Code of practice for Pasteurization of milk on farms and in small dairies
84
BRITISH STANDARD BS 7771:1994 Code of practice for Pasteurization of milk on farms and in small dairies Licensed Copy: Oxford Brookes ATHENS, Oxford Brookes University, 27/07/2009 23:19, Uncontrolled Copy, (c) BSI
-
Upload
rizwan-ali -
Category
Documents
-
view
7 -
download
1
description
Code of practice forPasteurization of milkon farms and in smalldairies
Transcript of Code of practice for Pasteurization of milk on farms and in small dairies

BRITISH STANDARD BS 7771:1994
Code of practice for
Pasteurization of milk on farms and in small dairies
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
This British Standard, having been prepared under the direction of the Consumer Products and Services Sector Board, was published under the authority of the Standards Board and comes into effect on 15 October 1994
© BSI 06-1999
The following BSI references relate to the work on this standard:Committee reference AW/17 Draft for comment 90/50231 DC
ISBN 0 580 23401 0
Committees responsible for this British Standard
The preparation of this British Standard was entrusted by the Consumer Products and Services Sector Board to Technical Committee AW/17, upon which the following bodies were represented:
British Association for Chemical SpecialitiesDepartment of Agriculture Northern IrelandDepartment of HealthDepartment of Trade and Industry (Laboratory of the Government Chemist)Health and Safety ExecutiveMilk Marketing BoardMilk Marketing Board for Northern IrelandMinistry of Agriculture, Fisheries and Food (ADAS)National Farmers’ UnionScottish Office Agriculture and Fisheries DepartmentSociety of Dairy Technology
Amendments issued since publication
Amd. No. Date Comments
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 i
Contents
PageCommittees responsible Inside front coverForeword iiiSection 1. General1.1 Scope 11.2 References 11.3 Definitions 11.4 International definitions 3Section 2. United Kingdom and European Community legislation concerning milk pasteurization2.1 General 42.2 The Dairy Product (Hygiene) Regulations 1994 42.3 Council Regulation (EEC) No. 1411/71 42.4 The Consolidated Food Labelling Regulations 1994 42.5 Methods and conditions for milk pasteurization
(Council Directive EC 92/46) 42.6 Statutory requirements concerning the quality of milk 42.7 Documentation and records 72.8 Pasteurized semi-skimmed and skimmed milk 82.9 Pasteurized milk-based drink or milk drink 82.10 Health and safety 82.11 Advice 8Section 3. Design, location and construction of dairy premises3.1 General 103.2 Situation of units at the producer processors’ premises 103.3 Situation of units in the small pasteurizing dairy 113.4 General constructional recommendations 11Section 4. Components and functions of equipment used for milk pasteurization on farms and in small dairies4.1 Holder (batch) pasteurization 134.2 HTST (continuous) pasteurization 134.3 Continuous flow shell and tube heat exchangers 154.4 Choice of pasteurizing plant, commissioning, pre-production
tests and preliminaries 24Section 5. Pre-processing operations (reception, storage) and milk handling before pasteurization5.1 General 275.2 Raw milk quality 275.3 Bulk milk supplies 275.4 Protecting milk quality 27Section 6. Operation of pasteurizing plant6.1 Operating procedures 296.2 HTST plant operation: practical aspects of ensuring
efficient pasteurization 32Section 7. Milk packaging, storage and handling7.1 Milk packaging 357.2 Storage and handling of milk after packaging 37Section 8. Hygiene management8.1 Hazard Analysis and Critical Control Point system (HACCP) 388.2 Cleaning and disinfection of dairy equipment 38
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
ii © BSI 06-1999
Page8.3 Fundamentals of the cleaning process 398.4 Fundamentals of the disinfecting process 408.5 Inspection and sampling procedures for determining the
hygienic condition of dairy plant 42Section 9. Quality9.1 Statutory tests applied to “pasteurized” milk 449.2 Tests undertaken to fulfil other statutory requirements 489.3 Frequency of sampling 489.4 Quality defects in pasteurized milk 48Section 10. Plant maintenance and inspection10.1 General 5210.2 Inspection of equipment and premises 5210.3 Items to be inspected and/or recorded 53Section 11. Cleaning and disinfecting milk pasteurizing equipment and ancillaries11.1 General 6011.2 Pumps and pipelines 6011.3 Storage and transport tanks 6111.4 Heat exchangers: holder (batch) plants 6311.5 Heat exchangers: continuous flow plants 6311.6 Cotton filter cloths 6511.7 Separators 6611.8 Homogenizers 6611.9 Water softeners 6811.10 Bottle-washing machines 6811.11 Milk bottles 6911.12 Milk bottle crates 7011.13 Container-filling machines 7111.14 Management of cleaning and disinfecting products 72Annex A (informative) Legislation relating to milk products and health and safety 74Annex B (informative) Bibliography 74Figure 1 — Components of a continuous flow HTST milk pasteurization system 16Figure 2 — General arrangement of a plate heat exchanger 17Figure 3 — Balance tank of HTST pasteurizer 18Figure 4 — Example of a HTST pasteurizer flow control unit 19Figure 5 — Components of a hot water set 20Figure 6 — Pneumatic operated flow diversion valve 22Figure 7 — Illustration of a thermograph chart 23Figure 8 — Service contract inspection. Location of plant items 58Table 1 — Methods and conditions for milk pasteurization 5Table 2 — Statutory requirements concerning the quality of raw and pasteurized milk 6Table 3 — Summary of statutory requirements for milk pasteurization 9Table 4 — Summary of laboratory tests concerned with pasteurized milk: causes of failure: remedial action 45Table 5 — Quality defects in pasteurized milk 49Table 6 — Inspection of milk pasteurization equipment and ancillaries 55List of references 76
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 iii
Foreword
This British Standard has been prepared under the direction of the Consumer Products and Services Sector Board at the request in particular of the Department of Health; Ministry of Agriculture, Fisheries and Food; the United Kingdom Milk Marketing Boards and the National Farmers’ Union.This code of practice is intended for the use of manufacturers, suppliers and installers of equipment; for purchasers and producer processors or operators of small dairies; and for those involved in the approval and checking of plant and milk quality and safety.As a code of practice, this British Standard takes the form of guidance and recommendations. It should not be quoted as if it were a specification and particular care should be taken to ensure that claims of compliance are not misleading.The BSI Committee wishes to acknowledge the assistance of the Society of Dairy Technology who have given permission to use information from their Pasteurizing Plant Manual in this text.A British Standard does not purport to include all the necessary provisions of a contract. Users of British Standards are responsible for their correct application.
Compliance with a British Standard does not of itself confer immunity from legal obligations.
Summary of pagesThis document comprises a front cover, an inside front cover, pages i to iv, pages 1 to 76, an inside back cover and a back cover.This standard has been updated (see copyright date) and may have had amendments incorporated. This will be indicated in the amendment table on the inside front cover.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

iv blank
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 1
Section 1. General
1.1 ScopeThis British Standard gives recommendations for the process principles, design features and operation of equipment used on individual farms by producer processors and in small dairies for the pasteurization of cows’ milk by means of the holder (batch) and continuous flow (HTST) methods.Guidance is given on the requirements of UK and EEC legislation for dairies concerning pasteurized milk. Guidance is also given on the hygienic and control measures used in the pasteurization process and packaging operations which are necessary to achieve safety and high quality in pasteurized milk.For convenience a list of the legislation referred to in this standard is given in Annex A. A bibliography of relevant publications is given in Annex B.This standard does not cover specific recommendations for the pasteurization of cream, ice cream or flavoured milks.NOTE Levels of heat treatment in this standard are not necessarily appropriate for cream, ice cream and flavoured milks. Separation of milk for other products should be undertaken before pasteurization.
1.2 References1.2.1 Normative referencesThis British Standard incorporates, by dated or undated reference, provisions from other publications. These normative references are made at the appropriate places in the text and the cited publications are listed on the inside back cover. For dated references, only the edition cited applies; any subsequent amendments to or revisions of the cited publication apply to this standard only when incorporated in the reference by amendment or revision. For undated references, the latest edition of the cited publication applies, together with any amendments.1.2.2 Informative referencesThis British Standard refers to other publications that provide information or guidance. Editions of these publications current at the time of issue of this standard are listed on the inside back cover, but reference should be made to the latest editions.
1.3 DefinitionsNOTE The meaning of terms used in the United Kingdom legislation concerning milk production, pasteurized milk, semi-skimmed and skimmed milk and pasteurized milk-based drink or milk drink, is given in individual items of legislation.Persons responsible for milk production and milk processing operations should be aware of the legal interpretation of the terms used in dairy legislation.
For the purposes of this British Standard, the following definitions apply.
1.3.1 approved chemical agents
disinfecting agents or detergent/disinfectants approved jointly for use in England and Wales by the Minister of Agriculture, Fisheries and Food and the Secretary of State for Social Services and the Secretary of State for WalesNOTE 1 Chemical disinfectant agents approved for use in England and Wales may be used in Northern Ireland.NOTE 2 In Scotland, the Secretary of State approves chemicals for use as bactericidal agents in dairy applications.
1.3.2 available chlorine
the quantity of chlorine equivalent to the oxygen released when the chlorine containing disinfecting agent is completely decomposed to chloride and oxygenNOTE The use of the term “available chlorine” is confined in practice to liquid hypochlorite and solid chlorine-releasing agents in which the disinfecting action follows a ready hydrolysis to hypochlorous acid and its subsequent decomposition to chloride and oxygen.
1.3.3 buffering
stabilizing the pH value of a solution
1.3.4 chilled water
clean water at a temperature of less than 5 °C
1.3.5 cleaning
the process of removing soil
1.3.6 cleansing
as in various milk and dairies legislation, a combination of cleaning and disinfecting processes
1.3.7 clean water
water that, at the point of use, is of a quality sufficient to conform to the classification set out in the UK Water Supply (Water quality) Regulations 1989 which implement the provisions of EEC Directive 80/778/EEC 1980 “Quality of water intended for human consumption”
1.3.8 coliforms
bacteria, which at 30 °C, can ferment lactose with the production of gas under the conditions specifiedNOTE Coliforms do not survive pasteurization. They are common contaminants of improperly cleansed equipment.
1.3.9 corrosion inhibitors
substances capable in specific instances of minimizing the corrosion of certain metals
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
2 © BSI 06-1999
1.3.10 dairy establishment
dairy premises used for the treatment, processing, collection or standardization of milk
1.3.11 detergents
substances capable of assisting cleaning when added to waterNOTE They include soaps, organic surface-active agents, e.g. synthetic detergents, alkaline materials and, in certain circumstances, acids.
1.3.12 disinfection
a process that reduces the number of bacteria in dairy plant and utensils to a level consistent with acceptable quality control and hygienic standards
1.3.13 disperse
to bring into (and keep in suspension) undissolved soiling matter
1.3.14 emulsify
to bring into (and keep in dispersed form) oils and fats from the milk residue
1.3.15 farm pasteurizer
term used in Northern Ireland to identify a milk producer who processes and sells pasteurized milk(s)
1.3.16 fogging
the application of a disinfecting agent in the form of a dense mist of minute droplets
1.3.17 holder (batch) pasteurization
a non-continuous method of achieving pasteurization conditions for milk and milk products
1.3.18 HTST (continuous) pasteurization
the high-temperature short-time method for continuous-flow pasteurization of milk and milk products
1.3.19 keeping quality of pasteurized milk
the time required for pasteurized milk to become unacceptable to a consumer, because of the development of an undesirable off flavour or a physical instability in the milk
1.3.20 methylene blue test
a dye reduction test which measures the extent of bacterial contamination and its activity in pasteurized milk
1.3.21 milk churn
synonymous term for milk can
1.3.22 milkstone
a deposit that contains calcium caseinate and calcium phosphate
1.3.23 peroxidase test
a method which determines whether or not milk has been heated during the pasteurization process to a temperature above 78 °C at which point the enzyme is inactivated
1.3.24 phosphatase
an enzyme that is always present in raw milk and that is inactivated by the time-temperature combination necessary for pasteurization
1.3.25 plate count
the number of bacteria and other micro-organisms which are present in a sample of milk and are viable and countable under the conditions of the test
1.3.26 production holding
premises which have been approved for the production and sale of raw milk
1.3.27 producer processor
a milk producer who processes and sells pasteurized milk(s) through retail outlets such as shops
1.3.28 producer retailer
a milk producer who processes and sells pasteurized milk(s) either retail direct to customers or semi-retail to caterers, hospitals and other institutions
1.3.29 psychrotropic bacteria
those bacteria which are capable of appreciable growth at about 6 °C, irrespective of their optimum growth temperature
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 3
1.3.30 sequestering agents
chemicals that combine with calcium and magnesium salts, such as those occurring in hard water, to form water-soluble compounds, generally enhancing the detergent operation
1.3.31 soil
the milk residue, scale and other deposits of soiling matter that have to be removed from plant and containers during the cleaning process
1.3.32 sterilization
a process intended to destroy all living organisms
1.3.33 surface-active agents
substances capable of modifying the physical forces existing at surfaces, such as between liquids and solids, permitting more intimate contact and facilitating their mixing
1.3.34 swabbing
the application of a liquid to a surface by means of a cloth or other absorbent material
1.3.35 thermization
heating of milk for at least 15 s at a temperature between 57 °C and 68 °C such that after treatment the milk shows a positive reaction to the phosphatase test
1.3.36 thermoduric bacteria
organisms which survive pasteurization
1.3.37 unopened pack
a completely sealed container, which has not had its contents exposed to possible environmental contamination
1.4 International definitions1.4.1 Pasteurization
“A heat treatment process applied to a product with the aim of avoiding public health hazards arising from pathogenic microorganisms associated with milk. Pasteurization as a heat treatment process is intended to result in only minimal chemical, physical and organoleptic changes.
NOTE Pasteurization is intended to avoid public health hazards in the sense that, although it may not destroy all the pathogenic microorganisms which may be present, it reduces the number of harmful microorganisms to a level at which they do not constitute a significant health hazard. Pasteurization also extends the keeping quality of some products by reducing the number of spoilage microorganisms in the product.”(IDF D-Doc 222:1991.)
1.4.2 A pasteurized product
“A milk or a fluid milk product which has been subjected to pasteurization, which if retailed as such has been cooled without delay and has then been packaged with minimum delay under conditions which minimize contamination. The product must give a negative phosphatase test immediately after heat treatment.NOTE A pasteurized product as defined is one which has been pasteurized as such, as distinct from a product manufactured from milk, skimmed milk and/or cream which has been pasteurized.
A negative phosphatase test is considered to be equivalent to less than 2.2 micrograms of phenol liberated by 1 millilitre of sample (IDF Standard 63:1971) or less than 10 micrograms of p-nitrophenol liberated by 1 millilitre of sample (IDF Provisional Standard 82A:1987).”(IDF D-Doc 170:1988.)
1.4.3 Process parameters
“Various combinations of temperature and duration of heating have an equivalent and minimum bactericidal effect necessary for the pasteurization of milk and skimmed milk.” (IDF Bulletin 292/1994. Recommendations for the hygienic manufacture of milk and milk-based products.) These combinations are 62.8 °C for 30 min by the holder (batch) process and 71.7 °C for 15 s by the HTST (continuous) method. In each case the milk is cooled without delay preferably to 5 °C or below.Legislation requirements exist in respect of:
a) the temperature below which the product needs to be cooled;b) upper limits to the temperature of heat treatment, and conformity to a test for the presence of peroxidase.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
4 © BSI 06-1999
Section 2. United Kingdom and European Community legislation concerning milk pasteurization2.1 GeneralThe production and sale of pasteurized milk in the United Kingdom is controlled by the general provisions of the Food Safety Act 1990 for England, Wales and Scotland, and the Food Safety (NI) Order 1991 for Northern Ireland.These Acts authorize Ministers to make regulations controlling:
a) the conditions of milk production;b) the approval and use of milk establishments; andc) the sale of milk within specified categories.
2.2 The Dairy Product (Hygiene) Regulations 1994These include the detailed provisions concerning a registration to produce raw milk (production holding) or an approval in relation to milk pasteurization (dairy establishment).General statutory requirements relate to:
a) health and housing of cattle;b) buildings and water supplies;c) arrangements for pest control;d) handling, filtration, cooling and storage of milk;e) infection of milk and protection against contamination;f) cleansing and storage of vessels, utensils and appliances;g) hygiene applicable to staff, including training;h) prescribed milk standards;i) effective heat treatment;j) packaging, labelling and transport.
Regulations with similar intent apply in Northern Ireland and Scotland and should be consulted.
2.3 Council Regulation (EEC) No. 1411/71These regulations restrict the sale of milk for human consumption to the following categories:
a) raw milk;b) non-standardized whole milk;c) standardized whole milk;d) semi-skimmed milk;e) skimmed milk.
2.4 The Consolidated Food Labelling Regulations 1994(currently undergoing public consultation)These regulations require all milks to be correctly marked and labelled when prepackaged and sold for human consumption.
2.5 Methods and conditions for milk pasteurization (Council Directive EC 92/46)The occupier of a dairy establishment should be familiar with and undertake his operations according to the requirements concerning the pasteurization of milk in respect of time/temperatures of heat treatment, control of the pasteurization process, cleaning and disinfection, milk storage and transport, milk quality and packaging.These are summarized in Table 1.Attention is drawn to further requirements that:
a) the critical control points in the process are identified, monitored and controlled to the satisfaction of the approving authority;b) such permanent records are retained, as required by the approving authority.
2.6 Statutory requirements concerning the quality of milkLegal quality standards apply to raw milk intended for heat treatment and to pasteurized milks.In addition to microbiological standards, statutory requirements include:
a) that milk does not contain added water, antibiotic residues in excess of authorized levels or residues of substances harmful to human health;b) that pasteurized milk has been subjected to a permitted pasteurization procedure and satisfies the specified phosphatase test;c) that pasteurized milk shows a positive reaction to the peroxidase test as specified or, in the case of high temperature pasteurized milk, shows a negative reaction to this test;d) limits on the permitted storage time and temperature of raw milk prior to heat treatment.
The occupier of a dairy establishment should be aware of the statutory tests and the standards to be achieved in order to implement an effective quality control programme to ensure full compliance.The statutory requirements are summarized in Table 2.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 5
Table 1 — Methods and conditions for milk pasteurization
Legislation UK legislation relating to pasteurized milk(s) prescribe the following:
Method and conditions of heat treatment
Milk has to be pasteurized — that is to say:
a) obtained by means of a treatment involving a high temperature for a short time (at least 71.7 °C for 15 s or an equivalent combination); or
b) a pasteurization process using different time and temperature combinations to obtain an equivalent effect, e.g. batch pasteurization: at least 62.8 °C for 30 min;
c) cooled to a temperature not exceeding 6 °C as soon as practicable after pasteurization.
The heat-treatment equipment has to be approved by the competent authority and fitted with:
1) an automatic temperature control;
2) a recording thermometer;
3) an automatic safety device preventing insufficient heating;
4) an adequate safety device preventing the mixture of pasteurized milk with incompletely heated milk (HTST plants);
5) an automatic recording device for the safety system referred to in 4) (HTST plants).
Cleaning and disinfection Instruments and working equipment intended to come into direct contact with raw materials and products, have to be smooth, corrosion resistant and easy to clean and disinfect.
Equipment which comes into contact with milk during production has to be cleaned and disinfected at the end of each working phase and at least once each working day.
After chemical disinfection instruments and equipment have to be rinsed with potable water.
Milk storage and transport The temperature at which pasteurized milk may be kept until it leaves the establishment has to be k 6 °C and the storage temperature should be recorded.
During transport the temperature of pasteurized milk cannot exceed 6 °C (this does not apply to doorstep deliveries to the consumer).
Vehicles and containers used for transporting pasteurized milk have to be designed and equipped in such a way that the required temperature can be maintained.
The internal surface of any vessel used to transport pasteurized milk has to be smooth, corrosion resistant and easy to clean and disinfect.
Milk quality The pasteurized milk has to meet prescribed quality standards.
Packaging, sealing and labelling
Bottling, filling of containers with heat-treated milk and the sealing of containers and of packaging has to be carried out automatically.a
Sealing has to be carried out in the dairy establishment in which the heat treatment has been carried out immediately after filling.
The health mark, nature and date of heat treatment, storage temperature and indication of durability have to be displayed.b
a A derogation may be granted to establishments with limited production.b Special dispensations may apply.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
6 © BSI 06-1999
Table 2 — Statutory requirements concerning the quality of raw and pasteurized milk Milk Milk storage
temperatureTest Legal quality standards
Raw milk for the manufacture of drinking milk
k 8 °C Plate count at 30 °C k 100 000/ml
(if not collected within 2 h of milking)
Geometric average over 2 months; at least two samples per month
Somatic cell count k 400 000/ml
Geometric average over 3 months; at least one sample per month
Point of production k 6 °C
(alternate day collection) Antibiotics residues Council Regulation
(EEC) 2377/90 (as amended) prescribes maximum residue limits
Added watera Absent.
Confirmation by regular checks and sample testing
During transport k 10 °C — —
Upon reception at the milk establishment
k 6 °C if not treated within 4 h
As above As above
Pasteurized milk (liquid consumption)
k 6 °C
Plate count at 21 °C after incubation at 6 °C for 5 days
< 50 000/ml (m)
(n = 5, c = 1, M = 5 × 105)
Production line
Coliforms Absent (m)
(n = 5, c = 1, M = 5)
Pathogenic micro-organisms
Absent in 25 g (m)
(n = 5, c = 0, M = 0)
Antibiotics residues As above
Added water As above
Raw milk for the manufacture of milk-based products
k 8 °C (if not collected within 2 h of milking)
Plate count at 30 °C From 1.1.94 k 400 000/ml
From 1.1.98 k 100 000/ml
k 6 °C (alternate day collection)
Somatic cell count From 1.1.94 k 500 000/ml
From 1.1.98 k 400 000/ml
Point of production Antibiotics residues As above
Added water As above
During transport k 10 °C
If processed within 36 h of acceptance at processing establishment
k 6 °C
If processed within 48 h of acceptance at processing establishment
k 4 °C
a Freezing Point Depression (FPD) It is important to avoid confusing the freezing point of milk given above with the FPD as expressed using the Hortvet procedure. The latter is commonly adopted in the United Kingdom resulting in a freezing point approximately – 0.018 °C lower, i.e. – 0.538 °C (Hortvet). See BS 3095.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 7
Table 2 — Statutory requirements concerning the quality of raw and pasteurized milk
2.7 Documentation and recordsThe Dairy Product (Hygiene) Regulations 1994 require records to be made and kept for inspection in respect of pasteurized milk.It is essential that occupiers of milk establishments arrange for records to be kept in a permanent form for a period of:
a) at least 2 months in respect of pasteurized drinking milk or pasteurized milk used for dairy products which cannot be stored at an ambient temperature;b) at least 2 years in respect of pasteurized milk used in the manufacture of other dairy products.
Such records relate to the monitoring of the critical controls mentioned in 2.5, and include:
1) records showing the operation of the flow diversion device on continuous-flow pasteurizers;2) charts of recording thermometers installed in the pasteurizing plant to record the temperature to which the milk is heated and retained and to which the milk is cooled;3) records of the temperature on admission to the heat treatment establishment and immediately before pasteurization of any bulk milk which has, for the purposes of transportation, been heat treated in another heat treatment establishment;4) records of the results of plate count tests made on samples of bulk supplies of heat-treated milk intended for pasteurization;5) all microbiological results.
Milk-based products Type of micro-organism Legal quality standards
Cheese other than hard cheese Listeria monocytogenes Absence in 25 g where n = 5, c = 0
Milk-based products, other than cheese covered above
Listeria monocytogenes Absence in 1 g
Milk powder Salmonella spp Absence in 25 g where n = 10, c = 0
Milk products, other than milk powder
Salmonella spp Absence in 25 g where n = 5, c = 0
The samples of 25 g above have to consist of 5 × 5 g taken from different parts of the same product. Where the above standards are exceeded the products are to be withdrawn from the market and not permitted to be used for human consumption.
Soft cheese Staphylococcus aureus Escherichia coli n = 5, c = 2
m = 100, M = 1 000
Fresh cheese Powdered milkFrozen milk products including ice-cream
Staphylococcus aureus n = 5, c = 2m = 10, M = 100
Where the standards for the above four categories of products are exceeded a review of the monitoring methods should be undertaken and the enforcement authority advised of corrective measures implemented.
Whenever strains of enterotoxinogenic Staphylococcus aureus or strains of Escherichia coli which are presumed to be pathogenic are identified in dairy products, all batches involved have to be withdrawn from the market and the enforcement authority notified.The symbols given in Table 2 have the following meaning:n = number of sample units comprising the sample;c = number of sample units where the bacteria count may be between “m” and “M”, the sample being considered acceptable if the bacteria count of the other sample unit is “m” or less;m = threshold value for the number of bacteria, the result is considered satisfactory if the number of bacteria in all sample units does not exceed “m”;M = maximum value for the number of bacteria, the result is considered unsatisfactory if the number of bacteria in one or more sample units is “M” or more.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
8 © BSI 06-1999
2.8 Pasteurized semi-skimmed and skimmed milkFor occupiers of dairy establishments who produce semi-skimmed and skimmed milk attention is drawn to the need to undertake operations within the requirements of current legislation (see Table 1 to Table 3).
2.9 Pasteurized milk-based drink or milk drinkFor occupiers of dairy establishments who produce milk-based drink or milk drink attention is drawn to the need to be aware of the legal requirements (see Table 1 to Table 3).
2.10 Health and safety2.10.1 Health and safety legislation
For pasteurization equipment and work practices attention is drawn to the Health and Safety at Work etc. Act 1974 and regulations made under that Act. These include six sets of regulations which implement European Directives. Other legislation includes the Factories Act 1961 and regulations made under that Act. Of particular relevance are regulations pertaining to management of health and safety; workplace health, safety and welfare; storage, handling and use of chemicals (COSHH); machinery; electricity and noise. Relevant legislation is listed in Annex A.
2.10.2 Risk assessment and control
The Management of Health and Safety at Work Regulations 1992 require employers to carry out assessments of risks to their employees and non-employees who may be affected by their work activity. Employers are then required to make arrangements for planning, organizing, controlling, monitoring and reviewing preventative and protective measures. Significant risks and arrangements required need to be recorded if more than five are employed. The record may form part of the company’s health and safety policy statement which needs to include the organization and arrangements for implementing the policy. Competent persons with adequate, theoretical and practical knowledge should be appointed to assist the employer in this role.
Employers should assess the risks, list significant risks in order of priority, identify the standard of control required and prepare an action plan with reasonable timescales to achieve compliance. Arrangements should then be made to maintain standards.Recent accident statistics in the food industry show that fatal accidents are frequently associated with transport and falls from height. In the milk industry major accidents are often associated with falls from height, slips, trips and falls on the level, exposure to chemicals and hot substances and machinery. These should therefore be addressed along with any other significant risks identified in particular workplaces.Useful guidance is given in the free HSE leaflet IND (G) 132L Five Steps to Successful Health and Safety Management. BS 5304 deals with hazards arising from the use of machinery and methods for their elimination or reduction. This standard is still widely used but is gradually being superseded by European Standards. For example BS EN 294 is already available. The Dairy Trade Federation also publishes codes of practice on machinery safeguarding in relation to bottle fillers, de/re-craters, conveyors, stackers/de-stackers, cartoning machines, bottle washers, and crate handling machinery.
2.11 AdvicePersons in England and Wales who wish to engage in milk pasteurization on the individual farm should consult their local Council’s Environmental Health Departments in England and Wales. Advice may be sought from ADAS, an executive agency of the Ministry of Agriculture, Fisheries and Food (MAFF).In Northern Ireland advice should be sought from the Department of Agriculture for Northern Ireland, and in Scotland, from the Scottish Office, Agriculture and Fisheries Department, the Scottish Agricultural Colleges and the Local Authority District Council.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 9
Table 3 — Summary of statutory requirements for milk pasteurizationThe health rules for the production and placing on the market of pasteurized milk are laid down in EC Directive 92/46 of June 1992. Throughout the UK this Directive is implemented by the following regulations:
The Dairy Products (Hygiene) Regulations 1994The Dairy Products (Hygiene) (Scotland) Regulations 1994The Dairy Products (Hygiene) Regulations (Northern Ireland) 1994
Aspect Description Approvals/requirements
Registration, licensing, approvals and inspections
Production holding MAFF (England and Wales)Food Authorities (Scotland)DANI (N. Ireland)
Milk establishment Food Authorities (England and Wales)Food Authorities (Scotland)DANI (N. Ireland)
Health markDerogationsLabellingDistribution
Premises Working and storage area Hygienic construction and standardsSupply of potable waterPest control programmeFacilities for:
cleaning and disinfectionhand washing and personal hygienestorage of cleaning materialsstorage of packing materialsstaff changing roomswaste water disposal
Equipment Food contact surfaces Corrosion resistant, hygienic construction and standards.
Pasteurizer (HTST) Fitted with:automatic temperature controllerflow diversion valvethermograph with hot milk, cold milk and events pen
Pasteurizer (Batch) Equipment as approved by the Food Authority
Bottle washing Mechanical in operationFilling of bottles and cartonsa Filled and sealed automatically
Hygiene conditions Premises and equipment Well maintainedNo cross contaminationCleaned at least dailyOnly suitable disinfectants used.
Hazard analysis and critical control point (HACCP)
Critical control points:identifiedmonitoredcheckedrecorded
Staff Wear protective clothingProvide medical certificates when recruitedUndergo approved hygiene training
Markings on wholesale packagesb
Health mark Applied to all packages
Other marks To determine:nature of heat treatmentdate of heat treatmentstorage temperatureminimum durability date
a Derogation may apply for limited production.b Special dispensations may apply for returnable glass milk bottles.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
10 © BSI 06-1999
Section 3. Design, location and construction of dairy premises3.1 GeneralEnforcing authorities in the United Kingdom may vary in their interpretation of legal regulations but the following proposals are given for guidance on good practice based on experience of milk processing on the individual farm and in the smaller dairy.Attention is drawn to dairy legislation covering dairy premises. A well designed unit is needed to enable milk to be handled, processed or stored in such a manner as to prevent risk of contamination. In order to achieve this, separate units should be constructed, where practicable, to accommodate the following.
a) Separate milking house or parlour.b) Separate raw milk storage area.c) Separate pasteurizing and milk packaging room with storage room for clean bottles or single service containers and milk churns.d) Separate bottle and milk churn washing room with storage area for dirty bottles and milk churns.e) Separate refrigerated pasteurized milk storage.
It is not always possible, particularly when utilizing existing buildings, to provide separate rooms for items b) and c). Where these operations have to take place in one room there is nevertheless a need to separate the work areas used and to give careful consideration to a suitable and orderly workflow in order to limit the potential for cross-contamination. A separate access to each defined work area is also recommended.In the design of premises and allocation of space, consideration should be given to ancillaries without which it will not be possible to achieve efficiency in hygiene and operation. These include changing rooms, sanitary accommodation, refuse storage and space for services.
3.2 Situation of units at the producer processors’ premises3.2.1 Milking premises
The following should be observed.a) Milking premises should be sited so as not to present a risk of contamination and, in particular, milk should not be handled, processed or stored where it is liable to become contaminated or infected. No person should carry out any process of cooling, pasteurizing, bottling or packaging milk where the milk would be liable to contamination arising from any cowshed, byre, stable, manure heap or otherwise.
b) Adequate hand washing facilities in the milking premises should be provided.
3.2.2 Pasteurizing and packaging area
The following should be observed.a) Where possible, this should be a separate room from that used to wash bottles and milk chums and for their storage prior to washing.b) The entrance to the pasteurizing and packaging area should be sited away from the same yard area in which cows are held before or after milking or where other animals are kept, and yard areas should fall away from any access points to the pasteurizing premises.c) Direct access to this area by milking personnel should be prevented.d) Filling of bottles, single-service containers or milk churns may take place in this area.e) Clean bottles, milk churns and single-service containers sufficient for the immediate needs may be held in this area prior to filling.f) Dirty bottles and milk churns (i.e. those awaiting cleansing) should not be stored in this area.g) Suitable handwashing and hand drying facilities should be provided in this area.
NOTE Non-hand operable taps (e.g. knee or foot operated) and disposable towels are preferred.
3.2.3 Bottle, milk churn and crate cleansing area
The following should be observed.a) Where possible, the area for cleansing bottles, milk churns and crates should be a room separate from the pasteurizing and packaging area.b) The area should be sited so as not to present a risk of contamination of bottles and milk churns after cleansing.c) Dirty bottles, milk churns, crates and other equipment awaiting washing may be stored in this area.d) If storage of dirty bottles, crates and milk churns is in an uncovered area then it should be adjacent to the wash room and not part of the yard where cows are held or other animals kept. A raised area is preferable.
3.2.4 Storage rooms
The following should be observed.a) After filling, bottles, milk churns and single-service containers should be kept in a separate refrigerated store which will keep the temperature of the milk at 5 °C or below.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 11
b) The refrigerated store should be so constructed and sited as not to give rise to risk of contamination of the milk.c) Adequate dry clean storage for single-service containers, bottle caps and filter cloths should be provided.d) All clean bottles, milk churns and other containers should be stored in a clean place and protected from dust, dirt and contamination.
3.3 Situation of units in the small pasteurizing dairy3.3.1 Milk reception and raw milk storage
The following should be observed.a) Where possible, a separate area for milk reception and raw milk storage should be provided.b) The area for milk reception and raw milk storage should be sited conveniently to a made-up roadway suitable for milk delivery by road tankers.c) The area should be secure and covered, with adequate ventilation to remove exhaust fumes from milk delivery vehicles.
3.3.2 Pasteurizing and packaging area
The following should be observed.a) Where possible, the pasteurizing and packaging areas should be a separate room from that used to wash bottles and milk churns and for their storage prior to washing.b) Filling of bottles, cartons or milk churns may be done in this area.c) Clean bottles, milk churns and single-service containers sufficient for the immediate needs may be held in this area prior to filling.d) Dirty bottles and milk churns (i.e. those awaiting cleansing) should not be stored in this area.e) A wash-hand basin complete with suitable drainage, hot and cold water, soap, towel and nail-brush should be provided in the packaging and pasteurizing area.
3.3.3 Bottle, milk churn and crate cleansing area
The following should be observed.a) Where possible, the area for cleansing bottles, milk churns and crates should be a room separate from the pasteurizing and packaging area.b) The cleansing area should be sited so as not to give rise to risk of contamination of bottles and milk churns after cleansing.
c) Dirty bottles, milk churns, crates and other equipment awaiting washing may be stored in this area.d) If storage of dirty bottles, crates and milk churns is in an uncovered area, then it should be adjacent to the wash room. A raised area is preferable.
3.3.4 Storage rooms
The following should be observed.a) Pasteurized milk should be kept in bottles, milk churns, or single-service containers in a separate refrigerated store which will keep the temperature of the milk at 5 °C or below.b) The refrigerated store should be so constructed and sited as not to give rise to risk of contamination of the milk.c) Adequate dry, clean storage should be provided for single-service containers, bottle caps and filter cloths before use.d) All clean bottles, milk churns and other containers should be stored in a clean place and protected from dust, dirt and contamination.
3.4 General constructional recommendations3.4.1 Floors
Floor finishes should be non-slip, heat-resistant, non-absorbent, robust, easily cleaned and resistant to acids, alkalis and hot substances.A well laid quarry tile floor will meet most of these recommendations. Blue engineering bricks on edge give a very hard-wearing floor finish. Similarly a properly laid granolithic concrete floor will be satisfactory.Floors should be provided with a minimum fall of 1 in 60 to a properly trapped drainage system. A coving to the walls should be provided during construction.
3.4.2 Walls
Walls should be finished with a smooth, impervious and washable surface, free from any ornamental or other unnecessary projection and present a clean and hygienic appearance. Where possible, service pipes and conduits should be sunk into walls or fixed well clear of wall surfaces to facilitate cleaning.Walls should be well insulated, preferably including a vapour barrier to avoid condensation and deter infestation.
3.4.3 Ceilings
Ceilings or roofings should be non-absorbent, finished to a smooth surface and capable of easy cleaning.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
12 © BSI 06-1999
3.4.4 Lighting
Premises should have the best possible lighting without glare. This should be in the form of ceiling-mounted fluorescent lights giving an illumination of at least 300 lx, which should be increased to 500 lx at specific critical areas, e.g. filling and inspection. The fittings should be of plastics or of glass, covered with a plastics shield so as to prevent fragments of glass entering milk and milk products.
3.4.5 Ventilation
The ventilation system should be designed with the following in mind.
a) The air should be maintained at a temperature and humidity which will prevent condensation as far as practicable and assist in keeping milk rooms cool in summer.b) Dust, dirt, insects and vermin should be excluded, particularly from clean areas.
The ventilation requirements will depend on the purpose for which the room is used but in any room some degree of mechanical ventilation is desirable. Particular attention should be given to areas where steam occurs.Intake points and the direction of the air flow should be planned to avoid risk of contamination of milk by dust, external fumes, etc.Canopies, if used, should be of the open-tent type and preferably constructed of polished alloy.Ventilation ducts inside premises should be fitted flush with the walls or ceiling or positioned to allow effective cleaning. Duct inlets should be proofed against insects and not sited near dusty places.
3.4.6 Joinery, doors and windows
All internal joinery work should be of simple design and finished to a high standard of workmanship. A high gloss surface is required. Unplasticized polyvinyl chloride (UPVC) surfaces are preferred for doors, windows, etc.
Windows should preferably be of the hopper type with inward opening lights. Ideally all windows should have fly screens fitted to the outside which should be removable for cleaning purposes and the sills should be sloping.All doors should be flush finished on the interior side, capable of easy cleaning and should be protected on both sides by non-corroding metal kick plates to prevent damage which may provide access for rodents.
3.4.7 Services
Services should be installed using suitable piping, lagging and conduits to facilitate cleaning and maintenance. Service lines should be positioned to minimize potential contamination to the product and minimize hazards in the workplace.
3.4.8 Water supply
Considerable quantities of hot and cold water are needed. If cold water storage is required the tanks should be kept covered and protected from extremes in temperature and from vermin. An overflow should be piped to discharge outside the building and in such a manner that any discharge is readily seen.The water used in the pasteurizing premises should be clean water (see 1.3.7). The water should be microbiologically tested at least twice a year and especially following cleaning and disinfection of water storage tanks.In cases where the total water hardness exceeds 150 p.p.m. (CaCO3) (see BS 2690-109:1984) an ion exchange water softener is recommended for all water where heat treatment, cleaning or rinsing is involved.Storage tanks of adequate capacity should be provided to ensure at least one day’s supply in case of supply failure. The tanks and contents should be inspected at frequent intervals and emptied, cleaned and disinfected as necessary and at least once per year.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 13
Section 4. Components and functions of equipment used for milk pasteurization on farms and in small dairies4.1 Holder (batch) pasteurization4.1.1 General
The holder (batch) method for the pasteurization of milk is permitted. It is a practical alternative to continuous flow HTST pasteurization only where small quantities of milk, e.g. up to 1 000 l per day, are being processed. There may be circumstances in addition to those of scale where this process has advantages.The process consists of heating milk to between 62.8 °C and 65.6 °C and retaining it between these temperatures for at least 30 min.
4.1.2 Basic components of a batch pasteurizer for milk
4.1.2.1 A vessel of stainless steel is needed within which the milk is heated to a temperature within the legally permitted range, maintained at that temperature as required and subsequently cooled.The vessel should incorporate an insulated outer jacket through which the necessary heating and cooling media can flow.The heating medium may be either steam at atmospheric or low pressure or water heated by steam, electric or gas heating devices. The cooling medium may be either mains water, chilled water or a mixture.The heating and cooling media can be applied to the outer surface of the vessel either by being passed continuously through the jacket or by spraying on to it. Additional cooling after treatment may be effected by passing the treated milk through a plate heat exchanger.4.1.2.2 An agitator, usually fitted vertically and which rotates continuously during pasteurization, is necessary to give rapid and uniform heating of the milk. To avoid butter fat damage, slow speed large diameter paddles are used.4.1.2.3 Thermometers should be fitted to indicate the temperature of the heating medium in the jacket and the milk in the vessel.4.1.2.4 A recording thermometer is recommended for evidence of correct pasteurization and associated cooling temperatures.4.1.2.5 A temperature control device is needed which automatically regulates the heating of the milk to pasteurization temperatures and the subsequent retention at these temperatures for the holding period and cooling. This device is essential for legal reasons and should be fitted in such a way as to ensure consistent safe operations.
4.1.3 Sequence of operations
Milk is admitted to the disinfected pasteurizer vessel and heated by hot water in the jacket. The milk is thoroughly but slowly mixed by the agitator during heating and subsequent operations.The temperature of the milk is held between 62.8 °C and 65.6 °C for a minimum of 30 min before cooling is commenced either in the vessel or externally.The pasteurized milk should be cooled to a temperature not higher than 5 °C.
4.2 HTST (continuous) pasteurization4.2.1 General
Heating and cooling duties according to the legal regulations for pasteurized milk are carried out continuously in plate heat exchangers.Groups of high grade stainless steel plates resistant to the corrosive effects of coolants and chemical disinfecting agents are clamped vertically in a frame between a fixed head and a movable follower which allows the plates to be slackened or removed for inspection, etc.The plates are separated by gaskets of synthetic rubber which are securely fixed in grooves. The gaskets form seals at the outer edges of the plates and around two of the four ports in each plate so that the milk and the heating or cooling water are distributed across opposite sides of the plate. The plates are grouped in sections for heating, cooling and regeneration (heat recovery where heat is transferred from the hot pasteurized milk to the cold raw milk). Connector grids provide inlet and outer ports for the various liquids and separate one section from the next.Gaskets are designed to give a double seal between the liquid streams and make intermixing impossible between milk and water, or between pasteurized and unpasteurized milk.The interspace, or gap, between seals is vented to atmosphere so that in the unlikely event of gasket failure, leakage is to the outside and a visual indication of the fault is produced.
4.2.2 Components of HTST plants
4.2.2.1 The normal components of the milk pasteurization installation are shown in Figure 1 and comprise the items listed in 4.2.2.2 to 4.2.2.9.4.2.2.2 The plate heat exchanger (see Figure 2) comprises regenerative, heating and cooling sections, of a capacity chosen to suit the daily processing requirements. Plate heat exchangers for the pasteurization of milk vary in capacity from around 225 l/h to around 50 000 l/h.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
14 © BSI 06-1999
4.2.2.3 A balance tank (see Figure 3), provides a constant head of milk to feed the milk pump, and receives any milk rejected during diversion. It can also be used as the header tank for the circulation of solutions during cleaning in place. The level is maintained by a float-operated valve which provides shut-off against the milk supply. All interior and exterior surfaces should be polished and crevice-free.NOTE A balance tank may not always be fitted to certain models of small heat exchangers.
4.2.2.4 A centrifugal milk pump should be constructed of stainless steel and to a design which will ensure sanitary conditions. The pump passes milk, cleaning liquids, disinfecting hot water, or rinse waters through the system as appropriate.4.2.2.5 A flow control unit (see Figure 4) regulates the flow of milk to the plate heat exchanger, irrespective of fluctuations in pressure or head on either suction or delivery side. It thus performs the essential function, where a centrifugal pump is used, of ensuring a constant rate of milk and eliminating fluctuations which would cause variations in holding time and possibly in temperature.Milk enters at the inlet, passes through a strainer to the shaped ports in the shell and continues upwards past the control disc. If the flow increases, the disc is lifted and the plunger rises to reduce the area of the ports and so restrict the flow.A specified rate of flow can thus be maintained with any particular control disc. Should a different rate be required the control plunger, with its spindle and disc, can be removed and a different one substituted.In some simple small installations a preset restrictor or orifice plate may be used to control the amount of milk passing through the heat exchanger. In these circumstances, especially if no balance tank is fitted to reduce the variation in flow rate, there is a need to calculate the throughput in relation to the designed maximum flow rate.Phosphatase test failures of skimmed milk but not of whole milk can result if preheated milk is passed through a cream separator and back to the pasteurizer in the absence of adequate flow control mechanism. While operating under these conditions the flow controller should be checked to see that it is in position and a test of the holding time and temperature should be carried out.4.2.2.6 A hot water set (see Figure 5 a) and Figure 5 b) is heated and circulates the water through the plate heat exchanger to raise the milk to pasteurization temperature.
The water circulating pump is normally located immediately below on the floor. This compact and simple arrangement keeps pipelines to a minimum, thus reducing heat loss. The small amount of water in circulation ensures a rapid response to changes in temperature.Steam injection is controlled by a diaphragm valve operated via a temperature controller in the panel. This is actuated by a resistance thermometer in the mixing vessel. Variations in the water temperature produce an immediate response in the diaphragm valve, and consequently in the amount of steam injected. The water temperature is thus maintained within very narrow limits.The steam line is provided with the necessary reducing and relief valves, and gauges.Electricity may be used instead of steam to heat the water required for pasteurization. In this case immersion heaters, adequate for the pasteurization rate, are positioned in the tank of the hot water set.In one design of plant the closed circuit for electrically-heated hot water circulation includes the cell in which the milk is held for a minimum of 15 s at pasteurization temperature.Vacuum steam heating is an alternative to hot water as a means of heating the milk.4.2.2.7 A filter or clarifier is supplied either as a free-standing or plant-mounted component depending upon the type of installation.Where there are two filter chambers, cloths may be exchanged without interrupting the processing run. Each chamber contains a tube-shaped filter cloth supported on a double cylinder of perforated steel which is easily accessible.4.2.2.8 A flow diversion valve (FDV) (see Figure 6 a) and Figure 6 b) and thermograph (see Figure 7) are needed. The flow diversion valve assembly and the thermograph together should provide a complete recording and safeguarding system. The thermograph, situated in the control panel, gives an automatic and permanent record of every operation of the plant from sterilization at start-up to final detergent circulation. It records not only temperatures but also every interruption of the normal run such as a diversion.The thermograph is operated by a resistance thermometer located in the milk stream after the holder. The flow diversion valve assembly is automatically actuated if the temperature of milk falls below the preset level. Response is virtually instantaneous and guarantees that no unpasteurized milk goes forward.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 15
For cleaning purposes, and during start-up or shut-down, the plant is fitted with a manual override to avoid energizing the flow diversion valve. It is most important, however, that the machine is in automatic mode with the safeguards on while milk is being pasteurized. Regulations stipulate that thermographs are fitted with a safeguard “event” pen which records the position of the “auto/manual” switch throughout the operating cycle of the plant.Consisting of either a pair of standard on/off operated valves, or, for specified plants, a single changeover valve, the flow diversion valve assembly uses direct air or electrically operated solenoid for forward flow and spring pressure for diversion, so that any failure of air or electricity moves the valve into the diverted position. Diverted milk is bypassed to the balance tank for recirculation until the correct pasteurization temperature is restored.A green light on the control panel indicates that all is in order, while on a diversion a red light shows and an alarm sounds.4.2.2.9 A holding time device is a means of ensuring that the legal minimum time of exposure to the pasteurization temperature is achieved. Holding is most commonly achieved by means of external holding tubes which ensure that the milk will be held at pasteurization temperature for a minimum of 15 s before passing to the first stage of cooling.
4.2.3 Sequence of operations
Raw milk flows from the storage or receiving tank to the balance tank in which a constant level is maintained by a float valve.The milk is pumped at the rate regulated by the flow controller (or positive pump) to the regenerative section of the plate heat exchanger. In this section the raw milk is pre-heated by the pasteurized milk leaving the holder section, the returning pasteurized milk being itself partly cooled. The pre-heated milk passes to the filter then to the heating section where the temperature is raised to just above the legal minimum temperature by the circulation of hot water. Pasteurizing temperature and diversion are recorded continuously during operation.The milk at the pasteurization temperature flows through the holding tubes and should the flow diversion assembly and temperature controller sense that the milk leaving the holding section has fallen below the minimum pasteurization temperature it is automatically diverted back to the balance tank.
After the holding period of not less than 15 s the pasteurized milk returns to the plate heat exchanger for cooling by regeneration, cold water, and finally by chilled water or other coolant. Cooling by regeneration results in the milk being reduced in temperature to around 9 °C to 12 °C depending on the type of plant and other factors including the temperature of the raw milk.The additional cooling should reduce the temperature of the pasteurized milk to between 3.5 °C and 5 °C.The temperature of the pasteurized milk is recorded before it passes to the storage tank and/or packaging equipment.
4.3 Continuous flow shell and tube heat exchangersThis type of heat exchanger consists of two concentric tubes in which the liquid to be heated or cooled flows through the inner tube and the heating/cooling medium flows continuously in the opposite direction through the annular space between the inner and outer tubes.In developments of this type of heat exchanger, infra-red radiation has been used commercially for small-scale pasteurization. The infra-red radiation is generated by electrically-heated elements.In one type of plant the elements are coiled within a quartz tube with the milk flowing through the annulus between the tubes, while in another commercial type of plant the elements are coiled round the quartz tube through which the milk flows.In plants of this type the cold milk is pumped to the regeneration section where it is heated by the exchange of heat from the hot milk passing in the opposite direction. The partly warmed milk then passes across the infra-red radiation elements where in a few seconds it reaches the pasteurization temperature of 72 °C and is held at that temperature for the minimum holding period of 15 s in a series of holding tubes, before preliminary cooling in the regeneration section and final cooling by chilled water in the final bank of tubes. Two solenoid-operated valves are fitted, one at the end of the holding section, and the other at the diversion point. Both operate if the pasteurization temperature is not obtained; one opens the diversion pipe taking the under-heated milk for recirculation. The second solenoid-operated valve shuts off the flow of the milk to the regenerative cooling section.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
16©
BS
I 06-1999
Figure 1 — Components of a continuous flow HTST milk pasteurization system
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 17
Figure 2 — General arrangement of a plate heat exchanger
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
18 © BSI 06-1999
Figure 3 — Balance tank of HTST pasteurizer
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 19
Figure 4 — Example of a HTST pasteurizer flow control unit
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
20 © BSI 06-1999
Figure 5 — Components of a hot water set a) electrically heated
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 21
Figure 5 — Components of a hot water set b) Steam heated (concluded)
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
22©
BS
I 06-1999 Figure 6 — Pneumatic operated flow diversion valve
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 23
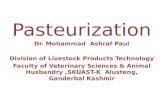
Key
1. Start up. Plant is switched on at 0600. Control switch is turned to “clean” or “manual” position.
2. Disinfection. This plant has been disinfected prior to use with a 20 min circulation of COLD water containing 50 mg/l of available chlorine, discharged to waste before applying heat. Where steam is available HOT disinfection of the whole plant is preferred such that the hot pen records at least 80 °C for 20 min.
3. Normal running. Plant reaches pasteurizing temperature of 72 °C at 0700. Control switch is turned to “auto” or “run” position. Safeguards (event) pen moves to the middle position. Raw milk is admitted to the plant. Pasteurized milk is cooled to 5 °C.
4. Diversion. At 0845 the temperature of the milk falls below 72 °C resulting in the milk being diverted. Diversion lasts for 30 min. The safeguards pen records this event in the lower position.NOTE 1 Flow diversion would normally last for a shorter period. The time of 30 min is used for diagrammatic purposes.NOTE 2 It is recommended that the flow diversion value is tested daily for correct operation in the early stages of the process run.
5. Normal running. At 0915 the temperature returns to 72 °C and the plant resumes its normal running for another 1¾ h. The safeguards pen returns to the middle position.
6. Detergent circulation. At 1 100 pasteurization ceases, the plant is shut off and the filter and flow controller removed. Control switch is turned to “clean” or “manual”. The safeguards pen moves to the upper position. At 1 108 detergent circulation starts and is maintained at 86 °C for 40 min. Control switch is turned to manual/divert for 10 min to clean the FDV.
7. Shut down. At 1 150 the plant is rinsed out and switched off.
Figure 7 — Illustration of a thermograph chart
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
24 © BSI 06-1999
4.4 Choice of pasteurizing plant, commissioning, pre-production tests and preliminaries4.4.1 Choice of plant
When planning pasteurizing operations a decision should be made on the system which is most suitable to the intended scale of operations and other factors.Advice should be sought on all aspects of milk pasteurization equipment and installation and only those types of plant which have been approved by enforcement authorities should be considered. Visits should be made to a number of installations with a proven record of effective pasteurization over a substantial period of time.Pasteurization plant should only be purchased from reputable equipment suppliers. The purchaser should satisfy himself as to the supplier’s warranty of the ability of the equipment with regard to current legislation covering the production of a safe pasteurized milk supply as well as installation, servicing, fault finding and maintenance provision.
4.4.2 Commissioning
4.4.2.1 General
Competent engineers and electricians should set the plant up correctly. The operator should be given an instruction booklet which clearly lays out the method of starting up, shutting down, cleaning and disinfecting the plant. Practical training should be provided by the installer. Any subsequent staff engaged in the operation of the plant should be given full training and should be conversant with operational instructions.To ensure efficient operation and management the operator should be aware and familiar with the pasteurizer instrumentation requirements, as follows.
a) Any thermometer, dial or digital display of temperature should be clearly visible and accessible to the operator.b) An accurate reference thermometer should be available on site. Such thermometers may be mercury-in-glass, alcohol-in-glass or digital electronic and should have clear graduations at least every 0.2 °C.c) All pasteurizers should be fitted with a thermometer having spaced graduations at least every 2 °C, so as to indicate the temperature to which the milk is heated (hot indicating thermometer).d) All pasteurizers should be fitted with a thermometer so as to indicate the temperature to which the milk is cooled (cold indicating thermometer).
e) All HTST pasteurizers should be fitted with an automatic and continuous recording and indicating device (thermograph) to provide permanent records of the following:
Tracings obtained from the hot pen and event pen should operate within the same “time arc”.The recording charts should be marked with graduations at least every 2 °C, adequately spaced to give clear readings, dated and preserved.NOTE Reference should be made to appropriate legislation.
f) All HTST pasteurizers should be fitted with a flow diversion valve which is accurately set to activate should the milk holding temperature fall below 71.7 °C. The position of this valve should ensure all milk is diverted when activated.g) All HTST pasteurizers fed by a centrifugal pump should be fitted with a flow control valve or restrictor limiting the milk flow rate within the designed plant capacity, regardless of any changes of pressure before or after the point where it is fitted.
Regular checks and calibration of all instrumentation referred to in a) to g) are essential to produce milk of good quality. Attention is drawn to the regulations covering checking and calibration. (See section 5.)
4.4.2.2 Commissioning checks
The following checks should be made.a) When the plant is run, even on water, the time used on forward flow, e.g. 1 h, or part thereof, should produce the volume per hour or part thereof to design specification. Flow can be measured easily by using calibrated milk churns.b) It is important to know the exact capacity of the plant, first to calculate the detergent concentration, and secondly to ensure that the correct quantity of water or milk is flushed out when starting up or shutting down the plant. The quantity of fluid left in the balance tank should be subtracted from the manufacturer’s capacity figure to get a more exact figure for flush out at the beginning or end of the operation.
Temperature during pasteurization
(Hot pen)
Temperature upon final cooling (Cold pen)
Flow divert activity (Event pen)
— Mode of operation: manual or automatic
— Milk flow diversion
Plant cleaning: temperature and time
(Hot pen)
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 25
c) The accuracy of the chart readings should be checked against the indicating thermometers at each process run.d) The plant indicating thermometer should be calibrated regularly against either:
1) a mercury-in-glass thermometer conforming to BS 593:1989 Series A, B or F and should hold a current traceable NAMAS Certificate1).
or:2) other thermometers, e.g. electronic, having at least an equivalent accuracy.
During the trials a number of measurements should be made.
i) Measurement of the flow rate of the milk during the test.ii) Measurement of the minimum holding time by a recognized test method.iii) Measurement of the pressure of the milk at different points in the installation in order to be able to calculate the differences in pressure between raw and pasteurized milk.iv) Recording of the length of the complete plate pack in order to judge the changes which take place during the service life of the pasteurizing installation.
Samples should be taken aseptically of the raw milk and the heat-treated milk and these should be tested for comparison purposes. Table 2 gives a summary of the statutory limits in the appropriate dairy legislation.The heat treated milk sample should be taken at the end of the cooling section of the pasteurizer if possible. If this is not possible, the sample should be taken from the discharge point.Attention is drawn to the statutory limits concerning the minimum holding time and the pasteurization temperature.From the results of comparative phosphatase tests the safe operating temperature of the pasteurizer can be determined. To provide a safety margin above the phosphatase limit the temperature settings may be increased by 1 °C and 0.5 °C respectively for the operating temperature and flow divert system.In the case of non-homogenized milk the temperature margin above the phosphatase limit should be not greater than necessary, to prevent damage to the cream line formation.
As part of the pre-production tests, an inspection of the operating instructions should be carried out. The written instructions and guidance provided by the installer should clearly indicate how the pasteurizer operator should act at the start of pasteurization, during the operation, in the event of a flow diversion or stop of flow occurring, as well as during the shut-down, cleaning and disinfection of the plant. The written instructions and guidance should also cover the recording of the essential temperatures and simple inspection and maintenance procedures.The determined pasteurization temperature and flow diversion temperature should also be included in the operating instructions.Sale of pasteurized milk should only be started when the dairyman, installer and the enforcement authority officer are satisfied that the installation is operating satisfactorily (considering statutory requirements and production of a high quality product).At commissioning, the accuracy of the readings of the pasteurization thermometer and the cooled milk thermometer should be checked by comparison with a calibrated glass thermometer sited close to the plant thermometer that is being inspected and checked.
4.4.2.3 Follow-up checks
The installing dairy engineer should check all instruments after 1 month and then after 6 months in service as follows.
a) Check that the flow diversion valve opens at 71.7 °C on a rising temperature.
1) NAMAS certificates are available from the National Measurement Accreditation Service (NAMAS), National Physical Laboratory, Teddington, Middlesex TW 11 OLW.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
26 © BSI 06-1999
b) Check the accuracy of the thermometer recording the temperature of the milk leaving the plant and record it.c) Re-check the flow diversion valve to see that the valve closes at 71.7 °C on a falling temperature.d) Take samples of milk for the phosphatase test at the beginning, middle and end of a run and submit them to a competent laboratory for testing.
Further samples from further consecutive processing runs may be required by the enforcement authority.Samples of milk at the beginning and the end of a run should be analysed for quality purposes.A system of maintenance should be drawn up with the dairy engineer responsible for the installation (see section 5).The dairy engineer should be asked to recommend the necessary spares which should be carried to make normal repairs. All spares should be kept clean, dry and free from detergent or oil contamination.
4.4.3 Pre-production tests and warranty
The processor should ensure the installer makes pre-production tests of a new pasteurization installation or of an installation which has undergone major modifications or refurbishment. The installer should be required to guarantee that the components of the pasteurization system are in sound condition. This is particularly important where some or all of the components have been used before.Pre-production tests should only be applied when inspection and adjustments based on check tests with water have been satisfactorily completed.Sufficient bulk raw milk should be available for a minimum of six test runs of the pasteurization installation.The raw milk bacteriological standard is given in the relevant Dairy Products (Hygiene) Regulations 1994.The pre-production tests are performed with milk at the full nominal processing capacity of the installation with a minimum of six heat treatment temperature adjustments ranging from some degrees above to some degrees below the expected phosphatase-negative temperature.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 27
Section 5. Pre-processing operations (reception, storage) and milk handling before pasteurization5.1 GeneralMilk as drawn from the healthy cow can be expected to contain relatively few bacteria.At the time of milking and during subsequent handling on the farm, bulk collection and delivery to the dairy and while stored at the dairy prior to pasteurization, raw milk becomes contaminated with micro-organisms dependent upon the standards of hygiene which have been applied in cleaning and disinfecting the contact surfaces with which the milk comes into contact.Further factors which influence the bacterial numbers prior to pasteurization are the length of time from production until processing and the temperature of milk until it is pasteurized.The hygienic quality schemes operated by milk buyers in the United Kingdom are intended to encourage milk producers to supply raw milk of a good hygienic quality covered by legal regulations and meeting market requirements.Specifications agreed by the dairy industry for tanker loads of raw milk are intended to assure the dairy establishment that the quality of the raw milk received for processing is satisfactory for production of a high quality pasteurized milk.
5.2 Raw milk qualityAn important part of current legislation is that concerning the prescribed bacteriological quality of milk intended for pasteurization. The statutory requirement throughout the United Kingdom is that in the 2 months prior to pasteurization of an individual farm milk supply, or of a bulk supply of milk, a minimum of two plate count tests will have been made each month on samples of the individual farm supply and of the farm supplies making up the bulk supply and the geometric average of the plate counts will not have exceeded 100 000 bacteria per millilitre.Records of the results of plate count tests made by a competent laboratory on the samples of milk from the individual producer’s milk supply have to be retained for 3 months for inspection by the local authority or other enforcement authority.In the case of the bulk raw milk delivered to a dairy establishment the vendor of such milk should provide a warranty of the quality based upon sound hygienic quality schemes. If an individual farm supply, which is a normal component of a bulk supply intended for pasteurization, fails the prescribed quality standard, the offending supply should be diverted from use for pasteurization until the quality is restored.
5.3 Bulk milk suppliesOccupiers of dairy establishments should test bulk supplies of raw milk in accordance with a systematic and efficient quality control programme.For dairy establishments of any size the temperature of raw milk on reception is vital information and all tanker loads should be tested. The milk producer has to cool the milk immediately after milking and maintain it at 8 °C or less for daily collection or 6 °C or less if not collected daily.Upon acceptance at a dairy establishment (unless heat treated within 4 h) milk should be cooled to 6 °C or lower and maintained at that temperature until heat treated.
5.4 Protecting milk quality5.4.1 General
Where raw milk is not treated within 36 h of acceptance, the legal requirement is that a further test should be carried out on such milk before it is heat treated. If it is found that the plate count of that milk at 30 °C exceeds 300 000 per millilitre, then such milk cannot be used for the production of heat-treated milk. The holding of raw milk is unlikely to be a normal practice in small dairies but might occur in unusual circumstances.During storage there is multiplication of some of the bacteria present, the rate of growth being affected by time/temperature conditions. The bacterial count of raw milk prior to pasteurization is determined by the number of bacteria in the original milk at the farm, the additional bacteria gaining access to the milk from the surfaces of the refrigerated farm tank, the collection tanker and ancillaries and the storage tank at the dairy.The recommendations in 5.4.2 to 5.4.3 are made for the pre-pasteurization operations to limit deterioration of raw milk.
5.4.2 Producer retailers, producer processors
All storage vessels including the refrigerated farm tank should have been properly cleaned and disinfected as described in BS 5305:1984 before use.The appearance, smell and taste of milk produced on the farm and any additional supplies purchased should be checked.Checks should be made to ensure that the milk is properly cooled after milking and held below 5 °C until pasteurization.The milk should be thoroughly mixed before pasteurization so that the fat content of the milk is uniform throughout the run.All equipment used for milk handling and storage should be disinfected immediately before use.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
28 © BSI 06-1999
All equipment should be cleaned immediately after use so that milk residues are not allowed to build up on the plant surfaces.
5.4.3 Dairy establishments
The milk should be inspected prior to acceptance and off-loading, in accordance with industry standards. As a minimum, the following tests on all tanker loads should be undertaken and the delivery of milk accepted only if the results are satisfactory.
a) Check that the appearance, and smell and taste (see note) are typical of pure new milk; sweet, clean and marketable.NOTE To avoid the risk of infection, it is advisable that raw milk is not tasted as part of a reception procedure for milk supplies. Milk should be tasted only after it has been laboratory-pasteurized and cooled.
b) Check the temperature of the milk and follow the procedures agreed with the appropriate milk supplier if the temperatures are unsatisfactory.Since few storage tanks have refrigeration, the milk needs to be at low temperature before filling in to the tank.
Provided the milk is of acceptable quality, the supply should be pumped to a storage tank which has been thoroughly cleaned and disinfected by the procedures described (see section 11). If the tank has been disinfected by heat it is essential that the tank has been vented and cooled before use.The milk should be pasteurized as soon as possible after reception keeping overnight stocks of raw milk to the minimum and at a temperature not exceeding 5 °C.The milk in the storage tank should be mixed thoroughly before pasteurization to ensure uniform fat levels in the milk throughout the run.Pre cooling milk immediately before pasteurization to a set temperature (e.g. 2 °C to 3 °C) helps reduce the temperature of the final product and ensures process consistency.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 29
Section 6. Operation of pasteurizing plant
6.1 Operating procedures6.1.1 General
Operating methods vary according to the type of plant, its design and the degree of automation of its control systems. Instruction manuals of plant manufacturers are generally comprehensive and details from them need to be incorporated into plant procedures.Typical operational procedures for the two main types of plant, the batch type and the continuous HTST type, are outlined in 6.1.2 and 6.1.3, but actual procedures will vary, reflecting variations in detail for specific plants from different manufacturers.Factors which require to be taken into account in order to ensure the efficient operation of a plant are:
a) an adequate supply of water, steam and other services;b) suitable accuracy and adequate reliability of control equipment and instrumentation;c) adequate maintenance of electrical and mechanical equipment;d) adequate training and supervision of operating personnel;e) correct cleaning, disinfecting and processing procedures;f) laboratory control checks.
In addition to ensuring efficient plant operation attention is drawn to the statutory requirements relevant to pasteurization plants including that:
1) the temperature programmes for plants, either batch or continuous types, and the final temperature to which the milk is cooled after heat treatment are met and that records of such temperatures are kept;2) provision is made for diverting the flow automatically of any milk in a continuous plant which has not reached the pasteurization temperature and that a record of the operation of the diversion flow valve is kept;3) tests are applied to the final pasteurized product to ensure that it has been adequately heat treated (phosphatase test) and to ensure the maintenance of plant hygiene and final milk (microbiological tests).
6.1.2 HTST plant
6.1.2.1 General
The procedures outlined in 6.1.2.2 to 6.1.2.6 apply to a plate pasteurization plant with a control unit as illustrated in.
6.1.2.2 Start-up
Prior to disinfection (see section 11), assemble the plant completely, including connecting pipework. Thermometers and thermographs should be in position.
6.1.2.3 Disinfection
Disinfect the assembled plant using either steam, hot water or chemical solutions. Where hypochlorite is used as a disinfectant, it is strongly recommended that the solution should be circulated cold in order to minimize corrosive action on the stainless steel plates. In any event, the temperature of the hypochlorite solution should not be greater than 40 °C. See item 5) in 8.4.2.3 and note 3 to 11.5.3.2.
6.1.2.4 Processing of milk
6.1.2.4.1 Plant with drainage facilities
After disinfection and rinsing as necessary, stop the plant and shut down services. Open all vents and drain plugs, loosen pipe joints at low level and slacken off the heat exchanger. Loosen filter covers if necessary. Allow to drain.When the plant has drained completely, tighten up all joints, fit the filtercloths and turn one of the filters to the “open” position.Activate the safeguards by setting the auto/manual switch to “auto” or the clear/run switch to “run” and ensure the direct set pointer is to the required diversion temperature. Turn on the mains and fill the hot water set. Turn on the milk supply, the product and hot water pumps and the cooling water supply (where fitted turn on the air and/or steam supplies).NOTE If brine or propylene glycol is used as coolant, do not turn it on until after the milk has passed the diversion valve to avoid danger of freezing.
When the milk starts to discharge, close the drain and vent plugs.Turn the set pointer of the product temperature controller to the required position above the diversion temperature. Forward flow should occur when the pen passes the diversion set point and the alarm will sound. Switch off the alarm or set to “mute”.Check that all heating and cooling temperatures are correct and that the chart records agree with the indicating thermometers. Check that any pressure gauges fitted read normal for the control conditions.Take a sample of the milk for test purposes.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
30 © BSI 06-1999
6.1.2.4.2 Plant without drainage facilities
In small pasteurizing plants in which there are no drainage facilities, the following procedures should be used after disinfection and rinsing.
a) Do not stop the plant but with the auto/manual switch at “auto” allow the outlet to run to waste whilst maintaining a supply of additional mains water to the balance tank.b) Set the pointer of the temperature control to the required pasteurization temperature. Fit the filtercloths (where appropriate) and turn on the coolant.c) When the correct pasteurizing temperature has been established allow the balance tank to run almost dry and then start the milk supply. After sufficient time has elapsed for the plant to be completely free from water, milk is allowed to enter the pasteurized milk storage tank. This is done by operating the plant outlet valve.
6.1.2.5 Running
When the temperatures have stabilized and the milk is flowing freely, check the thermograph readings against the preset indicating thermometers for the hot and cold sections.Each of the indicating thermometers should be checked regularly against a calibrated reference thermometer and any corrections recorded on a label attached to each indicating thermometer. The temperature at which diversion occurs should be checked daily during cleaning and disinfecting.The operator should be familiar with the readings required and the normal variations to be expected for all thermometer and pressure gauges throughout the plant so that a continual check can be made of operating temperatures. Any deviations may indicate a fault condition. Statutory requirements stipulate that records have to be kept of thermograph charts showing processing temperatures (see 2.7).During processing an approximate value of the holding time can be obtained from the average flow rate, i.e. the total volume of milk pasteurized divided by the total running time. The processor should seek validation, confirming that the plant is designed to ensure that a minimum 15 s holding time is achieved at a specified flow rate.A change which may affect the flow rate is the choking of filter cloths by debris. Filter cloths should be changed if the raw milk inlet pressure rises by 20 kPa above that normal for a clean cloth or at a frequency dictated by experience.During any pasteurization run the milk pump should not be allowed to run dry.
6.1.2.6 Shutting down
6.1.2.6.1 General
It may become necessary to shut down a pasteurizing plant in normal operations because of either a shortage of milk supply or lack of storage capacity for the product or for cleaning.It may also become necessary to shut down because of an emergency situation. Factors which may give rise to emergencies include:
a) failure of supply of services, e.g. complete or partial failure of water supply, power failure or coolant supply;b) breakdown of equipment such as the drive motor, refrigeration plant, or controllers of recording instruments or their air supply;c) blockage of flow controllers, freeze-ups, etc.
The duration of the shut down may be of short duration (not more than several minutes) or of long duration (several hours).It is important in either case that milk in the holding section of the heat exchanger which has been underheated be not allowed to pass to the cooling section.If the flow of milk is stopped, the heating should be immediately turned off to avoid burning-on and when brine or propylene glycol is used as coolant it should be turned off to avoid freeze-up.
6.1.2.6.2 Shut down of short duration
Proceed as follows.a) Switch on manual divert to return milk to the balance tank or raw milk inlet.b) Turn off the supply of heat to the hot water set (steam or electricity) and, if possible, fill with cold water.c) As soon as the plant is cool, stop the milk and hot water set pumps.d) To recommence processing restart the milk and hot water set pumps and turn on the steam water and coolant supplies.
6.1.2.6.3 Shut down of long duration
The milk remaining in the plant needs to be flushed out with clean water. The general procedure for this is as follows.
a) Turn off the raw milk supply.b) Allow the balance tank to become almost empty of milk and then run clean water into it until the discharge is clear.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 31
c) Manually turn the outlet valve from the pasteurizer to allow the water which follows to run to waste. Alternatively the valve may be operated automatically using the electrical conductivity of the outflow to control the switching.d) When the last milk has flowed out turn off the hot water energy supply (unless cleaning is to commence immediately) and coolant. If brine is used as coolant, it is essential to drain and rinse the brine section to avoid corrosion of the plates.e) Turn the auto/manual switch to “manual” or the clean/run switch to “clean”. Stop the milk and hot water set pumps as soon as the outlet flow is clear.
Following the shutdown and before processing of milk is resumed it is essential that the plant be cleaned immediately and that it be thoroughly disinfected immediately preceding any new processing run. The length of time for which a plant may be run before it is shut down for routine cleaning has to be determined from experience but it is normally at least 5 h.
6.1.2.6.4 Emergency shutdown
In the event of power or pump failure, it is important that the plant be cooled as quickly as possible to avoid “burning on”. Mains water from a hosepipe should be forced through the plant, if necessary, to remove all residues of milk.
6.1.2.7 Action on freeze-up
When brine or propylene glycol is used as the coolant, occasional accidental freeze-ups may occur in the cooling section of the heat exchanger. The following remedial action should be taken.
a) Turn off the coolant and cooling water if used to clear the blockage.b) If carrying out item a) is not effective, stop the milk pump and turn off the steam supply.c) Connect the cooler outlet to the balance tank and drain the brine from the cooling section.d) Connect a supply of water to the brine drain and flush until water flows out of the top of the brine service pipe.e) Turn on the steam and milk pumps.f) When the brine section has thawed, allow water to drain from the brine side and then close the vents and drainage points.g) Turn on the brine or propylene glycol and restart.
6.1.2.8 Fault finding in HTST control systems
Manufacturers of pasteurizing plants should provide procedure charts for fault diagnosis which should include:
a) symptoms and possible causes;b) checks to be carried out by the operator;c) remedial action required.
6.1.3 Holder (batch) plant
6.1.3.1 Start-up
Pre-clean all parts of the plant including connecting pipework and any associated equipment with which milk may come into contact. Disinfect the plant immediately before processing. Drain completely and rinse as necessary. After drainage, ensure that all joints and connections are tightened.
6.1.3.2 Processing
6.1.3.2.1 Filling
Close the outlet of the pasteurizing vessel and fill with cold milk to the working level. Preheated milk may also be used, in which case the surfaces of the vessel should also be preheated. Contact with raw milk with surfaces not to be heated such as the underside of the vessel cover and outlet pipes should be avoided. Unless the raw milk inlet and outlet pipes are equipped with means to avoid forward passage of unpasteurized milk, it is strongly recommended that the outlet pipe be disconnected.
6.1.3.2.2 Heating
Start the agitator and fill the water jacket with hot water at the required temperature. Open the steam and hot water inlet valves or switch on the immersion heaters. When the temperature of the milk reaches 62.8 °C, or shortly before, turn off the heating (steam or immersion heater) to avoid overheating.
6.1.3.2.3 Holding
Maintain the milk at a temperature between 62.8 °C and 65.6 °C for 30 min. The temperature throughout this period should be recorded on the thermograph (where fitted) which should be checked daily against a precalibrated indicating thermometer.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
32 © BSI 06-1999
6.1.3.2.4 Cooling
At the end of the holding period, cool the milk by either:
a) passing cold or chilled water through the water jacket; orb) discharging the milk to an external cooler. In this case, as the level in the vessel falls, hot water should be drained from the water jacket and cold water admitted to avoid burning on of milk solids.
Reconnect the discharge pipe and open the outlet valve and allow the milk to flow by gravity or pump it to the cooler.
6.1.3.2.5 End of run
After the milk has been discharged turn off the agitator and open the pasteurizer. Rinse all surfaces with first warm and then cold water until the vessel is cold and the water runs clear. If the plant is to be reused immediately, drain it completely otherwise it should be cleaned thoroughly.
6.2 HTST plant operation: practical aspects of ensuring efficient pasteurization6.2.1 Testing and commissioning
Most of the problems with pasteurizers occur at installation.The details of tests carried out on commissioning are given in 4.4.2.
6.2.2 Fault finding
6.2.2.1 General
In any pasteurizing plant the easiest way to locate faults is to allow the flow of milk through the plant. The more common faults seen in pasteurizing plants are summarized in 6.2.2.2 to 6.2.2.12 together with precautionary measures.
6.2.2.2 Raw milk
The quality of milk should be regularly checked whether it is produced on the farm where pasteurization will take place or where it is delivered by road tanker (see section 5).
6.2.2.3 Balance tank
The following should be observed.a) The inlet valve may stick causing improper flow of milk.b) When circulating detergent solution, the return pipe to the tank should be taken below the liquid surface to avoid aeration of the solution.c) Never add powdered detergent direct to the balance tank, always dissolve the detergent in water in a plastics or stainless steel bucket.d) Always keep the balance tank covered.
6.2.2.4 Milk pump
Avoid damage to the milk pump from debris such as broken glass or other foreign bodies. Damage from such material may affect flow rates.
6.2.2.5 Flow controller
The following should be observed.a) Where screens are fitted around the piston type of flow controller, ensure they are clean and sound. Dirty screens reduce flow. Holes in screens may allow debris through which will clog up the flow controller.b) The absence of screens may mean that debris is carried over onto the heat exchanger plates leading to build up of scale on the plates and filter cloth damage.c) When the flow controller is removed it should be kept in a safe place in a plastics container to avoid scratching or other damage. If it is not replaced, flow will be too fast and lead to phosphatase failure.
6.2.2.6 Pressure gauge
Where a pressure gauge is fitted it should be referred to daily; deviations in pressure can indicate trouble with the pump, flow controller, filter cloth or build up on the heat exchanger. Remove regularly to check cleanliness and proper functioning.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 33
6.2.2.7 Heat exchanger
The following should be observed.a) Vents, if fitted, should be open when the plant is started up. They should be closed when liquid is coming out of them freely.b) Running time should not exceed 6 h as long running times result in milk deposits collecting on the heating surface.c) Deposit quickly builds up if the pump is allowed to run dry when it should be pumping milk. The heat exchanger is starved of milk, the flow stops and milk starts burning on the heated surface.d) In plate pasteurizers the plates should be numbered by the manufacturer so that their position in the pack can be readily identified if they should be removed for inspection.e) Plate heat exchanger gaskets should last 4 years to 5 years but their life is shortened by the following.
1) The excessive use of acid, particularly at temperatures above 40 °C and at concentrations greater than recommended.2) Too frequent opening of the plate pack.3) Incorrect or uneven tightening of the plate pack. (Before opening the plate pack its overall length should be measured accurately, noted, and the plate pack returned to these dimensions.) The following precautionary measures should be taken.
i) Running bars and screws should be lubricated with a smear of petroleum jelly to ensure the plates and follower can move freely and evenly.ii) Replacement gaskets should be fitted by a competent engineer in accordance with the supplier’s instructions. Metal abrasive, e.g. steel wool or copper scourer should not be used to remove debris, scale or stains from the heat exchanger plates.
f) If the milk stock runs out while waiting for further supplies the pasteurizer may be run for several minutes by circulating milk, which should then be discharged to waste. Alternatively the plant temperature can be maintained by circulating hot water. Ensure that the plant is free of water before recommencing the forward flow of pasteurized milk (see 6.1.2.4).
g) Retail milk returned to the dairy should not be re-processed as it will almost certainly be of poor bacteriological and chemical quality and may contain foreign bodies, e.g. glass, which can damage the milk pump.h) Build up of deposit in the heat exchanger may be identified by checking the temperature difference between that of the hot water and that of the milk. Normally this difference is about 4 °C. If it is much greater than 6 °C, it probably indicates milk deposit in the heat exchanger making heat transfer to the milk more difficult and thus automatically increasing the hot water temperature in compensation.i) Over-tightening the plate pack can lead to reduced flow resulting in loss of creamline and a shorter life for the gaskets.
6.2.2.8 Flow diversion valve
The following should be observed.a) The flow diversion valve (FDV) can leak if it does not “seat” properly. Failure of the electrical or air supply, or worn or defective components may cause poor seating. The valve seat itself may be cracked causing a leak.b) At some stage during circulation cleaning, the FDV should be opened so that it is cleaned by circulation. When the FDV is opened there is a stronger circulation in the hot water section thus assisting cleaning where it is needed.c) If the FDV is solenoid operated a spare solenoid has to be kept as the plant will continually divert on a failure.
6.2.2.9 Filter section
Filter cloths should be rinsed with clean water after removal from the plant and washed and disinfected as described in 11.6. When reassembled in the filter the cloth should be fitted with the nap or woolly surface exposed to the milk flow and then rinsed in clean cold water before being refitted.
6.2.2.10 Instruments: instrument panel
The following should be observed.a) The instrument control panel can be made up in many differing ways but essentially it has one or more thermographs, a temperature controller and various plant indicators depending on the mode of heating or control system adopted.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
34 © BSI 06-1999
b) If there is only one thermograph it will have a hot milk and a cold milk pen. A safeguard or operations pen which shows diversions and the position of the clean and run switch is also recommended. On this type of thermograph many also have a “diversion set point” which indicates the temperature of diversion.c) This diversion set pointer can sometimes be moved accidentally when taking out the thermograph chart. This should be set so that it cannot be altered accidentally to avoid the possibility of phosphatase test failure.d) A range of electronic and conventional expansion type indicating thermometers is available for on plant installation. Hot milk and cold milk recording pens on the thermograph are purely mechanical and are only as good as the maintenance and checking they receive. They are only as accurate as their regular comparison with a known accurate thermometer provides.e) Statutory requirements stipulate that dated and signed thermograph records are retained (see 2.7). Apart from the necessity of keeping records for public health reasons the daily chart is a valuable record showing how the plant has behaved over a period of time.
6.2.2.11 Hot water set and associated hot water pump
The importance of inspection and maintenance of this item should be appreciated and proper action taken.Failure to provide a supply of hot water required for the heating section may be caused by complete failure of the hot water pump, partial failure due to the pump operating in the wrong direction, leakage from the hot water set, and debris restricting the steam injection nozzle (if fitted).
6.2.2.12 Pipelines
The following should be observed.a) The pipelines associated with the plant will get adequate circulation in routine cleaning. Where there is a change in the diameter of a pipeline, there will be improper circulation at this point. Such junctions should be regularly checked to ensure there is no build-up of deposit.b) Where pipelines other than those of the pasteurizer are involved in circulation the extra volume of liquid involved should be allowed for, in calculating detergent strength or in allowing for the flush out of water or of milk. Such additional pipework however may impair cleaning and should be avoided where possible.c) All pipelines used to convey milk should be arranged with a slight fall back to the pasteurizer in order to complete drainage after cleaning operations.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 35
Section 7. Milk packaging, storage and handling
7.1 Milk packaging7.1.1 General
The containers into which pasteurized milk is filled fall into three broad categories, namely, cans, glass bottles, and single-service containers. From the point of view of contamination, cans and glass bottles are the most hazardous, and they should be cleaned effectively and disinfected before re-use.Packaging operations range in type from low throughput manually-operated fillers which may be used in small-scale milk processing operations to large throughput mechanized and automated bottle filling and single-service container packaging lines.Provided the machine has been efficiently cleaned and disinfected there should be little contamination during filling but the packaging stage remains a cause of failure of statutory quality tests and product spoilage.
7.1.2 Churns
Pasteurized milk filled from a balance tank into churns is usually drawn through a filling valve fitted with an anti-drip device. This filling head requires thorough cleaning and disinfection at least once a day. Intermittent use should be avoided if possible, but if this cannot be arranged, churns should be filled in batches, to allow for the head to be removed for cleaning and disinfection in the intervals between batches (see section 11). When not in use the filling head should be kept covered to guard against contamination.
7.1.3 Glass bottles
Bottle filling machines used in the dairy industry range from the low throughput hand-operated and simple mechanical fillers to highly mechanized units capable of filling several hundred bottles per minute. Capping units have been developed to suit the needs of the filler and provide a tight crimped seal to the milk bottle. Much thought has been directed to the problems of cleaning and disinfecting. In modern high capacity units the filling machine can be cleaned and disinfected by cleaning-in-place methods. Others with older and/or small throughput equipment may have to be dismantled for manual cleaning, then reassembled for disinfection (see section 11). Irrespective of the system used, special attention should be given to the following:
a) filling valve assemblies;b) rubber seals for the bowl and inspection lid;c) vacuum tube;
d) vacuum extraction fan;e) float valve assembly;f) cap crimping heads.
The cap feeding device requires particular attention, not only at the end of a run but at frequent intervals during the day, owing to the fact that it may be splashed with milk or come into contact with milk on cap release failure.Aluminium foil should be stored under clean, dry conditions; reels should be handled hygienically. Unused foil should be removed from the machine at the end of the day’s run and put into clean dry storage until the next run.
7.1.4 Single-service containers
Single-service containers may be formed in situ on the filling unit, they may be delivered in stacked form as blanks which are magazine-fed to a carton forming and filling unit, or they may be packed in boxes in nested form to be fed by hand or automatically to the filling unit. Single-service containers for quantities of milk from 2 l or more are used extensively for deliveries to catering establishments and institutions.In those cases where the container is made from plastics or a paperboard/plastics laminate and the system is of the form-fill type, the risk of contamination between forming and filling can be disregarded. When pre-formed blanks or nested cartons are used, the risk of contamination is low provided handling is carried out with due attention to hygiene.In general, contamination can occur at this stage if cleaning and disinfection of the filler has not been carried out efficiently, or if the containers or container materials are handled or stored in an unhygienic manner.Clean and dry, and in some cases controlled temperature, storage facilities should be provided for stocks of empty containers or container materials, and any unused material should be returned to this store after the day’s run. Only the minimum amount of material should be kept adjacent to the filling area during a run.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
36 © BSI 06-1999
7.1.5 Preparation of containers before filling
The bacteriological condition of the container, and hence its possible influence on keeping quality, is dependent on the care which has been exercised in its preparation.Single-service containers present little hazard provided care is always exercised in handling the empty containers or the materials from which the containers are formed.Any re-usable container, i.e. glass bottles and churns have to be considered contaminated when returned to the dairy. Inspection and sorting of containers for re-use is essential. Some will be unsuitable for re-use and should be discarded; others will be re-usable but will require hand treatment before they can be subjected to the usual conventional treatment; and some may require only conventional treatment.The following should be observed in relation to the preparation of bottles and cans.
a) They should be re-used as soon as possible after receipt at the dairy. They should be cleaned and disinfected as described in section 11.b) Bottle washers and churn washers should be maintained in a sound and hygienic state. Detergent solutions should be renewed regularly, and during and after a run filters should be cleaned (see section 11).c) The cleanliness of bottles and churns (including lids) depends largely on the efficacy of detergent treatment and subsequent rinsing. Accordingly, attention should be paid to temperature and strength of detergent solution.d) After detergent treatment, bottles and churns may be expected to be disinfected, and it is essential that this condition be maintained. The danger of re-contamination in the hot and warm rinse sections of bottle washing machines should be avoided by frequent “boiling out” of these sections of the machine with a caustic solution.It is essential that the rinse tanks are emptied and disinfected at the end of each day’s filling operations.
e) The bacteriological quality of the water should always be satisfactory. If necessary the supply to the washer should be subjected to a sterilizing treatment immediately before use.f) Bottles should be scrutinized as they are discharged from the washer. Conveyors to the filler(s) should be as short as possible and hooded as a precaution against airborne contamination. Bottle scanning equipment is essential on long high speed lines.g) In the case of churns, disinfection is often achieved by steam jetting followed by hot air drying. The steam has to be at a sufficiently high pressure and the air which is used has to be maintained at a sufficiently high temperature.In the case of churns, both churn and lid should be examined after treatment, and the lids replaced as soon as possible. There should be only a minimum delay between churn disinfection and filling.h) Scale build-up is conducive to contamination. If the use of sequestering agents in detergents is inadequate to prevent scaling, water supplies should be softened or, if available, condensate used.
7.1.6 Package closure
It is essential that filled bottles or single-service containers are effectively sealed.In the case of glass milk bottles the capper action is vital to proper closure of the bottle and well-trained operatives will quickly detect unsatisfactory and loose capping.In the case of single-service containers the packs should be sampled at regular intervals, e.g. start-up, middle of the run, and end of the run, for the control of leaking containers. In most cases the leaks occur at the seals.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 37
7.2 Storage and handling of milk after packagingWhen pasteurized milk has been packaged and the container has been effectively sealed there is no chance of further contamination, and any subsequent deterioration in quality can only be due to the growth of the micro-organisms present at that stage. If, however, sealing is imperfect, e.g. a loose-fitting aluminium cap on a glass bottle, contamination will take place.The essential practices in storage and handling of pasteurized milk after filling are as follows.
a) Keep the milk as cold as possible in order to restrict the growth of micro-organisms to a minimum.b) Take all possible steps to see that the milk is in the consumer’s possession as soon as possible.c) Avoid exposure of the milk to light, particularly direct sunlight, to avoid off-flavour development.
The following aspects should be noted.1) The temperature of the milk in the container after filling should be as low as possible. Without delay the filled containers should be put into the cold store at the farm or processing dairy, the temperature of which should be between 3 °C and 5 °C. In the hotter periods of the year it may be difficult to maintain such low temperature conditions of storage without full precautions, e.g. minimizing the opening of doors and providing suitable cold air curtain arrangements at entrances and exits.
2) Packaged milk should be transported under refrigeration to distribution depots or direct to retail outlets.Packaged milk should be protected from adverse weather conditions, i.e. direct exposure to heat, light and rain.3) Cold storage facilities should be provided at distribution depots. Low temperatures of 3 °C to 5 °C should be maintained.4) From the pasteurizing premises or distribution depot to the shop or household, pasteurized milk is rarely kept under refrigerated conditions in the United Kingdom. Any means of protecting the low temperature of the milk as it leaves the pasteurizing or distribution premises and before delivery is helpful in maintaining quality. At the shop or supermarket, milk is usually kept in a refrigerated cabinet, which affords temperature protection until it is sold.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
38 © BSI 06-1999
Section 8. Hygiene management
NOTE High standards of hygiene management are imperative in the dairy industry to prevent food poisoning, food spoilage, loss of productivity, pest infestation or infringement of statutory requirements. In addition to well designed and managed premises the processes and practices having an influence on hygienic quality need to be understood and properly managed.
8.1 Hazard Analysis and Critical Control Point system (HACCP)8.1.1 General
Managers of milk processing establishments are recommended to adopt the principles of the HACCP system2) as part of their hygiene and quality management policy.The HACCP system identifies specific hazards and preventative measures for their control to ensure the safety of food. The main focus of HACCP is to identify and control the microbiological, physical and chemical hazards affecting food safety. However, the scope of a HACCP system can be widened and applied to other criteria such as microbiological quality, so as to minimize product spoilage.
8.1.2 Application
The practical application of HACCP has to be specific to each site and process. The following principles should be used:
a) analysing the potential food hazards in the dairy business operation;b) identifying the points in those operations where food hazards may occur;c) deciding which of the points identified are critical to food safety — the critical points;d) identifying and implementing effective control and monitoring procedures at those critical points;e) reviewing the analysis of food hazards, the critical control points and the control and monitoring procedures periodically and whenever the dairy business operations change.
8.1.3 Hygiene practices (personnel)
8.1.3.1 Personal hygiene is of utmost importance in the dairy industry. The following are subject to statutory requirements.
a) All operatives have to wear clean, washable overalls and footwear, and headgear which completely encloses the hair.
b) If operatives are engaged on several duties, then separate protective clothing has to be provided for use in the dairy.c) Adequate hand washing facilities, i.e. non-hand operable taps (e.g. foot or knee operated), fitted with a constant supply of hot and cold water and suitable hand drying facilities have to be provided within the dairy for the use of operatives. The waste should discharge over an external trapped gully where practicable.d) Soap, towel and nailbrush have to be provided adjacent to the hand basin.e) No person suspected of being infected with any notifiable disease is allowed to work in the dairy.f) Any person suffering from bowel or stomach disorders has to notify his employer prior to commencing work and check with his/her doctor.g) Any cuts or abrasions have to be covered with waterproof plasters (not flesh coloured).h) A first aid kit has to be provided.i) Spitting and the use of tobacco or snuff is prohibited.
8.1.3.2 All staff should be made aware of the dangers of infection of pasteurized milk after the heat treatment process and of the need to ensure that no worker with any condition likely to cause infection is engaged in duties in milk processing or packaging or other dairy duties.8.1.3.3 All staff have to be trained in hygiene matters as required under the Food Safety Act 1990 for England, Wales and Scotland and the Food Safety (NI) Order 1991 for Northern Ireland.
8.2 Cleaning and disinfection of dairy equipment8.2.1 Milk is a highly perishable product subject to microbiological spoilage before and after pasteurization. All milk contact surfaces are a potential source of contamination demanding high standards of hygiene in the dairy and effective methods for cleaning and disinfecting all equipment used. Managers and supervisory staff of the processing dairy should be thoroughly trained in the fundamentals of cleaning and disinfecting processes and the hazards associated with the use of related chemicals. Good knowledge of dairy hygiene is essential, including potential sources of problems.
2) WHO Codex Alimentarius Commission (1991). Report of the twenty-fifth session of the Codex Committee on Food Hygiene, Washington DC. 28 October – 1 November 1991 Alinorm 93/13 Appendix VI. p. 75-80.WHO Codex Alimentarius Commission (1993). Report of the twenty-sixth session of the Codex Committee on Food Hygiene, Washington DC. 3-5 March 1993 Alinorm 93/13A. Guidelines for the application of the Hazard Analysis Critical Control Point (HACCP) System. Alinorm 93/13.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 39
Dairy operatives should be given instruction relating to the following.
a) The objectives of cleaning and disinfecting dairy plant and equipment.b) The importance to human health and product quality of their actions.c) Responsibilities relating to plant operation and maintenance, cleaning schedules and quality control.d) The safe use and storage of chemicals as interpreted in the Control of Substances Hazardous to Health Regulations 1988 (see 2.9)
8.2.2 BS 5305:1984 describes procedures for cleaning and disinfecting (sometimes jointly referred to as cleansing) of plant and equipment used in the dairying industry and should be consulted. It covers the use of detergents, disinfectants and combined detergents and disinfectants.It provides the basis for cleaning and disinfection to which recommendations from commercial suppliers of chemicals may be added.
8.3 Fundamentals of the cleaning process8.3.1 Basic steps in cleaning, and components of detergents
In all cleaning processes in the dairying industry every endeavour should be made to carry out each of the following steps. They are normally all necessary for successful cleaning and any subsequent or combined disinfecting process:
a) a preliminary rinse with water immediately after processing has ceased to remove gross soil, which is defined as milk residue, scale or other deposits that have to be removed from plant and containers during the cleaning process;b) a cleaning treatment with detergent solution so that the soiled surface is freed from soil;c) one or more rinses of the cleaned surfaces with clean water so that they are freed from released contamination and detergent solution.
During cleaning treatment with the detergent solution several processes occur:
1) wetting of the soiled surface;2) removal of the soil from the surface by solution, emulsification, chemical action and/or mechanical action;3) dispersion and suspension of the undissolved soil within the bulk of the solution.
During the subsequent rinsing process it is essential that the detergent has good rinsability properties, that is that the detergent solution should be capable of holding the soil in suspension whilst the solution is being diluted during the rinsing operation, so that there is no redeposition. This also means that the detergent solution should leave no residual detergent film on the rinsed surface.Detergent products are formulated from a wide range of materials each of which contributes a desired property to the final product. Components of detergents fall into several categories.
i) Inorganic alkalis, including sodium hydroxide (caustic soda), phosphates, silicates and carbonates which contribute the desired alkalinity, buffering and rinsing power. They are effective in removing soil from equipment surfaces.ii) Inorganic and organic acids which are used in formulations intended for the removal of tenacious soil, such as milkstone.iii) Sequestering agents, including sodium polyphosphate and ethylenediaminetetra-acetic acid (EDTA) and its salts, which are included in detergents to prevent hard water scales or to prevent or remove milkstone. The rinsing properties of a detergent solution may be improved by their inclusion.iv) Surface active agents, which give wetting, emulsifying or dispersing properties to the detergent.v) Suspending agents, which keep undissolved soil in suspension.vi) Inhibitors, which minimize the corrosive attack of acids and alkalis on metals.vii) Anti-foaming agents, which may be used for special applications.viii) Chemical disinfecting agents, which may be incorporated with detergents to provide products which both clean and disinfect.Only disinfectants and chemical agents approved by the authorities concerned, in accordance with the appropriate dairy legislation, are permitted as alternatives to steam or hot water for the disinfection of milk equipment.
8.3.2 Proprietary detergent products
Most milk processors in the scale of pasteurization covered in this code of practice will purchase detergent materials and disinfecting agents as ready-to-use products rather than for compounding or mixing in the dairy.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
40 © BSI 06-1999
When considering the purchase of a proprietary brand of detergent, the user should inform the supplier of the exact purpose for which the product is to be used and supply any other relevant information which is required, e.g. the hardness of the water, the make, size and normal operating conditions of the equipment in use.Suppliers of proprietary dairy detergents will normally provide the milk processor with the following.
a) A clear statement indicating the cleaning operations for which the products are intended.b) Full and easily understood instructions on their use, the means of testing solution concentrations and any special handling instructions.c) A general guide to the nature of the product and, in the case of simple detergents, an approximate analysis.d) Advice on storage of the product.e) Information required by the Health and Safety at Work etc. Act 1974 and related legislation on safe storage and usage of the products.f) Technical service.
The appropriate section of BS 5305 should be consulted for further information on detergency. Milk processors are strongly recommended to consult their detergent supplier on any point on which there is doubt.
8.3.3 Descaling or removing milkstone
Periodic treatment by circulating an acid descaling solution may be necessary. Use, preferably, a solution of a proprietary milkstone remover as recommended by the manufacturer or alternatively phosphoric acid of BP quality (300 ml in 50 l of water at 45 °C to 50 °C). Rinse with cold clean water, followed by recirculation of hot detergent/disinfectant solution and a final rinse with cold clean water.
8.4 Fundamentals of the disinfecting process8.4.1 General
In the context of the dairy industry, disinfection is defined as a process that reduces the number of bacteria and other micro-organisms in dairy plant and utensils to a level consistent with acceptable quality control and hygienic standards.Effective cleaning of the surfaces of dairy equipment is essential for effective disinfection.
If inadequately cleaned equipment is subjected to a disinfection process one or more of the following may happen.
a) Micro-organisms present in soil residues will be protected from contact with chemical disinfectants and, to some extent, from the effects of heat.b) The strength of any chemical disinfecting solution and hence its effectiveness may be reduced by excessive quantities of soil.c) Heat disinfection will render the residual soil more resistant to subsequent cleaning processes.d) Micro-organisms surviving either heat or chemicals may multiply in moist soil residues and, if sufficient time elapses before use, the equipment may become seriously contaminated.
8.4.2 Types of disinfecting processes
8.4.2.1 General
Disinfecting processes may be divided into those which are dependent on heat and those which are dependent on chemical agents.
8.4.2.2 Heat disinfection
In the case of heat disinfection of dairy plant and equipment the efficiency of the process depends on the temperature reached, the time the temperature is maintained, and the humidity. The required degree of microbial destruction will be achieved provided the method of application and the design of the equipment permit adequate penetration of heat to all parts of the plant or equipment. Temperatures should be measured by means of thermometers of known accuracy.Steam at atmospheric pressure has several applications in the disinfection of dairy equipment. While it will not destroy all bacterial spores it is effective against vegetative bacteria found as contaminants in equipment used in milk pasteurization.Hot or boiling water has application in similar circumstances for disinfection. Circulation of water at a temperature of 80 °C or higher, for 20 min is considered an effective treatment to destroy vegetative bacterial cells.
8.4.2.3 Chemical agents
Chemical disinfecting agents and combinations of detergents and disinfecting agents used in the United Kingdom for the disinfecting of dairy plant and equipment on farms and in most dairy applications including pasteurizing plant are approved for the purpose. The approval for use in England and Wales is given by the Minister of Agriculture, Fisheries and Food, the Secretary of State for Social Services and the Secretary of State for Wales.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 41
Chemical disinfecting agents approved for use in England and Wales may also be used in Northern Ireland.In Scotland the Secretary of State approves chemicals for use as bactericidal agents in dairy applications. Information on products approved for use in Scotland is available from the Scottish Office Agriculture and Fisheries Department.The efficacy of all approved disinfecting agents is influenced by concentration, contact time, temperature, organic matter (soil), pH, water hardness, combination with detergents and types of micro-organisms present on the equipment.All chemical disinfecting agents lack penetrative power, and micro-organisms in milkstone and in crevices may survive treatment. Air-dried milk residues may hinder immediate contact between the chemical and the micro-organism.Where chemical disinfecting agents are applied after the cleaning process it is essential that the equipment is first rinsed free of detergent residues and suspended soil.Combination of a chemical disinfecting agent with compatible detergents which bring about soil removal enables cleaning and disinfection to be effected in one operation.As normally used, chemical disinfecting agents are not effective against bacterial spores.The main chemicals used as disinfecting agents in the dairy industry include the following.
a) Chlorine. Sodium hypochlorite solutions and brands of chlorinated trisodium phosphate may be used as disinfecting agents alone. Sodium hypochlorite may be added to solutions of suitable detergents to provide dual-purpose (cleaning and disinfecting) solutions.Organic chemicals which release chlorine may be formulated with detergents and marketed in powder form.An approved hypochlorite solution as available from the supplier and within its recommended shelf life should contain not less than 8 % (m/m) and not more than 12 % (m/m) of available chlorine.For practical purposes the available chlorine content may be taken as 10 % (m/m) so that the dilution of one part of an approved commercial hypochlorite in 1 000 parts of water gives a solution containing approximately 100 mg/l of available chlorine.
Except with products specially recommended for repeat use, only freshly prepared solutions should be used.Chlorine-releasing chemicals are corrosive to most metals including stainless steel. At low concentration in alkaline conditions, at low temperature and with short contact time, these corrosion hazards are minimized and the disinfecting action remains effective. Hypochlorite solutions may be used safely and effectively on product contact surfaces provided such precautions are taken.If previously cleaned equipment is to be disinfected with hypochlorite solutions, the following precautions are necessary.
1) The equipment should be rinsed free of detergent residues.2) If acid has been circulated to remove milkstone, all traces of acid should be removed, and for this purpose circulation of an alkaline solution is advisable.3) It is preferable to disinfect the equipment just prior to use to avoid the risk of corrosion resulting from traces of hypochlorite remaining for some hours in the equipment. Disinfecting solutions containing chlorine should not be left in contact with metal equipment overnight.4) Because of their construction, stainless steel plate-type heat exchangers are particularly prone to corrosion by chlorine-releasing chemicals and the precautions listed in items 1), 2) and 3) are essential to prevent damage to such equipment.5) It is unnecessary and may be harmful to the equipment to use solutions containing more than 200 mg/l of available chlorine at a temperature greater than 40 °C for a period of longer than 10 min. For most purposes disinfection using cold solutions containing 100 mg/l of available chlorine for a period of 15 min is adequate.6) Where possible, the available chlorine content of disinfecting solutions should be checked at the time of use.All chlorine-based disinfecting agents should be used in accordance with the manufacturer’s instructions.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
42 © BSI 06-1999
b) Quaternary ammonium compounds (QACs).A number of QACs are approved as disinfecting agents in the dairy industry in England and Wales and Northern Ireland. They are not recognized as approved bactericidal agents for disinfection of dairy plant and equipment in Scotland. QAC disinfecting agents should not be added by the user to detergent solutions for combined cleaning and disinfection because the QAC may be seriously inactivated by certain detergent ingredients.Approved combinations of detergents and quaternary ammonium compounds are available.The more important properties of QACs which influence their performance as disinfecting agents and their use in the dairy industry are as follows.
1) In concentrated form they are highly stable and have a long shelf life.2) Compared with undiluted hypochlorite they are much safer to handle although they may cause skin irritation.3) Their high surface activity and consequent foaming properties makes them unsuitable for circulation or other mechanical application in most pipeline systems where foam production may hinder effective circulation and make rinsing difficult.4) Normal use concentrations are 150 mg/l to 250 mg/l of QAC at temperatures greater than 40 °C and with a contact time of not less than 2 min.Low concentration of QAC (e.g. less than 50 mg/l) and low application temperature (e.g. less than 10 °C) are conditions which cause these disinfectants to be selective in their bactericidal activity. Under these conditions they are less effective against gram-negative bacteria such as coliforms and psychrotrophs than they are against streptococci and other gram-positive bacteria.Combinations of adverse conditions may encourage the development of a QAC-resistant flora on imperfectly cleaned equipment treated with QAC solutions.5) The bactericidal effectiveness of QACs will be impaired by the presence of organic matter such as milk.All QACs should be used in accordance with the manufacturer’s instructions.
c) Other chemical disinfecting agents. Other chemical agents which may have application in the milk processing farm or dairy for disinfecting purposes include complexes of iodine with non-ionic surface active agents (known as iodophors), amphoteric (ampholytic) surface active agents, acidic disinfecting agents, peracetic acid, biguanides and sodium hydroxide (caustic soda).The suitability of methods and materials for disinfecting plant and equipment used on the dairy farm and in the milk processing operations are summarized in Table 4 of BS 5305:1984.Chemicals should be used only in accordance with the manufacturer’s instructions.
8.5 Inspection and sampling procedures for determining the hygienic condition of dairy plant8.5.1 General
The main reason for determining dairy plant hygiene is to ensure that the equipment will not contaminate the product with micro-organisms which might lead either to product spoilage or to food poisoning.If contamination of the equipment has taken place, the use of systematic inspection, sampling and test procedures will allow the dairy staff to identify where in the pasteurization process bacteriological infection or chemical contamination has occurred and corrective measures can be more easily made.Hygiene checks also provide information to the milk processor on effectiveness of the practices which are in use for the cleaning and disinfection of the pasteurization installation.
8.5.2 General instructions
The demands for efficiency in cleaning operations vary from dairy to dairy depending on supervision, the scale of production and on quality requirements.Systematic visual inspections, chemical and physical analysis and interpretation of laboratory and production records are important in ensuring consideration of factors such as visible soil residues, malfunction of equipment, residues from cleaning materials and corrosion of equipment surfaces. Bacteriological tests provide additional information but are not alternatives to visual checks.Sampling for microbiological examination should be carried out only by persons who have been trained in sampling for this purpose.The frequency of sampling depends on several factors including the duration of pasteurizing and packaging operations, the availability of laboratory resources and on costs of plant checks.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 43
Tests made for quality control purposes on the pasteurized milk provide an indirect check on the efficiency of cleaning and disinfecting of the dairy equipment.
8.5.3 Inspection and sampling procedures
8.5.3.1 Visual inspection
Visual inspection is the most rapid, cheapest and easiest method of examination. The most important parts should be carried out daily. It is one of the most important methods available to the producer-processor or small dairyman for ensuring the quality of pasteurized milk.An immediate and valuable indication of the cleanliness of the pasteurization installation and ancillary equipment can be obtained by systematic inspection of the accessible parts of the equipment.The inspection should include the outer surfaces of all items of equipment. These should be clean and attractive and should indicate that the operatives are taking care of the appliances under their control.Visual inspection should include all storage tanks, balance tanks, agitators, pumps, pipe fittings with their washers and gaskets, filling machine bowls, crates, conveyors and bottles and packaging materials.Visual inspection should be made using a bright torch or by ultraviolet light. No sign of fluorescence should be detectable when the surface is carefully inspected with long wavelength (340 nm to 380 nm) ultraviolet light.A sterile swab, clean disposable muslin or strong tissue paper may be used to wipe the plant surface to check for evidence of a film or soil residue on improperly cleaned equipment.Greasy residues or thin hard films on plant surfaces indicate inadequate or unsuitable detergents and/or too low temperatures for manual cleaning operations or inadequate time/temperature combinations for the circulation of cleaning solutions. Inadequate final rinsing may be a contributory factor in the formation of surface films.
More extensive residues of milk indicate poor training or cleaning practices of the staff. Attention should be given to ensuring complete drainage of all parts of the installation since bacteria develop more rapidly in moist conditions.Milk pumps and valves should be examined at regular intervals as advised by the manufacturer, and seals, rubbers and gaskets should be inspected.Spray balls of cleaning systems should be inspected to ensure that no holes are blocked.After examination, plant items that have been inspected should be disinfected following re-assembly and before use.If visible residues are found in the equipment, the production and laboratory staff should trace the cause of the problem and take suitable measures to remedy the fault. There is no value in making a bacteriological check on visually dirty equipment.
8.5.3.2 Sampling procedures
Because many surfaces are inaccessible and because sampling and subsequent laboratory examinations are expensive, a careful selection of sampling points should be made.Particular attention should be given to parts which are difficult to clean and disinfect, e.g. recesses, pipeline elbows, valves, agitator shafts and paddles, gauges, thermometer probe points.The appropriate time to sample the equipment is after the normal cleaning and disinfecting operations and, if necessary, before re-use of the equipment.Swab tests and rinse techniques are used to assess the hygiene condition of plant surfaces coming into contact with milk before, during and after the pasteurization process.Sample by techniques detailed in BS 4285-1.1:1991.
8.5.3.3 Microbiological examinations
Test by swab and rinse techniques as detailed in BS 4285-4:1991.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
44 © BSI 06-1999
Section 9. Quality
9.1 Statutory tests applied to “pasteurized” milk9.1.1 General
The laboratory facilities available to the producer processor and small pasteurizing dairy are likely to be limited and may not meet those required to carry out the range of legally prescribed tests or chemical and microbiological examinations which are considered to be essential to safe and efficient working practices.In cases where laboratory facilities are very limited or non-existent, it is recommended that the milk processor enter into a contract with a laboratory organization proficient in milk testing and preferably with expertise in milk processing operations so that the results of tests can be properly interpreted.The outline proposals for testing frequency (see Table 4) are considered the minimum requirements by which the milk processor can judge the performance of his operations.
9.1.2 Phosphatase test
9.1.2.1 General
Historically, tuberculosis organisms were the most significant pathogenic bacteria in milk. The enzyme phosphatase, which is always present in raw milk, has a thermal destruction temperature slightly higher than that at which tuberculosis organisms are destroyed.The prescribed time/temperature combinations for the pasteurization of milk as specified in UK dairy legislation ensure the destruction of phosphatase and thus provide a simple method of determining whether a milk has been adequately heat treated to destroy pathogenic bacteria.The test is very sensitive. It is based on the ability of phosphatase to release quantitatively the yellow-coloured p-nitrophenol from disodium p-nitrophenol phosphate when this compound is incubated with milk at 37.5 °C ± 0.5 °C for 2 h. The test procedure has to be used as prescribed by legislation.Another sensitive procedure involves the fluorimetric measurement of alkaline phosphatase (ALP) activity using the Fluorophos Test System now adopted as an IDF provisional standard (IDF 155:1992).The required time/temperature conditions of pasteurization have been achieved when milk gives a negative phosphatase test, i.e. a reading of 10 4g or less of p-nitrophenol per millilitre of milk. The target standard should be 0 4g per millilitre of milk.
9.1.2.2 Possible cause(s) of test failure
If a sample of heat-treated milk fails the phosphatase test it indicates that the time/temperature conditions for pasteurization have not been achieved.Only slight deviation from the prescribed minimum time/temperature conditions for pasteurization results in a positive phosphatase test.If raw milk gains access to pasteurized milk, a phosphatase test on the resultant mixed milk is likely to give a positive phosphatase test. The test will detect the presence of as little as 0.2 % (m/m) of raw milk admixed with pasteurized milk.Laboratory staff should be skilled in carrying out the test which is sensitive to impurities in reagents and/or contamination of glassware which may result in false positive results.Where systematic checks fail to establish the cause of intermittent or spasmodic phosphatase test failures, the cause may be the presence of extraneous materials in the milk sample. These have been shown to include phenolic substances from environmental pollution such as road works using tar, smoke from incinerators, laying of floors, tiling, etc. involving use of materials containing phenols. A test failure may result where phenolic substances in a returned bottle have not been completely removed by normal bottle washing procedures or where phenolic compounds are derived from the farm environment.Failure due to deficiencies in processing methods may be distinguished from those due to the presence of extraneous materials by arranging for additional testing of the suspect sample.The suspect sample is split into two parts. The first part is tested in the normal way. The second part is laboratory pasteurized in accordance with BS 4285-3.2:1991 and then tested. If the first subsample gives a positive result and the second subsample a negative result, a processing deficiency is indicated.If both subsamples give positive results it may be assumed that the failure is due to an extraneous cause or false positive.Instances have been noted of reactivation of the phosphatase enzyme during storage of pasteurized milk which gave a negative result immediately after processing.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 45
Table 4 — Summary of laboratory tests concerned with pasteurized milk: causes of failure: remedial action
1 2 3 4Frequency of testing
Specified test a) Small dairy using
service of outside
laboratory
b) Small dairy with
fully equipped
laboratory
Possible cause(s) of failure to meet satisfactory
standard
Investigate and remedy as appropriate
Phosphatase test Target level: 0 4g p-nitrophenol/ml milk. Reading of 10 4g or less of p-nitrophenol/ml of milk is a statutory requirement.
Weekly Daily Failure to use the correct time/temperature conditions to inactivate phosphatase enzyme present in raw milk. Otherwise the failure may be due to contamination with raw milk.
Check the holding temperature and milk flow rate. Ensure that the flow divert is set to activate at 71.7 °C or above and is operating correctly. Check gaskets and heat exchange plates in the regeneration section and flow diversion valve for leaks. Avoid contamination of laboratory glassware and reagents used for the test, especially by phenols, to avoid false positive results.
Plate count at 21 °C after incubation at 6 °C for 5 days. Target level: k 50 000/ml.
Weekly Daily Post pasteurization contamination from pipelines, storage tanks or milk filling equipment. Water supplies may be contaminated with cold-tolerant bacteria.
Test failures indicate post pasteurization contamination and unhygienic practices. Intensify hygiene practices especially for equipment involved after heat treatment. Ensure that returnable containers are thoroughly cleansed. Chlorinate final rinse water in bottle washers. Check water quality.
Coliform count Target level: absent.
Weekly Daily As above As above.Routine testing for coliforms provides a reliable indication of the extent of post pasteurization contamination.
Peroxidase test Target level: positive reaction NOTE Pasteurized milk which shows a negative reaction is authorized providing that the milk is labelled as “high temperature pasteurized”.
Monthly Monthly The enzyme peroxidase is destroyed at 78 °C in 15 s thus indicating excessive temperatures during the HTST process and/or repeat pasteurization.
Check the holding temperature and milk flow rate. Check all thermometers controlling the temperatures applied in the heating and holding sections. Check the functioning of the hot water set.
Plate count at 30 °C. Target level: < 30 000 ml (advisory test, not a statutory requirement)
Weekly Daily Excessively high numbers of heat-resistant bacteria in the raw milk. Unhygienic conditions during storage of raw milk. Unhygienic conditions in pipelines storage tanks and packaging equipment, i.e. post pasteurization contamination.
Check the quality of raw milk supplies; time and temperature of milk storage; hygienic condition of all equipment in use.
Pathogenic micro-organisms Target level: absent in 25 g
When indicated by the results of other preliminary tests
As advised under plate count and coliform test.
As advised under plate count and coliform test. Exclude milk from human consumption.Notify enforcement authority.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
46 © BSI 06-1999
9.1.2.3 Investigation and remedial action
The following checks should be made.a) Make certain that no modifications have been made to the plant since the last holding time test was made.b) Check that rubber gaskets on plate heat exchangers vent to atmosphere in case of abnormal pressure-build up. Leakage grooves should not be blocked. Gaskets should not have been flattened to the point where they are ineffective.c) Check the temperature of pasteurization with an accurate reference thermometer of known accuracy; check that the recorder corresponds with this setting.d) Undertake tests with water under exactly the same conditions as apply to milk to ensure that flow diversion takes places at the correct temperature, i.e. 71.7 °C. Check that the speed of response of the controlling instrument is good.e) Check heat exchanger plates by visual inspection and with a dye penetrant method for holes or cracks which could permit raw milk gaining access to the pasteurized milk during regeneration cooling.NOTE An X-ray examination service is available from some manufacturers of heat exchange plates.
f) Check that the flow controller is in position and is controlling the flow rate to the designed plant capacity.g) Before starting up the plant make sure that the clean/run switch is set to “run”.h) Check the hot milk temperature recorder against a calibrated thermometer for accuracy of hot milk temperature. Maintain a constant watch that the temperature controller is working correctly throughout the run.i) Check if the flow diversion valve leaks under pressure.j) Check that the flow diversion point controller is set to not less than 71.7 °C.k) Check whether any blank ends are not purged of raw milk.l) Check for the presence of scale.m) Check that there is no leakage of raw and pasteurized milk at the valves.
9.1.3 Plate count
9.1.3.1 General
The number of bacteria present in pasteurized milk as determined by the plate count test is a measure of how many bacteria have survived the heat treatment plus additional bacteria which have entered the milk after heat treatment from plant and container surfaces and, to a lesser extent, from the environment of the milk processing and packaging operations.The number of bacteria in pasteurized milk is also influenced by the temperature and time for which the milk has been held before testing.Individual milk supplies vary in the proportion of the bacteria present which are not destroyed by pasteurization.Heat resistant (thermoduric) bacteria may increase in numbers and be protected by surface scale in milking machine installations or in raw milk pipelines or storage tanks in the pasteurizing premises.The plate count of raw milk is a measure of the bacteriological quality of raw milk as influenced by the production conditions on the farm and the results of these tests is used as a means of determining the suitability of milk supplies for pasteurization.
9.1.3.2 Possible cause(s) of test failure
If heat treatment has not been carried out at the correct time/temperature combination, bacterial numbers will be higher than expected.If the phosphatase test is satisfactory then test failures may be due to excessively high numbers of heat-resistant bacteria in the raw milk resulting from abnormal numbers of thermoduric bacteria in one or more farm supplies or from contamination of the farm supplies in badly disinfected tankers, raw milk storage tanks and pipelines.Unsatisfactory cleaning and disinfection of the heat exchanger and the pipelines, pasteurized milk tank and packaging equipment is a likely cause of test failure.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 47
9.1.3.3 Investigation and remedial action
The following checks should be made.a) Check on the time and temperature of heat treatment and the operation of the pasteurizing plant as shown by the heat treatment record charts.b) Inspect all plant items to assess effectiveness of cleaning and disinfecting routines.c) Check on the time and temperature of storage conditions for raw and pasteurized bulk and packaged milks.d) Undertake swab and/or rinse tests as part of a hygiene inspection provided the plant appears to be in a thoroughly cleansed state.
9.1.4 Plate count on samples of pasteurized milk incubated at 6 °C for 5 days
9.1.4.1 General
This test is a measure of the bacteria which can grow at refrigerator temperature such as would be encountered in retail sales through shops, supermarkets, etc.Psychrotrophic bacteria grow in pasteurized milk under refrigeration and result in spoilage including rancid and bitter flavours.
9.1.4.2 Possible cause(s) of test failure
Failure to meet the test standard is due to post-pasteurization infection from pipelines, storage tanks, packaging machines and milk bottles.A major source of contamination with psychrotrophic bacteria is the finished (pasteurized) milk tank.Final rinse water used after plant cleaning and disinfection may be an important source of psychrotrophic contaminants which will lead to infection of several plant items if the water is not disinfected before use.
9.1.4.3 Investigation and remedial action
The following checks should be made.a) Carry out hygiene inspection of the items of plant.b) Use laboratory tests to check for point(s) after pasteurization where contamination is taking place.c) Intensify hygiene practices especially for equipment involved after heat treatment.d) Monitor cleaning and disinfection of the finished milk tank and any cleaning-in-place procedures.
e) Chlorinate the final rinse water if the quality of the water supply is suspected. Automatic chlorine dosing equipment should be used to give consistent and accurate dosing to the required concentration.f) If laboratory tests indicate psychrotrophs present in the milk at the outlet of the pasteurizer, check for plant sterility and also for pinholes in the regeneration and cooling sections of the heat exchanger.
9.1.5 Coliform count test
9.1.5.1 General
Pasteurized milk should be free from coliform bacteria because they do not survive the time/temperature conditions of heat treatment.The presence of coliform bacteria indicates post-pasteurization contamination or infection of the properly pasteurized milk by leakage of raw milk or water in the regeneration or cooling sections of the heat exchanger by way of perforations in the heat exchanger plates.In laboratory control the coliform test should be made on all first-milk-through samples of pasteurized milk taken during hygiene checks. Complete absence of coliform bacteria in a 1 ml inoculum should be set as the required standard of plant hygiene.
9.1.5.2 Possible cause(s) of test failure
These include the following.a) Unsatisfactory cleaning and disinfection of the heat exchanger and any or all of the post-heat-treatment items of equipment.b) Badly cleaned and disinfected returnable containers.c) Water supplies contaminated with coliform bacteria being used for rinsing of equipment.d) Perforations in heat exchanger plates in regeneration and cooling sections of the plate pack where coliforms may be present in the raw milk and cooling water.
9.1.5.3 Investigation and remedial action
The following checks should be made.a) Check the cleaning and disinfection procedures applied to all items of plant. Particular emphasis should be given to equipment items coming into contact with the pasteurized milk.b) Check the sterility of returnable containers such as glass bottles and milk cans.c) Test the bacteriological quality of water supplies used for rinse purposes and, if necessary, chlorinate.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
48 © BSI 06-1999
d) Use visual inspection and a dye penetrant test to check for perforations in plate heat exchanger plates.e) Check that the plant is being used as specified by the manufacturers to ensure that no source of infection on the raw milk side of the plant is open to the flow of pasteurized milk.
9.1.6 Peroxidase test
9.1.6.1 General
This test is applied to detect pasteurized milk which has been heated above the maximum temperature of 78 °C for 15 s.
9.1.6.2 Possible cause(s) of test failure
These include the following.a) Defects in plant control or thermometers leading to excessively high temperatures in the heating medium.b) Defects in the hot water set which result in lack of control of the temperature of the hot water circulated through the heating section of the plate heat exchanger.c) Any restriction which may impair the flow rate of milk.
9.1.6.3 Investigation and remedial action
The following checks should be made.a) Inspect the hot water set for defects.b) Check the thermometers used in indicating and control positions.c) Check for impediments to the milk flow rate.
9.1.7 Sampling guidelines
The following action is recommended in respect of sampling by enforcement authorities and the dairy industry for microbiological testing:
a) samples should be taken only from the production line;b) samples should represent normal running conditions;c) samples should be “whole”, i.e. a complete bottle or single-service container;d) if pre-incubated tests are to be undertaken, separate, unopened containers are essential;e) additional samples are required for temperature monitoring;
f) processors are recommended to take parallel samples for their own use;g) processors should be advised by the enforcement authorities of all results.
Guidelines for the sampling and testing of pasteurized milks for enforcement purposes (February, 1989) were agreed by the following organizations:Association of Public AnalystsDairy Trade FederationInstitution of Environmental Health OfficersNational Farmers’ UnionPublic Health Laboratory Service.
9.2 Tests undertaken to fulfil other statutory requirementsAttention is drawn to the need to fulfil statutory requirements concerning the nature, substance and quality of foods, adulteration of milk and composition of drinking milks. The owners of dairy establishments should undertake periodic checks as follows.
a) Fat content of whole milk (unstandardized) with a minimum of 3.5 % milk fat by mass (m/m).b) Fat content of semi-skimmed milk to be not less than 1.50 % and not more than 1.80 % by mass (m/m).c) Fat content of skimmed milk to be not more than 0.30 % by mass (m/m).d) The whole milk, semi-skimmed milk and skimmed milk to be free from added water.e) Antibiotic residues are not to be detectable.
9.3 Frequency of samplingSampling programmes should be designed in accordance with HACCP principles, supported by advice from the enforcement authority.
9.4 Quality defects in pasteurized milkA number of quality defects are liable to occur in pasteurized milk and affect its shelf life and general acceptability. These are summarized in Table 5.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
© B
SI 06-1999
49
Table 5 — Quality defects in pasteurized milk
Common name of defect
Effect on milk quality as perceived by the consumer
Cause Associated or contributory conditions
Investigation and/or remedy
“Bitty” cream When pasteurized milk is added to tea and hot beverages small white particles appear and float on the surface along with droplets of free fat.
Germination and growth of spores of Bacillus cereus which are not affected by pasteurization temperature. Enzyme produced by B. cereus destroys the fat globule membrane producing the small white particles and free fat.
Dusty weather results in conditions leading to contamination of raw milk supplies with spore-forming bacteria. Warm weather results in ideal conditions for germination and growth of the spores of B. cereus in empty milk bottles and in pasteurized milk before delivery.
Practise strict hygiene in the dairy especially the equipment after the pasteurizer, and returnable containers. Package the milk at as low temperature as possible e.g. below 5 °C. Cold store the packed milk at 4 °C to 5 °C. Reduce as far as possible exposure of packaged milk to warm conditions e.g. above 10 °C.
Poor keeping quality
The milk develops off-flavours, unpleasant odours or altered appearance within the normal keeping quality of the pasteurized milk, which when held under efficient refrigerated storage conditions of 5 °C ± 1 °C, should be at least a week. The milk may be sour, have a bitter taste or a rancid smell.
Processing and packaging under poor hygienic conditions and/or holding the packaged milk in warm conditions. Provided the legal temperatures of pasteurization have been met the defect will have been caused by post-pasteurization contamination.
Warm conditions or absence of refrigeration where milk is held.
Check all records of pasteurization temperatures. Investigate all hygiene practices. Carry out full visual inspection and make bacteriological checks after plant appears to be thoroughly cleaned and disinfected. Check the temperatures of the pasteurized milk from processing through packaging to storage and distribution. Rectify deficiencies in the cold chain.
Cream plug Presence of a thick cream layer in pasteurized milk which may prevent the milk from being poured from the bottle. Free fat present in the cream layer floats in droplets on the surface of hot beverages such as coffee or tea.
Excessive pasteurization temperature, double pasteurization, excessive pumping, agitation and aeration during handling, warm conditions during distribution. The most important factors are of a mechanical nature which produce turbulence in the milk and cause disruption of the globule membrane and churning.
Increased pasteurization temperature and double pasteurization destabilize the fat globule membrane and increase its sensitivity to mechanical forces. There may be a seasonal variation in the sensitivity of milk fat to processing conditions.
Check on all stages where agitation of milk applies. Reduce exposure of the milk to physical forces, e.g. pumping, vigorous agitation, aeration. Maintain consistently cool.
Feathering Formation of an unpleasant curd when the pasteurized milk is added to hot coffee.
Exact mechanism is not properly understood. May be due to precipitation of destabilized milk protein by the acidic coffee solution.
Occurs more readily when milk is kept hot by the consumer, caterer, etc. Also occurs with homogenized pasteurized milk.
Reduce time for which milk is held hot prior to addition to coffee.
Stale flavour Milk does not have its normal fresh attractive flavour.
Thought to be due to a combination of several minor changes such as oxidation and lipolysis of the milk fat and changes in the protein.
Stale flavours are often forerunners to more serious off-flavours if hygiene practices are not improved or if milk is held for longer periods before use.
Avoid conditions which lead to lipolysis, etc. Practise strict hygiene measures. Store milk at low temperature.
Oxidized or sunlight flavour
“Burnt” or “burnt-feather” off-flavours. Exposure of milk to sunlight or artificial light
Milk is affected by light to varying degrees when packaging in glass, plastics, cardboard or foil laminate.
Avoidance depends on use of opaque packaging materials such as board and laminates.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
50©
BS
I 06-1999
Table 5 — Quality defects in pasteurized milk
Common name of defect
Effect on milk quality as perceived by the consumer
Cause Associated or contributory conditions
Investigation and/or remedy
Oxidized flavour The flavour of the milk is affected leading to the consumer describing it as cardboardy, tallowy, metallic, fishy or oily.
Oxidation of some fatty acids dependent on a catalyst.
Was more common when copper (a catalyst for the reaction) was present in dairy equipment. Catalysing copper-containing residues may be present in cleaning and disinfecting solutions. Iron may also act as a catalyst.
Ensure that pasteurizing and packaging plant is free from metallic residues which may accumulate in plate packs. Make certain that there are no copper or iron surfaces in contact with milk. Check that there are no residues of cleaning materials in plate pack.
Lipolytic flavour (rancidity)
Rancid off-flavour developing in pasteurized milk after several days at refrigerator temperature.
May be present in pasteurized milk from fat-splitting enzymes produced by bacteria destroyed by the pasteurization process or by contamination of the pasteurized milk from plant surfaces.
Practise strict hygiene. If milk is to be held raw for any length of time before pasteurization cool the raw milk to around 3 °C to 4 °C to reduce bacterial growth.
Flavours described as “cowy”, “weedy”, “feedy”.
The normal attractive milk flavour is altered.
Most likely to be significant in the milk from one herd which has access to sources of strong-smelling materials, feeds, weeds, etc. which are transferred to the milk.
Avoid the cows having access to feed materials or weeds having strong smelling properties.
“Unclean” or “bitter” flavour
Bitter and putrid flavours developing in cold-stored milk after about 7 days after pasteurization.
Proteolytic enzymes produced by cold-tolerant bacterial contaminants either before or after pasteurization may form bitter peptides from milk proteins.
Does not usually occur in refrigerated pasteurized milk until around 1 week after pasteurization but depends on level of contamination.
Check hygiene practices.
TCP (trichlorophenol) taint
The pasteurized milk has a taste which is reminiscent of TCP antiseptic.
The off-flavour is produced by the formation of chlorophenol compounds from the interaction of chlorine in water supplies or in residues of chlorine-based disinfectants or iodine from disinfectants with phenolic substances from disinfectants, veterinary preparations, weed killers and some plastics.
The amount of each compound, i.e. chlorine and chlorophenol, which can combine to produce a taint is so small as to be undetectable individually in normal circumstances. One of the most common causes of the taint is the use of chlorine-containing disinfectants with non-food-grade plastics, e.g. piping.
Taste incoming supplies of milk (see note to 5.4.3) and samples of pasteurized milk. Reject any milk with a detectable TCP flavour. Ensure that non-food-grade plastics are not present or permitted in the dairy premises.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
© B
SI 06-1999
51
Table 5 — Quality defects in pasteurized milk
Common name of defect
Effect on milk quality as perceived by the consumer
Cause Associated or contributory conditions
Investigation and/or remedy
Extraneous water
If severe, the consumer may consider the milk “thin” and “watery”.
The farm and dairy may each be sources of extraneous water gaining access to milk.
The adulteration of milk with water is an offence and care should be taken to ensure that extraneous water does not enter the milk accidentally.
Ensure complete drainage of all pipelines, tanks, etc. to avoid rinse water or condensed steam gaining access to the milk. Avoid careless flushing of milk from the pasteurizer. Consult the equipment supplier on the capacity of pasteurizer and associated pipelines so that sufficient water-contaminated milk is taken off from the pasteurized supply to the finished milk tank. The first milk through packaging equipment should be checked for normal freezing point and if tests indicate that water is present in the packaged milk reject until satisfactory. Check for perforated heat exchange plates.
Poor cream line The consumer judges that a reduced cream line indicates low fat level in the bottled milk.
Processing factors such as agitation, clarification, pumping and pasteurization temperature may affect the “creaming” process. The cream layer volume is decreased by heating milk at temperatures above 73 °C and becomes almost non-existent after milk is exposed to 82 °C.
Non-homogenized milk develops a cream line on standing. During the “creaming” process fat globules aggregate and rise to the surface.
Avoid temperatures which reduce cream layer volume if this is of importance.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
52 © BSI 06-1999
Section 10. Plant maintenance and inspection
10.1 GeneralThe milk processor is required to produce a pasteurized milk which meets all of the statutory requirements of this type of milk. These are particularly designed to ensure safety of the product to the consumer. From a commercial point of view the milk processing company wishes to ensure that all aspects of product quality are controlled and quality is of a high standard in the product.The efficiency of the milk processing operations depends on a variety of factors, some of which are labour related and others which are dependent on the operational efficiency of equipment used in the pasteurization and related handling, packaging, storage and distribution activities.It is essential that pasteurizing equipment is operated to its design characteristics and is maintained in accordance with the instructions and suggestions of the equipment supplier.Regular and systematic programmes of inspection and maintenance by management, production and engineering staff, and laboratory staff should be designed for the individual dairy. The representative of the equipment supplier should be involved at an early stage since installations are likely to vary and the individual technical features of the installation can have a vital bearing on ensuring safe and efficient operations. If, for inspection and maintenance, persons are required to climb on to machinery such as tanks or to examine pipework at heights, safe means of access should be provided. The power source of machinery, whether electric, pneumatic, hydraulic or other, should be isolated before access is gained to normally dangerous moving parts of machinery. Permit-to-work procedures should be instituted if appropriate.A systematic maintenance programme should be brought into effect during the commissioning stage of the installation and be agreed by the company’s technical staff and those of the supplier.
While the extent and sophistication of the maintenance programme will depend on the pasteurizing capacity and extent of automation of the pasteurizing plant and ancillary equipment and on the staffing arrangements at the dairy, the need for a systematic programme extends over the various sizes of operations.The details of maintenance programmes including “action” information should be properly kept and available to appropriate persons within the dairy.The dairy company and equipment supplier should determine which aspects of maintenance should be undertaken by their respective organizations.Small dairy companies which include those with pasteurizing plant rated to about 5 000 l/h or producer processors may decide to arrange for the more difficult items of maintenance to be contracted out to a supplier or specialist company.
10.2 Inspection of equipment and premises10.2.1 General inspection
A daily check should be made by the production staff and laboratory personnel, working in close cooperation, of plant operation records, temperature recorder charts and quality test results.Any abnormalities should be reported immediately to a technical manager.In small plants and in farm dairy situations one person may have responsibility for all or most of the processing operations. Despite the fact that one person is responsible for different aspects of the operations it is important that a proper procedure be established and used for checks on these items. It is advisable that at least two people in a dairy be thoroughly conversant with and skilled in operating and cleansing and inspecting milk pasteurizing and packaging equipment.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 53
The premises used for milk processing equipment should be inspected daily for cleanliness and general hygiene. It is vital that staff develop and maintain a strong commitment to personal hygiene and cleanliness within dairy premises.The general appearance of the processing equipment and processing rooms should be pleasing and should demonstrate attention to hygiene.All areas of the processing premises, that is, the exterior of processing plant and ancillaries, the floors, walls and ceilings of the premises, should be included in daily inspections.Inspection of all areas of the premises should be undertaken daily to ensure that vermin are being controlled effectively. Milk pasteurizing companies may enter into contracts with specialist vermin control firms as a means of obtaining systematic control over all forms of vermin.
10.2.2 Process and engineering inspection recommendations
These are summarized in Table 6.
10.2.3 Service contract inspection
Operators of milk pasteurizing plants are recommended to enter into an annual service contract arrangement with a reputable dairy engineering company to undertake the inspections detailed in 10.3, and propose an appropriate repair programme.The general location of these items is indicated in Figure 1 and Figure 8(a) and Figure 8(b).
10.3 Items to be inspected and/or recorded10.3.1 Instruments and flow diversion valve assemblyNOTE See encircled area in Figure 8(a).
The following should be inspected and/or recorded.a) Instrument type.b) Accuracy of hot pen.c) Accuracy of cold pen.d) Are the chart traces achieved satisfactorily?e) Comparison of reference and hot milk check thermometer.
f) Event pen operation.g) Is diversion set point accurate?h) Condition of air supply.i) Are air pressures correct?j) Is the auto/manual switch functioning satisfactorily?k) Are all alarms functional?l) Is the electric wiring in good order and are the connections secure?m) Is the interior of the instrument panel in a clean and dry condition?n) Does the flow diversion valve operate efficiently?o) Date when diaphragm previously changed.p) Is the action of the flow diversion valves positive?q) Are all seals in good condition?r) When were the air-operated valve cylinders last overhauled?s) Are all connections secure?t) Any other observations.
10.3.2 Flow controllerNOTE See encircled area in Figure 8(b).
The following should be inspected and/or recorded.a) Is the plant rate correct?b) Are the spindle/disc and piston in good order?c) Are the screens in satisfactory condition?d) Is the unit operating freely?
10.3.3 Milk and hot water pumpsNOTE See encircled area in Figure 8(a).
The following should be inspected and/or recorded.a) Milk pump serial number.b) External condition of pump.c) Condition of the body interior.d) Are the impeller holes clear?e) Is the impeller rotating in the correct direction?f) Condition of impeller/stub shaft driving faces.g) Condition of the front seal.h) Condition of the steel or ceramic running face.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
54 © BSI 06-1999
i) Condition of the water-cooled seal.j) Is the water seal cooling device working satisfactorily?k) Is the water-cooled seal device correctly positioned?l) Condition of the back plate.m) Is the stub shaft secure on the motor shaft?n) Is the stub shaft correctly positioned?o) Condition of the body clamp.p) Is there any evidence of corrosion of the pump?q) Is the motor operating at an acceptable temperature?r) Are the feed conditions satisfactory?s) Any other observations.
10.3.4 Balance tankNOTE See encircled area in Figure 8(b).
The following should be inspected and/or recorded.a) Condition of the inlet valve equipment.b) Is the float in sound condition?c) Does the balance tank show signs of corrosion?
10.3.5 Heat exchangerNOTE See encircled area in Figure 8(a).
The following should be inspected and/or recorded.a) Machine type and number.b) Plate arrangement drawing number.c) Condition of the frame and tightening gear.d) Minimum plate dimensions.e) Actual platage dimensions.f) Type of gaskets.g) Condition and age of the gaskets.h) Evidence of plate damage caused by corrosion, etc.i) Plate sequence as compared to the plate arrangement drawing.
j) Condition of the grids, bosses, drain and vent plugs.k) Cleaning efficiency.l) Retarder section or holding tubes.m) Condition of the hanging eyes.n) Alignment of the plates viewed externally.o) Condition of press, gauges, thermometers, valves, etc.p) Are the pipe-hanging supports in good order?q) Is the ratchet spanner operating satisfactorily?r) Are there sufficient union spanners available?
10.3.6 Hot water setNOTE See encircled area in Figure 8(b).
The following should be inspected and/or recorded.a) Are all connections secure?b) Condition of the inlet tubes.c) Condition of the instrumentation.d) Is the hot water circulation correct?e) Condition of the steam diaphragm valve.f) Condition of the pressure-relief valve.g) Condition of the steam-reducing valve.h) Condition of the pressure gauges.i) Boiler pressure.j) Reduced steam pressure.
10.3.7 Milk filter
The following should be inspected and/or recorded.a) Condition of the filter-valve screens, seals, vents, etc.b) How often are the filter cloths changed?
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
© B
SI 06-1999
55
Table 6 — Inspection of milk pasteurization equipment and ancillariesPlant item and component Possible defect/arm of inspection General advice Frequency of
inspectionInspection made by
External surfaces of all items of milk reception, storage, pasteurization, packaging installation.
Leaks from pumps, valves, pipelines, etc. Daily Competent dairy staff.
Milk storage tanks: To ensure Weekly Competent dairy staff.
— agitator and timing mechanisms;
— equipment working as required to ensure thorough mixing of milk;
— valves; — no leakage;
— spray balls. — no blockages which would limit sprays.
Milk pasteurizer installation: Normal working condition. No leakage. Float in good order. No debris which would affect milk pump.
Weekly Competent dairy staff.
— valve controlled balance tank;
— milk pump; No leakage from pump shaft seal or pipeline joint rubbers.
Weekly Competent dairy staff.
— flow controller. Valve piston, spindle, valve “button”. On re-assembly valve should be checked for free and smooth movement.
Daily Competent dairy staff.
Heat exchanger-plate pack Corrosion of plate surfaces leading to leakage. Deterioration of plate gaskets resulting in leakage. Presence of debris trapped at plate contact points especially in plate passes prior to the filters. Effectiveness of cleaning and formation of scale.
Plate packs have different tightening requirements. In order to avoid damage to gaskets follow manufacturer’s instructions concerning opening and tightening plate pack.
Monthly Competent dairy staff plus specialist service engineer if in doubt.
Flow diversion valve Valve springs and associated moving parts should be inspected for damage and should be serviced and lubricated. Motor diaphragms, valve seats, rubbers, seals should be replaced at first sign of deterioration.
All parts should be checked and found to be in good order to prevent forward seepage of milk when plate is in the diverted state.
Annually Competent dairy staff plus specialist service engineer if in doubt.
Milk filter Incorrectly fitted filter cloth Fit filter cloths with nap or woolly surface exposed to milk flow.
Daily Competent dairy staff.
Hot water set Controlling water to pasteurizing section of the plate pack at required temperature.
Three-monthly Competent dairy staff.
Valves and pipelines All valves and pipelines inspected for deterioration leading to leaks.
Worn or defective components should be replaced on a regular basis.
Monthly Competent dairy staff.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
56©
BS
I 06-1999
Table 6 — Inspection of milk pasteurization equipment and ancillaries Plant item and component Possible defect/aim of inspection General advice Frequency of
inspectionInspection made by
Pressure gauges Checked to see that indicating pointer zeros correctly and that movement is smooth. No moisture in instrument casing.
Give valuable guidance to plant performance by indicating changes in general balance of flow throughout the system.
Daily Competent dairy staff. Specialist service engineer if in doubt.
Indicating thermometers Checked for accuracy against a thermometer of known accuracy in the laboratory. Correction tags should be dated and attached to the machine. The thermometer indicating pasteurizing temperature in the holder section is critical because of statutory requirements. Thermometer at the cold milk outlet of the plant is also very important because of cooling requirements. Thermometers indicating hot water temperature and cooling medium temperature provide information on plant performance and any abnormalities to it.
Weekly Competent dairy staff.
Recorders and controllers Instruments should be kept clean, dry, dust and oil free. Air supplies should be clean, dry and oil free at correct supply pressure. Diaphragm control valves should be regularly serviced.
Daily Competent dairy staff plus specialist service engineer.
Service steam Steam lines should be free from leaks and in general good order and effectively lagged. Inspection should include steam-reducing valves, steam traps, strainers, stop valves, control valves, steam and water mixers.
Poor process temperature control may be due to inadequate regulation and control of steam
Three-monthly Competent dairy staff plus specialist service engineer if in doubt.
Water Taps and valves should be free from leaks. In hard water areas plant surfaces should be examined for build up of scale. Soft water supplies may be corrosive. pH of chilled water, used as a secondary refrigerant, should be checked to ensure that it is not too low. It should be at pH 10 or slightly above.
Advice of water treatments specialists should be sought.
Weekly Competent dairy staff plus specialist service engineer if in doubt.
Refrigeration plant To check for normal operating conditions and production of coolants at correct temperatures
Daily Competent dairy staff plus specialist refrigeration engineer if in doubt.
Calcium chloride brine pH should be controlled between 8.5 and 9.0 to minimize risk of corrosion.
Weekly Competent dairy staff.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
© B
SI 06-1999
57
Table 6 — Inspection of milk pasteurization equipment and ancillariesPlant item and component Possible defect/aim of inspection General advice Frequency of
inspectionInspection made by
Air Regular inspection and care of air pressure reducing valves, air filters, traps. Quality of air is very important for operation of much of the dairy’s equipment.
Instruments and controllers require clean, dry, oil-free air; it is preferable to have a separate compressor for instrumentation. Many air-operated valves and pneumatically operated materials handling equipment require lubricated air. Advice should be sought from equipment suppliers on inspection and maintenance.
Weekly Competent dairy staff plus specialist service engineer if in doubt.
Electricity supply and electricity operated equipment
Should be checked regularly for safety. Faults or damage should be reported immediately for action.
Three-monthly Competent electrician.
Milk packaging equipment To ensure efficient operations, correct filling levels and freedom from faulty closure of packs.
Attention is drawn to statutory requirements on filling levels.
Daily Competent dairy staff.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
58©
BS
I 06-1999
Figure 8(a) — Service contract inspection. Location of plant items
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS
7771:1994
© B
SI 06-1999
59 Figure 8(b) — Service contract inspection. Location of plant items
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
60 © BSI 06-1999
Section 11. Cleaning and disinfecting milk pasteurizing equipment and ancillaries11.1 GeneralThe following edited extracts from BS 5305:1984 describe the cleaning and disinfection of the following equipment:
a) pumps and pipelines;b) storage and transport tanks;c) heat exchangers: batch type (holder) plants;d) heat exchangers: continuous flow;e) cotton filter cloths;f) separators;g) homogenizers;h) water softeners;i) bottle-washing machines;j) milk bottles;k) milk bottle crates;l) container-filling machines.
Cleaning operations should follow a strict routine, At the end of the milk run, pass cold water through the whole plant to remove milk residues.In 11.2 to 11.12, detailed recommendations are given for the cleaning of individual pieces of plant and equipment. Whilst the practice of cleaning in-place is widely used and is applied to as much dairy equipment as possible, the need for the periodic manual cleaning of such equipment remains. Isolate the power source and completely dismantle equipment periodically and carry out the methods of cleaning described in 11.2.3. If cleaning and disinfecting require persons to climb on to machinery such as tanks or to examine pipework at heights, safe means of access should be provided.It should be borne in mind that there is no single detergent suitable for all cleaning in-place purposes and, in selecting a detergent, attention should be given to the fact that the soil to be removed from a heated surface is of a different nature from, and more tenacious than, that on an unheated surface.The construction of certain items of plant is such that they are prone to corrosion, e.g. crevice corrosion and, whilst approved chemical disinfecting agents may be used, at their recommended concentration, with relative safety in tanks and pipelines, corrosion may occur in some items such as in plate-type heat exchangers and drain cocks; for these items disinfection using steam or hot water is recommended.
Chemical disinfecting agents are normally used at low concentration and scale or protein residues remaining in the equipment can deactivate the disinfecting agent and seriously impair its disinfecting efficiency. If residues or scale are present, a disinfecting agent is effective only when penetration occurs. Normal soaking or circulation conditions are not effective when scale is present and the residues can act, therefore, as a source of bacterial recontamination. Adequate cleaning prior to disinfection is, therefore, essential.
11.2 Pumps and pipelines11.2.1 General
Pumps and pipelines may be disinfected after previous cleaning or, if a cleaning in-place system is in use, by cleaning and disinfecting in one operation.
11.2.2 Cleaning in-place systems
Use the following procedures.a) At the end of the milk run, pass cold water through the pumps and pipelines, in a similar manner to the milk, to remove all loose milk residues. During this procedure slacken the retaining rings of the milk cocks and open butterfly valves or lift the plugs so that the component parts are thoroughly rinsed.b) Because the design of plug cocks makes them impossible to clean in-place they should be dismantled, brushed thoroughly in detergent or detergent/disinfectant solution, rinsed and replaced.c) Circulate a solution of a suitable general-purpose detergent or approved detergent/disinfectant. The temperature and contact time will depend upon the product used. A solution at 55 °C to 60 °C will usually need 20 min of circulation at a speed of 1.6 m/s. If a detergent/disinfectant is used, slacken the retaining rings of all milk cocks to allow some of the solution to escape via the well. Flush the pipes with clean water, lifting the plugs as before to ensure adequate rinsing. If a detergent/disinfectant has been used, no other treatment is necessary. If a detergent only has been used, disinfect the equipment using one of the following procedures.
1) Hot water. Circulate hot water through the inter-connected pipework, fittings, etc., for a period of not less than 20 min measured from the time that all parts of the circuit reach a temperature of not less than 80 °C.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 61
2) Chemical disinfecting agent. Circulate a solution of a disinfecting agent (see 8.4.2.3).Discharge to waste and rinse residues of disinfecting agent from the equipment using cold clean water and use immediately; if this is not possible, re-disinfect immediately prior to use.
NOTE A solution of sodium hypochlorite containing 50 mg/l to 100 mg/l of available chlorine used at ambient temperature and a contact period of 10 min to 20 min is suitable.
11.2.3 Manual cleaning
Periodically dismantle the pumps, pipelines and other equipment for thorough cleaning and examination.
a) Rinse as described in 11.2.2 a), dismantle and then place in a trough containing a solution of a general-purpose detergent. The trough should be of sufficient length and depth to allow the pipes to be completely submerged in the detergent solution.b) Brush all milk contact surfaces; for pipes use a long-handled brush of minimum length slightly more than half that of the longest pipe so that the complete length can be cleaned by approaching, if necessary, from both ends. The brush head should be of the same diameter as, or a little larger than, the bore of the pipe being cleaned. All equipment should be colour coded to distinguish between raw and pasteurized milk.c) Rinse all parts with clean water.d) Place the pipes on a clean rack to await reassembly, and not on the dairy floor. A suitable rack mounted on wheels is convenient, as it can be used for collecting the pipes, etc., while dismantling and for conveying them after cleaning, during reassembly.
If it is possible to form the pipework into a closed circulation circuit, disinfect by using one of the procedures described in 11.2.2. If this is not possible, disinfect dismantled pipelines and fittings by using steam for a period of 15 min (see 8.4.2.2) or by soaking them in a solution of disinfecting agent [see note to 11.2.2 c) 2)] followed by draining and rinsing the residues of disinfecting agent from the equipment using cold clean water. Reassemble the equipment immediately, taking precautions to avoid recontamination. Use the equipment immediately; if this is not possible, re-disinfect immediately before use.
11.3 Storage and transport tanks11.3.1 General
Storage and transport tanks may be cleaned and disinfected using either manual or cleaning in-place techniques.
11.3.2 Cleaning
11.3.2.1 Manual cleaning
11.3.2.1.1 General
The size of large tanks makes it necessary for the operator to enter the tank when it is being cleaned. Before entering the tank the operator should don a pair of clean rubber boots, which are kept solely for this purpose, and any other protective clothing normally worn in such operations.
11.3.2.1.2 Stainless steel tanks
Use the following procedure.a) Thoroughly rinse the internal surfaces of the tank with cold water. If necessary, scrub the surfaces with a suitable long-handled nylon brush.b) Thoroughly scrub the internal surfaces of the tank with a solution of a general-purpose detergent or detergent/disinfectant suitable for hand use, paying special attention to the inlets, outlets, gaskets, air vents, propeller shafts and any other fittings the tank may contain. Do not use abrasives. Remove and dismantle the fittings each time the tank is cleaned.c) Thoroughly flush the tank with clean water to remove all traces of detergent, leaving it ready for disinfection (see 11.3.3).
11.3.2.1.3 Aluminium tanks
Use special detergents suitable for use with aluminium, but in the same manner as for stainless steel tanks.
11.3.2.1.4 Non-metallic tanks
Use detergents as recommended by the manufacturers.
11.3.2.2 Cleaning in-place
11.3.2.2.1 General
Cleaning in-place of milk storage tanks and transport vessels can be effectively undertaken only if the vessel and its fittings have been correctly designed and equipped for this type of cleaning.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
62 © BSI 06-1999
Very precise location of the spray device in relation to the vessel and its fittings is essential if all surfaces are to be effectively cleaned and disinfected.Individual spray devices may encompass a wide variety of designs, each having a different optimum mounting point within the vessel, widely varying feed pressure requirements and differing flow characteristics and spray patterns.It is essential, therefore, that the advice of equipment manufacturers is sought and that the spray device is carefully matched to the cleaning solution delivery pump and to the actual storage vessel being cleaned.A fine wire mesh filter should be fitted in the detergent supply line prior to the spray device in order to safeguard against blockage of any of the spray orifices or nozzles by debris which could alter the spray pattern within the vessel, leaving sections of the surface inadequately treated.
11.3.2.2.2 Combined cleaning and disinfection
Use the following procedure.a) Rinse with water to waste until all loose milk residues are removed.b) Circulate a freshly prepared approved detergent/disinfectant solution for the time and at the temperature recommended by the manufacturer.c) Finally, rinse with cold clean water.
11.3.2.2.3 Separate cleaning and disinfection
Follow the cleaning procedure as described in 11.3.2.2.2 using a detergent appropriate to the materials of construction of the tank and specifically formulated for cleaning in-place duties.Recovery and reuse, following any necessary readjustment of the detergent strength, may be considered where separate cleaning and disinfection is employed but is generally inadvisable with combined detergent/disinfectants due to the differing rates of exhaustion of the active ingredients.After detergent cleaning and rinsing with cold water the tanks are ready for disinfection.NOTE 1 If hot solutions are used in cleaning in-place systems and especially if these are followed by cold water rinsing, care should be taken to ensure that the tank is adequately vented, e.g. by opening the manway cover or door, since any rapid reduction in pressure within the vessel may result in collapse of the tank walls. If vents are built into tanks it has been calculated that a 14 000 l tank requires a vent of minimum diameter 130 mm or equivalent area to cope with the possible pressure changes whilst a 45 000 l silo requires a 350 mm vent under similar operating conditions.NOTE 2 The importance of pre-rinsing cannot be over emphasized, particularly where combined detergents/disinfectants are being used.
Pre-rinsing by means of a number of short bursts as opposed to continuous rinsing will assist in the dispersion and removal of milk froth which may otherwise be inclined to float as rinse water builds up in the tank outlet and will at the same time result in economies of water usage.
11.3.3 Disinfection
Chemical disinfecting agents are more commonly used. Where spray ball or other types of device are used it is essential that they are correctly sited to ensure that all internal surfaces are thoroughly wetted by the solution of disinfecting agent.Clean the tanks using the procedure recommended in 11.3.2. If a detergent/disinfectant solution has been used for cleaning, further disinfection is not necessary if the tanks are used immediately. If the tanks have been cleaned only, or have not been used for 4 h or more, disinfect immediately prior to use as follows.
a) Stainless steel tanks. Disinfect by using one of the following three procedures.
1) If automatic cleaning equipment is installed, spray a solution of disinfecting agent (see 8.4.2.3) into the tank through the spray ball or other type of distributing device. Rinse the tank with cold clean water.
NOTE A solution of sodium hypochlorite containing 50 mg/l to 100 mg/l of available chlorine used at a temperature from ambient to not greater than 40 °C for a contact period of 10 min to 20 min is suitable.
2) Fog with a disinfecting agent. Site the fog gun at the manway door and introduce the solution of disinfecting agent at the concentration and under the conditions recommended by the manufacturer of the fog gun. Rinse the tank with cold clean water.3) On tanks suitable for steam disinfection, introduce steam at a convenient point and allow the condensate to run to waste. Continue steaming for a period of at least 15 min after the condensate has reached a temperature of 85 °C. Legislation in Northern Ireland requires that in steam disinfection the continuous period of 15 min is timed from when the condensate has reached a temperature of not less than 93 °C. Ensure that all vents are open during the subsequent cooling-down period.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 63
b) Aluminium tanks. Disinfect separately after cleaning or clean and disinfect in one operation by using one of the following procedures.
1) Disinfection. Clean the tank by using the procedure described in 11.3.2.1.2 or 11.3.2.1.3. Disinfect by spraying the surfaces with a solution of a QAC (see 8.4.2.3 b). Rinse all residues of the QAC from the tank with cold clean water, after the contact time recommended by the chemical supplier.2) Combined cleaning and disinfection. Clean and disinfect the tank using the procedure described in 11.3.2.1.2 and 11.3.2.1.3 using a solution of detergent/disinfectant suitable for use with aluminium tanks (see 8.4.2.3). Rinse the residues of solution from the tank with cold clean water.NOTE QAC is not an approved bactericidal agent in Scotland.
3) Non-metallic tanks. The chemical and heat resistance of non-metallic tanks varies widely with the material of construction. The advice of the tank manufacturer on the recommended procedure for disinfection should always be sought.
NOTE Attention is drawn to the need for periodic manual cleaning of any equipment which is cleaned by in-place systems. See 11.3.2.1.
11.4 Heat exchangers: holder (batch) plants11.4.1 General
Holder (batch) plants consist essentially of a hot-water jacketed heating and holding tank, an external-surface capillary cooler or plate-type cooler, and auxiliary tanks, pipework and pumps. They should be cleaned by the procedure described in 11.4.2 and then disinfected by the procedure described in 11.4.3.
11.4.2 Cleaning
Use the following procedure.a) Partly fill the holding tank with cold or warm (40 °C to 50 °C) water and pump through the complete system to remove milk residues. Rinse the receiving tank (if used).b) Partly fill the holding tank with a solution of a general-purpose detergent at about 45 °C and scrub the internal surfaces, including auxiliary fittings, with a suitable brush. Rinse with cold clean water.
c) Dismantle the receiving tank (if used), pumps, milk cocks and piping and deal with them as described in 11.2.3. Rinse with cold clean water.d) Reassemble the equipment for disinfection (see 11.4.3).
11.4.3 Disinfection
After the equipment has been cleaned and reassembled (see 11.4.2), disinfect using the following procedure.
a) In the holding tank prepare a solution of disinfecting agent (see 8.4.2.3). Scrub the walls using a long-handled brush; ensure that all internal surfaces are thoroughly wetted.b) For open-type coolers, pump the solution of disinfecting agent in the holding tank over the cooler and scrub the surfaces on both sides with a suitable brush.c) For plate-type coolers, proceed as described in 11.5.3.2.d) Discharge this solution of disinfecting agent to waste, rinse the residues from the equipment with cold clean water and use immediately; if this is not possible re-disinfect immediately before use.
11.5 Heat exchangers: continuous flow plants11.5.1 General
Carry out the cleaning of the heat exchangers in accordance with the manufacturer’s instructions. Typical instructions for the cleaning of HTST exchangers are given in 11.5.3.All sampling and drain cocks (if fitted) should be removed daily for cleaning.Temperature-recording charts should be in position for the whole of the cleaning cycle as well as the milk production run.Disinfect the plant immediately prior to a processing run; this is particularly important if the plant has not been opened and inspected immediately after the cleaning operation to ensure that soil residues, from which bacterial recontamination may occur, are absent.Chemical disinfection is effective only when soil residues are entirely absent; if there is doubt as to the level of cleanliness achieved during cleaning, disinfection using hot water should be used.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
64 © BSI 06-1999
11.5.2 Manual cleansing
11.5.2.1 General
In most instances, facilities for circulating detergent solution through the equipment on a closed loop system will be available. Where such facilities are not provided it will be necessary to manually clean the heat exchanger.
11.5.2.2 Cleaning
The plant should be cleaned at the end of each milk run using the following procedure.
a) At the close of the milk run, shut off all unwanted services. Displace milk from the plant by running cold water through and continue until the effluent water runs clear.b) If a brine section is incorporated, remove brine residues by thorough flushing with cold water.c) Ensure that the heat exchanger is cooled to ambient temperature and, if not, continue passing water through until the machine reaches a temperature not exceeding 30 °C.d) Open the machine by the procedure recommended by the manufacturer taking particular care to avoid damage to the plates and to avoid displacing the gasket from the groove.e) Manually clean all product plates using a suitable detergent and a soft nylon brush taking particular care to avoid displacing the rubber gaskets from the gasket grooves. The detergent solution should be made up in hot water and used at as high a temperature as is practicable but not less than 45 °C. Follow the supplier’s instructions regarding the use of the detergent materials and necessary safety precautions.f) Hose off each plate with cold clean water.g) Reassemble the machine following the manufacturer’s recommendations regarding the correct sequencing of the plates, method of tightening and closure pitch.
11.5.2.3 Disinfection
If facilities permit, disinfect the equipment by one of the methods described for HTST plants in 11.5.3.
11.5.3 HTST plant
11.5.3.1 Cleaning
The plant should be cleaned at the end of each milk run using the following procedure.
a) At the close of the milk run shut off all the unwanted services. Displace the milk from the plant by running cold water into the balance tank and, when cleared, return the flow to the balance tank. Ensure that the exit line from the tank is fully covered to avoid cavitation in the circulating pump. Continue circulation for a period of not less than 10 min.b) In some cases it is necessary to slacken the heat exchanger until it leaks slightly, although this is regarded as unnecessary by many equipment manufacturers.c) If the circulating water is seriously contaminated with milk residues, pump to waste and refill the system with water. Introduce detergent into the balance tank and circulate within a closed circuit at 70 °C to 80 °C for 20 min at a rate of flow at least 10 % more than that of the milk. After long milk runs it may be necessary to increase the concentration of detergent and the time and temperature of cleaning. During the circulation period, divert the plant several times or alternatively at the end of the circulation period reduce the temperature of the cleaning solution and allow the plant to go into automatic diversion for a period of 5 min. Brush the surfaces of the balance tank above the detergent level, and the lid, during circulation.d) Flush the detergent solution from the heat exchanger by pumping cold water through the system. Unless soft water is used, cool the detergent solution to 40 °C before flushing out. When necessary, the heat exchanger may then be opened up, the plates brushed down and finally hosed with cold clean water ready for reassembly and disinfection (see 11.5.3.2). This is only necessary infrequently. In some cases, the plant manufacturer recommends that the exchanger should be opened only by his agents.
NOTE Methods are available for cleaning heat exchangers by means of which the plates may be cleaned and maintained bright and scale-free without brushing and without opening the machine. Such methods rely on the circulation of neutral and alkaline solutions of polyphosphates and other calcium and magnesium sequestering agents such as EDTA and its salts, and sodium gluconate and heptonate. Accumulations of milkstone may render an occasional acid descale advisable. The technique recommended in such cases is described in 29.4 of BS 5305:1984, and should be applied after the detergent circulation. However, with the detergent formulations currently available acid descaling should be unnecessary and, if a build-up of milkstone occurs, consideration should be given to the use of an alternative detergent system.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 65
It is strongly recommended that, after an acid descaling wash has been given and the acid flushed out with water, a final weak alkaline solution, equivalent to a 0.1 % (m/m) solution of sodium hydroxide, should be circulated to ensure that, should dilute sodium hypochlorite solutions be used after cleaning to disinfect the plant, the solution remains alkaline (a pH of 9) and therefore much less dangerous to stainless steel than a solution of the same available chlorine content but with its pH reduced to, e.g. 6 by accidental acid admixture.
11.5.3.2 Disinfection
After cleaning the plant by using the procedure described in 11.5.3.1, disinfect it by using one of the following procedures.
a) Hot water. Circulate hot water through the equipment for a period of not less than 15 min measured from the time that all sections of the plant reach a temperature of not less than 80 °C (see 8.4.2.2). Operate the flow diversion valve frequently throughout the circulation period in order to disinfect this section of the plant.b) Chemical disinfecting agent. Circulate a solution of disinfecting agent (8.4.2.3). Discharge to waste and rinse residues of disinfecting agent from the equipment using cold clean water and use immediately; if this is not possible, re-disinfect immediately prior to use.
NOTE 1 Many chemical disinfecting agents are potentially corrosive to plant and equipment especially at elevated temperatures. In order to minimize the risk of corrosion, ensure that the plant is cold and that all steam valves are closed before introducing the solution of disinfecting agents.NOTE 2 It is essential that the rate of circulation is sufficient to ensure the complete displacement of air from the equipment and the thorough wetting of all surfaces.NOTE 3 A solution of sodium hypochlorite conforming to the following is a suitable disinfecting agent:
1) available chlorine content of 50 mg/l to 100 mg/l;2) contact time of 10 min to 20 min;3) temperature not greater than 40 °C.
11.6 Cotton filter cloths11.6.1 General
Dirty filter cloths should be cleaned by the procedure described in 11.6.2 or 11.6.3 and then disinfected by the procedure described in 11.6.4. New filter cloths should be washed prior to use to remove textile dressing and then disinfected by the procedure described in 11.6.4.
11.6.2 Manual cleaning
Use the following procedure.a) Place the dirty filter cloths on a clean flat surface away from the processing equipment; hose hard to wash off loosely adhering soil or rinse thoroughly in several changes of hot water. Cloths should not be brushed as this will weaken the fabric, reducing the useful life of the cloth.b) Wash the cloths in a hot solution of a detergent suitable for textiles. Do not use strong-smelling soaps such as carbolic. If required, a few drops of sodium hypochlorite solution in the wash water will act as a bleach, removing unsightly stains.c) Completely remove the detergent from the cloths by two rinses in hot water, followed by two rinses in cold water.d) Carefully squeeze the cloths and dry them prior to disinfection (see 11.6.4). Inspect cloths against a good light and do not reuse if any thinness of the fabric, wear or damage is evident in any part of the cloth.
11.6.3 Machine cleaning
After hosing the dirty filter cloths, they may be washed in a small domestic machine using a detergent solution suitable for textiles at 60 °C to 70 °C. After thorough rinsing they should be dried, inspected as given in 11.6.2 d) and prepared for disinfection (see 11.6.4).
11.6.4 Disinfection
It is essential to disinfect washed filter cloths before reuse. Steam disinfection is recommended as dry heat or chemical methods will cause rapid deterioration of the fabric.Fold cloths to a convenient size and pack them in a reclosable metal drum or wrap individually in greaseproof paper. Disinfect in an autoclave or a steam chest. In an autoclave, cloths should be subjected to a temperature of 104 °C or above for 20 min: in a steam chest, the temperature should be 93 °C or above for 30 min. Temperatures achieved may be checked by placing temperature-sensitive indicator paper within the mass of cloths prior to treatment.Filter cloths should not be disinfected in-place during the disinfection of plate heat exchangers [see 11.5.3.2 a) and b)] but should be fitted to the filter carriers immediately prior to the commencement of product processing and included in any hot water pre sanitization treatment.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
66 © BSI 06-1999
11.7 Separators11.7.1 Cleaning
Use the following procedure.a) At the close of the run, flush with water at 40 °C to 50 °C until the water runs clear. Dismantle and remove bowl and discs.b) Scrub small parts, bowls and discs, using a mild alkaline detergent solution at 40 °C to 50 °C. Hold the discs between the revolving brushes of a manually-operated disc scrubbing machine, or scrub them in a suitable tank reserved for this purpose.Alternatively, an automatic disc-washer may be used, when the detergent can either be of higher alkalinity than that used for manual cleaning, or as recommended by the disc-washer manufacturer. Follow the manufacturer’s recommendations with regard to temperature and cleaning. If milkstone has developed follow the recommendations of 8.3.3.c) Flush the detergent solution away with cold clean water.d) Reassemble the separator, which is then ready for disinfection.
11.7.2 Self-cleaning separators
Follow the manufacturer’s instructions. A detergent of the type used for cleaning evaporators is generally suitable.
11.7.3 Disinfection
Clean separators by using the procedure described in 11.6.1 and after reassembly connect to the plate-type heat exchanger and disinfect by circulating hot water (see 8.4.2.2) or by circulating a solution of QAC (see 8.4.2.3). Drain the equipment and rinse residues of QAC solution from the equipment using cold clean water.NOTE Chemical disinfecting agents other than QACs may be suitable but the advice of the equipment manufacturer should be sought.
11.8 Homogenizers11.8.1 General
Three methods may be used for cleaning and disinfecting homogenizers. The homogenizer may be disassembled and cleaned manually, treated as a separate unit or cleaned in place with the main HTST plant. Whilst the materials of construction used in homogenizers will generally be unaffected by alkaline detergent solutions, due to the use of high strength stainless steels in some units, care has to be exercised in the use of acids and the advice of the equipment manufacturer should be sought. Milk residues in homogenizers have a high chloride content which, by interaction with acids, can give rise to serious corrosion of certain materials. Extreme care should be taken to ensure that the detergent solutions are free from undissolved particles which may cause damage to the piston seals and homogenizing valves.
11.8.2 Cleaning
11.8.2.1 Manual cleaning
Use the following procedure.a) At the end of the milk run, unload homogenizing valves and rinse out with water to remove the loose milk residues. Allow the rinse water to go to waste.b) Remove associated pipework and clean as outlined in 11.2.c) Remove pressure gauges, top caps, front caps, valves, springs, packing assemblies and similar components.NOTE It is essential to exercise extreme care when handling the components to avoid damaging them, especially sealing faces and pistons. The homogenizing valves may be manufactured from extremely hard material which, if dropped on to a concrete or tiled floor, could crack. Individual components should never be put into a cleaning trough or bucket but should be laid out on a mat on a trolley or table, each part separated from the others and grouped into the sets of components for each cylinder so that each part is reassembled into its original location in the homogenizer block, thus minimizing the wear on valve seatings, etc.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 67
A separate identifying mark on each of the components for each individual cylinder, e.g. by number stamping on a non-bearing part of the surface of each component when the machine is first commissioned, will further assist in ensuring that all parts are regularly reassembled in their original locations.d) Manually clean the individual components using a suitable hand-washing detergent based on sodium silicate/sodium phosphate used at a concentration of 1 % (m/m) to 2 % (m/m) or a suitable combined detergent/disinfectant and at as high a temperature as possible but not less than 45 °C. The bores and channels in the cylinder block should be thoroughly cleaned free of milk residues with the detergent solution using a suitable nylon or bristle brush.e) Thoroughly rinse each component with clean water.f) Before reassembly, carefully inspect each component for cracks, mechanical damage or excessive wear and replace if necessary.g) If milkstone deposits are apparent and not removed by the detergent solution, the individual components should be immersed in a 0.5 % (V/V) to 1 % (V/V) solution of phosphoric or nitric acid made up in a suitable container. Allow the components to stand in the acid for 15 min to 30 min, remove and thoroughly rinse with cold clean water.h) Reassemble the homogenizer in strict accordance with the manufacturer’s recommendations, using torque wrenches if specified.i) Disinfect by the procedure given in 11.8.3.
11.8.2.2 Separate cleaning in-place
Use the following procedure if the homogenizer is being cleaned as an individual unit, without complete disassembly.
a) At the end of the milk run, unload the homogenizing valves, shut off the drive motor and drain the homogenizer.b) Connect the homogenizer and associated pipework to form a closed circuit incorporating a detergent reservoir that has an indirect heating facility and is of a suitable size.c) Start up the homogenizer and rinse out with hot water, running the water to waste, until the unit and pipework are cleared of milk residues. Return the outlet to the reservoir tank and fill to a suitable level.
d) Add sufficient detergent of the type used on the main plant or any specified product for cleaning homogenizers to the reservoir and run the homogenizer and associated pipework on a closed loop. The detergent temperature and the circulation time should be in accordance with the manufacturer’s recommendations. Apply a pressure of about 550 kN/m2.e) Pump the detergent to waste and flush with cold clean water. If soft water is not used, cool the detergent to at least 40 °C before flushing.f) If recommended by the manufacturer, remove pressure gauges, homogenizing valves and any stand pipe pressure pulsation damper, inspect and, if necessary, manually clean and rinse (see 11.8.2.1). Reassemble for disinfection (see 11.8.3).
NOTE 1 In pre-rinsing and final rinsing the time of circulation should be kept to a minimum owing to the poor lubrication properties of water on the piston rods and bores. No special precautions other than those mentioned are necessary when alkaline detergents are used, as these provide adequate lubrication.NOTE 2 On certain duties it may be necessary to incorporate an occasional acid circulation in the cleaning regime. This should be undertaken after step f) and either 1 % (V/V) phosphoric or 0.5 % (V/V) nitric acid solution employed. It is essential that all acid residues are thoroughly rinsed from the circuit by flushing the equipment with cold clean water.
11.8.2.3 Cleaning in-place
If a homogenizer is to be cleaned as part of a full processing circuit, a by-pass should be fitted in order that the necessary plant flow rate for cleaning the plant can be achieved. It will also be necessary to unload the homogenizing valves to approximately 550 kN/m2.Proceed with rinsing and detergent circulation as appropriate for the duty on which the homogenizer has been used and as described in 29.4 of BS 5305:1984.After completion of the cleaning run, if recommended by the manufacturer, remove pressure gauges, homogenizing valves and stand pipe pressure pulsation dampers, inspect and, if necessary, clean manually by the procedure outlined in 11.8.2.1, thoroughly rinse and reassemble.Disinfect by the procedure described in 11.8.3.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
68 © BSI 06-1999
11.8.3 Disinfection
Homogenizers can be disinfected in conjunction with processing plant or separately within their own closed circuit. Because of potential corrosion hazards great care should be taken in the choice and use of chemical disinfecting agents. Disinfection by the use of hot water is the preferred method. Clean the homogenizer by using one of the methods described in 11.8.2. Release the pressure from the homogenizing valves and introduce hot clean water. Continue circulation for a period of not less than 20 min after the return water has reached a temperature of 80 °C. Disinfection should be carried out immediately before using the plant for processing.NOTE 1 Ensure that all drain valves, pressure gauge connectors, pressure pulsation damping stand pipes etc., are raised to a temperature of 85 °C for not less than 15 min by bleeding the lines throughout the disinfecting period.NOTE 2 The large mass of metal in homogenizer blocks necessitates a long heating-up period.
11.9 Water softenersBase exchange water softeners may become contaminated and so contaminate the dairy water supply; in this event disinfect the softener by one of the two following procedures according to the type of exchange material which the softener contains.
a) Organic resin beds. Only formaldehyde-based disinfecting agents are suitable. Prepare a 1 % (V/V) solution of formaldehyde by adding 300 ml of commercial formalin solution (400 g/l formaldehyde in water) to 12 l of water; add this 1 % (V/V) solution to the resin bed in the softener and allow it to remain in contact for a period of not less than 12 h. Then rinse the bed with cold clean water for a period of not less than 30 min and regenerate the bed according to the manufacturer’s instructions.b) Inorganic beds. Disinfect these older types of exchange material either by using 1 % (V/V) formaldehyde solution as described in item a) or by using a solution of sodium hypochlorite (500 mg/l of available chlorine), prepared by adding 50 ml of hypochlorite to 10 l of water, with a contact time of 18 h followed by rinsing with cold clean water and regeneration according to the manufacturer’s instructions.
11.10 Bottle-washing machines11.10.1 Cleansing
Clean and disinfect daily the various parts and sections of bottle-washing machines by using the following procedure.
a) With a suitable brush, brush all jet manifolds to remove deposits and check that the jets are clear by using fine wire.b) Remove overhead trays and brush thoroughly.c) Replace jets and trays; steam and final rinse the jets in place.d) Empty warm recirculated rinse tanks and brush out to remove all debris. Using a hosepipe, rinse with cold clean water.
11.10.2 Recirculated rinse sections
Disinfect recirculated rinse sections by using one of the following two procedures.
a) Fill the rinse tanks with cold clean water. Heat the water to a temperature of not less than 85 °C, e.g. by injecting steam from a securely fixed hosepipe. Circulate the hot water through the pumps and jets for a period of not less than 10 min.NOTE Some rinse tanks are fitted with thermostats which are not suitable for operation at a temperature of 85 °C. In such cases the advice of the manufacturer of the bottle-washing machine should be sought before proceeding.
b) Fill the rinse tanks with cold clean water. Add 250 ml of a solution of sodium hypochlorite to 500 l of water to give a concentration of 50 mg/l of available chlorine and circulate this solution through the pumps, jets and overhead trays for a period of 10 min. Drain the tanks and rinse free from hypochlorite with cold clean water.
NOTE 1 In order to reduce the possibility of corrosion of the machine do not exceed the recommended concentration of hypochlorite and the contact time.NOTE 2 If the rinse section is badly scaled, disinfection by hypochlorite solution may not be effective, adequate rinsing may be impossible and corrosion of parts of the machine which are not visible may occur owing to penetration of the hypochlorite solution behind scaled areas.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 69
11.11 Milk bottles11.11.1 Statutory requirements
Returned milk bottles have to be washed effectively and disinfected before refilling with milk.
11.11.2 General observations
The efficiency of all automatic bottle-washing machines depends on:
a) correct mechanical maintenance to ensure that each bottle receives its full quota of treatment;b) adequate pre-rinsing to prevent excessive fouling of the detergent solution;c) maintaining the detergent solution at the correct temperature and concentration;d) preventing recontamination of the bottles from the rinses which follow the detergent treatment.
To maintain efficiency, completely change the detergent solutions in all bottle-washing machines at regular intervals. As a guide it is recommended that the detergent should be discarded when its sodium carbonate content exceeds 1 % (m/m). This may need to be done more frequently during the summer months. It is also recommended that all tanks be thoroughly cleaned and hosed out when the solution is changed. Keep filters and jets thoroughly clean and under daily observation to ensure operation at the maximum efficiency.In addition to cleaning the bottles, the detergent solution is relied upon to disinfect them. Temperature, concentration, pH and period of contact are all factors in the disinfecting power of the detergent solution.The period of contact is generally dictated by the type of machine and accordingly only the temperature and concentration are within the control of the operator. Hold the temperature of the detergent solution as high as possible, bearing in mind the risk of damage to the bottle by thermal shock. Regular titration or automatic metering to gauge the concentration is essential, refresher charges of the detergent being added as required. If laboratory facilities are not available, regularly use the testing equipment, which may be supplied by the detergent manufacturer.Provided the cleaning method is satisfactory, bottles will be microbiologically acceptable when they leave the detergent section. In order that subsequent recontamination does not take place, clean and disinfect the rinse sections of bottle-washers regularly, preferably daily.
11.11.3 Detergent provisions
Under normal working conditions in a bottle-washing machine, a good bottle-washing detergent is expected to exhibit the following.
a) Good detergency, as evidenced by a very low proportion of rejects or by some bottle staining test, e.g. 5 % (V/V) carbolfuchsin in a 10 % (V/V) ethanol/water mixture.b) The ability to produce microbiological acceptable bottles.c) The ability to produce brilliant, non-steamy and bloom-free bottles.d) Minimal accentuation of scuffing damage.e) The ability to maintain the washer in a clean and scale-free condition.f) The ability to lubricate moving parts which pass through the detergent solution.g) Minimal corrosive tendencies.h) Extremely low-foaming properties; in some cases, particularly in hydro machines, anti-foaming properties will be required.i) Relative economy.
In addition, it is expected that the detergent solution will at all times:
1) have no pronounced odour which might linger in the bottle;2) be non-toxic in trace amounts.
11.11.4 Fully automatic bottle washing
11.11.4.1 Soaker hydro machines
The sequence of treatment in soaker hydro machines varies widely. The treatments may, however, be summarized as follows.
a) Pre-rinsing by jetting or soaking in water at 35 °C to 40 °C.b) Soaking, with or without jetting, in detergent solution at 60 °C to 80 °C.c) Rinsing by jetting with water at 40 °C to 50 °C.d) Final jetting with clean water.
A caustic-based detergent is usually used at a free sodium hydroxide concentration of between 0.75 % (m/m) and 1.5 % (m/m).
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
70 © BSI 06-1999
11.11.4.2 Hydro machines
The sequence of treatment is as follows.a) Pre-rinsing with water at 35 °C to 40 °C.b) Jetting with detergent solution at 60 °C to 80 °C.c) Rinsing by jetting with water at 40 °C to 50 °C.d) Final jetting with clean water.
A caustic-based detergent is usually used at a free sodium hydroxide concentration of between 0.4 % (m/m) and 0.75 % (m/m).
11.11.5 Semi-automatic washing
The recommended steps in semi-automatic washing are as follows.
a) Rinse the bottles in cold or warm (40 °C to 50 °C) water to remove loose deposits or debris, in order to avoid excessive fouling of the detergent solution.b) Jet or soak the bottles in a suitable detergent/disinfectant solution at about 50 °C. Strongly alkaline detergents are not recommended because of the risks to operators. Weak alkalis are not effective disinfectants and it is therefore recommended that an approved combined detergent/disinfectant be used in accordance with the manufacturer’s instructions.c) After detergent/disinfectant treatment, rinse the bottles by jetting with clean water.
11.11.6 Manual washing when chemical disinfection is to be used
Use a detergent or detergent/disinfectant recommended by the manufacturer for manual use.The following treatment is recommended.
a) Rinse all bottles with water as soon as possible after their return. Brush all dirty bottles separately in a solution of a detergent or of a detergent/disinfectant.b) Soak the bottles for a minimum of 2 min in either a solution of a detergent or an approved detergent/disinfectant, at the concentration recommended by the manufacturer, at 45 °C to 50 °C. This preliminary treatment is important in order to remove as much as possible of the milk residues before the main treatment.c) Brush the bottles in a freshly prepared solution of an approved detergent/disinfectant or of a detergent with an approved disinfecting agent at the concentration and temperature recommended by the manufacturer. Thoroughly clean and disinfect all brushes after use.d) Rinse with clean water and invert to drain in clean crates (see 11.12).
11.11.7 Manual washing when disinfection by steam is to be used
Use the detergent recommended by the manufacturer for manual use.The following treatment is recommended.
a) In order to avoid undue fouling of the detergent solution, remove loose deposits or debris by rinsing the bottles in cold or warm (40 °C to 50 °C) water.b) Brush the bottles, either manually or with power-driven brushes, in a solution containing the recommended amount of a general-purpose detergent at 45 °C to 50 °C. Thoroughly clean and disinfect all brushes after use.c) Rinse the bottles in clean water, after which they are ready for disinfection by steam in a steam chest (see 17.5 of BS 5305:1984).
11.11.8 Treatment of very dirty milk bottles
The degree of soiling of dirty bottles returned to a dairy varies considerably, but the combination of detergent and washing treatment which a bottle receives in a modern bottle-washer ensures that usually only a very small percentage (usually less than 0.005 %) require rejection on the grounds of imperfect cleanliness.Many rejected bottles re-passed through the washer will emerge in a perfectly clean condition.Bottles which are so grossly soiled that a bottle-washing treatment cannot clean them should be destroyed. Such bottles can usually be identified before they enter the washer.Where a special treatment can clean them the following is recommended. Soak for a prolonged period (overnight) in a strong [1 % (V/V) to 2 % (V/V)] bottle-washing solution. Following this, wash them manually, using a brush, in a detergent solution at 45 °C to 50 °C suitable for manual washing purposes and return to the usual cleaning and disinfecting procedure.
11.12 Milk bottle cratesMaintain milk bottle crates in a clean condition and wash each crate before it is reused.The need for regular washing of milk bottle crates made from plastics is stressed because of the soil-attracting properties of the plastics materials commonly in use.If crates are washed in a spray-type tunnel washer, satisfactory results are usually obtained from a bottle-washer antistatic type of detergent.If crates are washed manually, thoroughly scrub them inside and out with a general-purpose detergent suitable for manual use. After this treatment rinse the crates with clean water.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 71
11.13 Container-filling machines11.13.1 General
Container-filling machines include bottle-filling and carton-filling machines. In some cases, cleaning involves dismantling all or part of the machine. In order to avoid extensive dismantling, most bottle-filling machines are now designed so that cleaning in-place can be carried out as far as is possible. This involves the circulation of water and detergent solutions through the machine. Container-filling machines may be cleaned (see 11.13.2) and then disinfected (see 11.13.3) or they may be cleaned and disinfected in one operation (see 11.13.4).
11.13.2 Cleaning
11.13.2.1 Bottle-filling machines
11.13.2.1.1 Manual cleaning
Use the following procedure.a) Drain the filler bowl of milk and rinse with cold water.b) Dismantle all removable fittings, e.g. valves, air pipes, star wheels, guide rails and filling rubbers, and wash these separately with a solution of a suitable detergent at 40 °C to 50 °C, paying particular attention to the valve stems.c) Scrub the filler bowl thoroughly with a solution of a suitable detergent at about 50 °C.d) Immerse the parts of the filler valves in a solution of an approved chemical disinfectant. Reassemble and replace on the filler bowl, taking care not to recontaminate the parts while doing so and thoroughly scrub all parts in the solution using appropriate brushes.e) Rinse thoroughly with cold clean water to remove all traces of detergent and reassemble the machine. The assembled machine is now ready for disinfection.f) Clean and disinfect the cap-forming die and sealing head of the machine, paying particular attention to the forming die and sealing heat rubbers. Carry out this process in accordance with the manufacturer’s instructions.g) Wash and disinfect the vacuum system daily.
11.13.2.1.2 Cleaning in-place
This procedure is unlikely to be used in the scale of processing operations covered by this code of practice. Unless specifically designed for cleaning in-place, this procedure is not recommended. The routine adopted will depend to some extent on the construction of the machine, but the recommended basic procedure is as follows.
a) Drain the filler bowl of milk and depress the float to its lowest level. Loosen all unions and valves.b) Connect the milk inlet pipe to a cold water supply and disconnect the vacuum pipe. Set the machine to run at its lowest speed throughout the cleaning procedure. Flush with cold water until the water coming out of the machine is clear and free of milk residues. Run this water to waste.c) Remove the start wheels, guide rails, plough and filling rubbers, and clean these manually in a solution of a suitable detergent at 40 °C to 50 °C. Fit the surge cups.d) Connect the milk inlet pipe to the tank containing detergent solution at a temperature not below 70 °C. With the machine running, circulate this solution through the machine for 15 min to 20 min, returning it to the detergent tank via the vacuum pipe. During this process, detergent solution will escape from the loose unions and valves and will clean the outside of the machine.e) Drain the machine of detergent solution. This solution may be stored and reused if required. If this is done, it is important that the strength of the solution is regularly checked.f) Connect the milk inlet pipe to a cold clean water supply and, with the machine in motion, flush until the water running to waste is free from detergent residues. If alkaline detergents are used, this can be determined by checking the alkalinity of the waste water with a suitable indicator.g) Reassemble the dismantled parts of the machine and ensure that all unions and valves are tightened. The machine is now ready for disinfection.h) Clean the sealing or capping section of the machine as described in 11.13.2.1.1 f).
11.13.2.2 Carton-filling machines
11.13.2.2.1 General
Many modern carton-filling machines are designed and equipped for cleaning in-place. However, where such facilities do not exist it will be necessary to dismantle all removable parts and clean the machine manually.
11.13.2.2.2 Manual cleaning types
In general, it is not possible to employ cleaning in-place with these machines and cleaning involves dismantling all removable parts and cleaning manually.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
72 © BSI 06-1999
a) At the end of the filling period rinse through with cold water, except in the case of cream, when water at 40 °C to 50 °C should be used. Wash away any product which has been rinsed on to the tracks.b) Dismantle removable parts.c) If the machine has been used for filling milk into cartons, rinse all components thoroughly with cold water. In the case of machines used for cream into cartons, rinse thoroughly with water at 50 °C.d) Clean all components manually with a solution of a suitable detergent at 40 °C to 50 °C.e) Rinse all components thoroughly with cold water until free from detergent.f) Reassemble the machine, which is now ready for disinfection.
In all cleaning operations involving filling machines, bear in mind that the rubber components present special problems, as they tend to absorb milk fats. To extend the life of rubber components it has been found advantageous to use alternate sets, storing them under suitable conditions when not in use, e.g. in solutions containing 5 % (m/m) of sodium hydroxide.NOTE Parts of the filler may become damaged if detergent or disinfecting solutions are circulated through the reassembled filler at temperatures above those recommended by the manufacturer of the filler. In case of doubt the manufacturer should be consulted.
11.13.2.2.3 Carton-filling machines designed and equipped for cleaning in-place
Due to the wide range of types and designs of carton-filling machines it is impossible to cover in detail all the approaches currently available. The manufacturer’s advice should always be followed in such cases and detailed cleaning in-place recommendations should always be sought from the manufacturer when such machines are installed and commissioned.
11.13.3 Disinfection
Clean the machine by using the procedure described in 11.13.2 and disinfect by using one of the three following procedures.
a) Chemical disinfecting agent. Fill the bowl of the machine, preferably through the pipelines which are used to pass the product to the filler, with a solution of disinfecting agent (see 8.4.2.3). Ensure that all internal surfaces are thoroughly wetted with the solution and allow to stand for an adequate period. Discharge the solution through the bottle-filling heads ensuring that the surfaces are thoroughly wetted. Rinse the equipment free from residues of solution using cold clean water.
NOTE A solution of sodium hypochlorite containing 50 mg/l to 100 mg/l of available chlorine used at ambient temperature for a contact period of not less than 10 min is suitable.
b) Hot water. Pass hot clean water through the product feed pipeline to fill the bowl completely, adjust the float control, if necessary, and maintain this level throughout the disinfection period. Discharge the water through the filler valves and continue operating the machine for a period of not less than 15 min measured from the time the effluent water reaches a temperature of 85 °C (see 8.4.2.2).c) Steam. Using a suitable connection, inject steam into the filler through the product feed pipeline. When all product contact surfaces reach a temperature of 85 °C continue steaming for a further 10 min (see 8.4.2.2). Drain condensate from the system via the filler valves. Reassemble the machine by fitting the sterilized filler valve cap sealing and filler head rubbers, taking precautions to minimize recontamination of these components.
NOTE 1 In all three procedures, disinfect filler valve rubbers and sealing head rubbers separately by removing and immersing them in a solution of disinfecting agent (see 8.4 and, in particular, 8.4.2.3). A solution of approved sodium hypochlorite containing 20 mg/l of available chlorine, prepared by added 1 ml of hypochlorite to 5 l of water, used at ambient temperature for a period of not less than 2 h is suitable. Rinse the rubbers in cold clean water.NOTE 2 The equipment should be used immediately after disinfecting; if this is not possible, re-disinfect immediately before use.NOTE 3 Disinfection by using hot water or steam is not suitable for all machines; before using either of these methods consult the machine manufacturer.
11.13.4 Combined cleaning and disinfection
Clean and disinfect the machine by using the procedure described in 11.13.2 with a solution of detergent/disinfectant (see 8.4.2.3). Rinse residues of solution from the machine with cold clean water. See also notes to 11.13.3.
11.14 Management of cleaning and disinfecting products11.14.1 General
Because high standards of physical and bacteriological cleanliness in the dairying industry are essential, and cleaning and disinfecting operations are an integral part of the production line, successful management implies both close attention to the training of operatives in the safe use of detergents, detergent/disinfectants and disinfecting agents, and continual supervision to ensure that there is no deterioration in standards of hygiene and safety.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999 73
When solutions are being prepared, the quantities of water and detergents or chemical agents should be measured carefully. Thermometers of known accuracy should be used for checking the temperatures of solutions and, in particular, the temperatures at strategic points during heat disinfecting procedures. Carelessness can result in waste of detergents and chemical agents, ineffective cleaning and disinfection or damage to plant and personnel.Solid detergents and detergent/disinfectants should be stored in covered containers in a dry cool place; liquids should be stored in the original containers which should be kept closed. Solutions of chlorine-releasing chemicals should be stored in a cool place protected from light; it is not advisable to carry large stocks in warm weather. Strict stock control of all products should be exercised to avoid deterioration and waste.If chemical methods of disinfection are used, it is essential to ensure that the solution of disinfecting agent is in contact with all internal surfaces for the required period of time.In various clauses of this code of practice, reference is made to the manual reassembly of equipment after disinfection. The risks of recontamination during such a procedure are self-evident and every care should be taken to reduce such risks to a minimum. The use of pre-sterilized disposable plastics gloves or the wearing of disinfected rubber gloves during such operations is strongly recommended. Such disinfection can be effected and maintained by frequent dipping of the gloved hands into a solution of sodium hypochlorite maintained at 50 mg/l to 100 mg/l of available chlorine. Parts should be reassembled by taking them straight from the disinfecting vessel to their location in the equipment. They should never be placed on any possibly unhygienic surface prior to reassembly.
11.14.2 Hazards in transport and use of chemicals used in cleaning and disinfecting processes
Detergents, particularly those used in the more difficult operations such as cleaning after heat treatment, or in bottle washing, contain potentially hazardous materials, as do some types of chemical disinfecting agents.Primary hazards arise during transport or use of the material, and concern the effect of spillage of the material on or near the person of the operator. Suppliers should provide adequate warning of such hazards, either incorporated in the general label on the container or as a separate warning label.Secondary hazards can arise from admixture of incompatible materials or incorrect use of the chemicals. While warnings of such hazards may be included on the container label, it is wise to keep such warnings clear, simple and relating to the main hazard only. Suppliers therefore have the alternatives of providing warning of these secondary hazards on container labels, in technical literature or by other means. Examples of such warnings on labels are as follows.
a) “Caustic liquid. Do not dispense using aluminium or white-metal taps. Explosive gas produced.”b) “Acid-corrosive. Do not mix with any chlorine-based material. Poisonous gas produced.”c) “Caustic powder. Causes burns. In case of contact with skin wash immediately with running water.”
Attention is drawn to The Dairy Industry Code of Practice for the Safe Storage, Handling and Use of Chemical Substances, published by the National Dairymen’s Association and available from National Dairymen’s Association, 19 Cornwall Terrace, London, NW1 4QP.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
74 © BSI 06-1999
Annex A (informative) Legislation relating to milk products and health and safetyA.1 UK legislation relating to milk and milk productsFood Safety Act 1990. Chapter 16.Food and Drugs (Scotland) Act 1956. Chapter 30Food Safety (Northern Ireland) Order 1991.The Food Safety (NI) Order 1991 (Consequential Modifications) Order (NI) 1991. SR 1991:203The Dairy Products (Hygiene) Regulations 1994.3)
The Dairy Products (Hygiene) (Scotland) Regulations 1994.3)
The Dairy Products (Hygiene) Regulations (Northern Ireland) 1994.3)
A.2 Relevant health and safety legislationHealth and Safety at Work etc. Act 1974Factories Act 1961Management of Health and Safety at Work Regulations 1992Workplace (Health, Safety and Welfare) Regulations 1992Provision and Use of Work Equipment Regulations 1992Manual Handling Operations Regulations 1992Health and Safety (Display Screen Equipment) Regulations 1992Personal Protective Equipment at Work Regulations 1992Control of Substances Hazardous to Health Regulations 1988 (COSHH)Electricity at Work Regulations 1989Noise at Work Regulations 1989A.3 Other UK legislationUK Water Supply (Water quality) Regulations 1989A.4 EEC DirectivesCouncil Directive 92/47/EEC Conditions for granting temporary and limited derogations from specific Community health rules on the production and placing on the market of milk and milk-based products.Council Directive 92/46/EEC Health rules for the production and placing on the market of raw milk, heat-treated milk and milk-based products.Council Directive 80/778/EEC Quality of water for human consumption
Council Directive 89/392/EEC Health and safety requirements for design and construction of machinesCouncil Directive 89/665/EEC Minimum health and safety requirements for the use of work equipment by workers at workCouncil Regulation (EEC) 2377/90 Laying down a Community procedure for the establishment of maximum residue limits of veterinary medicinal products in foodstuffs of animal originCouncil Regulation (EEC) 1411/71 Laying down additional rules on the common market organization on milk and milk products for drinking milk
Annex B (informative) BibliographyIDF Standard 121 A:1987 Dairy plant-sampling and inspection procedures for hygienic conditions. Published by the International Dairy Federation, Brussels.IDF Bulletin No. 200/1986. Monograph on pasteurized milk. Published by the International Dairy Federation, Brussels.Guidance notes on farm pasteurization. Published by the Lancashire Association of Chief Environmental Health Officers.Guidelines for the good hygienic practice in the manufacture of dairy based products. 1st Edition December 1989. Published by the Dairy Trade Federation.APV Publication A278i. Milk pasteurization. Published by the APV Company Ltd.Notes for guidance on batch pasteurising plants for milk. Published by the Scottish Office Agriculture and Fisheries Department.Notes for guidance on high temperature short time (HTST) milk pasteurising plants. Published by the Scottish Office Agriculture and Fisheries Department.Notes for guidance on the cleaning and disinfection of ancillary equipment associated with milk pasteurisers. Published by the Scottish Office Agriculture and Fisheries Department.
3) In preparation.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

75blank
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-199976
List of references (see clause 2)
Normative references
BSI publications
BRITISH STANDARDS INSTITUTION, London
BS 593:1989, Specification for laboratory thermometers. BS 2690, Methods of testing water used in industry. BS 2690-109:1984, Alkalinity, acidity, pH value and carbon dioxide. BS 4285, Microbiological examination for dairy purposes. BS 4285-1, Guide to general procedures. BS 4285-1.1:1991, Sampling and preparation of samples. BS 4285-3, Methods for detection and/or enumeration of specific groups of micro-organisms. BS 4285-3.2:1991, Enumeration of thermoduric bacteria. BS 4285-4:1991, Methods for assessment of hygienic conditions. BS 5304:1988, Code of practice for safety of machinery. BS 5305:1984, Code of practice for cleaning and disinfecting of plant and equipment used in the dairying industry. BS EN 294:1992, Safety of machinery — Safety distances to prevent danger zones being reached by the upper limbs.
Other references
Code of practice for the assessment of milk quality of the Joint Committee of Milk Marketing Boards of England and Wales.Reports on Public Health and Medical Subjects — Drinking water supplies — Methods for the examination of water and associated material — Report No. 71 — The bacteriological examination of water supplies. HMSO:1982Joint Report of the Department of the Environment, Department of Health and Social Services and the Public Health Laboratory Service.
Informative references
BSI publicationsBRITISH STANDARDS INSTITUTION, London
BS 3095, Methods for the determination of the freezing-point depression of milk. BS 3095-1, Methods. BS 3095-1.1:1988, Thermistor cryoscope method. BS 3095-1.2:1988, Hortvet method.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
© BSI 06-1999
Other references
The Dairy Industry code of practice for the safe storage handling and use of chemical substances. Published by the National Dairymens Association.Guidelines for the sampling and testing of pasteurized milks for enforcement purposes (February 1989). Published by the Association of Public Analysts, Dairy Trade Federation, Institution of Environmental Health Officers, Milk Marketing Board of England and Wales, National Farmer’s Union, and the Public Health Laboratory Service.IDF Bulletin No. 292/1994. Recommendations for the hygienic manufacture of milk and milk-based products. Published by the International Dairy Federation, Brussels.IDF Document D 170:1988 Published by the International Dairy Federation. Brussels.IDF Document D 222:1991 Published by the International Dairy Federation. Brussels.IDF Standard 63:1971 Published by the International Dairy Federation. Brussels.IDF Provisional Standard 82A:1987 Published by the International Dairy Federation. Brussels.IDF Provisional Standard 155:1992 Published by the International Dairy Federation. Brussels.Pasteurising Plant Manual, third edition, 1983. Published by the Society of Dairy Technology, 72 Ermine Street, Huntingdon, Cambridgeshire PE18 6EZ4).Codes of Practice on Machinery Safeguarding. Dairy Trade Federation.
4) Referred to in the foreword only
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI

BS 7771:1994
BSI389 Chiswick High RoadLondonW4 4AL
BSI — British Standards InstitutionBSI is the independent national body responsible for preparing British Standards. It presents the UK view on standards in Europe and at the international level. It is incorporated by Royal Charter.
Revisions
British Standards are updated by amendment or revision. Users of British Standards should make sure that they possess the latest amendments or editions.
It is the constant aim of BSI to improve the quality of our products and services. We would be grateful if anyone finding an inaccuracy or ambiguity while using this British Standard would inform the Secretary of the technical committee responsible, the identity of which can be found on the inside front cover. Tel: 020 8996 9000. Fax: 020 8996 7400.
BSI offers members an individual updating service called PLUS which ensures that subscribers automatically receive the latest editions of standards.
Buying standards
Orders for all BSI, international and foreign standards publications should be addressed to Customer Services. Tel: 020 8996 9001. Fax: 020 8996 7001.
In response to orders for international standards, it is BSI policy to supply the BSI implementation of those that have been published as British Standards, unless otherwise requested.
Information on standards
BSI provides a wide range of information on national, European and international standards through its Library and its Technical Help to Exporters Service. Various BSI electronic information services are also available which give details on all its products and services. Contact the Information Centre. Tel: 020 8996 7111. Fax: 020 8996 7048.
Subscribing members of BSI are kept up to date with standards developments and receive substantial discounts on the purchase price of standards. For details of these and other benefits contact Membership Administration. Tel: 020 8996 7002. Fax: 020 8996 7001.
Copyright
Copyright subsists in all BSI publications. BSI also holds the copyright, in the UK, of the publications of the internationalstandardization bodies. Except as permitted under the Copyright, Designs and Patents Act 1988 no extract may be reproduced, stored in a retrieval system or transmitted in any form or by any means – electronic, photocopying, recording or otherwise – without prior written permission from BSI.
This does not preclude the free use, in the course of implementing the standard, of necessary details such as symbols, and size, type or grade designations. If these details are to be used for any other purpose than implementation then the prior written permission of BSI must be obtained.
If permission is granted, the terms may include royalty payments or a licensing agreement. Details and advice can be obtained from the Copyright Manager. Tel: 020 8996 7070.
Lice
nsed
Cop
y: O
xfor
d B
rook
es A
TH
EN
S, O
xfor
d B
rook
es U
nive
rsity
, 27/
07/2
009
23:1
9, U
ncon
trol
led
Cop
y, (
c) B
SI