
Combustion and Emissions Properties of Heavy Oils · Power Generation/Marine Application Power...
43
PRINCETON Mechanical and Aerospace Engineering Combustion and Emissions Properties of Heavy Oils Frederick L. Dryer (Emeritus) Department of Mechanical and Aerospace Engineering Princeton University Princeton, NJ 08544 [email protected] KAUST FUTURE FUELS WORKSHOP King Abdullah University of Science and Technology (KAUST) Thuwal, Saudi Arabia March 7-9, 2016 This presentation includes information from several manufacturers of diesel and gas turbine systems to provide background. Material used is not intended as an endorsement of any particular device or product. 1 Copyright Princeton University
Transcript of Combustion and Emissions Properties of Heavy Oils · Power Generation/Marine Application Power...

PRINCETONMechanical and Aerospace Engineering
Combustion and Emissions Properties of Heavy Oils
Frederick L. Dryer
(Emeritus)
Department of Mechanical and Aerospace Engineering
Princeton University
Princeton, NJ [email protected]
KAUST FUTURE FUELS WORKSHOP
King Abdullah University of Science and Technology (KAUST)
Thuwal, Saudi Arabia
March 7-9, 2016This presentation includes information from
several manufacturers of diesel and gas
turbine systems to provide background.
Material used is not intended as an
endorsement of any particular device or
product. 1
Copyright Princeton University
PRINCETONMechanical and Aerospace Engineering
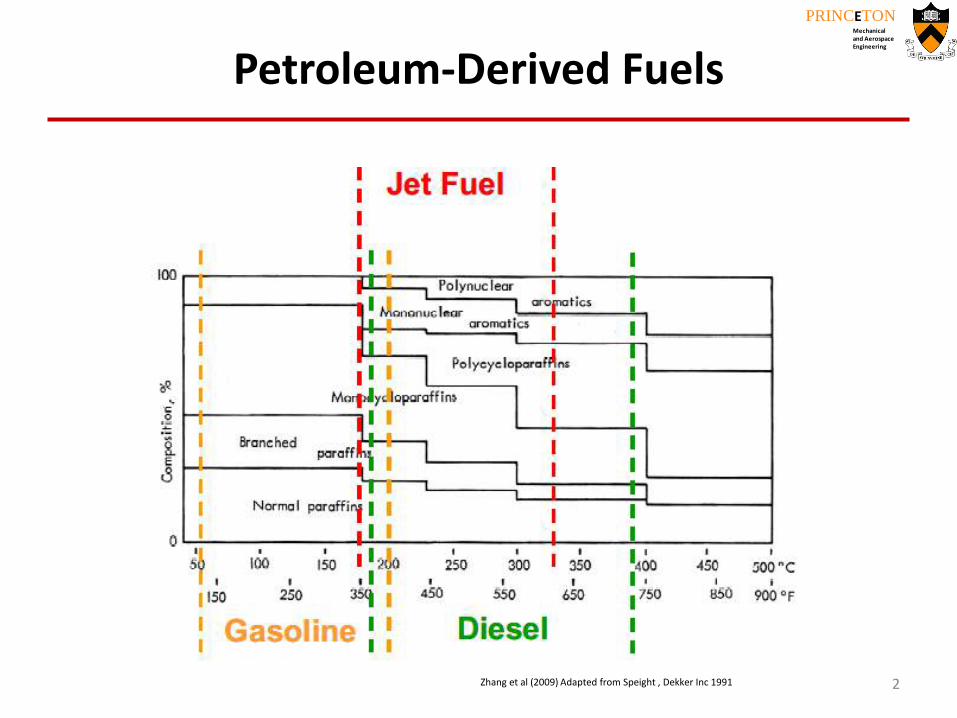
Petroleum-Derived Fuels
Zhang et al (2009) Adapted from Speight , Dekker Inc 1991 2

PRINCETONMechanical and Aerospace Engineering
Petroleum-Derived Fuels
Zhang et al (2009) Adapted from Speight , Dekker Inc 1991
Heavy Fuel Oils
3

PRINCETONMechanical and Aerospace Engineering
What are Heavy Fuel Oils (HFOs)?
Speight, The Chemistry and Technology of Petroleum 4th ed, Taylor and Francis (2006)
From Wikipedia, RMK Heavy fuel oil
Conventional Definition:
• Refineries are typically designed for specific crude slates (crude types).
• Heavy fuel fraction is a function of the individual crude source, as well as
specific refinery optimization for producing the desired product slates
(generally driven by economic optimization).
HFO’s are the residual liquids after refining and upgrading blended
with mid-distillate fractions in a ratio sufficient to control sulfur/metals
content, viscosity, deposits, precipitation of heavy ends residing in
the residual fraction, and emissions.
More General Definition:
• Minimally processed crudes
• Pet-Coke slurries in conventional HFO (e.g. 30-50% PET in HFO)
• Coal slurries in conventional HFO (e.g. 85-90% coal/water slurries)
• Vacuum residuals-in-water emulsions (e.g. “OrimulsionTM“ concept)
4

PRINCETONMechanical and Aerospace Engineering
Petroleum Crude Properties
from Cypraegean Neftegaz Ltd. (2013): http://www.cypraegean-neftegaz.com/
EIA Archive (2012); http://www.eia.gov/todayinenergy/detail.cfm?id=7110
Farhat et al (2007) Pet Sci Tech 20 633 654Goldmeer et al (2014) ASME Turbo Expo GT2014-25351
Arabian Crudes
Distillation properties
5

PRINCETONMechanical and Aerospace Engineering
Petroleum Crude Properties
from Cypraegean Neftegaz Ltd. (2013): http://www.cypraegean-neftegaz.com/
EIA Archive (2012); http://www.eia.gov/todayinenergy/detail.cfm?id=7110
Farhat et al (2007) Pet Sci Tech 20 633 654Goldmeer et al (2014) ASME Turbo Expo GT2014-25351
Arabian Crudes
Distillation properties
6
Liquid Phase Cracking

PRINCETONMechanical and Aerospace Engineering
HFO Production from Refining
7
VRO
RFO
Distillates

PRINCETONMechanical and Aerospace Engineering
HFO Production from Refining
8
VRO
RFO
DistillatesPet coke

PRINCETONMechanical and Aerospace Engineering
HFO Utilization
Liquid Residue/RFO
Distillates
HFODe-watering/particulate removal
(cat fines, etc.)
Centrifuging/water washing)
(Homogenization)
Bunkering
Blending (and later co-mingling) => fuel
stratification/instability
Contaminants =>
deposits, filter clogging,
corrosion, erosion
Sludge,
contaminated water
Energy Conversion
System
Design and Operation
Emissions
After
treatment
De-emulsifiers,
dispersants,
combustion
improvers, ash
modifiers
Urea, for SCR NOx
removal
PM2.5, S removal
Multi-Fuel Use High
Efficiency
Turndown Ratio
Durability
Maintenance
NOx/C/Ash
emission
9
Power Generation/Marine
Application
Power Generation/Marine
Application
Crude
PRINCETONMechanical and Aerospace Engineering
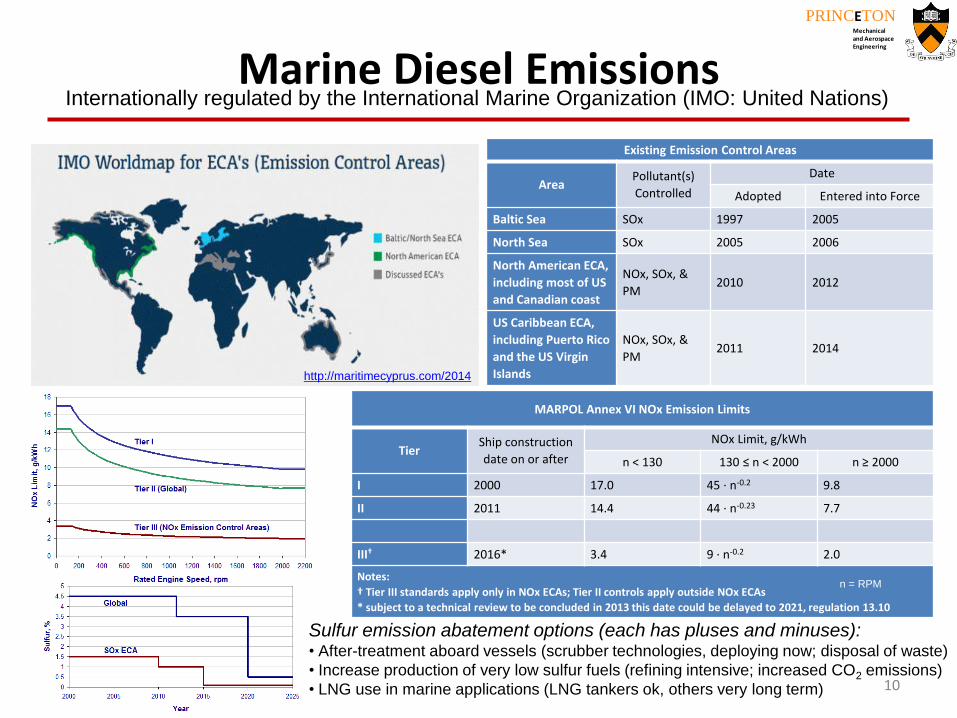
Marine Diesel EmissionsInternationally regulated by the International Marine Organization (IMO: United Nations)
http://maritimecyprus.com/2014
Existing Emission Control Areas
AreaPollutant(s)
Controlled
Date
Adopted Entered into Force
Baltic Sea SOx 1997 2005
North Sea SOx 2005 2006
North American ECA,
including most of US
and Canadian coast
NOx, SOx, &
PM2010 2012
US Caribbean ECA,
including Puerto Rico
and the US Virgin
Islands
NOx, SOx, &
PM2011 2014
MARPOL Annex VI NOx Emission Limits
TierShip construction
date on or after
NOx Limit, g/kWh
n < 130 130 ≤ n < 2000 n ≥ 2000
I 2000 17.0 45 · n-0.2 9.8
II 2011 14.4 44 · n-0.23 7.7
III† 2016* 3.4 9 · n-0.2 2.0
Notes:
† Tier III standards apply only in NOx ECAs; Tier II controls apply outside NOx ECAs
* subject to a technical review to be concluded in 2013 this date could be delayed to 2021, regulation 13.10
Sulfur emission abatement options (each has pluses and minuses):• After-treatment aboard vessels (scrubber technologies, deploying now; disposal of waste)
• Increase production of very low sulfur fuels (refining intensive; increased CO2 emissions)
• LNG use in marine applications (LNG tankers ok, others very long term) 10
n = RPM

PRINCETONMechanical and Aerospace Engineering
Marine Heavy Fuel Standards
Exxon-Mobil Marine Fuels specifications (Jan 2012)Emission Control Areas (ECA) limit the maximum sulfur in fuels
burned in their ports 4.5% m/m to as little as .10% as of 2015
inside an ECA. As of 2013, this is reduced to 3.5% (ISO) 8217ISO- 8217:2012 (E)
11
Exxon-Mobil Marine Fuels specifications (Jan 2012)
Test Unit Test method Limits Grade
ASTM IP ISO RMA 10 RMB 30 RMD 80 RME 180 RMG 180 RMG 380 RMG 500 RMG 700 RMK 380 RMK 500 RMK 700
Viscosity at 50°C mm²/s (cSt) D445 71 3104 max. 10.00 30.00 80.00 180.0 180.0 380.0 500.0 700.0 380.0 500.0 700.0
Density at 15°C kg/m³ D1298 160 3675 or 12185 max. 920.0 960.0 975.0 991.0 991.0 991.0 991.0 991.0 1010.0 1010.0 1010.0
CCAI – Calculated max. 850 860 860 860 870 870 870 870 870 870 870
Sulfur mass % D4294 336 8754, 14596 max. Statutory requirements
Flash point °C D93 34 2719 min. 60.0 60.0 60.0 60.0 60.0 60.0 60.0 60.0 60.0 60.0 60.0
Hydrogen sulfide mg/kg – 570 – max. 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00
Acid number mg KOH/g D664 – – max. 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5
Total sediment aged mass % – 390 10307-2 max. 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.10
Carbon residue, micro mass % D4530 398 10370 max. 2.50 10.00 14.00 15.00 18.00 18.00 18.00 18.00 20.00 20.00 20.00
Pour point Winter quality Summer quality
°C °C
D97 15 3016 D97 15 3016
max. 0 0 30 30 30 30 30 30 30 30 30 max. 6 6 30 30 30 30 30 30 30 30 30
Water volume % D95 74 3733 max. 0.30 0.50 0.50 0.50 0.50 0.50 0.50 0.50 0.50 0.50 0.50
Ash mass % D482 4 6245 max. 0.040 0.070 0.070 0.070 0.100 0.100 0.100 0.100 0.150 0.150 0.150
Vanadium mg/kg – 501, 470 14597 max. 50 150 150 150 350 350 350 350 450 450 450
Sodium mg/kg – 501, 470 – max. 50 100 100 50 100 100 100 100 100 100 100
Aluminium + silicon mg/kg D5184 501, 470 10478 max. 25 40 40 50 60 60 60 60 60 60 60
Used lubricating oil Calcium + zinc Calcium + phosphorus
mg/kg mg/kg
– 501 or 470 – – 500 –
The fuel shall be free of ULO. – A fuel shall be considered to contain ULO when either one of the following conditions is met: – Calcium > 30 and zinc > 15 or calcium > 30 and phosphorus > 15

PRINCETONMechanical and Aerospace Engineering
Wartsila X-92 Two Stroke
• IMO Tier II compliant operation
• IMO Tier III compliant with SCR technology; first such systems now being
produced and certified
• SOx scrubber technologies also available for both 2 and 4 stroke systems
https://www.wingd.com/en/products/waertsilae-x92/
http://www.wartsila.com/media/news/16-03-2015-first-wartsila-two-stroke-
engine-with-tier-iii-compliant-high-pressure-scr-produced-in-china-introduced
http://www.wartsila.com/media/news/10-03-2014-wartsila's-new-inline-
scrubber-system-design-lowers-cost-saves-space-and-eases-installation
12

PRINCETONMechanical and Aerospace Engineering
Wartsila RT58-D Two Stroke
The photo is of a 5-cylinder Wärtsilä RT-flex58TD 2-stroke, low speed engine
produced at the Hudong Heavy Machinery Co Ltd (HHM) facilities fitted with an
SCR NOx control system. The SCR reactor was also manufactured by HHM.
This is the first SCR system that complies with the IMO’s Tier III regulations for
engine emissions of nitrogen oxide (NOx). To be installed in a new 22,000 dwt
multi-purpose vessel constructed at the Ouhua shipyard on behalf of China
Navigation Co (CNCo). News Release 3/15/15
https://www.wingd.com/en/products/waertsilae-rt-flex58/
http://www.wartsila.com/media/news/16-03-2015-first-wartsila-two-stroke-
engine-with-tier-iii-compliant-high-pressure-scr-produced-in-china-introduced13

PRINCETONMechanical and Aerospace Engineering
Four-Stroke Multi-Fuel Power
http://www.wartsila.com/ 14

PRINCETONMechanical and Aerospace Engineering
Challenges for HFO Use in Power Turbines
15Goldmeer et al (2014) ASME Turbo Expo GT2014-25351

PRINCETONMechanical and Aerospace Engineering
Characteristic Combustion Times
Engine RPM SOI to
EVO
CA
Time
milli-seconds
50 130 430
100 130 216
1000 130 21.6
1500 130 14.4
• Available Combustion time depends on engine RPM
16
SOI – Start of injection
EVO – Exhaust valve Opening
CA- Crank Angle
Piston Engine Available Combustion Times
Gas Turbine Available Combustion Times
Less than ~10’s of milliseconds
• HFO characteristic reaction time includes both vapor-phase reaction and
heterogeneous burnout of the carbon remaining in the generated
particulate mass: includes both soot and coked liquid fuel (“cenospheres”)
• Burnout time is dependent on fuel injection/spray technology, physical and
chemical properties of the fuel
• Ash components generated through cenospheric burnout can result in
erosion/corrosion

PRINCETONMechanical and Aerospace Engineering
Heavy Fuel Oil Organic Composition
Speight, The Chemistry and Technology of Petroleum 4th ed, Taylor and Francis (2006)
From Wikipedia, RMK Heavy fuel oil
• Chemical constituents in the heavy fuel are characterized by
SARA analysis:
• Saturates (n-alkanes, iso-alkanes, cyclo-paraffins)
• Aromatics (mono-, di-, and poly-aromatic hydrocarbons)
• Resins (constituent fractions of polar molecules
containing N, O, or S heteroatoms)
• Asphaltenes (similar to resins, but larger in “apparent”
molar mass and more polyaromatic in character); most
organo-metals, sulfur, nitrogen are in this fraction of the
original crude resource, further segregated by refining
17

PRINCETONMechanical and Aerospace Engineering
Asphaltenes/Maltenes?
Asphaltenes – Mass fraction that precipitates by dilution of the sample with
an excess of an n-paraffin.
• Present major technical problems in all stages of oil production,
refining, heavy fuel utilization, and combustion (Sulfur, particulate
mass emissions; hot end corrosion/erosion).
• Increase viscosity of the fractions submitted to distillation in refineries
or during atomization in combustion systems
• Contribute to the formation of coke deposits during oil refining, in fuel
supply systems, injectors/atomizers
• Deactivate catalysts used in refining processes
• Foul fuel injectors and combustion systems
• Produce high-carbon-content particulates (”cenospheres”) in addition
to soot during the combustion process
• Asphaltene “macromolecules” exist as soluble dispersions in the
heavy fuel oil. Remain dispersed in dilution by an aromatic (e.g.
toluene)
Maltenes – Mass fraction left after removal of the Asphaltene fraction18

PRINCETONMechanical and Aerospace Engineering
Refinery Vacuum Residual Properties
Stratiev et al (2016) Fuel 170 115-129) 19
Properties for a large variety of vacuum residual oils

PRINCETONMechanical and Aerospace Engineering
Refinery Vacuum Residual Properties
Stratiev et al (2016) Fuel 170 115-129) 20
Properties for a large variety of vacuum residual oils

PRINCETONMechanical and Aerospace Engineering
C-7 De-asphalted Maltene Properties
Stratiev et al (2016) Fuel 170 115-129) 21
Properties of the remaining de-asphalted vacuum residual oil fraction

PRINCETONMechanical and Aerospace Engineering
Asphaltene “Structure”
“Island”
Monomeric structure, 500 < MW <1000 Da of 6 or
more aromatic- linked rings surrounded by aliphatic
groups that generally contain heteroatoms. Podgorski et al (2013) Energy Fuels 27 1268 1276
Figure from Applications Note: Asphaltenes (2014) Materials Design, Inc. www.materialsdesign.com.
Generally favored
in recent literature
22

PRINCETONMechanical and Aerospace Engineering
Asphaltene “Structure”Proposed structure and aggregate characteristics a remain point of discussion
“Island”
Figures from Applications Note: Asphaltenes (2014) Materials Design, Inc. www.materialsdesign.com. 23
Immense literature on the molecular, nano-
aggregate, and cluster behavior of
“Asphaltenes” into “micellular structures”Monomeric structure, 500 < MW <1000 Da of 6 or
more aromatic- linked rings surrounded by aliphatic
groups that generally contain heteroatoms. Podgorski et al (2013) Energy Fuels 27 1268 1276
Generally favored
in recent literature

PRINCETONMechanical and Aerospace Engineering
Asphaltene “Structure”Proposed structure and aggregate characteristics a remain point of discussion
“Island”
Figures from Applications Note: Asphaltenes (2014) Materials Design, Inc. www.materialsdesign.com. 24
• Asphaltene fraction definition is subject to the precipitating solvent choice and its
quantitative determination has indeterminate uncertainties.
• Asphaltene fraction has been historically considered as the primary
contributor to the formation of “coke” particulates (cenospheres) during the
combustion of HFO’s
Immense literature on the molecular, nano-
aggregate, and cluster behavior of
“Asphaltenes” into “micellular structures”Monomeric structure, 500 < MW <1000 Da of 6 or
more aromatic- linked rings surrounded by aliphatic
groups that generally contain heteroatoms. Podgorski et al (2013) Energy Fuels 27 1268 1276
Generally favored
in recent literature

PRINCETONMechanical and Aerospace Engineering
Suspended Droplet Combustion
Dryer (1976) Proc Combust Ins 16 279-295
Some more recent studies using suspended droplets
Jacques et al (1977) Proc Combust Ins 16:307–319
Braide et al (1979) J Inst Energy 52:115–24.
Vallsenor and Garcia (1999) Fuel 78 933-944
Ikegami et al (2003) Fuel 82 293 304
Bartle et al (2011) Fuel 90 1113-1119
Bartle et al (2013) Fuel 835–842
Exemplar Methodology
16 mm backlighted high speed cine-sequence for an
atmospheric residual oil; Initial drop size, 450 microns;
4000 fps
25
Coke particulate

PRINCETONMechanical and Aerospace Engineering
Suspended Droplet Combustion
Marrone et al (1984) Combust
Sci Tech 36 149-170
Dryer (1976) Proc Combust Ins 16 279-295
Qualitative approach to observe combustion behaviors, but
fiber presence can:
• Influence heat transfer to the liquid phase
• Provide nucleation sites for phase transformation
• Affect mass and morphology of final coke particulate
Isolated free droplet (combustion) experiments are preferred
over suspended studies for producing quantitative results.
Exemplar Methodology
16 mm backlighted high speed cine-sequence for an
atmospheric residual oil; Initial drop size, 450 microns;
4000 fps
26
Nucleation caused by filament

PRINCETONMechanical and Aerospace Engineering
HFO Isolated Free Droplet Combustion
Strobe Backlighted Images
Consecutive 5000 fps frames
Marrone et al (1984) Combust Sci Tech 36 149-170
The moving droplets are uniform in initial size, isolated by tens of diameters with
gas/droplet relative velocity controlled. Experiment example: for 610 micron droplets
27

PRINCETONMechanical and Aerospace Engineering
HFO Isolated Free Droplet Combustion
Cokin
g R
ea
ctio
ns
Strobe Backlighted Images
Organically soluble droplet
Organically insoluble cenosphere
Consecutive 5000 fps frames
Marrone et al (1984) Combust Sci Tech 36 149-170
The moving droplets are uniform in initial size, isolated by tens of diameters with
gas/droplet relative velocity controlled. Experiment example: for 610 micron droplets
28

PRINCETONMechanical and Aerospace Engineering
HFO Isolated Free Droplet Combustion
Cokin
g R
ea
ctio
ns
Strobe Backlighted Images
Organically soluble droplet
Organically insoluble cenosphere
Consecutive 5000 fps frames
Marrone et al (1984) Combust Sci Tech 36 149-170
The moving droplets are uniform in initial size, isolated by tens of diameters with
gas/droplet relative velocity controlled. Experiment example: for 610 micron droplets
Burning droplets swell, eject gaseous jetting/(liquid
fragments), and production of organically insoluble
coke cenosphere occurs very late in the vapor phase
burn history.
29

PRINCETONMechanical and Aerospace Engineering
Coke Formation Index (CFI) Apparatus
Isolated Drop Generator for non-Newtonian fluids
Green et al (1989) Rev Sci Instr 60 646
Urban and Dryer (1990) Proc Combust Ins 23 1437-1443 30

PRINCETONMechanical and Aerospace Engineering
Isolated Free Droplet Results
Urban and Dryer (1990) Proc Combust Ins 23 1437-1443
31

PRINCETONMechanical and Aerospace Engineering
Isolated Free Droplet Results
Katz (1987) MSE Thesis, Princeton University, MAE Report No. T-1795Urban and Dryer (1990) Proc Combust Ins 23 1437-1443
32
Nascent (uniform) cenospheres formed from 400 micron EPRI 2035 HFO droplets
Nascent
Cenospheres
quenched at
Vapor Phase
Burnout
(VPBO) point

PRINCETONMechanical and Aerospace Engineering
Isolated Free Droplet Combustion Results
Nascent (uniform) cenospheres formed from 400 micron EPRI 2035 HFO droplets
5 micron thick micro-tombed slices through a cenosphere (EPRI 4013 HFO Fuel)
Katz (1987) MSE Thesis, Princeton University, MAE Report No. T-1795Urban and Dryer (1990) Proc Combust Ins 23 1437-1443
33
Nascent
Cenospheres
quenched at
Vapor Phase
Burnout
(VPBO) point

PRINCETONMechanical and Aerospace Engineering
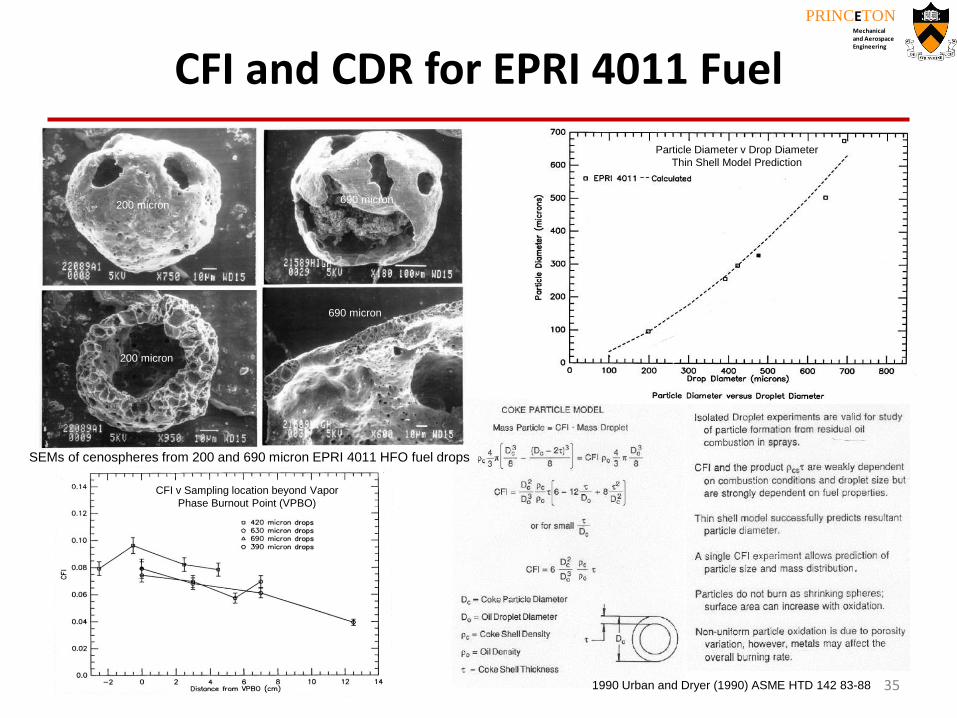
CFI and CDR for EPRI 4011 Fuel
CFI v Sampling location beyond Vapor
Phase Burnout Point (VPBO)
1990 Urban and Dryer (1990) ASME HTD 142 83-88
SEMs of cenospheres from 200 and 690 micron EPRI 4011 HFO fuel drops
200 micron690 micron
200 micron
690 micron
34
PRINCETONMechanical and Aerospace Engineering
CFI and CDR for EPRI 4011 Fuel
CFI v Sampling location beyond Vapor
Phase Burnout Point (VPBO)
Particle Diameter v Drop Diameter
Thin Shell Model Prediction
1990 Urban and Dryer (1990) ASME HTD 142 83-88
200 micron690 micron
200 micron
690 micron
35
SEMs of cenospheres from 200 and 690 micron EPRI 4011 HFO fuel drops

PRINCETONMechanical and Aerospace EngineeringHFO Boiler Fuels from the Field
CFI Apparatus Results
Urban et al (1992) Proc Combust Ins 24 1357-1364 36
• CFI does not correlate with asphaltene content, CCR, or RCR!
• ρτ product is essentially the same with the exception of some special cases.

PRINCETONMechanical and Aerospace Engineering
Hot Foil Coking Index (HFCI)
Figures from McElroy et al (1992) EPRI Report TR-100701
TM
Photo Courtesy of L Muzio
Fossil Energy Research Corp.
Laguna Hills, CA(HF-200 Manual 9/2003)
FERCo-HF200
Specifications (from the Manual)
• 15-20 mg Oil sample per run
• -Minimum of 3 runs per CI Measurement
• Repeatability within 10%< for CI<5%, using a
0.01 mg readability weighing scale (not
provided)
Similar heated foil methods described in Lawn et al (1987) 37

PRINCETONMechanical and Aerospace Engineering
Hot Foil Coking Index (HFCI)
Figures from McElroy et al (1992) EPRI Report TR-100701
TM
Photo Courtesy of L Muzio
Fossil Energy Research Corp.
Laguna Hills, CA(HF-200 Manual 9/2003)
FERCo-HF200
Specifications (from the Manual)
• 15-20 mg Oil sample per run
• -Minimum of 3 runs per CI Measurement
• Repeatability within 10%< for CI<5%, using a
0.01 mg readability weighing scale (not
provided)
Similar heated foil methods described in Lawn et al (1987) 38
Heating rate makes a
difference
CFI and HFCI are
correlated
No correlation of
CFI/HFCI with other
metrics

PRINCETONMechanical and Aerospace Engineering
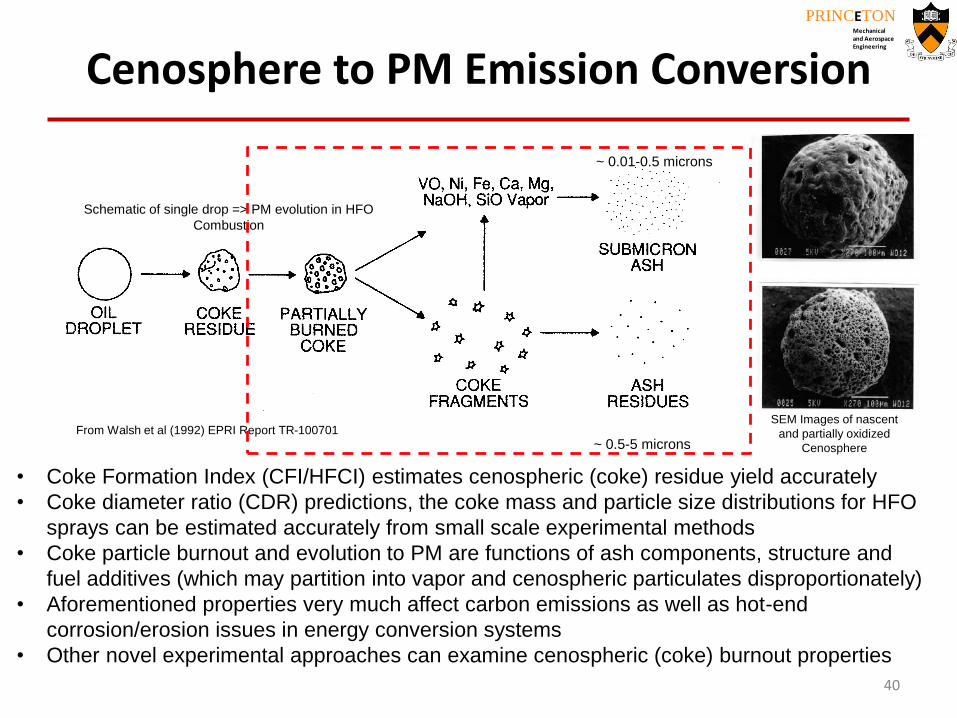
Cenosphere to PM Emission Conversion
39
SEM Images of nascent
and partially oxidized
Cenosphere
~ 0.01-0.5 microns
~ 0.5-5 micronsFrom Walsh et al (1992) EPRI Report TR-100701
Schematic of single drop => PM evolution in HFO
Combustion
• Coke Formation Index (CFI/HFCI) estimates cenospheric (coke) residue yield accurately
• Coke diameter ratio (CDR) predictions, the coke mass and particle size distributions for HFO
sprays can be estimated accurately from small scale experimental methods
PRINCETONMechanical and Aerospace Engineering
Cenosphere to PM Emission Conversion
~ 0.01-0.5 microns
~ 0.5-5 micronsFrom Walsh et al (1992) EPRI Report TR-100701
Schematic of single drop => PM evolution in HFO
Combustion
• Coke Formation Index (CFI/HFCI) estimates cenospheric (coke) residue yield accurately
• Coke diameter ratio (CDR) predictions, the coke mass and particle size distributions for HFO
sprays can be estimated accurately from small scale experimental methods
• Coke particle burnout and evolution to PM are functions of ash components, structure and
fuel additives (which may partition into vapor and cenospheric particulates disproportionately)
• Aforementioned properties very much affect carbon emissions as well as hot-end
corrosion/erosion issues in energy conversion systems
• Other novel experimental approaches can examine cenospheric (coke) burnout properties
40
SEM Images of nascent
and partially oxidized
Cenosphere

PRINCETONMechanical and Aerospace Engineering
Cenosphere to PM Emission Conversion
~ 0.01-0.5 microns
~ 0.5-5 micronsFrom Walsh et al (1992) EPRI Report TR-100701
Schematic of single drop => PM evolution in HFO
Combustion
• Coke Formation Index (CFI/HFCI) estimates cenospheric (coke) residue yield accurately
• Coke diameter ratio (CDR) predictions, the coke mass and particle size distributions for HFO
sprays can be estimated accurately from small scale experimental methods
• Coke particle burnout and evolution to PM are functions of ash components, structure and
fuel additives (which may partition into vapor and cenospheric particulates disproportionately)
• Aforementioned properties very much affect carbon emissions as well as hot-end
corrosion/erosion issues in energy conversion systems
• Other novel experimental approaches can examine cenospheric (coke) burnout properties
EPRI Fuels Utilization Workshop reports through 1995 contain substantial developments on
semi-empirical models produced by Walsh and co-workers, McElroy et al, and others41
SEM Images of nascent
and partially oxidized
Cenosphere

PRINCETONMechanical and Aerospace Engineering
Near-Term HFO Characterization Drivers
• Major evolution underway in transportation fuels and internal combustion engine (ICE) technologies using HFO fuels to increase fuel tolerance and substitution capabilities, optimize efficiencies, and reduce NOx, SOx, PM emissions
• The “inertia” of the recovery, refining, distribution system developed around petroleum liquid fuels and the numbers of legacy ground, air, and marine systems utilizing them are immense and it will likely take years and staggering capital investments to advance globally on the above.
• Petroleum, tar sands, and other fossil resources will remain the major source of transportation fuels for decades, perhaps most of this century. Substitution of these needs by alternative fuels from biomass, or LNG will make marginal impacts on these demands for a large fraction of this period
• The need for improvements in methods to reduce gaseous emissions and PM2.5 and for (innovative) carbon capture and sequestration (to address carbon emissions!) is certain.
• The possibility of using crudes and unconventional HFO’s directly for power generation/desalination applications in high efficiency/low emission devices can have major impacts on well-to-application overall energy efficiencies and carbon emissions.
• Developing engineering design tools to rapidly and inexpensively assess HFO combustion/emission related properties is of highest priority to evaluating fuels that can be accepted in existing equipment.
• These tools must reflect the combustion related behaviors associated with ever changing liquid fuel market, including crudes and HFO for both diesel and gas turbine stationary power and marine applications.
• Significant improvements in developing property-property relationships for each specific HFO fuel to vapor phase/cenospheric combustion behaviors (inclusive of burning rate, evolution of corrosive/erosive materials as a function of operating temperatures etc.) through advances in experiment are essential to building improved interpretive models for future engineering design applications. 42

PRINCETONMechanical and Aerospace Engineering
AcknowledgementsI am very grateful to KAUST and the organizers of this work shop for inviting this presentation. My personal thanks as well to the many who contributed to the laboratory and my interests in HFO combustion for many years, beginning in 1974 to 1992. Irvin Glassman: for inspiring my interests in an academic career and applications-driven research, especially on heavy fuel combustion and water-fuel emulsions (my first research contract opportunity as a Co-Investigator).
Students:Glen Rambach (1977) MSE; Jim Gordan (1976-77) UG; Mark Cascia (1980) UG; Juan Lasheras (1981) PhD; Nicholas Marrone (1983) MSE; Loo Yap (1986) PhD; Charles Katz (1987) MSE; Robert Lawson (1989) MSE; Sidney Huey (1991) MSE; Nick Purzer (1994) UG
Professional Research Staff:Ian KennedyFumi TakahashiDave UrbanRichard Yetter
Technical Staff:Donald PeoplesPaul MichniewiczJoe SivoYolanda Stein
Research supporter on HFO combustion: US ERDA (U.S. Department of Energy) Electric Power Research InstituteElectric Power Technology Inc. Empire State Electric Energy Research CoConsolidated Edison Co. of New YorkOffice of Naval Research Mobil Research Corporation 43
Please make reference to this material as follows:
F.L. Dryer, “Combustion and Emissions Properties of
Heavy Oils”, 2016 Future Fuels Workshop, King Abdullah
University of Science and Technology (KAUST) Thuwal,
Saudi Arabia, March 7-9.


















