Cold Treating and Cryogenic Treatment of Steel- ASM Handbook Volume 4 (487-495).pdf
4
Cold Treating and Cryogenic Treatment of Steel Revised by Earl A. Carlson, Lindberg Heat Treating Company COLD TREATING of steel is widely accepted within the metallurgical profession as a supplemental treatment that can be used to enhance the transformation of aus- tenite to martensite and to improve stress relief of castings and machined parts. Com- mon practice identifies -84 °C ( -120 °F) as the optimum temperature for cold treat- ment. There is evidence, however, that cryogenic treatment of steel, in which ma- terial is brought to a temperature of the order of -190 °C (-310 °F), improves cer - tain properties beyond the improvement attained at cold-treatment temperatures. This discussion will explain the practices employed in the cold treatment of steel and will present some of the experimental re- sults of using cryogenic treatment to en- hance steel properties. Cold Treating of Steel Cold treatment of steel consists of expos- ing the ferrous material to subzero temper- atures to either impart or enhance specific conditions or properties of the material. Increased strength, greater dimensional or microstructural stability, improved wear re- sistance, and relief of residual stress are among the benefits of the cold treatment of steel. Generally, 1 h of cold treatment for each inch of cross section is adequate to achieve the desired results. All hardened steels are improved by a proper subzero treatment to the extent that there will be less tendency to develop grind- ing cracks and therefore they will grind much more easily after the elimination of the retained austenite and the untempered martensite. Hardening and Retained Austenite Whenever hardening is to be done during heat treating, complete transformation from austenite to martensite is generally desired Prior to tempering. From a practical stand- point, however, conditions vary widely, and 100% transformation rarely, if ever, occurs. Cold treating may be useful in many instances for improving the percentage of transformation and thus for enhancing prop- erties. During hardening, martensite develops as a continuous process from start (Ms) to finish (Mf) through the martensite-forma- tion range. Except in a few highly alloyed steels, martensite starts to form at well above room temperature. In many instanc- es, transformation is essentially complete at room temperature. Retained austenite tends to be present in varying amounts, however, and when considered excessive for a partic- ular application, must be transformed to martensite and then tempered. Cold Treating versus Tempering. Immedi- ate cold treating without delays at room temperature or at other temperatures during quenching offers the best opportunity for maximum transformation to martensite. In some instances, however, there is a risk that this will cause cracking of parts. There- fore, it is important to ensure that the grade of steel and the product design will tolerate immediate cold treating rather than imme- diate tempering. Some steels must be trans- ferred to a tempering furnace when still warm to the touch to minimize the likeli- hood of cracking. Design features such as sharp corners and abrupt changes in section create stress concentrations and promote cracking. In most instances, cold treating is not done before tempering. In several types of industrial applications, tempering is fol- lowed by deep freezing and retempering without delay. For example, such parts as gages, machineways, arbors, mandrils, cyl- inders, pistons, and ball and roller bearings are treated in this manner for dimensional stability. Multiple freeze-draw cycles are used for critical applications. Cold treating is also used to improve wear resistance in such materials as tool steels, high-carbon martensitic stainless steels, and carburized-alloy steels for applications in which the presence of retained austenite may result in excessive wear. Transforma- tion in service may cause cracking and/or dimensional changes that can promote fail- ure. In some instances, more than 50% retained austenite has been observed. In such cases, no delay in tempering after cold treatment is permitted, or cracking can. de- velop readily. Process Limitations. In some applications in which explicit amounts of retained aus- tenite are considered beneficial, cold treat- ing might be detrimental. Moreover, mul- tiple tempering, rather than alternate freeze-temper cycling, is generally more practical for transforming retained austen- ite in high-speed and high-carbon/high- chromium steels. Hardness Testing. Lower than expected HRC readings may indicate excessive re- tained austenite. Significant increases in these readings as a result of cold treatment indicate conversion of austenite to martens- ite. Superficial hardness readings, such as HR15N, can show even more significant changes. Precipitation-Hardening Steels. Specifica- tions for precipitation-hardening steels may include a mandatory deep freeze after solu- tion treatment and prior to aging. Shrink Fits. Cooling the inner member of a complex part to below ambient temperature can be a useful way of providing an inter- ference fit. Care must be taken, however, to avoid the brittle cracking that may develop when the inner member is made of heat- treated steel with high amounts of retained austenite, which converts to martensite on subzero cooling. Stress Relief Residual stresses often contribute to part failure and frequently are the result of tem- perature changes that produce thermal ex- pansion and phase changes, and conse- quently, volume changes. Under normal conditions, temperature gradients produce nonuniform dimensional and volume changes. In castings, for exam- ple, compressive stresses develop in lower- volume areas, which cool first, and tensile stresses develop in areas of greater volume,
-
Upload
binh-thanh-le -
Category
Documents
-
view
6 -
download
0
Transcript of Cold Treating and Cryogenic Treatment of Steel- ASM Handbook Volume 4 (487-495).pdf
-
Cold Treating and Cryogenic Treatment of SteelRevised by Earl A. Carlson, Lindberg Heat Treating Company
COLD TREATING of steel is widely accepted within the metallurgical profession as a supplemental treatm ent that can be used to enhance the transformation of aus- tenite to martensite and to improve stress relief of castings and machined parts. Common practice identifies -8 4 C ( -1 2 0 F) as the optimum tem perature for cold treatment. There is evidence, however, that cryogenic treatm ent of steel, in which material is brought to a tem perature of the order of -1 9 0 C (-3 1 0 F), improves certain properties beyond the improvement attained at cold-treatm ent tem peratures. This discussion will explain the practices employed in the cold treatm ent o f steel and will present some of the experimental results of using cryogenic treatm ent to enhance steel properties.
Cold Treating of SteelCold treatm ent of steel consists o f expos
ing the ferrous material to subzero tem peratures to either impart or enhance specific conditions or properties of the material. Increased strength, greater dimensional or microstructural stability, improved wear resistance, and relief of residual stress are among the benefits of the cold treatm ent of steel. Generally, 1 h of cold treatm ent for each inch of cross section is adequate to achieve the desired results.
All hardened steels are improved by a proper subzero treatm ent to the extent that there will be less tendency to develop grinding cracks and therefore they will grind much more easily after the elimination of the retained austenite and the untempered martensite.
Hardening and Retained AusteniteWhenever hardening is to be done during
heat treating, complete transform ation from austenite to martensite is generally desired Prior to tempering. From a practical standpoint, however, conditions vary widely, and 100% transformation rarely, if ever, occurs. Cold treating may be useful in many
instances for improving the percentage of transformation and thus for enhancing properties.
During hardening, martensite develops as a continuous process from start (Ms) to finish (Mf) through the martensite-forma- tion range. Except in a few highly alloyed steels, martensite starts to form at well above room temperature. In many instances, transformation is essentially complete at room temperature. Retained austenite tends to be present in varying am ounts, however, and when considered excessive for a particular application, must be transformed to martensite and then tempered.
Cold Treating versus Tempering. Immediate cold treating without delays at room temperature o r at other tem peratures during quenching offers the best opportunity for maximum transformation to martensite. In some instances, however, there is a risk that this will cause cracking of parts. Therefore, it is important to ensure that the grade of steel and the product design will tolerate immediate cold treating rather than immediate tempering. Some steels must be transferred to a tempering furnace when still warm to the touch to minimize the likelihood of cracking. Design features such as sharp corners and abrupt changes in section create stress concentrations and promote cracking.
In most instances, cold treating is not done before tempering. In several types of industrial applications, tempering is followed by deep freezing and retempering without delay. For example, such parts as gages, machineways, arbors, mandrils, cylinders, pistons, and ball and roller bearings are treated in this manner for dimensional stability. Multiple freeze-draw cycles are used for critical applications.
Cold treating is also used to improve wear resistance in such materials as tool steels, high-carbon martensitic stainless steels, and carburized-alloy steels for applications in which the presence of retained austenite may result in excessive wear. Transform ation in service may cause cracking and/or
dimensional changes that can prom ote failure. In some instances, more than 50% retained austenite has been observed. In such cases, no delay in tempering after cold treatm ent is perm itted, o r cracking can. develop readily.
Process Limitations. In som e applications in which explicit am ounts o f retained austenite are considered beneficial, cold trea ting might be detrim ental. M oreover, multiple tem pering, ra ther than alternate freeze-tem per cycling, is generally more practical for transform ing retained austenite in high-speed and high-carbon/high- chromium steels.
Hardness Testing. Low er than expected HRC readings may indicate excessive retained austenite. Significant increases in these readings as a result o f cold treatm ent indicate conversion of austenite to martensite. Superficial hardness readings, such as HR15N, can show even more significant changes.
Precipitation-Hardening Steels. Specifications for precipitation-hardening steels may include a m andatory deep freeze after solution treatm ent and prior to aging.
Shrink Fits. Cooling the inner m em ber of a complex part to below am bient tem perature can be a useful way of providing an interference fit. Care must be taken, however, to avoid the brittle cracking that may develop when the inner m em ber is made of heat- treated steel with high am ounts o f retained austenite, which converts to martensite on subzero cooling.
Stress ReliefResidual stresses often contribute to part
failure and frequently are the result o f tem perature changes that produce therm al expansion and phase changes, and consequently, volume changes.
Under normal conditions, tem perature gradients produce nonuniform dimensional and volume changes. In castings, for example, com pressive stresses develop in lower- volume areas, which cool first, and tensile stresses develop in areas of greater volume,
-
204 / Heat Treating of Steel
which are last to cool. Shear stresses develop between the two areas. Even in large castings and machined parts of relatively uniform thickness, the surface cools first and the core last. In such cases, stresses develop as a result o f the phase (volume) change between those layers that transform first and the center portion, which transforms last.
When both volume and phase changes occur in pieces of uneven cross section, normal contractions due to cooling are opposed by transform ation expansion. The resulting residual stresses will remain until a means of relief is applied. This type of stress develops m ost frequently in steels during quenching. The surface becomes martensitic before the interior does. Although the inner austenite can be strained to match this surface change, subsequent interior expansions place the surface martensite under tension when the inner austenite transforms. Cracks in high-carbon steels arise from such stresses.
The use of cold treating has proved beneficial in stress relief o f castings and machined parts o f even or nonuniform cross section. The following are features of the treatment:
Transform ation of all layers is accomplished when the m aterial reaches -8 4 C ( -1 2 0 T ) '
The increase in volume of the outer m ap tensite is som ew hat counteracted by the initial contraction due to chilling
Rewarm time is m ore easily controlled than cooling time, allowing equipment flexibility
The expansion of the inner core due to transform ation is som ewhat balanced by the expansion of the outer shell
The chilled parts are more easily handled The surface is unaffected by low temper
ature Parts that contain various alloying ele
ments and that are o f different sizes and weights can be chilled simultaneously
Advantages of Cold TreatingUnlike heat treating, which requires that
tem perature be precisely controlled to avoid reversal, successful transformation through cold treating depends only on the attainm ent o f the minimum low tem perature and is not affected by lower tem peratures. As long as the m aterial is chilled to -8 4 C (-1 2 0 F), transform ation will occur; additional chilling will not cause reversal.
Time at Tem perature. A fter thorough chilling, additional exposure has no adverse effect. When heat is used, holding time and tem perature are critical. In cold treatm ent, materials o f different compositions and of different configurations may be chilled at the same time, even though each may have a different high-tem perature transformation point. M oreover, the warm-up rate of a
chilled material is not critical as long as uniformity is maintained and gross temper- ature-gradient variations are avoided.
The cooling rate of a heated piece, however, has a definite influence on the end product. Formation of martensite during solution heat treating assumes immediate quenching to ensure that austenitic decomposition will not result in the formation of bainite and cementite. In large pieces comprising both thick and thin sections, not all areas will cool at the same rate. As a result, surface areas and thin sections may be highly martensitic, and the slower-cooling core may contain as much as 30 to 50% retained austenite. In addition to incomplete transformation, subsequent natural aging induces stress and also results in additional growth after machining.
Aside from transformation, no other m etallurgical change takes place as a result of chilling. The surface of the material needs no additional treatm ent. The use of heat frequently causes scale and other surface deformations that must be removed.
Equipment for Cold TreatingA simple home-type deep freezer Can be
used for transformation of austenite to martensite. Tem perature will be approximately -1 8 C (0 F). In. some instances, hardness tests can be used to determine if this type of cold treating will be helpful. Dry ice placed on top of the work in a closed, insulated container also is commonly used for cold treating. The dry ice surface temperature is -7 8 C (-1 0 9 F), but the chamber temperature normally is about -6 0 C ( -7 5 F).
Mechanical refrigeration units with circulating air at approximately -8 7 C ( -125 F) are commercially available. A typical unit will have the following dimensions and operational features: chamber volume, up to 2.7 m3 (95 ft); temperature range, 5 to -9 5 C (40 to -1 4 0 F); load capacity, 11.3 to 163 kg/h (25 to 360 lb/h); and thermal capacity, up to 8870 kJ/h (8400 Btu/h).
Although liquid nitrogen at -195 C (-3 2 0 F) may be employed, it is used less frequently than any of the above methods because of its cost.
Cryogenic Treatment of SteelsThe value of cryogenic treatm ent of steel
and other materials has been debated for many years; even today many metallurgical professionals have serious reservations about its value. Notwithstanding these concerns, it is the intent of this discussion to review some of the current literature and practices of those who believe that cryogenic treatm ent enhances steel properties.
Cryogenic Treatment CyclesTypical cryogenic treatm ent consists of a
slow cool-down (2.5 C/min, o r 4.5. F/ min) from ambient temperature to liquid
Time, h
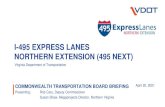
p . .. Plot of temperature versus time for the cryo- *" 8 genic treatment process. Source: Ref 1
nitrogen tem perature. When the material reaches approximately 80 K. (-3 1 5 F), it is soaked for an appropriate time (generally 24 h). A t the end of the soak period, the material is removed from the liquid nitrogen and allowed to warm to room tem perature in am bient air. The temperature-time plot for this cryogenic treatm ent is shown in Fig1. By conducting the cool-down cycle in gaseous nitrogen, tem perature can be controlled accurately and thermal shock to the material is avoided. Single-cycle tempering is usually performed after cryogenic treatment to improve impact resistance, although double or triple tempering cycles are sometimes used.
Kinetics of Cryogenic TreatmentThere are several theories concerning
reasons for the effects o f cryogenic treatment. One theory involves the more nearly com plete transformation of retained austenite into martensite. This theory has been verified by x-ray diffraction measurements. A nother theory is based on the strengthening of the material brought about by precipitation of submicroscopic carbides as a result of the cryogenic treatm ent. Allied with this is the reduction in internal stresses in the m artensite that happens when the sub- microscopic carbide precipitation occurs. A reduction in microcracking tendencies resulting from reduced internal stresses is also suggested as a reason for improved properties.
The absence of a clear-cut understanding of the mechanism(s) by which cryogenic treatm ent improves performance has hampered its widespread acceptance by metallurgists. Nonetheless, it is important to review the studies done to determine the effects o f cryogenic treatment on the performance of steel in a variety of applications.
Case Studies of Cryogenically Treated Steels
Resistance to abrasive wear was investigated in a param etric study. Five tool steels were tested after conventional heat treatment, after cold treatm ent a t -8 4 C (-120 F), and after being cryogenically treated at
-
Cold Treating and Cryogenic Treatment of Steel / 205
op
s5
52100
Table 1 Wear resistance as a function of cryogenic soak temperature for five high-carbon steels. (Data taken in the Department of Mechanical Engineering, Louisiana Tech University, Ruston, Louisiana, April 9-30, 1973).
Wear resistance, fiw(a)
Soaked
Alloy Untreated 84 *C ( -1 2 0 F) -1 9 0 "C ( -3 1 0 "F)
52100 25.2 49.3 135D2 224 308 878A2 85.6 174.9 565M2 1961 2308 399301 237 382 996
(a) R y FV / WHy , where F is the normal force in new tons, N ,
r* ~ Comparison of wear-resistance ratios for five high-carbon steels soaked at -8 4 C (-120 F) and at -190 r ig z oc opj fh e study also showed that soaking at temperatures below -8 4 C (-120 F) does not significantly change the hardness of the material. The samples were soaked to ensure that their mass was at -84 C (-120 F) and -100 C (-310 F). Source: Ref 2
pressing the surfaces together; V is the sliding velocity in m m /s; W is the w ear rate in m n r/s ; and H y is the V ickers hardness in MPa. /?w is dim ensioniess. Source: R ef 2
-1 9 0 C (-3 1 0 F). Figure 2 and Table 1 show the results of these abrasive wear tests. Cold treatm ent at - 8 4 C (-1 2 0 F) improved the w ear resistance by 18 to 104%, but the cryogenic treatm ent results show 104 to 560% im provement.
Corrosion resistance to w ater-saturated hydrogen sulfide gas was determ ined on conventionally processed and cryogenically treated stainless steel and tool steel samples. The results are shown in Table 2. The decrease in corrosion rate ranged from a modest 1.035 to a significant 1.786. The mechanism suggested by these data is a refinement in grain boundaries, which limits the diffusion of hydrogen sulfide into the metal. Type 316, an austenitic stainless steel, is susceptible to intergranular corrosion, and apparently refinem ent o f the grain boundaries did not have as much of an effect on the corrosion rate.
These two scientifically designed studies serve to highlight the effects of cryogenic treatment. M any other case studies with varying results appear in technical journals and engineering publications. The variability of results listed in these articles does not disprove the effectiveness o f the cryogenic treatm ent; however, it does provide a cautionary note to anyone considering cryogenic treatm ent. The need for study of any potential application should be apparent, and a careful technical and cost-effective- ness analysis should be made before embarking on such a program.
Table 2 Corrosion rate of five high-carbon steels exposed for 30 days to a water-saturated hvdrogen sulfide gas at a pressure of 2 atm. Test coupons measured 64 x 64 x 1.6 mm (2.5 X 2.5 X 0.062 in.) with a 9.5 mm (3/e in.) hole in the center of the coupon.______________
Mass loss Corrosion rate
Composition, w t% Density Control Treated Control_______ Treated
Alloy c Mn SI Cr Nl V Mo , W P Cu g/cm3 lb/ln.3 mg lb x 10"3 mg lb x 10-3 pm/year l*in./year lim/year In./year ratio
316 0.04 1 55 0 6 4 17.18 12 39 2.07 0.023 0.52 7.953 0.2873 49.40 0.1089 47.79 0.1054 8.28 331 8.00 320 1.035410 0.11 0 44 0 38 12.28 0 37 0.05 0.024 7.754 0.2802 67.75 0.1494 63.80 0.1406 11.35 454 10.69 428 1.188
4142 0 4? 0,88 0.27 0.95 0.20 0.040 7.811 0.2822 86.85 0.1915 80.10 0.1766 14.43 577 13.31 532 1.084S2 0 50 0 50 1.00 0.7.0 0.50 7.315 0.2643 50.1 0.1104 28.1 0.0619 8.89 356 4.98 199 1.786Ml 0.83 0.23 0.39 4.10 1.81 4.88 6.15 0.017 8.137 0.2940 27.0 0.0595 22.0 0.0485 4.32 173 3.51 140 1.232
Source: Ref 1
-
206 / Heat Treating of Steel
Equipment for Cryogenic Treatment
Liquid nitrogen system s have become the customary m ethod for achieving cryogenic tem peratures. The two types of systems are described below.
The heat-exchanger system passes liquid nitrogen through a heat exchanger, and the exhaust gas from the unit is piped into the main gaseous-nitrogen header line. The chamber atmosphere is drawn over the heat- exchanger coils by a fan. In sOme versions of the system, the cooling is boosted by spraying liquid nitrogen directly into the chamber.
The direct spray system sprays liquid nitrogen directly into the chamber, while a fan circulates the gases over the work. In this system, the spent gas cannot be recovered for use as a furnace atmosphere. The equipment design does not permit the liquid nitrogen to come into direct contact with the work, thereby reducing the probability o f thermal shock.
In both systems, temperature controllers are used to control the flow of liquid nitrogen (through a solenoid valve) and to monitor the work temperature. Temperature charts of the cycle provide a record of the processing.
REFERENCES
1. R.F. Barron and R.H. Thompson, Effect of Cryogenic Treatment on Corrosion Resistance, in Advances in Cryogenic Engineering, Vol 36, Plenum Press, 1990, p 1375-1379
2. R.F. Barron, How Cryogenic Treatment Controls W ear, 21st Inter-Plant Tool and Gage Conference, Western Electric Company, Shreveport, LA, 1982
SELECTED REFERENCES
R.F. Barron, Effect of Cryogenic Treatment on Lathe Tool Wear, in Proceed
ings o f the 8th International Congress o f Refrigeration, Vol 1, 1971
R .F. Barron, Cryogenic Treatm ent Produces Cost Savings for Slitter Knives, T A P P IJ ., Vol 57 (No. 5), May 1974
R .F. Barron, Cryogenics CRYOTECH, H eat Treat. M ag., June 1974
R .F. Barron and C.R. M ulhern, Cryogenic T reatm ent of AISI-T8 and C1045 Steels, in Advances in Cryogenic Engineering Materials, Vol 26, Plenum Press, 1980
R .F. Barron, Cryogenic Treatm ent of Metals to Improve W ear Resistance, Cryogenics, Vol 22 (No. 5), Aug 1982
V .E . Gilmore, Frozen Tools, Pop. Sci., June 1987
M. Kosmowski, The Promise of Cryogenics, Carbide Tool J ., Nov/Dec 1981
T.P. Sweeney, J r ., Deep Cryogenics: The G reat Cold Debate, H eat Treat., Feb 1986
i