Cold Formed Steel Shapes
40
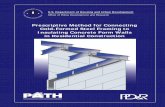
COURSE 11 INTRODUCTION TO COLD-FORMED STEEL DESIGN 1. BEHAVIOUR OF COLD-FORMED STEEL ELEMENTS 1.1 General Cold-formed steel products are found in all aspects of modern life; in the home, the shop, the factory, the office, the car, the petrol station, the restaurant, and indeed in almost any imaginable location. The uses of these products are many and varied, ranging from “tin” cans to structural piling, from keyboard switches to mainframe building members. Nowadays, a multiplicity of widely different products, with a tremendous diversity of shapes, sizes, and applications are produces in steel using the cold forming process. The use of cold-formed steel members in building construction began in about the 1850s in both the United States and U.K. However, such steel members were not widely used in buildings until 1940. In the recent years, it has been recognised that cold-formed steel sections can be used effectively as primary framing components. In what concerns cold-formed steel sections, after their primarily applications as purlins or side rails, the second major one in construction is in the building envelope. Options for steel cladding panels range from inexpensive profiled sheeting for industrial applications, through architectural flat panels used to achieve a prestigious look of the building. Light steel systems are widely used to support curtain wall panels. Cold-formed steel in the form of profiled decking has gained widespread acceptance over the past fifteen years as a basic component, along with concrete, in composite slabs. These are now prevalent in the multi-storey steel framed building market. Cold-formed steel members are efficient in terms of both their stiffness and strength. In addition, because the steel may be even less than 1 mm thick, the members are light weight. The already impressive load carrying capabilities of cold-formed steel members will be enhanced by current work to develop composite systems, both for wall and floor structures. The use of cold-formed steel structures is increasing throughout the world with the production of more economic steel coils particularly in coated form with zinc or aluminium / zinc coatings. These coils are subsequently formed into thin-walled sections by the cold-forming process. They are commonly called “Light gauge sections” since their thickness has been normally less than 3 mm. However, more recent developments have allowed sections up to 25 mm to be cold-formed, and open sections up to approximately 8mm thick are becoming common in building construction. The steel used for these sections may have a yield stress ranging from 250 MPa to 550 MPa (Hancock, 1997). The higher yield stress steels are also becoming more common as steel manufacturers produce high strength steel more efficiently. The use of thinner sections and high strength steels leads to design problems for structural engineers which may not normally be encountered in routine structural steel design. Structural instability of the sections is more likely to occur as a result of the sections is more likely to occur as a result of the reduced buckling loads (and stresses), and the use of higher strength steel which may make the buckling stress and yield stress of the thin-walled sections approximately equal. Further, the shapes which can be cold-formed are often considerably more complex than hot-rolled steel shapes such as I-sections and unlipped channel sections. The cold-formed sections commonly have mono- symmetric or point symmetric shapes, and normally have stiffening lips on flanges and intermediate stiffeners in wide flanges and webs. Both simple and complex shapes can be formed for structural and non-structural applications as shown in Figure 1. Special design standards have been developed for these sections. 1
-
Upload
danaciutea -
Category
Documents
-
view
995 -
download
6
Transcript of Cold Formed Steel Shapes

COURSE 11 INTRODUCTION TO COLD-FORMED STEEL DESIGN
1. BEHAVIOUR OF COLD-FORMED STEEL ELEMENTS 1.1 General Cold-formed steel products are found in all aspects of modern life; in the home, the shop, the factory, the office, the car, the petrol station, the restaurant, and indeed in almost any imaginable location. The uses of these products are many and varied, ranging from “tin” cans to structural piling, from keyboard switches to mainframe building members. Nowadays, a multiplicity of widely different products, with a tremendous diversity of shapes, sizes, and applications are produces in steel using the cold forming process. The use of cold-formed steel members in building construction began in about the 1850s in both the United States and U.K. However, such steel members were not widely used in buildings until 1940. In the recent years, it has been recognised that cold-formed steel sections can be used effectively as primary framing components. In what concerns cold-formed steel sections, after their primarily applications as purlins or side rails, the second major one in construction is in the building envelope. Options for steel cladding panels range from inexpensive profiled sheeting for industrial applications, through architectural flat panels used to achieve a prestigious look of the building. Light steel systems are widely used to support curtain wall panels. Cold-formed steel in the form of profiled decking has gained widespread acceptance over the past fifteen years as a basic component, along with concrete, in composite slabs. These are now prevalent in the multi-storey steel framed building market. Cold-formed steel members are efficient in terms of both their stiffness and strength. In addition, because the steel may be even less than 1 mm thick, the members are light weight. The already impressive load carrying capabilities of cold-formed steel members will be enhanced by current work to develop composite systems, both for wall and floor structures. The use of cold-formed steel structures is increasing throughout the world with the production of more economic steel coils particularly in coated form with zinc or aluminium / zinc coatings. These coils are subsequently formed into thin-walled sections by the cold-forming process. They are commonly called “Light gauge sections” since their thickness has been normally less than 3 mm. However, more recent developments have allowed sections up to 25 mm to be cold-formed, and open sections up to approximately 8mm thick are becoming common in building construction. The steel used for these sections may have a yield stress ranging from 250 MPa to 550 MPa (Hancock, 1997). The higher yield stress steels are also becoming more common as steel manufacturers produce high strength steel more efficiently. The use of thinner sections and high strength steels leads to design problems for structural engineers which may not normally be encountered in routine structural steel design. Structural instability of the sections is more likely to occur as a result of the sections is more likely to occur as a result of the reduced buckling loads (and stresses), and the use of higher strength steel which may make the buckling stress and yield stress of the thin-walled sections approximately equal. Further, the shapes which can be cold-formed are often considerably more complex than hot-rolled steel shapes such as I-sections and unlipped channel sections. The cold-formed sections commonly have mono-symmetric or point symmetric shapes, and normally have stiffening lips on flanges and intermediate stiffeners in wide flanges and webs. Both simple and complex shapes can be formed for structural and non-structural applications as shown in Figure 1. Special design standards have been developed for these sections.
1

Fig. 1: Collection of different cold-formed steel sections shapes (Trebilcock, 1994) In the USA, the Specification for the design of cold-formed steel structural members of the American Iron and Steel Institute was first produced in 1946 and has been regularly updated based on research to the most recent 1996 edition (AISI, 1996, 1999). Recently, the first edition of the unified North American Specification (AISI, 2001) was prepared and issued in 2001. It is applicable to the United States, Canada and Mexico for the design of cold-formed steel structural members. In Europe, the ECCS Committee TC7 originally produced the European Recommendations for the design of light gauge steel members in 1987 (ECCS, 1987). This European document has since been further developed and published in 1996 as the European Prestandard Eurocode 3, Part 1.3 supplementary for cold-formed thin gauge members and sheeting (CEN, 1996). In Australia and New Zeeland, a new limit states design standard AS/NZS 4600 for the design of Cold-formed steel structures was published in December 1996 (AS/NZS, 1996, 1998), followed by the 2003 Edition. The market share of cold-formed structural steelwork continues to increase in the developed world. The reasons for this include the improving technology of manufacture and corrosion protection which leads, in turn, to the increase competitiveness of resulting products as well as new applications. Recent studies have shown that the coating loss for galvanised steel members is sufficiently slow, and indeed slows down to effectively zero, than a design life in excess of 60 years can be guaranteed. The range of use of cold-formed steel sections specifically as load-bearing structural components is very wide, taking in the Automobile industry, Shipbuilding, Rail transport, the Aircraft industry, Highway engineering, Agricultural and Industry equipment, Office equipment, Chemical, Mining, Petroleum, Nuclear and Space industries.
2

This book is primarily concerned with the design of cold-formed steel members and structures in building construction in Europe; for this reason it is mainly based on the European Design Codes in the field. However, the general design philosophies and procedures presented in the book in many cases over a wide range of other uses. 1.2 Cold-formed Steel Sections 1.2.1 Types of Cold-formed Steel Sections Cold-formed members and profiled sheets are steel products made from coated or uncoated hot rolled or cold-rolled flat strips or coils. Within the permitted range of tolerances, they have constant or variable cross-section. Cold-formed structural members can be classified into two major types:
1. Individual structural framing members; 2. Panels and decks.
Individual structural members (bar members) obtained from so called “long products” include:
- single open sections, shown in Figure 2a; - open built-up sections (Figure 2b); - closed built-up sections (Figure 2c).
b)
a)
c)
Fig. 2: Typical forms of sections for cold-formed structural members Usual, the depth of cold-formed sections for bar members ranges from 50 - 70 mm to 350 - 400 mm, with thickness from 1 to 6 mm about. Panels and decks are made from profiled sheets and linear trays (cassettes) shown in Figure 3. The depth of panels usually ranges from 20 to 200 mm, while thickness is from 0.4 to 1.2 (1.5) mm.
3

Fig. 3: Profiled sheets and linear trays
Figure 4.a shows series of Lindab corrugated sheets for roofing and wall cladding systems, and for load-bearing deck panels, respectively while figure 4.b show examples of sandwich panels.
a) Profile de tablă pentru
acoperiş b) Profile de tablă pentru
perete c) Tablă cu profil înalt pentru planşee
Fig. 4.a: Lindab sheeting products
Fig. 4.b: Sandwich panels
In order to increase the stiffness of both cold-formed steel sections and sheeting edge and intermediate stiffeners are used. In general, cold-formed steel sections provide the following advantages in building construction (Yu, 2000):
4

1. As compared with thicker hot-rolled shapes, cold-formed light members can be manufactured for relatively light loads and/or short spans;
2. Unusual sectional configurations can be produced economically by cold-forming operations (Fig. 1), and consequently favorable strength-to-weight ratios can be obtained;
3. Sections can be produced in such ways they allow for compact packaging and shipping; 4. Load-carrying panels and decks not only withstand loads normal to their surfaces, but they
can also act as shear diaphragms to resist force in their own planes if they are adequately interconnected to each other and to supporting members.
Compared with other materials such timber and concrete, the following qualities can be realized for cold-formed steel structural members.
1. Lightness; 2. High strength and stiffness; 3. Ability to provide long spans (up to 10 m, Rhodes, 1991); 4. Ease of prefabrication and mass production; 5. Fast and easy erection and installation; 6. Substantial elimination of delays due to weather; 7. More accurate detailing; 8. Formwork unneeded; 9. Termite-proof and rot-proof; 10. Uniform quality; 11. Economy in transportation and handling; 12. Non-combustibility; 13. Recyclable material.
The combination of the above-mentioned advantages can result in cost saving in construction. 1.2.2 Manufacturing Cold-formed members are normally manufactured by one of two processes. These are:
(a) Roll forming; (b) Folding (c) press braking.
Roll forming consists of feeding a continuous steel strip through a series of opposing rolls to progressively deform the steel plastically to form the desired shape. Each pair of rolls produces a fixed amount of deformation in a sequence of type shown in Figure 5a. In this example, a Ω section is formed. Each pair of opposing rolls is called a stage as shown in Figure 5. In general, the more complex the cross-sectional shape, the greater the number of stages required. In the case of cold-formed rectangular hollow sections, the rolls initially form the section into a circular section and a weld is applied between the opposing edges of the strip before final rolling (called sizing) into a square or rectangular shape. Figures 6, a and b, shows two industrial roll forming lines for long products – profiles – and sheeting, respectively.
START
Flat sheet Finishedsection
1 2 3 4 5 6
5

1 2 3 4 5 6 a)
6 6 5 5
4 4 3 3 2 2
1 1
b)
Fig. 5: Stages in roll forming a simple section (Rhodes, 1992)
(a) (b)
Fig. 6: Industrial roll forming lines A significant limitation of roll forming is the time taken to change rolls for a different size sections. Consequently, adjustable rolls are often used which allows a rapid change to a different section width or depth. Folding is the simplest process, in which specimens of short lengths and of simple geometry is produced from a sheet of material by folding a series of bends (see Figure 7). This process has very limited application. Press-braking is more widely used, and a greater variety of cross-sectional forms can be produced by this process. Here a section is formed from a length of strip by pressing the strip between shaped dies to form the profile shape (see Figure 8). Usually each bend is formed separately. The set up of a typical brake press is illustrated in Figure 8. This process also has limitations on the profiled geometry which can be formed, and, often more importantly, on the lengths of sections which can be produced. Press-braking is normally restricted to sections of length less than 5 m although press brakes capable of production 8 m long members are in use in industry.
6

1
2
3
4
Fig. 7: Forming of folding
a) b)
b) d)
e) f
Fig. 8: Forming steps in press braking process Roll forming is usually used to produce sections where very large quantities of a given shape are required. The initial tooling costs are high but the subsequent labour content is low. Brake pressing is normally used for low volume production where a variety of shapes are required and the roll forming tooling costs cannot be justified. 1.2.3 Some peculiar characteristics of cold-formed sections The manufacturing process plays a governing role in some characteristics that have an influence on the buckling behaviour of the profiles. First of all, it leads to a modification of the stress-strain
7

curve of the steel. With respect to the virgin material, cold-rolling provides an increase of the yield strength and, sometimes, of the ultimate strength that is important in the corners and still appreciable in the flanges, while press braking let these characteristics nearly unchanged in the flanges. Obviously, such effects do not appear in case of hot-rolled sections, as shown in Table 1 (Rondal, 1988). Table 1. Influence of manufacturing process on the basic strengths of hot and cold-formed profiles
Cold forming Forming method Hot rolling Cold rolling Press braking
Corner -- high high Yield strength
Flange -- moderate --
Corner -- high high Ultimate strength
Flange -- moderate --
The increase of the yield strength is due to strain hardening and depends on the type of steel used for cold rolling. On the contrary, the increase of the ultimate strength is related to strain aging that is accompanied by a decrease of the ductility and depends on the metallurgical properties of the material.
Fig. 9: Influence of cold forming on the mechanical characteristic of the steel
Figure 10 shows the increase of the yield strength for two cold formed sections.
23%27%
39% 17%
33% 8%
a) Roll-formed b) Press-braked
8

1
300
2
400
500
1
2 3
60x60x4
Angle
N/mm2
3
f ya
ybf
f y
1
300
2 3
ybf
yaf
400
N/mm
500
2
yf
Plain channel
60x60x60x4
1
2 3
4
4 1
300
42
f yb
f ya
N/mm
500
2
f y
5
Hot section
25x70x38x70x25x4
3
1
4
52 6
3 6
Fig. 10: Influence of cold forming Average value of yield stress increases with the number of bends and may be determined with the eq. 1 (see NPO, 1997).
2/)ff(A/tnk)ff(ff ybug2
ybuybya +≤⋅⋅⋅−+= (1) Where: fyb , fub – yield stress and tensile strength of base material t – plate thickness Ag – gross cross section area
k – coefficient depending on the cold forming process (k=7 – rolling, k=5 – other methods); n – number of bendings with a radius less then 5t but between 0º - 135º.
Hot-rolled profiles are affected by residual stresses, which result from air cooling after hot-rolling. These stresses are mostly of membranar type, they depend by the shape of sections and have a significant influence on the buckling strength. Therefore, residual stresses are the main factor which caused the framing of hot-rolled sections on different buckling curves in European design codes (ENV 1993-1-1, 1992). In case of cold-formed sections the residual stresses are mainly of flexural type, as Figure 12 demonstrates, and their influence on the buckling strength is less important than membranar residual stresses (Table 2, Rondal 1988).
23%27%
39% 17%
33% 8%
a) Roll-formed b) Press-braked
9

Fig. 12: Evidence of flexural residual stresses in a lipped channel cold-formed steel section On the other hand, cold rolling produce different residual stresses in the section when compared with press braking, as shown in Table 2, so the section strength may be different in cases where buckling and yielding interact (Hancock, 1997).
Table 2. Type magnitude of residual stress in steel sections Cold forming Forming method Hot rolling Cold rolling Press braking
Membranar residual stresses (σrm) High low low
Flexural residual stresses (σrf)
low high low
The actual European buckling curves have been calibrated using test results on hot formed (rolled and welded) steel sections, obtained during a large experimental campaign around the Europe in 1960’s (Sfiintesco, 1970). These curves are based on the well-known Ayrton-Perry formula, in which the imperfection factor α was correspondingly calibrated (Rondal and Maquoi, 1979). Due to the fact the mechanical properties of cold-formed sections – e.g. cold-forming effect and residual stresses – are different to those of hot formed ones, different buckling curves should be justified (Dubina, 1995). But, even nowadays there are available both numerically and experimentally approaches to calibrate appropriate α factors for cold-formed sections (Dubina, 2001), for the sake of simplicity of design process, the same buckling curves, as for hot sections are still used (ENV 1993-1-3, NP012-1997). 1.3 Peculiar Problems of Cold-formed Steel Design The use of thin-walled sections and cold-forming manufacturing effects can results in special design problems not normally encountered when tick hot-rolled sections are used. A brief summary of some special problems in cold-formed steel design are reviewed on the following.
10

1.3.1 Buckling Strength of Cold-formed Members Steel sections may be subject to one of four generic types of buckling, namely local, global, distortional and shear. Local buckling is particularly prevalent in cold-formed sections and is characterised by the relatively short wavelength buckling of individual plate element. The term “global buckling” embraces Euler (flexural) and lateral-torsional buckling of columns and lateral buckling of beams. It is sometimes termed “rigid-body” buckling because any given cross-section moves as a rigid body without any distortion of the cross-section. Distortional buckling, as the term suggests, is buckling which takes place as a consequence of distortion of the cross-section. In cold-formed sections, it is characterised by relative movement of the fold-lines. The wavelength of distortional buckling is generally intermediate between that of local buckling and global buckling. It is a consequence of the increasing complexity of section shapes that local buckling calculation are becoming more complicated and that distortional buckling takes on increasing importance. Local and distortional buckling can be considered as “sectional” modes, and they can interact with each other as well as with global buckling (Dubina, 1996). Figure 12 shows single and interactive (coupled) buckling modes for a lipped channel section in compression. The results have been obtained using an elastic eigenbuckling FEM analysis. For given geometrical properties of member cross-section, the different buckling modes depend by the buckling length, as shown in Figure 13 (Hancock, 1998).
(f) (g) (h) (i) (j) (k) Fig. 12: Buckling modes for a lipped channel in compression
Single modes: (a) local (L); (b) distortional (D); (c) flexural minor axis (F); (d) flexural major axis (F); (e) flexural-torsional (FT). Coupled (interactive) modes: (f) L + D; (g) F + L; (h) F + D; (i) FT + L; (j) FT + D; (k) F + FT; (l) F + FT + L; (m) F + FT + D.
11

Flexural-Torsionalmode
AB
Buc
klin
g St
reng
th (M
pa)
800
700
600
500
400
300
200
100
010 100 1000 10000
Buckle Half-Wavelength (mm)
Local mode Distorsional mode
Timoshenko Flexural-Torsional Buckling
All modes (coupled) buckling curve
65mm 280mm
C
D E
Fig. 13: Buckling strength versus half-wavelength for a lipped channel in compression (Hancock, 1998) Dashed line in Figure 13, added to the original figure by Hancock (1998), qualitatively shows the pattern of all modes or coupled mode. The curve shown in Figure 13 has been obtained using an elastic Finite Strip (FS) analysing and describes the change of buckling strength versus buckle half-wavelength. A first minimum (Point A) occurs in the curve at a half-wavelength of 65 mm and represents local buckling in the mode shown. The local mode consists mainly of deformation of the web element without movement of the line junction between the flange and lip stiffener. A second minimum also occurs at a point B at a half-wavelength of 280 mm in the mode shown. This mode is a distortional buckling mode since movement of the line junction between the flange and lip stiffener occurs without a rigid body rotation or translation of the cross-section. In some papers, this mode is called a local-torsional mode. The distortional buckling stress at point B is slightly higher than the local buckling stress at point A, so that when a long length fully braced section is subjected to compression, it is likely to undergo local buckling in preference to distortional buckling. The section buckles in a flexural or flexural-torsional buckling mode at long wavelengths, such as at points C, D and E. For this particular section, flexural-torsional buckling occurs at half-wavelengths up to approximately 1800 mm beyond which flexural buckling occurs. The effect of interaction between sectional and global buckling modes consists in increasing sensitivity to imperfections, leading to the erosion of theoretical buckling strength (see hatched zones in Figure 13). In fact, due to the inherent presence of imperfection, buckling mode interaction always occurs in case of thin-walled members. Figure 14 shows the difference in behaviour of a tick-walled slender bar in compression (Figure 14a), and a thin-walled one (Figure 14b). Both cases of ideal perfect bar and imperfect one are presented.
12

f0
f
N
N
N
Npl
Ncr
Nu
f0
Initiation of plastification
B
C DElastic-plastic
Rigid-plastic
Ideal elastic
Imperfect elastic
f
N
Npl
Ncr
Nu
NL
f0
Sectional bucklingoccurrence
L
C DElastic-plastic
Rigid-plastic
Ideal elastic
Imperfect elastic
f
Initiation of plastification
Fig. 14: Behaviour of (a) slender tick-walled and (b) thin-walled compression bar
Looking to the behaviour of actual tick-walled bar it can be seen that it begins to depart from the elastic curve at point B when the first fibre reaches the yield stress and it reaches its maximum (ultimate) load capacity, Nu, at point C; after which it declines and the curve approaches the theoretical rigid-plastic curve asymptotically. The elastic theory is able to define the deflections and stresses up to the point of first yield and to define the load at which first yield occurs. The position of rigid-plastic curve determinates the absolute limit of load carrying capacity, for above it is a region in which the structures cannot carry a load and remain in a state of equilibrium. It intersects the elastic line as if to say “thus for and no further” (Murray, 1985). In case of thin-walled bar the sectional buckling, e.g. local or distortional buckling, occurs prior to the initiation of plastification. Sectional buckling is characterised by the stable post-critical path and bar does not fail when it occurs, but significantly lose from its stiffness. The yielding starts at the corners of cross-section, just before the failure of the bar, when sectional buckling changes into local plastic mechanism quasi-simultaneously with global buckling occurrence (Dubina D., 2000). Figure 15, obtained by advanced FEM simulation of the behaviour of lipped channel bar in compression, clearly shows the failure mechanism of such a member (Dubina and Ungureanu, 2000).
Fig. 15: Failure mode of a lipped channel in compression
13

In fact, when sectional buckling phenomenon occur prior to global buckling – for very slender members, even they are thin-walled, no local or distortional modes can appear before flexural or flexural-torsional global modes – a “softening” (e.g. weakening of both capacity and stiffness of the bar), the practical design operates with reduced geometrical characteristics of cross-section, i.e. reduced or effective area, moments of inertia, radius of gyration. In Figure 16 are shown the comparison between the buckling curves of a lipped channel member in compression, calculated according to ENV 1993-1-3, considering the full effective cross-section (e.g. no local buckling effect) and the reduced (effective) cross-section (e.g. when the local buckling occurs and interacts with global buckling).
N/Npl
(Npl=A×fy)NE (Euler)
Reduced section (Aeff)
1.0
0…..
0 0.2 1.0 2.0Bar slenderness (λ)
Full section (A)
Erosion due toimperfections
Erosion due toimperfections
+local buckling effect
Fig. 16: Effect of local buckling on the member capacity
1.3.2 Torsional rigidity Cold-formed sections are normally thin and consequently they have a low torsional stiffness. Many of the sections produced by cold-forming are mono-symmetric with their shear centre eccentric from their centroid as shown in Figure 17a. Since the shear centre of a thin-walled beam is the axis through which it must be loaded to produce flexural deformation without twisting, than any eccentricity of the load from this axis will generally produce considerable torsional deformations in a thin-walled beam as shown in Figure 17a. Consequently beams usually require torsional restraints either at intervals or continuously along them to prevent torsional deformations. Often, this is the case of beams such as Z- and C- purlins which may undergo flexural-torsional buckling because of their low torsional stiffness, if are not properly braced. In addition, for columns axially loaded along their centroid axis, the eccentricity of the load from the shear centre axis may cause buckling in the flexural-torsional mode as shown in Figure 17b at a lower load than the flexural buckling mode also shown in Figure 17b. Hence the checking for the flexural-torsional mode of buckling is compulsory in such a case, too.
14

Eccentricity from shear centre(e)
Shearcentre
Centroid
Flexuraldeformation ofshear centre
Torsionaldeformation
Load (P)
a)
Flexuralbuckling mode
Axial loadalong centroid
Flexural-torsionalbuckling mode
b)
Fig. 17: Torsional deformations: a) eccentrically loaded channel beam; b) axially loaded channel column 1.3.2 Web Crippling Web crippling at points of concentrated load and supports can be a critical problem in cold-formed steel structural members and sheeting for several reasons. These are: (a) In cold-formed steel design, it is often not practical to provide load bearing and end bearing
stiffeners. This is always the case in continuous sheeting and decking spanning several support points.
(b) The depth-to-thickness ratios of the webs of cold-formed members are usually larger than hot-rolled structural members.
(c) In many cases, the webs are inclined rather than vertical. (d) The intermediate element between the flange, onto which the load is applied, and the web of a
cold-formed member usually consists of a bend of finite radius. Hence the load is applied eccentrically from the web.
Web crippling is really a very peculiar feature of the behaviour of thin-walled cold-formed sections and special design provisions are included in design codes in order to manage this phenomenon.
15

Fig. 18: Web crippling at points of concentrated load and supports 1.3.3 Ductility and plastic design Due to the sectional buckling phenomena mainly, - cold-formed sections are of class 4 or class 3, at the most, but also due to the effect of cold-forming by stress hardening, the cold-formed steel sections possess a low ductility and are not generally allowed for plastic design. Therefore, the previous discussion related to figure 14b revealed the low inelastic capacity reserve for these sections, after the yielding was initiated. However, for members in bending, design codes allow to use the inelastic capacity reserve of their cross-section part which is working in tension. Moreover, because of their reduced ductility, cold-formed sections cannot dissipate energy in seismic resistant structures. Cold-formed sections can be used in seismic resistant structures because there are structural benefits coming from their reduced weight, but only elastic design is allowed and no reduction of shear seismic force is possible. Hence, in seismic design, a reduction factor q=1 has to be taken. However, in the new version of EUROCODE 8 (EN1998-1), the value of q factor may be taken equal to 1.5 if the structure posses some redundancy (over strength for the elements when some local failures may take place).
1.3.4 Connections Because of the wall thinness of cold-formed sections, conventional method for connection used in steel construction, such as bolting and arc-welding are, of course, available but are generally less appropriate and emphasis is on special techniques, more suited to thin materials. Long-standing methods for connecting two elements thin material are blind rivets and self drilling, self tapping screws. Fired pins are often used to connect thin materials to a ticker supporting member. More
16

recently, press-joining or clinching technology (Predeschi, 1997) which is very productive requires no additional components and causes no damage to the galvanising or other metallic coating. This technology has been taken from the automotive industry, but actually it is successfully used in building construction. “Rosette” system is another innovative connecting technology (Makelainen P. and Kesti J., 1999), proper to cold-formed steel structures. Therefore, connection technology of cold-formed steel structures is representing one of their particular advantages, both in manufacturing and erection process.
Usual mechanical fasteners for common applications Thin-
to-thick Steel-
to-wood
Thin-to-thin
Fasteners Remark
X X
Bolts M5-M16
X
Self-tapping screw φ6.3 with washer ≥ 16 mm, 1 mm thick with elastomer
X X
Hexagon head screw φ6.3 or 6.5 with washer ≥ 16 mm, 1 mm thick with elastomer
X X
Self-drilling screws with diameters: - φ4.22 or 4.8 mm - φ5.5 mm - φ6.3 mm
X Thread-cutting screw φ8 mm with washer ≥ 16 mm, 1 mm thick with or without elastomer
X
Blind rivets with diameters: - φ4.0 mm - φ4.8 mm - φ6.4 mm
X
Shot (fired) pins
X Nuts
Hexagon Cup Countersunk Hexagon flanged
17

Fig. 19: Bolt head shapes
Bolts
Sleeved purlin Cleat attached to rafter (or column in case ofside rails or girts)
Purlin
Rafter
Bolts
Purlin
Bolt
Column
Girt
Fig. 20: Bolted continuous fixation for purlins and side rails
a) b)
c) d) e
e) f)
Fig. 21: Failure modes for bolted connections in shear
a) b)
Fig. 22: Possible failure modes for bolted connections in tension
18

a) b) c)
Fig. 23: Thread types for thread-forming screws
Fig. 24: Thread and points of thread-cutting screws
7.7
drill flute
drill point
drill diameter scre
w le
ngth
thre
ad
leng
thdr
ill
leng
th
a) b)
Fig. 25: Self-drilling screws: a) drill diameter equal to body diameter for thin-to-thick connections; b) drill diameter smaller than body diameter for thin-to-thin connections
a) b) c) d)
Fig. 26: Washers for self-tapping screws: a) metal washer; b) elastomeric washer; c) and d)
elastomeric or vulcanised to metal washer
19

a)
b)
c)
d)
Fig. 27: Test evidence for failure modes of screwed connections: a) Tilting and pull-out of screw; b) upper sheet tearing; c) screw shearing;
20

Cut at rivet head and grind
Self-plugging Pull-through
Open end Closed end a)
Open end Closed end b)
c)
Fig. 28: Different types of blind rivets
21

Inserting Locking
Assembled
1 2 3
Banc-lockSelf-locking tapped holes
Fig. 29: Nut systems
Five types of powder actuated fasteners
Three types of air driven fasteners
Fig. 30: Shot fired pins
22

elec
trode
s or
wel
ding
tips
elec
trode
s or
wel
ding
tips
elec
trode
s or
dies
projectionwelds
Before Afterwelding welding
a) b) c)
Fig. 31: Resistance welding procedures: a) spot welding; b) seam welding; c) projection welding 1.3.6 Design assisted by testing Cold-forming technology makes available production of unusual sectional configurations (see Figure 1.1). However, from the point of view of structural design, the analysis and design of such unusual members may be very complex. Structural systems formed by different cold-formed sections connected one to each other (like purlins and sheeting, for instance) can also lead to complex design situations, not entirely covered by design code procedures. Of course, numerical FEM analysis is always available, but for some simply practical situations, modelling could be very complicate. For such complex design problems, modern design codes permit to use testing procedures to evaluate structural performances. Testing can be used either to replace design by calculation or combined with calculation. Only officially accredited laboratories, by competent authorities, are allowed to perform such tests and to delivery relevant certificates. 1.3.7 Design Standards In the first part of this course (1.1) the actual design codes for cold-formed steel design in Europe, North America and Australia/New Zealand were already referred. On the following, a summary review of these codes is presented, including the new Romanian code "Normativ pentru calculul elementelor din oţel cu pereţi subţiri formate la rece" (NP012-1997. NP012-1997 represents the translated and adapted version of the Eurocode 3, part 1.3 (EN 1993-1.3), which is the european design code for cold formed members. The provisions are applicable to elements with wall thickness between 1.0 – 8.0mm, for profiles and 0.5-4.0mm for plates, respectively. It is base entirely on the Limit State approach. Provisions are similar to those prescribed by AISI (AISI, 2001). Since the American Code (AISI Specification) was in 1946 the first design code for cold-formed steel constructions, which had after a very strong influence on the development of this technology over the world, the review starts with the actual AISI Specification. AISI Specification, 1996 Edition (AISI, 1996) The AISI Specification applies to the design of structural members cold-formed to shape from carbon or low-alloy sheet, strip, plate or bar not more than 25 mm in thickness and used for load-carrying purposes in buildings. It is permitted to be used for structures other than buildings provided
23

appropriate allowances are made for dynamic effects. The 1996 edition of the AISI Specification is published in both limit states format: load and resistance factor design (LRDF) and allowable stress design format (ASD) within the document. The actual document is based on previous editions, AISI-1986 (ASD) and AISI-1991 (LRDF), respectively. Compared with those editions, the 1996 edition of AISI contains many technical updates which are summarised below (Hancock, 1997) and refer to:
• Effective widths of edge stiffened elements; • Lateral buckling strength equation for singly-, doubly-, and point symmetric
sections; • Web crippling strength for Z-sections; • Combined bending and web crippling of nested Z-sections over supports; • Column equations for concentrically loaded compression members modified; • Compression members with one flange fastened to sheeting; • New equations for combined axial load and tension; • Wall studs with non-circular web perforations; • New expressions for arc spot welds in tension; • New provisions for screw connections.
Usually, AISI Specification is accompanied with commentary and Design Manual. North American Cold-formed Steel Specification, 2001 Edition (AISI, 2001) The first edition of the unified North American Specification was prepared and issued in 2001, together with commentary. It is applicable to the United States, Canada and Mexico for the design of cold-formed steel structural members. This edition of Specification was developed on the basis of the 1996 AISI Specification with the 1999 Supplement (AISI, 1999) and the 1994 Canadian Standard (CSA, 1994), WHICH IS BASED ON Limit State Design (LSD), like in Europe and Australia. In this new North American Specification, the ASD and LRFD methods are used in the United States and Mexico, while the LSD method is used in Canada. For the ASD method, the term “Allowable Stress Design” was renamed to “Allowable Strength Design” to clarify the nature of this design method. Australian/New Zealand standard, AS/NZS 4600, 1966 Edition (AS/NZS, 1996) The Australian/New Zealand Standard is very similar to the AISI Specification since Section 1-5 correspond with AISI Specifications A to E. However, AS/NZS 4600 only permits design by the limit states method (LSD), and not by the allowable stress method (ASD). In addition, because of the use of higher strength steels, additional provisions have been included for distortional buckling. To summarise, the AS/NZS 4600 differs from the AISI Specifications as follows: • Use of high strength G550 cold-reduced steels less than 0.9mm thick for structural members (in
addition to sheeting). • Distortional buckling of both flexural and compression members. • Blind rivets connections. • Testing provisions.
24

In 1998, the Supplement 1, with Commentary to AS/NZS 4600: 1996 was published, while, as a Manual, which supports the code application, can be considered AISC book published by Hancock in 1998. ENV 1993-1-3: Eurocode 3, Design of Steel Structures, Part 1.3 – General Rules, Supplementary Rules for Cold-formed Thin Gauge Members and Sheeting (CEN, 1996) ENV 1993-1-3, Eurocode 3, Part 1.3 represents the unified European Code for cold-formed steel design, and contains specific provisions for structural applications using cold-formed steel products made from coated or uncoated thin gauge hot or cold-rolled sheet and strip. It is dedicated to be used for the design of buildings or civil engineering works in conjunction with basic code ENV 1993-1-1 (1992). The code provisions are limited to steel in the thickness range 1.0 – 8.0 mm for members, and 0.5 – 4.0 mm for sheeting. Thicker material may also be used provided the load-bearing capacity is determined by testing. The design calculations for strength are always in the ultimate limit states (ULS or LSD). Member design provisions in Eurocode 3, Part 1.3 are not dissimilar from the AISI Specification, even the notations and format of formulas are different, but generally include more advanced design provisions. In some areas such as plane elements in compression and with edge or intermediate stiffeners, the design provisions are considerable more complex. However, compared with AISI (1996) and AS/NZS (1996) design codes, distortional buckling design is less explicitly presented in this code. Eurocode 3, Part 1.3 includes design criteria for particular applications in Section 10. The particular applications included are:
• Beams restrained by sheeting; • Linear trays restrained by sheeting; • Stressed skin design; • Perforated sheeting.
These particular applications are often quite complex but may be very useful for design engineers since they include detailed methodology not given in other standards and specifications. As an application support of this code, the European Convention for Constructional Steel Work, ECCS, published in 1998 “Worked Examples According to Eurocode 3 Part 1.3” (ECCS, 1998). Previously Dubina and Vayas (1995) and Dubina, Rondal and Vayas (1997) also edited worked examples on the same topic. Actually, the EN (European Norm) version of both Eurocode 3 Part 1.1 and Part 1.3 are in progress and are expected to be available on the next period. 1.3.8 Fire resistance Due to the small values of section factor (e.g. the ratio of the heated parameter to the cross-sectional area of the member) the fire resistance of unprotected cold-formed steel sections is reduced. For the same reason fire protection with intumescent coating is not efficient. Sprayed cementations or gypsum based coatings, even very efficient, are, generally, not usable for galvanised cold-formed steel sections. However, they can be employed for beams concealed behind a suspended ceiling. In loadbearing applications, fire resistance periods of 30 minutes can usually
25

be achieved by one layer of “special” fire resistant plasterboard, and 60 minutes by two layers of this plasterboard, which possesses low shrinkage and high integrity properties in fire. Planar protection to floors and walls provides adequate fire resistance to the enclosed sections, which retain a significant proportion of their strength, even at temperatures of 500°C. In Light Gauge Steel Framing, the board covering of walls and floors can protect the steel against fire for up to 120 minutes, depending on the board material and the number of boards. The choice of insulation material, mineral wool or rock wool is also crucial to fire strength. Box protection to individual CFS sections used as beams and columns is provided in much the same way as with hot rolled sections. Non-loadbearing members require less fire protection, as they only have to satisfy the “insulation” criterion in fire conditions. Ordinary plasterboard may be used in such cases.
26

1.3.9 Corrosion protection The main factor governing the corrosion resistance of cold-formed steel sections is the type and thickness of the protective treatment applied to the steel and not to the base metal thickness. Cold-formed steel has the advantage that the protective coatings can be applied to the strip during manufacture and before roll forming. Consequently, galvanised strip can be passed through the rolls and requires no further treatment. Steel profiles are hot dip galvanised with 275 gram of zinc per square meter (Zn 275), corresponding to a zinc thickness of 20 µm on each side. Hot dip galvanised is sufficient to protect the steel profiles against corrosion during the entire life of a building, if it was constructed in the correct manner. The most severe effects of corrosion on the steel occur during transport and storage outdoors. When making holes in hot dip galvanised steel framing members, normally no treatment is needed afterwards since the zinc layer a healing effect, i.e. transfers to unprotected surfaces. Hot dip galvanising is sufficient to protect the steel profiles against corrosion during the life of a building. The service life of hot dip galvanised steel studs was studied by British Steel and others (Burling P.M, 1990). The loss in zinc weight will be around 0.1g per m2 per year indoors. A similar study was also carried out for steel floors above crawl spaces with plastic sheeting on the ground. Results showed that a zinc weight of 275g/ m2 is sufficient to provide a durability of around 100 years.
27

2. Main Applications of Cold-formed Steel 2.1 Advantages of cold-formed steel in building construction Cold-formed steel sections are used widely in building construction. The advantages of cold-formed sections were already presented in Paragraph 1.1. In the series entitled “Light Steel”, Steel Construction Institute (SCI) published a guide on Building Design using Cold-Formed Steel Sections: Construction Detailing and Practice (Grub P.J., 1997). In this guide, the following representative list of advantages of constructional cold-formed steelwork for building, during construction and service are presented. Advantages during construction • Easily assembled into a wide range of structural and architectural forms. Standard connection
details are available. • Good and readily available infra-structure of installation skills and connection methods. • Largely prefabricated components produced in a factory environment. Members can be
delivered cut to length and with bolt holes. • Assembly on site is relatively simple. Bundles of sections can be lifted by crane. Individual
members and sub-frames can be man-handled into place easily. • Fast speed of construction is achieved, leading to savings in site preliminaries and early return
on capital. • Modifications can be made on site (subject to approval of the designer). • Efficient use of material leads to competitive construction and to savings in material costs. • Good design information, and well developed Codes for design as for all steel in construction. • Efficient design and detailing methods with possibility of interaction and transfer of information
on computer disk between the designer and fabricator. • Can be fire protected relatively easily. Fire rated plasterboards provide up to 120 minutes fire
resistance. • Site checks are minimised. • The “dry” kit of parts ensures early occupancy with fewer problems later. • Positive connection between frames and components by welded or mechanically fixed joints. • Largely unaffected by site conditions. • Good strength to weight ratio helps with CDM regulations for man-handling of components.
28

Advantages in service • Slender and efficient structures may be created in a wide range of forms e.g. portals, trusses,
arches, etc. • Longer spans can be achieved than with timber. Open roofs spaces can also be created.
Removable internal partitions provide flexible use of space. • Stiff structure with good serviceability performance i.e. control of deflections, vibrations, etc. • Service holes can be provided for routing and re-routing of cables and pipes. • Attachments can be made easily. Replacement sections are readily available. • No contribution to fire load. • Good fire resistance is achieved, and protection materials can be easily replaced after fire. • Good thermal insulation and avoidance of condensation, if properly detailed and insulated. • High environment protection due to long service life, re-use and recycling, waste minimising
after dismantling (Burstand H., 2000). It has to be emphasised that light steel framing is often the only solution in many situations, for example in over-roofing, or in the addition of an extra storey to a building where additional loading on the existing foundations must be minimised. On the other hand, framing elements in cold-formed steel may also be combined with hot rolled steel sections in areas where longer spanning capabilities or greater load capacities are required. In multistorey steel buildings, if MR frames are used, there are significant structural benefits, under wind and earthquake actions, from shear resistance of cold-formed steel cladding panels, if such a solution is used (Mazzolani and Piluso, 1996). 2.2 Applications The most common application of cold-formed steel sections are summarised on the following: • Roof and wall members Traditionally, a major use of cold-formed steel has been as purlins and side rails to support the cladding in industrial type buildings (Figure 32). These are generally based on the Z section (and its variants) which facilitates incorporation of sleeves and overlaps to improve the efficiency of the members in multi-span applications. Special shapes are made for eaves members etc.
29

a) b)
Fig. 32: Z and C sections used as purlins (a) and side rails (b) • Steel framing An increasing market for cold-formed steel sections is in site-assembled frames and panels for walls and roofs, and stand-alone buildings. This approach has been used in light industrial and commercial buildings and in mezzanine floors of existing buildings (Figure 33).
Fig. 33: Cold-formed steel framing
(a) Swage beam frames (b) Built-up channel section frames (c) Mezzanine floor using swage beam sections • Wall partitions (Figure 34) A special application is for very light sections used in conjunction with plasterboard panels in stud wall partitioning to form a thin robust wall.
30

Fig. 34: Wall partition inside of building
(a) Creation of two floor of the apartment building using Metsec SFS system (b) Internal insulated wall stud partition (c) Internal shear resistant wall stud wall • Large panels for housing Storey-high panels can be factory-built and assembled into housing units on site. This is an extension of the approach used for timber framing, called “wall stud” system (Figures 35 – 37).
Fig. 35: Wall stud housing system with prefabricated cold-formed steel wall panels and timber roof structure
31

Fig. 36: Installing of prefabricated units in a single family house
Fig. 37: Wall stud panels made with slotted cold-formed steel sections
32

• Floor joists Cold-formed sections may be used as an alternative to timber joists in floors of modest span in domestic and small commercial buildings.
a) b)
c) d)
Fig. 38: Floor joist: (a) Cold-formed steel joist (C- section) positioned on bearing steel work (b) Cold-formed steel joist positioned on the load bearing wall stud structure (c) Floor structure detailing (d) Installing of sheeting a dry floor system
Fig. 39: Floor structure: joist and sheeting on hot rolled steel framing structure
33

• Floor decking for composite steel concrete slabs in multi-storey frame building
Fig. 40: Composite steel concrete floors with sheeting and steel beams
a) b)
Fig. 41: Composite steel concrete floor: views of the sheeting positioned on the beams (a) Decking structure and re-bar for a composite concrete steel structure; (b) Positioning of sheeting on steel beams. • Trusses There are a number of manufacturers of lattice girder and truss systems using cold formed steel sections like SADEF, METSEC, LINDAB and others.
34

Fig. 42: Trusses made by double built-up channel section for a penthouse structure (Alcatel, Timisoara)
a)
b)
Fig. 43: Wall Stud Modular System (WSMS) for small and medium size building facilities using trusses for roof structure and resistance against horizontal actions: (a) framing structure (b) building completed (Dubina et al, 2002)
35

• Frames with bolted beam-to-column joists for industrial buildings
(a)
(b)
Fig. 44: Pitched roof portal frame made by built-up sections (back-to-back C bolted connected by stitches, Dubina et al, 2001): (a) general view; joint detailing for eaves and ridges;
36

(b) built-up beam-to-column • Storage racking Storage racking systems fore use in warehouses and industrial buildings are made from cold-formed steel perforated sections. Most have special clip attachments, or bolted joints for easy assembly, as shown in Figures 45, 46).
Fig. 45: Storage rack systems
Fig. 46: Member and joint detailing for storage rack systems
37

• Prefabricated buildings The transportable prefabricated building unit (such as the ubiquitous site hut) is a common application of the use of cold-formed steel. Other applications are as prefabricated “toilet pod” units in multi-storey buildings.
a)
b)
c)
Fig. 47: Prefabricated modular units used in the student residence at the University of Walles, Cardiff (Lawson R.M. et al, 1999) (a) Prefabricated modular units;
38

(b) The building during construction; (c) The building completed. • Silos for agricultural use Silo walls are often stiffened and supported by cold-formed steel sections. Cylindrical corrugated sheeting can also be used (Figure 1.41). The present book provides to the reader calculation procedures accompanied by relevant numerical examples to be able to design all types of application presented on the bottom. For some specific type of constructions, like residential and industrial buildings, pallet racks and silos design examples including constructional detailing are presented.
39

ICS 91.010.30;91.080.10
STANDARD ROMÂN
SR EN 1993-1-5 Aprilie 2008
Eurocod 3: Proiectarea structurilor de oţel
Partea 1-5: Elemente structurale din plăci plane solicitate în planul lor
Eurocode 3 : Design of steel structures - Part 1-5 : Plated
structural elements
Calcul des structures en acier - Partie 1-5 : Plaques planes
APROBARE Aprobat de Directorul General al ASRO la 30 martie 2007 Standardul european EN 1993-1-5:2006 are statutul unui standard român
CORESPONDENŢĂ Acest standard este identic cu standardul european EN 1993-1-5:2006 This standard is identical with the European Standard EN 1993-1-5:2006 La présente norme est identique à la Norme européenne EN 1993-1-5:2006
ASOCIAŢIA DE STANDARDIZARE DIN ROMÂNIA (ASRO) Str. Mendeleev nr. 21-25, cod 010362, Bucureşti
Director General: Tel.: +40 21 316 32 96, Fax: +40 21 316 08 70
40