COLD COMPRESSION IN DIRECT RECYCLING OF ALUMINIUM 6061 CHAN BOON...
40
COLD COMPRESSION IN DIRECT RECYCLING OF ALUMINIUM 6061 CHAN BOON LOONG A thesis submitted in fulfillment of the requirement for the award of the Degree of Master of Mechanical Engineering Faculty of Mechanical and Manufacturing Engineering Universiti Tun Hussein Onn Malaysia JANUARY 2016
Transcript of COLD COMPRESSION IN DIRECT RECYCLING OF ALUMINIUM 6061 CHAN BOON...

COLD COMPRESSION IN DIRECT RECYCLING OF ALUMINIUM 6061
CHAN BOON LOONG
A thesis submitted in
fulfillment of the requirement for the award of the
Degree of Master of Mechanical Engineering
Faculty of Mechanical and Manufacturing Engineering
Universiti Tun Hussein Onn Malaysia
JANUARY 2016

vi
ACKNOWLEGDEMENT
Praise the Lord, for He has given me strength, knowledge, providence and wisdom in
the process of completing this research. I wanted to personally thank for all those
who have prayed for me and encourage me throughout the ups and downs and those
who have walked with me in this milestone. Firstly, I would like to give many thank
my supervisor, Assoc. Prof. Dr. Mohd Amri Bin Lajis, who has never given up on
me, and who has spur me on and on with his word of encouragement. Truly a great
blessing to have Dr. Amri as my supervisor, who not only guided me in my work but
teaching me to think even more and to understand the gist of doing a research which
are very dear lesson for me.
A special thanks to my family that include my mom, my older brother and
younger sister, who has given me moral and financial supports whenever I needed it.
They always look high upon me and I know that they are proud of what I am able to
accomplish.
I would like to thank all of my friends who supported me in my writing and
data collection especially to Siti Salwa Binti Khamis, who are willing to help me in
my data collection and analysis phase of this research. Her helps has been a great
blessing to me.
No forgetting the technical staff, Mr Mohammad Faizal Bin Jasman, Mr
Zahrul, Mr Hisham Bin Othman, Mr Mahyan Bin Nasoha, My Yaacub Bin Zaki, Mr
Mohd Tarmizi Bin Nazir and Mr AnuarBin Ismail whom have helped in the
operating machineries in the laboratories.
Last but not least, I wanted to give my thanks to all the friends and partners,
namely Nur Kamilah Binti Yusuf, Azlan Bin Ahmad and Syaiful Nizam Bin Abdul
Rahim in SMART-AMMC, who have given me technical support in this research.
May God bless all those who have involved in this research directly or indirectly.

vii
ABSTRACT
In conventional recycling method, the aluminium scrap undergoes melting process
whereby only 52% of the aluminium are recycled and the others are wasted in terms
of melting loss, dross, extrusion scraps and etc. Other than material loss, the energy
usage needed for conventional process are very high with energy consumption of
6000 kcal/kg and high operation costs due to the large number of operation. This
research focus on one of the least researched direct recycling method that is by cold
compression. Only one optimum chip size was used, that is (4-6) mm x (3.5-4.5) mm
x (1.45-1.55) mm. The chips were cold compressed with a Force (F) of 35, 40 and 45
tons with variable in Holding Time (t = 1, 5 and 10 minutes). The compressed
samples were then placed into the furnace to be sintered at different Temperature (T)
namely, 0°C (no sintering), 500°C and 600°C. Both the mechanical properties
(Ultimate Tensile Strength, UTS and Elongation to Failure, ETF) and the physical
properties (Density, D and Micro-hardness, MH) were then tested. Response surface
methodology (RSM) was then applied to identify the optimal variable parameters for
specific goals. It was found that an increased in the compression force above the
optimum condition will not bring any significant outcome on the compressed
specimen. Whereas, sintering process increases the UTS to maximum of 14.67 MPa
at sintering temperature of 600°C. But at the same time, the specimen that was
sintered at 600°C show low ETF of only 1.23%. As for specimen that were not
sintered (0°C), the lowest recorded UTS is 2.77 MPa but having better micro-
hardness that was even higher if compared to the reference specimen with micro-
hardness of 117.10 HV. Even though there is an improvement in mechanical and
physical properties but the microstructure of the sample reveal that there is lack of
bonding in the structure as the chips were more to overlapping each other rather than
inter-locking one another. Further improvement in terms of shear deformation like
hot extrusion is highly recommended to ensure better material bonding and powder
metallurgy may be one of the other ways to strength the recycled chips as powdered
aluminium sintered better than aluminium chips.

iii
CONTENTS
TITLE i
DECLARATION ii
CONTENTS iii
ACKNOWLEDGEMENT vi
ABSTRACT vii
LIST OF TABLE viii
LIST OF FIGURE x
LIST OF SYMBOLS AND ABBREVIATION xiii
LIST OF APPENDIX xiv
CHAPTER 1 INTRODUCTION 1
1.1 Conventional recycling 2
1.2 Direct recycling 3
1.3 Problem statement 6
1.4 Significance of study 6
1.5 Purpose of study 7
1.6 Scope of study 8
1.7 Hypothesis 9
CHAPTER 2 LITERATURE REVIEW 10
2.1 Cold compression as pre-processing in extrusion 10
2.2 Cold compression as direct recycling 25
2.3 Summary 27

iv
CHAPTER 3 METHODOLOGY 29
3.1 Research design principles 31
3.1.1 Design of experiment (DOE) 31
3.1.2 Response surface methodology (RMS) 32
3.1.3 Direct recycling (cold compression) 33
3.1.4 Sintering as strengthening process 34
3.2 Research Procedure 35
3.2.1 Experimental design and variable 35
3.2.2 Machine parameter and SOP 41
3.2.3 Mechanical and physical testing and SOP 47
3.3 Summary 55
CHAPTER 4 RESULT AND DISCUSSION 56
4.1 Comparison between cold pressed recycled
aluminium 6061 and standard Al 6061
aluminium chip on mechanical and physical
properties 56
4.1.1 Mechanical Properties 57
4.1.2 Density (D) 58
4.1.3 Micro-hardness(MH) 58
4.1.4 Microstructure 59
4.2 Results of mechanical and physical properties
of recycled aluminium alloy AA 6061 62
4.2.1 Effect of sintering temperature, compression
force and holding time on mechanical
properties 62
4.2.2 Effect of sintering temperature, compression
force and holding time on physical properties 76

v
4.3 Modeling and Optimization by Response Surface
Methodology (RSM) 82
4.3.1 UTS 83
4.3.2 ETF 86
4.3.3 Density 88
4.3.4 Micro-hardness 92
4.3.5 Optimization of desirability 94
4.4 Summary 96
CHAPTER 5 CONCLUSION AND RECOMMENDATION 97
5.1 Conclusion 97
5.1 Recommendation 100
REFERENCES 101
RELATED PUBLICATION 104
APPENDIX A 107
APPENDIX B 112
APPENDIX C 122

viii
LIST OF TABLES
2.1 Parameter of machining for different chip size 11
3.1 Experimental Design – Parameters and Levels 36
3.2 Experimental Design – Parameters and Responses Levels 37
3.3 Three-level factorial design of recycling AA6061 using
Design Expert 9.0.6 38
3.4 Technical specification of High speed milling (Sodick-MC430L)
machine 42
3.5 Setting and parameter of High Speed Machining and chips
produced 43
3.6 Density of distilled water 51
4.1 Overall comparison between reference and compressed results 57
4.2 Overall results of responses 62
4.3 The experimental results of responses for AA6061 aluminium
chips 82
4.4 Overall summary (response: UTS) 84
4.5 Sequential Model Sum of Squares (response: UTS) 84
4.6 Model Summary Statistics (response: UTS) 85
4.7 ANOVA for UTS Linear model 85
4.8 Overall summary (response: ETF) 87
4.9 Sequential Model Sum of Squares (response: ETF) 87
4.10 Model Summary Statistics (response: ETF) 88
4.11 ANOVA for ETF Linear model 88
4.12 Overall summary (response: Density) 90
4.13 Sequential Model Sum of Squares (response: Density) 90
4.14 Model Summary Statistics (response: Density) 90
4.15 ANOVA for Density Linear model 91

ix
4.16 Overall Summary (response: Micro-hardness) 92
4.17 Sequential Model Sum of Squares (response: Micro-hardness) 93
4.18 Model Summary Statistics (response: Micro-hardness) 93
4.19 ANOVA for Micro-hardness 2FI model 94
4.20 Suggested solution for desirability for overall optimization 95

x
LIST OF FIGURES
1.1 Material losses in conventional recycling (Samuel, 2003) 3
1.2 Flow chart of recycling aluminium scraps (a) Conventional
method (b) direct conversion method (Samuel, 2003) 5
2.1 Compressibility curve of aluminium chip 14
2.2 Mechanical properties of original AC4CH ingot and recycled
material (Chiba et al., 2011) 22
2.3 Sketches and photographs of different dies used for hot extrusion
of chips. (a) Conventional flat-face die. (b) Integrated extrusion
and equal channel angular pressingdie (iECAP die)
(Haase et al., 2015) 24
2.4 Cold compression of Al chips, A – beginning of the process,
B – end of the process, C – die used (Pepelnjak et al., 2012) 26
2.5 Type of chips, A being the smallest and D being the largest
(Kuzman et al., 2012) 27
3.1 Overall Research Methodology 30
3.2 Conventional and direct recycling flow chart of aluminum chips 33
3.3 The main parameter in Design Expert 9.0.6 36
3.4 The responses factors in Design Expert 9.0.6 39
3.5 Selection of transformation 40
3.6 High speed milling (Sodick-MC430L) machine 42
3.7 Ultrasonic bath 44
3.8 Hydraulic cold press (50 tons) 46
3.9 Universal testing machine (Shimadzu EHF-EM0100K1-020-0A) 48
3.10 Rectangular Tension Test Specimen (ASTM E-8M) 48
3.11 Outcome of tensile test 49
3.12 Density balance 50

xi
3.13 Vickers’ micro-hardness tester 54
3.14 Indention on the specimen 55
4.1 Specimen after tensile testing a) compressed specimen b) reference
specimen 58
4.2 Indentation on specimen after Vickers hardness test 59
4.3 Microstructure of compressed specimen and reference specimen 60
4.4 Ultimate tensile strength for different sintering temperature at
different holding time (F = 35.0 tons) 63
4.5 Microstructure for the specimen with the highest UTS at
35 tons (F = 35 tons, t = 5 minutes, T = 600°C) 64
4.6 Microstructure for the specimen with the lowest UTS at
35 tons (F = 35 tons, t = 10 minutes, T = 0°C) 64
4.7 Ultimate tensile strength for different sintering temperature at
different holding time (F = 40.0 tons) 66
4.8 Microstructure for the specimen with the highest UTS at
40 tons (F = 40 tons, t = 10 minutes, T = 600°C) 66
4.9 Microstructure for the specimen with the lowest UTS at
40 tons (F = 40 tons, t = 10 minutes, T = 0°C) 67
4.10 Ultimate tensile strength for different sintering temperature at
different holding time (F = 45.0 tons) 68
4.11 Microstructure for the specimen with the highest UTS at
45 tons (F = 45 tons, t = 1 minutes, T = 600°C) 69
4.12 Microstructure for the specimen with the lowest UTS at
45 tons (F = 45 tons, t = 5 minutes, T = 0°C) 69
4.13 Microstructure for the specimen with the highest overall UTS
(F = 35 tons, t = 5 minutes, T = 600°C) 71
4.14 Microstructure for the specimen with the lowest overall UTS
(F = 45 tons, t = 5 minutes, T = 0°C) 71
4.15 Elongation to failure for different compression force at different
holding time (No sintering) 74
4.16 Elongation to failure for different compression force at
different holding time (T= 500°C) 74
4.17 Elongation to failure for different compression force at
different holding time (T= 600°C) 75

xii
4.18 Microstructure for the specimen with the highest overall ETF
(F = 35 tons, t = 1 minute, T = 0°C) 75
4.19 Microstructure for the specimen with the lowest overall ETF
(F = 45 tons, t = 10 minutes, T = 600°C) 76
4.20 Micro-hardness for different sintering temperature at different
holding time (F = 35.0 tons) 77
4.21 Micro-hardness for different sintering temperature at different
holding time (F = 40.0 tons) 78
4.22 Micro-hardness for different sintering temperature at different
holding time (F = 45.0 tons) 78
4.23 Density for different sintering temperature at different compression
force (T = 1.0 min) 80
4.24 Density for different sintering temperature at different compression
force (T = 5.0 mins) 80
4.25 Density for different sintering temperature at different compression
force (T = 10.0 mins) 81
4.26 Ramp diagram of the selected solution with selected goals for
overall optimization 95

xiii
LIST OF SYMBOLS AND ABBREVIATION
Vc - cutting speed
f - feed
d - depth of cut
F - compression force
T - sintering temperature
t - holding time
MP - Mechanical properties
D - Density
MH - Micro-hardness
HSM - High speed machining
RSM - Response surface methodology
UTS - Universal tensile strength
ETF - Elongation to failure

xiv
LIST OF APPENDIX
APPENDIX TITLE PAGE
A Tensile test result 107
B Microstructure of specimens 112
C Specimens indentation of Vicker’s hardness test 122

CHAPTER 1
INTRODUCTION
In the twenty-first century, one of the key factors that is to be taken into
consideration is the weight of the material used. Therefore, light metals are the key
application for automotive and aerospace industries in the twenty-first century to
manufacture light and efficient transport vehicles. Nowadays, aluminium and
aluminium-alloys are often used in both automotive and aerospace industries due to
its low density and good mechanical properties (Panke et al., 2013). Other than that
aluminium is one of the most abundant metal in the Earth’s crust and most widely
used material after steel, but the at the same time the production of aluminium is the
most energy intensive process and requires almost 200 GJ/ton which is almost 10
times of that required for steel production. Aluminium can either be produced from
bauxite ore to produce primary aluminium or by re-melting aluminium scrap to
produce secondary aluminium which requires about 10 GJ/ton that comprises of 5-10%
of the energy needed for primary aluminium production. In the year 2000, the global
aluminium production was about 33 million tons, of which 8.5 million tons were
secondary aluminium. This shows a recycling rate of 26% and it will be increasing in
the years to come. Thus, it is expected that the recycling rate will reach 50% by 2030
(Guley et al., 2010).
When metal products are manufactured, considerable amount of waste is
produced, whether it is the form of chips or scraps (Gronostajski et al., 2000). Chips,
particularly those derived from the machining operations are usually characterized by
irregular elongated and spiral shape (Gronostajski et al., 1996; Fogagnolo et al., 2003;
Gronostajski et al., 2001). This waste and scraps can be returned to be melted,

2
whereby some of the metal is recovered and reutilized in production processes.
During the recycling of the waste and scrap, a lot of metal is lost as a result of
oxidation and there are extra costs of labor, energy as well as the expenditures on
environmental protection which increases the general cost of the process. There is a
different way of recycling metal chips which was introduced and patented by Stern in
1945 (Misiolek et al., 2012). This method contains the cutting of chips to a
granulated product that is then cold-pressed and hot extruded or hot forged, whereby
melting is eliminated from the recycling process.
1.1 Conventional recycling
Aluminium chips from machining of semi-finished products which are usually
characterized by their elongated spiral shape and small size in comparison with other
scraps are probably most difficult to recycle by conventional methods. This is due to
the average material loss of 20% during re-melting process which cannot be avoided
as the aluminium chips have a high surface area to volume ratio; contain
contamination with oxides, machining oil and etc. Whereas, in the case of tiny chips
material loss can reach up to 50%. Since the 1980s there have been several efforts to
increase the energy efficiency of melting furnaces. Although these efforts improved
the melting process considerably, the energy consumption for secondary aluminium
production can still reach up to 20 GJ/t depending on the condition of aluminium
scrap, production facilities and process (Guley et al., 2013).
In the process of melting aluminium and aluminium-alloy chips, on average
about 10% of the metal is burnt and about 10% of it is lost because aluminium mixed
with the slag are removed from the surface of the ladle. The losses are irreversible
and can reach up to 35% if smelted with gas or oil-fired furnace instead of induction
furnaces. Whereas the main cause of the substantial losses of aluminium and
aluminium-alloy chips during conventional recycling is its low density due to which
it stays rather long on the surface of the molten metal and oxidizes intensively.
Further losses can be seen during casting, in the form of various discards such as
risers, shrink holes and so on, which reach about 8%. Later, there are losses
amounting about 18%, during the processing of the casted aluminium and
aluminium-alloys (rolling, extrusion and forging). Therefore, ultimately there are no
more than 54% of the metal is recovered with a total energy consumed amounting

3
16-19 GJ/tons (Tekkaya et al., 2009) (Gronostajski et al., 1997) (Samuel, 2003). The
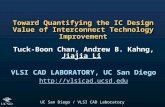
summary of the losses of material and the final recycled products is shown in Figure
1.1. Other costs included labour cost which total amounted to 11-15 man hour per
ton. These include, 3 man hours per ton for production of ingots, 5 man hours per ton
to produce billets and 3-5 man hours per ton for production of section.
Figure 1.1: Material losses in conventional recycling (Samuel, 2003)
1.2 Direct recycling
To avoid re-melting the aluminium chips, a technique of using hot extrusion process
was invented to direct recycle the aluminium chips. This concept was introduced and
patented by Stern in 1945. Direct recycling method also known as solid-state
recycling is proposed as a new method of recycling, where by the chips are recycled
by consolidation using plastic deformation processes such as cold and hot forging
followed by hot extrusion, and by microstructural control such as grain refinement
and dispersion of oxide precipitate (Hu et al., 2008). This method is possibly due to
the joining of the aluminium under high pressure, high strains and temperature just
below the melting temperature. The occurring strains result in a cracking of oxide
layer. The high pressure and temperature lead to join caused by contact of the surface
of the pure aluminium. The process is similar to at the seam-weld formation when
extruding hollow profiles with porthole dies (Panke et al., 2013).
Extruded Products
52%
Melting loss 10%
Dross 10%
Casting Scrap 9%
Extrusion Butts 3%
Exrusion Scrap 16%

4
The aluminium chips undergo different processes in the direct conversion of
aluminium chips into compact metal by granulation, premolding and hot extrusion or
hot forging, where smelting is eliminated. During the whole process of direct
conversion of aluminium chips into compact metal by extrusion, the waste is a part
of the chips from which impurities cannot be removed, amounting to about 2% and
the extrusion waste of up to 3%. Thus, ultimately 95% of the aluminium chips are
recovered. The direct conversion of aluminium and its alloys chips were reported to
produce good materials, characterized by low porosity, relative density exceeding
95%, high hardness and good tensile properties and only slightly lower than those
metallurgically produced materials. The number of process to recycle the aluminium
chip has been reduced as shown in Figure 1.2. The energy needed is only 5-6%
GJ/ton which is only 5-6% of that needed for the conventional process chain that
include a re-melting phase to produce new extrusion billets. Other than that, the
reduced operation allows labour to be reduced to 2.5-6.5 man hours per ton of the
product (Pantke et al., 2013; Gronostajski et al., 2010; Tekkaya et al., 2009).
Other benefits of direct conversion of aluminium and aluminium-alloy chips
into compact metals include the possible reduction in the funds spend on
environment protection as a result of the reduced consumption of ores and energy
carriers, and less degradation of the natural environment because of reduced air-
pollution emission. Since the whole recycling process is conducted in the solid state,
there is no need to have a special protective environment to undergo this process or
no extra caution is needed to be taken. Recycling aluminium and aluminium-alloys
by direct recycling method is relatively simple, so the whole process consumes small
amounts of energy and does not harmfully affect the environment (Gronostajski et al.,
1997).

5
Figure 1.2: Flow chart of recycling of aluminium of scraps (a) Conventional method
(b) direct conversion method (Samuel, 2003)

6
1.3 Problem statement
Reycling of aluminium scrap has been widely practiced in many countries to reduce
the wastage of natural resources. The aluminium scraps are required to undergoes the
remelting process during the recycling process when conventional method has been
implemented. However, due to the high temperature needed to completely remelt the
aluminium scraps, there is a high consumption of energy with high operating cost.
Due to the natural shape of the alumnium scraps of high-speed machining, their
small and elongated spiral shape leads to easy evaporation of the material into the
atmosphere which leads to loss of precious materials. So direct recycling or solid
state recycling is introduced and able to recycle the aluminium scraps without
undergoing the remelting process. Thus, the usage of energy and the loss of material
are reduced during the recycling process. Currently there are a few direct recycling
techniques being developed, namely hot extrusion, powder metallurgy, hot forging
and cold compression. Here, the focus will be on the uses of cold compression in
direct recycling. Cold compression technique has not been researched much before
particularly on mechanical and physical properties, as well as in the microstructure of
the compressed sample. Hence, to further research on this technique, the data on
mechanical and physical properties and the microstructure will be invertrated.
Parameters such as chip size, compression force, number of compression and holding
time are to be considered to enable higher quality of compressed aluminium,. Most
research studied the effect of chips size, number of compression and compression
forces but parameters such as holding time and sintering temperature after
compression are rarely seen to be done. Therefore, by looking deeper on these
parameters, new findings may contribute improvement and thus, perfecting of this
technique can be done.
1.4 Significance of study
As compared with the precious research on cold compression of aluminium chips,
there are a few or no research that study the effect of sintering after compression
process and the holding time during the compression process. So to be able to
understand more on the potential of cold compression in the field of direct recycling
such parameter should not be left untested. Since the heat is not introduced in cold

7
compression technique, post processing such as sintering may help strengthen the
compressed aluminium as heat soften the aluminium and enable better bonding
between the aluminium chips. On the other hand, holding time which enables a
compression force to be applied to the chips of a set amount of time may help retain
the structure of the compressed aluminium and to ensure the chips are fully
compacted.
Studies on these parameters will contribute to a new knowledge of cold
compression on recycling aluminium chips, where it may influence the temperature
used, time taken and even the outcome of the compressed aluminium. This will be
helpful in determining the optimum parameter of cold compression in aluminium
chips where there will be less wastage of energy, time and may be helpful as pre-
process for extrusion as sample preparation. This study will help to bring recycling
of chips through hot extrusion one step closer to be used in the industries.
1.5 Purpose of study
The project is undertaken to study the process of direct recycling method (cold
compression) to improve this technique for more efficient recycling of aluminium
(AA6061). The objectives are:
i. To determine the relationship of the effect of various holding time for
compression (t), sintering temperature (T) and compression force (F) on the
compressed recycled aluminium responses specifically on mechanical
properties (MP) and physical properties (PP).
ii. To identify the significant parameter of compression force (F), sintering
temperature (T) and holding time (t) over mechanical properties and physical
properties responses by employing Response Surface Methodology (RSM).
iii. To make a comparison and recommendation based on mechanical properties
and physical properties for both recycled and original unprocessed of
aluminium AA6061.

8
1.6 Scope of study
In order to successfully realize the objectives of the study, the following scope of
works have been set:
i. Using 6061 aluminium-base composite chips and using the same mechanical
properties for the original 6061 aluminium-base composite (as-received) as a
comparison.
ii. Compression done in three different holding times namely 1, 5 and 10
minutes.
iii. Size of chips used is 5 ± 1 mm x 3 ± 0.5 mm x 1.5 ± 0.05 mm
iv. Conducting cold-pressed in 5 mm x 100 mm die with compression forces of
35 tons, 40 tons and 45 tons respectively.
v. Compressed aluminium specimen is sintered in box furnace for 1 hour.
vi. Sintering temperatures used in this study will be at 0°C (no sintering), 500°C,
and 600°C
vii. Comparing and analyze the following response:
a. Tensile properties that include ultimate tensile strength (UTS) and
elongation to failure (ETF) using Universal Testing Machine.
b. Micro-hardness at deeper layer of the surface using Vickers Hardness
Tester.
c. Density of the specimen using Density balance machine.
d. Microstructure characteristics using Optical Microscope (Olympus
BX60M)

9
1.7 Hypothesis
Studies on the effect of sintering temperature, compression force and holding time
need to be done, as these parameters were not thoroughly been investigated. This
study will provide findings that will help to perfect direct recycling technique of
aluminium chips as well as bringing direct recyling a step closer to industrial use.
It is undeniable that temperaure do play a huge role in recyling of aluminium.
So to find out the optimum sintering temperature will be of great importance as
temperature usually have a close correlation with the mechanical properties and the
physical properties of the compressed alumnium. Other than that in an industry, time
taken for each process have to be carefully calculated as the production rate is highly
influenced by this factor. Hence, having an optimum holding time for cold
compression will save time. The same goes for the compression force during the cold
compression process. An optimal selection of parameters enable to satisfy an
economic objectives which are maximizing production rate and minimizing
production cost.

CHAPTER 2
LITERATURE REVIEW
Literature review plays an important role to seek a new and quality research
development in the particular field of study. This chapter reviews comprehensively
about the direct recycling method in recycling chips, particularly on the variable
parameters that was used. Beside, this chapter also reviews on the methods selection
that was used before and during the direct recycling process. The beginning section
explores the process of cold compression as pre-process in extrusion and the
significant of cold compression beforehand, and then followed by the review on cold
compression as direct recycling process in term of relative density.
2.1 Cold compression as pre-processing in extrusion
Both chip size and billet preparations are important factors that should be highlighted
in preparing for hot extrusion process. As a “solid” billet is achieved when
interlocking of the chips can be seen after the compacting process at room
temperature (Tekkaya et al., 2009) and the billet is dependence on both the chip
geometry and compacting process parameters to show any structural stability due to
interlocking of the chips (Panke et al., 2013). Tekkaya et al. (2009) tested the
recycling of chips according to 3 different chips size, namely (>30) mm x (6-8) mm
x (0.5-1.5) mm, (>30) mm x (1-2) mm x (<0.2) mm and (<10) mm x (4-6) mm x
(<0.2) mm and categorized as type A, B and C accordingly. Each type of chip was
produced through turning but with different cutting speed, Vc, feed, f and cutting
depth, ap as shown in Table 2.1. In order to increase the density of the billet, up to 7

11
compacting steps were taken to produce one billet with a length larger than the
minimum billet length of 88 mm. From this experiment, it was found that the
influence of compacting process is negligible when a high pressure, temperature and
strain level during extrusion process is guaranteed. Other than that, it can be seen that
the extrusion process was independent of the chip geometry and chip production.
Table 2.1: Parameter of machining for different chip size
Type of chips Tool Cutting Speed, Vc Feed,f Cutting Depth, ap
mm/min mm mm
A Turning 175 0.004 8.0
B Turning - - -
C Milling 280 0.005 30.0
Hu et al. (2008) who conducted a similar experiment on effect of chip size on
AZ91D magnesium. The chip size that used were (4-6) mm x(3.5-4.5) mm x(1.45-
1.55) mm, (10-16) mm x (1.8-2.2) mm x (0.48-0.52) mm and (5-8) mm x (1.8-2.2)
mm x (0.18-0.22) mm. It was found that chip size with (4-6) mm x (3.5-4.5) mm x
(1.45-1.55) mm shows a good combination of higher ultimate tensile strength of 340
MPa and higher elongation to failure of 10.5% compared to an as-cast specimen. Hu
et al. (2008) has also taken the oxygen content of the extruded material and found
that oxides in the recycled (extruded) specimen contribute to higher tensile strength
and elongation to failure. But excessive oxide can adversely affect the elongation to
failure as it may prone to cause an early development of micro-voids which leads to
lower elongation. The two stated contributor was the increase grain size where the
accumulated oxygen concentration increases linearly with the total surface area and
the increased oxide precipitation which was primarily introduced from the machined
chip surface.
Another research done by Pantke et al. (2013) on two different materials with
two different chips size that were used. The material that were used in this research
are AA7175 and AA7475 aluminium and the chips size is categorized into chips
produced for industrial rough machining process and a finishing process with
different depth of cut. The depth of cut of chips from industrial machining process is
2 mm and 10 mm for chips from finishing process. Then the chips undergoes

12
compacting process where several compacting steps were needed to produce one
billet of minimum length of 88 mm, as there were extensive reduction of volume
after each compacting. The compacting process is very important pre-process for hot
extrusion as it is stated that the cohesion of the scrap material has to be guaranteed
for the extrusion process. As a result, both of the materials shows similar trends
where the resulting “true strain – true stress curves” and the mechanical properties
such as Young’s Modulus, yield strength, ultimate tensile stress and the micro-
harness show a slight difference in mechanical data. It was later concluded that the
chip form has no significant influences on the mechanical properties of the extruded
profiles.
Hu et al. (2010) later on continue to conduct research on the effect of
extrusion ratio on the microstructure and the mechanical properties of AZ91D
magnesium alloy recycled from scraps by hot extrusion. In this research, three
different extrusion ratios were used, namely 11:1, 25:1 and 40:1. Initially, AZ91D
magnesium alloy scraps were compressed through cold compression with a
cylindrical container of 40 mm diameter. The final billet has a length of 1.5 to 2.5 cm.
The billet was then preheated at 500°C for 20 min before the extrusion process. At
the lowest ratio of 11:1, the specimen exhibits partial dynamic recrystalization where
few grains did not recrystallize but exhibits an elongation fiber-like structure.
Whereas at ratio 25:1, the specimen exhibits differently where the specimen shows
coarse deformed grains and thin dynamically recrystallized grains coexisted. Finally
with the highest ratio of 40:1, the specimen shows an equiaxed microstructure with
an average grain size of 12µm and these grains formed high angle boundaries. Hu et
al. (2010) concluded that the fine bonding of the original scraps rose rapidly with
higher extrusion ratio. Furthermore, specimen for extrusion ratio of 40:1 showed
higher UTS as well as for the ETF. Both the UTS and the ETF were directly
proportional to the extrusion ratio used. The specimens show a good combination of
strength and plasticity due to the fact that the oxidation layers were completely
broken into pieces by high compressive and shear force. The main strengthening
mechanism was grain refinement strengthening and homogeneous distribution of
oxide precipitate. Though the specimen shows good strength and plasticity but all the
specimens had a similar fracture mechanism of brittle rupture with no tendency to
neck.

13
Samuel (2003) tested the recyclability of aluminium scrap through hot
extrusion with two different chips size and investigates effect of cleaning the chips.
The size of the chips that were used are 0.5-2.0 mm and <0.5 mm. The cleaning
process is used for removing surface oxide from annealed granulated aluminium,
where the aluminium scraps were soaked in a bath of sodium hydroxide (NaOH) at
65-77°C, then rinse by hot water, follow by dipping into chromic acid and lastly
being rinse with hot water again. According to the result, it shows that cleaned and
annealed chips exhibit a higher green density and higher hardness compared to the
chips that are not cleaned and annealed. The author stated that the contact between
powder particles is determined by three factors, namely the particles’ size and shape,
the distribution of size and shape, and the extent of die-wall and admixed lubricant.
Whereas, enhancement of particles interlocking will increase the green strength of
the compact and that a high degree of particle interlocking develops during
compacting by the scanning electron micrographs of the top surface of compacts.
Similarly, examination of compact fracture surfaces, confirm sound particle
interlocking in compacts prepared from powders processed from aluminium scrap.
The author also suggested that the billet minimum green density should not be less
than 60% so that the billet can be handled easily during sintering and extrusion.
A similar research on the investigation of the effect of the extrusion ratio
done by Fogagnolo et al. (2003) on aluminium AA6061 matrix composite reinforce
with Al2O3. In this research only two extrusion ratios were being tested which were
25:1 and 6.25:1. From the result, it found out that with lower extrusion ratio, the
extruded profile did not produce good consolidation, whereas using the higher
extrusion ratio seems to produce good consolidation. Other than investigating on the
extrusion ratio, Fogagnolo et al. (2003) also tried to identify the significant of using
different compression methods (hot press and cold press) in billet production. The
chips were subjected to 650 MPa of pressure during billet production which is the
optimum pressure with a density of 2.48g/cm3 as shown in Figure 2.1. As for hot
press, it was done with two different pressures of 400 MPa and 700 MPa at press
time of both 5 minutes and 50 minutes. It was found that the hot pressed billet with
the highest pressure and longest time produce the best consolidated hot pressed billet.
However, that level of consolidation is not enough which indicated the need for
additional consolidation process like extrusion. After extrusion, the author reported
that according to the point of view of the statistics values that the differences

14
between the extruded material from cold and hot pressed chips is not significant. So
the author pointed out that the reduced cost of cold press would serve as an optimum
process from the point of view of the cost benefit ratio. So through this testing, it was
able to verify the effectiveness of the process to recycle composite materials with
good or improved mechanical properties without the necessity of chips
transformation into powder through milling and without the segregation of the
reinforcement phase.
Figure 2.1: Compressibility curve of aluminium chip
In another research on production of composites on the base of AlCu4 alloy
chips where tungsten power of 80 mesh was added to the AlCu4 chips. The mixture
were then cold pressed at 210 MPa to make the mixture more convenient for hot
extrusion where the density increased to 2.2 g/cm3. The billet was then extruded at
500°C at the rate of 10-2
m/s. A low extrusion was used to ensure good diffusion
bonds between chips and tungsten powder. A post process of aging was conducted to
study the effect of aging time at 170°C on the same properties of AlCu4 based
composites after solution treatment at 510°C during one hour. The addition of
tungsten on both the AlCu4 based composites and the Al based composites caused
slight decrease in the density of the specimen, which is cause by the worse plastic
flow properties of AlCu4 alloy than of pure aluminium and by a restrain of plastic

15
flow of matrix materials into pores and holes with increasing amount of tungsten
particles. On the other hand, there was a small increase of hardness to both kinds of
composites with addition of tungsten up to 0.6%W, while the further increase of
tungsten does not change the hardness of AlCu4 alloy. The increase of the Brinell
hardness for both kinds of composite is only slightly higher than that of
metallurgically produced materials. Such small increase of hardness can be due to
too small amount of tungsten powder, heterogeneity of tungsten powder distribution,
residual porosity of extruded composites and regions without diffusion bonds. Since
regions with residual porosity are rarely visible after hot extrusion, so the change of
hardness is more affected by the lack of diffusion bonds than by residual porosity.
Other than that, there was slight increase in the yield and UTS of the specimens for
both kinds of composites, as the increase of tungsten contents causes the decrease of
elongation and reduction of area of both kinds of composites. On the other hand, heat
treatment of Al and AlCu4 base composites with tungsten causes the increase of the
strength and decreases plastic properties of composites. Lastly, Gronostajski et al.
(1996) concluded that the surfaces of the recycled Al and AlCu4 based composites
with tungsten are of good quality and pores are not visible through observation,
which is important for practical application.
A research on extrusion was done in a low extrusion coefficient to produce
extruded profile with good quality surface and no visible pores to the naked eye.
Gronostajski et al. (1997) who choose to lower the extrusion coefficient to 4:1 while
compensating the loss of high compressive and shear forces with higher working
temperature of 500°C, extrusion rate of 10-2
m/s and post processing of heat
treatment. Similar to the previous reviewed paper, the chips were cut into specific
size by milling in an atritor with water, methyl alcohol and 2 % of zinc stearate as the
milling medium to avoid cold welding from occurring during the cutting process. It
was reported that any particles larger than 5 mm were eliminated. Chips were later
being cold pressed to increase their density to about 70 – 75% of the relative density
to make the chips more suitable for hot extrusion. After extrusion, it was reported
that the hot extrusion process produced densities exceeding 95% of the theoretical
density of metallurgically produced aluminium and its alloys. As for the aging
process, it was found that the increase in alumina content during the cutting
operation is rather negligible as the increase in the specific surface of the cut chips is
very small as well as during the alumina formed during machining which ensures

16
optimum aging time. It can be observed that the Brinell hardness of the recycled
materials is lower which may be due to residual porosities in the recycling materials
and regions without diffusion bonds, and the investigated materials exhibits chains of
elongated pores with characteristic diffusion bonds of the non-continuous character
between chips. The author stated very clearly that the main physical factors that are
very important for good diffusion bonds and low porosities are high extrusion
temperature which facilitates the plastic flow of an extremely plastic matrix into
pores and voids, and the relatively low extrusion rates which extend the time of the
plastic flow of the matrix material into pores as well as the time of diffusional
transport. Additionally, orientation of particles in a pressing die contributes to the
ultimate low porosity. It was found out that elongated particles are usually positioned
in the die perpendicular to the direction of pressing and direct hot extrusion carried
out perpendicular to the arrangement of the chips decreases the porosity. The yield,
ultimate tensile strength and elongation of the recycled materials are not significantly
lower than those of metallurgically produced materials. On the other hand, the
formation of intermetallic precipitates increases the yield and tensile strength but on
the other hand the porosity, especially larger pores and holes, reduce these properties.
The aging process does not have a marked influence on the yield and the tensile
strength of the recycled materials but its influence on elongation is considerable. The
tensile properties can be improved by further cutting and secondary plastic working
but this would increase the production costs.
In 2000, Gronostajski et al. (2000) did another research on direct recycling
the aluminium and aluminium-alloy chips. In this research, aluminium, AlMg2 and
AlCu4 chips were direct recycled with addition of reinforcement agent including,
tungsten powder with a size of 180 µm, ferro-chromium powder with a size less than
50µm and aluminium-bronze particles size below 2 mm and between 2 mm to 4 mm.
The mixtures of aluminium and aluminum–alloy chips with the reinforcement agent
were pre-compacted by cold compression with a floating die under a constant
pressure of 210 to 400 MPa. The compressed mixtures were then sintered to set in
motion the diffusion transport of mater between the aluminium and aluminium-allloy
particles and the reinforcing phases. Because of the relatively small number of
contact bridges between the particles and the highly intensive oxidation of their
surfaces, the diffusion transport of matter during sintering which would be free of
large plastic strains was very limited. Therefore, hot extrusion was employed to

17
obtain diffusion bonding between particles by crushing the layer of oxides and
actuating diffusion processes under a high pressure and temperature. The density of
the compressed mixture of tungsten powder with aluminium and aluminium-alloy
chips reached above 2.2g/cm3 and tungsten particles had displaced considerably,
which resulted in their mechanical bonding. After extrusion, a relative density of
over 98% of the theoretical density of the aluminium or aluminium-alloy mixture
with a proper amount of tungsten was obtained. On the other hand, the Brinell
hardness of the tungsten added specimens is only slightly higher than that of
metallurgically produced aliminium and its respective alloys without a tungsten
addition. This may be due to the porosity of the composites, a lack of diffusion bonds
between some particles and low tungsten content. In general, the strength and plastic
properties of the composites are only slightly different from those of the
corresponding solid materials. Where, the addition of tungsten and the aluminium
oxides that are formed in the process of making the composites improve their
strength properties and on the other hand, the remaining porosity and the lack of
diffusion bonds in some areas impair these properties. From the result of the good
mechanical properties of composite with tungsten powder suggested that there is a
possibility to produce composites from aluminium and its alloys chips with the
addition of reinforcing phases for high-temperature application. So Gronostajski et
al. (2000) used a mixture of granulated chips of pure aluminium with ferro-
chromium powder of grain size less than 50µm containing 25% of Cr. The mixture
was cold compressed under a constant pressure of 250 MPa and later sintered in a
vacuum in air at 550°C for two hours. The sintered billet was then extruded at 500°C
with an extrusion coefficient of 16 and a mixture of zinc stearate with graphite was
used as lubricant. Gronostajski et al. (2000) concluded that the ferro-chromium
content on the flow stress is dependent on the applied temperature, where the greater
the temperature the greater is the amount of reinforcing phase needed to obtain good
strengthening properties. The composites shows good strength properties at up to
300°C, but at greater temperature, a rapid decrease of strength is observed.
Furthermore, the smaller size chips (below 0.5 mm) that were extruded shows better
mechanical properties compare to the larger size chip (0.5 to 1.0 mm). As for the
fracture strain, there is a continuous increase in the fracture strain with temperature
but the fracture strain of composites containing 14% of ferro-chromium is much
lower than that of composites containing a lesser amount of ferro-chromium. The

18
effect of the sintering atmosphere on the mechanical properties is found to be
negligible. Gronostajski et al. (2000) did another experiment on producing composite
materials based in aluminium and its alloys to be used for manufacturing of bearings
where there is the mixing and bonding of aluminum chips with aluminium-bronze
chips through cold compression and extrusion. As a result the diffusion of copper
during extrusion and heat treatment applied after extrusion for the particles of the
aluminium-bronze to the aluminium matrix, a phase transformation leading to an
increase in the quantity of intermetallic phases take place, which make the particles
become harder and more wear resistant. Gronostajski et al. (2000)bonded the
comminuted aluminium chips with a coarsely comminuted fraction of aluminium-
bronze chips (below 2 mm and between 2 and 4 mm). An analysis of the tribological
properties of the composites shows that composites with 15-22% reinforcing-phase
content and with larger-size particles (2 to 4 mm) have better tribological properties.
Also, the coefficients of friction at different pressures are lower for the composite
with the larger-particle reinforcing phase. Finally, there is a clear decrease in wear
has been observed for above 15% of reinforcing phase content. From the outcome of
the research on the three different reinforcing agent, Gronostajski et al. (2000)
concluded that the relative densities of the composites after hot extrusion are almost
identical to the theoretical value. As for the strength of the composite without
reinforcing phase, only differ marginally from those of the corresponding solid
material, but the reinforcing phase, improve the strength especially at higher
temperature. The way in which the reinforcing phase is introduced has a significant
effect on the quantity and distribution of the reinforcing phase in the matrix. By
employing floating die compaction and having good lubrication of the tool surface
ensure a uniform distribution of the density in the green compact. Lastly, to obtain
the bonding of the particles separated by a layer of oxide and a highly compacted
product, the employment of thin aluminium oxide and large plastic deformation must
be fulfilled.
A year later Gronostajski et al. (2001) conducted a research on aluminium-
ferro-chromium composites produced by recycling of chips, where ferro-chromium
powder of grain size less than 75µm containing 25% of Cr was added to the
aluminium chips with different amounts of reinforcing phases, namely 6, 9 and 14%.
The mixtures were then compressed at a constant pressure of 250 MPa with a
floating die. Then the billets were sintered in vacuum of 10-3
HPa or in air at 550°C

19
for two hours. Gronostajski et al. (2001) found out that the effect of different
conditions of pre-sintering is negligible, so only pre-sintering in air was applied. Due
to the relatively small number of contact bridges between oxidized particles of
matrix and reinforcing phase, the diffusion transport of the matter during sintering
without large plastic deformation is very limited. So to obtain the diffusion bonding
between particles a large plastic deformation and high temperature are necessary to
destroy the layer of oxides and enhance diffusion transport of the matter. Therefore,
hot extrusion was employed as the final operation to bring about diffusion bonding
between particles by crushing the layer of oxides and actuating diffusion processes
under high pressure and temperature. The hot extrusion processed was carried out in
the temperature range of 500 to 550°C with extrusion coefficient of 16 and a mixture
of zinc stearate with graphite was used as lubricant. Gronostajski et al. (2001)
deduced that a proper method of introduction and mixing of reinforcing phase was
applied as there was nearly uniform distribution of reinforcing phase being observed.
The effect of FeCr on the flow stress is dependent on the applied temperature where
the increase of temperature causes the increase of plastic properties of composites,
mainly at higher temperature of 300°C and 450°C, where the best result was obtained
for 6% of reinforcing phase. A better mechanical properties was obtained from
composites made from smaller fraction of granulated chips (below 0.5 mm) compare
to the bigger fraction of granulated chips (0.5 to 1.0 mm). The good diffusion
bonding and the low porosity of the produced composites were obtained as a result of
high extrusion temperature at which the matrix material becomes highly plastic and
fills the pores and low extrusion rate whereby the time needed for the filling of the
pores by the matrix material and the diffusion transport of matter is extended. The
method can be used to manufacture the products in the form of bars, section and
pipes, which can be formed n further operations.
Guley et al. (2010) did an interesting test on recycling mixture of 1050
aluminium and 6060 aluminium alloy chips through hot extrusion. Investigation on
the effect of a cooling lubricant were carried out on the process, so a part of the pins
were washed in an acetone bath and a part of them left in original condition. It was
then observed that most of the cooling lubricant evaporated during the preheating
process of 550°C for 4 hours due to the porous structure of the compacted billets.
However, the deteriorating effect of the remaining cooling lubricant can be easily
seen in terms of mechanical properties. It was reported that the chips boundaries

20
which usually appear in hot-extruded profiles of aluminium chips but cannot be seen
in this experiment for both extruded AA6060 chips with AA1050 pins in degreased
condition and also in original condition with cooling lubricant. It was observed that
more AA1050 material seems to appear due to the inhomogeneity of this composite
structure due to the great difference in component size. There seems to be no
significant difference between hot-extruded profiles of AA6060 chips and AA6060
as-cast billet, apart from slight deviations in strength and ductility. It was later
confirmed that not only the aluminium chips can be recycled but the aluminium
scraps can also be recycled by the hot extrusion.
This is a paper regarding the investigation on the effect of different
compression method as well as the die used on the extruded profiles by Misiolek et al.
(2012). The AA6060 chips were compacted into billets using various techniques and
then extruded through the flat-face, porthole and ECAP die to create different
deformation route. The various techniques used in compacting process includes
multi-layer billet compaction, front-pad approach and traditional (single-layer billet
compaction). Even though, multi-layer compaction allows higher density after the
fourth stage compaction that reaches steady state, it still did not guarantee sound chip
bonding for low extrusion ration of R=8.6, which is the same as single-layer billet
compaction. However, by increasing the extrusion ratio to R = 34, consolidation of
chips was successful despite the method used during compaction process. This trend
was visible in front-pad approach as well. In the second part of the tests on the dies
of the extrusion process, both porthole and ECAP fies did lead to sufficient chip
bonding and to an advantageous microstructure, which explains the increase in
ductility compare to the reference extruded profile which cast billets was extruded
through the flat-face die at R = 8.6. However, profile extruded from porthole die has
lower ductility compare to that of profile extruded from ECAP die, due to the present
of the seam weld line and of a PCG (peripheral coarse grain) zone. The ECAP
material has comparable strength but an increase in extrusion ratio or rams speed led
to a slight decrease in strength and ductility, which can be related to the increasing
profile exit temperature leading to softening of the extruded profile. It has been
confirm that even at R = 8.6, both porthole and ECAP dies created enough strain and
pressure to bond the chips.
Chiba et al. (2011) made another approach in solid state recycling by
recycling the aluminium alloy swarf through cold profile extrusion and cold rolling.

21
Cast Al-Si alloy swarf was used in this research, where the swarf was side-milled to
chips and degreased with acetone inside an ultrasonic bath for 10 minutes. The
cleaning process was to exclude any unwanted factors other than the properties of the
target material. The cleaned chips were then compressed at 303 MPa with a 500 KN
hydraulic universal testing machine. The compression was unloaded immediately
after the loading pressure reached 303 MPa as the densities of the compacts made
under various load holding times of 0 to 180 seconds were almost equal. The billets
were then annealed for one hour at 300°C. In this case, annealing process as employ
as some large cracks appeared in the extrudants during the cold extrusion of the
billets and the extrusion load exceeded the capacity of the testing machine, which
making successful extrusion impossible. The annealed billets were then cold
extruded into square bars at room temperature with a half-angle of 60° for the die to
avoid the existence of dead metal in the extrusion and provide a minimum extrusion
pressure.
The aspect ratio of 1:1.8 and 1:3.8 were used in this researched with extrusion
ratio of 4 and 6. Grease was applied in the inner surface of the container to prevent
an increase in the extrusion load as a result of friction. Finally, the extrudants were
cold rolled along the extrusion direction into 1 mm thick strips at room temperature
after the extrudants were annealed again at 300°C for one hour. As a result, the
specimens with the 1:1.8 aspect ratio produced a complete shiny and smooth square
bars expect for the front end section. On the other hand, large crack, some of which
reached the centre area were observed in the specimens with 1:3.8 ratio so no further
testing was done on this. The result shows that the recycled materials had higher
strengths than the original AC4CH ingot. This resulted from the fact that the solid-
state bonding among individual pieces of swarf was sufficiently achieved by profile
extrusion for extrusion ratio of 4 and the aspect ratio of 1:1.8.
In addition, the material was strengthened through grain and Si phase
refinements because of the severe cold working. The strength was higher in the
rolling-recycled material than in the extrusion-recycled material because of the fine
dispersion of Si particles and the improvement in the density by void collapse. In
term of fracture strain, the recycled materials were inferior to the original material
due these few possible reason, where the densities of the recycled materials were
lower than that of the original ingot and dislocations were accumulated in the
materials through severe cold working, leading to a decrease in fracture strain during

22
the tensile tests. Whereas, material recycled by hot working has fracture strain that is
comparable or superior to that of the original material from which the machining
swarf is prepared because dynamic re-crystallisation during the hot working and
static re-crystallisation after the hot working take place. The overall result can be
seen in Figure 2.2. In conclusion, the cold profile extrusion with additional cold
rolling has mechanical properties comparable to the original ingot and during solid-
state recycling into plate-shaped bulk materials through cold working, it is necessary
to first male a recycled square bar with an aspect ratio of 1:1.8 and then shape the
exrudants into a plate form using a secondary processing stage. Chiba et al. (2011)
found that in the profile extrusion of a cylindrical compact into a rectangular bar with
a cross-section aspect ratio of 1:1.8, an extrusion ratio of 4 sufficiently bonds
individual pieces of the machining swarf and thus producing recycled materials with
excellent mechanical properties better than those of the original ingot. However,
course voids remain around the extrusion axis because of the insufficient plastic
strain introduced during the process.
Figure 2.2: Mechanical properties of original AC4CH ingot and recycled materials
(Chiba et al., 2011)
Recently, Haase et al. (2015) did an investigation on the direct conversion of
aluminium alloy machining chips into finished parts by hot extrusion with
subsequent cold extrusion. Where, the process of hot extrusion was utilized to break
the oxides covering the individual chips and lead to bonding of pure metal, and the

23
processes of cold forward rod extrusion as well as cold backward can extrusion were
used for production of chip-based finished parts. AA6060 aluminium chips were
used, where an as-received cast bar was machined off without lubrication.
The chips were then compacted to produce billets with diameter of 80 mm
and a length of 43 mm. After compaction, both the chip-based billets and the cast
billets were homogenized in an electrical furnace for 6 hours at 550°C. The long
homogenization duration was chosen in order to obtain billets with homogenous
microstructure, as the chips were exposed to severe plastic deformation during
machining and cold compaction. Both the chip-based billets and the cast billets were
extruded with ram speed of 1 mm/s and container temperature of 550°C and 450°C
respectively. These parameters were chosen as the tensile strength of chip-based
extrudants improved with higher billet temperature and lower ram speed. But a billet
temperature above 550°C led to hot cracks at the surface of the extrudants, while a
ram speed below 1 mm/s caused an inhomogeneous material flow due to the stick-
slip effect resulting in chatter marks in the profile surface.
Two different types of hot extrusion dies, namely a conventional flat-face die
and a hot extrusion die with integrated equal channel angular pressing (iECAP die)
as shown in Figure 2.3. The hot extruded extrudants were then cooled in ambient air
after extrusion before going for cold extrusion. For the cold extrusion experiments,
performs for forward rod and backward can were machined out of the center of the
chip-based extrudates and the extruded cast billets in extrusion direction. Haase et al.
tested the hot extruded extrudate first and found that the cast material extruded either
through flat-face die or through the iECAP die showed that the design of the hot
extrusion die significantly influences the mechanical properties of the fabricated
profiles. The flat-face die processed cast aluminium showed a 10% higher ultimate
tensile strength and a 45% lower uniform elongation compared to the cast aluminium
extruded through the iECAP die.
The differences in strength and ductility can be related to te differences in the
microstructure. Due to the elongation of the grains in extrusion direction, the flat-
face die processed material exhibits a higher tensile strength in this direction, while
the microstructure with fine equiaxed grains of the iECAP die processed material led
to the higher uniform elongation. Comparing the tensile test result of chips extruded
through the iECAP die with those of similarly processed cast material, the
differences in ultimate tensile strength and uniform elongation are negligible, which

24
indicates a high bonding quality between the invidual chips. For the flat-face die
processed material, the ultimate tensile strength of the chip-based extrudates is 25%
Figure 2.3: Sketches and photographs of different dies used for hot extrusion of chips.
(a) Conventional flat-face die. (b) Integrated extrusion and equal channel angular
pressingdie (iECAP die) (Haase et al., 2015)
lower compare to the UTS of hot extruded cast material. This difference indicates
low quality bonding between the individual chips when using flat-face die for hot
extrusion of chips. Other than that, by suing the iECAP die instead of the flat-face
die for hot extrusion, a 50% higher amount of strain and a 250% higher amount of
pressure affected the chips during extrusion, as the amount of strain and pressure
affecting the chips during hot extrusion determine the chip-bonding quality, as they
are critical factors for breaking the oxides covering the individual chips and to enable
bonding of the pure metal.
As for the cold extrusion, Haase et al. (2015) concluded that the necessary
extrusion farce and the increase in hardness due to strain hardening during cold
extrusion is comparable for the processing of chips and cast material, given that the
initial flow stress of the material is similar. As for the surface quality, the chips-
based can and shaft is comparable to that of cast material. However, by using chip-
based extrudates for cold extrusion results in a finer grained microstructure. Haase et
al. observed that the edges of the walls of chip-based cans are smooth while the
edges of the walls of cans based on cast material are corrugated, which can be related
to an anisotropic material flow caused by the coarse grains and the fibrous
microstructure in the cans based on cast material. No visible internal defects in shafts

REFERENCES
Arockiasamy, A., German, R. M., Wang, P. T., Horstemeyer, M. F., Morgan, W.,
Park, S. J., & Otsuka, I. (2011). Sintering behaviour of Al-6061 powder
produced by rapid solidification process. Powder Metallurgy, 54(3), 354-359.
Chang, S. Y., Lee, K. S., Choi, S. H., & Shin, D. H. (2003). Effect of ECAP on
microstructure and mechanical properties of a commercial 6061 Al alloy
produced by powder metallurgy. Journal of Alloys and Compounds, 354(1),
216-220.
Chiba, R., Nakamura, T. & Kuroda, M. (2011). Solid-state recycling of aluminium
alloy swarf through cold profile extrusion and cold rolling. Journal of Materials
Processing Technology, 211(11), 1878 – 1887.
Fogagnolo, J. B., Ruiz-Navas, E. M., SimÃ3n, M. A. & Martinez, M. A. (2003).
Recycling of aluminium alloy and aluminium matrix composite chips by
pressing and hot extrusion. Journal of Materials Processing Technology
Fogagnolo, J. B., Robert, M. H., & Torralba, J. M. (2006). Mechanically alloyed AlN
particle-reinforced Al-6061 matrix composites: Powder processing,
consolidation and mechanical strength and hardness of the as-extruded
materials. Materials Science and Engineering: A, 426(1), 85-94.
Gronostajski, J. Z., Marciniak, H. & Matuszak, A. (1996). Production of composites
on the base of AlCu4 alloy chips. Journal of Materials Processing Technology,
60, 719 – 722
Gronostajski, J. Z., Kaczmar, J. W., Marciniak, H. & Matuszak, A. (1997). Direct
recycling of aluminium chips into extruded products. Journal of Materials
Processing Technology
Gronostajski, J., Marciniak, H. & Matuszak, A. (2000). New methods of aluminium
and aluminium-alloy chips recycling. Journal of Materials Processing
Technology, 106, 34 – 39

102
Gronostajski, J. Z., Marciniak, H., Matuszak, A. & Samuel, M. (2001).
Aluminium–ferro-chromium composites produced by recycling of chips.
Journal of Materials Processing Technology, 119, 251 – 256.
Güley, V., Ben Khalifa, N. & Tekkaya, A. (2010). Direct recycling of 1050
aluminum alloy scrap material mixed with 6060 aluminum alloy chips by hot
extrusion. International Journal of Material Forming, 3(0), 853–856. Springer
Paris
Hu, M., Ji, Z., Chen, X. & Zhang, Z. (2008). Effect of chip size on mechanical
property and microstructure of AZ91D magnesium alloy prepared by solid
state recycling. Materials Characterization, 59(4), 385 – 389.
Hu, M., Ji, Z. & Chen, X. (2010). Effect of extrusion ratio on microstructure and
mechanical properties of AZ91D magnesium alloy recycled from scraps by hot
extrusion. Transactions of Nonferrous Metals Society of China, 20(6), 987 –
991.
Kuzman, K., Kačmarčik, I., Pepelnjak, T., Plancak, M., & Vilotić, D. (2012).
Experimental consolidation of aluminium chips by cold compression. Journal
of Production Engineering, 15(2), 79-82.
Matthias Haase, A. Erman Tekkaya, Recycling of Aluminum Chips by Hot Extrusion
with Subsequent Cold Extrusion, Procedia Engineering, Volume 81, 2014,
Pages 652-657, ISSN 1877-7058,
Misiolek, W. Z., Haase, M., Khalifa, N. B., Tekkaya, A. E. & Kleiner, M. (2012).
High quality extrudates from aluminum chips by new billet compaction and
deformation routes. CIRP Annals - Manufacturing Technology, 61(1), 239 –
242.
Montgomery, D. C., & Montgomery, D. C. (1997). Design and analysis of
experiments (Vol. 7). New York; Wiley.
Myers, R. H. & Montgomery, D. C. (2002). Response surface methodology: process
and product optimization using designed experiments, 2nd edition. Wiley, New
York.
Ozer A, Gurbuz G, Calimli A, Korbahti BK (2009) Biosorption of copper(II) ions on
Enteromorphaprolifera: application of response surface methodology (RSM).
Chem. Eng. Journal 146:377-387

103
Pantke, K., Güley, V., Biermann, D & Tekkaya, A. E. (2013), Aluminum Scrap
Recycling Without Melting, Future Trends in Production Engineering, pp.
373–377
Pepelnjak T., Kuzman K., Kačmarčik I., Plančak M.: Recycling of AlMgSi1
aluminium chips by cold compression, Metalurgija, 51(2012)4, pp.509-512,
ISSN/ISBN: ISSN 0543-5846
Samuel, M. (2003). Reinforcement of recycled aluminum-alloy scrap with Saffil
ceramic fibers. Journal of Materials Processing Technology, 142(2), 295 – 306.
Savitskii, A. P., & Savitskii, A. P. (2009). Sintering of systems with interacting
components. Trans Tech Publications.
Stat-Ease Inc. (2000). Design-Expert Software, Version 6. User’s Guide, Technical
Manual, Minneapolis, MN.
Tekkaya, A. E., Schikorra, M., Becker, D., Biermann, D., Hammer, N. & Pantke, K.
(2009). Hot profile extrusion of AA-6060 aluminum chips. Journal of Materials
Processing Technology, 209(7), 3343 – 3350.
Wang, J.-P., Chen, Y.-Z., Ge, X.-W. & Yu, H.-Q. (2007). Optimization of
coagulation–flocculation process for a paper-recycling wastewater treatment
using response surface methodology. Colloids and Surfaces A:
Physicochemical and Engineering Aspects , 302(1–3), 204 – 210.