Competitive Production Systems -...
69
Competitive Production Systems Competitive Production Systems From Ford to Toyota 2010-09-09 Mats Jackson School of Innovation, Design and Engineering
Transcript of Competitive Production Systems -...

Competitive Production SystemsCompetitive Production Systems
From Ford to Toyota2010-09-09
Mats Jackson
School of Innovation, Design and Engineering

• What is a competitive production system?
– The historic development of industrial manufacturing from Ford to Toyota
Discussion

• An introduction to the research within IPR
• Is it important with manufacturing?
• Historic development of industrial production
Agenda
• Historic development of industrial production systems
A research profile at Mälardalen University:
Innovation and Product Realization (IPR)
Mats JacksonSchool of innovation, design and engineering

The research profile
Innovation and Product Realization
UNDERGRADUATE PH D - EDUCATION
RESEARCH
- 7 professors- 4 st adjunct professors- 13 senior researchers- 38 Ph D students, 13 industrial Ph D students- 29 Prepare students
1400 students
Three education areas;- information design, - product- och process development- innovation management
UNDERGRADUATEAND GRADUATE EDUCATION
PH D - EDUCATIONA RESEARCH SCHOOL
CENTER OF PRODUCT REALIZATION

The research profile
Innovation and Product Realization
Design Innovation Engineering
Design thinking, interpretation and
visualizationCreativity and idea generation Enabling technologies
End user perspective and focusOpportunity finding
methodologies & mindsets
Problem solving methodologies &
mindsets
Holistic view on the productCommunication – internal and external
in networks
A structured product development
process

The research profile
Innovation and Product Realization
XPRES

Center for Product Realization
Education and research within Society
Infrastructure, e g
• Robot lab
• MUX lab
• Tool shops
• Meeting places
Methodology, e g
• Project methodology for student projects, sc IdPeo
• Initiate, search, support, finance and present cross-disciplinary, co-producing projects
• Seminars
Companies
Entrepreneurs
Inventors
Intermediars
Public sector
Students
Teachers
Research students
Researchers
Seminars and events
Research assistant projects
PREPARE
PhD student projects
Research projects
Education and research withinInnovation and Product Realisation
External education
SocietyStudent projects
Thesis

Is it important with manufacturing?
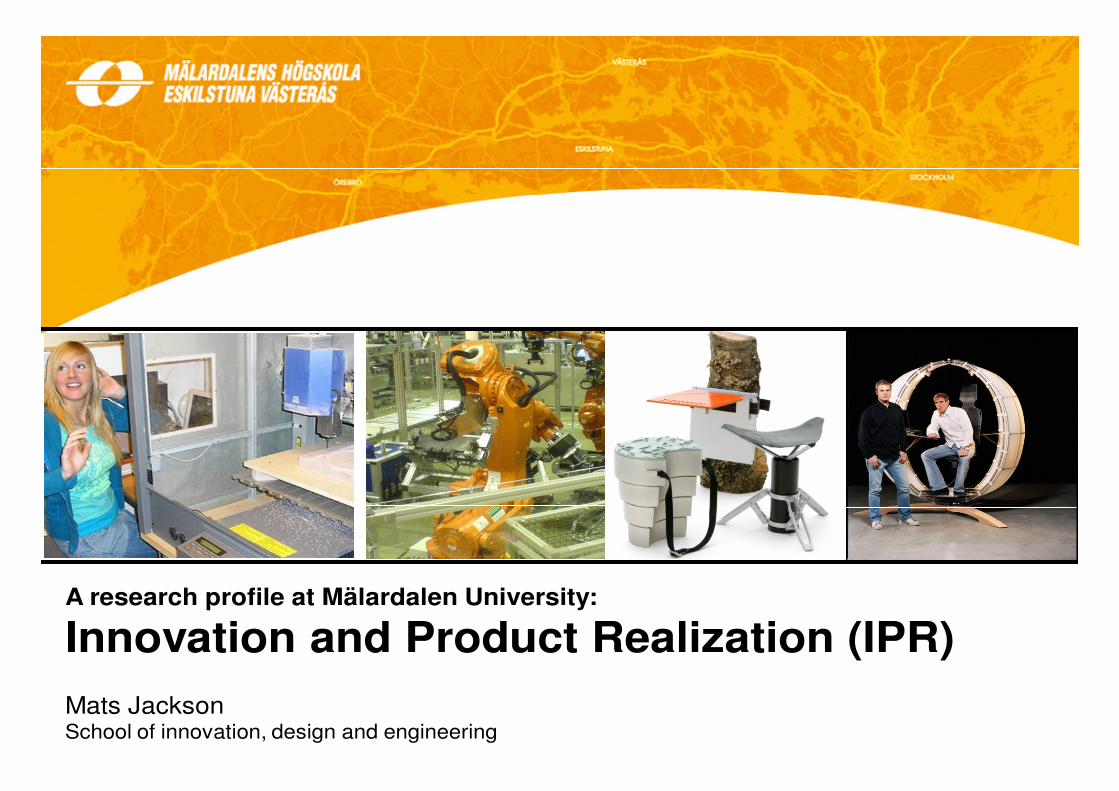
Globally increasing
manufacturing activityEconomic activity within Manufacturing 1998 – 2008,
at constant 1990 prices in US dollars. Source: UN Stats
A world wide 42%
increase in manufacturing
activity (at constant prices)
1998-2008.
36% increase in GDP
world wide 1998-2008


Industrial production systems
- Historic developments- Historic developments

A historic development
Craft production• Make what the customer wants
=> Large demand for products with large scale manufacturing• Mass Production - Henry Ford
=> The challenge of producing customized products with efficient manufacturing• Lean Production – Taiichi Ohno
=> A business environment dominated by change and uncertainty

A historic development
� Craft production
� Knowledge to develop, manufacture and fit
� The apprentice system� The apprentice system
� Decentralized workshops – own companies
� Low production volume
� General purpose machines

Discussion
Is it possible to compete with craftproduction today?

Craft production today…
� Aston Martin, Koenigsegg etc.
… precision-made and designed in-house…… precision-made and designed in-house…… hand-made metal and carbon fibre …… craftsmen that produce low volumes of incredibly high quality…

The industrial revolution
• The industrial breakthrough is often dated to the end of the 18th century in England, the textile industry - forerunner– Changes in material supply– Changes in material supply
• The colonization gave possibilities for cheap material – cotton
– Changes in ways to distribute products• New ways for transportation gave possibilities to deliver products far away
– Changes in the labor market• Large-scale agriculture with increased productivity and the decreased mortality
rates gave urbanization and a surplus of labor

• Towards the industrial revolution - a revolution in manufacturing technique
– The transition from craft production to mass production was possible through mechanization, using machines and engines replacing hand-
A historic development
through mechanization, using machines and engines replacing hand-made processes and human muscle power
– The steam engine was developed for industrial uses, which liberated industry from uncontrollable limitations of natural forces and energy
• E.g. the textile industry - weave-machines and steam spinning mills reduced the amount of manual labor and enabled the establishment of large-scale industries

• The dramatic industrial changes in the 20th
century is often credited to the auto industry[Womack et. al., 1990]:
A historic development
“Yet the auto industry is even more important to us than it appears. Twice in this century it has changed our most fundamental ideas of how we make things. And how we make things dictates not only how we work but also what we buy, how we think, and the way we live.”

• Henry Ford is often said to be one of thepersons behind the development of massproduction
– it was in Detroit that the first real mass-productive
A historic development
– it was in Detroit that the first real mass-productiveproduction system for cars was born - Ford’s model Tbegan to be produced in 1908
• Henry Ford (1863-1947)– Born July 30 1863 in Dearborn, Michigan
– 1893 Ford became chief engineer with theEdison Illuminating Company in Detroit
– In 1896 the completion of his self-propelled
Henry Ford
– In 1896 the completion of his self-propelledvehicle – the Quadricycle
– Henry Ford had a dream of producing anautomobile for the masses - that wasreasonably priced, reliable, and efficient

A historic development
� 1800 – craft production of automobiles
� No car dealers
� Hand built in small numbers� Hand built in small numbers
� Specified according to customer demands
� No standards – measuring problems => dimensional creep
A luxury item
• Henry Ford was 40 years old when he founded the Ford Motor Company, which would go on to become one of the world's largest and most profitable companies.
• Ford was launched in a converted factory in 1903 with $28,000 in cash from twelve investors.
Henry Ford
$28,000 in cash from twelve investors.
• During its early years, the company produced just a few cars a day at its factory on Mack Avenue in Detroit. Groups of two or three men worked on each car from components made to order by other companies. Henry Ford (ca. 1919)

FORDMass production – Model T (1908)
Manufacturer Ford Motor Company
Production 1908-1927
Predecessor Ford Model S
Successor Ford Model A
Body style(s)Touring,, roadster, ton, closed cab ton truck, coupé, two door, center door, station wagon (SUV), convertible
Engine(s) 177 in³ (2.9 L) straight-4, 20 hp
Transmission(s) Rear wheel drive, planetary gear, 2 forward speeds
Curb weight 1,200 pounds (540 kg)
Designer Henry Ford, Childe Harold Wills, Joseph A. Galamb and Eugene Farkas
Model T
• The Model T was a great commercial success, and by the time Henry made his 10 millionth car, 9 out of 10 of all cars in the entire world were Fords.
• In fact, it was so successful that Ford did not purchase any advertising between 1917 and 1923.
• In total, more than 15 million Model Ts were manufactured, more than any other model of automobile for almost a century.
=> 1908-1913: 514 minutes => 2,3 minutes cycle time=> 1913 continuous assembly line: 2,3 minutes to 1,19 minutes

Mass production, how?
– The key to mass production of automotives:• precision manufacturing
• interchangeability of components
• the simplicity of attaching them together
• division of labor - the demand for versatile labor was not• division of labor - the demand for versatile labor was notimportant when the assembly operations were brokendown so that anyone could perform them
• the human being became interchangeable and in somecases eliminated by automation
• later - the moving or continuous assembly line

Precision manufacturing
� Measuring standards e.g. Johansson gauges
There are only two people I take off my hat to. One is the president of the United
States and the other is Mr. Johansson from Eskilstuna, Sweden.
– Henry M. Leland, around 1920.
At the end of his career, in 1923, Johansson started to work for Henry Ford at
the Ford Motor Company, in Dearborn, Michigan.

Interchangeable parts• Eli Whitney (1780s-1820s) is sometimes credited with developing the
armory system of manufacturing in 1801, using the ideas of division of labor, engineering tolerance, and interchangeable parts to create assemblies from parts in a repeatable manner.
The assembly line
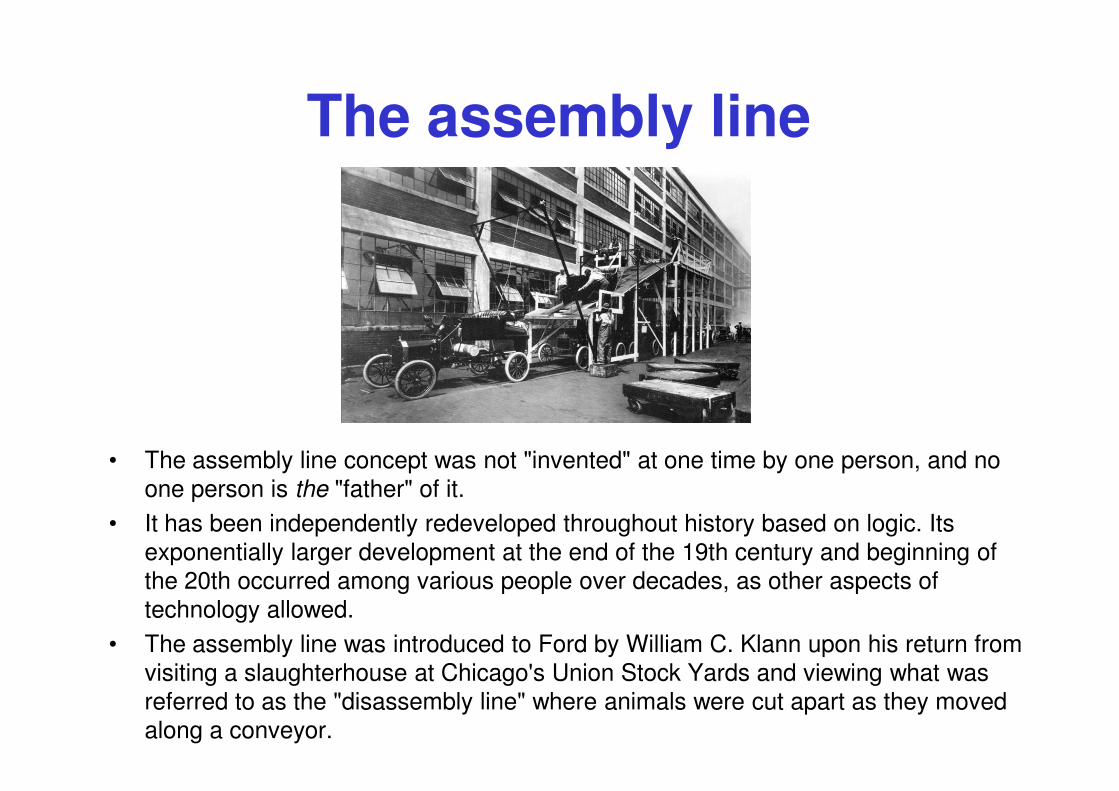
• The assembly line concept was not "invented" at one time by one person, and no one person is the "father" of it.
• It has been independently redeveloped throughout history based on logic. Its exponentially larger development at the end of the 19th century and beginning of the 20th occurred among various people over decades, as other aspects of technology allowed.
• The assembly line was introduced to Ford by William C. Klann upon his return from visiting a slaughterhouse at Chicago's Union Stock Yards and viewing what was referred to as the "disassembly line" where animals were cut apart as they moved along a conveyor.

Arsenale di Venezia

Arsenale di Venezia

• F. W. Taylor (1856-1915)– Published "Scientific Management" in 1911 –
factories are managed through scientific methods rather than by use of the empirical “rule of thumb”
– Taylor created planning departments, staffed them with engineers
Scientific Management
– Taylor created planning departments, staffed them with engineers
– Task allocation is the concept that breaking task into smaller and smaller tasks allows the determination of the optimum solution to the task
– Taylor have been credited with destroying the soul of work, of dehumanizing factories, making men into automatons

• F. W. Taylor (1856-1915)– Taylor’s attitude towards workers was full
of negative bias [Taylor, 1911]:
“..in the majority of cases this mandeliberately plans to do as little as he
Scientific Management
deliberately plans to do as little as hesafely can”
– Even though Taylor has been extensively criticized, it is a fact that he had great impact on the view of manufacturing and the way to run operations

Discussion
What do you think of Taylor and his principles?
A historic development
� Mass Production - disadvantages
Extreme work specialization and task allocation gave bad working conditions with monotonic and boring tasks in a high tempoboring tasks in a high tempo
As a consequence a number of disadvantages with the mass production system surfaced:
�High turnover of employees�Absence and injuries due to the work environment�Poor motivation to improve the processes�Buffers/work in progress

Mass production dissadvantages
• In January 1914, Ford solved the employee turnover problem by doubling pay to $5 a day and cutting shifts from nine hours to an eight hour day for a 5 day work week (which also increased sales; a line worker could buy a T with under four months' pay).
A historic development
� Model T
� By 1918 half of all cars in America were Model T� Large factory in Highland park � Large factory in Highland park � 15 000 000 automobiles with the Model T engine� ”You can paint it any color, so long as it’s black”
� Ford succeeded in his quest to build a car for the masses!

A historic development
� Vertical integration from mine to car The Ford River Rouge Complex (commonly known as the Rouge Complex or
just The Rouge) is a factory complex located in Dearborn, Michigan
� Rubber plantations in Brazil
� Iron mines in Minnesota
� Great lake steamboats, railroad to Detroit
� Steel mill, glass factory, automobile assembly
� Mass production of everything from food to air transportation


A historic development
� The Ford dilemma
�Bad organization�Bad organization
�Centralization
�Top-management – himslef
�The concept was unworkable – almost drove the
company under in the 1930s when his mental
powers declined
A historic development
� Alfred Sloan (1875-1966) at General Motors
�Sloan would make the system Ford had �Sloan would make the system Ford had
pioneered complete
�Decentrilized divisions managed objectively by
the numbers – separate profit centers
�Five-model product range
�Stable outside funding
A historic development
� Mass Production – on it’s peak 1955
� 7 000 000 cars sold in USA� Ford, GM, Chrysler - 95% of sales� Ford, GM, Chrysler - 95% of sales� 6 models accounted for 80% of all cars sold
Discussion
Is mass production still used today?
Why?

A historic development
Craft production• Make what the customer wants
=> Large demand for products with large scale manufacturing• Mass Production - Henry Ford
=> The challenge of producing customized products with efficient manufacturing• Lean Production – Taiichi Ohno
=> A business environment dominated by change and uncertainty
Development towards ”Lean”
• With an increasing competition in combination with a
decrease in the demand for products the industrial growth
rate decreased from the 1960’s and onwards
• Labor efficiency by itself was no longer enough to compete
• A number of market trends influenced this development:
JITKanbanTQM
Kaizen
• A number of market trends influenced this development:
– A growing demand for customized products
– Increasing quality demands
– Market demands for new technology
– The need for short and reliable delivery times

12 Months' %-change in Volume [EcoWin]
USA: Production in Total Industry
Perc
en
t 0
10
20
30
40
Figure 1: Production in total industry (USA)
USA IP Total index, Volume, sa [cma 5, c.o.p 12]
20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95
Perc
en
t
-30
-20
-10
0

The Toyota history

A historic development
� Mass Production – on it’s peak 1955
� 7 000 000 cars sold in USA� Ford, GM, Chrysler - 95% of sales� 6 models accounted for 80% of all cars sold
In 1950 the Toyota Motor Company in Japan had in total produced 2685 automobiles – compared with 7000 cars produced per day in the Rouge


A historic development
� Toyota
� Sakichi Toyoda founded the Toyoda Spinning and Weaving Company in 1918
� Sakichi Toyoda invented Toyoda Model G Automatic Loom in 1924
- Non-stop shuttle change type – example of Jidoka
- Jidoka - "intelligent automation" or "automation with a human touch”
� Kiichiro Toyoda traveled to Europe and the United States to investigate automobiles
� Sold patent rights – price 100 000 English pounds

A historic development
� Toyota
� Vehicles were originally sold under the name "Toyoda”.
� Toyoda Model AA Sedan announced in 1936� Toyoda Model AA Sedan announced in 1936
� Toyota Motor Company founded in 1937
� Public contest for a new name – 27 000 suggestions
� Honsha Plant started operation in 1938
� Trucks to military because of WW2

A historic development
� Mass Production did not work in Japan
� A tiny domestic market – demanded a wide range of vehicles� A tiny domestic market – demanded a wide range of vehicles
� Strong tradition in craftmanship – not interchangable humans
� War – starved for capital
� Competition in mainly the USA

A historic development
� Toyota – finacial crisis/labor dispute 1950
� Compromise� Compromise
� ¼ of workforce was terminated
� Kiichiro Toyoda resigned to take responsibility
� Reamaining emplyees two guarantees:
- life-time emplyoment
- pay steeply graded by seniority not specific job functions
A historic development
� Toyota 1950-1951
� Toyota had produced in total 2 685 cars in 1950� Toyota had produced in total 2 685 cars in 1950
� 7000 cars per day in Rouge
� Eiji Toyoda and Taiichi Ohno visits Detroit
� Creative Idea Suggestion System started in 1951

A historic development
Eiji Toyoda (40’s -)
�
Taiichi Ohno (40’s -)Taiichi Ohno (40’s -)
�
Toyota Production System (60’s -)
Lean Production (The Machine that changed
the World – 1990)
� �
A historic development
� Taiichi Ohno (1912-1990)
�Taiichi Ohno was born in Dalian, China in 1912 and graduated from Nagoya Technical High School, he joined Toyota in 1932
� In the 1940's and early 1950's, Ohno was the assembly manager for Toyota and developed many improvements that eventually became the Toyota and developed many improvements that eventually became the Toyota Production System.
�The 1950's also saw the beginning of a long collaboration with Shigeo Shingo and the refinement of their earlier efforts into an integrated Manufacturing Strategy.

A historic development
� Taiichi Ohno (1912-1990)
� Workforce – short term fixed cost
� Detroit - muda (waste)� Detroit - muda (waste)
� None of the specialist was actually adding value
� Organized workers into teams with team leader
� Improvements - responsibility
� A cord above every work station – stop the assembly line
� 5 why’s

The term “lean” comes from using less of everything compared to
mass production. This means using less human effort in the factory
with less manufacturing space, less investments in tools, less
Lean Production
with less manufacturing space, less investments in tools, less
engineering hours to develop a new product in shorter time, keeping
less inventory, fewer defects in production, and production of a
greater and ever growing variety of products
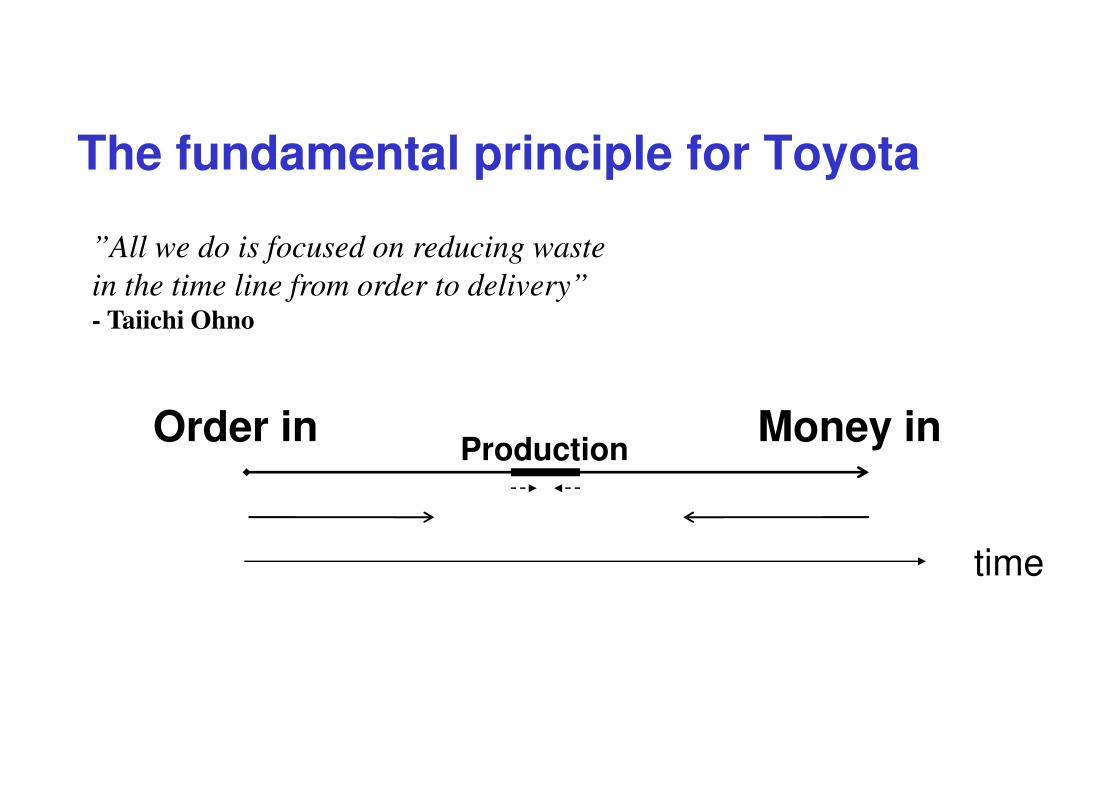
The fundamental principle for Toyota
”All we do is focused on reducing waste
in the time line from order to delivery”- Taiichi Ohno
Order in Money inProduction
time
A historic development
� Toyota Production System - improvements
- High-quality manufacturing and high-quality products- High-quality manufacturing and high-quality products
- TQM – Total Quality Management
- Continuous improvements
- Long term agreements with suppliers
- Teamwork
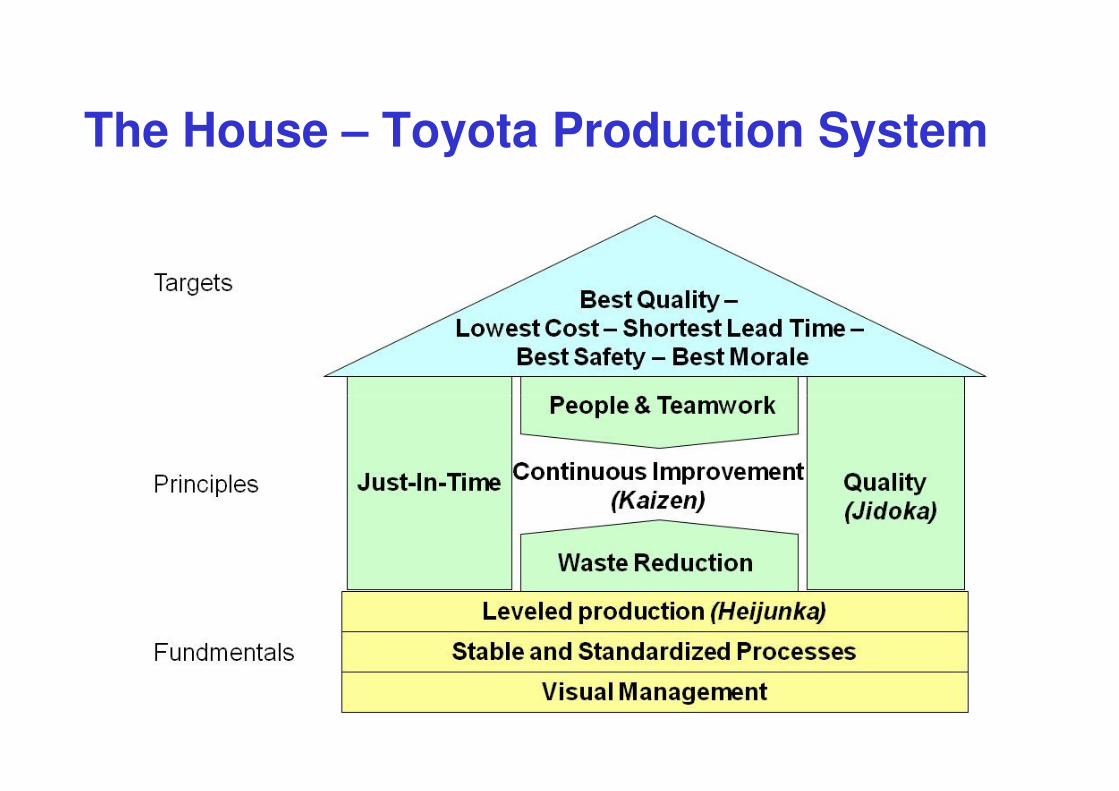
The House – Toyota Production System

Lean Tools
• 5S
• TPM (Total Productive Maintenance)
• Andon
• Standardized processes
• Flexible staffing
• Kanban• Kanban
• One-piece Flow
• Pareto/Gannt/Ishikawa-diagrams etc
• Pokayoke
• SMED (Single Minute Exchange of Dies)
• SPC (Statistical Process Control)
• Takt
• ...

Is lean a toolbox or a philosphy?
Lean Tools
The Toyota Way
• The Toyota Way describes the 14 principles that form the foundation of this uniquely successful management style.
• http://www.youtube.com/watch?v=jlcrqb2qMAA

A historic development
Craft production• Make what the customer wants
=> Large demand for products with large scale manufacturing• Mass Production - Henry Ford
=> The challenge of producing customized products with efficient manufacturing• Lean Production – Taiichi Ohno
=> A business environment dominated by change and uncertainty

The Challenge of the Manufacturing Industry
• Demand of consumers are changing more rapidly than ever before
• Uncertainty of what products and what volumes to produce are larger than before
• Product life cycles are getting shorter
Quick change-over in production
between different products
Quick phase in of new products
New technologyChangemanagement
Summary
� Historic development - industrial changes have been evolving and influencing manufacturing industries over many years
� Mechanization, surplus of labor, new ways for transportation, and the access to raw material enabled the industrial revolution and a change from craft production to mass production
� The mass production era in the 20th century was enabled through interchangeability of parts that enabled the moving assembly line interchangeability of parts that enabled the moving assembly line among other things
� The focus of management in the mass production systems was labor efficiency and “Tayloristic” influences as means to increase productivity
� Lean Production was born from the challenge of producing customized products with a flexible production system with less cost than a mass-producer





![05[2] Strategy competitors, competitive rivalry, competitive behavior, and competitive dynamics · PDF fileDefine competitors, competitive rivalry, competitive behavior, and competitive](https://static.fdocuments.in/doc/165x107/5aa5b2eb7f8b9ac8748d8018/052-strategy-competitors-competitive-rivalry-competitive-behavior-and-competitive.jpg)