COMPOSITION OF FLUID MILK PRODUCTS - Dairy … · The composition of fluid milk products was...
24
It, COMPOSITION OF FLUID MILK PRODUCTS IN . SELECTED FEDERAL ORDER MARKETS JUNE 1982 FEDERAL MILK MARKET ADMINISTRATOR SERVICE UNIT NO.1
Transcript of COMPOSITION OF FLUID MILK PRODUCTS - Dairy … · The composition of fluid milk products was...

It,
COMPOSITION OF FLUID MILK PRODUCTS
IN .
SELECTED FEDERAL ORDER MARKETS
JUNE 1982
FEDERAL MILK MARKET ADMINISTRATOR
SERVICE UNIT NO.1

COMPOSITION OF FLUID MILK PRODUCTS IN SELECTED FEDERAL ORDER MARKETS
Federal Milk Market Administrator Service Unit No. 1
June 1982
Introduction
The composition of fluid milk products was analyzed for a representative
group of handlers in the midwestern area of the United States for the month
1/ of June 1982.- The purpose of the study was to determine the composition of
fluid milk products available to consumers as to milk fat, solids-not-fat and
protein content. The samples used were obtained by the six market administra-
tors administering the 15 Federal }1ilk Orders included in the study. A total
of 72 handlers were included, located in the states of Arizona, Colorado, Idaho,
Illinois, Iowa, Kansas, Missouri, Nebraska, New Mexico, Oklahoma, South Dakota,
Tennessee, Texas and Utah.
Study handlers received milk from producers located in 24 states during
the month of June 1982.
These regulated handlers are representative of the total market as to
ownership, type of operation and size. The bottling plants were either o\vned
by national dairy firms, grocery chains, independent proprietors or dairy
farmer cooperatives. (Table 1).
l/ This study was made at the direction of the Dairy Division, Agricultural Marketing Service, United States Department of Agriculture, in response to a request received from two major cooperatives.
The study was developed to be generally comparable to work that was done in February 1972 by the same group of market administrators in the preparation of a paper for presentation at the 1972 Annual Meeting of the American Dairy Scienc.e Association at Blacksburg, Virginia. (1)
(Members of the Service Unit are market administrators located at Dallas, Texas; Aurora, Colorado; Overland Park, Kansas; Phoenix, Arizona; Maryland Heights, Missouri and Tulsa, Oklahoma.)

- 2 -
TABLE 1 - Type of ownership represented by the 72 handlers included in study.
Category
Proprietary National dairy chain Chain store Cooperative association
Total
No. of plants
16 26 15 15
72
Number
22 36 21 21
100
Percent Total Class I disposition
24 39 19 18
100
During June 1982, the 72 handlers had disposition of fluid milk products
of 595 million pounds and individually ranged in size from two million to a
maximum of over twenty million pounds per month. (Table 2).
TABLE 2 - Study handlers ranked by volume of Class I disposition, June 1982.
Class I disposition (million pounds)
2 to 3 3 to 4 4 to 5 5 to 6 6 to 7 7 to 8 8 to 9 9 to 10
10 to 11 11 to 12 12 to 13 13 to 14 14 to 15
Over 15
Total
Number of handlers
5 4 7
10 9 7 6 6
3 2 4 3 6
72
Percent of total
7 6
10 14 12 10
8 8
4 3 6 4 8
100

- 3 -
All handlers were not included in the study. It was decided that those
. handlers comprising at least 75 percent of the total fluid milk products
disposed of in the market would be included. Study handlers represented
from 77 to 97 percent of the fluid milk products disposed of by all handlers
regulated under the individual orders and 81 percent of the total Class I
disposition in the 15 orders combined.
All fluid milk products were not analyzed for each handler. Homogenized
milk, lowfat and fluid skim milk products, which in total represented at
least 75 percent of total fluid milk disposition by each handler, were ana-
lyzed and considered to be representative for the purpose of this study.
The month of June was selected as the test month. Such selection was
on the basis of expediency and does not infer that June is more representative
than any other month for this type of analysis.
Procedures
Fluid milk products analyzed are listed in Table 3. In April 1982, these
products accounted for 93 percent of all fluid milk disposition in 46 Federal
Milk Order markets in the United States.(2)
Fluid milk products in consumer cartons were sampled randomly and analyzed
on the basis of what the purchaser sees in the dairy case. If the carton or
label indicated that the product contained nonfat dry milk solids added, it
was so categorized. In numerous cases, laboratory analysis did not reflect
the addition of nonfat milk solids even though the carton indicated nonfat
dry milk solids were added.
I

- 4 -
Samples of fluid milk products used for laboratory analysis were, with
few exceptions, personally selected at the plant by market administrator per-
sonnel. A determination was made for all handlers on all study products.
prior to the study month, as to specific containers to be sampled for each
product. Containers selected represented the major volume disposition for
individual products. The gallon container was the most cornmon container sam-
pled and frequently represented 100 percent of the disposition of a product.
In only a few instances did the sample container represent less than 50 per-
cent of product disposition but generally represented at least 75 percent.
Producer milk1/ was analyzed for composition in the 15 Federal Order
markets. It is acknowledged that the milk fat content of such samples may
not be representative for handler's incoming receipts. This fact does not
discredit the value of producer milk analysis for solids and protein content
11 . d· h· d 1 h k· ·lk . 3/ as a compar~sons rna e ~n t ~s stu y re ate to t e s ~m m~ port~on.-
Producer milk samples used in this analysis represented large volumes
of milk and generally were coordinated to coincide with processing of fluid
milk products included in the study. While it is impossible to always obtain
samples of source producer milk used in processing of the fluid milk products,
an attempt was made to obtain this sample when possible.
The study month was divided into four one-week periods and samples of
study products were obtained at all plants where processed four times (once
per week) during the month of June.
1/ In this analysis the term "producer milk" is used to represent not only milk received direct from the farm, but also fluid milk products received from supply plants.
1/ The skim milk portion was used so as to eliminate the effect of milk fat content and make product comparison easier. The percent of solids-not-fat in the skim milk portion was determined by subtracting the milk fat content from 100 and dividing the solids-not-fat by that result. The percent of protein in the skim milk portion was determined by subtracting milk fat from 100 and dividing the protein in the product by that result.

- 5 -
All samples were shipped to the market administrator's laboratory in
Dallas, Texas, where they were immediately tested for milk fat, solids-not-
f d . 4/ at an proteln.- The use of a single laboratory for analysis eliminated
any variation that might be introduced due to differences between laboratory
equipment, reagents and procedures.
For purpose of this study, products were, with one exception, categorized
by carton information. The one exception was homogenized milk, high test.
Seventeen study handlers offered two homogenized milks to consumers, differing
only by milk fat content. Consumers should be aware of this difference due
to advertising and price.
The carton label approach was taken so that the analysis would agree
with what the consumer thinks is being purchased.
Table 3 shows the number of handlers processing each of the study products.
In the sampling of 72 handlers, some of the handlers did not process any prod-
ucts with added solids, whereas others processed the same product with and
without added solids.
TABLE 3 - Number of study handlers processing various fluid milk products .
Product
Homogenized, high test Homogenized, regular Two percent lowfat milk Two percent lowfat milk, added SNF One and one-half percent lowfat milk One and one-half percent lowfat milk, added SNF One percent lowfat milk One percent lowfat milk, added SNF One-half percent lowfat milk One-half percent lowfat milk, added SNF Skim Triilk Skim milk, added SNF Nonfat milk Nonfat milk, added SNF
a/ 72 study handlers.
Percent Number total
17 24 72 100 47 65 26 36
6 8 6 8
34 47 9 13
23 32 12 17 33 46 17 24
4 6 7 10
4/ All samples were analyzed, without added preservatives, on a Multispec M, Infrared Milk Analyzer. The infrared procedure is approved by the Association of Official Analytical Chemists. (3)
. ~}

- 6 -
Product Composition
Table 4 shows average milk fat, solids-nat-fat and protein in producer
milk and fluid milk products for all study handlers. This table also shows
the solids-nat-fat and protein expressed as a percent of the skim milk portion
of each product. This eliminates, for comparison purposes, the variation in
products caused by different milk fat contents.
It can be determined from this table that the solids-nat-fat and protein
content in the skim milk portion of nonfortified products is lmver than the
producer milk from which such products were processed.
TABLE 4 - Average milk fat, solids-not-fat and protein in producer milk and fluid milk products, all study handlers.
Product
Producer milk
Homogenized, high test
Homogenized, regular
Two percent lowfat
Two percent lowfat, added SNF
One and one-half percent lowfat
One and one-half percent lowfat, added SNF
One percent lowfat
One percent lowfat, added SNF
One-half percent lowfat
One-half percent lowfat, added SNF
Skim milk
Skim milk, added SNF
Nonfat milk
Nonfat milk, added SNF
Milk Solids-fat not-fat Protein
3.439 8.590 3.164
3.443 8.557 3.133
3.227 8.560 3.134
1.943 8.657 3.153
1.995 9.424 3.439
1.365 8.623 3.133
1.490 9.006 3.272
1.068 8.740 3.189
1.243 9.232 3.371
0.693 8.823 3.228
0.659 9.014 3.289
0.304 8.736 3.189
0.414 9.263 3.385
0.233 8.734 3.173
0.209 8.781 3.198
Expressed as percent of skim milk portion
Solids-not-fat Protein
8.896 3.276
8.862 3.244
8.841 3.238
8.828 3.215
9.615 3.509
8.743 3.176
9.143 3.323
8.835 3.223
9.348 3.414
8.884 3.251
9.074 3.311
8.763 3.199
9.301 3.399
8.754 3.178
8.800 3.204

- 7 -
Variation in Composition
Producer milk. The inherent composition and variation in producer milk
define the scope of the problem for a processor who desires to modify the
average composition or improve the uniformity of his products, or both. If
the desired composition is different from the actual composition of producer
milk, then changes in the product must be made. If the composition of pro-
ducer milk is highly variable, then frequent testing must be undertaken and
adjustments must be made to obtain a uniform product.
For all markets and all products, milk fat was the most variable of the
components studied. (Table 5).
To facilitate comparisons of the variation of different components in
different products, coefficients of variation were calculated to express the
standard deviation as a percent of the mean. (4) The 0.21 standard deviation
51 for milk fat in producer milk was 6.2 percent of the 3.44 percent average.-
Solids-not-fat in the skim milk portion of producer milk exhibited less
variation than milk fat and had the lowest coefficient of variation of the
three components examined. The average level of solids-not-fat was 8.90 per-
cent, with a range of 8.31 to 9.36 percent. The standard deviation was 0.11,
or 1.2 percent of the mean. Ninety-five percent of the samples should fall
between 8.68 and 9.11 percent.
21 Standard deviation is a measure of the dispersion of individual test values about their mean.
I I

- 8 -
TABLE 5 - Measures of variation in three major components of producer milk and fluid milk products for 72 study handlers, June 1982. a/
Product
Producer milk: Milk fat Solids-nat-fat in S~P Protein in SMP
Homogenized, high test: Hilk fat Solids-nat-fat in SMP Pro tein in Sl\lP
Homogenized, regular: Milk fat Solids-nat-fat in SMP Protein in SMP
Two percent lowfat milk: Milk fat Solids-not-fat in SMP Protein in SMP
~vo percent lo,.,fat milk,
Number of observations
288
68
288
188
added SNF: 104 Nilk fat Solids-not-fat in SMP Protein in SMP
One and one-half percent lo,.,fat milk:
Milk fat Solids-nat-fat in SMP Protein in SMP
One and one-half percent lowfat milk, added SNF:
Milk fat Solids-not-fat in SMP Protein in SMP
One percent lowfat milk: Milk fat Solids-nat-fat in SMP Protein in SMP
24
24
136
Range Standard Coefficient Mean Low High devia tion of variation
------Percent------
3.439 8.896 3.276
3.443 8.862 3.244
3.227 8.841 3.238
1. 943 8.828 3.215
1. 995 9.615 3.509
1. 365 8.743 3.176
1.490 9.143 3.323
1.068 8.835 3.223
2.54 8.31 2.98
3.11 8.59 3.12
2.44 7.63 2.77
1. 35 8.02 2.92
1.56 8.45 3.06
0.65 8.10 2.92
1. 26 8.29 2.96
0.34 8.20 2.94
4.71 9.36 3.50
4.18 9.06 3.31
3.54 9.48 3.56
3.29 9.37 3.47
3.27 11. 20
4.12
1. 67 8.99 3.27
1. 87 11. 46
4.23
3.22 9.13 3.36
.213
.106
.054
.141
.095
.041
.131
.175
.073
.19 8
.184
.075
.223
.665
.252
.261
.180
.074
.144
.697
.268
.349
.159
.064
6.2 1.2 1.6
4.1 1.1 1.3
4.1 2.0 2.3
10.2 2.1 2.3
11.2 6.9 7.2
19.1 2.1 2.3
9.7 7.6 8.1
32.7 1.8 2.0
~/ Solids-not-fat and protein contents expressed as a percent of ski.ffi milk portion.

- 9 -
TABLE 5 - (Cont.)
Number of Range Standard Coefficient Product observations Mean Low High deviation of variation
------Percent------One percent lowfat milk, added SNF: 36
Milk fat 1. 243 0.55 3.23 .559 45.0 Solids-not-fat in SMP 9.348 8.69 11.56 .807 8.6 Protein in SMP 3.414 3.16 4.23 .303 8.9
One-half percent lowfat milk: 92 Milk fat 0.693 0.32 3.20 .535 77.2 Solids-not-fat in SMP 8.884 8.27 9.83 .286 3.2 Protein in SMP 3.251 3.03 3.61 .113 3.5
One-half percent lowfat milk, added SNF: 48
Milk fat 0.659 0.37 2.51 .369 56.0 Solids-not-fat in SMP 9.074 7.63 10.38 .528 5.8 Protein in SMP 3.311 2.73 3.79 .200 6.0
Skim milk: 132 Milk fat 0.304 0.06 1. 26 .205 67.4 Solids-not-fat in SMP 8.763 7.55 9.77 .281 3.2 Protein in SMP 3.199 2.59 3.66 .127 4.0
Skim milk, added SNF: 68 Milk fat 0.414 0.11 2.04 .336 81. 2 Solids-not-fat in SMP 9.301 8.59 12.64 .896 9.6 Protein in SMP 3.399 3.12 4.67 .339 10.0
Nonfat milk: 16 Milk fat 0.233 0.10 0.98 .215 92.3 Solids-not-fat in SMP 8.754 8.46 8.94 .129 1.5 Protein in SMP 3.178 2.98 3.26 .068 2.1
Nonfat milk, added SNF: 28 Milk fat 0.209 0.08 0.64 .129 61. 7 Solids-not-fat in SMP 8.800 8.09 9.34 .278 3.2 Protein in SMP 3.204 2.93 3.42 .llO 3.4

- 10 -
Protein could be the component of primary interest since it represents
one of the main nutritional attributes of milk in any form. Producer milk
delivered to the handlers included in this study averaged 3.28 percent pro
tein in the skim milk portion. The variation was small in absolute terms,
with a standard deviation of 0.05, but in relative terms, was slightly greater
than the variation in solids-not-fat. The coefficient of variation for pro
tein vlas 1. 6 percent compared to 1. 2 percent for solids-not-fat. The range
for the protein content of the skim milk portion of producer milk was 2.98
percent on the low side and 3.50 percent on the high side, with 95 percent
of the observations expected to fall between 3.18 and 3.38 percent.
The solids-not-fat and protein content of producer milk analyzed in
this study ,,,as lower than was observed in the February 1972 analysis. (1)
The differences in the skim milk portion of 0.09 in solids-not-fat and 0.12
in protein could be caused by different months used for the sample period.
Seasonal variation in all components of milk from producers is known to
exist.(5)
Homogenized milk. Homogenized milk still represents the standard product
of the fluid milk industry and should be the product for which handlers can
achieve the most consistent results with respect to desired milk fat content
and uniformity.
Handlers do achieve greater uniformity of composition of homogenized milk
than is found in any other product. The coefficient of variation for milk
fat, which is shown in Table 6 for all study products, is lower for both regu
lar and high milk fat homogenized milk than for any other product. The co
efficient of variation for solids-not-fat and protein for these two products
is, with two exceptions, the lowest of all products analyzed.

- 11 -
This table also reflects that the greater the modification of the
composition of a product by the handler, the greater the variability of the
product as to composition. The two homogenized milks analyzed in this study
were generally uniform in average milk fat content. The high milk fat product
averaged 3.44 percent milk fat and had a coefficient of variation of 4.1. The
regular homogenized milk, which averaged 3.23 percent milk fat, also had a
coefficient of variation of 4.1.
TABLE 6 - Coefficient of variation for milk fat, solids-not-fat and protein in producer milk and fluid milk products, all study handlers.
Coefficient of variationa 7 Solids-
Product Milk fat not-fat Protein
Producer milk 6.2 1.2 1.6
Homogenized, high test 4.1 1.1 1.3
Homogenized, regular 4.1 2.0 2.3
Two percent lowfat 10.2 2.1 2.3
Two percent lm.Jfat, added SNF 11. 2 6.9 7.2
One and one-half percent lowfat 19.1 2.1 2.3
One and one-half percent lowfat, added SNF 9.7 7.6 8.1
One percent lm.,fat 32.7 1.8 2.0
One percent lowfat, added SNF 45.0 8.6 8.9
One-half percent lowfat 77 .2 3.2 3.5
One-half percent lowfat, added SNF 56.0 5.8 6.0
Skim milk 67.4 3.2 4.0
Skim milk, added SNF 81. 2 9.6 10.0
Nonfat milk 92.3 1.5 2.1
Nonfat milk, added SNF 61. 7 3.2 3.4
a/ Solids-not-fat and protein is for the skim milk portion.

- 12 -
The milk fat average for regular homogenized milk of 3.23 percent is
below the minimum standard set by the federal government and all states in
cluded in the study, with the e xception of Colorado which has a standard of
3.2 percent. (6) An analysis of the 288 samples tested showed that 153 or
53 percent were below 3.25 percent milk fat.
The range in milk fat for the high test homogenized, which is processed
by study handlers in 8 of the 15 orders involved, was from 3.11 to 4.18.
The range in milk fat for regular homogenized milk was from 2.44 to 3.54
percent.
The average solids-not-fat content of the skim milk portion of high test
homogeni zed milk was 8.86 percent, 0.03 percentage points lower than the pro
ducer milk. The range was from 8.59 to 9.06 percent.
The average solids-not-fat content for regular homogenized milk was 8.84
percent for the skim milk portion. The range, from 7.63 to 9.48 percent, is
wider than the high test homogenized milk analyzed or the producer milk.
Two percent lo,,,fat milk. Six ty-five percent of the 72 handlers processed
t~"o percent Im"fat milk without added solids. (Table 3). This product is
similar to homogenized milk except that it has a lower milk fat content.
The variability in composition of this product was greater than homogenized
milk, with milk fat being the most variable of all components. The average for
all handlers was 1.94 percent, with a range of 1.35 to 3.29 percent milk fat.
The standard deviation for milk fat was greater than either s olids-not-fat
or protein. The solids-not-fat in the skim milk portion averaged 8.83 percent,
which is lower than producer milk or the two homogenized milks analy zed.

- 13 -
Two percent 10wfat milk, added SNF. Carton labels for 26 of the study
handlers indicated that the two percent 10wfat milk contained therein had
added nonfat milk solids. Laboratory analysis of the products of six of these
handlers did not reveal the solids-not-fat content to be any greater than the
average solids-not-fat of producer milk from which these products were pro-
cessed. Therefore, it can be concluded that dilution occurred to cause this
or the product was mislabeled.
The same was found to be true for all other study products that purported
to have added solids. A total of 77 study products were labeled as having
milk solids added. Laboratory analyses indicated that 31 of these products,
or 40 percent, did not have a solids-not-fat content higher than the average
for producer milk of the individual handler. (Table 7).
TABLE 7 - Comparison of products wi~7 added solids per carton label to actual laboratory test results. -
PRODUCT
One and 1\.,0 one-half One One-half
percent percent percent percent 10wfat lowfat lowfat 10wfat Skim Nonfat milk milk milk milk milk milk Total
Number with added solids per carton label 26 6 9 12 17 7 77
Number with added solids, per tests 20 3 6 7 9 1 46
Number with no added solids, per tests 6 3 3 5 8 6 31
Percent with no added solids 23 50 33 42 47 86 40
a/ °d d - ConSl ere to have added solids \.,hen the average solids in the skim milk portion of the product exceeded the average of the producer milk.

- 14 -
The solids-not-fat content for all two percent lowfat milk with added
solids reflects a higher solids content than the same product discussed above
without added solids. The range of solids-not-fat and protein content is
greater for this product than the previous product and the standard deviation
is also greater. A review of Table 5 shows that the same pattern exists for
all products with added solids when compared to the same product without
added solids.
Other products. A review of data in Tables 4, 5 and 6 indicates that the
greater the modification of the product, i.e. lowering milk fat content or in
creasing solids-not-fat content, the greater the variation in the composition
of the product. Milk fat is the most variable of all components. The range
of extreme test results is always greater for this component than either
solids-not-fat or protein.
The reduction in solids-not-fat that occurs in products without added
solids also is reflected in the protein content. It can be concluded that
whatever action or variable causing such reductions affects both of these com
ponents on a fairly uniform basis.
Summary and Conclusions
The composition of fluid milk products as to milk fat, solids-not-fat
and protein content was analyzed for a representative group of handlers in
the midwestern area of the United States for June 1982.
The following are the conclusions derived from this investigation:
(1) The composition of fluid milk products varies greatly as to milk fat,
solids-not-fat and protein.
(2) The variation starts with the first modification of the product.
The greater the modification, the greater the variation.
- 15 -
(3) Milk fat is the most variable of all components in processed fluid
milk products. Solids-not-fat is the least variable component.
(4) The lower the milk fat content, the greater the coefficient of
variation of the milk fat in the product.
(5) Products with solids-not-fat added varied more in solids-not-fat
and protein than products without such addition.
(6) The average milk fat content of regular homogenized milk for study
handlers was 3.23 percent, with a standard deviation of 0.13. Fifty-three
percent of the samples of this product tested less than 3.25 milk fat content.
(7) The average solids-not-fat in the skim milk portion of producer
milk was 8.90 percent, with a standard deviation of 0.11.
(8) The average solids-not-fat and protein content of all products that
did not have added solids was less than the average of the producer milk.
(9) Six categories of products analyzed were labeled as having added
solids, but laboratory analyses indicated no solids were added. The inci
dence ranged from a low of 23 percent of the 26 handlers processing two percent
lowfat milk with added solids to a high of 86 percent of the 7 handlers pro
cessing nonfat milk with added solids.

- 16 -
References
1. Grayson, U. Grant, Federal Milk Market Administrator, Dairy Division,
Agricultural Marketing Service, United States Department of Agricul
ture, Overland Park, Kansas. Variations in Composition of Fluid Milk
Products to Consumers. Journal of Dairy Science, Volume 56, No.2,
February 1973.
2. United States Department of Agriculture, Agricultural Marketing Ser
vice, Dairy Division, July 1982. Federal Milk Order Market Statistics
for April 1982. Washington, D. C.
3. Association of Official Analytical Chemists, 1980. Official Methods
of Analysis of the Association of Official Analytical Chemists, 13th
Edition, Washington, D. C.
4. Fryer , H. C., 1966. Concepts and Methods of Experimental Statistics.
Allyn and Bacon, Inc. Boston, Massachusetts.
5. Webb, Byron H. and Johnson, Arnold H., 1965. Fundamentals of Dairy
Chemistry. The AVI Publishing Company, Inc. Westport, Connecticut.
6. United States Department of Agriculture, Food Safety and Quality Ser
vice, Agriculture Handbook No. 51. Federal and State Standards for
the Composition of Milk Products (and Certain Non-Milkfat Products)
as of January 1, 1980. Washington, D. C.

- 17 -
APPENDIX TABLES
Page
18 Total Class I disposition by all handlers in the 15 Federal Orders, and the Class I disposition and percent of the total disposition of all handlers represented by the 72 study handlers, June 1982
19 State and federal standards of composition of milk products for milk fat for study markets, as of January 1, 1980
20 State and federal standards of composition of milk products for milk solids for study markets, as of January 1, 1980
21 Frequency distribution of solids-not-fat in skim milk portion of producer milk for individual handlers, June 1982
22 Frequency distribution of milk fat content for individual handlers for regular homogenized milk, June 1982
23 Federal orders included in study and outline of geographic area from which handlers received producer milk, June 1982
- 18 -
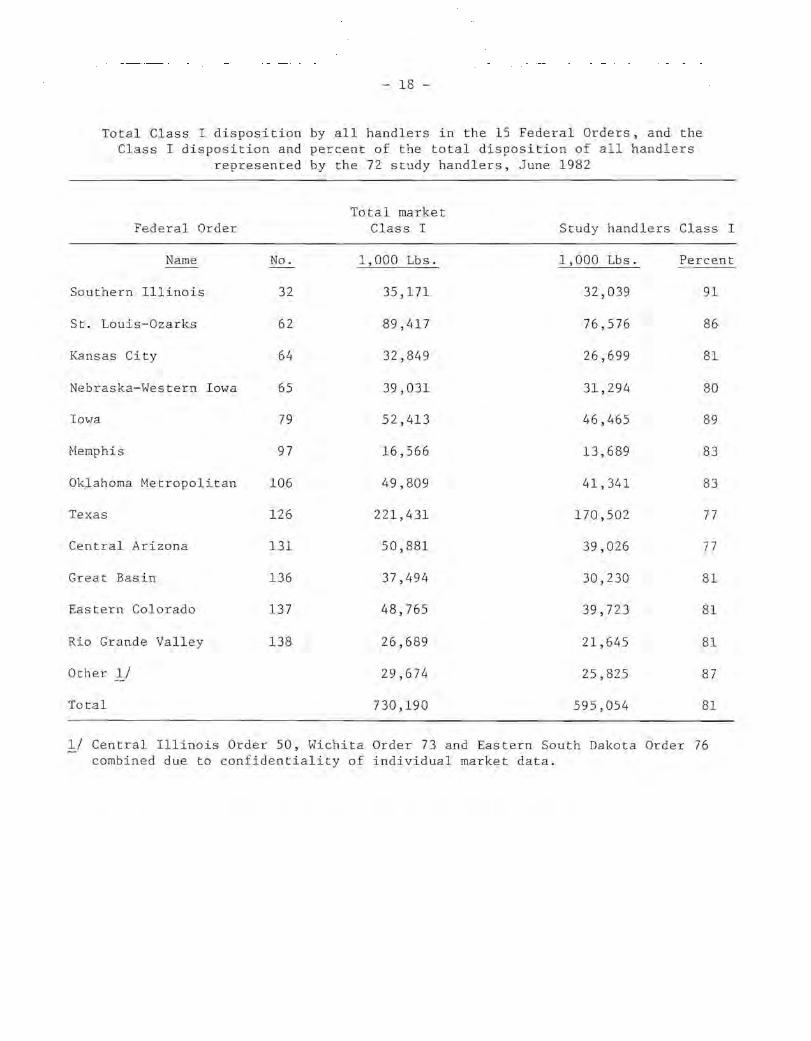
Total Class I disposition by all handlers in the 15 Federal Orders, and the Class I disposition and percent of the total disposition of all handlers
represented by the 72 study handlers, June 1982
Total market Federal Order Class I Study handlers Class I
Name No. 1,000 Lbs. 1,000 Lbs. Percent
Southern Illinois 32 35,171 32,039 91
St. Louis-Ozarks 62 89,417 76,576 86
Kansas City 64 32,849 26,699 81
Nebraska-Western Iowa 65 39,031 31,294 80
Iowa 79 52,413 46,465 89
Hemphis 97 16,566 13,689 83
Oklahoma Hetropolitan 106 49,809 41,341 83
Texas 126 221,431 170,502 77
Central Arizona 131 50,881 39,026 77
Great Basin 136 37,494 30,230 81
Eastern Colorado 137 48,765 39,723 81
Rio Grande Valley 138 26,689 21,645 81
Other 1/ 29,674 25,825 87
Total 730,190 595,054 81
1/ Central Illinois Order 50, Wichita Order 73 and Eastern South Dakota Order 76 combined due to confidentiality of individual market data.

- 19 -
State and federal standards of composition of milk products for milk fat for study markets, as of January 1, 1980
Whole milk Lowfat milk Skim milk State Min. Min. Max. Max.
------(Percent)------
Arizona 3.50 0.5 2.0 <0.5
Colorado 3.20 0.5 2.0 <0.5
Idaho 3.25 1/ 4/ 2.0 1/ <0 .5
Illinois 3.25 0.5 2.0 0.5
Imva 3.25 0.5 2.0 0.5
Kansas 3.25 0.5 2/ 2.0 <0 .5
}1issouri 3.25 0.5 3/ 2.0 <0.5
Nebraska 3.25 0.5 4/ 2.0 <0.5
New Mexico 3.25 0.5 2.0 <0.5
Oklahoma 3 .25 >0.5 <2 .0 <0 .5
South Dakota 3.25 0.5 2.0 0.5
Tennessee 3.25 0.5 2.0 <0.5
Texas 3.25 0.5 4/ 2.0 0.5
Utah 3.25 0.5 2.0 <0 .5
Federal 3.25 0.5 2.0 <0.5
1/ Percent of milk fat must be shown on label. 2/ If designated "2% lowfat milk" - minimum milk fat 1.9 percent, maximum
2.1 percent. 3/ Milk fat level must be declared on label: 0.5, 1.0, 1.5 or 2.0 percent. 4/ Designated as "lowfat milk".

- 20 -
State and federal standards of composition of milk products for milk solids for study markets, as of January 1, 1980 a/
Whole milk Lowfat milk Skim milk Total Added Total
State MSNF milk sol. milk sol. MSNF milk sol. Added solids ------ - Hinimum - Max.
Arizona 8.25 11. 75 2/ 8.25 3/ 3/
Colorado 8.25 8.25 5/ 9/ 5/ 9/
Idaho 8.25 11.00 3/ 3/ 3/
Illinois 8.25 4/ 4/ 7/ 4/ 7/
Iowa 8.25 11. 50 4/ 1/ 8.25 8.75 4/ 5/ 4/ 'if
Kansas 8.25 5/ 5/ 5/
Hissouri 8.25 11. 50 8.25
Nebraska 8.25 5/ 5/ 5/
Ne\" Hexico 8.25 8.25 8.25 5/ 5/
Oklahoma 8.25 1/ 'if '2/ South Dakota 8.25 8.25
Tennessee 8.25 §./ 8.25 6/ 6/
Texas 8.25 11.50 7/ 8.25 1.Q/ 10/
Utah 8.25 11.50 8/ 8.25
Federal 8.25 8.25 8.25
~/ Percent of weight.
1/ Grade A; solids-nat-fat mlnlmum 8.25 percent. 2/ Solids-nat-fat may be added and when added, the percent added must be declared
on the label. 3/ Must show approximate percentage of solids-nat-fat added. Solids must be Grade A. I/ If solids added, label must so indicate. 5/ Quantity not specified but amount added must be shown on the label. 6/ Optional. 7/ Added solids permitted but quantity not specified. 8/ Grade A. 9/ l.Jhen solids and/or vitamins added, designated as "fortified skim milk".
10/ Grade A solids-nat-fat permitted but quantity not specified.

- 21 -
Frequency distribution of solids-not-fat in skim milk portion of producer milk for individual handlers,
June 1982
Number of Percent Range samples of total
8.60 & below 3 1.0
8.61 - 8.70 8 2.8
8.71 - 8.80 31 10.8
8.81 - 8.90 117 40.6
8.91 - 9.00 92 32.0
9.01 - 9.10 30 10.4
9.11 - 9.20 4 1.4
9.21 9.30 2 .7
9.31 & over 1 .3
Total 288 100.0
Average for all handlers 8.896 percent solids-not-fat.

- 22 -
Frequency distribution of milk fat content for individual handlers for regular homogenized milk,
June 1982
Range
2.54 & belm,
2.55 - 2.64
2.65 - 2.74
2.75 - 2.84
2.85 - 2.94
2.95 - 3.04
3.05 - 3.14
3.15 - 3.24
3.25 - 3.34
3.35 - 3.44
3.45 - 3.54
3.55 & above
Total
Number of samples
1
1
4
2
10
36
99
96
30
9
288
Percent of total
.3
.3
1.4
.7
3.5
12.5
34.4
33.3
10.4
3.2
100.0
Average for all handlers 3.227 percent milk fat.

Federal orders included in study and outline of geographic area from which handlers received producer milk
June 1982
\~\,. ~.~ i . J\ ",I:.,., 0
, • • - •. - •• - -"-"'-" "-"-. •• _1;;; 1 . 'WASH/NGrO
N !.~ •• - •• --_ •• __ •. _ •• _ •• _ •• AKOTA . NNESOTA /'" ~ . : "'
ONTAN
4 'NORTH ° 1M' " . _,
I ( ! : /'.. M'CHiG~",-= \, I \ j c;~~'IN ':£~ AI ' , '\' WIS : ! - ------) ( 'SOUTH o AKo", .....:...1----........
ORr·'· ..... ···_·-._ .. ...; ~GON ,
C4LtFORN"/4' T' - . . _ . • N[VA,O I .
I
\
\ \,
..
/ IDAHO 1 '- :..:,;.;..:;,; ..... __ _ ( . ,~-"'Ii WYOMING ..,.
(I:A\ rI 1<;-': s,ll rnl J)M~orJ\ ) ! t
:~OWA '--'-' ~ ~---.- . -~- ... ~ , ,.. .. -.-. i !NEBRASKA .-.~
. urAH ! I \ ~
r-, I L·-·"· __ ._. __ ._.i._ ... ~"~ ! ._.,' ~ • COLORADO I _. '''- __ • __ • 'I
<' nl.\'r ".,," I . . MISSOURI I E r-:()I S~ I , . __ . J.... \. , \lUTlilIlN 11.1.1 ./~ C " " '''<N'''' .''''''':J.iK~~S;':S-'-'-· .' . . f ( ':RF,\JUt I\ I\N~ \_ ; .
1;;;,___ j '..-c:,C<'MO \ i
oJ
'Z0N4----'J., C fWVA.~ / ~,. \1 : 'N _,, __ •• ~ , f) "'--". J r-" '.,
\, I 'w M --- '-"=--' - - - ~~ 'X'CO --'r'--- I .. " l I ,c _ .. - _u ' ( "CO,", .. ,,'" )' - , ' i TEXAS __ ) OKLAHOMA' __ -j 'l" .I ;0. - ' V'OG'N" .
G co .... '" .. = ,/,RKANSA5 --:'.; TEN" ES E~- -- -~ --; ; ';': CA,,"UNA
)
/
( CYr ll,\!. A U l l'.tJ~A ---( KIll (;It,\ NIlI: V,\U .I: Y )j
-- . .1
l . .. ,p~ i
.. -....--. ... -.~
~
J.' .:'~': ': _._, --;- . _i~~ : >~ -,' . --, ALABAMA-, '-. S.CAROLlNA·· "-
( 1 \GEORGIA " . " ,
'1 \--;LOUISIANA I. ,
\ \
r- - -" -'\ • ['LORIDA" -_.
~
:/ :v ·,
{~p.\Nt.\
'; N.~·
N W