
COLD COMPACTION OF PERMALLOY POWDERS - Saske · COLD COMPACTION OF PERMALLOY POWDERS R. Bureš, ......
7
Powder Metallurgy Progress, Vol.8 (2008), No 3 210 COLD COMPACTION OF PERMALLOY POWDERS R. Bureš, M. Fáberová, E. Dudrová, P. Kollár Abstract Powder metallurgy has a growing number of applications in all fields of industry. A cold pressing method appears as the most economic way for compacting. Investigated materials were based on NiFe. Their magnetic properties are very attractive and promising for many technical applications. For achievement of good magnetic properties of these materials it is important to have the particles in very close contact. The closer contact means a better condition for the magnetic interactions among the particles. The mechanism of the compacting depends on powder morphology, granulometric composition, microhardness and on pressing conditions. The morphology, properties and compressibility of NiFe (81wt.% of Ni) and NiFeMo (79 wt.% of Ni, 16 wt.% of Fe) powder are described in the paper. The results obtained from the compressibility curves showed better physical metallurgy properties of NiFe powder in comparison with NiFeMo. Densification of the s powders is controlled by the redistribution of powder particles, without deformation of the surfaces of the particles, as parameters of the compressibility curves. Keywords: uniaxial pressing, soft magnetic materials, porosity, compressibility, compressibility curves INTRODUCTION The Ni–Fe-based alloy (permalloy) system shows excellent soft magnetic properties and these alloys have been widely applied in the field of electronic devices. These permalloy properties change with Ni content: lower coercivity (for alloys with about 80 at.% Ni), higher-saturation magnetic induction (about 50 at.% Ni) and lower permeability, but higher electrical resistance (about 35 at.% Ni) [1, 2]. In Ref. [3], the effect of molybdenum-alloying additions on the milling behaviour and subsequently on the magnetic properties was studied. It was found that molybdenum has a strong effect on the crystallization behaviour and NiFeMo alloys exhibit very high relative permeability and low eddy current losses. Powder metallurgy processes have a lucrative position that enables efficient energy and raw material saving production, with an extremely high productivity rate. Physical properties of the bulk material from permalloy strongly depend on the density. Compressibility and final green density obtained are basically influenced by geometric, strength and plastic properties of the basic powders. The aim of the present work was to study and compare the process of compacting of NiFe and NiFeMo alloys. EXPERIMENTAL MATERIALS AND METHODS Two soft magnetic materials NiFe (81wt.% of Ni) and NiFeMo (79 wt.% of Ni, 16 wt.% of Fe) were investigated. The sample A was prepared by mechanical milling of NiFe Radovan Bureš, Mária Fáberová, Eva Dudrová, Institute of Materials Research, Slovak Academy of Sciences Košice, Slovak Republic Peter Kollár, Faculty of Science, Pavol Jozef Šafárik University in Košice, Slovak Republic
Transcript of COLD COMPACTION OF PERMALLOY POWDERS - Saske · COLD COMPACTION OF PERMALLOY POWDERS R. Bureš, ......

Powder Metallurgy Progress, Vol.8 (2008), No 3 210
COLD COMPACTION OF PERMALLOY POWDERS
R. Bureš, M. Fáberová, E. Dudrová, P. Kollár
Abstract Powder metallurgy has a growing number of applications in all fields of industry. A cold pressing method appears as the most economic way for compacting. Investigated materials were based on NiFe. Their magnetic properties are very attractive and promising for many technical applications. For achievement of good magnetic properties of these materials it is important to have the particles in very close contact. The closer contact means a better condition for the magnetic interactions among the particles. The mechanism of the compacting depends on powder morphology, granulometric composition, microhardness and on pressing conditions. The morphology, properties and compressibility of NiFe (81wt.% of Ni) and NiFeMo (79 wt.% of Ni, 16 wt.% of Fe) powder are described in the paper. The results obtained from the compressibility curves showed better physical metallurgy properties of NiFe powder in comparison with NiFeMo. Densification of the s powders is controlled by the redistribution of powder particles, without deformation of the surfaces of the particles, as parameters of the compressibility curves. Keywords: uniaxial pressing, soft magnetic materials, porosity, compressibility, compressibility curves
INTRODUCTION The Ni–Fe-based alloy (permalloy) system shows excellent soft magnetic
properties and these alloys have been widely applied in the field of electronic devices. These permalloy properties change with Ni content: lower coercivity (for alloys with about 80 at.% Ni), higher-saturation magnetic induction (about 50 at.% Ni) and lower permeability, but higher electrical resistance (about 35 at.% Ni) [1, 2]. In Ref. [3], the effect of molybdenum-alloying additions on the milling behaviour and subsequently on the magnetic properties was studied. It was found that molybdenum has a strong effect on the crystallization behaviour and NiFeMo alloys exhibit very high relative permeability and low eddy current losses.
Powder metallurgy processes have a lucrative position that enables efficient energy and raw material saving production, with an extremely high productivity rate. Physical properties of the bulk material from permalloy strongly depend on the density.
Compressibility and final green density obtained are basically influenced by geometric, strength and plastic properties of the basic powders. The aim of the present work was to study and compare the process of compacting of NiFe and NiFeMo alloys.
EXPERIMENTAL MATERIALS AND METHODS Two soft magnetic materials NiFe (81wt.% of Ni) and NiFeMo (79 wt.% of Ni, 16
wt.% of Fe) were investigated. The sample A was prepared by mechanical milling of NiFe Radovan Bureš, Mária Fáberová, Eva Dudrová, Institute of Materials Research, Slovak Academy of Sciences Košice, Slovak Republic Peter Kollár, Faculty of Science, Pavol Jozef Šafárik University in Košice, Slovak Republic
Powder Metallurgy Progress, Vol.8 (2008), No 3 211
microcrystalline ribbon obtained by melt spinning. The ribbon was thin 20 μm, brittle enough and thus suitable for milling. As it was impossible to prepare ribbons of NiFeMo alloy, sample B was in the form of swarfs (approx. 0.1 mm thick, also suitable for milling) prepared from the ingot by turning. The milling of sample A was performed in Ar-protective atmosphere, while sample B in liquid nitrogen in a high-energy planetary ball mill with ball-to-powder- ratio of 6:1 and with a speed of 180 rpm. The sample A was milled for 25 h and sample B for 150 h.
Morphology of investigated powders was analysed by SEM and EDS. Compacting was performed in hard metal die 5.2 mm diameter by uniaxial
continuous pressing up to 1000 MPa without lubrication. Electrohydraulic testing machine EDZ40 was used. Value of the pressure force and the height of samples were scanned and written by AD converter during compacting.
Microstructure of the green compact was analysed by LOM Olympus GX71 and SEM JEOL JSM-7000F.
RESULTS AND DISSCUSION
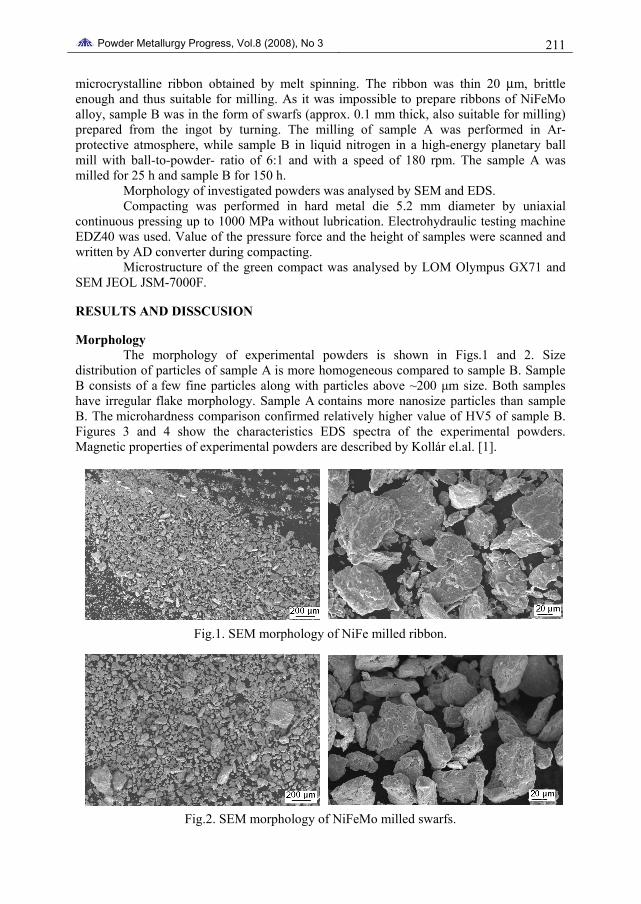
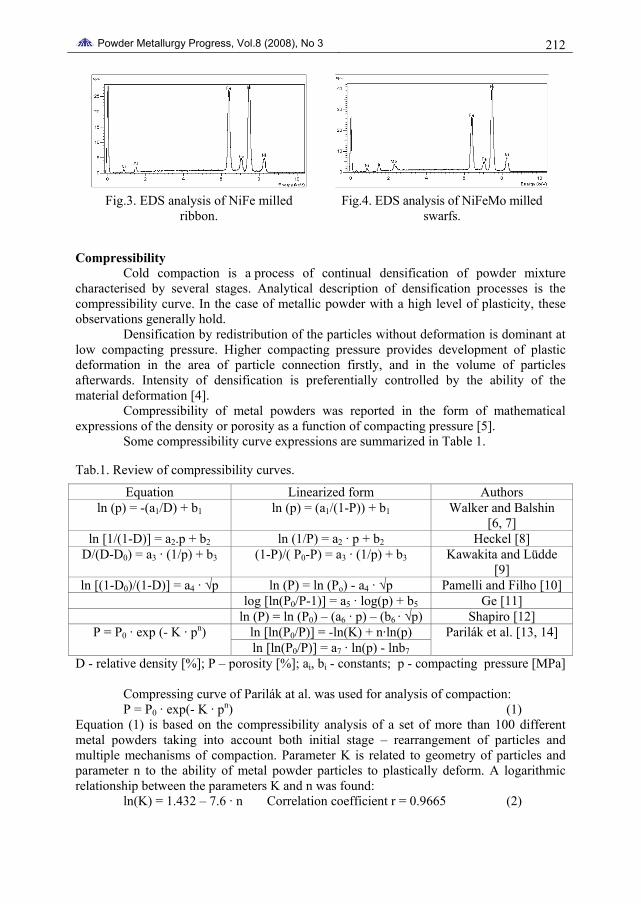
Morphology The morphology of experimental powders is shown in Figs.1 and 2. Size
distribution of particles of sample A is more homogeneous compared to sample B. Sample B consists of a few fine particles along with particles above ~200 μm size. Both samples have irregular flake morphology. Sample A contains more nanosize particles than sample B. The microhardness comparison confirmed relatively higher value of HV5 of sample B. Figures 3 and 4 show the characteristics EDS spectra of the experimental powders. Magnetic properties of experimental powders are described by Kollár el.al. [1].
Fig.1. SEM morphology of NiFe milled ribbon.
Fig.2. SEM morphology of NiFeMo milled swarfs.
Powder Metallurgy Progress, Vol.8 (2008), No 3 212
Fig.3. EDS analysis of NiFe milled
ribbon. Fig.4. EDS analysis of NiFeMo milled
swarfs.
Compressibility Cold compaction is a process of continual densification of powder mixture
characterised by several stages. Analytical description of densification processes is the compressibility curve. In the case of metallic powder with a high level of plasticity, these observations generally hold.
Densification by redistribution of the particles without deformation is dominant at low compacting pressure. Higher compacting pressure provides development of plastic deformation in the area of particle connection firstly, and in the volume of particles afterwards. Intensity of densification is preferentially controlled by the ability of the material deformation [4].
Compressibility of metal powders was reported in the form of mathematical expressions of the density or porosity as a function of compacting pressure [5].
Some compressibility curve expressions are summarized in Table 1.
Tab.1. Review of compressibility curves.
Equation Linearized form Authors ln (p) = -(a1/D) + b1 ln (p) = (a1/(1-P)) + b1 Walker and Balshin
[6, 7] ln [1/(1-D)] = a2.p + b2 ln (1/P) = a2 · p + b2 Heckel [8]
D/(D-D0) = a3 · (1/p) + b3 (1-P)/( P0-P) = a3 · (1/p) + b3 Kawakita and Lüdde [9]
ln [(1-D0)/(1-D)] = a4 · √p ln (P) = ln (Po) - a4 · √p Pamelli and Filho [10] log [ln(P0/P-1)] = a5 · log(p) + b5 Ge [11] ln (P) = ln (P0) – (a6 · p) – (b6 · √p) Shapiro [12]
ln [ln(P0/P)] = -ln(K) + n·ln(p) P = P0 · exp (- K · pn) ln [ln(P0/P)] = a7 · ln(p) - lnb7
Parilák et al. [13, 14]
D - relative density [%]; P – porosity [%]; ai, bi - constants; p - compacting pressure [MPa] Compressing curve of Parilák at al. was used for analysis of compaction: P = P0 · exp(- K · pn) (1)
Equation (1) is based on the compressibility analysis of a set of more than 100 different metal powders taking into account both initial stage – rearrangement of particles and multiple mechanisms of compaction. Parameter K is related to geometry of particles and parameter n to the ability of metal powder particles to plastically deform. A logarithmic relationship between the parameters K and n was found:
ln(K) = 1.432 – 7.6 · n Correlation coefficient r = 0.9665 (2)
Powder Metallurgy Progress, Vol.8 (2008), No 3 213
The dependence of both K(p) and n(p) on compacting pressure p allows us to obtain useful information about the relations between the powder properties and compressibility [5].
Fig.5. Compressibility curve of NiFe
(sample A). Fig.6. Compressibility curve of NiFeMo
(sample B).
Measured values of the compacting pressure and the movement of punch were fitted by equation: P = P0 · exp(p), as show in Figs.5 and 6. Equation of compressibility of NiFe powder is:
P = 51.8993 · exp(-0.000911611 · p) Correlation Coefficient: 0.996 Equation of compressibility of NiFeMo powder is:
P = 52.4269 · exp(-0.000799874 · p) Correlation Coefficient: 0.997 The same measurements fitted by eqn.(1) give the compressibility curves:
NiFe powder: P = 54.58 · exp(-0.0004226 · p1.1374) NiFeMo powder: P = 53.54 · exp(-0.0001942 · p1.2541) Parameters K and n were calculated for powder systems: .NiFe as KA = 0.0004 and
NiFeMo as KB = 0.0002. Sample A reached the higher density at the same level of pressure compared to sample B. The higher value of the parameter K
B
A points to the stronger influence of morphological properties of powder NiFe on the compaction process in comparison with powder NiFeMo. According to Parilák [13], the absolute values of n parameter are affected by the geometrical properties of the particles,so that it is not possible to compare directly the compacting capacities of the different systems. Value of parameters nA = 1.1374 and nBB = 1.2541 document the relatively higher densification of NiFe system. Mechanism of densification is rearrangement only, without deformation processes of particle surfaces in both cases.
Microstructure The microstructure of green compacts of samples A and B is shown in Figs.7-10.
Green compact of sample A was well densified in the whole volume, while sample B shows a lower density in the middle of the sample, Figs.7 and 8. Centre part of the green compact B was not consistent enough, this part was destroyed during the preparation of the metallographic section (Fig.8a). Good densification of sample A (in Fig.7) was reached thanks to better combination of the size distribution, powder morphology and mechanical properties of the particles, in comparison with sample B. Optimal granulometric composition is important for proper filling of volume of the green compact. Proper morphology of the powder leads to rearrangement of particles in the green compact. Higher porosity at the edge of green compacts A and B was caused by higher friction between powder particles and die wall. This phenomenon is more marked in sample B, shown in Fig.8. Relatively high density of the centre part of sample A without significant porosity, in contrast to pressing without lubrication is interesting.

Powder Metallurgy Progress, Vol.8 (2008), No 3 214
a)
b) c)
Fig.7. Microstructure of green compact A (NiFe), LOM; a) general view, b) centre part of green compact, c) edge of green compact.
a)
b) c)
Fig.8. Microstructure of green compact B (NiFeMo), LOM; a) general view, b) centre part of green compact, c) edge of green compact .

Powder Metallurgy Progress, Vol.8 (2008), No 3 215
Fig.9. a) Microstructure of green compact A (NiFe), SEM, b) the same sample at high
magnification.
Fig.10. a) Microstructure green compact B (NiFeMo), SEM, b) the same sample at
high magnification.
From microstructural examination it appears that arrangement of particles after pressing is controlled by morphology and size of the powder particles. In the case of powder A, the better cohesion is resulting from preferable size and morphology distribution of the powder prepared from amorphous ribbon, as compared with powder prepared by milling of swarf. In the case of powder B, surface of the particles is more rugged, but size distribution of the particles is not optimal. Particles have a tendency to adhere one to another, which results in the incohesion of centre part of green compact. Results show that in the case of so fine powder as powder A it is possible to prepare a green compact with good cohesion also without lubrication. It can be important for preparation of clean materials with special physical properties. The most important is proper combination of the particles morphology, morphology of surfaces and granulometric composition.
CONCLUSIONS • Investigated powders have flake morphology. Both powders have irregular shape of the
flakes. • The particle size of the NiFeMo powder exceeds 200 μm and contains lower portion of
small particles in comparison with NiFe powder. • The results obtained from the compressibility curves showed better physical metallurgy
properties of NiFe powder in comparison with NiFeMo.
Powder Metallurgy Progress, Vol.8 (2008), No 3 216
• Densification of the studied powders is controlled by the redistribution of powder particles, without deformation of the surfaces of the particles, as results from parameters of the compressibility curves.
Presented results are an introduction study. We will engage in research on the optimisation of granulometric composition and more detailed study of description and quantification of the morphology of powder.
Acknowledgement The results presented were obtained within the work on the Project MŠ SR VEGA
2/6209/27.
REFERENCES [1] Olekšáková, D., Kollár, P., Füzer, J., Kusý, M., Roth, S., Polanski, K.: Journal of
Magnetism and Magnetic Materials, vol. 316, 2007, p. 838 [2] Kaloshkin, SD., Tcherdyntsev, VV., Tomilin, IA., Baldokhin, YuV., Shelekhov, EV.:
Physica B, vol. 299, 2001, p. 236 [3] Du, SW., Ramanujan, RV.: J. Magn. Magn. Mater., vol. 292, 2005, p. 286 [4] Dudrová, E., Rudnayová, E., Parilák, Ľ.: Pokroky práškové metalurgie VÚPM, vol. 21,
1983, no. 2, p. 29 [5] Bidulský, R., Džunda, R. In: Powder Metallurgy Training Courses Košice 2007,
Laboratory work, EPMA, p.9 [6] Walker, EE.: Trans. Faraday Soc., vol. 19, 1923, p. 73 [7] Balšin, MJu.: Vestnik Metallpro., 1938, p. 124 [8] Heckel, RW.: Trans. Met. Soc. AIME, vol. 221, 1961, p. 671 [9] Kawakita, J., Lüdde, KH.: Powder Technology, vol. 4, 1970/71, no. 2, p. 61
[10] Panelli, R., Filho, FA.: Powder Technology, vol. 114, 2001, p. 255 [11] Ge, R.: Powder Metallurgy Sci. Technol., vol. 6, 1995, no. 3, p. 20 [12] Shapiro, I., Kolthoff, M.: J.Phys.Colloid.Chem., vol. 51 1947, p. 483 [13] Parilák, Ľ., Dudrová, E. In: Powder Metallurgy World Congress, Paris, 1994. Vol. 1.
SF2M/EPMA, p. 737 [14] Parilák, Ľ., Dudrová, E., Bidulský, R., Kabátová, M. In: Powder Metallurgy World
Congress and Exhibition. Vienna 2004. Vol. 1. EPMA, p. 593


















