CONCEPT, DESIGN AND TESTING OF A 12MW 9500 RPM …
16
CONCEPT, DESIGN AND TESTING OF A 12MW 9500 RPM INDUCTION MOTOR WITH OIL FILM BEARINGS FOR PIPELINE APPLICATIONS IN NORTH AMERICA Copyright Material IEEE Paper No. PCIC-2013-42 Sumit Singhal Hartmut Walter Travis Tyer Member IEEE Member IEEE Member IEEE Siemens AG Yaskawa-Siemens A&D Williams Gas Pipeline Berlin, Germany Tokyo,Japan Houston, TX, USA [email protected] [email protected] [email protected] Abstract – Directly coupled converter-fed electric motors for oil & gas applications, especially for pipeline and process compressors, have become more common in recent years due to increased efficiency and precise process control. The pipeline industry is demanding more Megawatts at higher speeds, which means large high-speed electric motors are used in applications directly coupled to high-speed centrifugal compressors, which in the past have been traditionally driven by large gas turbines. Motor manufacturers developed specifically designed motors for applications such as these instead of using higher-speed standard motors. These efforts in recent years resulted in a reliable and optimized motor design, especially the rotor-bearing design, enclosure, bearing shields and cooling to meet stringent vibration and noise requirements, which are defined in specifications such as API, IEC and ISO. Depending on the end user and application, the bearings of motors such as these still represent a challenge. Either active magnetic bearings (AMB) or oil film bearings can be used and the motor needs to provide the interface for both. Design philosophy and technology are applied to design and test 12 MW induction motors running in oil film bearings with a speed range of 4500-9500 rpm for a specific power, torque and speed to replace obsolete and underperforming motors at a natural gas interstate pipeline compressor station in the USA. Index Terms — Structural dynamics, Rotordynamics, Bearings, High speed, Electric Motors, Magnetic Bearings, Vibration, API, Oil Film Bearings, Direct Drives, Induction Motor, Solid Rotor. I. INTRODUCTION High-speed motors with a wide operating speed range offer a lot of flexibility for the end user when planning a project. The motor design needs to fulfill two kinds of flexible interface requirements; one is toward the end user and the other is toward the interface of mechanical design. The end-user interfaces are foundation and cooling, the design interfaces are rotor, enclosure, mechanical and dynamic parameters. For revamping projects, foundations are already available and often very restricted regarding the size. As foundations in general - and especially for revamping projects - rarely meet the high standard regarding foundation stiffness that is required for high-speed motors, the motor must be designed so that it operates well on a wide range of foundations regarding the stiffness parameters. Instead of specifying a special foundation, the motor should be flexible and able to be adapted for various foundations. This must be integrated in the motor design if specified by the customer. Either active magnetic bearings or oil film bearings can be used. Both bearing types require different shaft design where the bearing is located. However, both bearing designs require a stable mechanical shaft design, a shaft design with a constant dynamic behavior over the lifetime of the rotor and stiff integration in the bearing shield. These design requirements must be integrated in the motor design to obtain the highest flexibility to comply with end-user specifications regarding the bearing concept and to give the bearing design engineer the highest degree of flexibility in the bearing development without having to get involved in the basic motor design. The cooling design should be flexible and allow forced and self- cooled versions for the internal cooling circuit as well as all possible cooling types such as air-to-air, air-to-water and open design for the external cooling circuit. After the motor has been designed and the machine concept has been completed, for each project, work can concentrate on the development of the specified bearings. In the following sections we will discuss this machine concept which prepares the environment for the bearing development, the project parameters which need to be achieved in an actual pipeline compressor revamping project and the special bearing development for this specific application. II. HIGH-SPEED MACHINE CONCEPT Large high-speed electric motors with power ratings from 3MW-15MW operating in the speed range from 6000 up to 15000 rpm driving compressors may be equipped with magnetic or oil film bearings [1,2]. The basic mechanical design should be suitable for both bearing concepts. High- speed motors are not only used in land-based applications, but also on offshore platforms, where the machine foundation is not massive as specified in API standard [3,4]. High-speed motors should be designed in such a way that foundation dynamics along with rotor dynamics and structure dynamics of motors should be considered when designing the enclosure and base frame, so that the vibration design is suitable for a wide range of foundation stiffnesses.
Transcript of CONCEPT, DESIGN AND TESTING OF A 12MW 9500 RPM …

CONCEPT, DESIGN AND TESTING OF A 12MW 9500 RPM INDUCTION
MOTOR WITH OIL FILM BEARINGS FOR PIPELINE APPLICATIONS IN
NORTH AMERICA
Copyright Material IEEE Paper No. PCIC-2013-42
Sumit Singhal Hartmut Walter Travis Tyer Member IEEE Member IEEE Member IEEE Siemens AG Yaskawa-Siemens A&D Williams Gas Pipeline Berlin, Germany Tokyo,Japan Houston, TX, USA [email protected] [email protected] [email protected]
Abstract – Directly coupled converter-fed electric motors for oil
& gas applications, especially for pipeline and process
compressors, have become more common in recent years due
to increased efficiency and precise process control. The
pipeline industry is demanding more Megawatts at higher
speeds, which means large high-speed electric motors are
used in applications directly coupled to high-speed centrifugal
compressors, which in the past have been traditionally driven
by large gas turbines. Motor manufacturers developed
specifically designed motors for applications such as these
instead of using higher-speed standard motors. These efforts in
recent years resulted in a reliable and optimized motor design,
especially the rotor-bearing design, enclosure, bearing shields
and cooling to meet stringent vibration and noise requirements,
which are defined in specifications such as API, IEC and ISO.
Depending on the end user and application, the bearings of
motors such as these still represent a challenge. Either active
magnetic bearings (AMB) or oil film bearings can be used and
the motor needs to provide the interface for both. Design
philosophy and technology are applied to design and test 12
MW induction motors running in oil film bearings with a speed
range of 4500-9500 rpm for a specific power, torque and speed
to replace obsolete and underperforming motors at a natural
gas interstate pipeline compressor station in the USA.
Index Terms — Structural dynamics, Rotordynamics,
Bearings, High speed, Electric Motors, Magnetic Bearings, Vibration, API, Oil Film Bearings, Direct Drives, Induction Motor, Solid Rotor.
I. INTRODUCTION
High-speed motors with a wide operating speed range offer a lot of flexibility for the end user when planning a project. The motor design needs to fulfill two kinds of flexible interface requirements; one is toward the end user and the other is toward the interface of mechanical design. The end-user interfaces are foundation and cooling, the design interfaces are rotor, enclosure, mechanical and dynamic parameters. For revamping projects, foundations are already available and often very restricted regarding the size. As foundations in general - and especially for revamping projects - rarely meet the high standard regarding foundation stiffness that is required for
high-speed motors, the motor must be designed so that it operates well on a wide range of foundations regarding the stiffness parameters. Instead of specifying a special foundation, the motor should be flexible and able to be adapted for various foundations. This must be integrated in the motor design if specified by the customer. Either active magnetic bearings or oil film bearings can be used. Both bearing types require different shaft design where the bearing is located. However, both bearing designs require a stable mechanical shaft design, a shaft design with a constant dynamic behavior over the lifetime of the rotor and stiff integration in the bearing shield. These design requirements must be integrated in the motor design to obtain the highest flexibility to comply with end-user specifications regarding the bearing concept and to give the bearing design engineer the highest degree of flexibility in the bearing development without having to get involved in the basic motor design. The cooling design should be flexible and allow forced and self-cooled versions for the internal cooling circuit as well as all possible cooling types such as air-to-air, air-to-water and open design for the external cooling circuit. After the motor has been designed and the machine concept has been completed, for each project, work can concentrate on the development of the specified bearings. In the following sections we will discuss this machine concept which prepares the environment for the bearing development, the project parameters which need to be achieved in an actual pipeline compressor revamping project and the special bearing development for this specific application.
II. HIGH-SPEED MACHINE CONCEPT
Large high-speed electric motors with power ratings from 3MW-15MW operating in the speed range from 6000 up to 15000 rpm driving compressors may be equipped with magnetic or oil film bearings [1,2]. The basic mechanical design should be suitable for both bearing concepts. High-speed motors are not only used in land-based applications, but also on offshore platforms, where the machine foundation is not massive as specified in API standard [3,4]. High-speed motors should be designed in such a way that foundation dynamics along with rotor dynamics and structure dynamics of motors should be considered when designing the enclosure and base frame, so that the vibration design is suitable for a wide range of foundation stiffnesses.
SPeirson
Text Box
978-1-4673-5110-2/13/$31.00 ©2013 IEEE

This section discusses some of the basic requirements when designing components for high-speed motors.
A. Rotor Design
When designing high-speed motors, two design areas are first considered: rotor and bearings. The rotor, because it is rotating at a high circumferential speed and has to withstand the dynamic forces and is subject to high material stress. Further, it is also a part of the motor that generates the unbalance forces and which must ensure stability and serviceability over the service life. The high-speed rotor design can employ different design concepts. Each rotor design concept must comply with fundamental design requirements. Fundamental design requirements:
1) The shaft should never change its modal properties over its lifetime
2) The rotor should never change its residual unbalance over its lifetime
3) Rotor should be rugged to withstand the centrifugal forces
4) Rotor should have low losses (electrical as well as the higher friction losses due to high surface speed)
5) The rotor should be rugged with respect to external influences, such as brief overheating or very cold starting conditions
All of these requirements must be complied with because the bearings, irrespective of which technology is selected, require stable rotor parameters to fulfill their role in ensuring low vibration levels. This is especially true for specifically designed high-speed oil bearings, which are optimized to meet vibration requirements over the complete speed range. This is also valid when an active magnetic bearing is used, where the modal parameters of the shaft are a part of the closed-loop control system. In addition to the requirements listed, the rotor should be easy to manufacture, machine, repair, service and purchase. Various technologies are available to realize an electric motor shaft design and these technologies or designs will be discussed in this chapter. We are looking at motors for high power applications in the range extending from 3MW to 15 MW, operating at between 6000 rpm and 15,000 rpm with magnetic and sleeve bearings. The three most common rotor designs for electric motors in the medium Megawatt range:
1) Induction motor with laminated rotor design 2) Synchronous motor with permanent excited rotor design 3) Induction motor with massive rotor design
These three different designs will be discussed under the aspects
• Technology/manufacturing
• Losses
• Serviceability
• Behavior over the service life
• Operation
• Availability of raw materials
The basic aspects discussed will be
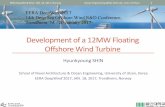
1) Technology: When designing a rotor, there are ideal calculations that are used for the electrical parameters for the motor rotor; however, the shafts need to be manufactured incorporating the applicable technology. In general, a limited number of pieces are bound together to form a solid body so that under the influence of centrifugal forces, vibration and heating of the parts do not cause movement or loosening. In high-speed applications such as these, movement of parts in the micrometer range can cause significant unbalance forces. The feasibility of the selected manufacturing technology is crucial. Laminated designs with laminations shrunk on a shaft with inserted copper bars brazed with an end ring are a standard industry design for most of induction motors used in industry, and can also be used for high-speed motors.
Limits are imposed by the mechanical strength of the sleeves and the shrink fit, and this design is limited to circumferential speeds of approximately 180 m/sec for maximum continuous operations. As the modal parameters of the rotor, such as stiffness and damping, depend on the friction between the sleeves and the laminations, the exact shrink fit on the shaft
Fig 1: Laminated Rotor Design
Lamination
Holes for Bolts Air Vents
Copper Bar Slots
Steel Shaft
Fig 2: Laminated Rotor Design with Bolts

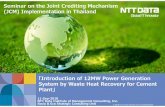
and how well the copper bars are inserted, the parameters may vary from shaft to shaft, and also may change over the service life. When a shrink fit changes, this may cause small relative movements between the parts, which in turn can cause rotordynamic instability at higher speeds [5 ]. To achieve higher speeds with laminated rotors, the design uses sleeves stacked and bolted at additional shaft ends. This design results in a very fragile shaft, and it needs to have a very high precision and very close tolerances to achieve a stable shaft. This makes the manufacturing very expensive. The permanent magnet (PEM) shaft consists of a shaft, sleeves and permanent magnets. The magnets can be fixed on the outer diameter with a banding or inserted in slots in the sleeves as shown in Fig. 3. Manufacturing requires high precision grinding of the magnets and a special environment to handle the shaft once the magnets are magnetized. As the typical shaft for such a power range is very large and several dozen kilograms of magnets are attached, the handling when the shaft is hot needs special consideration. Banding that can withstand the applied forces on the shaft and that exhibits a stable temperature behavior also represents a big challenge. The solid shaft design utilizes a technology where the copper used for the rotor squirrel cage and the steel body of the shaft as shown in Fig 4 is bonded on an atomic base (where the copper atoms are fused into the steel at an atomic level) so that the shaft can be considered as one piece. Another solid shaft design employs open milled slots in the shaft without copper. The rotor technology has been tested upto circumferenctial speeds of approximately 250 m/sec for maximum continuous operations [2]
2) Losses: A high-speed motor system has several types of losses, namely
1. VFD (ASD) losses 2. Electrical losses in the stator and rotor, 3. Friction losses on the surface of the rotating shaft 4. Cooling losses 5. Bearing losses
All of the selected technologies for the electrical and rotor concepts have advantages and disadvantages: the PEM shaft has quite low rotor losses, but due to the increased air gap, higher stator losses than an induction motor. The laminated shaft design has higher friction losses than the solid shaft design. The solid shaft design may have higher rotor losses as there are no laminations, but with a low THD factor in the current and voltage waveform from the VFD, the losses are not much higher than in a laminated shaft design. In the end, the losses in the shaft play the most minor role in the selection criteria of a high-speed motor rotor. 3) Serviceability: Serviceability should be checked based on the criteria as to whether a shaft can be taken out of the motor and repaired. This should be a field condition that is considered, since these types of motors are installed offshore on floating LNG or production vessels, in pipeline stations far away from any infrastructure or in plants far away from the manufacturers facilities. The rotor type with the lowest serviceability is the PEM type. It is not possible to
Fig 4: Solid Rotor Design Steel Shaft
Magnets
Bandage
Fig 3: Bandaged PEM Rotor

remove the rotor from the stator for repair due to the high risk of loose magnets on the shaft, the need of very special tools and extra space for the “hot” rotor. The laminated shaft has a good serviceability, while the solid shaft has the best serviceability. When closely looking at the situation, the solid shaft might not need any service at all, and if service is required regarding the bearing parts mounted on the shaft, this design allows repair and service in very harsh environments.
4) Behavior over the service life and operation: When the rotor is rotating over wide speed ranges, all parts will be able to move relative to one another within the specified tolerances. Over the service life, connections may loosen or friction between the parts may change and this changes the mechanical properties. In turn, this changes the modal parameters of the shaft and the residual unbalance. With AMB, the controller may encounter problems, because the change of the modal parameters easily exceeds the required system robustness. This is specially true in very high-speed applications with speeds higher and far higher than 7000 rpm. The individual parts of the rotor are not allowed to shift the difference between the rotational axis and center of gravity axis even by a few micrometers. If this happens, the unbalance and the related unbalance forces increase dramatically, and cause problems especially in oil bearings. The change of modal parameters causes problems in the AMB closed loop control and could lead to instability. This must be considered for all types of rotors, comprising several materials and many individual, mounted parts. In addition, for the PEM rotor the sensitivity of the magnets and the banding with respect to heat need to be considered. A short time failure of the motor cooling system can result in overheating and in turn demagnetization of the magnets. It is possible that the motor might not be able to develop its rated power. The banding, generally cured using organic resin, ages and might alter due to heat and environmental impact. The operational behavior of the solid rotors can be considered as the ideal match for AMB and other high-speed bearings because the bearings can be designed, based on easy to measure modal parameters of the shaft. Further, once the shaft is produced, its properties will never change. Not only this, the service life is unlimited. 5) Raw material availability: The last thing that needs to be considered is the availability of raw material. Very special laminations are required for laminated shafts, and the availability in the market depends on the steel producer. For PEM shafts, rare earth magnets are necessary - and for the high power, a significant amount is required. Stable pricing and sourcing is very difficult. Of the different rotor designs, taking into account different criteria as shown in APPENDIX A , the solid shaft design is the best design for service, lifetime, operation and avilailibity . Further, all of the required balancing planes can be realized at the required position. In general, there are at least three balancing planes available for balancing and the overspeed test in the balancing machine. This balancing planes are located at the end rings and in the middle of the active part, and are intended to balance the rigid modes and, if necessary, the first bending mode. There are also two balancing planes near each shaft end, which are accessible even when the machine is
mounted and can be used for finely balancing the rotor if necessary.
B. Bearing Housing Design The interface to the bearing is provided mechanically by the end shield for the outer part of the bearing and the shaft end for the inner part. Flanged bearings represent a good solution for high-speed motors. The highest stiffness is achieved if the bearing is located in the end shield so that the forces from the bearing that are transmitted into the end shield are at the plane of the end shield. When the forces are at a distance from the end shield plane, there is also a moment force created with the bearing force multiplied by the distance. This can excite higher end shield modes, which means the dynamic stiffness decreases. The other interface to the bearing is the force from the motor. This can influence the bearing sensor. No forces or disturbing vibrations should occur here. The cooling system should provide enough pressure difference between the suction and the blowing area of the fan so that the bearing can be cooled. If these three interfaces are provided, then there is enough flexibility to implement and design a bearing to achieve the necessary parameters and performance.
C. Housing Design
In order to minimize the influence of the housing dynamics on the bearings, namely on the sensor position of the AMB, the influence of the 2
nd order excitation on the housing vibration is
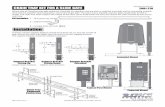
minimized by decoupling the stator core assembly from the housing using a low-pass spring suspension. The finite element model of the complete machine is shown in Fig. 8 with the spring supported stator which is used for the complete finite element analysis of this motor. D. Cooling Design
To have a flexible cooling design, high-speed motors require low pressure resistance housings and internal systems, which
Fig 5: High Speed Motor Components
Decoupling Springs
Motor Frame Bearing Housing
Stator

require wide cooling ducts. A high volume, low pressure air flow, which suits the axial fan on the shaft as well as external cooling fans that blow air into the motor is usually required for high-speed motors. Induction motors can be designed with a relatively large air gap, which means that the low pressure requirements can be fulfilled. If shaft mounted fans are used, fans with an adjustable pitch are preferable to minimize fan losses. Also, a very low weight is preferable, so that even in the unlikely event of a blade being lost, no significant unbalance occurs and the motor can remain operational.
Fig. 6 Axial Fans Made of Composite Fiber
The low pressure cooling system allows axial fans to be used for the self-cooled design, which are located next to the rotor core. It also allows external fans to be installed for force-cooled designs. This possibly allows a shorter shaft to be used, which can improve the rotor dynamics.
III. CUSTOMER APPLICATION & VIBRATION DESIGN SPECIFICATION
A 12 MW compressor drive motor is required with a specific power, torque and speed range to modernize the pumping station process to increase the volumetric flow of gas. A variable-speed electric motor with a power rating 12 MW and with a speed range of 4500-9500 was built and tested. The compression application also demands a constant torque for a speed range of 4500-7000 rpm and constant power for a speed range of 7000-9500 rpm. Customer also requires to have oil film bearings over magnetic bearings. Large high-speed electric motors for the oil and gas industry must meet stringent vibration and noise requirements, which are laid down in specifications such as API, IEC and ISO. In order to meet efficiency, vibration and noise levels, several components have to be optimized. The main focus regarding motors is usually their electrical design, which has a fundamental impact on the torque that is generated and the performance. Large high-speed electric motors for the oil and gas industry in North America must meet stringent vibration and noise requirements, which are laid down in specifications such as API 541 and 546. API standards define design criteria for the margin between critical speeds and
the operating speed range. They also define the maximum allowable shaft and bearing housing vibration levels. API 541 standard, paragraph 2.4.62.1, states that the housing of the completely assembled motor on its permanent foundation, with the rotor installed and rotating on its oil film, shall be free from structural resonance within +-5% of the line frequency and the following frequency ranges:
opNopnNN 20.±=
Where
N = frequency range, in Hertz
opN = operating frequency range, in Hertz
n = 1, 2 or 3.
API 541 paragraph 2.4.6.1.1 states the following: Lateral natural frequencies of the motor, which can lead to resonance amplification of vibration amplitudes, shall be removed from the operating speed frequency and other significant exciting frequencies by at least 15%. Motors intended for continuous operation with adjustable speed drives shall meet this requirement over the specified speed range.
Fig 7: Shaft Vibration on Massive Foundation [4]
Fig 8: Housing Vibration on Massive Foundation [4]

API 541 standard, paragraph 4.3.3.11 states the following: During the factory test of the motor, operating at its rated voltage and rated speed or any other voltage and speed within the specified operating speed range, the shaft displacement and bearing housing velocity of vibration shall not exceed the values shown in Figs. 7 and 8 respectively. In order to have thermal vibration stability, API 541 standard, paragraph 4.3.3.11, also states the following: The magnitude of vibration vector changes from no-load to rated temperature shall not exceed 50% of the curve value of Figs. 7 and 8 respectively. API 541 standard, paragraph 2.4.6.2.5 defines the maximum allowable residual unbalance in the rotor and defines that residual unbalance should not exceed
mcN
rW
bU4=
Where
bU= residual unbalance in ounce-inches
rW = journal static loading in pounds,
mcN = maximum continuous operating speed, in rpm
API 541 standard, paragraph 2.4.6.2.1 states the following: All rotors shall be dynamically balanced in two or more planes. When specified, rotors operating at speeds in excess of the first actual lateral critical speed shall be balanced in at least three planes including rotor center plane. API 541 standard, paragraph 2.4.7.3 states the following: Bearing temperatures measured with bearing temperature detectors shall not exceed 200°F(93°C) under rated operating conditions. IV. MECHANICAL DESIGN PER SPECIFICATION Mechanical design components discussed in section II are optimized to meet the application and vibration specification discussed in section III. The schematic of the optimized final design is shown in Fig 9. This section discusses the
components which are optimized to meet application and vibration specification.
A) Optimized Rotor Design Good rotor design is a fundamental issue when designing motors with low vibration levels. For a given speed range, the rotor should be designed such that its bending critical frequencies do not fall within the speed range. API specifications require at least a 15% separation margin between the critical speed and operational speed range. The rotor bending natural frequencies depend on the bearing span (distance between the bearings) and shaft diameter. A shorter bearing span or higher shaft diameter increases the bending natural frequency. For a motor with variable speed and torque, shaft diameters and bearing span are optimized to meet power ratings, speed range, rotor dynamics and cooling airflow.
B) Optimized Oil Film Bearing Design A good rotordynamic design is one of the key elements for reliable and efficient rotating machinery. In order to meet compressor speed requirements, for variable-speed motors operating at high speeds, the rotor bearings may have to be designed so that the system has a separation margin from the operating speed – or be well-damped so that there is no increase in the vibration level if operated at the damped natural frequency. Bearings at the rotor supports play an important role regarding the value of the critical speed and damping of vibration. API specifications also limit the bearing temperature for babbitt metals. In most applications, conventional hydrodynamic fluid film bearings with special geometry – such as two-lobe, three-lobe, four-lobe and tilt-pad bearings – can be optimized to fulfill the rotordynamic criteria for the particular speed range. In this applications where variable-speed electric motor with a power rating of 12 MW and a speed range of 4500-9500 rpm is required to meet special power and torque requirements. Applications with the best process efficiency require a continuous speed range from 4500 up to 9500 rpm. In order to fulfill API criteria regarding vibration values and the requirement relating to rotordynamic separation margin, an optimized 2-lobe bearing provided the best rotordynamics solutions over 3 lobe, 4 lobe and tilt pad bearings. The bearings were designed to provide the required stiffness and damping for the
Fig 9: Schematic of a 12 MW, 9500 rpm Induction Motor for Pipeline Applications
Fig 10: Optimized Bearing Shell Design

rotordynamic separation margin. The advantage of two lobe is it has lower horizontal oil film stiffness and higher vertical oil film stiffness hence there is wide gap between the two oil film natural frequencies, which suits well for this application requiements, however two lobe bearings are similar to cylindrical bearings and has tendency to lose stability due to high cross coupling oil film stiffness. With adjustment of bearing geometry two-lobe bearings with increased preload factor along with tighter bearing clearance, which results in lower cross coupling factors, were designed to stabilize the rotor-bearing system in the higher speed range. Besides rotordynamics and vibration considerations, bearing design and lubrication systems had to be optimized to meet API temperature limits for bearing babbitt metals. C) Rotordynamic Design Per 541 Standard
The finite element rotordynamic program calculates the natural frequency and forced vibration response of the induction rotor. This rotordynamic model consists of the rotor modeled as beam elements with gyroscopic effects. Magnetic attraction between rotor and stator is modeled as negative spring constant. Oil-lubricated hydrodynamic bearings are also included in the critical speed and vibration response calculation. Bearing housing and base frame stiffnesses based on experimental analysis are included in the rotordynamic model. Both direct and cross-coupled stiffness and damping of the rotordynamic oil film are calculated using a calculation program based on hydrodynamic theory. Foundation stiffness for the rotordynamics model is based on API 541 paragraph 2.4.6.1.2, description of massive foundation, where the foundation is considered massive if the vibration amplitudes of the foundation near the machine feet is less than 30 percent of the vibration of the bearing housing. The rotordynamic model also considers the stiffening effect due to the presence of the copper bars and end rings embedded in the rotor as well as the mass and inertia of couplings and axial fans. Residual unbalances are applied at locations where correction weights would be applied during an actual balancing process. 1) Damped Critical Speed & Stability Analysis: The first step in the rotordynamic design calculation is to calculate natural frequencies of the rotor-bearing system for the entire speed range and the separation margin required. A natural frequency along with the damping is plotted with respect to critical speed as shown in Appendix .D. The natural frequencies associated with oil film and coupling modes are strongly influenced by the rotational speed of the rotor. Hence, the natural frequencies of the modes and associated damping should be evaluated to identify critical and noncritical natural frequencies. API 684 defines the criteria to distinguish between critical and noncritical natural frequencies based on the amplification factor. Natural frequency is noncritical if the amplification factor is less than 2.5 and hence does not require a separate in margin. For high-speed motors running on fluid film bearings, it is also important to look at the stability of lower natural frequencies at higher speeds. All the modes should have positive modal damping for the entire speed range including the overspeed conditions. As seen in Appendix .D, modes 1, 2, 3, 4 and 6 have damping less than 20% (amplification factors > 2.5) and hence require a separating margin from the operating speed. Mode 5 has a
damping of approximately 35% (amplification factors < 2.5) and hence does not require a separating margin. 2) Unbalance Response Calculation
For the forced vibration response, the API 541 paragraph 2.4.6.3.4, criterion of maximum permissible residual unbalance of 4W/N, is applied to the rotordynamic model. The result is the actual response of the rotor during field operation, which also corresponds to G 0.63 balancing quality grade according to ISO 1940. However, for the lateral critical speed analysis and unbalance response tests, API 541 requires four times the permissible residual unbalance to be applied during the coastdown test. Forced vibration rotordynamic analysis is performed to predict maximum peak to peak shaft vibration amplitude relative to bearing housing vibration in the normal operating speed range for in-phase and out-of-phase unbalance excitation.
D) Optimized Structural Dynamics Design
Electric motors are a special class of rotating machinery, where there is strong interaction between the rotating shaft and non-rotating structures, such as stators and frame due to the presence of electromagnetic forces in the air gap. These act on both the rotor and stator. In order to have low vibration levels, the motor should be free of combined rotor-structural resonance points in the operating speed range. Rotating rotor and non-rotating structures are coupled through oil film forces at the bearing locations and also electromagnetic forces in the rotor-stator air gap. Electromagnetic forces generated in the air gap rotate at the line frequency and twice the line frequency. Forces at twice the line frequency can cause ovalization of the stator and frame, which is manifested as vibration and noise. It is also possible that these 2x deformations are transmitted through the frame to bearings. These then result in axial bearing housing velocities that can exceed the specified limit. These vibrations are related to second-order resonance amplification in the stator structure. Bearing housing vibration resulting from electromagnetic forces and stator natural frequencies can be minimized by implementing decoupling springs between the stator and frame. To estimate the vibration behavior and minimize the risk of vibration problems in the field, structural dynamic calculations should be performed, including the non-rotating structures in addition to rotordynamic calculations. The resonance points of a rotor can normally be easily identified in the combined rotor-structure model. This is more complicated for the non-rotating parts as a sheet metal construction has many modes, and it is not so easy to filter out the critical ones. The modal mass is one indication of the relevant modes. Only modes with sufficiently high modal mass have to be taken into account for structural vibration purposes. To identify the most critical modes, a forced vibration response calculation is normally required. The most sensitive factor for such types of calculation is the assumption of modal damping factors for the individual modes and exciting frequencies. Comparison of calculation and measured response values leads to modal damping factors of between 1 and 3%. For the forced vibration calculation, the rotor unbalance level should be considered. The calculation should be performed for unbalance forces acting at phase angles of 0° and 180°. In addition to the unbalance forces from the

rotor, rotating electromagnetic forces acting on the stator must also be considered for forced vibration calculations. A forced vibration calculation of the complete rotor-structure showed that the calculated vibration is higher than the API vibration limits. The design of the structure needs to be optimized to meet API vibration requirements. Optimized structure design leads to flange type design of the bearing housing as shown in Figure 11. Very tight tolerances, precise machining and alignment of stator, frame and bearing housing were required to meet vibration limits for the wide speed range required for the motor.
E) Optimized Cooling Design
A totally enclosed pipe ventilated enclosure (TEPV) is the customer requirement for the motor. Since this is a pipe-ventilated machine where the clean cool air is supplied through ducts from external source; motor does not require internal axial fans on the rotor. In order to effectively utilize the available air flow for the length of machine, a four-sided ventilation scheme was chosen. The air flow and associated distribution are shown in the Fig. 12. The arrows show the path of the air inside the machine. The frame of the machine was designed so that some of the cool air at the inlet can be routed to cool the center part of the stator.
V. FACTORY ACCEPTANCE TESTING
Back-to-back testing at a partial load rated voltage was performed to evaluate machine electrical and mechanical performance. Vibration and bearing temperature were obtained complying with procedures specified in API 541 standard, paragraph 4.3.3 on page test field foundation which is a massive foundation. Machine performance data at rated voltage and nominal speed from the factory test are listed in Table 1.
TABLE I TESTED MACHINE PERFORMACE DATA AT RATED VOLTAGE
UNDER LOAD CONDITIONS
V = 7000 V, f = 116.8 Hz, N = 7000 Rpm
Rated Power 12000 kW Stator Current 1233.3 A Power Factor .80
Total Losses 303.87 kW Efficiency
Bearing Temperature: Drive End Non Drive End
Shaft Vibration Drive End Non Drive End
Housing Vibration Drive End
Non Drive End
97.53%
76 81.7
22.9 [v] ,19.4 [h] 14.0 [v] ,15.7 [h]
0.55 [v] ,0.26 [h]
0.32 [v] ,0.26 [h]
°C °C
µm p-p µm p-p
mm/s
mm/s
Fig 11: FEM Model for Structural Dynamics Calculations
Fig 12. Airflow Schematic for Pipe Ventilated Machine
Air Oulet (Hot)
Air Inlet (Cold)

In order to verify the location of critical speed and vibration behavior of the rotor over the complete speed range, the unbalance response test was performed as required by API 541. Appendix F. shows a mechanical coastdown from overspeed (10500 rpm) to rest for the rotor in its final state, with balance weights applied in phase and with weights moved to new positions 90 degrees from previous positions (calculation in accordance to API 541, 4.3.5.3 a).The shaft displacement of the rotor in the final state shall not exceed 28 µm peak-to-peak (API 541, Fig. 1, Note 1); with the weights applied to the rotor, the shaft displacement shall not exceed 42 µm peak-to-peak (API 541, 4.3.5.3 b.1 equation 11) within the operating speed range (4480 rpmT9520 rpm).
VI. CONCLUSIONS
The motor concept presented above for a series of high-speed induction motors in the 5 MW to 15 MW power range at speeds of between 5,000 rpm and 15,000 rpm for direct turbo compressor drive applications with flexible interfaces for cooling and bearing design meets the need for high-speed motors in a wide range of applications. These applications include modernization projects as well as new projects.
The flexible and customized bearing design provides the best possibility of being able to customize these types special motors to address end-user applications..
VII. REFERENCES
[1] S. Singhal, “Vibrations and Rotordynamics Considerations of Large High-Speed Motors Driving Compressors in Oil & Gas Industry,” in IEEE PCIC Conference Record, 2012, PCIC-2012-46.
[2] H.Walter, A.Moehle, M. Bade, ”Asynchronous Solid Rotors as High Speed Drives in the Megawatt Range“, IEEE PCIC Conference Record, 2007.
[3] API 546 – Brushless Synchronous Machines – 500 KVA and Larger.
[3] API 541 –Form- Wound Squirrel Cage Induction Motors- 250 Horsepower and Larger.
[4] API Std 684: Tutorial on the API Standard Paragraphs
Covering Rotor Dynamics and Balancing. [5] S. Singhal, R. Mistry, “Oil Whirl Rotordynamic Instability
Phenomenon-Diagnosis and Cure in Large Induction Motors,” in IEEE PCIC Conference Record, 2009.
VITA IX.
Sumit Singhal graduated with a BSME degree from Bhilai Institute of Technology, India in 2000 and received a Master of Science degree in Mechanical Engineering from Louisiana State University in 2004. Sumit worked for the Center for Rotating Machinery (CEROM) as Research Assistant where he conducted research in an area of rotordynamics instability problems. He was Mechanical Engineer in the Above NEMA motor engineering group at Siemens Energy and Automation from 2004-2010. He is presently working in Siemens Large Drives Factory in Berlin, Germany as a Research Engineer, he is responsible for rotordynamics and bearings design in Structural dynamics group. Sumit is a member of IEEE and ASME. He is a member of the API 684 task force and chair of the PCIC Young Engineers Development subcommittee. Hartmut Walter graduated from the Technical University in Berlin in 1996 with a Master Degree in engineering science. After graduation he joined Siemens A&D Large Drives facilities in Nuremberg/Germany responsible for vibration and acoustic aspects in the R&D department. After a period as technical adviser in the Siemens A&D sales office in Tokyo/Japan, he joined Siemens A&D Large Drives facilities in Berlin/Germany as project manager for the development of high-speed motors. Travis Tyer, P.E. graduated from University of Houston with a Bachelor of Science in Electrical Engineering in 2007. Travis has worked for Williams in the natural gas pipeline plant engineering group since 2006. He is responsible for electrical design, equipment procurement, integration, testing, commissioning and troubleshooting for natural gas compressor stations. Travis is a member of IEEE and his interests are in electric machines and switchgear.
Fig 13. Motor-Compressor at Pumping Station

APPENDIX A: COMPARISON MATRIX OF VARIOUS ROTOR TECHNOLOGIES
Synchronous PEM
Asynchronous Laminated
Asynchronous Massive
Technique
Difficult mounting and grinding of magnets, bandage technique, fragile shaft due to bandage
(-)
Centrifugal forces limit shrink fit of lamination, with full laminations difficult mounting with bolts, many
single pieces
(0)
After elaborating the bonding technique, standard machining
techniques are usable, robust shaft
(+) Losses
Big air gap due to bandage leads to higher stator losses, air friction losses are comparable to
asynchronous shaft
(+/-)
Main losses of High Speed machines from high to low are: air friction, cooling , bearing, stator, rotor, harmonics in the
rotor (lamination)
(0/0)
Massive shaft has little higher rotor
losses, stator losses of an asynchronous machine are low
(-/0) Service
Handling difficult due to hot magnets, special workshop
environment necessary, pull out on site not possible
(- -)
Fragile shaft, special tools and skills necessary
(0)
No special demand on mounting
/demounting, world wide repair workshop
network usable
(++) Life time
Magnets can demagnetize when getting too hot or at a short circuit, aging of the bandage
(resin matrix)
(-)
limitation, depending on used materials
(+)
No limitation
(++)
Operation
Changing of the operating behavior over the time due to different materials with different
time behavior
(-)
Changing of the operating behavior over the time due to different materials with different
time behavior
(-)
No change over the time, 100% bonding of the materials
(++)
Availibity Rare earth magnets, world wide need growing strong due to hybrid cars, special magnet
material needed
(- -)
Special laminations necessary
(0) Use of recyclable raw material like copper
and steel
(0)

APPENDIX B: ROTORDYNAMIC MODEL
Couplings
Magnetic Forces
Residual Unbalance Forces
Dynamic Oil Film Bearing Housing Stiffness
Base Frame Stiffness
Foundation Stiffness
Bearing Housing Mass

APPENDIX C : CALCULATED VIBRATION MODES AT NOMINAL SPEED (7000 Rpm )
X
YZ
VARFEM 2.9c1507027_realstiffness_49C_9520rpm_Em22_160prg_profile3_A_GGG_newbalancingplane
Mode No.: 1
Frequency: 32.44 Hz ( 1946.6 rpm)
Modal Damping: 5.27 %
Total
Frequency- 32.44 Hz ; Damping – 5.27%
X
YZ
VARFEM 2.9c1507027_realstiffness_49C_9520rpm_Em22_160prg_profile3_A_GGG_newbalancingplane
Mode No.: 2
Frequency: 57.65 Hz ( 3459.0 rpm)
Modal Damping: 11.18 %
Total
Frequency- 57.65 Hz ; Damping – 11.18%

X
YZ
VARFEM 2.9c1507027_realstiffness_49C_9520rpm_Em22_160prg_profile3_A_GGG_newbalancingplane
Mode No.: 3
Frequency: 65.37 Hz ( 3922.1 rpm)
Modal Damping: 16.60 %
Total
Frequency- 65.37 Hz ; Damping – 16.6%
X
YZ
VARFEM 2.9c1507027_realstiffness_49C_9520rpm_Em22_160prg_profile3_A_GGG_newbalancingplane
Mode No.: 4
Frequency: 134.49 Hz ( 8069.2 rpm)
Modal Damping: 27.77 %
Total
Frequency- 134.43 Hz ; Damping – 27.7%

APPENDIX D : CRITICAL SPEED MAP
24.6.2011C500637B-11_-_Gleitlager_2tlg_Welle
CRITICAL SPEED MAP
0.0 0.25 0.50 0.75 1.00 1.25
x104 [RPM]
ROTATIONAL SPEED
0.0
0.25
0.50
0.75
1.00
1.25x104
[RPM]
FREQUENCY
11 1 1
2
22
23
33 3
4 4 4 4
5
5
5
5
5
66
6 6
7000
0.0 0.25 0.50 0.75 1.00 1.25
x104 [RPM] ROTATIONAL SPEED
0
20
40
60
[%]
DAMPING
1
1
11
2
2
2
22
33
33
4 4 4 4
5
5
55
5
6 6 6 6
3808
10948
4480
9520
Speed Range
Separation Margin

APPENDIX E : MEASURED SHAFT VIBRATION AMPLITUDES FOR SPEED RANGE
Fig. E-2. Shaft Vibration Measured at Probes at 135 °
Fig. E-1. Shaft Vibration Measured at Probes at 45 °

APPENDIX F : MEASURED BEARING HOUSING VIBRATION AMPLITUDES FOR SPEED RANGE
Fig F-1 . Coastdown Measurement Data for Housing Vibration in Horizontal Direction
Fig F-2. Coastdown Measurement Data for Housing Vibration in Vertical Direction