COMPUTER AIDED MANUFACTURING - PSNA · PDF file1 IIMLML 333232E: CAM Introduction 1 COMPUTER...
20
1 IML IML 332 332E: CAM Introduction : CAM Introduction 1 COMPUTER AIDED MANUFACTURING COMPUTER AIDED MANUFACTURING IML 332E IML 332E CAD&M CAD&M LECTURE NOTES LECTURE NOTES by: H. Livatyal by: H. Livatyal Spring Spring 200 2005- 200 2006 ITU Dept. of ME ITU Dept. of ME Gümü-suyu, ISTANBUL suyu, ISTANBUL IML IML 332 332E: CAM Introduction : CAM Introduction 2 COMPUTER AIDED MANUFACTURING TOPICS • Numerical Control Systems (NC,CNC) and Machine Tools • Numerical Part Programming (Manual and Automatic/CAPP) • CAD-CAM-CNC Systems Integration • Automation in Manufacturing and Computer Integrated Manufacturing (CIM) • Flexible Manufacturing Cells (FMC) and Systems (FMS) • Sensors and Process Monitoring Systems • Rapid Prototyping Methods • Computer Aided Special and Nontraditional Manufacturing Methods
Transcript of COMPUTER AIDED MANUFACTURING - PSNA · PDF file1 IIMLML 333232E: CAM Introduction 1 COMPUTER...

1
IMLIML 332332EE: CAM Introduction: CAM Introduction
1
COMPUTER AIDED MANUFACTURINGCOMPUTER AIDED MANUFACTURINGIML 332EIML 332E CAD&MCAD&MLECTURE NOTESLECTURE NOTES
by: H. Livatyalby: H. Livatyalıı
SpringSpring 20020055--20020066ITU Dept. of MEITU Dept. of ME
GGüümmüüşşsuyu, ISTANBULsuyu, ISTANBUL
IMLIML 332332EE: CAM Introduction: CAM Introduction
2
COMPUTER AIDED MANUFACTURING TOPICS
• Numerical Control Systems (NC,CNC) and Machine Tools• Numerical Part Programming (Manual and Automatic/CAPP)• CAD-CAM-CNC Systems Integration• Automation in Manufacturing and Computer Integrated
Manufacturing (CIM)• Flexible Manufacturing Cells (FMC) and Systems (FMS) • Sensors and Process Monitoring Systems• Rapid Prototyping Methods• Computer Aided Special and Nontraditional Manufacturing
Methods
2
IMLIML 332332EE: CAM Introduction: CAM Introduction
3
COMPUTER AIDED MANUFACTURINGCOMPUTER AIDED MANUFACTURING
DEFINITION:DEFINITION:EffectiveEffective utilizationutilization of of computercomputer technologytechnology in in thetheMANAGEMENT, CONTROL MANAGEMENT, CONTROL andand OPERATIONS of OPERATIONS of thethemanufacturingmanufacturing facilityfacility throughthrough eithereither directdirect oror indirectindirect computercomputerinterfaceinterface withwith thethe physicalphysical andand humanhuman resourcesresources of of thethecompanycompany ((afterafter CAMI).CAMI).
Dominant Dominant OperationOperation::NumericalNumerical ControlControl (NC) (NC) partpart programmingprogramming
CommonCommon ((andand narrowernarrower)) conceptconcept forfor CAM:CAM:ComputerComputer assistedassisted partpart programmingprogramming
LogicalLogical StartingStarting pointpoint::ManualManual partpart programmingprogramming
IMLIML 332332EE: CAM Introduction: CAM Introduction
4
NUMERICAL CONTROL (NC)NUMERICAL CONTROL (NC)
DEFINITION:DEFINITION:TheThe controlcontrol of of operationoperation of of machinemachine toolstools (M/T) ((M/T) (ororotherother sheetsheet--workingworking andand weldingwelding machinesmachines)) byby aaseriesseries of of codedcoded instructionsinstructions calledcalled thethe program, program, whichwhich consistsconsists mainlymainly of of alphanumericalphanumeric characterscharacters((nembersnembers andand lettersletters).).
MainMain CharacteristicsCharacteristics::PreplannedPreplanned andand predictablepredictable
ThereforeTherefore, NC is a , NC is a typicaltypical form of:form of:ProgrammableProgrammable AutomationAutomation..
3
IMLIML 332332EE: CAM Introduction: CAM Introduction
5
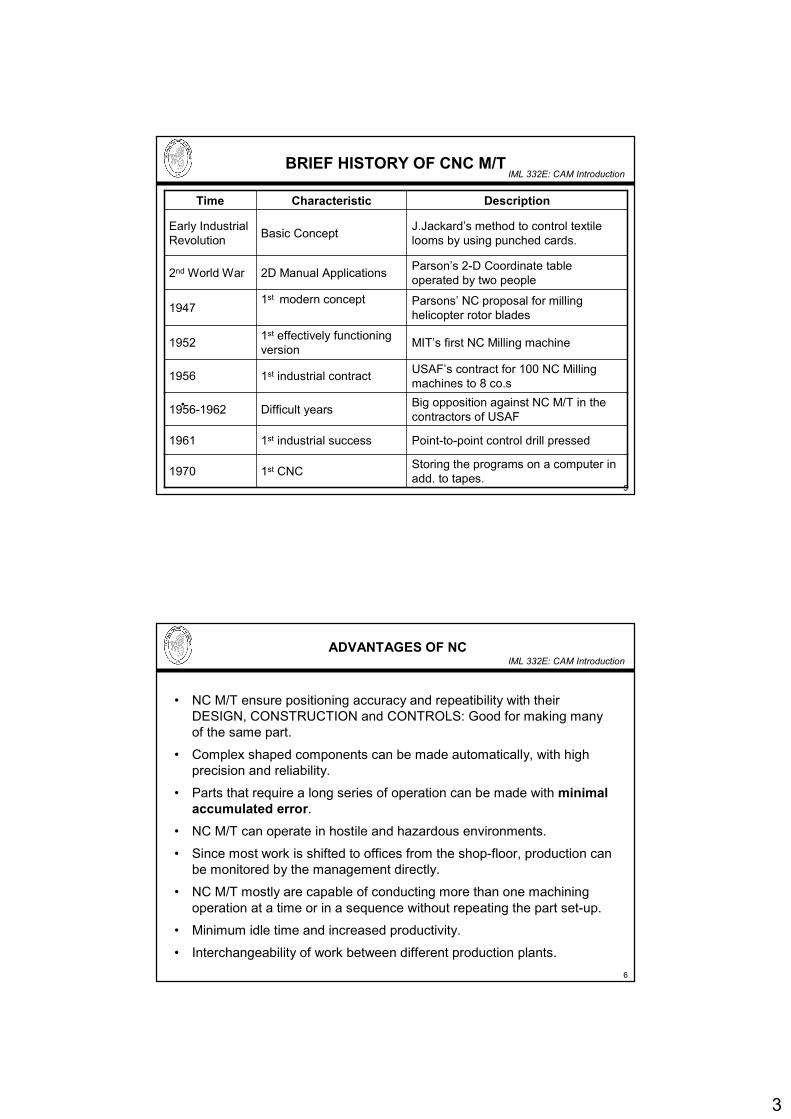
BRIEF HISTORY OF CNC M/TBRIEF HISTORY OF CNC M/T
••
ParsonsParsons’’ NC NC proposalproposal forfor millingmillinghelicopterhelicopter rotor rotor bladesblades
11st st modern modern conceptconcept19471947
MITMIT’’ss firstfirst NC NC MillingMilling machinemachine11stst effectivelyeffectively functioningfunctioningversionversion19521952
USAFUSAF’’ss contractcontract forfor 100 NC 100 NC MillingMillingmachinesmachines toto 88 coco.s.s11stst industrialindustrial contractcontract19561956
PointPoint--toto--pointpoint controlcontrol drilldrill pressedpressed11stst industrialindustrial successsuccess19611961
BigBig oppositionopposition againstagainst NC M/T in NC M/T in thethecontractorscontractors of USAFof USAFDifficultDifficult yearsyears19561956--19621962
StoringStoring thethe programsprograms on a on a computercomputer in in addadd.. toto tapestapes..11stst CNCCNC19701970
ParsonParson’’ss 22--DD CoordinateCoordinate tabletableoperatedoperated byby twotwo peoplepeople2D 2D ManualManual ApplicationsApplications22ndnd WorldWorld WarWar
J.JackardJ.Jackard’’s method to control textile s method to control textile looms by using punched cards.looms by using punched cards.Basic ConceptBasic ConceptEarly Industrial Early Industrial
RevolutionRevolution
DescriptionDescriptionCharacteristicCharacteristicTimeTime
IMLIML 332332EE: CAM Introduction: CAM Introduction
6
ADVANTAGES OF NCADVANTAGES OF NC
•• NC M/T NC M/T ensureensure positioningpositioning accuracyaccuracy andand repeatibilityrepeatibility withwith theirtheirDESIGN, CONSTRUCTION DESIGN, CONSTRUCTION andand CONTROLS: CONTROLS: GoodGood forfor makingmaking manymanyof of thethe samesame partpart..
•• ComplexComplex shapedshaped componentscomponents can be can be mademade automaticallyautomatically,, withwith highhighprecisionprecision andand reliabilityreliability..
•• PartsParts thatthat requirerequire aa longlong seriesseries of of operationoperation can be can be mademade withwith minimal minimal accumulatedaccumulated errorerror..
•• NC M/T can NC M/T can operateoperate in in hostilehostile andand hazardoushazardous environmentsenvironments..•• Since Since mostmost workwork is is shiftedshifted toto officesoffices fromfrom thethe shopshop--floorfloor,, productionproduction can can
be be monitoredmonitored byby thethe managementmanagement directlydirectly..•• NC M/T NC M/T mostlymostly areare capablecapable of of conductingconducting moremore thanthan oneone machiningmachining
operationoperation at a time at a time oror in a in a sequencesequence withoutwithout repeatingrepeating thethe partpart setset--upup..•• Minimum idle time Minimum idle time andand increasedincreased productivityproductivity..•• InterchangeabilityInterchangeability of of workwork betweenbetween differentdifferent productionproduction plantsplants..
4
IMLIML 332332EE: CAM Introduction: CAM Introduction
7
NC MACHINE MOTIONSNC MACHINE MOTIONS
IMLIML 332332EE: CAM Introduction: CAM Introduction
8
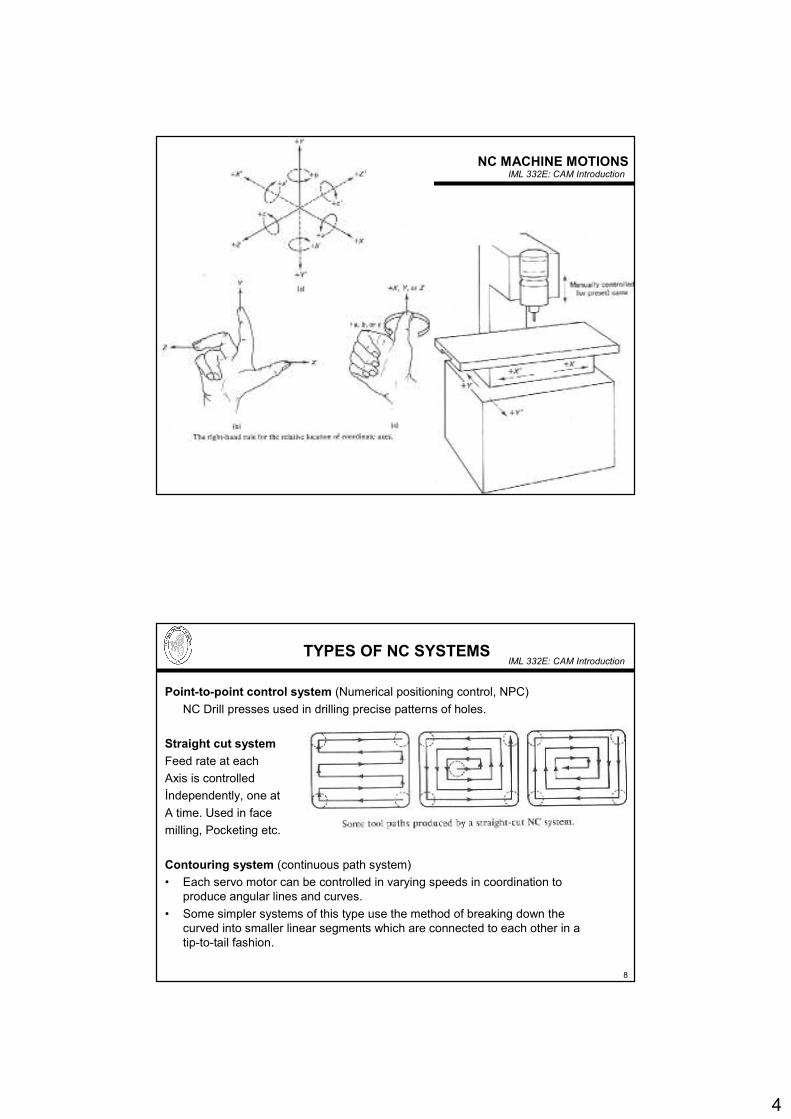
TYPES OF NC SYSTEMSTYPES OF NC SYSTEMS
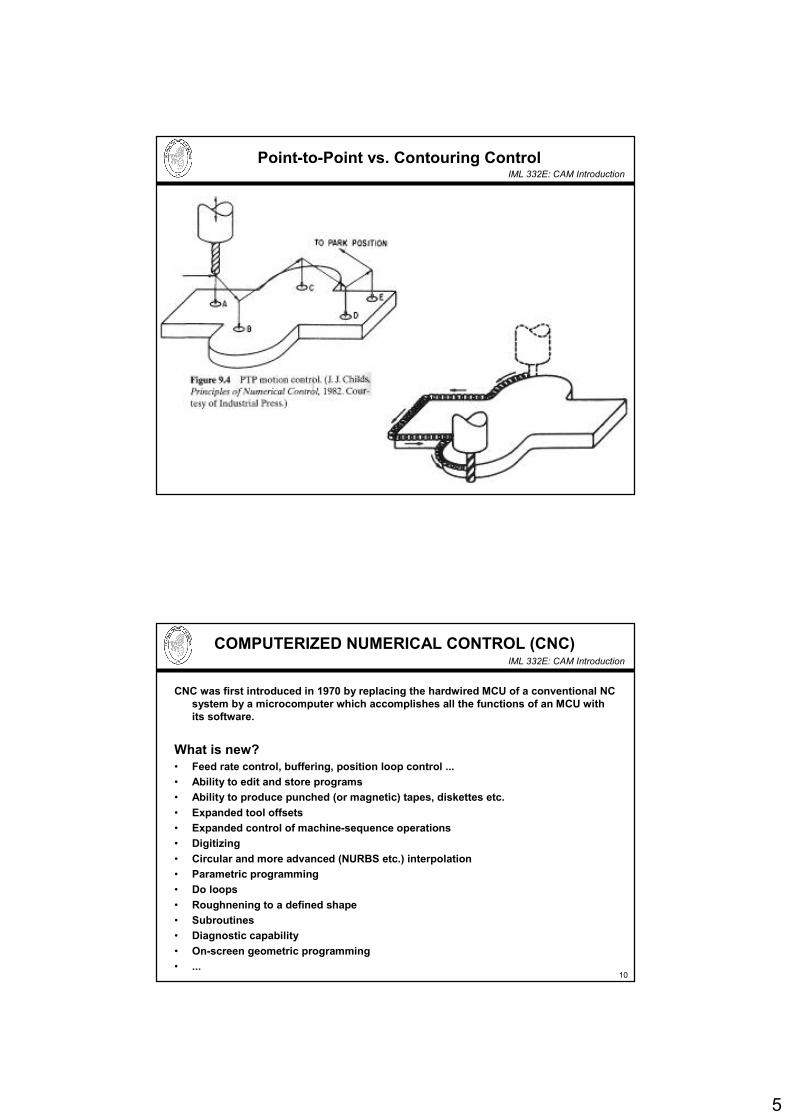
PointPoint--toto--pointpoint controlcontrol systemsystem ((NumericalNumerical positioningpositioning controlcontrol, NPC), NPC)NC NC DrillDrill pressespresses usedused in in drillingdrilling preciseprecise patternspatterns of of holesholes..
StraightStraight cutcut systemsystemFeedFeed raterate at at eacheachAxisAxis is is controlledcontrolledİİndependentlyndependently,, oneone atatA time. A time. UsedUsed in in facefacemillingmilling,, PocketingPocketing etcetc..
ContouringContouring systemsystem ((continuouscontinuous pathpath systemsystem))•• EachEach servoservo motor can be motor can be controlledcontrolled in in varyingvarying speedsspeeds in in coordinationcoordination toto
produceproduce angularangular lineslines andand curvescurves..•• SomeSome simplersimpler systemssystems of of thisthis typetype useuse thethe methodmethod of of breakingbreaking downdown thethe
curvedcurved intointo smallersmaller linearlinear segmentssegments whichwhich areare connectedconnected toto eacheach otherother in a in a tiptip--toto--tailtail fashionfashion..
5
IMLIML 332332EE: CAM Introduction: CAM Introduction
9
PointPoint--toto--PointPoint vs. vs. ContouringContouring ControlControl
IMLIML 332332EE: CAM Introduction: CAM Introduction
10
COMPUTERIZED NUMERICAL CONTROL (CNC) COMPUTERIZED NUMERICAL CONTROL (CNC)
CNC CNC waswas firstfirst introducedintroduced in 1970 in 1970 byby replacingreplacing thethe hardwiredhardwired MCU of a MCU of a conventionalconventional NC NC systemsystem byby aa microcomputermicrocomputer whichwhich accomplishesaccomplishes allall thethe functionsfunctions of an MCU of an MCU withwithitsits softwaresoftware..
WhatWhat is is newnew??•• FeedFeed raterate controlcontrol,, bufferingbuffering,, positionposition looploop controlcontrol ......•• AbilityAbility toto editedit andand storestore programsprograms•• AbilityAbility toto produceproduce punchedpunched ((oror magneticmagnetic)) tapestapes,, diskettesdiskettes etcetc..•• ExpandedExpanded tooltool offsetsoffsets•• ExpandedExpanded controlcontrol of of machinemachine--sequencesequence operationsoperations•• DigitizingDigitizing•• CircularCircular andand moremore advancedadvanced (NURBS (NURBS etcetc.) .) interpolationinterpolation•• ParametricParametric programmingprogramming•• Do Do loopsloops•• RoughneningRoughnening toto aa defineddefined shapeshape•• SubroutinesSubroutines•• DiagnosticDiagnostic capabilitycapability•• OnOn--screenscreen geometricgeometric programmingprogramming•• ......

6
IMLIML 332332EE: CAM Introduction: CAM Introduction
11
CNC Machining CNC Machining -- LatheLathe
IMLIML 332332EE: CAM Introduction: CAM Introduction
12

7
IMLIML 332332EE: CAM Introduction: CAM Introduction
13
CNC Machining CNC Machining -- Horizontal Milling CenterHorizontal Milling Center
1,575 in/min(40 m/min) feed rate
22”x 22”x 22” envelope1,000 psi
through spindle coolant
14,000 rpm spindlewith HSK-63A adapter
FANUC 16MB controllerwith Makino software
IMLIML 332332EE: CAM Introduction: CAM Introduction
14

8
IMLIML 332332EE: CAM Introduction: CAM Introduction
15
IMLIML 332332EE: CAM Introduction: CAM Introduction
16
ELEMENTS ELEMENTS OF NCOF NC
•• TapeTape ((MediaMedia)) ReaderReader ((electromechanicalelectromechanical,, electromegneticelectromegnetic,, opticaloptical etcetc.).)•• MachineMachine ControlControl UnitUnit (MCU, (MCU, sendssends conrolconrol signalssignals toto servomechanismservomechanism))•• ServomechanismServomechanism(s) (s) ((amplifyamplify signalssignals fromfrom thethe MCU, MCU, andand sendsend themthem toto servomotorsservomotors))•• ControlledControlled element element ((tooltool,, turretturret, M/T , M/T tabletable:: thethe numericallynumerically controlledcontrolled partpart of M/T)of M/T)•• FeedbackFeedback unitunit ((recordsrecords thethe achievedachieved tooltool movementmovement andand sendsend themthem toto thethe MCU)MCU)

9
IMLIML 332332EE: CAM Introduction: CAM Introduction
17
•• nnnn
BallBall ScrewScrew vs. vs. LeadLead ScrewScrew
IMLIML 332332EE: CAM Introduction: CAM Introduction
18
CNC Machining CNC Machining -- TurningTurning

10
IMLIML 332332EE: CAM Introduction: CAM Introduction
19
CNC Machining CNC Machining ––TurningTurning
IMLIML 332332EE: CAM Introduction: CAM Introduction
20

11
IMLIML 332332EE: CAM Introduction: CAM Introduction
21
IMLIML 332332EE: CAM Introduction: CAM Introduction
22

12
IMLIML 332332EE: CAM Introduction: CAM Introduction
23
CNC MCNC Millingilling -- Cutting ToolsCutting Tools
Cutting Tool Cutting Tool GeometryGeometry
Flat end millBall-nose end mill
Kinds of Kinds of Cutting EdgeCutting Edge
Solid cutting toolsIndexableinserts
IMLIML 332332EE: CAM Introduction: CAM Introduction
24
CNC CNC MillingMilling andand CAM: CAM: GenerationGeneration of of CuttingCutting ToolTool PathsPaths andandPartPart ProgramsPrograms
UNIGRAPHICS
UNIGRAPHICS
13
IMLIML 332332EE: CAM Introduction: CAM Introduction
25
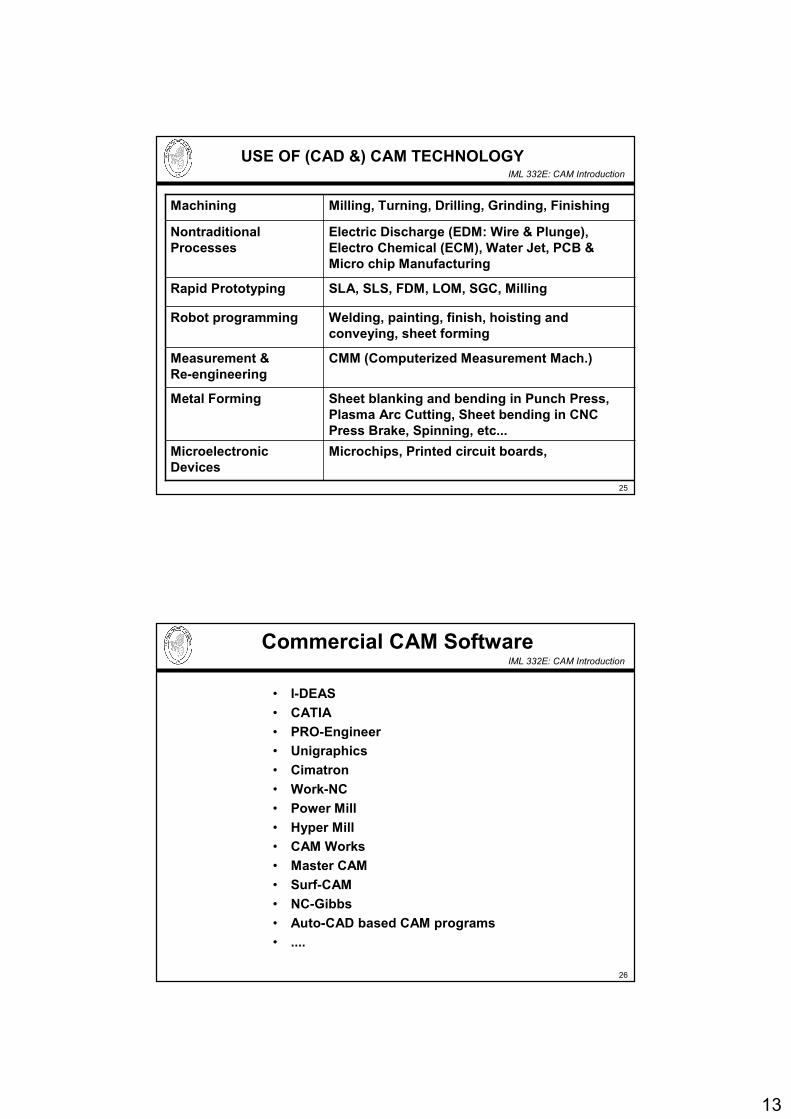
USE OF USE OF (CAD &) (CAD &) CAM TECHNOLOGYCAM TECHNOLOGY
MicrochipsMicrochips,, PrintedPrinted circuitcircuit boardsboards,,MicroelectronicMicroelectronicDevicesDevices
Sheet blanking and bending in Punch Press, Sheet blanking and bending in Punch Press, Plasma Arc Cutting, Sheet bending in CNC Plasma Arc Cutting, Sheet bending in CNC Press Brake, Spinning, etc...Press Brake, Spinning, etc...
Metal FormingMetal Forming
CMM (Computerized Measurement Mach.)CMM (Computerized Measurement Mach.)Measurement &Measurement &ReRe--engineeringengineering
Welding, painting, finish, hoisting and Welding, painting, finish, hoisting and conveying, sheet formingconveying, sheet forming
Robot programmingRobot programmingSLA, SLS, FDM, LOM, SGC, SLA, SLS, FDM, LOM, SGC, MillinMillinggRapid PrototypingRapid Prototyping
Electric Discharge (EDM: Wire & Plunge), Electric Discharge (EDM: Wire & Plunge), Electro Chemical (ECM), Water Jet, PCB & Electro Chemical (ECM), Water Jet, PCB & Micro chip ManufacturingMicro chip Manufacturing
Nontraditional Nontraditional ProcessesProcesses
Milling, Turning, Drilling, Grinding, FinishingMilling, Turning, Drilling, Grinding, FinishingMachiningMachining
IMLIML 332332EE: CAM Introduction: CAM Introduction
26
Commercial CAM SoftwareCommercial CAM Software
•• II--DEASDEAS•• CATIACATIA•• PROPRO--EngineerEngineer•• UnigraphicsUnigraphics•• CimatronCimatron•• WorkWork--NCNC•• PowerPower MillMill•• HyperHyper MillMill•• CAMCAM WorksWorks•• Master CAMMaster CAM•• SurfSurf--CAMCAM•• NCNC--GibbsGibbs•• AutoAuto--CAD based CAM programsCAD based CAM programs•• ........

14
IMLIML 332332EE: CAM Introduction: CAM Introduction
27
CAM IN MACHINING OPERATIONSCAM IN MACHINING OPERATIONS
Basic AdvantagesBasic AdvantagesIn mass productionIn mass production•• Better geometric repeatabilityBetter geometric repeatability•• Combining many operations in one machineCombining many operations in one machine•• Flexibility: Many different parts on one machineFlexibility: Many different parts on one machine•• Flexibility: Quick and easy implementation of design Flexibility: Quick and easy implementation of design
modificationsmodificationsIn production of tools, dies and moldsIn production of tools, dies and molds•• Quick and hassleQuick and hassle--free production of complex 3free production of complex 3--DD
surfacessurfaces•• Drastic Time reduction in part programmingDrastic Time reduction in part programming•• Accurate production of the geometry developed during Accurate production of the geometry developed during
the CAD stage and verified in the CAE stagethe CAD stage and verified in the CAE stage
IMLIML 332332EE: CAM Introduction: CAM Introduction
28
Realization of a Realization of a Product via Product via
Computer Aided Computer Aided Processes Processes

15
IMLIML 332332EE: CAM Introduction: CAM Introduction
29
Phases in Die & Mold ProductionPhases in Die & Mold Production•• Design (CAD & CAE)Design (CAD & CAE)
• Selection of support components and design of functional components Tool Path Generation
•• Tool Path Generation (CAM)Tool Path Generation (CAM)• NC programs are needed for machining of EDM electrodes or for direct
machining of functional components•• Machining (CAM)Machining (CAM)
• Typical processes: electro-discharge machining and CNC machining (turning and/or milling)
•• BenchingBenching• The tooling is assembled• Critical dimensions are checked: Coordinate Measuring Machine (CMM)• Hand finishing: Grinding and polishing.
•• TryoutTryout• During tryout, a limited number of parts are produced with the die or mold• Minor changes on the tooling may be necessary for required performance
IMLIML 332332EE: CAM Introduction: CAM Introduction
30
Die & Mold ComponentsDie & Mold Components
•• Functional ComponentsFunctional Components– Die– Punch– Blank holder– Cavity inserts– Ejector pins– etc.
•• Support ComponentsSupport Components– Guide pins and bushings– Holding plates– etc.
ERC/NSM

16
IMLIML 332332EE: CAM Introduction: CAM Introduction
31
Milling of Sculptured SurfaceMilling of Sculptured Surface
CAMAX
FIDIA
IMLIML 332332EE: CAM Introduction: CAM Introduction
32
Die & Mold Production Information FlowDie & Mold Production Information Flow
Part Design forManufacturing
Die / MoldInitial Design
Process Modellingand
Structural Analysis
Die / MoldDesign
Satisfactory ?N
Prototypes / Models
Part FileDigitized PartData Part Drawing
a
Data for CMM
bY

17
IMLIML 332332EE: CAM Introduction: CAM Introduction
33
Die / MoldDetail Design
CNC MachiningCavities / Cores
EDMCavities / Cores
CNC MachiningEDM Electrodes
Polishing( Manual, Mechanical, Electro-Chemical )
EDM ElectrodesInspection
Data for CMM
b
c
Data for CMM
d
Satisfactory Design
IMLIML 332332EE: CAM Introduction: CAM Introduction
34
Cavities / CoresInspection
Die / MoldAssembly
Die / MoldTry out
Try outParts Inspection
Inspected Parts
a
Data for CMM
c d
Data for CMMPolished Cavities / Cores
18
IMLIML 332332EE: CAM Introduction: CAM Introduction
35
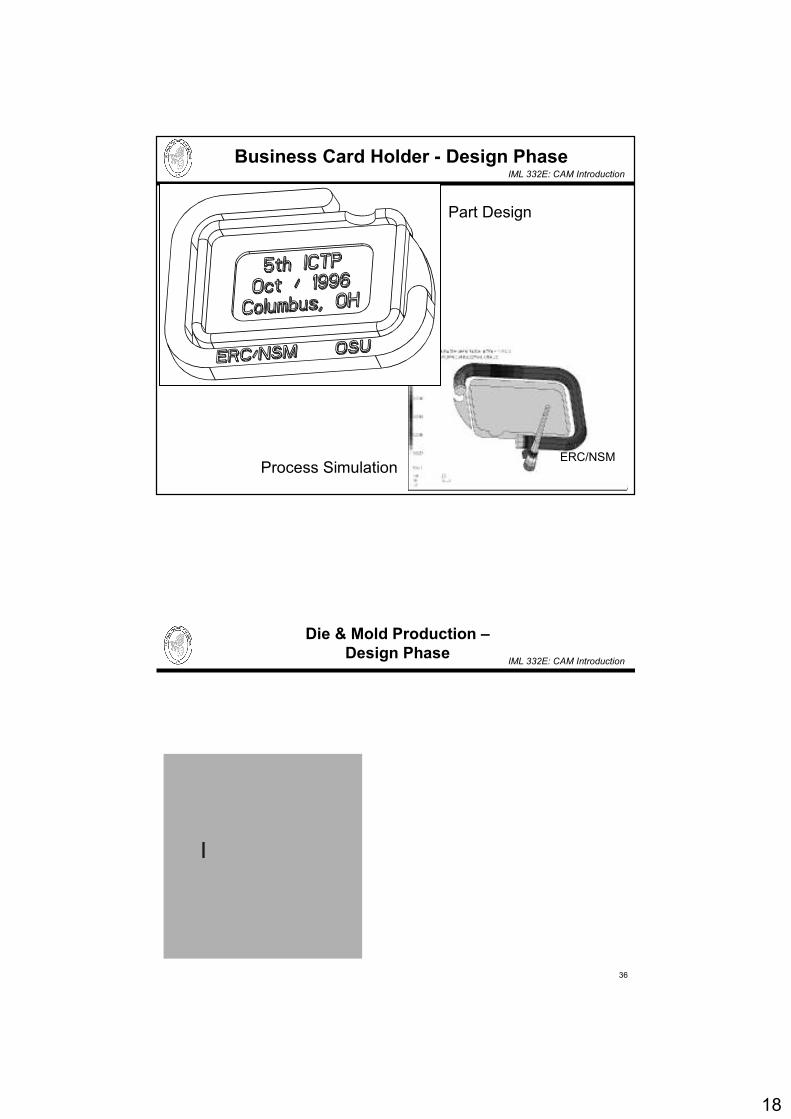
Business Card Holder Business Card Holder -- Design PhaseDesign Phase
Part DesignPart Design
Process SimulationProcess Simulation ERC/NSM
IMLIML 332332EE: CAM Introduction: CAM Introduction
36
Die & Mold Production Die & Mold Production ––Design PhaseDesign Phase
Filament
Supply
HeatedFDM Head
MoltenFilament
Fused Deposition ModelingFused Deposition Modeling(FDM)(FDM)
PrinciplePrinciple
ExampleExample

19
IMLIML 332332EE: CAM Introduction: CAM Introduction
37
Business Card Holder Business Card Holder --Design PhaseDesign Phase
Cavity Plate
Gas NozzleSupport
Glass Window Ejector
Plate
MoldBase
LogoInsert
ERC/NSM PRO-E
IMLIML 332332EE: CAM Introduction: CAM Introduction
38
Business Card Holder Business Card Holder --Machining PhaseMachining Phase
ERC/NSM

20
IMLIML 332332EE: CAM Introduction: CAM Introduction
39
Business Card Holder Business Card Holder --Tryout PhaseTryout Phase
ERC/NSM
IMLIML 332332EE: CAM Introduction: CAM Introduction
40
Business Card Holder Business Card Holder --Tryout PhaseTryout Phase
ERC/NSM