Concurrent Process_Product Development

of 20
-
Upload
alina-mihaela -
Category
Documents
-
view
220 -
download
0
Transcript of Concurrent Process_Product Development
-
8/6/2019 Concurrent Process_Product Development
1/20
1
Concurrent Product/Process Development (CPPD)Breakthrough Results in Product Development Time to MarketJason R. Lemon, Ph.D., William E. Dacey, Michael A. LemonInternational TechneGroup Incorporated (ITI)
Executive Summary
Worldclass product performance, cost, quality and reliability aregivens in the global marketplace. Time to Market andDevelopment Productivity are the Key Measures of adevelopment organization today. Only the fastest, most productiveand best value global producers can achieve market leadership.
For most companies to affect time to market and developmentproductivity, major changes are required in development processesand in how technology is implemented and leveraged. ProductDevelopment organizations must utilize a defined and testedapproach which integrates process and technology to facilitatemajor change.
Concurrent Product and Process Development (CPPD) is adisciplined computer integrated product and manufacturing processdevelopment methodology. Many industry-leading companies aresetting the standards for world-class time to market anddevelopment productivity using CPPD methodologies.
Introduction
CPPD is not a silver bullet that solves all product development problems instantly. It is not a new set ofbuzzwords and it is not a new set of software. CPPD is a methodology which determines relatedcustomer needs, makes competitive assessments and converts the voice of the customer into
predictable and measurable product specifications and requirements using Quality Function Deployment(QFD) methods and software. CPPD defines and evaluates multiple product and process alternatives
using computer simulation capabilities. In a CPPD program the product development team doesextensive manufacturing and predictive cost what-ifs analyses. Engineers focus on design formanufacturing, design for assembly, design for quality and design for cost. Managers utilizes businessmodels, decision tables and decision support systems to select market, product, manufacturing andbusiness strategies that are optimized for their global competitive environment.
-
8/6/2019 Concurrent Process_Product Development
2/20
2
CPPD combines a multi-disciplined core team, derived from all functional groups to drive productdevelopment. These members coordinate activities and represent their respective functionalorganizations on a product development program. A strongmanagement Steering team streamlines redtape and eliminates cross-functional barriers. Manufacturing and Key Suppliers must be involved earlyand often in the development process from concept initiation to customer delivery.
Process change studies and reports do not automatically affect change when published. Tools alone donot instantly solve problems when deployed. Networks and infrastructure do not instantly improve time tomarket when they are turned on. There are no quick fixes or shortcuts to world-class product
performance, cost structures, quality levels and competitive time-to-market. Any organization that impliesotherwise simply does not understand the complexity and difficulties involved.
Concurrent Development of Product andConcurrent Development of Product andManufacturing ProcessesManufacturing Processes
Target Setting, CompetitiveTarget Setting, Competitive
Vehicle Assessments andVehicle Assessments andTargets CascadingTargets Cascading
Systems Engineering andSystems Engineering and
Analysis Leads DesignAnalysis Leads Design vsvs..Conventional Design, BuildConventional Design, Buildand Testand Test
Integrated Test,Integrated Test,
Analysis, DesignAnalysis, Designand Stylingand Styling
True Concurrent ProductTrue Concurrent Product
and Manufacturing Processand Manufacturing ProcessDevelopmentDevelopment
Project Data Management, Global Collaboration, andProject Data Management, Global Collaboration, andNew Process InfrastructureNew Process Infrastructure
Cross FunctionalCross Functional
Teams and EffectiveTeams and EffectiveProject ManagementProject Management
World ClassWorld Class
Reliability atReliability atProduction LaunchProduction Launch
Page 13
DesignMarketing
Finance
Suppliers
Purchasing Manufacturing
Engineering
CoreTeam
Steering Team
Process (People) Technology (Tools) Infrastructure (Environment)
CP/PD Multi-CP/PD Multi-
FunctionalFunctionalOrganization forOrganization forIntegrated SolutionsIntegrated Solutions
-
8/6/2019 Concurrent Process_Product Development
3/20
3
The elements of people, tools and environment must be considered within a single framework. Anintegrated approach to manage change and leverage technology is required. CPPD concurrentlyaddresses development process change, technology deployment and infrastructure implementation.
Background
Major economic considerations prompt companies to implement Concurrent Product/Process
Development. Fundamentally, CPPD methods and capabilities are applied to improve the manufacturingapproach, reduce the costs of engineering changes, lower total product cost and shorten time to market.
Manufacturing Approach
Level of technology and cost of total quality are key factors when assessing the manufacturing approachused to achieve total product quality. Level of technology examines the extent to which technical toolsand methods are applied to product development process. The cost of total quality evaluates costsassociated with all phases of product development and manufacturing operations.
Level of Technology
A low technology producer achieves acceptable product quality mainly through a build and test productdevelopment approach and through a heavy reliance on inspection methods throughout manufacturingoperations
A middle range producer achieves acceptable product quality primarily through rigorous implementationof statistical methods; i.e., design of experiments, Taguchi methods, etc., for product development andstatistical process control and related quality systems on the shop floor.
World-class manufacturers achieve total acceptable product quality primarily through design; i.e., byimplementing product and manufacturing process development methods which achieve quality by design.
Methods to Achieve Total Product Quality
Test
&
Inspection
DOE/SMDesign of
Experiments,Statistical
Methods &Process Control
(SPC)
CP/PD
Quality viaProduct & Process
Design
Concurrent Product/Process Development
LowTechnology
World-class
Acceptable Quality
100%
66%
33%
Total
Product
Quality
Manufacturing Methods
-
8/6/2019 Concurrent Process_Product Development
4/20
4
Relative Cost of QualityRelative Cost of Quality
Test
&Inspection
DOE/SM
Design of
Experiments,Statistical
Methods &
Process Control
(SPC)
CP/PD
Quality viaProduct & Process
Design
Concurrent Product/Process Development
Low
Technology
Worldclass
Acceptable Quality
100%
66%
33%
TotalProductQuality
Manufacturing Methods
10.0 Relative
Cost
Of
Quality($)
1.0
0.5
0.1
Relative Cost of QualityRelative Cost of Quality
5.0
10.0
1.0
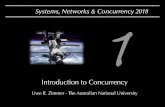
Most producers fall somewhere in the middle range. They are very good at statistical methods inproduct/process development and manufacturing operations, but they are not advanced with regard toworld-class capabilities to achieve and control total quality via fundamental product and process designand development.
Cost to Achieve Total Product Quality
The cost to achieve total quality involves all product development and manufacturing phases and can beevaluated in four categories:
1. Product development costs; such as design of experiments, durability left tests, etc.
2. Manufacturing planning and engineering cost to develop systems for incoming inspection, in-processgauging, statistical process control, final product run-off testing, etc.
3. Manufacturing operations cost after the product is released to production, to conduct and controlquality systems.
4. Field warranty and product recall costs.
An objective of most CPPD programs is to reduce costs to achieve total product quality by a factor of 2 or
3 to one compared with todays methods. These reductions are achieved by designing both products andprocesses for total quality and production control without heavy reliance on statistical or manualinspection methods.
-
8/6/2019 Concurrent Process_Product Development
5/20
5
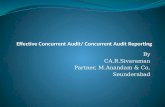
Cost of Engineering Changes
Conventional Design, Build, Test (Design Iteration after Release) is expensive and time consuming.Design Innovation is traded for creative fire fighting, when designs and problems are thrown over the wallto manufacturing and suppliers. The objectives of Concurrent Product and Manufacturing ProcessDevelopment (CPPD) are to reduce cost, save time and create opportunities for quality by eliminatingengineering changes made after design release.
The cost of engineering changes to achieve and maintain total acceptable product is quality dependentupon the development phase in which the change occurs.
The cost of engineering changes, involving production, tooling and equipment modifications, afterproduction has started, can exceed $150,000 per change (an average) in many product industries. Ifchanges are made before production, in the build and test phase, the cost might be $10-20,000 perchange (on average).
If these same changes are made in the predictive simulation phase within the computer, the estimatedcost, while impossible to nail down precisely, is $1,000 to $2,000 per engineering change (on average).
A major CPPD strategy is to evaluate multiple product and manufacturing process alternatives at theearliest stages of development using computer simulations. When multiple product and processalternatives are evaluated concurrently with what-if market and business models, better product andprocess decisions can be made where costs of change are in the $1,000 to $2,000/change range, asopposed to the $20,000 to $100,000/change ranges.
The CPPD process relies extensively on predictive methods and computer simulation to moveengineering change into early development phases. Moving this curve requires cultural change for mostcompanies and major revisions in the way products and processes are developed and in how technologyis leveraged.
Engineering and Process ChangesEngineering and Process Changes
-2 2 -1 6 -3 0 3
Concurrent Product/ProcessDevelopment
ConventionalDevelopment
Months from Production
Number ofEngineering andProcess Changes
$1k-2k $10k - 20k $100k - 200k
Cost of Engineering Change
-
8/6/2019 Concurrent Process_Product Development
6/20
6
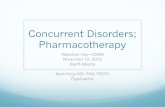
Total Product Cost
While impossible to identify precisely, an estimated 75% or more of a products cost is locked-in whenthe first layouts are developed during the concept design phase. Internal cost reduction programs andsupplier cost reduction programs squeeze and squeeze on the remaining 25% or less, but very little realsavings can be achieved after a product concept is selected.
CPPD program teams attack total product costs when changes can be made easily and quickly in thecomputer. Using integrated target setting, simulation and business modeling, teams evaluate multipleproduct and process alternatives, compare relative product and manufacturing costs of these alternatives(i.e., material costs, capital investment, amortization costs, etc.) and evaluate buy versus make trade-offs.
In the product development processes used by most industrial manufacturers today, at the end of theconcept phase, an estimated 50% or less of final product and process decisions, to achieve total productcost and quality, have been made. Only 5% to 7% of the total product and process development budgethas been expended at this stage.
Utilizing predictive analysis and simulation capabilities, it is the objective of CPPD programs to be 80% to90% certain that the correct product concepts and the correct manufacturing and assembly strategieshave been selected at concept initial design.
In order to achieve World-class costs and total product quality compared with the competition, productand related manufacturing process decisions must be influenced significantly by related product familymix and volumes before detail design begins. This mandates that management be willing to allocatefour to five times more budget and resources at the concept stage of product/process development; i.e.,20% - 25% of the total product development budget, compared to the typical 5% to 7% today.
Product Development Cost and Quality
CP/PD vs. Conventional Method
Acceptable Quality
133%
100%
66%
33%
ConceptInitial Design Detail Design& Validation ProductionEngineering Production
CP/PDTime & CostObjectives
ConventionalTime & Cost
80% - 90%
20-25%
5 - 7%
QualityObjective
ConventionalQuality
-
8/6/2019 Concurrent Process_Product Development
7/20
7
Time-to-Market
The final economic driver is time-to-market, from concept development to fully implemented production.Advanced technology introduced by competitors or demanded by customers makes current productsobsolete and forces new product development programs for companies to remain competitive. Productlife cycles are becoming shorter and in most industries will be even shorter in the future.
Currently, it can take as long as six years or more to develop a new product with total qualitycharacteristics demanded by the market place. If it takes six years of a ten year product life cycle forproduct development, there simply is no way to recover product and process development and relatedcapital investments. Reduced time-to-market is strategic regardless of cost to remain viable inbusiness tomorrow.
At most companies, processes for developing and producing new products take too long, are tooexpensive, are too narrow in focus and do not always result in products with the precise performance andfeatures that customers want to buy. Concurrent product and process development methods andcapabilities can provide significant results:
World-class standards for product quality
Reduction of overall product costs by 25% to 30% compared with product costs of leadingcompetitors that are still using todays build and test serial product and process developmentmethods
Shortened time-to-market by 35% to 50%
Reduced product and process development costs by 20% to 30%
Reduced capital investment for state-of-the-art automation by 40% or more
Significantly lowered overall product business risk
Cash Flow and Useful LifeCash Flow = $
Dev.Cost
Tomorrow Today Yesterday
Dev. Time Useful Life
Present
Future
-
8/6/2019 Concurrent Process_Product Development
8/20
8
Approach
Organizing and Structuring for CPPD Programs
CPPD programs involve parallel versus serial development. The organization must be structured forteam management of multiple parallel, related activities. Successful implementation of CPPD methods isguided by structured program management and is continually enhanced through application ofexperience and data gained in a series of phased CPPD projects.
Product Control Management is responsible for selecting the pilot projects. During the project(s), productcontrol management approves major milestones; i.e., moving the program forward from one activity to thenext, recycling the program, if necessary, or killing the program if results do not warrant continuation.
Top management is responsible for establishing objectives and providing the environment for CPPDprogram managers and core teams to function. CPPD requires established methods and procedures formanaging resources and resolving conflicts among functional groups.
The first step in a CPPD project is to organize the Core Multifunction team under a strong ProgramManager. The team must be carefully selected to insure the proper skills are available to support theproject. The core multifunctional team is the focal point of the CPPD process but must be implementedwithin an overall organizational structure that supports the achievement of CPPD objectives. The
Program Steering Committee is made up of top functional organization managers and is chartered towork with the program manager and core team to resolve scheduling, resource, budget and technicalproblems judiciously and effectively when they arise in the program.
The program manager and core team must identify and coordinate required resources and relatedfunctional organizations.
DesignMarketing
Finance
Suppliers
Purchasing Manufacturin
Engineering
CoreTeam
Steering
CP/PD Multi-Organization
Integrated Process Technology Infrastructure
-
8/6/2019 Concurrent Process_Product Development
9/20
9
Metrics for Measuring Productivity and Time to Market
Given the economic drivers of CPPD, the metrics for evaluating and implementing development processand infrastructure change can be established. Time to Market and Development Productivity objectivesare established by management at the beginning of each concurrent product and process developmentproject. These objectives become the basis for all process and technology decisions and the criterion formeasuring program status and success.
Customers are positioned relative to Worldclass on a matrix of process vs. technology. A strategy ismapped to implement CPPD in a step-by-step approach toward achieving Worldclass developmentproductivity. The quickest route to Worldclass for most companies is not a direct route. Process changeis prioritized and the requirements of process change pull technology deployment. Heaping more
CP/PD SupportingProcesses Defined
ConventionalEnvironment
EffectiveEnvironment
ProductiveEnvironment
LeanEnvironment
CP/PDSupportingProcessesImplemented
Target .5
1.0
1.5
2.0
3.0
Advanced Technology & Innovation intoCP/PD
R&D Integrated into CP/PD Process
Electronic Validation of Product & Mfg.Processes
Integrated Systems Knowledge Based Systems Engineering Data Mgmt., Release & Change Control Effective Strategic Supplier Program Technical Data Interchange Interactive Costing Proactive Reliability Process Mfg. Process Simulation Broad Decision Support Processes
Parallel Development Process Structured Development Documentation DFA & DFM Methods Effective Systems Engineering Effective Reliability Processes Concurrent Engineering Team Effective QFD Processes Team Development Organization Effective Project Management
Basic Systems Engineering Process Planning & Cost Computer Aided Engineering DOE & SPC Basic Reliability Processes CAD/CAM Systems Drawing Release & Change Control Serial Development Process Functional Organization
Significant Overlap
Significant Rework
Warranty Issues
Long DevelopmentCycles
Cost Problems
Significant Waste
Defined Roles &Responsibilities
Annual QualityImprovementPrograms Defined
Efforts to Simplify &Streamline Started
Overlap & ReworkReduced
Effective EmployeeInvolvementPrograms
Competitive Cost,Quality & TTMCapabilities
Competitive Leaders
No Waste
Simplified &Streamlined Operations
Concurrent
Product and Manufacturing
Process Development
Leadership
CP/PD Product Development Productivity MetricCP/PD Product Development Productivity Metric
AdvancedCP/PD
ProductiveCP/PD
InitialCP/PD
ConventionalDevelopment
ConventionalEnvironment
EffectiveEnvironment
ProductiveEnvironment
LeanEnvironment
Target .5
1.0
1.5
2.0
3.0
Time & Cost to
Develop Worldclass Products
(Development Productivity)
Concurrent
Product and Manufacturing
Process Development
Leadership
Legend (Months) 50 40 30 20 10 0
Client Milestones KO SI SC PH PA AA PR CP CC LR LS J#1
KPMG WorldclassMilestones KO SI SCPHPA AA PR CP CC LR LS J#1
Client Time Line 0 9 20 32CPPD 32 23 18.5 13.5 10 0
Legend (Months) 0 10 20 30 40 50
Current KPMGClient Worldclass Key Dates
Kick Off KO 50 32Strategic Intent SI 41 23
Strategic Conformation SC 36 18.5Proportions & Hard Points PH 33.5 16.75Program Approval PA 30 15Appearance Approval AA 25.5 13.5Product Readiness PR 19 11.5Conformation Prototype CP 14.5 10Change Cut-Off CC 8 6Launch Readiness LR 4.5 3.5Launch Sign-Off LS 3.25 2Job #1 J#1 0 0
World-class Timing (Case History)
-
8/6/2019 Concurrent Process_Product Development
10/20
10
enterprise level technology on top of weak and chaotic operations only wastes the technology investmentand in some cases is detrimental to development productivity. To make the greatest strides toward world-class companies must clean up their act along the process axis while incrementally moving up thetechnology axis. The information requirements between engineering functional groups using new productdevelopment methods must be analyzed and used to guide the re-engineering of processes. Thedeployment of information technology is prioritized according to the impact on re-engineered processes.
Even with a concise understanding of the goals, development process change must be done step-by-stepon a project by project basis. The various disciplines covered by CPPD cannot be absorbed in a singleproject. A multi-phased plan must be developed for piloting and leveraging CPPD development methodson current and future programs.
Information technology must be pulled in for development teams using a crawl-walk-run methodologycorresponding to CPPDs step by step implementation approach. It cannot be overemphasized that thecriterion for technology deployment prioritization must be based upon impact to development processes.
Project-by-Project Implementation, Step-by-Step Improvement
Project 1 A model
Project 2 B model
Project 3 C model
Project 4 D model
Project 5 A model,replacement
Product Development Projects
52 Months
14 Months14 Months
12 Months
10 Months
8 Months
6 Months6 Months
6 Months
14 Months
18 Months
Time for CPPD Development Time
Today8 Months
Example: Target Setting/Systems Engineering
Design for Reliability & Assembly/Mfg.
Product Data Integration and Management
Integrated CPPD
Electronic Validation
Proven Implementation ProcessProven Implementation Process
Information Technologies Applied to Product DevelopmentInformation Technologies Applied to Product Development
Group-wareCollaboration
Information Sites
Technical DataInterchange (TDI)
Integration ofInternal Engineering
Systems/Applications
Distributed TeamEngineering Portals
Enterprise Systems IntegrationPDM/ERP
Product/ProcessData Driven
Manufacturing
OutsourcingOver Internet
Virtual
Enterprises
Project Based Data Management/Team CollaborationProject Based Data Management/Team Collaboration
Product Development Infrastructure, Engineering Portals,Product Development Infrastructure, Engineering Portals,
Security, Data IntegrationSecurity, Data Integration
Enterprise Knowledge Base,Enterprise Knowledge Base,
Enterprise Systems IntegrationEnterprise Systems Integration
Architecture Planning andArchitecture Planning andImplementationImplementation
Supplier Integration
Craw
l
Craw
l
Walk
Walk
Run
Run
InfrastructureInfrastructure
MultimediaContent Generation
DatabaseSupportISP
Web/Database Integration
Secure Internet Web/ApplicationServers
High Speed ExtraNet
3 Tier Systems Architecture
Extended Vendor/Supplier Systems
MRP/ERP Integrated Systems
Data Management Integration
-
8/6/2019 Concurrent Process_Product Development
11/20
11
To begin to crawl, existing systems and infrastructure are leveraged to rapidly deploy collaborative andtechnical data interchange capabilities for a specific project phase. On subsequent phases walkinginvolves further enhancement of the product development infrastructure through the integration of keyapplications and systems. Engineering dashboards and portals are established for tracking key metricsand the integration of information and data to drive manufacturing is addressed. As crawl activities feedrequirements to walk activities, walk activities feed requirements to run activities. Companies are runningas enterprise systems are leveraged for the development team. Running involves integrated PDM andERP systems providing a link between engineering BOM and manufacturing BOM. The concept of virtual
enterprise is realized as integrated enterprise systems are extended to external customers and suppliers.
Continuous Enhancement of CPPD Process, Tools and Resources
After the first or second CPPD pilot projects, a Technology and CPPD Process Development andEnhancement Committee is formed to develop and enhance the CPPD process itself, to develop andenhance required CPPD integrated tools and to identify and implement required CPPD training andeducational programs at all required organizational levels.
CPPD Considerations Over the Total Product Life Cycle
The product life is determined by the products continuing ability to profitably satisfy customer wants.Costs such as service, maintenance, shipping and distribution can be equally as important as themanufacturing costs throughout the product life. Therefore, design for service and maintenance and
design for shipping and distribution are included in CPPD programs.
CPPD provides a shorter and less costly development cycle and emphasizes flexibility in the product andprocess. Therefore, there is an opportunity to increase the rate of product enhancement or new productintroductions to better meet the customer and competitive requirements.
Design for Maintenance and Service
Design for maintenance and service is included as a requirement and is addressed concurrently withDesign for Assembly and Design for Manufacturing. For example, an important customer requirement foran electronic automotive switch might be that it is easy to replace. This requirement must betransformed into a functional specification that is considered early in the process of evaluating andselecting the best overall alternative.
Distribution and Shipping
The same analytical approach (simulation and analysis) which applies to product and processdevelopment must also be applied to evaluating and selecting packaging, distribution and shippingalternatives. Results from simulation and analysis are then used to evaluate alternatives againstrequirements such as packaging material usage and total distribution time and cost.
Rate of Product Enhancement and New Product Introduction
With traditional methods, product enhancements and new product introductions are minimized due tohigh cost and long development times. With CPPD, a strategy for more frequent product enhancementsand new product introductions can be implemented to gain competitive advantage.
This capability comes from planning for product enhancements and emphasizing flexible manufacturing
capabilities. Where more significant enhancements or technology introductions are required, CPPDprovides a process for proving-out technologies prior to initiating a typical CPPD program.
-
8/6/2019 Concurrent Process_Product Development
12/20
12
CPPD Detailed Activities
CPPD activities require management tools capable of facilitating the high level of communication that willbe needed to support CPPD management and development teams.
Information Management
Information access and integration is essential. CPPD teams must be linked together through a globalproduct development infrastructure. The purpose of the product development infrastructure is to create a
strategic framework in which current and future systems communicate with each other and end usersthrough a well-defined set of interfaces. System to system and system to user communications arebased on well-established Internet mechanisms.
Product Development InfrastructureProduct Development Infrastructure
ShopFloor
ActualsCAD
ScheduleTools
DesignParameters
DBCIL
I/F I/F I/F I/F I/F I/F
PDMS
Industl
Design
Test AnalysisMass
Properties MRPFEP
Spreadsheets
I/F I/F I/F I/F I/F I/F
Integration
Mappings
Internet/Intranet
Tool
I/F
Communication
Primary
Firewall
WWWWWWClient APs
Plug-n-Play of Elements Ready for Future Technology
Insertion
Secondary
Firewall
Authentication- PW/ID- Certificates- SSL- IP Filtering
Customer/SupplierNeutral
Zone
Collaboration and Data Flow Between Electronically Co-Collaboration and Data Flow Between Electronically Co-
located Development Teamslocated Development Teams
P/M Targets/Test Results
Test Results Data
Images/Plots
WIP
Systems Modeling
Coarse FEA Analysis
Concept Selection
Visualization
WIPWIP
3D Design3D Design
Assembly ModelingAssembly Modeling
Detailed DesignDetailed Design
2D/3D CAD
Geometry
Images
StylingAsynchronous
Web Portal
Central Data Access
Data Management
Data Integration
Results Visualization
SynchronousApplication Sharing
Tele-conferencing
(VOICE).
Video
Whiteboard
-
8/6/2019 Concurrent Process_Product Development
13/20
13
CPPD reduces time-to-market by permitting work to be done in parallel instead of sequentially. Multipleinterrelated parallel activities introduce several scheduling, tracking and resource planning requirements.Manual project and data management methods will not work effectively in this environment.
The CPPD project manager, related functional managers, team members, suppliers and customers, asappropriate, should have immediate access to the project plan and status, market models, product andprocess alternative data, capital and cost estimates, market and business models, etc., as needed.
Electronic interactive project planning, budgeting and resource allocations are essential. Currenttechnology for data and information sharing is powerful and yet very inexpensive compared to its
importance to CPPD program success. Modern PC based interactive project management capabilities
are extremely powerful, very user friendly and very inexpensive. Multiple powerful vendor packages areavailable in moderate price ranges.
Secure Web Server - Project Plan ElementSecure Web Server - Project Plan Element
M S 9 8
ODBC/SQL
LAN/VPN
MSProject
R
Scheduler/PMCustomer
Supplier
Core Project TeamStrategic Partners
Centralized Plan
Unlimited Browsers
Data Linking
Visualization
Engineering Portal Data ElementsEngineering Portal Data Elements
Project Schedule
Process
2D/3D CAD
Time-Sheet
Image Db
Communications 3D Assembly
Model
Visualization
Assembly
DrawingDatabase
Process
Documents and
Tables
7/16/00Add toDoc Mgmt
009
7/6/00Make
Iterations008
6/30/00SurveyUsers
007
6/25/00
Final
Release toHardCopy
006
6/20/00EditReview005
6/9/00ElectronicProof
004
6/3/00BuildDocument
003
6/1/00ImageSystem
002
6/1/00AssembleData
001
StartTaskWBS
Project
Schedule
Assembly Parts
Library
Assembly
Process
Imaging/Video
Indiana
May19,
00Gangley
Wrench
CVG
May19,00
FroGnostic
Indicator
Wilmington
May19,
00PressureGuage
Cincinnati
May19,00
Jig
LocationDate
Needed
Tooling
Required
Tooling/Fixture
Database
Tools/Fixtures
-
8/6/2019 Concurrent Process_Product Development
14/20
14
CPPD Roadmap and Key Enabling Technologies
CPPD develops products and manufacturing processes using predictive computer simulationtechnologies, looking at multiple product and process alternatives. Equally important, are market drivenvoice of the customer evaluations, product requirement definitions and market forecast models usingrigorous and disciplined QFD Quality Function Deployment methods and procedures.
CustomerRequirementsCapture (QFD)
ProductAlternatives
A B C D
ProcessAlternatives1 2 3 4
MarketOpportunity
Model
SupplierInvolvement
Product & ProcessPerf/Life/Cost
Analysis
Process & AssemblyPlan
Cost &Capital
FinancialIndicators
ProductLaunch
Plan
BusinessModel
Sales &Service Support
PricingModel
MarketCompetition
Model
Market ForecastModel
CP/PD Process RoadmapCP/PD Process Roadmap
To communicate with management and to achieve optimum product and process decisions fromalternative studies, business models are developed, compared and evaluated for each conceptconsidered.
Page 14
Planning &
Piloting
SEDB Support &
Requirements Generation
Implementation
& Integration
RequirementsDefinition
DeploymentPlanning
ConceptDevelopment
ConceptSelection
PrototypeDesign
ProductionDesign
AnalysisLeads Design
Promote
Basic
Requirements
SelectedConcepts
Rejected
Concepts
Concept 1Concept 1
Selection
Concept 2Concept 2
Concept 3Concept 3
Concept 4Concept 4
Concept 5Concept 5
Coarse AnalysisCoarse Analysis
Concept5
Concept5
Coarse AnalysisCoarse Analysis
Coarse AnalysisCoarse Analysis
Coarse AnalysisCoarse Analysis
Coarse AnalysisCoarse Analysis
OptimizedConcept
OptimizedConcept
Coarse AnalysisCoarse Analysis
Concept2
Concept2
Coarse AnalysisCoarse Analysis
Coarse AnalysisCoarse Analysis
Coarse AnalysisCoarse Analysis
Coarse AnalysisCoarse Analysis
SelectedApproach
SelectedApproach
Rejectedapproach
Rejectedapproach
OptimizedConcept
OptimizedConcept
Selection
TargetsTargets
Promote
DesignHistory
DesignHistory
DesignHistory
DesignHistory
Test
Test
Feedback(Analysis Leads Design)
Evaluation
Evaluation
CPPD - Systems Engineering Data FlowCPPD - Systems Engineering Data Flow
-
8/6/2019 Concurrent Process_Product Development
15/20
15
Market Opportunity Model
To get an idea of market modeling consider the following example (see Figure 12): with the market dataon line in the PC network, any team member can investigate market opportunities for a given productcategory and market segment. In this case, the question might be to define total fuel systemopportunities for small diesel engines in the global light truck market for past years 1980 and 1985 and asforecast for the year 2000. Note client share versus all competition and client share plus a single knownmajor engine OEM that buys fuel systems.
Market Opportunity AnalysisMarket Opportunity Analysis
1980 1985 2000
Years
Client + OEM
Com (-CAP/OEM)
Client Captive
Com (-Client Captive)
1.4
1.2
1
0.8
0.6
0.4
0.2
0
This type of what if market exercise identifies and quantifies specific opportunities for QFD requirementdefinition and competitive assessments. It is beneficial to identify where the product is today andprojected to be in the future regarding customers and technology. Product strategy must also includecompetitive assessments. Who else is competing to supply similar products to the same customers?What are the market, financial, product and technical strengths and weaknesses of current competitors?
Customer Requirements
Given specific market opportunities and targets it is essential to define the customer needs (the voice ofthe customer), convert needs into specific functional specifications and engineering requirements and toconduct both subjective and quantitative competitive evaluations using very disciplined and rigorousQuality Function Deployment (QFDcapture) capabilities and procedures.
Sub-system
ConceptSelection
Subsystem SystemEngineering,Simulation &
Analysis LeadsDesign
ProductConceptSelection
SubjectiveTargets to P/M
ProductCharacteristics
SubsystemTargets &Priorities
Importance & Priorities
Subjective CompetitiveEvaluations
Best in ClassSubjective Measures
Subjective Targets andPriorities
Importance & Priorities
Technical CompetitiveEvaluations
Best in Class TechnicalMeasures
Predictable, MeasurableTargets & Priorities
Expert SubjectiveMeasures
SubjectiveTargets &Priorities
CustomerNeeds toExpert
Measures
CustomerNeeds
ProductAlternativeConcepts
Predictable/MeasurableProduct Characteristics
Components & PartsTargets & Priorities
Sub-system
Concepts
Product SystemsEngineering Simulation
& Analysis LeadsDesign
ProductP/M Targets& Priorities
Integrated ProductSystems Engineeringand Target SettingProcess Flow
Product Development Systems Engineering and Target Setting ProcessProduct Development Systems Engineering and Target Setting Process
-
8/6/2019 Concurrent Process_Product Development
16/20
16
Collection of Voice of the Customer data and transforming of needs into specifications are critical to thesuccess of a product development project. Meaningful specifications (such as the product planningphase) must include a ranking in importance of customer requirements to enable the CPPD team to makecorrect trade-offs in product features.
To arrive at functional/engineering specifications a CPPD team must identify the product/processcharacteristics that impact the products ability to satisfy the customer requirements. QFD is an excellent
approach to analyze large amounts of related information and for drawing intelligent conclusions. QFDsystematically organizes the data and allows the development team to focus on product characteristicswhich have the biggest impact on how well the product will satisfy the market place and gain acompetitive advantage.
Alternative Product and Manufacturing Concepts
Defined alternative market opportunities together with related functional specifications and target costsmake it possible to formulate alternative product and manufacturing concepts accordingly. PredictiveCPPD simulation and analysis methods encourage CPPD teams and related functional groups to identifymultiple product and process concepts.
Day one on the project, the team begins defining current product extensions, competitor concepts andinnovative concepts. Coarse simulation and analyses methods are used to evaluate each concept
against specific functional specifications and engineering requirements defined using QFD capabilitiesand procedures. It is important that the team not get bogged down in detailed modeling and simulation atthis juncture. Multiple product and process alternatives must be evaluated very quickly at the earlydevelopment stages
The combined QFD requirement capture technique for multiple potential market targets, together withmultiple product and process alternative simulation, analyses and competitive evaluations, generate hugeamounts of data and information. A very detailed decision support system is required to allow the team to
make recommendations and for management to gain sufficient knowledge to make correct selections.
With management decisions on both product and process concepts at the end of Activity II, the process isrepeated at the subsystem level in Activity III. Combined system stimulation and QFD methods are useto define detailed subsystem engineering requirements for the overall concept or concepts selected forfurther development. Alternative materials and processing strategies are evaluated for core components.Buy/make trade-offs are assessed for all major subsystems and components.
Again at early product and process development phases, manufacturing, assembly and buy/make trade-off evaluations are done coarse and quickly. Sometimes as few as three or four alternative mix and
Concurrent Product/Process Development
WhatWeSell
A
B
C
D
E
A
C C
Strategic SupplierSelection
SelectiveSystemEngine
Test
SubsystemProcessDesign
SubsystemProductDesign
SubsystemAnalyticalSimulation
Selective SubsystemBench & Engine Test
Activity I Activity II Activity II
ProductFunctionalSpecs
System Selection Sub-system Selection
Simulations
DecisionTable
DecisionTable
-
8/6/2019 Concurrent Process_Product Development
17/20
17
volume assumptions are used to plot a cost/volume curve for a given manufacturing strategy; i.e.,manual, semi-automated, fully automated cellular manufacturing for example.
The key to these efforts are to define rough manufacturing cost estimates and mix/volume ranges atstrategy cross over points. These decisions involve major capital investment considerations in addition tofundamental manufacturing cost structures that the client must compete and survive with over anextended period of time, fifteen years or more in some cases.
The economics usually warrant significant up-front evaluation and analysis to assure that managementmake correct business decisions; i.e., capital investment decisions (refurbish an existing production
facility, build a new factory within an existing factory, build a Greenfield facility, etc.), what should thecompany buy, what should it make, what costs structures are needed to compete globally in selectedmarket segments, today, in the future, etc. These usually are very difficult decisions that end up beingmade by product engineering and manufacturing planning departments instead of by management.
CPPD programs attempt to provide management with the information and knowledge that they need tomake such decisions intelligently, with a longer range focus but with less business risk.
Engineering Manufacturing Analyses
Given subsystem concept selection and related manufacturing strategies by management at the end ofActivity III, overall product and manufacturing/assembly simulation models are upgraded for those choiceand evaluated in an intermediate level of detail. High risk product and process assumptions are breadboarded and tested to assure simulation and analysis validity. Final level III specifications andengineering requirements are set at component and part segmentations.
The type of automation and the level of automation is evaluated for each product concept (such asrelated bill of material). The team identifies optimum manufacturing strategies based upon forecast mixand volume for the product family. The shop floor information integration requirements are defined as
well as interface requirements for higher level computer integrated manufacturing (CIM) requirementsdefined by the client organization.
Concurrent with product development, the team evaluates process plans, tooling and fixtures, purchasecosts, work standards and scheduling rules for each manufacturing and assembly operation. Dynamicprocess simulation and analyses capabilities are used to identify process bottlenecks, throughput, cycletimes, queue storage, outage recovery sequences, proper statistical burden rates, etc. Classical costvolume curves are recommended to identify correct manufacturing strategies for alternative product mixand volumes.
Coarse Layouts - To Analyze Process Flow
Sub-Assy.
CaseSassy.
ValveSassy.
DriveSassy.
MainAssy. Body
Case &SpringAssy.
Sub-Assy.Test
ValveAssy.
DriveAssy.
Test&
Inspect
Pack-aging
20 sec. 20 sec. 44 sec. 37 sec.
45 sec. 30 sec. 23 sec. 7 sec. 10 sec. 20 sec. 10 sec.Manual Assembly - DFA Assembly Times
Flow
-
8/6/2019 Concurrent Process_Product Development
18/20
18
One very important lesson learned by working with clients on CPPD programs is the importance ofdesigning the product for the type and level of automation to be used in the production facility.Regardless of the manufacturing strategy used; i.e., job shop, flexible cellular machining and assemblycells or higher volume flexible transfer line systems, design for manufacturing (DFM) and design forassembly (DFA) pay handsome economic benefits.
With detailed subsystem requirements defined, alternative subsystem and core component concepts andrelated manufacturing strategies are defined, evaluated and compared .. again using detailed decisiontables and management decision support systems.
CPPD uses manufacturing process simulation capabilities extensively to evaluate and optimize various
manufacturing and assembly line and/or cells, Again, coarse layouts and simulations are developed fromprocess plans and routings which are used until fundamental alternative manufacturing processes andstrategies are developed and evaluated for various product and business alternatives. Similar to productsimulations and analyses, manufacturing process simulations help the CPPD team and manufacturingplanning organization to identify high risk operations, estimate value added manufacturing plant costs andto estimate capital requirements for each alternative considered. These simulations become moredetailed in Activities IV and V when detailed manufacturing and assembly systems are developed forselected processes and manufacturing strategies.
CPPD
Seven Phases of Concurrent Product Process
I II III IV V VI VII
Strategic
SelectionSupplierSelection
Purchasing
Cost Removal Cost Removal
Cost vs. Volume Factors Flexible Cellular Manufacturing
and Assembly Automation
Cost
Volume
Flexible AutomationGroup Technology
Job ShopLow/Variable VolumesHigh Part Variability
Programmable Transfer LineHigh/Fixed VolumesLow Part Variability
Flexible
Group
Technology
-
8/6/2019 Concurrent Process_Product Development
19/20
19
Advanced manufacturing development must be an ongoing process to identify and develop advancedtechnologies for incorporation into CPPD programs. Strategic suppliers and vendors must join the CPPDteam. The establishment of processes and strategic relationships must be piloted on the first CPPDprograms to initiate the network of suppliers needed to fully implement CPPD.
In CPPD programs purchasing is involved day one and strategic suppliers (major cost and quality relatedsystems and components) are selected shortly thereafter. Strategic suppliers participate as part of the
CPPD team and are expected to achieve similar overall objectives. Major costs are attacked early butcontinuous improvement cost reduction programs continue after production start-up as normal.
Business Models
Business modeling provides the tools to evaluate or simulate the business alternatives with the samepredictive approach applied to product and process simulation (see Figure 19). There are an unlimitednumber of What-If alternatives that can be evaluated in a CPPD program. Many of the alternatives caneasily be evaluated by the CPPD team(s), but management must remain involved to understand thestrategic decisions that must be made throughout the programs
The effective use of business modeling provides the team and management with the tools andinformation to make good decisions. The business models perform the basic business calculations thatare standard in the business community. The key issue is the data flow and integration with other CPPDmodels
The business model must efficiently accept data from other models to support the many What-Ifalternatives and multiple iterations required to support the decision process. The business models mustalso support the process through the coarse-to-detail sequence.
Examples of these business model inputs include: costs from manufacturing analysis; marginpercentages from pricing models; volumes from market forecast models; capital investment estimatesfrom manufacturing analyses; and product/process development investment from project plan.
The output of models must be easily accessible to the team and management. With many iterations andWhat-If alternatives, the communication and change control requirements are more significantcompared with more traditional development programs. Examples of business model outputs include:
revenue streams; costs; profit stream; investments; cash flow; and any graphics and/or financial analysis(see Figure 20).
Summary - Key Management Issues
There is no shortage of ideas today concerning what to do to become more competitive ... how to do itand doing it are quite different matters. There are no quick fixes. The common denominators forsuccess with any new program have to include plain hard work, effective application of the basics,tenacity of purpose and attention to detail. The key issues for management are: recognize need,establish and communicate objectives, establish environment for success, participate in and supportCPPD project, establish measures of performance, and provide appropriate recognition.
-
8/6/2019 Concurrent Process_Product Development
20/20
Background
International TechneGroup Incorporated
International TechneGroup Incorporated was founded in 1983 by the same management that foundedStructural Dynamics Research Corporation (formerly UGS now Siemens). ITI offers integratedEngineering, Software Development, Communication and Education services. ITI provides customerstechnical resources for development and implementation of Concurrent Product and Process
Development (CPPD) within client product development and automated manufacturing operations. ITIwith a staff of over a hundred highly skilled engineering and software professionals has applied CPPDmethods and capabilities to improve manufacturing approaches, reduce cost of engineering changes,lower total product cost and shorten time to market for numerous Fortune 100 clients.
About the Authors
Dr. Jason R. Lemon is Chairman of the Board of Directors for International TechneGroup Incorporated.He is a successful business manager with extensive experience in rapid growth, high technology,markets in the mechanical engineering and manufacturing automation fields. This diverse experienceincludes advanced product and process development, together with in-depth knowledge of relatedapplication software development.
Dr. Lemon founded and developed Structural Dynamics Research Corporation (SDRC) into aninternationally recognized engineering and application software development organization of more than400 people with over $25 million in sales before leaving in 1983. SDRC has recently been sold to UGSfor $1 billion dollars. ITI his second start-up company has become a recognized leader in theproduct development, data interoperability and global collaboration marketplaces is currently at over $35million in sales.
Dr. Lemon is recognized internationally as a pioneer and principal developer of:
- Modal test and analysis methods and capabilities- Building Block Analysis (BBA) and simulation methods utilized worldwide in the analysis and
development of complex mechanical products and systems.- Integrated Mechanical Computer Aided Engineering (MCAE) Systems. Many widely used computer
software capabilities and related product development methods now associated with MCAE can beattributed to Dr. Lemon's software integration and development work in the late 1970's and early1980's.
- Concurrent Product/Process Development (CPPD) methods and related next-generation softwaredevelopment.
Mr. William Dacey is Director of CPPD Re-Engineering Services for International TechneGroupIncorporated. He has had extensive experience in manufacturing engineering with Siemens-Allis andproduct/process development with ITI. He pioneered the first application of CPPD and has sincemanaged CPPD programs in the aerospace, automotive, and equipment manufacturing industries.
Mr. Dacey has played a major role in the continuous improvement of CPPD and the development ofstate-of-the-art applications of supporting methods and tools, such as Quality Function Deployment(QFD). Prior to joining ITI, he was Manager of Advanced Manufacturing Engineering for Siemens-Allis.
Mr. Michael Lemon is Vice President of Virtual Product Development for ITI. Having been with thecompany since its inception, he has been a pioneer for the application of technology for productdevelopment information management and global collaboration. He has led technology and infrastructureimplementation and deployment for numerous CPPD programs within several global customers.