Cold+work+tool+steel+D2
3
1 High-Carbon, High Chromium Cold Work Tool Steel (D2) Similar Steels GMTC AISI B.S. DIN JIS ED11 D2 BD2 1.2379 SKD11 Chemical Composition (wt%) 鋼種 C Si Mn P S Cr Mo V ED11 1.40 1.60 MAX 0.40 MAX 0.40 MAX 0.030 MAX 0.030 11.00 13.00 0.80 1.20 0.20 0.50 Remark:Cu:max. 0.25% Ni:max. 0.50% Characteristics 1.High-carbon, high—chromium cold work tool steel. 2.Deep hardening, with low distortion and high safety in hardening. 3.Good wear resistance and good softening resistance at elevated temperature. 4.Fine carbide size and grain size with high toughness. 5.Low sulfur content with high cleanliness. Application For high efficiency cutting tool: 1.Tooling Industry:Punch, Immediate Roller for Cold Rolling. 2.Wire Cutting Industry:Mould 3.Steel Tube Industry:Rolling Cutter, Shaping Wheel. 4.Screw Industry:Screw Wheel, Screw Mould, Drawing Die.
-
Upload
jaskaran-singh -
Category
Documents
-
view
213 -
download
1
description
cold
Transcript of Cold+work+tool+steel+D2

1
High-Carbon, High Chromium Cold Work Tool Steel (D2)
Similar Steels
GMTC AISI B.S. DIN JIS ED11 D2 BD2 1.2379 SKD11
Chemical Composition
(wt%) 鋼種 C Si Mn P S Cr Mo V
ED11 1.40 1.60
MAX 0.40
MAX 0.40
MAX 0.030
MAX 0.030
11.00 13.00
0.80 1.20
0.20 0.50
Remark:Cu:max. 0.25% Ni:max. 0.50% Characteristics
1.High-carbon, high—chromium cold work tool steel. 2.Deep hardening, with low distortion and high safety in hardening. 3.Good wear resistance and good softening resistance at elevated temperature. 4.Fine carbide size and grain size with high toughness. 5.Low sulfur content with high cleanliness.
Application For high efficiency cutting tool: 1.Tooling Industry:Punch, Immediate Roller for Cold Rolling. 2.Wire Cutting Industry:Mould 3.Steel Tube Industry:Rolling Cutter, Shaping Wheel. 4.Screw Industry:Screw Wheel, Screw Mould, Drawing Die.

2
Heat Treatment 1.Annealing---Heating slowly and uniformly to 800~850℃, furnace cooling to
600℃ at a rate 10~20℃/h., Hardness max. HB 255. 2.Stress Relieving---650~700℃, furnace cooling. 3.Hardening---
Preheating(1):Warming to 550~600℃, holding 30 minutes per 25 mm. Preheating(2):Warming to 800~850℃, holding 30 minutes per 25 mm. Austenitizing:Heating to 975~1050℃, holding 30 minutes per 25 mm. Quenchant:By oil (40~70℃) or by air.
4.Tempering--- Low temperature tempering:Heating to 150~200℃, holding over 60 minutes per 25 mm. Air-cooling. Hardness min. HRC 61 High temperature tempering:Heating to 480~540℃, holding over 60 minutes per 25 mm. Air-cooling. Double tempering. Hardness min. HRC 58
Notes:In low temperature tempering, steel must be hold at lower austenitizing temperature, about 975~1025℃. In high temperature tempering, steel must be hold at higher austenitizing temperature, about 1000~1050℃。
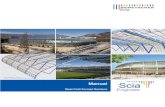
Instruction For TReatment
1200 austenitizing 1000
preheating 800 air cooling or oil quenching
stress relieving preheating 600 tempering(1) tempering(2)
400
200
(℃) time

3
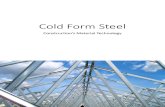
Hardness vs Tempering Temperature
Applicable Documents 1.Macroetched pattern:According to ASTM A561 and ASTM A604. 2.Inclusions:According to ASTM E45 Method A. 3.Grain Size:According to ASTM E112.
Availability 1.Spheroidizing. 2.Available size range:5≦Φ≦410mm。
Reference (1) Harry Chandler, “Heat Treater’s Guide Practices and Procedures for Irons
and Steels", p.560~563, ASM International(1995).
Heat treatment 1030 °C/O
70
66
62
58
54
50
46
42
38
34
30 0 100 200 300 400 500 600 700 800
Tempering temperature in °C
Har
dnes
s in
HR
c