stability of Lyophobic Colloïds",
Elsevier, New York, (1948) 27. R.J.Hunter, "Zeta Potential in Colloid Science", Academie Press, London, (1981) 28. J.H.Schenkel, J.A.Kitchener, Trans. Far. Soc., 56, 161, (1960) 29. G.B.J.DeBoer,G.F.M.Hoedemakers, D.Thoenes, Chem. Eng. Res. Des., 67, 301,
(1989) 30. V.Lowry, "Agitation-induced Coagulation of High-solids Latexes", Ph.D. Thesis,
Lehigh University, Bethlehem, (1985) 31. M.Von Smoluchowski, Z. Physik. Chem., 92, 129, (1916) 32. H.Reerink, J.Th.G.Overbeek, Disc. Faraday Soc., _lli, 74, (1954) 33. L.A.Spielman, J. Coll. Int. Sci., ll. 562, (1970) 34. E.P.Honig, G.J.Roebersen, P.H.Wîersema, J. Coll. Int. Sci., 36, 97, (1971) 35. G.I.Taylor, Proc. Royal Soc., A151, 421, (1935) 36. W.Heller, J.Peters, J. Coll. Int. Sci., 32, 592, (1970) 37. W.Heller, J.Peters, J. Coll. Int. Sci., 35, 300, (1971) 38. S.H.Maron, B.Madow, E.Bomeman, Rubber Age (N.Y.), april, 71, (1952) 39. W.D.Harkins, J. Amer. Chem. Soc., 69, 1428, (1947) 40. W.D.Harkins, J. Polym. Sci., ~. 217, (1947) 41. W.V.Smith, R.H.Ewart, J. Chem. Phys., 16, 592, (1948) 42. F.K.Hansen, J .Ugelstad, "Emulsion Polymerization", I.Piirma ed., Academie Press,
New York, (1982), chap. 2 43. W.H.Stockmayer, J. Polym. Sci., 24, 314, (1957) 44. A.W.Hui, A.E.Hamielec, J. Appl. Polym. Sci., 16, 749, (1972) 45. J.B.Rawlings, W.H.Ray, Polym. Eng. Sci., 28, 257, (1988) 46. I.M.Kolthoff, LK.Miller, J. Am. Chem. Soc., 73, 3055, (1951) 47. M.Morton, P.P.Salatiello, H.Landfield, J. Polym. Sci., !l. 279, (1952) 48. W.V.Smith, J. Am. Chem. Soc., 70, 3695, (1948) 49. C.H.Bamford, MJ.S.Dewar, Proc. Royal Soc., (London), A192, 309, (1948) 50. G.M.Bumett, Trans. Faraday Soc., 47, 772, (1950) 51. M.S.Matheson, E.E.Auer, E.B.Bevilacqua, E.J.Hart, J. Am. Chem. Soc., 73, 1700,
(1951) 52. G.Henrici-Oiive, S.Oiive, Makromolek. Chem, 37, 71, (1960) 53. J.H.Rushton, E.W.Costich, H.J.Everett, Chem. Eng. Prog., 46, 395, (1950) 54. J.H.Rushton, E.W.Costich, H.J.Everett, Chem. Eng. Prog., 46, 467, (1950)
188

55. R.L.Bates, P.L.Fondy, R.R.Corpstein, lnd. Eng. Chem., Proc. Des. Dev., 2. 310, (1963)
56. H.Ullrich, Aufbereitungs-Technik, !. 7, (1971) 57. P.H.Calderbank, M.B.Moo-Young, Trans. Inst. Chem. Eng., 39, 337, (1961) 58. A.W.Nienow, D.Miles, lnd. Eng. Chem., Proc. Des. Dev., 10, 41, (1971) 59. Y.Okamoto, M.Nishikawa, K.Hashimoto, 21, 88, (1981) 60. E.P.Honig, G.J.Roebersen, P.H.Wiersema, J. Coll. Int. Sci., 36, 97, (1971) 61. G.K.Batchelor, J.T.Green, J. Fluid Mech., 56, 375, (1972) 62. T.G.M.Van de Ven, S.G.Mason, Coll. Polym. Sci., 255, 468, (1977) 63. I.B.Ivanov, Pure Appl. Chem., 52, 1241, (1980) 64. Z.Zapryanov, A.K.Ma1hotra, N.Aderangi, D.T.Wasan, Int. J. Multiphase Flow, 2.
105, (1983)
lOf\

190

Chapter 7. Monomer droplet sizes in styrene emulsion polymerization
7.1. Introduetion
For quite some time it has generally been accepted that the only locus of initiation
in emulsion polymerization is the aqueous phase. Two mechanisms have been proposed
for the initiation:
1. micellar nucleation: a radical generaled in the "aqueous phase enters a
monomer-swollen emulsifier micelle. The solubilized monoroer in the initiated
micelle rapidly polymerizes, thus forming a monomer-swollen polymer partiele
[1,2];
2. homogeneous nucleation: radicals generated in the aqueous phase reaèt with solute
monomer molecules to form oligomeric radicals. At a critical chain length the
oligomeric radicals precipitate from the solution to form a colloidally unstable
precursor partiele (dp "' 2 nm). These precursors may either grow to form stabie
latex particles (d ~ 20 nm), or coagulate with other primary particles thus p . gaining stability ("coagulative nucleation"), or coagulate with a mature polymer
partÎcle {3-5 I. In both mechanisms the polymer particles formed are considered to be the locus of
further polymerization. The monoroer dropiets are considered to serve as monoroer
reservoirs only, that feed monomer to the polymerizing particles by diffusion
through the aqueous phase. It is assumed that the monomer dropiets hardly contribute
to initiation, because their overall surface area is much smaller than that of the
monomer-swollen micelles or the primary particles. This assumption is based on the
workof Stearns [6] who showed that in isoprene emulsion polymerization the monoroer
droplet phase, which was separated by centrifugation, contained less than I %
polyisoprene.
According to Harkins { 1 ,2] the emulsion dropiets are normally sized 2-5 IJ.m. At this
size the dropiets cannot compete effectively with the much smaller and much more
numerous monoroer-swollen micelles or primary particles in capturing radicals
generaled in the aqueous phase. However, Ugelstad et al {7j demonstraled that at
average emulsifier concentrations and droplet sizes below 2 IJ.m the monoroer dropiets
cannot be neglected as a locus of initiation. At droplet sizes smaller than 1 IJ.m the
dropiets are even a principal locus of initiation, since in such a situation almost
all available emulsifier will be present at the monomer-water interface. Only a
small fraction of the emulsifier is dissolved in the water phase at a concentration
that may be well below the critical micelle concentration. Therefore, it is
important to have an indicàtion of the size of the monomer dropiets in order to
191

obtain a proper description the emulsion polymerization kinetics.
The objective of this chapter is to show how monomer droplet sizes in styrene
emulsion polymerization depend on agitation conditions, emulsifier concentration and
possibly other parameters. Two reactor types were used to examine the droplet sizes:
a stirred tank and a pulsed packed column.
7.2. Liquid-liquid dispersions
In a liquid/liquid dispersion a process of continuous break-up and coalescence of
dropiets takes place. The size distribution of the dropiets is determined by a
dynamica} balance between break up and coaiescence of the droplets.
7.2.1. Break-up of droplets
The dropiets that are produced by agitation are subject to shear stress and
turbulent flow and pressure variations along their surfaces. These processes cause
the dropiets to deform. According to Hinze [8} break-up of dropiets may occur when
the kinetic energy of the droplet oscillations is suffïcient to provide the gain in
surface energy necessary for break-up. The kinetic energy of the oscillating
dropiets is assumed to be proportional to:
(7.1)
where:
u2(d) = mean square of the relative velocity fluctuations between two diametrically
opposite points on the surface of the droplet
pc = density of the continuous phase
d = droplet diameter
The minimum gain in surface energy is assumed to depend on:
(7.2)
where cr is the surface tension.
192

The break-up of dropiets can be described by the Weber number, which is defined as
the ratio of the kinetic energy to the surface energy:
~ We = pc.u (d).d
0" (7.3)
Break-up occurs as soon as a critica! value of the Weber number, Weer' is exceeded.
In most studies the break-up of dropiets is characterized by a so-called maximum
stable droplet diameter dmax' which is related to Weer according to equation (7.3).
The break-up of dropiets in an isotropie turbulent field can be described by two
mechanisms: break up by inertial forces (turbulent velocity and pressure
fluctuations across the surface of the droplets) [8], or break-up by viscous shear
forces [9]. What mechanism is responsible for the break-up of the dropiets depends
upon the droplet size. A generally accepted criterion is Kolmogoroffs microscale of
turbulence. Kolmogoroff [10,11] stated that in any turbulent flow at sufficiently
high Reynolds numbers the smali-scale components of the turbulent velocity
fluctuations are statistically independent of the main flow and of the
turbulence-generating mechanism. He defined a length scale (TJ) and a velocity scale
(v) by:
v = (v.e)1/4
where:
T] = Kolmogoroffs length scale for turbulence
v = Kolmogoroffs velocity scale for turbulence
e = nett energy dissipated per unit time and mass
V = kinematic viscosity
(7.4)
(7.5)
These parameters can be used to characterize the smallest energy-dissipating eddies.
For droplet sizes larger than the turbulent length scale T], droplet break-up is
caused by the inertial forces. For droplet sizes smaller than the turbulent length
scale T] the break-up occurs within the smallest turbulent eddies; in this region the
viscous forces are the main cause of droplet break-up [9]. For both regions a
relation can be given for the mean square of the relative velocity between two
points separated by a distance r [10-14}:
193

(r > 11) (7.6)
~ - 2 U (r) = C2.(e).r /V (r < 11) (7.7)
Ford > 11 the break-up is described by Hinze [8] and Vermeuten [15]. They derived
the next equations for Weer and dmax:
(7.8)
d = C .(o/p )0.6.(ëf0.4 max 3 c (7.9)
where a is the surface tension and Pc the density of continuous phase.
In emulsion polymerization droplet sizes are mostly in the range 1-10 J.1In [1,2],
which is smaller than Kolmogorovs microscale. Under common conditions of agitation
the viscous shear forces are the dominant forces. An expression for the maximum
stabie droplet diameter in the case of droplet break-up caused by the viscous shear
forces only, is given by [9.16]:
(7.10)
where:
<I>{J..I.iJ.I.c)= function dependent on the ratio J..l.illc
J..l.d = dynamic viscosity of the disperse phase
J.l.c = dynamic viscosity of the continuous phase
v c = kinematic viscosity of the continuous phase
7.2.2. Coalescence of dropiets
The rate of coalescence of dropiets in a dispersion can be increased or decreased by
turbulent motion, dependent on the physical properties of the components in the
system. Local velocity fluctuations increase the collision frequency of the
droplets, thus increasing the chance of coalescence. However, only a small fraction
of the collisions results in immediate coalescence of the droplets. This is caused
194

by a thin liquid film between the approaching dropiets that acts as a kind of
elastic cushion and may cause the dropiets to recoil. If two dropiets approach, the
thickness of the separating film wiJl gradually decrease by diffusion. When the film
is thin enough the dropiets can coalesce. lt may occur; however, that turbulent
velocity fluctuations meanwhile transmit so much energy to the dropiets that they
are re-separated before coalescence can take place. This effect is Jarger if the
time neerled for the thinning of the film is lengthened artificially; for example by
the addition of a stahilizing emulsifier. In some cases this may lead to total
prevention of coalescence in a turbulent flow. The effectiveness of prevention of
coalescence is a function of the individual droplet size, because the adhesion
forces and the inertial forces are both functions of the droplet diameter.
For small dropiets the turbulent energy supply is insufficient to surmount the
adhesion harrier. A minimum stabie droplet diameter, dmin' can be defined, which is
the diameter of the smallest dropiets for which coalescence can be prevented by the
turbulent motion. Droplets with diameters smaller than dmin will coalesce until they
have reached a diameter dmin· Fordropiets with diameters above dmin the chance of
coalescence is very small. d . depends on the. intensity of agitation and on the mm physical properties of the components. According to Shinnar [9] the adhesion energy
between dropiets can be given by:
E - d a (7.11)
In case d > rt. Shinnar derived the following relation for the minimum stabie droplet
diameter:
(7.12)
d C -3/8 (-)-1/4 min s·Pc · e (7.13)
When d < rt the force preventing coalescence is the viscous shear force. According to
Sprow [ 17.18] the minimum stabie drop diameter can than be given in this case by:
d . = c6.p -I12.(v .ërt/4 mm c c (7.14)
7.2.3. Simultaneous break-up and coalescence
In an agitated dispersion the size distribution of the dropiets is determined by
195

both · break-up and coalescence of the dropiets occurring simultaneously. The
diameters defined in the equations (7.9), (7.10), (7.13) and (7.14) are in reality
statistica! averages. In case of the equations (7.9) and (7.10) the diameters are
droplet sizes below which break-up probably wiJl not occur, and in case of the
equations (7.13) and (7.14) droplet sizes above which prevention of coalescence
becomes effective. In figure 7.1 minimum and maximum stabie droplet diameters are
given as a function of the mean energy dissipation. Four different zones can be
distinguished:
I. above both curves most dropiets will break up and only a few will coalesce;
11. below both curves most dropiets will coalesce and only a few will break up;
111. in the area where dmin > dmax the dropiets will rapidly coalesce and break up;
IV. in the area where dmax > dmin break-up and coalescence sporadically occurs.
In the steady state, the average diameter of the dropiets will be found in the areas
lil and IV. Whether the true d(ë) relation is closer to the A or the B line will be
determined by the rates of the dispersion and coalescence processes. Little is known
about these rates.
QO 0
log [;
Figure 7.1. Logarithmic plot of droplet diameter as a function of mean energy
dissipation. Line A: controlled by break-up only; Line B: controlled by coalescence
only.
In some dispersions prevention of coalescence is the determining factor for the
droplet sizes. Addition of a protective compound, such as a soap, will strongly
suppress the coalescence process. As a result, the minimum stabie droplet size,
d . , will be much smaller than in a system without soap. Shinnar [9] called such mm
196

systems turbulence-stabilized dispersions.
Nomura et al [19] derived an empirica} equation for average droplet sizes in a
styrene/water emulsion stabilized with sodium dodecyl sulfate:
(7.15)
where:
a = average diameter of the monomer dropiets
[S]. = initia! emulsifier concentratien I
N = rotational impeller speed
D = diameter of impeller
The term (0.15 + 1.4 si-3' 2) represents the effect of prevention of coalescence of
the monomer droplets.
7.2.4. Energy dissipation in an agitated vessel
The mean energy dissipation per unit of time and mass in an agitated vessel can be
calculated from the power input. According to Rushton et al [20,21] the power input
in an agitated vessel is a function of impeller size and impeller speed:
where:
P = power input
Np= power number
p = density of liquid
N = rotational impeller speed
D = impeller diameter
(7.16)
The power number Np of equation (7.16) depends on the geometry of impeller and
vessel, and on the impeller speed. For laminar flow Np is a function of the Reynolds
number Re [20,21]:
-1 Np= A.(Re)
197
(7.17)

where A is constant for a given vessel-impeller geometry. For Newtonian liquids Re
is defined as:
2 Re= p.N.D
Jl
where Jl is the dynamic viscosity.
(7.18)
Values of A for different geometries of vessel and impeller are given by Rushton et
al [20,21], Calderbank and Moo-Young [22], Ullrich [23], Bateset al [24] and other
workers.
For turbulent flow, in case of a baffled vessel, Np is independent of the Reynolds
number and only a function of the geometry of vessel and impeller. Rushton et al
[20 ,21] obtained for a standard tank configuration (figure 7 .2):
N = 6 p
I H
1
-"J-
(7 .19)
~ t --o- c J
T
Figure 7.2. Standard tank configuration according to Rushton [20,21]. D = 0.33 T; C
= D; H = T; 4 baj]le plates: J = 0.1 T; 6 impel/er blades: W 0.2 D; L = 0.25 D.
For 6-bladed turbine impellers of widely differing geometry and size the power
number can he given by relation (7.20), which reduces to relation (7.19) in case of
the Rushton configuration [20-22]:
N = l60.W.L. (D-W) p DJ
(7.20)
198

where D stands for the impeller diameter, W for the width of an impeller blade, and
L for the height of an impeller blade.
Recently, several investigators have obtained values of the Power number lower than
the value reported by Rushton for the turbulent range (relation (7.19)). Calderbank
{25] measured values in the range 4.2 5.5. Bates et al {24] reported values of 4.8
and 5.0.
The effect of the number of impeller blades, B, on the power number was also studied
by Rushton et al {20,21]. For impeliers having less than 6 blades they obtained:
N = B0.84 p
(7.21)
and for impeliers having more than 6 blades (up to a maximum of 12 blades):
N = B0.74 p (7 .22)
Other geometrical factors, such as the ratio of impeller to tank diameter (Dtr),
baffle width (J) and impeller distance to tank bottorn (C) have been studied
extensively by Bates et al {24] and cannot be given by simpte relationships.
For turbulent flow in an unbaffled vessel Rushton et al {20,21] showed that Np is
not constant anymore, but decreases at increasing Reynolds number, due to increased
vortexing. The Froude number, defined as:
Fr (7.23)
can be used to account for the decrease in Np for this case. Here g 1s the
acceleration of gravity.
The mean energy dissipation per unit time and mass in an agitated vessel is:
p
~ (7.24)
with V T is the volume of the vessel.
The energy dissipation in an agitated vessel is not homogeneously distributed over
the vessel content. The energy dissipation in the impeller stream will be several
times higher than in the bulk of the liquid, due to the much higher intensity of the
199

turbulence in the impeller zone. According to Cutter [26], who has measured the
turbulence in an agitated vessel, the appreciable differences in state of turbulence
at different positions within the vessel are expected to give rise to differences in
the dissipation rate at these positions of the order tens or hundreds of times. In
order to study processes like droplet break up and coalescence in agitated vessels
properly, these dissipation rate distributions should he taken into account. The
energy dissipation rate distribution in an agitated vessel was studied extensively
by Okamoto et al [27]. They divided the vessel into two regions: an impeller flow
region and a circulation region, which comprises the rest of the space within the
vessel. Por the energy dissipation they defined an Ei' representing the value of E
in the direct neighbourhood of the impeller, and an Ec, being the value of E for at
sufficient distance from the impeller. Measurements of Okamoto et al with a hot-film
current meter showed, that for a Rushton contiguration about 75 % of all energy was
dissipated in the impeller reg ion, while the volume V i of the impeller region was
only 5 % of the total volume of the vessel. Okamoto et al also gave values of Ei,
E c' V i and V c for different impeller to tank diameter ratios. Their results indicate
that the larger the ratio D(f, the more uniform the distribution of E within the
vessel became.
7.2.5. Energy dissipation in a pulsed packed column
The energy dissipation in a packed column is caused by resistance to flow. For the
steady state the pressure drop over the packed section of the column can he
expressed as:
where:
AP= pressure drop
f = friction factor r
H = height of the packed bed
dr = packing diameter
p = density of the liquid phase
v = liquid velocity
(7.25)
The pressure drop in a pulsed packed column is a function of the pulsation velocity
and consists of two contributions: a contribution resulting from friction and one
200

originating from the acceleration of the liquid. For the friction term the following
relation can be written:
(7.26)
where:
(J) = 2.1t.f
f = frequency of pulsation
s = stroke length of pulsation
The acceleration or impulse term can be given by:
(7.27)
with eb is the bed porosity and fi is a zigzag factor, which accounts for the fact
that the acceleration of the liquid is not exactly in vertical direction, but is
determined by the orientation of the packing particles.
Figure 7.3 shows the measured pressure drop in a pulsed packed column as a function
of time. The figure clearly shows two peaks in the pressure drop during one
pulsation cycle. The first peak is caused by the contribution of the acceleration
term to the pressure drop, the second one by the friction. However, only the
friction term of the pressure drop contributes to the energy dissipation in a pulsed
........ .. "' e
p., <J
-0.20 [__ ________________ __,
0.00 0.50 1.00 1.50 2.00
time (s)
Figure 7.3. Measured pressure drop in a pulsed column packed with Raschig rings (d r JO mm) as a Ju netion of time. f = 1.75 s-1; s = 14 mm, H = 2 m.
201

packed column. The maximum pressure drop resulting from friction during one
pulsation cycle is the second maximum of the 8P vs. time curve, because the friction
term attains its maximum, when the impulse term is zero. The maximum energy
dissipation during a pulsation cycle can then be calculated according to:
(7.28)
With equations (7.26) and (7.27) we found the following values for the friction
factor fr and the zigzag factor fi (table 7.1):
Table 7.1. Experimentally determined values for f and f. in pulsed r 1
columns packed with Raschig rings ( d r JO mm) and with Sulzer
SMV8-DN50 internals at various pulsarion velocities.
Packing type f (s- 1) I s (mm) f [. r 1
Ra s eh i g r i ngs 3.5 7.0 3.8 3.9
d r = 1 0 mm 3.5 10.5 3.6 5.5
3.5 14.0 3.2 6.9
S u I ze r in t ernals 3.5 4.5 2.0 1.6
SMV8-DN50 3.5 6.8 1.6 1.9
3.5 9.0 1.5 2.1
7.3. Experimental
Monomer droplet sizes were measured in several agitated vessels and pulsed packed
columns. Two types of vessels were used. The dimensions of the vesse1s are given in
table 7.2. Type I is a flat-bottomed vessel with a Rushton configuration (the
geometrical ratios of vessel and impeller are identical to the geometrical ratios of
the vessels and impeliers used by Rushton et al {20,21] in determining power
numbers). Type 11 is also a flat-bottomed vessel with a turbine impeller. However,
the impeller to tank diameter ratio D(f is much higher than of type I. Four
different turbine impellers were used in combination with type 11 (see table 7.2).
Two types of pulsed packed colums were used (see chapter 2). The fust column was
packed with glass Raschig rings of dr = 10 mm. The second column was packed with
202

structured stainless steel Sulzer SMV8-DN50 intemals. The experiments in the pulsed
packed columns as well as in the agitated vessels were all conducted batchwise.
Table 7.2. Dimensions of mixing vessels.
Type I vessel: T 200 mm; H T: c = 0.5 T
ba ffles: R 4; J = l/10 T
i mpeller; D 66.7 mrn; B 6
Type II vessel: T 90 mm; H = 2 T; c T
ba ffles: R 4; J = l/12 T
impellers: D 70 mm; B 8
D 60 mm; B 6
D 60 mm; B I 2
D = 30 mm; B 6
All vessels flat-bottomed cy l i ndrical
All impellersofdisk turbine type: W 0.2 D; L = 0.25 D
The monomer used was styrene, contammg some para t-butylcatechol to avoid
spontaneous polymerization during the experiments. The aqueous phase was a diluted
emulsifier solution. Two emulsifiers were used: Dresinate 214 (a rosin acid soap)
and sodium dodecyl sulfate. The rosin acid soap solutions were buffered wîth
potassium carbonale at pH == 11 for optimum emulsification properties. The sodium
dodecyl sulfate solutions were not buffered. No other chemieals were added to the
monomer phase or the aqueous phase. The emulsions that were prepared in the columns
and the vessels contained 30 volume % monoroer phase and 70 volume % aqueous phase.
Monoroer droplet sizes were analyzed by light scattering. The samples taken from the
vessels and columns were diluted immediately with a very concentraled stahilizing
rosin acid soap solution ([S] == 0.1 kmoVm3 ), after which the diluted samples H20
were analyzed with a Malvem 2600 HSLBD partiele sizer. The principle of the light
scattering method of the Malvem partiele sizer is given in appendix A.3. lt
appeared that the monoroer droplet sizes in the diluted samples did not change
significantly over a period of at least ten minutes, which was enough to obtain
reliable data from the Malvem partiele sizer. The energy dissipation in the pulsed
packed columns was determined by measuring the pressure drop with a Hottinger
Baldwin PD1 differential pressure gauge.
7.4. Results and discussion
Because the existing literature does not provide a uniform value of Np it was
203

decided to delermine the power number by measuring the power input with a
dynamometer. The vessel used was type I with the Rushton configuration. In order to
approximate the rheological conditions of liquid!liquid emulsions as close as
possible the power input was measured in a styrene/water emulsion (volume ratio
monomer/water: 30nO; emulsifier: rosin acid soap; emulsifier concentration: [S] ;:
0.090 kmo11m3 H
20). Figure 7.4 shows the measured power input for various rotational
impeller speeds.
3.20
c.. 1.60
0.80
Figure 7.4. Measured power input as a function of impel/er speed for a Rushton
configuration.
The power number for the turbulent range of the Rushton configuration is obtained
from the slope in figure 7.4:
Np = 4.85 ± 0.05 (7.31)
This value is in good agreement with values reported by Bates et al {24 J for
Newtonian fluids (N 4.8 - 5.0). p
7.4.1. Droplet sizes in an agitated vessel
Droplet sizes of styrene/water emulsions were measured at room temperature in vessel
type I. The emulsifier used was Dresinate 214 (emulsifier concentration: [S] 0.090
kmo11m3 ). In table 7.3 the measured droplet diameters (volume mean diameter (VMD) H20
204

and Sauter mean diameter (SMD)) are given as a function of the mean energy
dissipation per unit time and mass. For the mean energy dissipation the dissipation
rate in the impeller region, ei' according to the model of Okamoto et al [27} was
used. lt was assumed that the droplet size was determined by the turbulence in this
region, and that the residence time in the circulation region is too small to cause
significant coalescence. Calculated values of Kolmogoroffs microscale, fl, are also
given in table 7.3. The choice of ei instead of e is related with the si ze of the
turbulent eddies in an agitated vessel, which are smallest in the impeller region.
Table 7.3. Measured monomer droplet sizes and calculated values
of 11 for different energy dissipation rate (vessel type /).
N e. 1l VMD SMD (s- 1)
l
(J/kg.s) (Jlm) ( Jlm) ( Jlm)
4 1.14 44 2 95 2. 20 !
5 2.08 37 1 94 1 . 5 5
6 3.53 33 1 52 1 . 03
7 5.64 29 1 22 0. 88
8 8.36 26 1 . 02 0. 75
Table 7.3 shows that all measured droplet diameters are well within Kolmogoroffs
microscale of turbulence, thus indicating that the mechanism for break up and
coalescence must be determined by the viscous shear forces.
In figure 7.5 the measured droplet sizes are given as a function of the mean energy
dissipation e1 Let us assume a relation between d and ei of the type d "' ei-a. From
figure 7.5 it follows that a = 0.56 for the volume mean diameter and a = 0.52 for
the Sauter mean diameter (lt should be noticed that because of the small droplet
sizes the calculated coefficient is very sensitive to inaccuracies of the
measurements). In table 7.4 the experimentally determined a-values are colleeled
logether with the theoretica! values for break-up and coalescence.
From table 7.4 we can conclude that break-up of the dropiets delermines the average
droplet size, while coalescence of the dropiets probably does not occur. The very
small droplet sizes measured indicate that here we probably have to deal with a
turbulence stabilized dispersion.
205

s ::i -
6r------------------------. 5
4
3
5 10
êi (W /kg)
Figure 7.5. Mean droplet diameter as a function of ei"
Vessel type I; Emulsijier: rosin acid soap; Emulsijier concentration: [SJ 0.090
kmo11m3 H
20; Monomer content: 30 vol%. (e) volume mean diameter; (o) Sauter mean
diameter.
Table 7.4. a-values for the relation d"' ei-a.
d > Tl d < Tl
break- up of drop ie t s 0.4 0.5
coalescence of drop 1 ets 0.25 0.25
experiment ally: VMD 0.56 SMD 0.52
In order to show the effect of energy dissipation rate distribution in an agitated
vessel on the mean droplet diameter, droplet sizes were measured in two vessels with
different energy dissipation rate distribution (type I and type 11 equipped with the
8-bladed turbine impeller). The energy dissipation rate distributions in both
vessels according to Okamoto et al [27] are given in table 7.5.
Figure 7.6 shows measured droplet diameters as a function of the mean energy
dissipation Ë. The data of both vessels differ considerably although the same
206

Table 7.5. Energy dissipation rate distribution in agitated vessels.
Values for the two region model of Okamoto et al [27].
vessel type e./ë I ec/ë
I 16.0 0.27
I
11 L5 0.70
5r---r-------.-~--~~~
4
3
s 2 2. I '1:1
0.5 L.:...;~:.J___:_.;_;_:..:..:..;_.:J..__;_..;__:_.:....:..:._:.:J__;__J
0.03 0.1 10 20
f:, (W /kg)
Figure 7.6. Mean droplet diameter (volume mean diameter) as a function of ë for two
different vessel types (type I and type 11 equipped with 8-bladed impeller).
Emulsifier: rosin acid soap; Emulsifier concentration: [SJ = 0.090 kmo11m3 H
20;
Monomer content: 30 vol%; (e) vessel type I; (0) vessel type 11.
exponential dependenee of the mean droplet diameter on ë is observed. Good agreement
is obtained when the measured droplet diameters are plotted against ei (figure 7 .7).
The results indicate that the two-region model for the distribution of e, as
proposed by Okamoto et al [27] can be used very well in predicting emulsion droplet
sizes in an agitated vessel, without making large errors.
A vessel of the type II was used to show what the effect would be of impeller
geometry on the mean droplet size. Four different turbine impeliers were used with
the results presented in figure 7.8. The mean energy dissipation for the different
impeller geometries was calculated from the experimentally determined power number
(Np = 4.85) by using several geometrical factors for Newtonian fluids given by
Rushton et al {20,21], Calderbank and Moo-Young {22] and Bates et al {24]. The
207

4
.... ;; ,., .......... ,
E 2 $
• I ""Cl
0.5 L...;_C_;_;_; _ __;___:.......:.....:....:...:...:..:..'------'-'c.....:....J
0.5 10 50
êi (W /kg)
Figure 7.7. Mean droplet diameter (volume mean diameter) as a function of ei jor two
different vessel types (type I and type 11 equipped with 8-bladed impeller).
Emulsifier: rosin acid soap; Emulsifier concentration: [SJ 0.090 kmo11m3 wo;
Monomer content: 30 vol%; (e) vessel type I; (0) vessel type 11.
7r-~---~------r-~
6
5
4
0. 7 t..:_:_::.J..__;_..:....:...:..:..;.;c:J-_;_...:-:...:..:_:_:..:.l.-_..;......;...;...J
0.050 1 10 50
êi (W /kg)
Figure 7.8. Mean droplet diameter (volume mean diameter) as a function of ei for
Jour different turbine impellers.
Type 11 vessel; Emulsifier: rosin acid soap; Emulsifier concentration: [SJ = 0.090
kmo11m3 H
20; Monomer content: 30 vol %; ( •) 7 cm 8-bladed impeller; ( o) 6 cm
6-bladed impeller; (lt.) 6 cm 12-bladed impeller; ( 1:),) 3 cm 6-bladed impeller.
208

two-region model of Okamoto et al [27} was used again to account for the
distri bution of e in the vessel. It can be seen in figure 7.8 that the agreement is
good between the results of the different impellers if the droplet diameter is
plotted against e .. This may be regarded as another support for the application of I
the two-region model of Okamoto et al in predicting droplet sizes in emulsions. The
results also indicate that geometrical factors for the power number determined for
Newtonian fluids can be safely used to account for differences in impeller and
vessel geometry.
7.4.2. Innuence of emulsifier
In order to investigate the effect of emulsifier concentration on the mean droplet
size two emulsifiers were used at concentrations ranging from 0.045 kmoVm3 to 0.090
kmoVm3. The emulsifiers used are a rosin acid soap (Dresinate 214) and sodium
dodecyl sulfate. Measured droplet diameters are given as a function of ei for both
emulsifiers in the figures 7.9 and 7.10, respectively. The effect of the emulsifier
concentration on the mean droplet diameter was significant for both emulsifiers:
droplet diameters increase at decreasing emulsifier concentrations, allthough the
7~~--~~~~~--~~~ 6
5
4
0. 7 '-'-'...;...;.J.--'---'--'-..:....;_.:....:..:..'---_...:._:...._:_.j
0.5 10 50
Figure 7.9. Mean droplet diameter (volume mean diameter) as a function of ei at
different emulsifier concentrations.
Emulsifier: rosin acid soap; Type 11 vessel (equipped with 8-bladed impeller);
Monomer content: 30 vol J'; (e) [SJ = 0.090 kmo11m3 H
20; (t:,.) [S] = 0.068 kmoltm3
H20;
("'') [SJ 0.045 kmollm H20
•
209

7r-~~~~~.---r-~~~ 6 5
4
10 100
êi (W /kg)
Figure 7.10. Mean droplet diameter (volume mean diameter) as a function of Ei at
different emulsifier concentrations.
Emulsifier: sodium dodecyl sulfate; Type 1/ vessel ( equipped with 8-bladed
irnpeller); Monomer content: 30 vol%; (e) [SJ = 0.090 kmo11m3 ; (.C::.) [SJ 0.068 3 3 mo
kmollm H20
; ("'f) [SJ 0.045 kmol/m Hlo·
effect is less pronounced when. using sodium dodecyl sulfate.
lt is also interesting to notice that the use of rosin acid soap yields much smaller
dropiets than the use of sodium dodecyl sulfate. This effect is shown in figure 7.11
for equal molar concentrations.
An explanation for the ohserved differences in mean droplet diameter at different
emulsifier type and emulsifier concentration is not so ohvious. The exponential
dependenee of a on Ei indicates that the diameter of the dropiets is probably
determined by break-up of the dropiets in all cases. So the effects cannot he
explained by consirlering the stability of the dropiets against coalescence. Because
the mean droplet diameter is determined by break up caused by the viscous shear
forces acting on the droplets, equation (7 .10) is probably valid. According to Hinze
[8J the effect of the ratio ~i~c on a is relatively low when ~d and ~c do not
differ very much. Assuming that <P<~ctf~c) does not affect the mean droplet diameter
in the viscosity range investigated, we have to attribute the observed differences
in a-values either to a varlation in the viscosity of the continuous phase (V c) or
to a change in the surface lension ( cr). Therefore, the kinematic viscosity v c of the
aqueous phase and the surface tension cr of the styrene/water interface were hoth
measured at the emulsifier concentrations examined (table 7.6).
210

7.--c-c~~~.---------~ 6 5
4
8 3
~ l"ö 2
10 100
êi (W /kg)
Figure 7.11. Mean droplet diameter (volume mean diameter) as a function of ei for
two different emulsifier types.
Emulsifier concentration: [SJ = 0.090 kmo11m3 HZO; Type /I vessel ( equipped with
8-bladed impeller); Monomer content: 30 vol %; ( e) rosin acid soap; ( 0) sodium
dodecyl suifate.
Table 7.6. Measured values of V and cr for monomerlwater emulsions c emulsified with rosin acid soap or sodium dodecyl sulfate.
emuls i fier type [S] vc * 106 (j * 103
kmo11m3 m2/s N/m
r o sin acid soap 0.090 8.6 9.2
0.068 8.4 13.6
0.045 8.1 16.5
s o di urn dodecy l sulfa te 0.090 1.3 8.6
0.068 1.2 11.3
0.045 l.l 12.9
The data of table 7.6 indicate that a varlation in emulsifier concentration mainly
affects the surface tension of the styrene/water interface, while the change of
emulsifier type mainly affects the viscosity of the aqueous phase.
Both effects can he accounted for when d*(v )112/cr instead of d is plotted against c
211

e. (See equation (7.10). This is done in figure 7.12, where the results of all 1
emulsifier types and concentrations have been combined. In spite of the small
scattering it can be seen that the observed differences are alrnost cornpletely
elirninated by using equation (7 .10) to account for the effects of viscosity and
surface tension.
0. 05 L..-__:.__:._;_..:.....;_.:...:....:J'-----'-----'---'-.:...:...;:..:..:.J
I 10 100
E;. (W /kg) I
Figure 7.12. il*(v j 112to as a function of ei at different emulsifier concentrations.
Type 11 vessel (8-bladed impeller); Emulsifiers: rosin acid soap and sodium dodecyl
sulfate; Monomer content: 30 vol %; ( •) rosin acid soap [SJ = 0.090 kmol!m3 H20;
( o) rosin acid soap [SJ = 0.068 kmoltm3 ; ( .Ä) rosin acid soap [SJ = 0.045 3 H20 J
kmol!m ; (L:;.) sodium dodecy/ sulfate [SJ = 0.090 kmo/!m ; (•) sodium dodecyl H20 3 H20 3
sulfate [SJ = 0.068 kmol!m H20
; (D) sodium dodecyl sulfate [SJ 0.045 kmollm H2o·
From the results of figure 7.12 the following correlation, based on equation (7.10)
can be obtained:
a
where:
a = volurne rnean droplet diameter
o = surface tension
Pc= density continuous phase
v c = kinematic viscosity continuous phase
ei mean energy dissipation in impeller region
212
(7.32)

For practical purposes the next correlations may be used to predict droplet sizes m
styrene/water emulsions. For rosin acid soap:
a "' 0.028 [Sf l e-0.5 (7.33)
and for sodium dodecyl sulfate:
a "' 0.065 [sr0·5 e-0.5 (7.34)
Both correlations are valid within the concentration range:
0.025 < [S] < 0.10 kmo11m3
Let us compare relation (7.34) with Nomura's empirica! correlation for sodium
dodecyl sulfate (relation (7.15)), which can be rewritten to give relation (7.3.5)
for the vessel and impeller used by Nomura et al [19]:
a "' (11 + 0.021 [Sf 1.5) e -0·25 (7 .35)
([S] ~ 0.01 kmol!m3)
Nomuras relation differs from relation (7.33) in two important points. First, Nomura
et al found a different dependenee of the droplet diameter on the mean energy
dissipation. Their results suggest determination of the mean droplet diameter by
coalescence of the droplets, while our results point to droplet break up as the
process determining the mean droplet diameter. Secondly, according to our study a
variation in emulsifier concentration has a much larger influence on the droplet
diameters than Nomura's equation suggests. The deviating results of Nomura et al can
be attributed to the method they used for determining the droplet sizes. Their
method consisted of separating the monomer dropiets from the samples as a cream by
centrifugation. The emulsifier concentration in the aqueous phase was analysed by a
so-called Epton method after which a mean droplet diameter was calculated from the
decrease in emulsifier concentration in the aqueous phase. Main problem of their
method is that coalescence of the dropJets can occur during the centrifugation of
the samples, which may affect the droplet diameters considerably. Figure 7.13 shows
that the droplet diameters determined by Nomura et al are much larger than the
droplet diameters measured in this study. This indicates that coalescence of the
dropiets probably occurred in Nomuras study.
213

t:i (W /kg)
Figure 7.13. Comparison of the results of this study with results obtained by Nomura
et al { 19}. Mean droplet diameter (volume mean diameter) as a function of e .. l
Emulsifier: sodium dodecyl sulfate; Emulsifier concentration: (SJ = 0.045
kmo11m3 H
20; Monomer content: 30 vol%; (e) this study; (0) Nomura et al {19}.
7.4.3. Droplet sizes in a pulsed packed column
The flow in a pulsed packed column (PPC) is normally characterized as a homogeneaus
turbulent flow. Therefore, ît is generally assumed that the energy dissîpation rate
distribution in a PPC is much narrower than in an agitated vessel. For droplet break
up in a PPC it is expected that the maximum energy dissipation during a pulsation
cycle, emax according to equation (7.28), will be a suitable parameter to predict
the mean droplet diameter. In fact, e in a PPC should have the same effect on the ma x mean droplet size as ei in an agitated vessel.
To prove this supposition droplet sizes were measured at variabie energy dissipation
rate in two PPC's packed with totally different packing types. One column was packed
with common glass Raschig rings (dr = 10 mm). The Raschig ringscan he characterized
as an irregularly ordened packing materiaL The other column was packed with
structured Sulzer SMV8-DN50 internals with equally sized and equally shaped channels
all over the column (see also chapter 2). The experiments in the columns were
carried out batch-wise, i.e. the nett flow rate in both columns was zero in all
experiments. The energy dissipation in the columns was varled by varying the
pulsation velocity (f * s). The energy dissipation in a PPC can be easîly calculated
214

from pressure drop measurements with the relations given in section 7.2.5.
The results for both PPCs are summarized in figure 7.14, where measured droplet
diameters are given as a function of the maximum energy dissipation emax· For
comparison this figure also shows results of an agitated vèssel. For the tank ei was
used as the parameter to account for the effect of energy dissipation.
1"'0
0. 5 L........;---"~"---'-'--""""'--'-'-'-'-'-""--'-..;...;..;-""' 0.01 0.1 10 100
t:,. (W /kg) 1
Figure 7.14. Mean droplet diameter (volume mean diameter) as a function of energy
dissipation in a pulsed packed colunm (PPC) and an agitated vessel.
(PPC: e ; agitated vessel: e.). Type I vessel; Emulsifier: rosin acid soap; max t 3 Emulsifier concentration: [SJ = 0.090 kmol/m H20; Monomer content: 30 vol %;
(e) Rushton type vessel; (D) pulsed column packed with Raschig ringsof dr JO
mm; (•) pulsed column packed with Sulzer SMV8-DN50 internals.
Figure 7.14 shows that when e is used to account for the effect of the energy max dissipation rate on the mean droplet diameter in a PPC, the column packed with the
Sulzer packing can be compared well with an agitated vessel. This seems to be
plausible, since this type of packing has a regular structure. Therefore, the flow
pattem in the packing wîll be uniform and, as a consequence, the energy dissipation
ra te distri bution in the column must be narrow.
The data from the Raschig rings column fall below the line connecting the data from
the Sulzer column and the stirred tank. A possible explanation might be found
consictering the broader distribution of local energy dissipation rates in the
Raschig rings column, as compared to the Sulzer column. This would mean that if the
maximum energy dissipation rate is characteristic, a higher value of e would have to
be used in the graph.
215

7 .S. Conclusions
Monomer droplet sizes of styrene emulsions were studied in agitated vessels and
pulsed packed columns (PPC). From the experiments and discussion the following
conclusions can be derived:
- The mean droplet diameter in an emulsion is only determined by break up of the
droplets. Coalescence of the dropiets does not occur because of a preventive
action of the emulsifier. The dropiets are smaller than the smallest turbulent
eddies, so the forces causing the break up of the dropiets are the viscous shear
forces.
- The mean droplet diameter was shown to be a function of the energy dissipation
rate in the region with the highest turbulence: a - e-0.5. For an agitated vessel
the energy dissipation rate in the impeller region should be used. For a PPC the
maximum energy dissipation rate in the column during one pulsation cycle can be
used. A PPC packed with a structured Sulzer SMV8-DN50 packing can be compared very
well with an agitated vessel by taking this maximum energy dissipation rate. For a
column packed with Raschig rings also the maximum energy dissipation rate during
one pulsation cycle can be used. However, for thîs packing type the measured
droplet sizes are somewhat smaller than in an agitated vessel at the same energy
dissipation rate. This can be attributed to the irregular structure of the
packing, which causes a distribution in the energy dissipation.
- The emulsifier type and emulsifier concentration have shown to influence the mean
droplet size by affecting the viscosity of the continuous phase (emulsifier type
mainly) and the surface · tension of the styrene/water interface (emulsifier
concentration mainly).
- For the mixing conditions normally used in emulsion polymerization almost all
measured droplet sizes are within the range 2-10 J.lm. These sizes indicate that the
monomer dropiets cannot compete effectively with the much smallerand much more
numerous monomer-swollen micelles or primary polymer particles in capturing
initiator radicals, which makes it unlikely that polymerization occurs in the
monomer droplets, to any significant extent.
216

7 .6. References
1. W.D.Harkins, J. Am. Chem. Soc., 69, 1428, (1947) 2. W.D.Harkins, J. Polym. Sci., j_, 217, (1950) 3. R.M.Fitch, Off. Dig., J. Paint Tech. Eng., 37, 32, (1965) 4. C.P.Roe, Ind. Eng. Chem., 60, 20, ( 1968) 5. R.M.Fitch, "Polymer Colloids", R.M. Fitch ed., Plenum Press, New York, (1971),
p.73 6. R.S.Steams, cited in references 1 and 2 7. J.Uge1stad, M.S.El-Aasser, J.W.Vanderhoff, J. Poly. Sci., Poly. Lett. Ed., U.
503, (1973) 8. J.O.Hinze, AIChE J., 1, 289, (1955) 9. R.Shinnar, J. Fluid Mech., 10, 259, (1961)
10. A.M.Kolmogoroff, C. R. Acad. Sci. URSS, 30, 301, (1941) 11. A.M.Kolmogoroff, C. R. Acad. Sci. URSS, 32, 16, (1941) 12. G.K.Batchelor, Proc. Camb. Phil. Soc., 43, 533, (1947) 13. G.K.Batche1or, Proc. Camb. Phil. Soc., 47, 359, (1947) 14. G.K.Batche1or, "The Theory of Homogeneous Turbu1ence", Cambridge University
Press, (1953) 15. T.Vermeulen, G.M.Williams, G.E.Langlois, Chem. Eng. Prog., 51, 85-F, (1955) 16. G.I.Tay1or, Proc. Roy. Soc. A, 138, 41, (1932) 17. F.B.Sprow, AIChE J., ll. 995, (1967) 18. F.B.Sprow, Chem. Eng. Sci., 22, 435, (1967) 19. M.Nomura, M.Harada, W.Eguchi, S.Nagata, J. Appl. Polym. Sci., .l.Q, 835, (1972) 20. J.H.Rushton, E.W.Costich, J.H.Everett, Chem. Eng. Prog., 46, 395, (1950) 21. J.H.Rushton, E.W.Costich, J.H.Everett, Chem. Eng. Prog., 46, 467, (1950) 22. P.H.Calderbank, M.B.Moo-Young, Trans. Inst. Chem. Eng., 39, 337, (1961) 23. H.Ul1rich, Aufbereitungs-Technik, 1. 7, (1971) 24. R.L.Bates, P.L.Fondy, R.R.Corpstein, Ind. Eng. Chem., Proc. Des. Dev., 2. 311,
(1963) 25. P.H.Calderbank, Trans. Inst. Chem. Eng., 36, 443, (1958) 26. L.A.Cutter, AIChE J., 12, 35, (1966) 27. Y.Okamoto, M.Nishikawa, K.Hashimoto, Int. Chem. Eng., 21, 88, (1981) 28. P.C.Carman, Trans. Inst. Chem. Eng., 15, 150, (1937) 29. S.Ergun, Chem. Eng. Prog., 48, 89, (1952)
217

j
j
j
j
j
j
j
j
218 j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j

Appendix A.l.
General solution of the recurrent equations
Smith and Ewart [ 1] considered three possible processes affecting the number of
radicals in one polymer particle:
(1) radical absorption
(2) radical desorption
(3) termination
Pa![N]
kd.n
2.krn.(n-1)/v P
0-th order in n
1-st order in n
2-nd order in n
A balance over the number of particles containing n radicals gives the following
recurrent equations.
For the formation of particles with n radicals:
(ALl)
For the disappearance of particles with n radicals:
(Al.2)
with N0
(n 0,1,2, ... ) is the number of polymer particles with n radicals. In the
steady-state the formation of particles with n radicals equals the disappearance of
particles with n radicals.
For some limiting cases (n << 0.5, ii = 0.5, ii >> 1) Smith and Ewart were able to
give a simplified solution of the recurrent equations.
Case 1: n << 0.5
This is the case when the rate of radical absorption is small in comparison with the
rates of radical desorption and termination. For such conditions it follows:
or
The recurrent equations can now he simplified to give:
219

(Al.3)
(A1.4)
The rate of radical absorption, Pa• is mostly not known. Therefore one normally
relates the average number of radicals per partiele to the rate of formation of
radicals, p1 A balance over the total number of radicals gives:
(A1.5)
Combination of (Al.4) and (AL5) results in:
[ p. 11/2
i1"' 2.[Nhd (A1.6)
n = o.s
This situation exists when desorption of radicals can be neglected and terrnination
immediately occurs after entry of every second radical in a particle. For the
recurrent equations it now follows:
(Al.?)
which implies that the average number of radicals per partiele may be given by:
(ALS)
Case 3: n >> 1
This case often occurs for large particles. Radical desorption can be negleeled in
this case, while the rate of terminalion is small compated with the rate of radical
absorption. Because the number of radicals per partiele is very large it may be
assumed that:
220

n "' n-1 "' n
For the steady-state it now follows that:
Pa Pi - - kt TNT = INl "' 2.n.n.v p (Al.9)
or
n= l p [
P· . v J l/2 (ALlO)
It is also possible to give a general solution of the recurrent equations
(Stockrnayer [2}). Dividing the equations (Al.l) and (Al.2) by k{vp gives the next
expression for the steady-state:
(Al.ll)
where:
a= ratio absorption/terrnination
m= ratio desorption/terrnination
Now we can define a function f(Ç,), representing a power progression in Ç, with
coefficients Nn:
f(Ç,) = L Nn.çn f'(Ç,) = L n.N .çn-l
f"(Ç,) = L n.(:·l).Nn.çn-2
The profit of using these functions is the fact that the different moments of these
functions can be easily deterrnined by differentiation. For example the number
average of n can be written as:
221

_ ·_ }: n. Nn _ f'(l) n- }:N -t{T)
n (Al.l2)
It so becomes possible to rewrite the recurrent equations by using the defmed power
progressions. First the equations are added over all Nn:
(Al.l3)
or:
(1 +Ç).f"(Ç) + m.f'(Ç) + a..f(Ç) = 0 (A1.14)
This is a second order differential equation for which the solution 1s a so-called
Bessel function, I(-), of the first kind:
- Il-ml(a) n = (a/4).1 ( )
11- mi a
I (a) ii =- (m-1) + (a/4) lm-21
---z-- 'IIm-ll(a)
with a2 8.a.
for m < 1 (A1.15)
for m > 1 (A1.16)
The given solutions are, although mathematically correct, physically unacceptable
for smal! but finite desorption rates. It appears that above solution prediets that
infinite small particles can still contain radicals at small desorption rates (see
figure Al.l), which is physically unlikely.
O'Toole [3} recognized this problem. He gave a solution that agrees better with
physical reality:
I (a) - m n = (a/4).1 ( )
lm- I! a (Al.17)
Equation (Al.l7) can also be written as a continuous fraction:
(Al.18)
222

u::
1-5...-----------------,
a
m-values 0
1/3 1/2 2/3 I
Figure Al.l. Average number of radicaJs per partiele according to Stockmayer [2] as
a function of a, with m as a parameter.
The differences between the solutions of Stockmayer and O'Toole are shown in tigure
A1.2. It can be seen that for small but fmite desorption rates according to
Stockmayer there still are radicals present in infinitely small particles. For large
particles (large values of a) both solutions agree well.
If desorption of radicals from the particles takes place, this results in an
increase in the effective radical concentration in the aqueous phase. According to
Ugelstad, Mörk and Aassen [4] termination of radicals in the aqueous phase then
should be taken into account. Ugelstad, Mörk and Aassen expressed the radical
absorption rate in terms of three independent variables:
- radical formation in the aqueous phase
- radical desorption from the particles
- termination of radicals in the aqueous phase
or in formula:
(Al.l9)
223

1·5....----------------.
a
m-values 0
1/3
2/3
5
Figure A1.2. Average number of radicals per partiele according to O'Toole {3] as a
function of a, with m as a parameter. The dashed lines are predictions of Stockmayer
{2].
where:
k1w = radical termination constant in the aqueous phase
[R"]w = radical concentration in .the aqueous phase
They further introduced a radicalabsorption rate constant, ka, expressed by:
(A1.20)
From the equations (Al.19) and (A1.20) it follows that:
' - y 2 0: = 0: + m.n - .0: (A1.21)
with:
o:' = p .. V
1 p [N] .kt
224

and:
a.' is the ratio of radical formation to terminalion in the polymer particles. Y is
the product of two ratios: the ratio of termination in the particles to radical
absorption, and the ratio of terminalion in the aqueous phase to radical absorption.
The nuance of Ugelstad, Mörk and Aassen is graphically shown in the figures A1.3 and
A1.4. Y = 0 implies that the overall termination rate in the aqueous phase is zero,
for example because [R·]w "" 0. When Y > 0 termmation in the aqueous phase may
affect the average number of radicals in the particles. It will be clear from both
figures that this is only the case when the rate of radical desorption has a certain
minimum value (m > 0.5).
0
tl.l) ·I
0
·2
log a'
Figure A1.3. Average number of radicals per partiele according to Ugelstad et al {4}
as a lunetion of a: for Y = 0.
225

log a'
Figure A1.4. Average number of radicals per partiele according to Ugelstad et al [4]
as a function of a' for Y "; 1.
References
1. W.V.Smith, R.H.Ewart, J. Phys. Chem., 16, 592, (1948) 2. W.H.Stockmayer, J. Polym. Sci., 24, 314, (1957) 3. J.T.O'Toole, J. AppL Polym. Sci., 2, 1291, (1965) 4. J.Ugelstad, P.C.Mörk, J.O.Aassen, J. Po1ym. Sci., A-1, ~. 2281, (1967)
226

Appendix A.2.
Dynamic light scattering
Dynamic light scattering is a rapid metbod in determining partiele sizes and
partiele size distributions in a suspension. The dynamic light scattering technique
is based on the scattering of a beam of coherent laser light by a number of
particles present in a suspension. The phase of the scattered light depends on the
position of the partiele in the suspension. The (three-dimensional) diffraction
pattem, therefore is a reflection of the position of all particles in the
suspension. Because the particles are in Brownian motion the diffraction pattem
changes with time, which is observed as a fluctuation in intensity of the scattered
light. If a detector is positioned at a certain angle with the coherent light beam
the change in intensity of the scattered light can be registered ( see tigure A2.1 ).
The autocorrelation function of this signal is characteristic for the measured
silspension.
TIME (orbilrory umh)-
5 .... a: a: 0 u 0 ... ~? ,.. 'ê ... ~
-"' "' -;z " ... :: t-:.ä ;z --2, 0 ... a: ..... ... ... .. u lil
(bl
TIME (orbilrory unih) ___.
Figure A2.1. Signa/ of the intensity fluctuations (a) and the corresponding
autocorrelation ftmction (b).
Size and shape of the suspended particles are the parameters that delermine the
partiele motion in the suspension, and therefore also the fluctuations in the light
scattering. Por spherical particles diffusing exclusively by the Brownian motion the
227

Stokes-Einstein relation can be used for the relation between the diffusion
coefficient (D) and the radius (R) of the particles:
D :: (k.T)/(6.7t.TJ.R) (A2.1)
with k is the Boltzmann constant, T is the temperature and 11 is the dynarnic
viscosity of the suspension medium.
A logarithmic plot of the autocorrelation function makes it possible to determine an
average diffusion coefficient and also the degree of polydispersity of the
distribution (see figure A2.2). For a monodisperse sample such logarithrnic plot
would look like a straight line.
-= 0 / in i ti al slope gives
ditfusion coefficient
curvature gives polydispersity
·time
Figure A2.2. Dijfusion coefficient and degree of polydispersity determined from a
logarithmic plot of the autocorrelation function.
In this study a Malvem autosizer Ilc was used for the partiele size measurements.
The Malvem autosizer uses a 5 mW He-Ne laser, producing coherent light of 633 nm
wave length. A pboton multiplicating detector is placed at an angle of 90° with the
coherent light beam. The detector signa! is converted into an autocorrelation
function with a Malvem multi 8 KZ032N Computing Correlator. With the Malvem
autosizer, particles can be analysed in the size range 20-2000 nm. The Malvem
autosizer measures the so-called Z-average diameter, defined as:
228

5 4 d = (2: n .. D. )/(2: n .. D. ) z 1 1 1 1 (A2.2)
With the supplied software package also a weight average diameter (dw) and a number
average diameter (d0
) can be calculated:
4 3 d = (2: n .. D. )/(2: n .. D. ) W 1 1 I 1
(A2.3)
d = (2: n .. D. )/(2: n.) n 1 1 1 (A2.4)
Partiele size distributions obtained with the Malvern autosizer are not very
reliable. Three important factors obstruct an accurate determination of the actual
size distribution.
First, the intensity of the scattered light is angle dependent. This angle
dependency is different for particles of different size. Especially particles of
about 500 nm diameter scatter relatively little light at an angle of 90°. Therefore,
weight factors are build in in the software package to correct for these effects.
For the 500 nm size range this implies that the sensitivity of the analysis for
disturbances (dust particles) is very large.
At the second place, the Brownian motion of the particles shows a Gaussian
distribution. The negotiation of this Gaussian distribution in the calculation of
the size distributions also deforms the real size distribution.
Finally, it appears statistically, that different size distributions can correspond
to one same autocorrelation function.
A detailed description of the dynamic light scattering technique is given by Berne
and Pecora { 11, Collins {2 1 and Daneke { 31.
References
l. BJ.Berne, R.Pecora, "Dynamic Light Scattering with Applications to Chemistry, Biology and Physics", John Wiley, New York, (1976)
2. E.A.Collins, "A Review of Common Methods of Partiele Size Measurement", Ad vances in Emulsion Polymerization and Latex Technology, (1986), vol. 2
3. B.E.Daneke, "Measurements of Suspended Particles by Quasi-Biastic Light Scattering", John Wiley, New York, (1983)
229

230

Appendix A.3.
Laser diffraction speetrometry
Laser Q.iffraction S.pectrometry (LDS) is one of the latest techniques in droplet and
partiele sizing. Unlike other optical techniques, LDS does not require that single
particles be measured successively to obtain a size distribution. Instead,
interaction between light and the ensemble of all illuminated particles is analyzed.
In this appendix the metbod of measurement will be briefly described. For a more
fundamental study one is referred to De Boer et al [ 1].
Figure A3.1. shows two spherical particles of equal size which are exposed to a
coherent beam of parallel monochromatic light. Light, scattered at equal angles is
also parallel and is, therefore, focussed onto one specific point in ·the detection
plane by a lens. This image point, combined with those corresponding to light
scattered at other angles, creates the far-field scattering pattem of the
particles. This pattem is neither affected by the position of the particles in the
beam nor by their state of motion. If the interaction between particles and light
can be described by the Fraunhofer diffraction theory, the diffraction pattem is
only dependent on partiele size.
scattered light ..
laser light particles
F
Figure A3.1. Principle of laser d1f[raction spectrometry.
Measurement of the scattering pattems of the dispersions in this study was carried
out by means of a Malvem 2600 HSLBD partiele sizer. The optical set-up is shown
schematically in figure A3.2. The Malvem partiele sizer uses the principle of
Fraunhofer diffraction. A 2~mW He-Ne, unpolarized laser beam is spatially filtered,
expanded to 9 millimeters, and collimated. Particles are allowed to move across this
231

hearri. Scattered and transmilled light are focussed hy a lens onto a detector,
situated in the focal plane of the lens. In this study a lens with a focal length of
63 mm was used. The detector was huild up of 31 concentric photosensitive rings. The
process of measurement was controlled hy a microcomputer. Measured scattering
pattems were converted into size distributions using a set of computer programs.
2 mW He-Ne beam laser expander
parallel monochromatic light
·. ë ...... • • •
• •
measuring cell Fourier
transfarm lens
detector in focal plane of lens
Figure A3.2. Optica/ set-up of Malvern 2600 HSLBD partiele sizer.
With the Malvem partiele sizer dropiets and particles can he measured in the size
range 1 - 1800 jlm. Two mean diameters are calculated with the supplied software
package, a Sauter mean diameter, defined as:
3 2 d32 == (I n .. D. )/(I n .. D. ) 1 1 1 1
(A3.1)
and a volume mean diameter, defined as:
4 3 d43 = (L n .. D. )/(I n .. D. ) I 1 1 l
(A3.2)
For a correct analysis of the size distrihutions with the available software package
the ratio of the refractive indices of the disperse and continuous phases should he
clearly different from unity, rather close to 1.2. For the system styrene/water this
ratio is 1.16, which is sufficiently high to calculate a reliable distrihution.
References
1. G.B.J.de Boer, C.de Weerd, D.Thoehes, H.W.J.Goossens, Part. Charact., ~. 14, (1987)
232

Appendix A.4.
Parameters for styrene emulsion polymerization
Styrene
= 906 kg!m3 (20°C)
= 878 kg!m3 (50°C)
= 1053 kg!m3 (50°C)
= 104 kg/kmol
= 1.8* 109 exp( -5233{f) m3 /(kmol.s)
= 6.52*1013exp(-4464{f) m3/(kmol.s)
= 0.0785 (50°C)
= 5.2 kmol/m3
Sodium persulfate I Potassium persulfate
Mw = 238 kg/kmol (sodium persulfate)
= 270 kg/kmol (potassium persulfate)
k. 1
f
16 -1 = 9*10 exp(-17160{f) s
= 0.5
Sodium dodecyl sulfate
Mw = 288 kg/kmol -19 2 a = 5.15*10 m /molecule s
[SlcMc= 6.2*10-3 kmol/m3
Rosin acid soap (Dresinate 2i4)
M w = 338 kg/kmol
0-19 2 as = 4.37*1 m /molecule
[SlcMc= 10.4* 10-3 kmol/m3
active ingredients I neutral matter: 90/10 (by weight)
acid/soap ratio: 0.423/2.294 kmolikmol
233
[ij
[2j
[2j
[3j
[3j
[3j
[4j
[3j
[3j
[ij
[5j
[6j
[7j
[8j
[9j
[9j

Refe.rences
l. R.C.Weast, "Handbook of Chemistry and Physics", CRC Press, New York, (1977) 2. A.W.Degraff, G.W.Poehlein, J. Polym. Sci., 2. 1955, (1971) 3. J.B.Rawlings, W.H.Ray, Polym. Eng. Sci., 28, 257, (1988) 4. M.Harada,M.Nomura, H.Kojima, W.Eguchi, S.Nagata, J. Appl. Polym. Sci., 16, 811,
(1972) 5. M.L.Corrin, W.D.Harkins, J. Am. Chem. Soc., 69, 683, (1947) 6. D.C.B1ackley, "Emulsion Polymerization", Applied Science Publishers, London,
(1975) 7. S.H.Maron, M.E.Elder, C.Moore, J. Coll. Sci., .2. 104, (1954) 8. S.H.Maron, M.E.Elder, I.N.Ulevitch, J. Coll. Sci., 2, 382, (1954) 9. S.H.Maron, B.Madow, E.Bomeman, Rubber Age (N.Y.), april, 71, (1947)
234

Appendix A.S.
Length of the partiele nucleation period in a pulsed packed column
The number of polymer particles formed in a pulsed packed column is determined by
the mixing conditions during . the partiele nucleation period (interval I of the
polymerization). The backmixing in the column section in which the particles are
formed can be characterized by the Peclet-number:
P u .l el=T (A5.1)
where Pe1 is the Peclet-number related to the partiele nucleation period, u the
interstitial liquid velocity, l the length of the partiele nucleation section of the
column,and E the axial dispersion coefficient
For styrene emulsion polymerization partiele formation is govemed by a micellar
nucleation mechanism. This implies that the end of interval l is characterized by
the disappearance of all micellar emulsifier, i.e. all emulsifier molecules are
adsorbed on the polymer particles and the monomer droplets. If the amount of
emulsifier on the surface of the monomer dropiets is negligible and if the surface
area of the polymer particles is assumed to be completely covered with a monolayer
of emulsifier molecules, the following relation holds for equally sized polymer
particles:
where:
At = total surface area of all polymer particles (per unit volume)
as = surface area occupied by 1 kmol emulsifier molecules
[S] = emulsifier concentration
[N] = number of polymer particles per unit volume continuous phase
dp = diameter of polymer particles
Rearrangement of equation (A5.2) gives:
as. [S] '
[N].1t
235
(A5.2)
(A5.3)

which leads to the following function for the average volume, v p' of the polymer
particles:
1 3 1 [ a s · [S] ] 312 vp=o.1t.dp =o.1t. [N].1t
The tota1 volume of all po1ymer partic1es, V p' is given by:
· 1 [as .[S] ]3/2 V p = [N].v p = [N].0.1t. [N] .1t
The conversion Xm is defined by:
[M]o [M] - [P] [M10 - IMJO
where:
[M]0 = overall monomer concentration at reaction start (kg!m3)
[M] = overall monomer concentration at conversion Xm (kg!m3)
[P) = overall polymer concentration at conversion Xm (kg!m3)
The polymer concentration can be calculated according to:
(A5.4)
(A5.5)
(A5.6)
(A5.7)
where <pmon and <ppol are the weight fractions monomer and polymer in the polymer
particles and Pp' Pmon and Ppol the densities of the polymer particles, the monomer
and the polymer, respectively.
Combination of the equations (A5.5), (A5.6) and (A5.7) gives the following equation
for the conversion at the end of interval I of the polymerization:
_ <ppol 1 [ as .[S) ] 312 1 Xm - <p /p + <p /p .[N].o.1t. [N] .1t ·TMTr;
mon mon pol pol 0 (A5.8)
The length I of the column section in which the partiele nucleation takes place can
now simply be determined by measuring the conversion as a function of the column
height. The position in the column having the same conversion as calculated with
equation (A5.8) corresponds to the end of interval I.
236

Curriculum Vitae
Guido Hoedemakers werd in Geleen geboren op 3 december 1960. Vanaf 1973 tot 1979
volgde hij de Atheneum-opleiding aan de Albert Schweitzer Scholengemeenschap te
Geleen. In 1979 begon hij zijn studie aan de afdeling voor Scheikundige Technologie
van de Technische Universiteit te Eindhoven. Het afstudeerwerk werd in de vakgroep
voor Fysische Technologie onder leiding van prof.dr.ir. D. Thoenes verricht. In 1985
slaagde hij cum laude voor het examen van scheikundig ir.
Van 1985 tot 1989 was hij werkzaam als wetenschappelijk assistent in de vakgroep
voor Fysische Technologie, later vakgroep voor Chemische Proceskunde genaamd. Onder
leiding van prof.dr.ir. D. Thoenes werd het in dit proefschrift beschreven onderzoek
uitgevoerd.
Sinds oktober 1989 is hij werkzaam bij DSM Research te Geleen.

Dankwoord
Het in dit proefschrift beschreven onderzoek werd verricht in de vakgroep Chemische
Proceskunde van de Technische Universiteit Eindhoven. De leden van deze vakgroep wil
ik van harte bedanken voor alle bijdragen die zij geleverd hebben aan het tot stand
komen van dit proefschrift.
Het in dit proefschrift beschreven onderzoek werd mogelijk gemaakt door fmanciële
ondersteuning van DSM Research. Mijn erkentelijkheid daarvoor gaat uit naar het
management van DSM Research.
Mijn grote waardering geldt prof. Thoenes voor het in mij gestelde vertrouwen en
voor de wijze waarop hij mijn onderzoek heeft begeleid.
Veel dank ben ik verschuldigd aan Jan Meuldijk en Jos van der Loos. De kritische en
stimulerende discussies met hen heb ik zeer gewaardeerd.
Tevens wil ik Ton Simons en Ton Courage bedanken voor de waardevolle ondersteuning
vanuit de zijde van DSM Research.
Technische ondersteuning bij ontwerp, bouw en onderhoud van apparatuur en
proefopstellingen werd verleend door Piet van Beten. Het elektrische en
elektronische gedeelte van de proefopstellingen werd verzorgd door Henk van Kessel.
Aan beiden mijn hartelijke dank voor hun toewijding en vakmanschap.
Een belangrijke bijdrage aan dit werk hebben de TU studenten geleverd die op
onderdelen van het onderzoek zijn afgestudeerd. Mijn erkentelijkheid gaat uit naar
Peter Feld, Loudi van Roosmalen, Toine Martens, Adri de Dooij, Piet Timmers, Henri
Smolenaers, Frank Jeurissen en Adri van der Heijden.
Tenslotte wil ik mijn ouders, broer en schoonzus bedanken voor hun steun 'langs de
lijn'.

STELLING EN
behorende bij het proefschrift van G.F.M. Hoedemakers
1 Bij gegeven receptuur en te bereiken conversiegraad wordt de Iengle van een te
ontwerpen gepulseerde gepakte kolom als reactor voor emulsiepolymerisatie bepaald
door de mate van axiale menging in dat gedeelte van de kolom, waarin de
deeltjesvorming plaatsvindt.
Dil proefschrift. Hoofdsluk 4
2 De relatie van Nomura voor het beschrijven van de grootte van monomeer druppels
in emulsies is niet correct en geeft aan dat de theorie voor het opbreken en
coalesceren van druppels in vloeistof-vloeistof, dispersies door genoemde auteur
niet goed toegepast is.
M.Nomura et al. J.Appi.Polym.Sci., 16, 833·847, (1972)
Dil proefschrift. Hoofdsluk 7
3 De door Gershberg en Longfield waargenomen osci/laties in conversie tijdens de
emu/siepolymerisatie van styreen in een CSTR kunnen niet veroorzaakt zijn door
periodieke deeltjesvorming.
D.B.Oenhbetg, J.E!.Loo.gfield, Symp.Polym.Kinet.OualSyll., 4Sih AIOtB Meelirla, New York, Pteprint 10. (1961)
O.W.Poehlein, chapler 10 in Bmulsioo Polymerization, LPiirma ed., New York, (1982)
4 De relatie van Ergun voor het beschrijven van de drukval ten gevolge van frictie
in een gepakte kolom mag niet worden gebruikt voor gepulseerde gepakte
kolommen.
S.Pqun. OlcmJ!n&.Prog., 48, 89, (19S2l
Dil proefichrift. Hoofdlluk 7
5 Voor het beschrijven van de radiale menging in een gepulseerde gepakte kolom
gevuld met een gestructureerde Sulzer SMV pakking verdient het alternating flow
model de voorkeur hoven het dispersed plug flow model.
MJ.Hinduja, S.Sundaresan, RJacksoo, AICbBJ., 26, 274, (1980)
KJ.Kiinsnun. H.H.Lee, AIQBJ., 33, 366, (1987)
6 De door Schreiber bepaalde diffusiecoefficienten van zuurstof in glassmelten, in
aanwezigheid van een redoxkoppel dat de zuurstofconcentratie in de smelt buffert,
zijn niet correct ten gevolge van het verwaarlozen van de invloed van dit
redoxkoppel op de zuurstofconcentratie.
H.D.Schreiber e1 al. Pbys.Cbem.Oiaaaea, 27, 152, (1986)

7 Flotatie van deeltjes tussen 1 en 20 Jlm uitgevoerd in een centrifugaalveld
verloopt efficienter ten opzichte van conventionele flotatie door een hogere
botsingsfrequentie en -intensiteit. Grotere deeltjes (> 20 J.lm) krijgen echter in
een centrifugaalveld slechtere flotatie-eigensclw.ppen ten ;evolge van
hydrodynamische interaciie.
J.D.Miller. M.C.Van Camp, Mining Eng., 34(11), 1575-1580, (1982)
8 De porositeit van aggregaten en vooral diens ajhankelijkheid van de
aggregaatgrootte is bepalend voor de groeisnelheid en de sterkte van aggregaten,
gevormd door coagu/atie van gesuspendeerde vaste dee/tjes in vloeistoffen.
R.C.Sonntag, W.B.Russel, J.Coll.lnt.Sci., 115(2), 378-389, (1987)
L.A.Spielman, NATO ASI Series, Series E: Applied Science, no.88, 207-233, (1985)
9 Denitrificering van het ajva/water in rioolwaterzuiverings installaties heeft
onder de huidige omstandigheden van overbemesting in de landbouw weinig zin.
Nationaal Milieube!eids Plan, 1989, ministerie van VROM
10 Ondersteuning en financiering van bosbouwprojecten in tropische Ianden is een
vee/ effectiever middel om de tropische regenwouden te beschermen dan een boycot
van het gebruik van tropisch hardhout door Neder/andse gemeenten.
11 De provincie Limburg zal als grensprovincie relatiej weinig baat hebben bij het
Nationaa/ Milieube/eids Plan.
Natiooaal Milieubdeids Plan, 1989, ministeri!l van VROM