CONCENTRACIÓN (“up grading”) DE MINERALES DE NÍQUEL A PARTIR DE ... · CONCENTRACIÓN (“up...
86
CONCENTRACIÓN (“up grading”) DE MINERALES DE NÍQUEL A PARTIR DE LATERITAS, USANDO FLOTACIÓN ESPUMANTE Sindy Dayanis Gonzalez Arias Universidad Nacional de Colombia Facultad de Minas, Departamento de Materiales Medellín, Colombia 2016
Transcript of CONCENTRACIÓN (“up grading”) DE MINERALES DE NÍQUEL A PARTIR DE ... · CONCENTRACIÓN (“up...

CONCENTRACIÓN (“up grading”) DE MINERALES DE NÍQUEL A PARTIR
DE LATERITAS, USANDO FLOTACIÓN ESPUMANTE
Sindy Dayanis Gonzalez Arias
Universidad Nacional de Colombia
Facultad de Minas, Departamento de Materiales
Medellín, Colombia
2016

CONCENTRACIÓN (“up grading”) DE MINERALES DE NÍQUEL A PARTIR
DE LATERITAS, USANDO FLOTACIÓN ESPUMANTE
Sindy Dayanis Gonzalez Arias
Tesis o trabajo de investigación presentada(o) como requisito
parcial para optar al título de:
Magister en Ingeniería - Recursos Minerales
Director (a):
IMM, MSc, PhD, Moisés Oswaldo Bustamante Rúa
Línea de Investigación:
Procesamiento de Minerales
Grupo de Investigación:
Instituto de Minerales CIMEX
Universidad Nacional de Colombia
Facultad de Minas, Departamento de Materiales
Medellín, Colombia
2016


A mis padres por ser mi motor, mi apoyo
incondicional, mi guía. Sin ustedes nada de
esto existiría.
A mis hermanos Ingrid y Fedilberto, por estar
siempre a mi lado recorriendo juntos nuestros
caminos de vida.
Lo que sabemos es una gota de agua; lo que
ignoramos es el océano.
Isaac Newton


Agradecimientos
Agradezco primeramente a Dios y familia por haberme permito alcanzar este logro.
Doy gracias a mis grandes amigos Rocio, Socorro, Danilo, Samuel y Estefanía por ser
parte de esta travesía, en especial agradezco a Juan Carlos y Karen por cada instante
de locura, tardes de tertulia, momentos llenos de alegrías y tiempos inolvidables.
A ti Andrés Larrat por tu apoyo, tiempo y larga espera. Simplemente gracias totales.
Estoy agradecida con mi director de tesis Oswaldo Bustamante por su orientación en este
proceso. Al Instituto de Minerales CIMEX y a las personas que allí laboran Rosa, Fernando
Arenas, Luis Ángel, Cristian, Lady y Claudia.


Resumen y Abstract IX
Resumen
Se presentan los resultados experimentales para la concentración de Níquel-“bearing”
procedente de lateritas, mediante uso de flotación espumante directa e inversa. Además
de lo anterior se evaluó un proceso de activación mediante sulfidización usando 𝑁𝑎2𝑆, en
celdas convencionales Denver y columnas.
Se efectuó caracterización químico-mineralógica y granulométrica, en la que se
interpretaron las asociaciones con minerales que contienen principalmente 𝐹𝑒, 𝐴𝑙, 𝑀𝑔 y
𝑆𝑖, a las cuales se les pueda inducir hidrofobicidad selectivamente a escala de laboratorio.
Así mismo mediante mediciones de ángulo de contacto se pudo corroborar que el colector
Aero 825 ® Cycetc resulta favorable para la flotación inversa y el uso de xantato
isopropilico de sodio para la flotación directa de mineral previamente sulfidizado.
Se propone así un proceso innovador, no descrito en la literatura, de enriquecimiento de
menas Ni-bearing procedente de lateritas y que comparativamente produce mejores
resultados de recuperación aproximadamente del 86% y razón de enriquecimiento 1,412
respecto a los estudios revisados en el estado del arte.
Por último se presentan resultados cinéticos de flotación, y usando el modelo de García-
Zuñiga se obtuvieron los diferentes parámetros cinéticos y tiempo de flotación óptimo de
6.5 minutos.
Palabras claves: Flotación de Ni-bearing, concentración de lateritas, sulfidización de
menas oxidadas.

X Título de la tesis o trabajo de investigación
Abstract
Experimental results are shown for the concentration of nickel-bearing from laterites, using
forward and reverse forth flotation. Also, an activation process was evaluated by means of
sulphidation using 𝑁𝑎2𝑆 in Denver conventional cells and some columns.
One characterization chemist-mineralogical and granulometric was made, in which
partnerships with minerals containing mainly 𝐹𝑒, 𝐴𝑙, 𝑀𝑔 and 𝑆𝑖 were interpreted. To which
can be induced selectively hydrophobicity in a laboratory scale. Likewise by contact angle
measurements it was corroborated that the collector “aero 825 ® Cycetc” is favorable for
reverse froth flotation and the use for sodium isopropyl xanthate for the direct froth flotation
of mineral after having gone through the sulphidation process.
Such that it's proposes an innovate process, not described in the literature, of enrichment
Ni-bearing ores from laterites and comparatively it produces better results retrieval
approximately of 86% and enrichment reason regarding 1,412 with the studies on the state
of the art.
Finally, flotation kinetic results are presented and using the Garcia-Zuniga model the
different kinetic parameters were obtained and the optimal flotation time of 6.5 minutes.
Keywords: Ni-bearing flotation, laterites concentration, rusted ore sulphidation.

Contenido XI
Contenido
Pág.
Resumen ........................................................................................................................ IX
Lista de figuras ............................................................................................................ XIII
Lista de tablas .............................................................................................................. XV
Introducción .................................................................................................................... 1
1. Objetivos ................................................................................................................... 1 1.1 Objetivo general............................................................................................... 1 1.2 Objetivos específicos ....................................................................................... 1
2. Estado del Arte ......................................................................................................... 3 2.1 El Níquel y menas ............................................................................................ 3 2.2 Estudios de flotación espumante en menas de Níquel ..................................... 4 2.3 Flotación espumante como proceso concentrador ........................................... 6
2.3.1 Química de superficies .......................................................................... 7 2.3.2 Teorías de flotación para óxidos ......................................................... 11 2.3.3 Potencial z .......................................................................................... 14 2.3.4 Reactivos de flotación ......................................................................... 15 2.3.5 Variables que intervienen en la flotación ............................................. 18 2.3.6 Tipos de celdas ................................................................................... 19
2.4 Activación mediante sulfidización .................................................................. 22
3. Desarrollo Experimental ........................................................................................ 27 3.1 Materiales y métodos ..................................................................................... 27
3.1.1 Minerales ............................................................................................ 27 3.1.2 Reactivos de flotación ......................................................................... 28 3.1.3 Mecanismos para determinar la hidrofobicidad del mineral. ................ 29 3.1.4 Diseño de experimento ....................................................................... 31
3.2 Metodología ................................................................................................... 32 3.2.1 Ángulo de contacto ............................................................................. 35 3.2.2 Flotación espumante ........................................................................... 36
4. Caracterización del Mineral ................................................................................... 39 4.1 Densidad del mineral ..................................................................................... 39 4.2 Análisis químico elemental ............................................................................ 39

XII Título de la tesis o trabajo de investigación
4.2.1 Espectrometría de absorción atómica ................................................. 39 4.2.2 Microscopía electrónica de barrido SEM ............................................. 40 4.2.3 Fluorescencia de rayos x .................................................................... 41 4.2.4 Tenor del mineral de alimento ............................................................. 41
4.3 Análisis mineralógico de difracción de rayos x............................................... 42
5. Resultados y Discusiones ..................................................................................... 43 5.1 Resultados .................................................................................................... 43
5.1.1 Valores de ángulo de contacto ............................................................ 43 5.1.2 Pruebas de flotación espumante ......................................................... 46
5.2 Discusiones ................................................................................................... 53
6. Conclusiones y Recomendaciones ...................................................................... 57 6.1 Conclusiones ................................................................................................. 57 6.2 Recomendaciones ......................................................................................... 58
Bibliografía .................................................................................................................... 59
Anexos ........................................................................................................................... 67 Anexo 1 ................................................................................................................... 67 Anexo 2 ................................................................................................................... 67 Anexo 3 ................................................................................................................... 68

Contenido XIII
Lista de figuras
Figura 2-1. Esquema de una celda de flotación [10]. ....................................................... 8
Figura 2-2. Formación del agregado partícula burbuja [31].............................................. 8
Figura 2-3. Capa límite de líquido [31]. ............................................................................ 9
Figura 2-4. Ángulo de contacto.[30] ............................................................................... 10
Figura 2-5. Representación esquemáticamente de la doble capa eléctrica en la presencia
de un colector aniónico [31]. ........................................................................................... 13
Figura 2-6. Potencial z vs pH [30]. ................................................................................. 14
Figura 2-7. Etil xantato de sodio [31]. ............................................................................ 15
Figura 2-8. Adhesión del colector a la superficie a la superficie del mineral. ................. 16
Figura 2-9. Zonas de trabajo de colectores [31]. ............................................................ 17
Figura 2-10. Celda de flotación convencional [31]. ........................................................ 20
Figura 2-11. Celda de flotación flash. Tomada en el IM CIMEX. .................................... 21
Figura 2-12. Esquema celda de flotación en columna. .................................................. 22
Figura 2-13. Proceso de activación mediante Na2S en solución acuosa. ....................... 24
Figura 2-14. Adsorción de tiocolector. ........................................................................... 25
Figura 3-1. Mineral de interés- suelos lateríticos. .......................................................... 28
Figura 3-2. Medición de potencial zeta del mineral. ....................................................... 31
Figura 3-3. Diseño de experimento xantato isopropilico de sodio .................................. 32
Figura 3-4. Diagrama de flujo de la metodología implementada para el desarrollo del
trabajo investigativo ........................................................................................................ 34
Figura 3-5. Medidor de ángulo de contacto. Tomada en el IM CIMEX. .......................... 35
Figura 3-6. Celda de flotación columna. Tomada en el IM CIMEX. ................................ 37
Figura 3-7. Celda de flotación Denver. Tomada en el IM CIMEX. .................................. 38
Figura 4-1. Imágenes del mineral. ................................................................................. 41
Figura 4-2. Difracción de rayos x. .................................................................................. 42
Figura 5-1. Medición ángulo de la superficie del cuarzo. ............................................... 44
Figura 5-2. Medición de ángulo de contacto con promotor Aero 825. ............................ 44
Figura 5-3. Medición de ángulo de contacto con promotor Aeromine3030C. ................. 45
Figura 5-4. Ángulo de contacto sobre superficie de cuarzo modificada con diferentes
colectores. ...................................................................................................................... 45
Figura 5-5. Porcentaje de recuperación de cada uno de los reactivos utilizados en
diferentes pruebas de flotación espumante, enumeradas en la Tabla 5-3. ..................... 48
Figura 5-6. Prueba de flotación directa. ......................................................................... 49
Figura 5-7. Prueba de flotación inversa ......................................................................... 50

XIV Título de la tesis o trabajo de investigación
Figura 5-8. Resultados de % recuperación Ni Vs tiempo (min). ..................................... 51
Figura 5-9. Prueba de flotación directa por activación mediante sulfidización ................ 52
Figura 5-10. Resultados de % de recuperación Vs tiempo (min) en el proceso de
activación mediante sulfidización. ................................................................................... 52
Figura 5-11. Recuperación de mineral según modelo de García-Zuñiga. ....................... 53

Contenido XV
Lista de tablas
Pág. Tabla 2-1. Trabajos realizados sobre flotación de Níquel a partir de suelos literíticos en el
mundo. ............................................................................................................................. 5
Tabla 3-1. Reactivos de flotación.................................................................................... 29
Tabla 4-1. Análisis químico por adsorción atómica. ........................................................ 40
Tabla 4-2. Resultados obtenidos en el FRX. .................................................................. 41
Tabla 4-3. Resultados DRX (Difracción de Rayos x) ...................................................... 42
Tabla 5-1. Ensayos en celda Denver. ............................................................................. 47
Tabla 5-2. Ensayos en celda Columna. .......................................................................... 47
Tabla 5-3. Reactivos y tipo de flotación .......................................................................... 48
Tabla 0-1. Índices metalúrgicos-flotación directa ............................................................ 67
Tabla 0-2. Índices metalúrgicos-flotación inversa ........................................................... 67
Tabla 0-3. Índices metalúrgicos-activación mediante sulfidización ................................. 68


Introducción
El Níquel fue descubierto desde 1751 y desde entonces ha sido de gran utilidad, en un
principio fue reconocido por la acuñación de monedas en aleaciones de Níquel y Cobre,
luego en la fabricación de acero inoxidable, en las diferentes industrias automotriz,
aeronáutica, transporte, electrodomésticos, entre otros, esto gracias a sus propiedades de
dureza y resistencia a la corrosión en las aleaciones [1].
Las menas de Níquel se encuentran principalmente como sulfuros y en lateritas en menas
oxidadas remplazando átomos en las estructuras cristalinas de otros minerales como
óxidos de hierro, las que son denominadas normalmente Ni-bearing. Si bien es cierto que
casi 3/4 de los recursos mundiales de Níquel pertenecen a depósitos tipo lateritas,
actualmente menos de la mitad del Níquel de producción primaria proviene de este tipo de
yacimientos. Por otro lado, la producción total de Níquel ha aumentado más de 10 veces
desde 1950, donde las menas tipo sulfuros aportaron hasta un 90% de Níquel en el mundo,
en el 2009 las menas tipo lateritas marcaron una producción superiores al 42% y se espera
alcanzar un 72% en los próximos años [2].
En Colombia existe un aporte de 50.000 ton/año de Níquel aproximadamente [1], lo cual
lo ha hecho ganar reconocimiento a nivel mundial en dicha extracción [2]. Sin embargo
depósitos con altos tenores de Níquel se hacen cada vez más difíciles de encontrar, es
por esto que se plantea desarrollar tecnologías que puedan procesar la gran cantidad de
lateritas de Níquel de menor grado en el proceso de concentración, ya que éstos no dejan
de ser significativos, buscando eliminar una cantidad sustancial de ganga que participa en
los procesos posteriores de extracción metalúrgica [2][1].
Esta investigación determinó las condiciones físico-químicas para incrementar el tenor y
recuperación en los depósitos lateríticos, con la implementación de una nueva tecnología
2 Introducción
que permita aumentar el tenor (proceso denominado “up granding”), dado a que el mineral
de Níquel en estos depósitos es de bajo tenor y de difícil procesamiento de las menas,
comparado con los depósitos de sulfuros, además de los problemas de preparación de
minerales y concentración en plantas tradicionales minero- metalúrgicas.
Las prácticas convencionales para el incremento del tenor en depósitos lateríticos, están
basadas en una separación de tamaños, lo cual metalúrgicamente se conoce como “up
grading” [3], presumiendo que en el intervalo de tamaños finos se produce un incremento
del porcentaje de Níquel debido a la misma génesis del depósito. Sin embargo, esta
práctica presenta serios problemas en la recuperación lo cual es insostenible en el largo
tiempo [4], y favorece fuertemente la minería selectiva depredando los yacimientos y
castigando las reservas.
Otras técnicas como; separación magnética y separación gravimétrica han sido probadas
pero no han podido generar concentrados aceptables principalmente para procesos
pirometalúrgicos [5][6][7] y finamente se han probado procesos de extracción
hidrometalúrgicos como “heap leaching“ como una alternativa para la extracción en menas
pobres de Níquel [8][9][10], pero lamentablemente la selectividad de los reactivos de
lixiviación compromete seriamente esta tecnología.
Bajo lo anterior, se propone la flotación espumante como proceso concentrador para la
separación específica de minerales mediante la adhesión selectiva de partículas a
burbujas de aire, buscando aumentar el tenor de Níquel en los yacimientos lateríticos. Con
esta separación se pretende eliminar la cantidad sustancial de ganga que participa en los
procesos posteriores ya sea hidrometalúrgico o pirometalúrgico [11].
La pertinencia de la investigación en el escenario colombiano está basada en que es
importante tener presente que cada depósito tiene un comportamiento particular y tiene
características propias, por lo cual, no se puede extrapolar los resultados obtenidos en las
investigaciones que se han realizado en otros países, que pueden tener (mejores
depósitos) sino por el contrario hacer las pruebas de flotación espumante con las
asociaciones del yacimiento para la identificación de cada una de las variables y
dificultades que se puede tener en el proceso de concentración [1][10].

1. Objetivos
1.1 Objetivo general
Enriquecer corrientes en Níquel presentes en laterita, mediante el uso de flotación
espumante con tecnologías no-convencionales.
1.2 Objetivos específicos
1. Establecer mecanismos de hidrófobicidad específica de minerales que contengan
Níquel en depósitos lateríticos.
2. Evaluar mecanismos de adsorción interfacial con diferentes colectores que
interactúen con materiales lateríticos selectivamente para incrementar tenor de Ni.
3. Obtener concentrados de Níquel usando flotación espumante, con tecnologías
innovadoras.


2. Estado del Arte
2.1 El Níquel y menas
El Níquel es un metal duro, de aspecto blanco plateado, maleable y dúctil, que puede
presentar un intenso brillo. Posee gran importancia en el mundo ya que es uno de los
elementos más comunes en la corteza terrestre y es usado principalmente para la
producción de acero inoxidable y en aleaciones [1]. Se encuentra en la naturaleza por lo
general en aleaciones con Hierro y en asociaciones minerales como las de la pirrotina,
Millerita, Pentlandita, Niquelita, y Garnierita, siendo estos dos últimos los más comúnmente
explotados. Puede ser encontrado en los meteoritos junto con el Hierro como Níquel
metálico [1][9].
Los depósitos de lateritas niquelíferas contienen Ni en asociación con el Cobalto (Co), en
óxidos formados en la superficie de los depósitos, aunque los grados de Ni encontrados
son bajos menores a 1,8% Ni y más comúnmente 1% Ni. Muchos de estos depósitos se
forman a partir de la alteración superficial de Peridotitas, durante un proceso activo, bajo
determinadas condiciones climáticas y topográficas, que se denomina laterización. Las
menas niquelíferas contienen proporciones variables de Magnesio y Níquel bajo la forma
de Garnierita, Silicato hidratado de Magnesio y Níquel [1].
La mineralización de Níquel puede ocurrir inicialmente por la formación de la peridotita que
comprende la serpentinización de la Peridotita fresca, mediante la impregnación
permanente por aguas superficiales, con tenor de la roca madre de 0,20% de Níquel.
También por el enriquecimiento “in situ” de Níquel en la Peridotita alterada por migración
de otros elementos en la cual no ha habido pérdida de Níquel durante la fase inicial,
proviniendo de la pérdida más o menos total de Sílice y Magnesio que representan más
del 75% de la composición de la roca madre [1]. Por último puede darse por concentración
4 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
de Níquel por migración descendente, es decir, por el límite que separa las zonas
enriquecidas en Níquel de las enriquecidas en hierro, que es frecuentemente brusco en el
cuerpo laterítico entre la Peridotita alterada con mineralización niquelífera y la laterita
ferruginosa propiamente dicha. Este límite avanza progresivamente en sentido
descendente a medida que se incorporan el Magnesio y la Sílice combinados restantes en
las Peridotitas alteradas y la casi totalidad del Níquel, y el espesor de la laterita residual
ferruginosa aumenta gradualmente. Este desplazamiento progresivo hacia la base del
límite Níquel-Hierro se denomina "descenso" de la laterita [1][12].
Hay factores que hacen que este metal sea valorado en el mundo gracias a su dureza,
resistencia a la corrosión, alta ductilidad, buena conductividad térmica, características
magnéticas y sus propiedades catalíticas. Cuando el Níquel es obtenido con un alto grado
de pureza, se usa principalmente en aleaciones utilizadas en aplicaciones industriales
como: industria automotriz y aeronáutica, transportes marítimos, equipos
electrodomésticos y electrónicos, industria alimenticia y química; para la fabricación de
monedas, tuberías, chapas, usos Industriales entre otros. Así mismo se emplea como
protector y como revestimiento ornamental de los metales; en especial a los que son
susceptibles de corrosión como el hierro y el acero y como catalizador en un gran número
de procesos, incluida la hidrogenación del petróleo [1][11].
2.2 Estudios de flotación espumante en menas de Níquel
La flotación espumante como proceso concentrador de Níquel a partir de depósitos
lateríticos no ha sido tan exitosa como la recuperación de Níquel a partir de depósitos tipo
sulfuros por ejemplo garnierita [2]. Sin embargo, se han realizado varias investigaciones
tratando de buscar alternativas para aumentar la concentración Níquel en lateritas y/o
menas oxidadas [13][14].
Las principales regiones donde se encuentran depósitos de Níquel a partir de suelos
lateríticos en el mundo y en los cuales se han realizado investigaciones de flotación
espumante para procesar estos minerales son Nueva Caledonia, Australia, Indonesia,
América del Sur (Colombia y Brasil), Filipinas, India y Rusia [15], los depósitos lateríticos
Estado del Arte 5
se han convertido en un gran atractivo de la geología económica debido al agotamiento de
menas de Níquel de alto grado en menas de sulfuros [13][12].
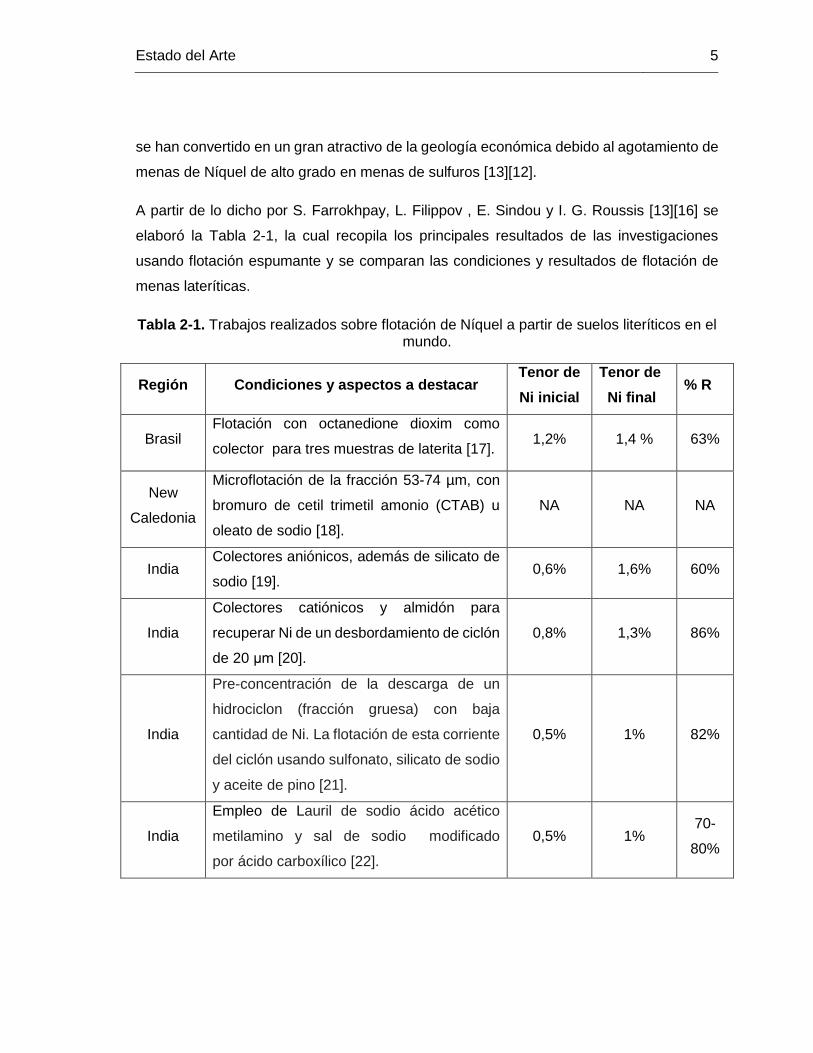
A partir de lo dicho por S. Farrokhpay, L. Filippov , E. Sindou y I. G. Roussis [13][16] se
elaboró la Tabla 2-1, la cual recopila los principales resultados de las investigaciones
usando flotación espumante y se comparan las condiciones y resultados de flotación de
menas lateríticas.
Tabla 2-1. Trabajos realizados sobre flotación de Níquel a partir de suelos literíticos en el mundo.
Región Condiciones y aspectos a destacar Tenor de
Ni inicial
Tenor de
Ni final % R
Brasil Flotación con octanedione dioxim como
colector para tres muestras de laterita [17]. 1,2% 1,4 % 63%
New
Caledonia
Microflotación de la fracción 53-74 µm, con
bromuro de cetil trimetil amonio (CTAB) u
oleato de sodio [18].
NA NA NA
India Colectores aniónicos, además de silicato de
sodio [19]. 0,6% 1,6% 60%
India
Colectores catiónicos y almidón para
recuperar Ni de un desbordamiento de ciclón
de 20 μm [20].
0,8% 1,3% 86%
India
Pre-concentración de la descarga de un
hidrociclon (fracción gruesa) con baja
cantidad de Ni. La flotación de esta corriente
del ciclón usando sulfonato, silicato de sodio
y aceite de pino [21].
0,5% 1% 82%
India
Empleo de Lauril de sodio ácido acético
metilamino y sal de sodio modificado
por ácido carboxílico [22].
0,5% 1% 70-
80%
6 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
India
Utilizaron como reactivos quinolina hidroxi,
dimetilglioxima, nitroso pirazolona, 2,2
bipyridal, triethonolamine y oleato de sodio
[20].
0,5 40-
60%
Costa de
Marfil
La segregación de minerales de Níquel en
lateritas seguido por flotación usando silicato
de sodio como dispersante [23].
1,2% 6-8% 35-
40%
Australia Un número de técnicas de preparación de la
alimentación antes de la flotación [14]. 1% 1,4% 43%
2.3 Flotación espumante como proceso concentrador
La flotación se ha utilizado ampliamente para la separación de minerales valiosos de la
ganga con base en sus características superficiales y las diferencias en la hidrofobicidad
de las superficies minerales. Como la hidrofobicidad de los minerales difiere ampliamente
unas de otras, su separación por flotación será más fácil [24][25]. Depende de la adhesión
de algunos sólidos a las burbujas de gas generadas en la pulpa por algún medio externo,
en la celda de flotación, la cual es determinada por la hidrofobicidad de la superficie de la
partícula por adsorción selectiva de los surfactantes llamados colectores [26][24].
Los minerales hidrofílicos e hidrofóbicos de una pulpa acuosa se pueden separar entre sí,
luego de ser finalmente molidos, acondicionados con los reactivos químicos y pasando por
burbujas de aire a través de la celda. Las partículas hidrofílicas humectadas se depresan
y salen por la descarga del reactor y las partículas hidrófobicas se adhieren a las burbujas
de aire y salen por la espumación; de esta forma se puede separar un mineral que contiene
en los más simples dos componentes, un útil y otra estéril, en dos productos: un
concentrado con alto tenor y un relave que contiene el estéril [23].
A diferencia de otros métodos de concentración, en la flotación es posible variar la
diferencia entre el material de interés y la ganga, modificando el ambiente químico y
electroquímico del sistema mediante la adecuada selección de los reactivos químicos
adicionados: colectores, espumantes, activadores, depresores o modificadores de pH [27].

Estado del Arte 7
El proceso de flotación, así mismo, se rige por una serie de variables las que interactúan
entre sí, y cuyo conocimiento contribuirá a comprender mejor el proceso en sí y obtener
finalmente un mejor rendimiento en las aplicaciones prácticas [28]. La pulpa es una mezcla
de partículas sólidas que contienen especies mineralógicas y a su vez agua o reactivos
químicos disueltos y viene a constituir el elemento básico de la flotación ya que contiene
todos los elementos que forman el mineral. Sin embargo debe cumplir ciertas condiciones,
es decir que el material esté debidamente molido no mayor a 295 𝜇𝑚, ni menor a 53 𝜇𝑚
[10]. Los reactivos de flotación son quizás la variable con mayor importancia, ya que éstos
son los encargados de cambiar las propiedades de mojabilidad de los minerales y
dependiendo el tipo de mineral así mismo será la escogencia de mismo [29]. La agitación
y la aireación en la celda de flotación son también indispensables ya que con la agitación
de la pulpa se da la formación de las espumas de aire para la flotación, y además sirve
para conseguir la mezcla uniforme de los reactivos con los elementos que constituyen el
mineral de la pulpa, dentro de la celda. Además, la agitación, evita al asentamiento de los
sólidos contenidos en la pulpa [30] y el aire ayuda a la formación de las burbujas (el
conjunto de burbujas acompañadas de partículas de sulfuros forman las espumas) que se
necesitan en las celdas, por lo tanto el aire ayuda a agitar la pulpa [30].
2.3.1 Química de superficies
El objetivo principal en la flotación espumante es la separación de especies minerales, a
través del uso de la adhesión selectiva de burbujas de aire a partículas minerales [31]. Las
partículas se clasifican como flotables, si se adhieren a las burbujas y son transportadas
hasta una capa de espuma y no flotables las que tienen afinidad con el agua y quedan en
el interior de la celda o salen por el relave [29], un esquema a lo descrito se observa en la
Figura 2-1.

8 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 2-1. Esquema de una celda de flotación [10].
La fisicoquímica de interfaces permite obtener información acerca de la hidrófobicidad de
las partículas y por lo tanto de su relación con los grupos iónicos del agua [10]. Una
condición clásica para la adhesión partícula-burbuja, manteniendo constante: presión,
temperatura, composición química, número moles; está dada por las ecuaciones (2,1) y
(2,2). En la Figura 2-2 se muestran dos condiciones límites del proceso de formación del
complejo burbuja-partícula hidrófobica. [31][32][33].
∆𝐺 = 𝐺2 − 𝐺1 = 𝐺2𝑆 − 𝐺1
𝑆 (2,1)
∆𝐺 = 𝛾𝑆𝐺 − 𝛾𝑆𝐿 − 𝛾𝐿𝐺 < 0 (2,2)
Figura 2-2. Formación del agregado partícula burbuja [31].
𝐺1, 𝐺2 : Energía de Gibbs en el estado 1 y estado 2 respectivamente.

Estado del Arte 9
𝐺1𝑆, 𝐺1
𝑆: Energías libres en superficie de adherencia, 𝐸
𝐿2 en los estados 1 y 2
respectivamente.
𝛾𝑆𝐺 − 𝛾𝑆𝐿 − 𝛾𝐿𝐺 : son las tensiones interfaciales 𝑆𝐺 (Sólido-Gas), 𝑆𝐿 (Sólido-Líquido) y
𝐿𝐺 (Líquido -Gas).
Se debe tener en cuenta que para la formación del agregado es necesario romper la capa
límite de líquido entre la partícula y la burbuja, ver en la Figura 2-3.
Figura 2-3. Capa límite de líquido [31].
La energía libre superficial y la tensión superfiicial, se relacionan según la ecuación (2,3),
siendo G la energia libre superficial y A el área de la interface [10].
𝑑𝐺 = 𝛾𝑑𝐴 (2,3)
Despejando la tensión superficial 𝛾 de la ecuación (2,3), se obtiene:
𝛾 = [𝑑𝐺
𝑑𝐴]𝑇,𝑃,𝑛𝑑𝐴 (2,4)
𝛾 : Tensión superficial, dinas/cm
𝐺 : Energía libre, ergios/𝑐𝑚2
𝐴: Área, 𝑐𝑚2
La tensión superficial 𝛾, es entonces una medida del trabajo requerido para aumentar la
superficie en 1 𝑐𝑚2a 𝑃, 𝑇 𝑦 𝑛 constantes [31].

10 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
La actividad de una superficie mineral en relación a los reactivos de flotación en el agua
depende de las fuerzas que actúan en la superficie. Para que sea factible la flotación de
partículas sólidas más densas que el líquido, es preciso que la adherencia de las partículas
de gas sea mayor que la tendencia a establecer un contacto entre las partículas y los
grupos iónicos del agua [33][34]. Este contacto entre sólidos y un líquido se determina
mediante la medición del ángulo de contacto 𝞱 formado por la superficie del sólido y la
burbuja de gas [10].
El ángulo de contacto se da por las fuerzas de tensión que se desarrollan entre la
superficie del mineral y la superficie de la burbuja [30]. Hay un parámetro que define la
mojabilidad que es la tangente a la gota y la superficie plana. Ver Figura 2-4.
Figura 2-4. Ángulo de contacto.[30]
Young supuso que se establece un equilibrio de fuerzas en el ángulo entre un líquido, un
medio gaseoso y un sólido.
𝛾𝐿𝐺𝑐𝑜𝑠θ + 𝛾𝑆𝐿 = 𝛾𝑆𝐺 (Equilibrio de fuerzas), (2,5) de donde:
𝑐𝑜𝑠θ =𝛾𝑆𝐺−𝛾𝑆𝐿
𝛾𝐿𝐺 Primera Ecuación de Young (2,6)
Esta ecuación establece una relación entre el ángulo de contacto versus el mojamiento.
a. Si 𝛾𝑆𝐺 − 𝛾𝑆𝐿 = 𝛾𝐿𝐺 → 𝑐𝑜𝑠θ = 1 → θ = 0° , mojamiento completo (2,7)
b. Si 𝛾𝑆𝐺 − 𝛾𝑆𝐿 = 𝛾𝐿𝐺 → 𝑐𝑜𝑠θ < 1 → θ = 0° , mojamiento parcial (2,8)

Estado del Arte 11
Al valor (𝛾𝑆𝐺 − 𝛾𝑆𝐿) se llama tensión de adhesión (Fuerza de adhesión).
𝛾𝑆𝐺 − 𝛾𝑆𝐿 = 𝐹𝑎𝑑ℎ (2,9)
Recordando:
∆𝐺𝑎𝑑ℎ = (𝛾𝑆𝐺 − 𝛾𝑆𝐿) − 𝛾𝐿𝐺 = 𝛾𝐿𝐺 𝑐𝑜𝑠θ - 𝛾𝐿𝐺 (2,10)
∆𝐺𝑎𝑑ℎ = 𝛾𝐿𝐺 ( 𝑐𝑜𝑠θ − 1), se determina en laboratorio (2,11) Para valores de:
θ = 0° → 𝑐𝑜𝑠θ = 1, ∆𝐺𝑎𝑑ℎ = 0 (2,12)
θ = 90° → 𝑐𝑜𝑠θ = 0, ∆𝐺𝑎𝑑ℎ = − 𝛾𝐿𝐺 (2,13)
Luego, el fenómeno de adhesión partícula - burbuja es espontáneo cuando θ > 0°,
generando superficies hidrófobas. No existe adhesión partícula - burbuja, y por otro lado,
si θ = 0°, la superficie mineral es hidrofílica [35][31].
2.3.2 Teorías de flotación para óxidos
Los minerales de óxidos tienen una mayor afinidad con los cadenas de reactivos que
contienen O, y su química de superficie está determinada en gran parte por las reacciones
de intercambio de iones [10]. La adsorción física juega un papel importante junto a la
adsorción química, la adsorción del colector en los minerales no sulfurosos es,
generalmente, mucho menos específica que en el caso de los minerales sulfurosos [25].
La realización de ésta investigación se enfrenta a flotaciones de minerales de óxidos, que
contienen importantes cantidades de lamas primarias, tales como arcillas y óxidos de
hierro. Además los mismo minerales valiosos son generalmente muy blandos formando
limos, los cuales puede ser un problema al momento de realizar la flotación, ya que se
puede presentar alta viscosidad en la pulpa, cubiertas de limos de un mineral “slime
coating” sobre las partículas más gruesas de otro mineral, mayor consumo de colectores
causado por la adsorción indiscriminada y grandes áreas de superficies del mineral, una
eficiencia reducida por la incorporación de partículas ultra finas a las burbujas de aire y la
dilución del concentrado mediante lamas de ganga arrastradas en la espuma. Además, la

12 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
adsorción física de colectores escasamente solubles tales como los ácidos grasos [4], es
mucho más lenta y menos eficiente en el caso de las partículas finas que en el de las más
gruesas.
El agua sigue siendo un factor importante para minerales óxidos ya que algunos colectores
[30] como los ácidos grasos, pueden reaccionar con cationes multivalentes, como el calcio
y el magnesio, para formar compuestos insolubles con un apropiado consumo del colector,
estos compuestos insolubles pueden adsorberse discriminadamente sobre la superficie del
mineral, reduciendo la selectividad de la flotación, los iones solubles pueden competir con
el colector por la adsorción sobre la superficie del mineral valioso y algunas especies
solubles, especialmente el hierro, pueden adsorberse sobre minerales de ganga, causando
una activación involuntaria [36].
Así mismo en el proceso de flotación espumante para óxidos se evalúan teorías para
explicar los mecanismos de adsorción de colectores (catiónicos y aniónicos) en superficies
minerales de tipo no-súlfuros (óxidos, silicatos, carbonatos, fosfatos, nitratos, sulfatos, y
otros). La teoría de la adsorción iónica o de la formación de hemi-micelas, la teoría de la
solubilidad y la teoría de la formación de complejos ion-moleculares [35][10].
La teoría de la adsorción iónica o de la formación de hemi-micelas[31] plantea que la
adsorción de colectores se da por la interacción electrostática de los iones colectores con
la superficie del mineral, de acuerdo con la teoría de la doble capa eléctrica y por la
asociación de las cadenas hidrocarburadas de los iones colectores por fuerzas laterales
de Van der Waals, formando hemi-micelas. Un ejemplo se observa en la Figura 2-5
[10][35].

Estado del Arte 13
Figura 2-5. Representación esquemáticamente de la doble capa eléctrica en la presencia de un colector aniónico [31].
La teoría de la solubilidad asume que la adsorción de colectores en los minerales se debe
a enlaces químicos que siguen las leyes que gobiernan la precipitación de sustancias de
baja solubilidad [37].
La teoría de la formación de complejos ionomoleculares. Señala que asociaciones
moleculares diversas entre las dos especies unitarias, ión y molécula neutra, se formarían
en solución, antes de la adsorción. Estas asociaciones serían bastante simples, y serían
abundantes en distintos rangos de pH, en concentraciones inferiores a las respectivas
concentraciones micelares críticas (CMC), ya que en este punto no se presentarían
flotaciones debido a las características de colector. Particularmente activos en las
interfase, tanto sólido/líquido como líquido/aire, serían los dímeros ión-molécula neutra, los
llamados complejos ionomoleculares [36][31].

14 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
2.3.3 Potencial z
El potencial Z es una manera efectiva de controlar el comportamiento fisicoquímico
superficial de la partícula y su carga, través de un proceso llamado electrofóresis, en donde
las partículas de mineral son sometidas a un campo eléctrico, el cual acelera las partículas
cuando están cargadas eléctricamente. El potencial zeta está determinado por la
naturaleza de la superficie de la partícula y el medio de dispersión, es por esto que el pH
es un parámetro importante [10].
En la flotación de óxidos, se usan colectores catiónicos o aniónicos, y se dice que estos se
adsorben sólo sobre la superficie con carga eléctrica de signo contrario. Por lo tanto
graficando potencial zeta, 𝑃𝑍 versus pH para una superficie mineral, se puede correlacionar
con una curva de recuperación versus pH como se muestra a continuación en la Figura
2-6. Esta medida de potencial se correlaciona muy bien con la adsorción de colectores de
signo positivo o negativo y con la respuesta en flotación [30].
Figura 2-6. Potencial z vs pH [30].
Se ve que en a) se tendrá flotación con colector catiónico y en b) con colector aniónico.

Estado del Arte 15
2.3.4 Reactivos de flotación
Los reactivos son usados en los procesos de flotación con el propósito de cambiar las
propiedades de mojabilidad de los minerales. En general, éstos pueden clasificarse en tres
tipos: colectores, espumantes y reguladores. La selección de los reactivos de flotación se
realiza teniendo en cuenta el comportamiento superficial de los minerales involucrados
cuando están en suspensión, a partir de curvas de potencial Z, las cuales relacionan el
comportamiento de la carga superficial a diferentes condiciones de pH [10].
Los colectores son substancias orgánicas cuyo anión o catión tiene una estructura
integrada por una parte polar y otra apolar. Ver Figura 2-7.
Figura 2-7. Etil xantato de sodio [31].
La parte polar del ión se adsorbe en la superficie del mineral. Por otra parte, la parte apolar,
constituida por una cadena de hidrocarburos, queda orientada hacia la fase acuosa, dando
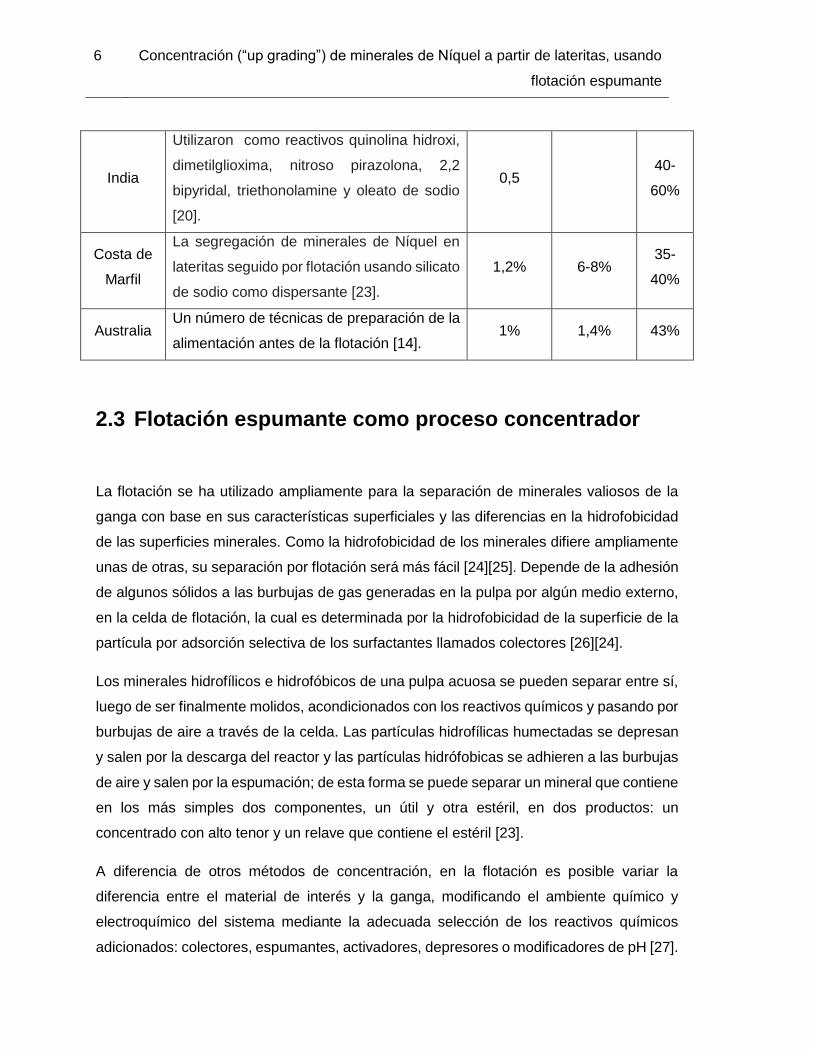
el carácter hidrófobo al mineral, ver Figura 2-8.
16 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 2-8. Adhesión del colector a la superficie a la superficie del mineral.
El largo de la cadena de hidrocarburos está asociado a la mayor o menor repelencia al
agua. La parte que se adhiere al mineral dará la fuerza y selectividad. Lo anterior explica
la diferencia de comportamiento de los diferentes colectores [29].
Existen entonces dos tipos de colectores los catiónicos y los aniónicos. Los colectores
catiónicos de mayor importancia son las aminas, las propiedades relevantes de éstos son
la cadena de hidrocarburos, la constante de ionización, su solubilidad y concentración
micelar crítica. Los colectores aniónicos usualmente incluyen carboxilatos (ácidos grasos),
dependen de factores tales como la carga superficial, la composición química del mineral
y los surfactantes [10].
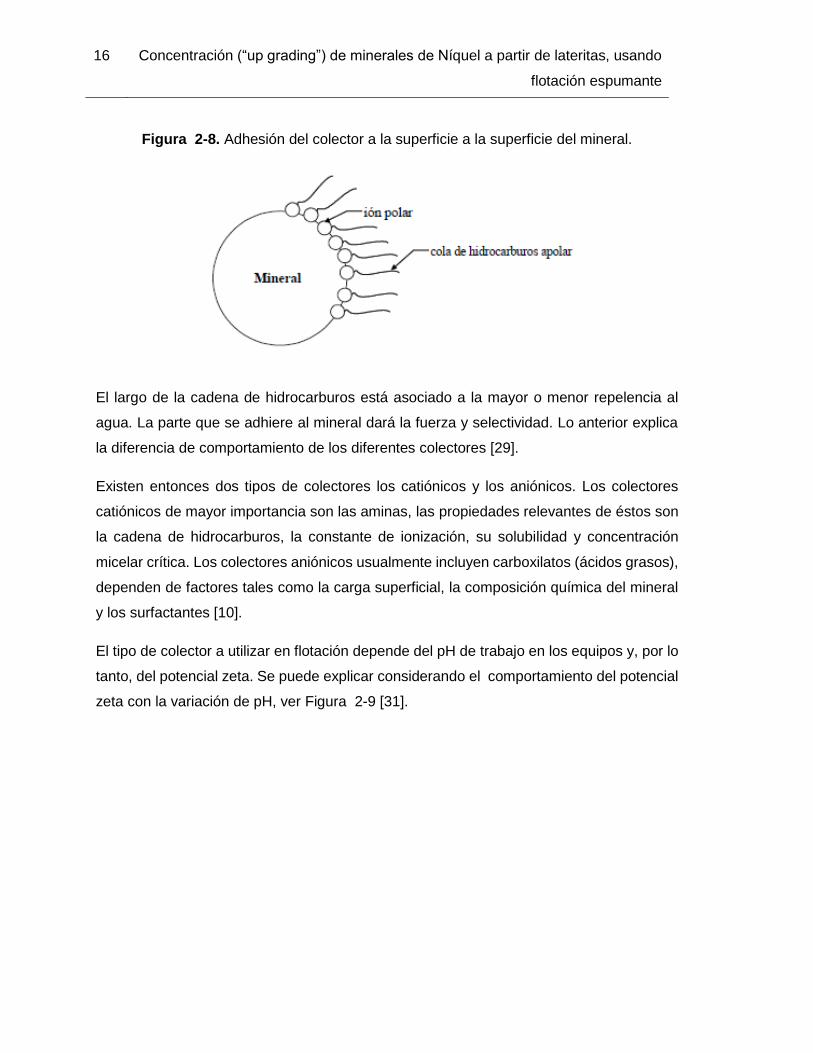
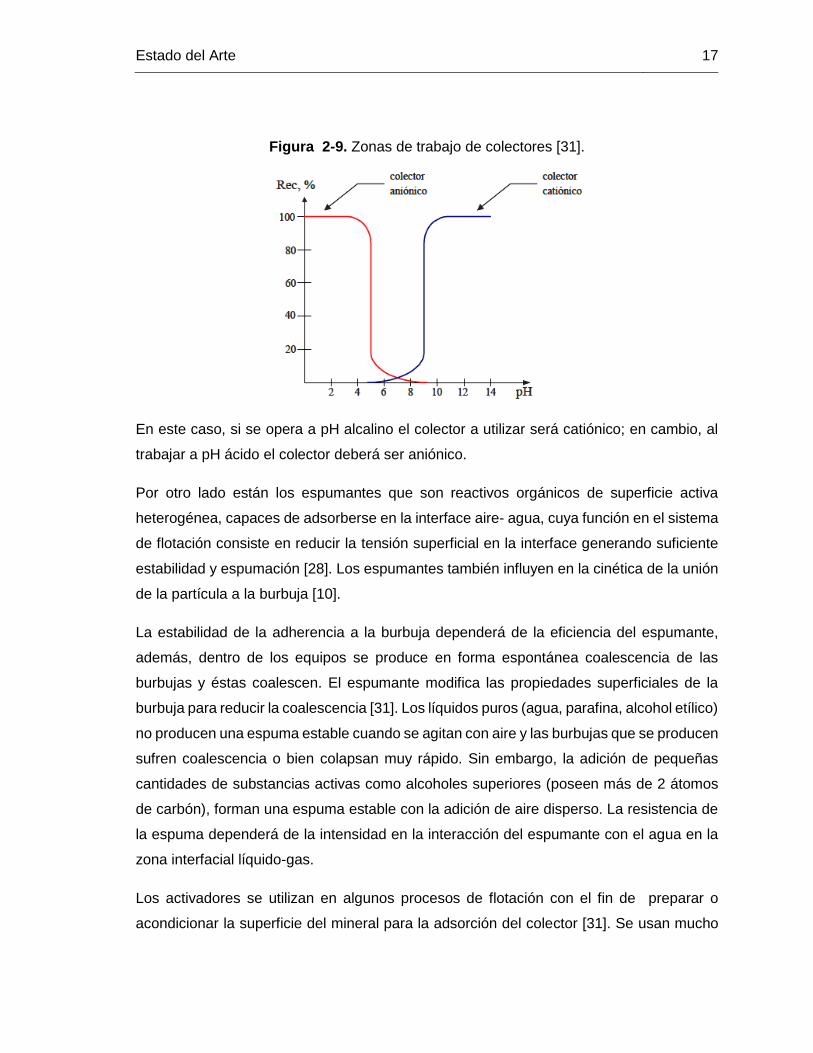
El tipo de colector a utilizar en flotación depende del pH de trabajo en los equipos y, por lo
tanto, del potencial zeta. Se puede explicar considerando el comportamiento del potencial
zeta con la variación de pH, ver Figura 2-9 [31].
Estado del Arte 17
Figura 2-9. Zonas de trabajo de colectores [31].
En este caso, si se opera a pH alcalino el colector a utilizar será catiónico; en cambio, al
trabajar a pH ácido el colector deberá ser aniónico.
Por otro lado están los espumantes que son reactivos orgánicos de superficie activa
heterogénea, capaces de adsorberse en la interface aire- agua, cuya función en el sistema
de flotación consiste en reducir la tensión superficial en la interface generando suficiente
estabilidad y espumación [28]. Los espumantes también influyen en la cinética de la unión
de la partícula a la burbuja [10].
La estabilidad de la adherencia a la burbuja dependerá de la eficiencia del espumante,
además, dentro de los equipos se produce en forma espontánea coalescencia de las
burbujas y éstas coalescen. El espumante modifica las propiedades superficiales de la
burbuja para reducir la coalescencia [31]. Los líquidos puros (agua, parafina, alcohol etílico)
no producen una espuma estable cuando se agitan con aire y las burbujas que se producen
sufren coalescencia o bien colapsan muy rápido. Sin embargo, la adición de pequeñas
cantidades de substancias activas como alcoholes superiores (poseen más de 2 átomos
de carbón), forman una espuma estable con la adición de aire disperso. La resistencia de
la espuma dependerá de la intensidad en la interacción del espumante con el agua en la
zona interfacial líquido-gas.
Los activadores se utilizan en algunos procesos de flotación con el fin de preparar o
acondicionar la superficie del mineral para la adsorción del colector [31]. Se usan mucho

18 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
en flotación para modificar la acción del colector, ya sea intensificando o reduciendo el
efecto repelente al agua sobre la superficie del mineral y de esa manera hacer más
selectiva la acción del colector hacia ciertos minerales [10].
Por último los agentes depresantes para el proceso de flotación espumante concierne tanto
en la flotación de óxidos como de sulfuros [31]. En el primer caso se buscará eliminar en
las colas de flotación la ganga; mientras que en el segundo caso, se buscará eliminar la
ganga y los sulfuros no útiles. Se trata también de deprimir temporalmente ciertos sulfuros
con el fin de poder realizar la flotación diferencial de otros [10].
2.3.5 Variables que intervienen en la flotación
En todo proceso de flotación intervienen variables las cuales ayudan a una eficiente
recuperación [38]. La granulometría del mineral como primera medida debe tenerse en
cuenta, ya que para el proceso de flotación se requiere que las especies minerales útiles
tengan un grado de liberación para su concentración, ésta también ayudará en la selección
de la celda de flotación [10][35][31].
La adición de reactivos en el proceso dependerá de las pruebas metalúrgicas preliminares
y así se determinará el consumo para el balance económico. Se debe tener en cuenta, que
los reactivos de flotación requieren de un cierto tiempo de acondicionamiento para estar
en contacto con la pulpa y de esa forma poder actuar en forma eficiente sobre las especies
útiles de la mena. Así mismo el acondicionamiento es una etapa clave ya que proporciona
el tiempo necesario para que actúen en forma eficiente los reactivos de flotación.
Para el tiempo de residencia se puede variar normalmente a través de alteraciones en el
flujo y en la concentración de sólidos de la alimentación, en el flujo de agua de lavado y en
la altura de la zona de colección. La altura de la zona de colección debe ser suficiente para
permitir que las partículas hidrófobas sean colectadas por las burbujas que ascienden [29].
Para la optimización de los circuitos de flotación el tiempo óptimo de cada etapa se
determina a través de la cinética de flotación de los minerales, de la cinética de acción de
reactivos, del volumen de las celdas, del porcentaje de sólidos de las pulpas en las celdas
y de las cargas circulantes [10].

Estado del Arte 19
La densidad de la pulpa o porcentaje de sólidos en la flotación de minerales viene
determinada desde la etapa de molienda/clasificación. Es raro que la pulpa se ajuste en
su porcentaje de sólidos antes de entrar a la etapa de flotación, sin embargo, es un factor
importante, ya que la flotación de los minerales ocurre en forma eficiente cuando la pulpa
presenta un valor adecuado de porcentaje de sólidos [10]. En todo proceso existe un
porcentaje de sólidos óptimo que tiene influencia en el tiempo de residencia del mineral en
los circuitos.
La flotación espumante es sensible al pH, es quizás la variable de control más utilizada
en el proceso de flotación, ya que resulta fundamental en la recuperación y selectividad,
así como, en la depresión de minerales. Cada uno de los reactivos de flotación, tiene un
pH óptimo ambiente en el cual se obtendría el mejor resultado operacional [10].
Dada a la gran cantidad de interacciones que se producen entre las variables del proceso,
las cuales acondicionan el ambiente físico-químico de la flotación, un aspecto interesante
de analizar es la calidad del agua que se utiliza en el proceso. Es común ver en las plantas
concentradoras, que gran parte del agua utilizada es la obtenida durante el proceso, es
decir, se hace recircular el agua, la cual es recuperada desde las etapas de separación
sólido/líquido (espesadores, filtros, etc.), la cual contiene reactivos químicos residuales.
Esta utilización de agua de proceso produce un ahorro en el consumo de agua y en el
consumo de espumante, pero se puede producir un aumento de algunos iones en solución
cuyo efecto en la flotación de los minerales debe ser evaluado, a fin de evitar que éstos
superen los niveles críticos para la flotación.
Por último la aireación, la cual permitirá aumentar o retardar la flotación en beneficio de la
recuperación o de la ley, respectivamente. El aire es uno de los tres elementos
imprescindibles en el proceso de flotación, junto con el mineral y el agua.
2.3.6 Tipos de celdas
Teniendo en cuenta la variedad de criterios para la realización de pruebas de flotación y
dependiendo de la necesidad según las variables, el objetivo de la celda de flotación es
realizar una serie de funciones simultáneas como la suspensión de partículas sólidas,
20 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
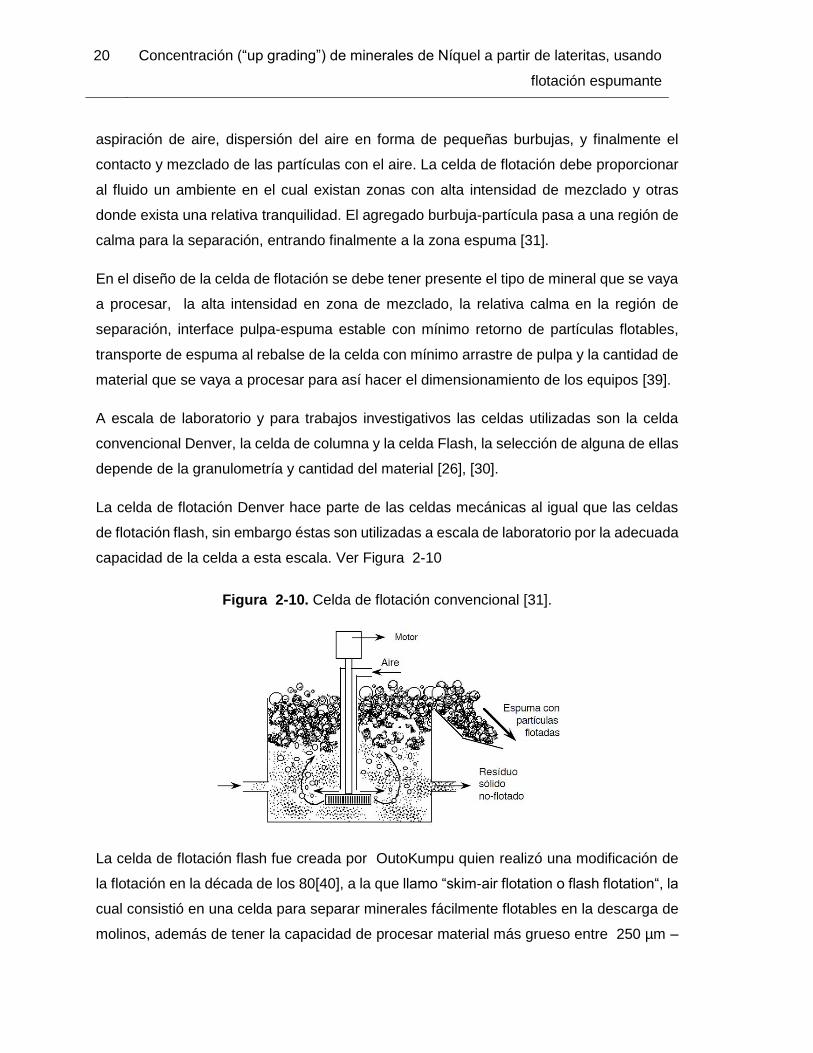
aspiración de aire, dispersión del aire en forma de pequeñas burbujas, y finalmente el
contacto y mezclado de las partículas con el aire. La celda de flotación debe proporcionar
al fluido un ambiente en el cual existan zonas con alta intensidad de mezclado y otras
donde exista una relativa tranquilidad. El agregado burbuja-partícula pasa a una región de
calma para la separación, entrando finalmente a la zona espuma [31].
En el diseño de la celda de flotación se debe tener presente el tipo de mineral que se vaya
a procesar, la alta intensidad en zona de mezclado, la relativa calma en la región de
separación, interface pulpa-espuma estable con mínimo retorno de partículas flotables,
transporte de espuma al rebalse de la celda con mínimo arrastre de pulpa y la cantidad de
material que se vaya a procesar para así hacer el dimensionamiento de los equipos [39].
A escala de laboratorio y para trabajos investigativos las celdas utilizadas son la celda
convencional Denver, la celda de columna y la celda Flash, la selección de alguna de ellas
depende de la granulometría y cantidad del material [26], [30].
La celda de flotación Denver hace parte de las celdas mecánicas al igual que las celdas
de flotación flash, sin embargo éstas son utilizadas a escala de laboratorio por la adecuada
capacidad de la celda a esta escala. Ver Figura 2-10
Figura 2-10. Celda de flotación convencional [31].
La celda de flotación flash fue creada por OutoKumpu quien realizó una modificación de
la flotación en la década de los 80[40], a la que llamo “skim-air flotation o flash flotation“, la
cual consistió en una celda para separar minerales fácilmente flotables en la descarga de
molinos, además de tener la capacidad de procesar material más grueso entre 250 µm –

Estado del Arte 21
55 µm, capacidad de procesar pulpa con un alto % de solidos hasta el 70%, el tiempo de
residencia es menor a 5 minutos y un contacto limitado con los reactivos antes de la
flotación. Ver Figura 2-11.
Figura 2-11. Celda de flotación flash. Tomada en el IM CIMEX.
La tecnología de flotación por columna ha logrado una amplia aceptación en la industria
de procesamiento de minerales por las ventajas que ofrece sobre los equipos de flotación
convencional en las etapas de cleaner y recleaner, ya que se pueden procesar materiales
con granulometrías inferiores (partículas finas menor a 55 µm, el espacio ocupado para la
instalación es menor, no lleva agitador, menor costo de mantenimiento y menor control del
proceso. Ver Figura 2-12 [30], [31].

22 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 2-12. Esquema celda de flotación en columna.
2.4 Activación mediante sulfidización
Debido a que los compuestos de óxidos presentes en el mineral de estudio y a la poca
reacción con los métodos tradicionales se requieren un tratamiento especial. La activación
mediante sulfidización usada para este caso se realizó con sulfuro de sodio (Na2S),
seguido por una flotación que use xantato y otros colectores tiocolectores. Los agentes de
sulfidización como el sulfuro de sodio (Na2S), sulfhidrato de sodio o el sulfuro de amonio

Estado del Arte 23
((NH4)2𝑆) normalmente se agregan por etapas para una mayor eficiencia y un mayor
control. Un ejemplo común en esta técnica es para los minerales de óxido de cobre ya que
no responden bien a los métodos tradicionales de concentración [23].
El proceso de activación por sulfidización es bastante atractivo, pero en la práctica si no
se tiene mayor cuidado puede tener dos desventajas importantes. La primera es la
dosificación del agente de sulfidización; ya que un exceso produce una depresión tanto en
los minerales sulfuros como en los óxidos y una cantidad insuficiente produce una
recuperación deficiente, y la segunda desventaja es el cuidado con los minerales de óxido
ya que responden de manera distinta a la sulfidización [23].
En la Figura 2-13 se muestra un esquema del proceso de activación que usa 𝑁𝑎2𝑆 en
solución acuosa:
𝑁𝑎2𝑆 ↔ 2𝑁𝑎+ + 𝑆2−
El ion sulfuro se adsorbe sobre óxidos metálicos que incluyen los Ni-bearing y no
comprometen la alteración superficial de los silicatos. El resultado es un sulfuro superficial
de 𝐹𝑒 y 𝑁𝑖 principalmente, que pueden ser hidrofobizado selectivamente por un tiocolector.
Para que haya una eficiencia en la activación por sulfidización se debe hacer
acondicionamiento de la pulpa a un pH de neutro a alcalino no superior a 10,5 [41],
preferiblemente con soda en vez de cal. La variación de los colectores puede ir desde
xantatos etílico y amílico hasta los promotores AERO 8474, 8475 y 8649 entre otros, que
son ditiocarbamatos, en especial reactivos del tipo tiocolectores que favorezcan la
quimisorción sobre enlaces tipo metálico como se muestra en la Figura 2-14 para flotación
de sulfuros metálicos, usados frecuentemente en la flotación de sulfuros metálicos con una
concentración de 250 g/ton y usando como espumante el AEROFROTH 65 que es un
poliglicol que exhibe fuerza en los circuitos de flotación [42].

24 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 2-13. Proceso de activación mediante Na2S en solución acuosa.

Estado del Arte 25
Figura 2-14. Adsorción de tiocolector.


3. Desarrollo Experimental
Para la realización de cada una de las pruebas en celdas de flotación espumante, análisis
de muestras y evaluación de resultados de concentración Níquel, se utilizaron muestras
de suelos literíticos de la región del Departamento de Córdoba.
3.1 Materiales y métodos
A continuación serán presentados cada uno de los materiales y equipos utilizados para la
realización del trabajo de investigación.
3.1.1 Minerales
El mineral con el que se llevaron a cabo las pruebas de flotación espumante, pertenece a
un suelo laterítico extraído de un depósito ubicado en el noroeste de Colombia en el
Departamento de Córdoba Ver Figura 3-1. El cual fue secado y posteriormente molido,
dejando así una granulometría parcial para las pruebas de flotación espumante inferior a
63 μm.

28 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 3-1. Mineral de interés- suelos lateríticos.
3.1.2 Reactivos de flotación
Para esta investigación se realizaron tres pecanismos diferentes de flotación espumante,
en el cual cada uno de éstos se utilizó un tipo de reactivo [41][36].
Los colectores de minerales tipo óxidos deben hacer énfasis en una mejor eficiencia para
la recuperación de partículas finas, ya que en las partículas finas en donde se encuentra
concentrado la cantidad de material de interés, en el mejoramiento de la flotación
diferencial de menas de óxidos complejos y tener mayor selectividad en la flotación
aniónica en relación a la sílice.
Por tratarse de un material con composición abundante de óxidos para las flotaciones se
utilizaron [28][43] los reactivos que aparecen en la Tabla 3-1.

Desarrollo Experimental 29
Tabla 3-1. Reactivos de flotación.
Reactivo Descripción
Promotor
Aero 824
Sulfanatos del petróleo tradicionales, que deben dispersarse en agua a 82℃
para reducir la viscosidad y mejorar las características de manejo [41].
Aeromine
3030c
Es un promotor catiónico, se puede utilizar en medios ácidos o alcalinos.
Está asociado a las micas [41].
Espumante
Aerofroth 65
Poliglicol soluble que exhibe fuerza y persistencia en los circuitos de
flotación. Se usa para flotaciones con difícil espumación logrando obtener
una espuma con bajo consumo de reactivo [41].
Espumante
Aerofroth 70
Espumante de alcohol de bajo peso molecular cuando la selectividad es
importante para la alimentación que contiene un porcentaje de finos más
alto que lo normal [41].
Almidón o
Dextrinas
Poseen fuertes propiedades floculantes, pero cuando son negativamente
cargadas por sustitución de un anión, se obtiene macromoléculas
negativamente cargadas las cuales se emplean como depresantes
selectivos de talco y minerales silíceos [44].
3.1.3 Mecanismos para determinar la hidrofobicidad del mineral.
Durante el desarrollo del trabajo experimental de la tesis y como complemento a la revisión
bibliográfica se establecen mecanismos para determinar la hidrofobicidad del mineral. El
primer mecanismo ha sido conformado por la adsorción del colector sobre la superficie de
la partícula que se desea flotar, a medida que se aumentan las cargas. El segundo
mecanismo plantea generar una interfaz del mineral laterítico modificando la superficie de
la partícula, logrando hidrofobizar el mineral mediante tiocolectores, como se explica
anteriormente en el ítem 2.4. Así mismo es necesario que se realicen mediciones de ángulo
de contacto y potencial z, los cuales ayudan a determinar los mecanismos de
hidrofobicidad del mineral.

30 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
3.1.3.1 Medición de ángulo de contacto
El ángulo de contacto es una propiedad superficial de los sólidos que cuantifica su
tendencia a la hidrofobicidad como parámetro importante para analizar los mecanismos de
interacción entre las fases sólida y líquida que se presentan en la superficie del mineral,
así como también establecer los reactivos que inducen a la partícula un comportamiento
hidrofobico como se logra ver en los resultados obtenidos en el ítem 5.1.1.
3.1.3.2 Medición de potencial z
En la investigación se realizaron mediciones de potencial zeta en el equipo Zeta sazer
nano zs90 modelo zen3690 malvern [45] al mineral en solución acuosa, variando el pH con
hidróxido de sodio para zona básica, es decir pH superiores a 7 y ácido clorhídrico para
zona ácida pH inferiores a 7, aunque no es posible determinar con ciencia cierta a cuál de
los minerales presentes en el mineral (suelo laterítico) fue tomada como referencia para
dicha medición, ya que para ésta se necesita una sola fase del mineral [46], ver resultados
a continuación Figura 3-2.

Desarrollo Experimental 31
Figura 3-2. Medición de potencial zeta del mineral.
De acuerdo a la Figura 3-2 se observa que la carga superficial del mineral es negativa a
cualquier pH utilizado para esta medición, por lo cual sería conveniente utilizar un colector
catiónico para inducir hidrofobicidad al mineral. Sin embargo cabe anotar que el ensayo
establecido para determinar el potencial z no se realizó con la fase pura del mineral, por
consiguiente no se discrimina individualmente el óxido en los que se encuentra este metal.
3.1.4 Diseño de experimento
Para llevar a cabo las pruebas iniciales de flotación se montó un diseño de experimento
utilizando el programa Minitab v.16, en el cual se establecieron dos factores: pH y tiempo.
Variado cada factor en tres niveles pH (4,7 y 9) y tiempo min (10, 15 y 20).
En la Figura 3-3 se muestra como ejemplo los resultados obtenidos para el reactivo xantato
isopropilico de sodio para cada una de las corridas. Del mismo modo se realizaron para
cada uno de los reactivos mencionados en la Tabla 5-3.
-35
-30
-25
-20
-15
-10
-5
0
0 2 4 6 8 10 12
Po
ten
cial
Ze
ta (
mV
)
pH
Potencial Zeta Vs pH

32 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 3-3. Diseño de experimento xantato isopropilico de sodio
3.2 Metodología
Se planteó una metodología como se muestra en la Figura 3-4 basada en el
procesamiento y análisis de las muestras, modificando variables durante las diferentes
etapas del proceso. Inicialmente se realiza un cuarteo de la muestra cabeza junto con la
caracterización química y mineralógica para la identificación de las especies útiles y de
ganga, sus asociaciones y tamaño de liberación. Una vez finalizada la etapa de
caracterización se determinó la granulometría de las especies minerales útiles para su
concentración. Posteriormente se escoge la celda adecuada para el proceso de flotación
y se determina su volumen, el mineral se somete a molienda para aprovechar el tamaño
óptimo de liberación del mineral de Níquel, sin olvidar igualmente las variables que
intervienen en el proceso de flotación como los tipo de reactivos de flotación, dosificación
de reactivos, densidad de pulpa, aireación y acondicionamiento, pH, tipo de agua,
temperatura, y tiempo de flotación, además se hicieron mediciones de ángulo de contacto
con diferentes reactivos para determinar la hidrófobicidad de las partículas.
Se realizaron pruebas de flotación en las en celdas convencionales semi- batch (Denver)
y de columna para flotaciones directas e inversas. Primero se realizaron pruebas de

Desarrollo Experimental 33
flotación directa en la cual el material de interés sale por la espumación y la ganga se
depresa y sale por el reactor, seguido se realizaron pruebas de flotación espumante
inversas, en el que el material que sale por la espumación es el material ganga y por el
relave el material de interés, en este caso se hizo este proceso para flotar la mayor cantidad
de material que no es de interés. En cada una de las pruebas anteriormente mencionadas
hubo análisis previo de reactivos, dosificación, pH, tiempo de acondicionamiento, densidad
de la pulpa y tiempo de recolección. Las dos corrientes de cada una de las pruebas tanto
el concentrado como las colas fueron debidamente secadas, pesadas y finalmente
analizadas por adsorción atómica, para así determinar la recuperación que se obtuvo y de
esta manera determinar la variable representativa para el proceso.
De igual manera se hicieron pruebas de flotación directas en celdas de flotación semi-
batch (Denver) y de columna con activación con sulfidización utilizando como agente
sulfidizador el (sulfuro de sodio) 𝑁𝑎2𝑆 logrando que el material se comporte como un
material de sulfuro, esto se logró con modificaciones en variables de dosificación, pH y
tiempo de recolección, éstas también fueron recolectadas debidamente por cada una de
las corrientes, secadas y analizadas así determinar su recuperación.

34 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 3-4. Diagrama de flujo de la metodología implementada para el desarrollo del trabajo investigativo

Desarrollo Experimental 35
3.2.1 Ángulo de contacto
Las pruebas de medición de ángulo de contacto se realizaron en el laboratorio de sistemas
particulados del Instituto de Minerales CIMEX, Universidad Nacional de Colombia. El
equipo usado fue goniómetro tipo OCA 15 PLUS, con software SCA 20. Ver Figura 3-5.
Figura 3-5. Medidor de ángulo de contacto. Tomada en el IM CIMEX.
El ángulo de contacto es un parámetro que se usa en materiales para caracterizar las
propiedades de humectabilidad de éstos. También sirve para observar el efecto de
modificaciones en la superficie. Finalmente se realizan mediciones de ángulo de contacto
para cuantificar la mojabilidad del mineral, en la cual se pueden determinar con precisión
la tensión superficial de una superficie de una gota de solución sobre la capa del
mineral[47].

36 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
3.2.2 Flotación espumante
La parte experimental se realizó en celdas columnas y celdas Denver que serán descritas
más adelante en el ítem 5.1.2, teniendo en cuenta la granulometría de la muestra y el
grado de liberación del mineral de interés. Sin embargo de acuerdo a la distribución de
Níquel que se encuentra en cada una de las granulometrías estudiadas posteriormente ver
Tabla 4-1, las pruebas de flotación espumante en celda columna pueden ser remplazadas
por las pruebas en celdas convencionales Denver realizadas en el laboratorio de minerales
Cimex, por aprovechamiento de mineral disponible para la investigación debido a la
capacidad de la celda y teniendo en cuenta que los resultados son similares [48][23][28].
Celda Columna: Es un tipo de celda neumática, diseñada especialmente para materiales
con granulometrías inferiores a 60 µm. La tecnología de flotación columnar ha logrado una
amplia aceptación en la industria de procesamiento de minerales por las ventajas que
ofrece sobre los equipos de flotación convencional en las etapas de cleaner y recleaner
[30]. El espacio ocupado en la planta es reducido, tiene más capacidad de flotación
instalada por unidad de superficie de edificio, bajo costo de capital, menos espacio,
instalación eléctrica más sencilla, no necesita de un agitador, tiene menor costo de
mantenimiento y mejor control del proceso [49]. A continuación se observa un ejemplo del
ensayo puesto en marcha en el laboratorio. Ver Figura 3-6.

Desarrollo Experimental 37
Figura 3-6. Celda de flotación columna. Tomada en el IM CIMEX.
Celda Denver: Hace parte de las celdas convencionales, se caracteriza por el uso de
recirculación homogénea de la pulpa a través del impulsor, lo que permite la mezcla de la
pulpa con aire a baja presión, elimina los problemas de arenamiento y zonas muertas. Son
muy útiles para hacer ensayos de laboratorio ya que se necesitan poco mineral para hacer
una prueba [31][30]. Ver Figura 3-7.

38 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 3-7. Celda de flotación Denver. Tomada en el IM CIMEX.

4. Caracterización del Mineral
El mineral utilizado para las diferentes pruebas corresponde a suelos lateríticos que se
encuentran en el noroeste de Colombia, en el Departamento de Córdoba. Depósito
característico de la zona y del que se extrae principalmente ferroníquel. Con el fin de
comprender los diferentes comportamientos obtenidos en el transcurso de la investigación,
fue necesario realizar previamente la caracterización mineralógica.
4.1 Densidad del mineral
La densidad de pulpa fue medida por medio de un picnómetro [50]. La densidad del mineral
es entonces 2,475 𝑔 𝑐𝑚3⁄
4.2 Análisis químico elemental
4.2.1 Espectrometría de absorción atómica
Con la espectrometría de absorción atómica (AAS) 𝐼𝐶𝐸𝑇𝑀 3000 se determinó la
concentración de cada uno de los elementos analíticos determinados en la muestra.
En la Tabla 4-1 se muestran los resultados arrojados del análisis químico por absorción
atómica realizados al mineral en porcentaje en peso. Esto con el fin de observar qué
cantidad de material de interés queda retenido en cada una de las malla, los cuales fueron
efectuados con una serie de mallas Taylor ® (USA STANDARD TEST SIEVE) en el
tamizador Rotap RX-29®.

40 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Tabla 4-1. Análisis químico por adsorción atómica.
Mallas %
𝑭𝒆𝟐𝑶𝟑
%
𝑵𝒊 %
𝑴𝒏𝑶
%
𝑪𝒂𝑶
%
𝑨𝒍𝟐𝑶𝟑
%
𝑴𝒈𝑶 Insolubles
-70/+100 12,099 1,697 0,201 0,180 0,689 13,491 43,05
-100/+170 11,970 1,749 0,186 0,170 0,677 12,304 43,42
-170/+200 11,928 1,711 0,179 0,183 0,667 13,152 43,65
-200/+230 12,684 1,779 0,174 0,144 0,647 13,308 41,16
-230/+270 12,787 1,802 0,175 0,143 0,634 12,393 42,63
-270/+325 12,588 0,169 0,140 0,140 0,737 13,151 42,22
-325 13,896 0,163 0,163 0,132 0,766 13,263 39,52
4.2.2 Microscopía electrónica de barrido SEM
Se realizaron aproximadamente 20 pruebas en SEM (Microscopía electrónica de barrido)
tipo JEOL JSM-5910LV, con analizador cuantitativo y cualitativo para la observación
tridimensional de imágenes de alta resolución, análisis de superficie a altas
magnificaciones, forma de grano, y composición química. La Figura 4-1 muestra los
microanálisis para el mineral que acompaña al Níquel en el depósito laterítico.

Caracterización del Mineral 41
Figura 4-1. Imágenes del mineral.
4.2.3 Fluorescencia de rayos x
El ensayo en FRX (Fluorescencia de Rayos X) proporciona información sobre las
composiciones, fases químicas, y estructuras cristalinas presentes en la muestra. En la
Tabla 4-2 se muestran los resultados obtenidos en porcentaje en peso del mineral.
Tabla 4-2. Resultados obtenidos en el FRX.
%
𝑨𝒍𝟐𝑶𝟑
%
𝑪𝒂𝑶
%
𝑪𝒐𝟑𝑶𝟒
%
𝑪𝒓𝟐𝑶𝟑
%
𝑭𝒆𝟐𝑶𝟑
% 𝑴𝒈𝑶
%
𝑴𝒏𝑶
%
𝑵𝒊 %
𝑷𝟐𝑶𝟓
%
𝑺𝒊𝑶𝟐
%
𝑳𝑶𝒍
Mineral 1.94 0.38 0.04 0.86 18.90 21.77 0.26 1.60 0.01 42.33 10.0
4.2.4 Tenor del mineral de alimento
El mineral tiene un tenor aproximado de 1,5 % en el mineral, con un rango desde 1,2% al
1,7 %, con un 39 % de insoluble y relación 𝑆𝑖𝑂2/𝑀𝑔𝑂 de tanto 1,8. Este resultado se obtuvo

42 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
dividiendo la cantidad de 𝑆𝑖𝑂2 en la muestra que es de 39% y el porcentaje de 𝑀𝑔𝑂
21,77% también contenido en la muestra de suelos lateríticos [44].
4.3 Análisis mineralógico de difracción de rayos x.
Para los ensayos de DRX se realizaron en el equipo X’pert-pro analítica con el software
X’pert-pro data collector. Para la medición del mineral se cuarteo y posteriormente se
tomaron 10 gramos pasante malla 200 para finalmente ser analizado. Dando como
resultado, ver Figura 4-2 y Tabla 4-3.
Figura 4-2. Difracción de rayos x.
Tabla 4-3. Resultados DRX (Difracción de Rayos x)
Nombre del Compuesto Formula Química Contenido en %
Quarzo 𝑆𝑖𝑂2 1,2
Magnesioferrita 𝑀𝑔𝐹𝑒2𝑂4 55,7
Lizardita 𝑀𝑔3𝑆𝑖2𝑂9𝐻4 11,5
Hematita 𝐹𝑒2𝑂3 17,1
Liebenbergita 𝑁𝑖2𝑆𝑖𝑂4 14,4
5. Resultados y Discusiones
5.1 Resultados
5.1.1 Valores de ángulo de contacto
Tras la realización de varios ensayos de flotación espumante directa con recuperaciones
aproximadas al 16%, se propone la realización de pruebas de flotación espumante inversa
y para esto es necesario saber la hidrófobicidad del mineral que se requiere flotar, en este
caso se propone flotar el mineral de ganga, es por esto sé que realizan mediciones de
ángulo de contacto con diferentes reactivos para garantizar la hidrófobicidad de la
partícula.
En la Figura 5-1 se observa la medición de ángulo de contacto de la superficie de una
partícula de cuarzo del mineral de interés, la cual dio un ángulo muy bajo, lo que garantiza
que la superficie es hidrofílica y se puede tomar como valor de referencia.

44 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 5-1. Medición ángulo de la superficie del cuarzo.
Los colectores utilizados para la modificación de la superficie de cuarzo que
proporcionaron mayor hidrofobicidad fueron el Aero 825 y el Aeromine 3030C ambos
reactivos con una concentración del 20% en solución y pH de 7.
En la Figura 5-2 y en la Figura 5-3 se observan las mediciones de ángulo de contacto
obtenidos sobre la superficie de cuarzo modificada con los colectores Aero 825 y Aeromine
3030c respectivamente.
Figura 5-2. Medición de ángulo de contacto con promotor Aero 825.

Resultados y Discusiones 45
Figura 5-3. Medición de ángulo de contacto con promotor Aeromine3030C.
En la Figura 5-4, se presenta el resumen de las mediciones de ángulo de contacto sobre
la superficie de cuarzo modificada mediante la inmersión durante 5,10,15,20,25,30
minutos en los colectores Aero 285, Aeromine 3030c, y otros como Aero 845,
Figura 5-4. Ángulo de contacto sobre superficie de cuarzo modificada con diferentes colectores.
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25 30 35
Án
gu
lo d
e C
on
tac
to(g
rad
os
)
Tiempo de acondicionamiento (min)
Aero 825 Aeromine 3030c OtrosGenamin TAP 100

46 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Acorde con la Figura 5-4, se observa que el tiempo de acondicionamiento eficiente para
que el colector actué sobre la superficie del mineral es de 20 minutos, alcanzando un mayor
valor de 82º el promotor Aero 825. Así mismo el promotor el Aeromine 3030c a los 30
minutos alcanza un ángulo con valor de 63°y el Genamin TAP 100 a los 20 minutos alcanza
un valor máximo de 42°, lo que indica que se obtiene mayor hidrofobicidad de la superfici
con el colector Aero 825 lo cual sirve como referencia para hacer las flotaciones inversas
para flotar la ganga.
Con los resultados obtenidos de la medición de ángulo de contacto, se tuvo en cuenta la
mojabilidad de la superficie con el tipo de acondicionador y el tiempo de
acondicionamiento. Razón importante para determinar el tipo de colector utilizado para
este tipo de flotación.
5.1.2 Pruebas de flotación espumante
En el transcurso de la investigación se realizaron varias pruebas en celda convencional
(Denver) y celda columna, sin embargo los resultados fueron similares en los dos tipos de
celdas como se observa en la Tabla 5-1 y Tabla 5-2. Las pruebas de flotación para cada
una de las celdas fueron realizadas bajo las mismas condiciones.
Las pruebas de flotación espumante se realizaron bajo mecanismos directos e inversos.
Para la flotación directa se utilizó como colector el ácido oleico a una concentración de
20% en solución a 250 g/ton, del mismo modos, se realizaron flotaciones con activación
mediante sulfiidización con xantato isopropilico de sodio a una concentración de 20% en
solución a 250g/ton y para la flotación inversa se usó el promotor Aero 825 con una
concentración de 20% en solución a 250g/ton. Así mismo para las tres pruebas se trabajó
con espumante Aerofroth Aerofroth 65 a 200 g/ton. Finalmente analizando cada uno de
los resultados y dado a que las recuperaciones para las dos celdas son similares se decidió
realizar los ensayos en el laboratorio con celdas Denver.

Resultados y Discusiones 47
Tabla 5-1. Ensayos en celda Denver.
Celda Denver
pH3 %Recuperación
pH7 %Recuperación
pH10 %Recuperación
Flotación
Directa 15 24 18
Flotación
Inversa 72 70 59
Activación
mediante
Sulfidización
69 86 84
Tabla 5-2. Ensayos en celda Columna.
Celda Columna
pH3 %Recuperación
pH7 %Recuperación
pH10 %Recuperación
Flotación
Directa 17 30 24
Flotación
Inversa 71 70 60
Activación
mediante
Sulfidización
68 86 85
En la Tabla 5-3.se muestran resultados de algunos de los reactivos utilizados para las
diferentes pruebas de flotación y en la Figura 5-5 el porcentaje de recuperación de cada
uno de estos reactivos.

48 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Tabla 5-3. Reactivos y tipo de flotación
REACTIVO Flotación Directa
Flotación Inversa
1 Ácido oleico x
2
Genamin TAP 100
x
3
Aero 845 Promoter
x
4 Sulfanato
869 x
5 Dodecilamina x
6
Aero 825 Promoter
x
7
Sulfidización con
Xantato
x
8
Aeromine 3030c
x
Figura 5-5. Porcentaje de recuperación de cada uno de los reactivos utilizados en diferentes pruebas de flotación espumante, enumeradas en la Tabla 5-3.
0
20
40
60
80
100
1 2 3 4 5 6 7 8
Rec
up
era
ció
n N
i (%
)
Reactivos
Reactivos Vs Porcentaje de Recuperación

Resultados y Discusiones 49
5.1.2.1 Flotación Directa
El proceso de flotación directa consiste en una separación de minerales hidrófobos
(material de interés) de minerales hidrófilos (Ganga o relave) por inyección de aire, para
así obtener una concentración de mineral de interés en la espuma.
En la Figura 5-6 se observan los resultados de un proceso de flotación directa utilizando
como promotor el ácido oleico a 250 g/ton, espumante el AEROFROTH 65 a 200 g/ton
cambiando pH ácido con ácido sulfúrico y pH básico con hidróxido de sodio, con una
variedad de pH entre 3 y 9. En este ensayo se corrobora los resultados expuestos en la
literatura [18], que la flotación directa no es eficiente para óxidos en depósitos lateríticos.
Figura 5-6. Prueba de flotación directa.
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6 7 8 9 10
% R
ec
up
era
ció
n d
e N
i
pH
% R Vs pH
Espuma

50 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
5.1.2.2 Flotación Inversa
El en proceso de flotación inversa se hidrofobiza selectivamente la ganga la cual se recoge
en la espuma, por lo tanto se depresa el mineral de interés, en este caso se desea flotar
la mayor cantidad de mineral estéril con el mínimo porcentaje de Níquel. [51][49].
Se utilizó el promotor Aero 825 a una concentración de 20% en solución a 250 g/ton,
espumante el AEROFROTH 65 a 200 g/ton y se depresó el mineral con almidón de maíz.
En la Figura 5-7 y Figura 5-8 se observan los resultados obtenidos con el promotor Aero
825, con variación en el pH y el tiempo de recolección.
Figura 5-7. Prueba de flotación inversa
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6 7 8 9 10
% R
ec
up
era
ció
n N
i
pH
%R Vs pH
EspumaDepresado

Resultados y Discusiones 51
Figura 5-8. Resultados de % recuperación Ni Vs tiempo (min).
5.1.2.3 Activación mediante sulfidización
La flotación por sulfidización se realizó mediante mecanismo directo, en la que se
realizaron prueba de flotación directa con pH de neutro a alcalino, utilizando como colector
xantato isopropílico de sodio con una cantidad de 250 g/ton y espumante el AEROFROTH
65. En la Figura 5-9.y Figura 5-10 se observan los resultados obtenidos con variación en
dos variables como son el pH y el tiempo de recolección.
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12 14
% R
ec
up
era
ció
n N
i.
Tiempo de Recoleccción(min)
% R Vs T
Espuma Depresado
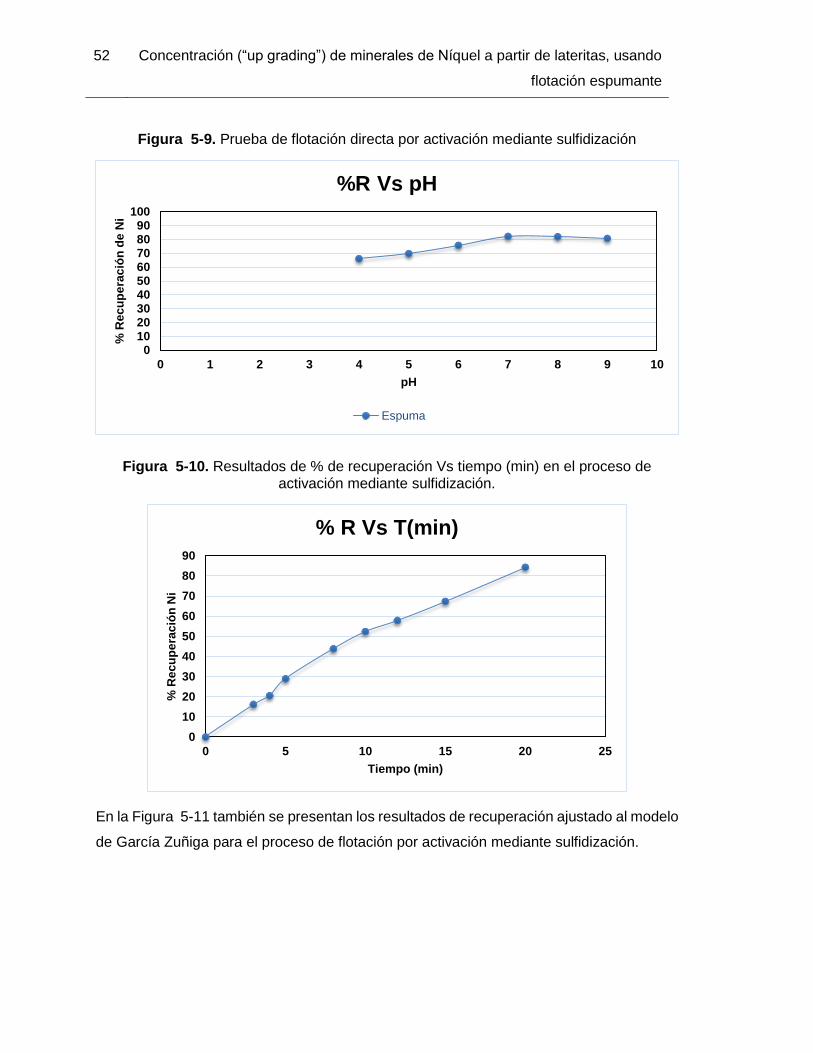
52 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Figura 5-9. Prueba de flotación directa por activación mediante sulfidización
Figura 5-10. Resultados de % de recuperación Vs tiempo (min) en el proceso de activación mediante sulfidización.
En la Figura 5-11 también se presentan los resultados de recuperación ajustado al modelo
de García Zuñiga para el proceso de flotación por activación mediante sulfidización.
0102030405060708090
100
0 1 2 3 4 5 6 7 8 9 10
% R
ec
up
era
ció
n d
e N
i
pH
%R Vs pH
Espuma
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25
% R
ec
up
era
ció
n N
i
Tiempo (min)
% R Vs T(min)

Resultados y Discusiones 53
Figura 5-11. Recuperación de mineral según modelo de García-Zuñiga.
Para este caso en la investigación el modelo de García Zuñiga se realizó para una
operación batch en una celda convencional Denver, representado por la siguiente
ecuación:
𝑹 = 𝑹∞[𝟏 − 𝒆𝒙𝒑(−𝑲 ∗ 𝒕)]
𝐾: Representa la constante cinética de flotación.
𝑅∞: Es la recuperación máxima alcanzable en un proceso real.
Dado a que la constante de flotación es del 0.12 min-1 y es relativamente pequeña, implica
que para tiempos de flotación cortos la recuperación en la celda es baja.
5.2 Discusiones
Observando los resultados obtenidos por esta investigación y a los obtenidos por autores
anteriores ver Tabla 2-1, se puede admitir que este trabajo avanza a una propuesta
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
0,0
0,2
0,4
0,6
0,8
1,0
Experimental
---- SimuladaR
ecu
pe
ració
n d
e N
i (1
/1)
Tiempo (min)
Modelo:
R(t) = 0.82*[1-exp(-0.12*t)]
R2 = 0.98

54 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
orientada hacia la recuperación y enriquecimiento (Ni-bearing) en lateritas, ya que en la
actualidad las plantas de Níquel lateríticos no presentan procesos formales de
concentración de minerales, lo cual se considera como una excepción a las plantas minero-
metalúrgicas, es necesario entonces introducir este concepto, debido a que varias de los
procesos de concentración han fracasado y solo queda trabajar técnicas relacionadas a la
química de superficie entre ellas flotación espumante y aglomeraciones selectivas
(floculación con polímeros o coaguación con sales).
De acuerdo a los objetivos planteados, se presenta una metodología innovadora, que no
se ha usado anteriormente en la flotación de lateritas, la cual consiste en generar una
interfaz mineral laterítico formado por un sulfuro de hierro (𝐹𝑒𝑆), la cual se le puede
hidrofobizar mediante el uso de tiocolectores en intervalos de pH neutro y alcalino, lo cual
no se reporta en la literatura, la cual suele operar en intervalos de pH ácido principalmente.
Unido a lo anterior, la literatura [3][14] no alcanza a presentar enriquecimiento y
recuperación apreciables, y no son claras las acciones que conduzcan a pre tratamientos
que motiven la selectividad de la hidrofobización de las menas de Níquel; la flotación
directa por ellos efectuada para separar selectivamente a partir del complejo de óxidos
lateríticos no es totalmente claro.
Esta investigación, tuvo que lidiar con un cambio en la concepción de la mineralogía que
comúnmente se tiene en las menas lateríticas de Níquel en Colombia ver Tabla 4-3. Suele
asignarse un rol muy determinante para la composición de los minerales de Níquel a los
óxidos; sin embargo la caracterización condujo a concluir que se presentan minerales de
Níquel en forma se silicatos, lo cual induce una dificultad en la selectividad de la
hidrofobización relacionada con dos grandes familias de minerales que contienen Níquel
(óxidos y silicatos).
Además de lo anterior, no se encuentran minerales propiamente de Níquel, si no minerales
tipo óxidos de hierro principalmente, por lo que se puede deducir que el Níquel se haya
principalmente en reemplazamientos de Hierro, y posiblemente Magnesio, lo que confirma
la hipótesis de los Ni-bearing.
Por lo anterior no todo el Níquel de la mena está en forma de óxidos simples acompañando
a los óxidos de hierro como aparece en la literatura[12]. En la Tabla 4-3 se muestran

Resultados y Discusiones 55
resultados de la caracterización de Níquel asociado a silicatos el cual impedirá una alta
recuperación de Níquel bajo una estrategia de hidrofobización de óxidos simples asociados
a hierro.
Por otro lado, en la flotación inversa en donde se pretende hidrofobizar silicatos
(principalmente cuarzo) la hidrofobización tiene oportunidad también de actuar sobre
silicatos de Níquel (Liebenbergita).
Las sulfidización de óxidos simples permiten adsorción de tensoactivos tipo tiocolectores,
como los usados en la investigación, ver Tabla 5-3, y en los cuales en el escenario de
flotación a pH naturales no presentan interacción con silicatos. En este sentido, la
sulfidización genera una superficie tipo sulfuro – metálico que enmascara a las menas
óxidadas de Níquel, lo cual da razón de las pérdidas de este metal en las colas.
El potencial Z medido, no puede ser utilizado como herramienta para la selección de
condiciones físico químicas de flotación como se muestra en la Figura 3-2 , ya que éste
valor no discrimina individualmente el óxido en los que se encuentra este metal. El uso del
potencial Z implicaría el aislamiento en el laboratorio de las menas de Níquel solamente, y
este proceso es uno de las principales dificultades en los depósitos tipo lateritas.
Por otro lado, para procesos pirometalúrgicos de extracción de Níquel, la relación 𝑆𝑖𝑂/𝑀𝑔𝑂
no debe ser superior a 2, ya que son condiciones para la fundición y eficiencia del proceso
[52], esta investigación reporta una relación 𝑆𝑖𝑂/𝑀𝑔𝑂 de 1,8 por lo que se ubica en el
intervalo deseado1,5~2,0. Ver ítem 4.2.4.
Las flotaciones directas e inversas sin activación con una recuperación del 16% coinciden
con los resultados de las literaturas tenidos previamente Tabla 2-1 [18][3]. Es por esto, que
se sugiere pretratamientos a las menas antes de los procesos de concentración. De lo
anterior, esta investigación así como la literatura concluyen que la ausencia de activación
disminuye recuperación y razones de enriquecimient


6. Conclusiones y Recomendaciones
6.1 Conclusiones
Mediante la sulfidización y mecanismos directos de las menas de Ni-bearing se alcanza
hidrófobicidad específica de este tipo de minerales mejorando sustancialmente las
concentraciones de Níquel en el proceso, con recuperaciones cercanas al 86% como se
muestra en la Figura 5-10, lo cual comparado con las flotaciones convencionales directas
e inversas sin efectuar esta activación con 𝑁𝑎2𝑆 Figura 5-6 y Figura 5-7 dan como
resultados recuperaciones de 70% y 16% respectivamente.
La flotación inversa también alcanza aumento del tenor de Níquel (ver Figura 5-7) con una
recuperación aproximada del 70% sin embargo la flotación espumante con activación 𝑁𝑎2𝑆
sigue siendo mejor.
Los procesos no convencionales de flotación por activación con 𝑁𝑎2𝑆 para la sulfidización
del mineral de óxidos alcanzaron recuperaciones del 86%, mientras que mediante
procesos de se obtienen recuperaciones hasta del 70% en flotación inversa.
Se evaluaron los mecanismos de adsorción interfacial con diferentes tipos de colectores
sin pretratamiento y no se presenta selectividad por lo cual no se valida la teoría de
flotación de óxidos para este tipo de menas por flotación directa, mientras que por medio
de activación por sulfidización y el uso de tiocolectores el mecanismo se aproximó a la
teoría de flotaciones de sulfuros metálicos donde el rol del oxígeno se ha demostrado ser
muy importante.

58 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
Se obtiene concentrados de Níquel usando Flotación espumante, con tecnologías
innovadoras con pretratamiento de las menas de Níquel con sulfuro la cual no reporta
resultados en la literatura en la actualidad.
La flotación espumante para concentración de Níquel en suelos lateríticos mostró mejor
selectividad en procesos de flotación inversa que para procesos usualmente utilizados con
flotación espumante directa alcanzando una recuperación aproximada del 72%(ver Figura
5.7) utilizando como promotor Aeromine 825, a pH natural de 7.0, utilizando almidón como
depresante y Aerofroth 65 como espumante. Ver tabla de anexos.
Se realizaron pruebas en diferentes celdas de flotación gracias a la variedad de tecnología
disponibles para dicho procesos obteniendo recuperaciones similares en las celdas Denver
y celdas columnas, es por esto que para este caso de investigación los resultados se
mostraron en las celdas Denver con recuperaciones aproximadas al 86% Ver tablas de
anexos (Indicies Metalúrgico).
El proceso de flotación espumante se evidencia que es un método de concentración
alternativo para este tipo de materiales Niquelíferos y materiales férricos en la industria y
se considera innovador en los escenarios de flotación mundial, dado que no se ha
encontrado en la literatura referencia alguna.
6.2 Recomendaciones
Se recomienda continuar con la investigación en el proceso de flotación espumante a partir
de suelos lateríticos con modificación en las diferentes variables que intervienen en la
proceso de flotación.
Cuando se concentrar el mineral de Níquel tener mayor cuidados con las variables
necesarias para los procesos posteriores pirometalurgicos, principalmente la relación de
𝑆𝑖𝑂/𝑀𝑔𝑂, el cual debe encontrarse en un rango determinado.
Al momento de proponer un proceso de concentración por flotación espumante tener
presente la caracterización del mineral, la granulometría y las variables que intervienen en
el proceso.

Bibliografía
[1] F. Wilman, R. Cruz, and I. F. Rojas, Ell níquel en colombia. upme. 2009.
[2] A. Oxley and N. Barcza, “Hydro–pyro integration in the processing of nickel
laterites,” Miner. Eng., vol. 54, pp. 2–13, Dec. 2013.
[3] K. Quast, J. N. Connor, W. Skinner, D. J. Robinson, J. Li, and J. Addai-Mensah,
“Preconcentration strategies in the processing of nickel laterite ores part 3:
Laboratory experiments,” Miner. Eng., vol. 79, pp. 279–286, 2014.
[4] a Gupta and D. Yan, “Introduction to Mineral Processing and Operation.,” pp. 1–2,
2006.
[5] M. E. Con, “Complejo minero : litio contenidos,” 2011.
[6] G. Li, Q. Zhi, M. Rao, Y. Zhang, W. Cai, and T. Jiang, “Effect of basicity on
sintering behavior of saprolitic nickel laterite in air,” Powder Technol., vol. 249, pp.
212–219, 2013.
[7] F. Technology, “Chapter 6 Pyrometallurgical processing,” Waste Manag. Ser., vol.
7, no. C, pp. 127–165, 2006.
[8] S. Agatzini-Leonardou, P. E. Tsakiridis, P. Oustadakis, T. Karidakis, and A.
Katsiapi, “Hydrometallurgical process for the separation and recovery of nickel from
sulphate heap leach liquor of nickeliferrous laterite ores,” Miner. Eng., vol. 22, no.
14, pp. 1181–1192, 2009.
[9] S. a Gleeson, R. J. Herrington, J. Durango, C. a Velasquez, and G. Koll, “The
mineralogy and geochemistry of the Cerro Matoso S. A. Ni laterite deposit,
Montelibano, Colombia,” Econ. Geol., vol. 99, no. 6, pp. 1197–1213, 2004.
[10] O. Pavez, “Concentración de minerales,” p. 65.
[11] Y. Hernández, J. G. Carriazo, and O. Almanza, “Characterization by XRD and
electron paramagnetic resonance (EPR) of waste materials from ‘Cerro Matoso’
Mine (Colombia),” Mater. Charact., vol. 57, no. 1, pp. 44–49, Jul. 2006.
[12] H. M. A. Hunter, R. J. Herrington, and E. A. Oxley, “Examining Ni-laterite leach
mineralogy & chemistry - A holistic multi-scale approach,” Miner. Eng., vol. 54, pp.

60 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
100–109, 2013.
[13] S. Farrokhpay and L. Filippov, “Challenges in processing nickel laterite ores by
flotation,” Int. J. Miner. Process., vol. 151, pp. 59–67, 2016.
[14] K. Quast, A. Otsuki, D. Fornasiero, D. J. Robinson, and J. Addai-Mensah,
“Preconcentration strategies in the processing of nickel laterite ores part 3:
Flotation testing,” Miner. Eng., 2015.
[15] D. Einhorn, “Where Are the World’s Top Nickel Deposits Located?,” 2015.
[16] E. Sindou, V. Vaimakis, T. Vaimakis, and I. G. Roussis, “Effect of juice clarification
by flotation on the quality of white wine and orange juice and drink - Short
communication,” Czech J. Food Sci., vol. 26, no. 3, pp. 223–228, 2008.
[17] D. S. Y. J.Y. Witney§, “Reduction of magnesia in nickel concentrates by
modification of the froth zone in column flotation,” Miner. Eng., pp. 139–154, 1997.
[18] T. I. 2 Jiroh Onodera 1, Toshio Inoue 2, “Attempts at the beneficiation of lateritic
nickel ore,” Int. J. Miner. Process., vol. 19, pp. 25–42, 1987.
[19] S. Bohidar, S. Mohapatra, and L. B. Sukla, “Nickel recovery from chromite
overburden of Sukinda using fungal strains,” Int. J. Integr. Biol., vol. 5, no. 2, pp.
103–107, 2009.
[20] G. V. Rao, “Nickel and Cobalt Ores: Flotation,” Ref. Modul. Chem. Mol. Sci. Chem.
Eng., pp. 3491–3500, 2013.
[21] W. E. J.P Beukes, E.W Giesekke, “Nickel retention by goethite and hematite.,”
Miner. Eng.
[22] S. R. S. Rao, G.V., Sastri, “Novel approach for enriching nickel content in lean
lateritic chromite overburden,” Miner. Eng., vol. 13, pp. 77–81, 1996.
[23] C. T. Harris, J. G. Peacey, and C. a. Pickles, “Selective sulphidation and flotation of
nickel from a nickeliferous laterite ore,” Miner. Eng., vol. 54, pp. 21–31, 2013.
[24] A. Gerson and T. Napier-Munn, “Integrated Approaches for the Study of Real
Mineral Flotation Systems,” Minerals, vol. 3, no. 1, pp. 1–15, Jan. 2013.
[25] S. Aghazadeh, S. K. Mousavinezhad, and M. Gharabaghi, “Chemical and colloidal
aspects of collectorless flotation behavior of sulfide and non-sulfide minerals,” Adv.
Colloid Interface Sci., vol. 225, pp. 203–217, 2015.
[26] X. Gui, J. Liu, Y. Cao, G. Cheng, S. Li, and L. Wu, “Flotation process design based
on energy input and distribution,” Fuel Process. Technol., vol. 120, pp. 61–70, Apr.

Bibliografía 61
2014.
[27] E. Chaparro Ávila and R. Salgado Pavéz, “Sociedad, mercado y minería. una
aproximación a la responsabilidad social cooperativa,” Maciones unicas - CEPAL,
2005.
[28] C. Components, E. Components, C. Design, A. Flow, C. B. Configuration, C. B.
Control, O. Components, F. Rate, P. Size, and P. Density, “Froth flotation –
fundamental principles flotation system,” pp. 1–30, 1995.
[29] D. E. Minerales, J. Y. B, and B. Principios, “FLOTACIÓN DE MINERALES,” p. 131,
2005.
[30] S. Castro, J. Antonio, and I. F. De, “Flotación fundamentos y aplicaciones,” p. 181,
2003.
[31] J. B. Yianatos, “Flotación de minerales,” Flot. Miner., p. 125, 2005.
[32] C. Li, K. Runge, F. Shi, and S. Farrokhpay, “Effect of flotation froth properties on
froth rheology,” Powder Technol., vol. 294, pp. 55–65, 2016.
[33] L. Liang, Z. Li, Y. Peng, J. Tan, and G. Xie, “Influence of coal particles on froth
stability and flotation performance,” Miner. Eng., vol. 81, pp. 96–102, 2015.
[34] G. D. Senior and S. a. Thomas, “Development and implementation of a new
flowsheet for the flotation of a low grade nickel ore,” Int. J. Miner. Process., vol. 78,
pp. 49–61, 2005.
[35] O. Bustamante Rua, A. C. Gaviria Cartagena, and O. J. Restrepo Baena, “Notas
de clase de la asignatura: Concentracion de minerales,” pp. 53–83, 2008.
[36] D. J. S. ERROL G KELLY, “Flotación y otras searaciones de superficie,” in
Procesamiento de Minerales, 2012, pp. 331–355.
[37] S. Joseph-Soly, K. Quast, and J. N. Connor, “Effects of Eh and pH on the oleate
flotation of iron oxides,” Miner. Eng., vol. 83, pp. 97–104, 2015.
[38] S. K. Kawatra, “Fundamental Principles of Froth Flotation,” pp. 1517–1531.
[39] J. Yianatos, I. Panire, and L. Vinnett, “A new method for flotation rate
characterization using top-of-froth grades and the froth discharge velocity,” Miner.
Eng., vol. 92, pp. 242–247, 2016.
[40] M. C. Fuerstenau and N. K. Han, Principles of Mineral Processing.pdf. Littleton:
Society for Mining Metallurgy and Exploration Inc. 2003.
[41] CYTEC, Manual de Productos Químicos para Mineria. 2002.
[42] P. Castello, Y. Niu, and F. Gesmundo, “The sulphidation of copper-rich Cu-Ag

62 Concentración (“up grading”) de minerales de Níquel a partir de lateritas, usando
flotación espumante
alloys in H2-H2S at 550-750°C,” Corros. Sci., vol. 41, no. 5, pp. 919–939, 1999.
[43] graeme J. Maurice C.Fuersteriau, Froth Flotation. 2007.
[44] B. Kar, H. Sahoo, S. S. Rath, and B. Das, “Investigations on different starches as
depressants for iron ore flotation,” Miner. Eng., vol. 49, pp. 1–6, 2013.
[45] E. Mazarrón, “Medida de Potencial Zeta Usando Electroforesis Doppler con Láser.”
[46] C. Mantilla, J. Pedraza, and D. Laverde, “Utilización de estudios de potencial zeta
en el desarrollo de un proceso alternativo de flotación de mineral feldespático,”
Dyna, pp. 65–71, 2008.
[47] J. T. Burgués and D. I. Química, “Report : Medida del ángulo de contacto,” pp. 1–
62.
[48] R. Broad, “Responsible mining: Moving from a buzzword to real responsibility,”
2014.
[49] M. V. Suarez, J. Suarez, and S. Miranda, “Flotacion reversa por espumas de
arenas fosfaticas usando colectores cationicos,” Inf. Tecnol., vol. 8, pp. 133–139,
1997.
[50] L. Atarés Huerta, “Un líquido con el método del picnómetro,” p. 5.
[51] E. Larsen and R. A. Kleiv, “Towards a new process for the flotation of quartz,”
Miner. Eng., vol. 83, pp. 13–18, 2015.
[52] S. Li, “Study of nickeliferrous laterite reduction,” p. 185, 1999.

[1] F. Wilman, R. Cruz, and I. F. Rojas, EL NÍQUEL EN COLOMBIA. upme. 2009.
[2] A. Oxley and N. Barcza, “Hydro–pyro integration in the processing of nickel laterites,”
Miner. Eng., vol. 54, pp. 2–13, Dec. 2013.
[3] K. Quast, J. N. Connor, W. Skinner, D. J. Robinson, J. Li, and J. Addai-Mensah,
“Preconcentration strategies in the processing of nickel laterite ores part 3:
Laboratory experiments,” Miner. Eng., vol. 79, pp. 279–286, 2014.
[4] a Gupta and D. Yan, “Introduction to Mineral Processing and Operation.,” pp. 1–2,
2006.
[5] M. E. Con, “Complejo Minero : Litio Contenidos,” 2011.
[6] G. Li, Q. Zhi, M. Rao, Y. Zhang, W. Cai, and T. Jiang, “Effect of basicity on sintering
behavior of saprolitic nickel laterite in air,” Powder Technol., vol. 249, pp. 212–219,
2013.
[7] F. Technology, “Chapter 6 Pyrometallurgical processing,” Waste Manag. Ser., vol.
7, no. C, pp. 127–165, 2006.
[8] S. Agatzini-Leonardou, P. E. Tsakiridis, P. Oustadakis, T. Karidakis, and A. Katsiapi,
“Hydrometallurgical process for the separation and recovery of nickel from sulphate
heap leach liquor of nickeliferrous laterite ores,” Miner. Eng., vol. 22, no. 14, pp.
1181–1192, 2009.
[9] S. a Gleeson, R. J. Herrington, J. Durango, C. a Velasquez, and G. Koll, “The
mineralogy and geochemistry of the Cerro Matoso S. A. Ni laterite deposit,
Montelibano, Colombia,” Econ. Geol., vol. 99, no. 6, pp. 1197–1213, 2004.
[10] O. Pavez, “CONCENTRACIÓN DE MINERALES,” p. 65.
[11] Y. Hernández, J. G. Carriazo, and O. Almanza, “Characterization by XRD and
electron paramagnetic resonance (EPR) of waste materials from ‘Cerro Matoso’
Mine (Colombia),” Mater. Charact., vol. 57, no. 1, pp. 44–49, Jul. 2006.
[12] H. M. A. Hunter, R. J. Herrington, and E. A. Oxley, “Examining Ni-laterite leach
mineralogy & chemistry - A holistic multi-scale approach,” Miner. Eng., vol. 54, pp.
100–109, 2013.
[13] S. Farrokhpay and L. Filippov, “Challenges in processing nickel laterite ores by
flotation,” Int. J. Miner. Process., vol. 151, pp. 59–67, 2016.
[14] K. Quast, A. Otsuki, D. Fornasiero, D. J. Robinson, and J. Addai-Mensah,
“Preconcentration strategies in the processing of nickel laterite ores part 3: Flotation
testing,” Miner. Eng., 2015.
64 Concentración (“up grading”) de minerales de níquel a partir de lateritas, usando
flotación espumante
[15] D. Einhorn, “Where Are the World’s Top Nickel Deposits Located?,” 2015.
[16] E. Sindou, V. Vaimakis, T. Vaimakis, and I. G. Roussis, “Effect of juice clarification
by flotation on the quality of white wine and orange juice and drink - Short
communication,” Czech J. Food Sci., vol. 26, no. 3, pp. 223–228, 2008.
[17] D. S. Y. J.Y. Witney§, “Reduction of magnesia in nickel concentrates by modification
of the froth zone in column flotation,” Miner. Eng., pp. 139–154, 1997.
[18] T. I. 2 Jiroh Onodera 1, Toshio Inoue 2, “Attempts at the beneficiation of lateritic
nickel ore,” Int. J. Miner. Process., vol. 19, pp. 25–42, 1987.
[19] S. Bohidar, S. Mohapatra, and L. B. Sukla, “Nickel recovery from chromite
overburden of Sukinda using fungal strains,” Int. J. Integr. Biol., vol. 5, no. 2, pp.
103–107, 2009.
[20] G. V. Rao, “Nickel and Cobalt Ores: Flotation,” Ref. Modul. Chem. Mol. Sci. Chem.
Eng., pp. 3491–3500, 2013.
[21] W. E. J.P Beukes, E.W Giesekke, “Nickel retention by goethite and hematite.,” Miner.
Eng.
[22] S. R. S. Rao, G.V., Sastri, “Novel approach for enriching nickel content in lean
lateritic chromite overburden,” Miner. Eng., vol. 13, pp. 77–81, 1996.
[23] C. T. Harris, J. G. Peacey, and C. a. Pickles, “Selective sulphidation and flotation of
nickel from a nickeliferous laterite ore,” Miner. Eng., vol. 54, pp. 21–31, 2013.
[24] A. Gerson and T. Napier-Munn, “Integrated Approaches for the Study of Real Mineral
Flotation Systems,” Minerals, vol. 3, no. 1, pp. 1–15, Jan. 2013.
[25] S. Aghazadeh, S. K. Mousavinezhad, and M. Gharabaghi, “Chemical and colloidal
aspects of collectorless flotation behavior of sulfide and non-sulfide minerals,” Adv.
Colloid Interface Sci., vol. 225, pp. 203–217, 2015.
[26] X. Gui, J. Liu, Y. Cao, G. Cheng, S. Li, and L. Wu, “Flotation process design based
on energy input and distribution,” Fuel Process. Technol., vol. 120, pp. 61–70, Apr.
2014.
[27] E. Chaparro Ávila and R. Salgado Pavéz, “Sociedad, mercado y minería. Una
aproximación a la responsabilidad social cooperativa,” Maciones Unicas - CEPAL,
2005.
[28] C. Components, E. Components, C. Design, A. Flow, C. B. Configuration, C. B.
Control, O. Components, F. Rate, P. Size, and P. Density, “Froth Flotation –

Bibliografía 65
Fundamental Principles Flotation System,” pp. 1–30, 1995.
[29] D. E. Minerales, J. Y. B, and B. Principios, “FLOTACIÓN DE MINERALES,” p. 131,
2005.
[30] S. Castro, J. Antonio, and I. F. De, “FLOTACIÓN FUNDAMENTOS Y
APLICACIONES,” p. 181, 2003.
[31] CYTEC, Manual de Productos Químicos para Mineria. 2002.
[32] P. Castello, Y. Niu, and F. Gesmundo, “The sulphidation of copper-rich Cu-Ag alloys
in H2-H2S at 550-750°C,” Corros. Sci., vol. 41, no. 5, pp. 919–939, 1999.
[33] J. B. Yianatos, “Flotación de minerales,” Flot. Miner., p. 125, 2005.
[34] C. Li, K. Runge, F. Shi, and S. Farrokhpay, “Effect of flotation froth properties on
froth rheology,” Powder Technol., vol. 294, pp. 55–65, 2016.
[35] L. Liang, Z. Li, Y. Peng, J. Tan, and G. Xie, “Influence of coal particles on froth
stability and flotation performance,” Miner. Eng., vol. 81, pp. 96–102, 2015.
[36] G. D. Senior and S. a. Thomas, “Development and implementation of a new
flowsheet for the flotation of a low grade nickel ore,” Int. J. Miner. Process., vol. 78,
pp. 49–61, 2005.
[37] O. Bustamante Rua, A. C. Gaviria Cartagena, and O. J. Restrepo Baena, “Notas de
clase de la asignatura: Concentracion de minerales,” pp. 53–83, 2008.
[38] D. J. S. ERROL G KELLY, “Flotación y otras separaciones? de Superficie,” in
Procesamiento de Minerales, 2012, pp. 331–355.
[39] S. Joseph-Soly, K. Quast, and J. N. Connor, “Effects of Eh and pH on the oleate
flotation of iron oxides,” Miner. Eng., vol. 83, pp. 97–104, 2015.
[40] S. K. Kawatra, “Fundamental Principles of Froth Flotation,” pp. 1517–1531.
[41] J. Yianatos, I. Panire, and L. Vinnett, “A new method for flotation rate characterization
using top-of-froth grades and the froth discharge velocity,” Miner. Eng., vol. 92, pp.
242–247, 2016.
[42] M. C. Fuerstenau and N. K. Han, Principles of Mineral Processing.pdf. Littleton:
Society for Mining Metallurgy and Exploration Inc. 2003.
[43] L. Atarés Huerta, “Un Líquido Con El Método Del Picnómetro,” p. 5.
[44] Graeme J. Maurice C.Fuersteriau, Froth Flotation. 2007.
[45] B. Kar, H. Sahoo, S. S. Rath, and B. Das, “Investigations on different starches as
depressants for iron ore flotation,” Miner. Eng., vol. 49, pp. 1–6, 2013.
[46] R. Broad, “Responsible mining: Moving from a buzzword to real responsibility,” 2014.

66 Concentración (“up grading”) de minerales de níquel a partir de lateritas, usando
flotación espumante
[47] M. V. Suarez, J. Suarez, and S. Miranda, “Flotacion reversa por espumas de arenas
fosfaticas usando colectores cationicos,” Inf. Tecnol., vol. 8, pp. 133–139, 1997.
[48] E. Mazarrón, “Medida de Potencial Zeta Usando Electroforesis Doppler con Láser.”
[49] C. Mantilla, J. Pedraza, and D. Laverde, “Utilización de estudios de potencial zeta
en el desarrollo de un proceso alternativo de flotación de mineral feldespático,”
Dyna, pp. 65–71, 2008.
[50] J. T. Burgués and D. I. Química, “Report : Medida del ángulo de contacto,” pp. 1–62.
[51] E. Larsen and R. A. Kleiv, “Towards a new process for the flotation of quartz,” Miner.
Eng., vol. 83, pp. 13–18, 2015.
[52] S. Li, “Study of nickeliferrous laterite reduction,” p. 185, 1999.

Anexos
Anexo 1
Las pruebas de flotación directa fueron realizadas con ácido oleico con una concentración
de 20% en solución, 250 g/ton y a diferentes pH como se muestra en la Figura 5-6.
Tabla 0-1. Índices metalúrgicos-flotación directa
pH % Recuperación Razón de Enriquecimiento
3 13,99 1,16
4 14,87 1,17
5 16,68 1,19
7 15,76 1,18
8 15,08 1,17
9 14,22 0,17
Anexo 2
Las pruebas de flotación inversa fueron realizadas con Aero 825 con una concentración
de 20% en solución, 250 g/ton y a diferentes pH como se muestra en la Figura 5-7.
Tabla 0-2. Índices metalúrgicos-flotación inversa
pH % Recuperación Razón de Enriquecimiento
3 68,33 1,38
4 69,22 1,37
5 72,11 1,41
6 72,87 1,42
7 70,56 1,40
8 69,22 1,37
9 68,34 1,38

68 Concentración (“up grading”) de minerales de níquel a partir de lateritas, usando
flotación espumante
Anexo 3
En las pruebas por activación mediante sulfidización se utilizó como promotor el xantato
isopropilico de Sodio a una concentración de 20% en solución, 250 g/ton y a diferentes pH
como se muestra en la Figura 5-9.
Tabla 0-3. Índices metalúrgicos-activación mediante sulfidización
pH % Recuperación Razón de Enruiquecimiento
4 66,11 1,46
5 69,77 1,48
6 75,76 1,52
7 82,22 1,56
8 81,98 1,55
9 80,79 1,54