COMPARATIVE TESTING OF 31 TANK LINING SYSTEMS - Charter Coating · COMPARATIVE TESTING OF 31 TANK...
39
COMPARATIVE TESTING OF 31 TANK LINING SYSTEMS Amal Al-Borno Charter Coating Service (2000) Ltd. #6, 4604 – 13th Street N.E. Calgary, AB, Canada T2E 6P1 [email protected]
Transcript of COMPARATIVE TESTING OF 31 TANK LINING SYSTEMS - Charter Coating · COMPARATIVE TESTING OF 31 TANK...

COMPARATIVE TESTING OF 31 TANK LINING SYSTEMS
Amal Al-Borno Charter Coating Service (2000) Ltd.
#6, 4604 – 13th Street N.E. Calgary, AB, Canada T2E 6P1 [email protected]

Amercoat Canada Cloverdale Paint CNRL Corrocoat Ltd. Dalco Services Inc. Denso North America Inc. Enbridge Pipelines, Inc. Hempel (Canada) Inc. Imperial Oil Resources Limited International Paint, Inc.
PPG Canada Petro-Canada RS Technologies Sherwin-Williams Sigma Coatings Canada SPC Talisman Tyco Adhesives
PROJECT PARTICIPANTS

PROJECT OBJECTIVES
● To examine and compare the performance characteristics of tank lining systems as selected by the study participants.
● To communicate performance data so as to
assist in the selection of appropriate coatings for any given oil field environment.
● To encourage more interaction between suppliers and end-users.

Coating Number
Coating Descriptor as Used on Data Sheet
Coating Type % Solids
1 Epoxy Novolac Novolac 72 2 Phenolic Epoxy / Polyamino-Amide Phenolic 100 3 Epoxy /Amine and Polyamino Epoxy 100 4 Epoxy Phenolic Phenolic 64 5 Epoxy Novolac Novolac 54 6 Epoxy Novolac Novolac 72 7 Epoxy Novolac / Amine Novolac 100 8 Epoxy Epoxy 72 9 Epoxy Novolac Novolac 100 10 Vinyl Ester / Acrylic Vinyl Ester 99 11 Vinyl Ester / Urethane Vinyl Ester 99 12 Epoxy Novolac Novolac 94 13 Epoxy Epoxy 76 14 Epoxy Phenolic Phenolic 100 15 Epoxy Epoxy 95 16 Epoxy Novolac Novolac 67 17 Epoxy (Aluminum) Epoxy 60 18 Epoxy / Amine Epoxy 100

Coating Number
Coating Descriptor as Used on Data Sheet
Coating Type % Solids
19 Epoxy Phenolic Novolac Novolac 73
20 Epoxy Phenolic Novolac / Amine Novolac 68 21 Phenolic Epoxy / Amine Phenolic 100 22 Novolac Novolac 100 23 Epoxy Epoxy 100 24 Phenolic Epoxy / Amine Phenolic 66 25 Vinyl Ester Vinyl Ester 98 26 Epoxy / Amine Epoxy 98 27 Epoxy Phenolic Novolac Novolac 70
28 Epoxy Phenolic Novolac / Amine Novolac 80 29 Epoxy Novolac Novolac 90
30 Epoxy Novolac (Siliconized) Novolac 97 31 Phenolic Epoxy / Amine Phenolic 100

COATING TYPES
Vinyl Ester (3 coatings)
10%
Epoxy (8 coatings)
26%
Novolac (14 coatings)
45%
Phenolic (6 coatings)
19%

APPLICATION AND SAMPLE CUTTING
● All coatings were applied by the same applicator according to suppliers’ recommended procedures and under suppliers’ direction.
● Cured samples were cut using a water-jet cutting system.

TESTS at 60˚C/140˚F Test Conditions (ALL 28 Day Tests)
Soak Adhesion CSA Z245.20
Water: 1% NaCl in distilled water
Cathodic Disbondment CSA Z245.20
Solution: 3% NaCl in distilled water Voltage: -1.5V
Atlas Cell Test NACE TM 0174
Thermal Gradient: 25˚C Air; 1% NaCl aq.; 1:1 toluene: kerosene
Pressurized Atlas Cell (PAC) NACE TM 0174
Pressure: 1.4MPa/200 psi Gas: 5% H2S, 5% CO2, 90% CH4 1% NaCl aq.; 1:1 toluene: kerosene
Electrochemical Impedance Spectroscopy (EIS)
1) Untested samples 2) Water phase of PAC samples after 28
Days

HIGHER TEMPERATURE TESTS
Test Conditions Atlas Cell Test NACE TM 0174
Temp.: 85˚C/185˚F, Thermal Gradient: 25˚C Air; 1% NaCl aq.; 1:1 toluene:kerosene; 28 days
Pressurized Atlas Cell NACE TM 0174
Temp.: 100˚C/212˚F, Pres.: 1.4MPa/200 psi Gas: 5% H2S, 5% CO2, 90% CH4 1% NaCl aq.; 1:1 toluene: kerosene; 28 days
Autoclave Tests NACE TM 0185
Temp.: 100˚C/212˚F, Pres.: 6.89MPa/1000 psi Gas: 5% H2S, 5% CO2, 90% CH4 1% NaCl aq.; 1:1 toluene: kerosene; 168 hours Test conditions as above but including mid-cycle rapid depressurization
Temp.: 125˚C/257˚F; Pres.: 0.34 MPa/50 psi Vapor; 1% NaCl aq.; 1:1 toluene: kerosene; 168
hours

ACCELERATING COMPONENTS IN TEST CONDITIONS
● Low 1 % NaCl concentration in most tests (more aggressive than 3% solutions).
● High thermal gradient (25ºC) for standard atlas cell test.
● H2S and CO2 used in pressurized atlas cell and 100 ºC autoclave test.
● Rapid depressurization used for one of the autoclave tests.
● High temperatures.

“GOOD PERFORMANCE” CRITERIA
● Soak Adhesion Test: CSA FBE coatings’ test modified. Pass/fail 1-3 (pass = “good”).
● Cathodic Disbondment Test: CSA FBE coatings’ test modified. One variable, the disbondment radius. Performance based on comparison with similar coatings and other coatings in this study. “Good” = less than 15 mm.
● Atlas Cell and Autoclave Tests: No single characteristic that can be analyzed. In this study “good performance” is defined as being: ● does not blister or crack in any phase ● maintains an adhesion of ‘C-’ or better

SOAK ADHESION (CSA Z245.20-02)
● Water can be an aggressive environment to a coating system, especially at elevated temperatures.
● The hot water soak test examines a coating’s ability to remain well adhered to the steel in immersion conditions.
Conditions: Temperature: 60°C/140°F Water: 1% NaCl Solution Duration: 28 days

SOAK ADHESION TEST
0
1
2
3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Coating Number
Adh
esio
n R
atin
g
Pre-Test Data
Post-Test Data
*Decimal value denot es t he average of t wo disparat e pre-t est scores.
Adh
esio
n R
atin
g
Coating Number 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
0
1
2
3

Rating 4 Rating 2 Rating 1

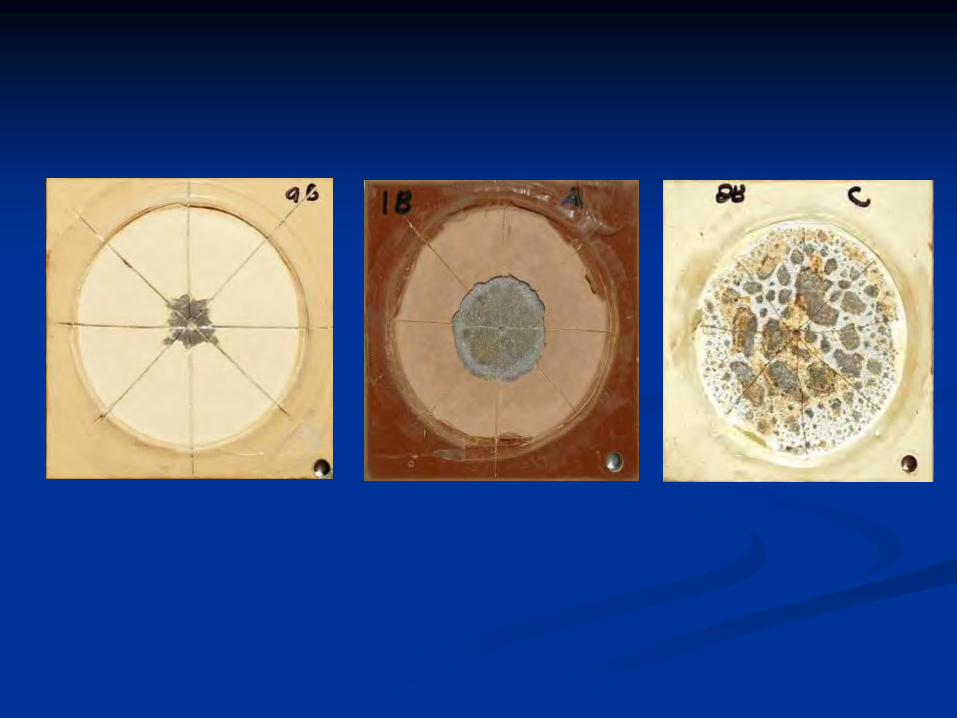
CATHODIC DISBONDMENT (CSA Z245.20-M92)
This test measures the resistance of a coating to disbondment under conditions that simulate cathodic protection.
Typically the bottom of the tank is the area most prone to effect from cathodic protection owing to the placement of anodes in the tank.
Conditions: Temperature: 60˚C/140˚F Solution: 3% NaCl Solution Voltage: -1.5V Duration: 28 days

CATHODIC DISBONDMENT BY COATING D
isbo
ndm
ent R
adiu
s (m
m)
9 12
22 7 23
10
11
25
17 2 1 4 20
31
18
21
19
30
13
29 3 6 14
15
26 8 5 27
16
28
24
Coating Number
0
5
10
15
20
25
30
35
40
Exce
llent
Very Good Good M
oder
ate Poor

CATHODIC DISBONDMENT AT 60˚C BY COATING TYPE
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Epoxy (8) Novolac (14) Phenolic (6) Vinyl Ester (3)
Coating Type (Number of Coatings)
Per
cen
tag
e o
f C
oa
tin
gs
< 15 mm15 - 20 mm> 20 mm
Epoxy (8) Novolac (14) Phenolic (6) Vinyl Ester (3)
Coating Type (Number of Coatings)
Perc
enta
ge o
f Coa
tings
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2
1
5
6
8
3
1
2
3

STANDARD ATLAS CELL (Modified NACE TM0174-91)
● The ability of the coating to withstand immersion conditions under the stress of a thermal gradient.
● This test simulates the cold wall affects in non-insulated
tanks and vessels.
Conditions: Internal Temperature: 1st test 60°C/140°F 2nd test 85°C/185°F Thermal Gradient: 25˚C/70˚F Gas: Air Water: 1% NaCl Solution Hydrocarbon: 1:1 Toluene: Kerosene Duration: 28 Days

controller
sample panels heating jacket
cooling jacket
thermocouples

PRESSURIZED ATLAS CELL (Modified NACE TM0174-91)
● This test examines the resistance of coatings to the combined affects of temperature, pressure, cold wall, and chemical environment.
● Determines performance in conditions that simulate pressurized vessels in sour service.
Conditions: Internal Temperature: 1st test 60°C/140°F 2nd test 100°C/202°F Pressure: 1.4MPa/200 psi Gas: 5% H2S, 5% CO2, 90% CH4 Water: 1% NaCl Solution Hydrocarbon: 1:1 Toluene : Kerosene Duration: 28 Days

controllers heating jackets pressure gauges
samples (hidden)

ATLAS CELLS AND CATHODIC DISBONDMENT DATA
Coating
Number
Standard Atlas Cell 10/31 Pressurized Atlas Cell 16/31 Cathodic
Disbondment
Performance Gas
Phase Hydrocarbon
Phase Water
Phase Gas
Phase Hydrocarbon
Phase Water
Phase
Phenolic 2 C_ C_ C_ C_ C_ C_ good
Novolac 5 -- -- -- B A B- poor Novolac 6 -- -- -- C B C poor Novolac 7 C_ C_ C_ C C C very good Epoxy 8 B A C B A C poor
Novolac 9 -- -- -- C C C excellent Vinyl Ester 10 C C C B B B_ very good Vinyl Ester 11 C C C C C C very good
Novolac 12 C C C_ C C C excellent Novolac 16 A A B A A A poor Epoxy 18 A A C A A B+ moderate
Novolac 22 -- -- -- A A A excellent Phenolic 24 A A A A A A poor
Vinyl Ester 25 B B C B B B very good Novolac 27 -- -- -- A A A poor Novolac 28 -- -- -- A A A poor
Pressurized Atlas Cell Standard Atlas Cell
Water Phase
Hydrocarbon Phase
Gas Phase
Water Phase
Hydrocarbon Phase
Gas Phase


STANDARD AND PRESSURIZED ATLAS CELL AT 60˚C BY COATING TYPE
Standard Atlas Cell
10 / 31 Good
Pressurized Atlas Cell
16 / 31 Good
Coating Type (Number of Coatings)
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Perc
enta
ge o
f Coa
tings
with
“G
ood
Perf
orm
ance
”
2 2 3
9 2 2
3 3
Epoxy (8) Novolac (14) Phenolic (6) Vinyl Ester (3)

ELECTROCHEMICAL IMPEDANCE SPECTOSCOPY (EIS)
● Used to evaluate the integrity of coatings, their barrier properties, and predict their corrosion protection characteristics.
● Conducted using conditions as in other immersion tests (1% NaCl aq., 60˚C/140˚F, 28 days) ● untested coatings ● PAC (water phase)

EIS DATA
EIS Data @ 60ºC/140ºF
0
1
2
3
4
5
6
7
8
9
10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Coating Number
Log
Z at
0.1
Hz
Untested Coating After 28 Days at 60ºC in Pressurized Atlas Cell
BB
B - Bisters after PAC TestingB - Bisters after EIS Testing
B
B
B
B
B
B
B
B
B
BBB
B
B

Epoxy Novolac Phenolic Vinyl Ester
Log
Z a
t 0.
1 H
z
Coating Type
2 3 4 5 6 7 8 9
0 1
10 ?
?
? ?
? ?
EIS DATA AFTER PRESSURIZED ATLAS CELL TEST BY COATING TYPE
Some coatings that were failing looked good on EIS and some coatings that looked poor in EIS performed well as corrosion barriers. Shows limitations of EIS as an indicator of coating performance/degradation.

4.0
5.0
6.0
7.0
8.0
9.0
10.0
0 5 10 15 20 25 30 35 40
Disbondment Radius (mm)
Lo
g Z
at
0.1
Hz
Disbondment Radius (mm)
Log
Z a
t 0.
1 H
z
4
5
6
7
8
9
10
0 5 10 15 20 25 30 35 40
5 worst coatings in EIS
EIS DATA OF UNTESTED COATINGS COMPARED TO CATHODIC
DISBONDMENT RADIUS

Coating # Soak Atlas Cell P A C CD Phenolic 2 3-4 Good Good Good 11 mm Novolac 7 2 Good Good V. Good 10 mm
Epoxy 8 1 Good Good Poor 28 mm Novolac 9 2 Poor Good < 10 mm
Vinyl Ester 10 2 Good Good V. Good 10 mm Vinyl Ester 11 2 Good Good V. Good 10 mm
Novolac 12 2 Good Good < 10 mm Novolac 16 1 Good Good Poor 35 mm
Epoxy 18 1 Good Good Moderate 16mm Novolac 22 1 Poor in Water Good < 10 mm Phenolic 24 2 Good Good Poor 36 mm
Vinyl Ester 25 2 Good Good V. Good 10 mm
SOME GOOD COATINGS IN 60˚C/140˚F TESTS

● Coatings not recommended for high temperatures were not tested above 60˚C/140˚F.
● Coatings that were to be tested at a different film thickness were included in all the higher temperature tests.
● Coatings that did not have good performance in the 60˚C/140˚F Standard Atlas Cell test were not tested in the 85˚C/185˚F test.
● Coatings that did not have good performance in the 60˚C/140˚F Pressurized Atlas Cell test were not tested in the 100˚C/212˚F test.
SELECTION OF COATINGS FOR HIGHER TEMPERATURE TESTING

Determines performance under conditions that simulate the environment in an insulated vessel. Conditions: Temperature: 1st test 100°C/202°F
2nd test 125°C/257°F Pressure: 1st test 6.89MPa/1000 psi 2nd test 0.34 MPa/50 psi Gas: 1st test 5% H2S, 5% CO2, 90% CH4 2nd test Vapor Water: 1% NaCl Solution Hydrocarbon: 1:1 Toluene : Kerosene Duration: 168 hours Mid-Cycle Rapid Depressurization included for duplicate of 1st set of test conditions
AUTOCLAVE (Optional) (Modified NACE TM0185-93)

0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Epoxy (8) Novolac (14) Phenolic (6) Vinyl Ester (3)
Coating Type (Number of Coatings)
Per
cen
tage
wit
h "
Good
Per
form
an
ce"
Epoxy (8) Novolac (14) Phenolic (6) Vinyl Ester (3) Coating Type (Number of Coatings)
Perc
enta
ge w
ith “
Goo
d Pe
rfor
man
ce”
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Standard Atlas Cell (85 C)
Pressurized Atlas Cell (100 C)
Autoclave (100C)
Autoclave with Rapid Depress. (100 C)
Autoclave with Mid-Cycle Rapid Depressurization
COATINGS WITH GOOD PERFORMANCE AT HIGH TEMPERATURE BY COATING TYPE
0 1
2
0 0 0 0 0
9
2 2 1
4 3
(24) (28)
1 (2) 1
(20)

Autoclave with Mid-Cycle Rapid Depressurization
Autoclave with NO Mid-Cycle Rapid Depressurization
Pressurized Atlas Cell
Autoclave with Mid-Cycle Rapid Depressurization
Autoclave with Mid-Cycle Rapid Depressurization
Standard Atlas Cell

● Fewer coatings perform well, more care required in selection ● All 25 tested coatings performed well at 125C/257F in water
and hydrocarbons, but other factors (see below) tended to result in coating degradation.
● Especially susceptible to thermal gradient with only one good performance (Number 24, a Phenolic) in 85˚C/185˚F Standard Atlas Cell.
● In the presence of acid gases and a pressure of 6.89 MPa/1000 psi 19 of 25 tested coatings performed well.
● Coatings tended to blister and/or suffer severe adhesion loss when subjected to rapid depressurization. Only Numbers 2, 20 and 28 didn’t. However some coatings formed small surface blisters, some of which recovered after test, indicating resistance to degradation.
CONCLUSIONS FOR HIGH TEMPERATURE TESTS

SUMMARY OF COATINGS WITH “Good Performance” (not marked = Not Tested/Not Good)
Coating Number
CD Test 60ºC/140ºF
Standard Atlas Cell
60ºC/140ºF
Pressurized Atlas Cell
60ºC/140ºF
Standard Atlas Cell
85ºC/185ºF
Pressurized Atlas Cell
100ºC/212ºF
Autoclave 100ºC/212ºF
Autoclave 100ºC/212ºF Blow-Down
Autoclave 125ºC/257ºF
Novolac 1 Good Good Phenolic 2 Good Good Good Good Good Good Epoxy 3 Phenolic 4 Good Good Novolac 5 Good Good Novolac 6 Good Good Good Good Novolac 7 Very Good Good Good Good Good Epoxy 8 Good Good Good Good Novolac 9 Excellent Good Good Vinyl Ester 10 Very Good Good Good Good Good Vinyl Ester 11 Very Good Good Good Good Good Good
Novolac 12 Excellent Good Good Good Good Epoxy 13 Good Good Phenolic 14 Epoxy 15 Novolac 16 Good Good Good Good Good

SUMMARY OF COATINGS WITH “Good Performance” (not marked = Not Tested/Not Good)
Coating Number
CD Test 60ºC/140ºF
Standard Atlas Cell
60ºC/140ºF
Pressurized Atlas Cell
60ºC/140ºF
Standard Atlas Cell
85ºC/185ºF
Pressurized Atlas Cell
100ºC/212ºF
Autoclave 100ºC/212ºF
Autoclave 100ºC/212ºF Blow-Down
Autoclave 125ºC/257ºF
Epoxy 17 Good Epoxy 18 Moderate Good Good Good Good Novolac 19 Novolac 20 Good Good Good Good Phenolic 21 Moderate Good Good Novolac 22 Excellent Good Good Good Epoxy 23 Very Good Good Phenolic 24 Good Good Good Good Good Vinyl Ester 25 Very Good Good Good Good Good Epoxy 26 Good
Novolac 27 Good Good Good Novolac 28 Good Good Good Good Novolac 29 Good Good Novolac 30 Good Good Phenolic 31 Good Good Good

SUMMARY CONCLUSIONS ● Most problems seen in the water phase. ● Higher Temperature or higher Thermal Gradient
are most likely to result in coating degradation. ● Many coatings disbond in the presence of an
impressed cathodic potential at 60˚C/140˚F . ● Emergency Depressurization tends to cause
blistering/loss of adhesion. ● Lots of variation within a given Coating Type
(resin type) – don’t buy generics! ● Need to test selected coatings in environments
that simulate actual service environment.

COMPARATIVE TESTING OF 31 TANK LINING SYSTEMS
Amal Al-Borno Charter Coating Service (2000) Ltd.
#6, 4604 – 13th Street N.E. Calgary, AB, Canada T2E 6P1 [email protected]