CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
96
CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL A PROJECT REPORT Submitted by YESWIN RAJA.R 212712203086 RASHESH GUPTA.D.V 212712203501 REMO PRATHAP 212712203502 I n p ar t i a l f u l f i l lme n t f o r t h e a w a r d o f t he d e g re e O f BACHELOR OF TECHNOLOGY I n CHEMICAL ENGINEERING SRI VENKATESWARA COLLEGE OF ENGINEERING PENNALUR, SRIPERUMBUDUR-602 117 ANNA UNIVERSITY: CHENNAI 600 025 APRIL, 2016
-
Upload
remo-prathap -
Category
Documents
-
view
216 -
download
1
Transcript of CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 1/96
CO-PROCESSING OF JATROPHA OIL WITH
LINEAR RUN DIESEL
A PROJECT REPORT
Submitted by
YESWIN RAJA.R 212712203086
RASHESH GUPTA.D.V 212712203501
REMO PRATHAP 212712203502
In par t ia l fu l f i l lment for the award of the degree
Of
BACHELOR OF TECHNOLOGY
In
CHEMICAL ENGINEERING
SRI VENKATESWARA COLLEGE OF ENGINEERING
PENNALUR, SRIPERUMBUDUR-602 117
ANNA UNIVERSITY: CHENNAI 600 025
APRIL, 2016

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 2/96
ANNA UNIVERSITY: CHENNAI 600 025
BONAFIDE CERTIFICATE
Cert i f ied that this project report “CO-PROCESSING OF
JATROPHA OIL WITH LINEAR RUN DIESEL” is the
bon afid e wor k of “YESWIN RAJA.R, RASHESH GUPTA.D.V
and REMO PRATHAP” who carried out the project work
under my supervis ion.
SIGNATURE SIGNATURE
Dr.N.Meyyappan, M.E.,Ph.D , G.Hima Bindu, M.Tech.
PROFESSOR & ASSISTANT PROFESSOR
HEAD OF THE DEPARTMENT & SUPERVISOR
Dept of Chemical Engineering Dept of Chemical Engineering
Sri Venkateswara College of Engg Sri Venkateswara College of Engg
Pennalur Pennalur
Sriperumbudur Sriperumbudur
Tamilnadu-602117 Tamilnadu-602117
INTERNAL EXAMINER EXTERNAL EXAMINER
Date: Date:

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 3/96
ANNA UNIVERSITY: CHENNAI 600 025
ACKNOWLEDGEMENT
We express our sincere thanks to Professor S. GANESH
VAIDYANATHAN, Principal, Sri Venkateswara College of Engineering for
being a source of inspiration throughout the study in this college.
We express our sincere thanks to Dr. N. MEYYAPPAN, Professor and Head,
Department of Chemical Engineering for his permission and encouragementaccorded to carry out this project.
We are also thankful to Dr. C. ANAND BABU, Professor, Department of
Chemical Engineering, Dr. D. SWAMINATHAN, Associate Professor,
Department of Chemical Engineering and Ms. G. HIMA BINDU, Assistant
Professor, Department of Chemical Engineering, Project Coordinators, for their
continual support and assistance.
With profound respect, we express our deep sense of gratitude and sincere
thanks to our supervisor, Ms. G. HIMA BINDU, Assistant Professor,
Department of Chemical Engineering for her valuable guidance and
suggestions throughout this project.
We are very much thankful to Mr. M. MADASAMY, Senior Engineer –
Production and the management of CHENNAI PETROLEUM
CORPORATION LTD for their valuable guidance.
Finally, we thank the faculty and staff of the Chemical Engineering Department,
Sri Venkateswara College of Engineering for their support.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 4/96
ABSTRACT
CO-PROCESSING OF JATROPHA OIL WITH LINEAR STRAIGHT
RUN DIESEL IN PETROLEUM REFINERY
Jatropha curcas is a species of flowering and fruit bearing plant in the
genus Jatropha. It is cultivated in tropical and subtropical regions around the
world, becoming naturalized in some areas. The seeds contain 27-40% oil
(average: 34.4%) that can be processed to produce a high quality Bio-diesel
fuel, usable in a standard diesel engine. Jatropha oil is an effective alternate
fuel for the engines and equipment that use ‘diesel’ as their fuel.
The cetane number of Jatropha oil is greater than the commercially available
diesel by more than 2 units which helps in low knocking in compressed
ignition engines. Also the sulphur content is low and the inlet temperature of
the reactor or engine for combustion could also be reduced by 1000C with
resultant energy savings.
The technology of Co-processing the Jatropha oil in Diesel Hydro Treating
(DHDT) units of a Petroleum Refinery overcomes the disadvantages of bio-
diesel produced conventionally and produces Bio-diesel with higher Cetane
number, good oxidation stability and lower density. In addition, Co-
processing technology can be deployed in an existing Petroleum Refinery
infrastructure with minor modifications and does not require a separate plant.
This process also costs less as operating cost is reduced by ~ 50% in
comparison to a conventional Biodiesel plant.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 5/96
TABLE OF CONTENTS
CHAPTER No. TITLE PAGE No.
ABSTRACT ii
LIST OF FIGURES vii
LIST OF TABLES viii
LIST OF SYMBOLS AND ABBREVIATIONS ix
1 INTRODUCTION 1
1.1 History of process 1
1.2 Properties of Jatropha 3
2 AIM & SCOPE 5
3 PROCESS SELECTION AND DESCRIPTION 6
3.1 The new technology ( co-processing) 6
3.2 Process flow diagram 7
3.3 Issues in co-processing technology 8
4 MATERIAL BALANCE
4.1 Material balance around hydrogenator
reactor
10
10
4.2 Material balance around hot separator 14
4.3 Material balance around cold separator 16
4.4 Material balance around scrubber 18
4.5 Material balance around stripper 19
4.6 Material balance around condenser 21
4.7 Overall material balance 22

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 6/96
5 ENERGY BALANCE 23
5.1 Energy balance around feed pre-heater 23
5.2 Energy balance around hydrogenator
reactor 24
5.3 Energy balance around heat exchanger – 1 31
5.4 Energy balance around hot separator 33
5.5 Energy balance around condenser – 1 36
5.6 Energy balance around condenser – 2 37
5.7 Energy balance around stripper 39
5.8 Energy balance around scrubber 40
5.9 Energy balance around cold separator 43
5.10 Energy balance around cooler 44
5.11 Overall energy balance 46
6 PROCESS EQUIPMENT DESIGN 47
6.1.1. Design of reactor 47
6.1.1 Volume of plug flow reactor 50
6.1.2 Volume of packed bed 50
6.1.3 Height of the reactor(H) 51
6.1.4 Diameter of the reactor (d) 51
6.1.5 Height of the packed bed(H) 51
6.1.6 Catalyst used 51
6.1.7 Operating temperature and pressure 51
6.2
DESIGN OF HEATEXCHANGER 52
6.2.1 Film heat transfer coefficient tube side 54
6.2.2 Film heat transfer coefficient shell side 55
6.2.3 % Excess area 57

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 7/96
7 INSTRUMENTATION AND PROCESS CONTROL 59
7.1
INSTRUMENTATION IN WHOLE PROCESS 60
7.1.1 Flow measuring Instruments 60
7.1.2 Temperature Measurement 60
7.1.3 Pressure Measurement 61
7.2
CONTROL SYSTEM FOR HYDROGENATOR REACTOR 61
7.2.1 Reactor feed control 61
7.2.2 Reactor Pressure control 62
7.3
DISPLAY 63
7.4
ALARM 64
7.5
DATA ACQUISITION AND STORAGE 64
8 COST ESTIMATION 65
8.1
Estimation of process equipment cost (pec) 65
8.2
Project cost estimation 66
8.3
Raw material cost 67
8.4
Cost of utilities 68
8.5
Operating cost 69
8.6
Total production cost 70
8.7
Depreciation 70
8.7.1 civil works 71
8.8
Sales 71
8.9
Pay back period 72
8.10
Rate of return 72
9 PLANT LOCATION AND LAYOUT 73
9.1
Factors affecting the layout 73
9.2
Objective of the plant layout 73
9.3
Advantages of scientific layout 74
9.4
Major consideration for layout 74

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 8/96
9.5
Plant layout procedure 78
9.6
Plant layout 79
10 PROCESS SAFETY 80
10.1
Facts about h2s 80
10.2
Hazard 81
10.3
Facts about sulphur dioxide (so2) 82
10.4
Hazard of diesel 82
10.5
Basic rescue procedure 82
10.6
Environment considerations 83
11 SUMMARY AND CONCLUSIONS 84
11.1
Environmental benefits 84
12 REFERENCES 86

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 9/96
LIST OF FIGURES
FIGURE No. TITLE PAGE No.
3.1 Process flow diagram 7
4.1 Material balance around hydrogenator reactor 10
4.2 Material balance around hot separator 14
4.3 Material balance around cold separator 16
4.4 Material balance around scrubber 18
4.5
Material balance around stripper 19
4.6 Material balance around condenser 21
4.7 Overall material balance 22
5.1 Energy balance around feed pre-heater 23
5.2 Energy balance around hydrogenator reactor 24
5.3 Energy balances around heat exchanger-1 32
5.4 Energy balance around hot separator 33
5.5 Energy balance around condenser-1 36
5.6 Energy balance around condenser-2 37
5.7 Energy balance around stripper 39
5.8 Energy balance around scrubber 40
5.9 Energy balance around cold separator 43
5.10 Energy balance around cooler 44
5.11 Overall energy balance 46
6.1 Design of reactor and heat exchanger 47
9.1 Plant layout

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 10/96
LIST OF TABLES
TABLE No. TITLE PAGE No.
4.1 Flow rates of components of stream from hot separator
to cold separator 15
5.1
Values of Standard Heat of Formation 25
5.2
Values of a,b,c,d for H2S 26
5.3
Values of a,b,c,d for H2 26
5.4
Values of a,b,c,d for H2O 29
5.5
Values of a,b,c,d for N2 30
5.6
Values of a,b,c,d for NH3 30
6.1 Design of heat exchanger 50
8.1 Equipment cost 65
8.2 Fixed cost 66
8.3 Raw material cost 67
8.4 Utility cost estimation 68
8.5 Employees salary 69
8.6 Plant and machinery 70

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 11/96
0
LIST OF SYMBOLS AND ABBREVIATIONS
T - Absolute Temperature
m - Mass Flow Rate
Cp - Specific Heat Capacity
ΔT - Difference in Temperature
Q - Heat Energy
ni - Number of Moles of Component ‘i’
ΔHf - Standard Heat of Formation at 298K
DHDS - Diesel Hydrodesulphurisation
DHDT - Diesel Hydrotreating
GHG - Green House Gases
FFA - Free Fatty Acid
FAME - Fatty Acid Methyl Ester
R&D - Research & Development
JO - Jatropha Oil
HSD - High Speed Diesel
MEA - Mono-ethanolamine
PIC - Proportional Integral Controller

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 12/96
1. INTRODUCTION
The need for the technologies to produce alternative, sustainable energy sources,
preferably renewable energy sources has been increasing across the world due to the
concern over limited fossil fuel sources, increasing petroleum prices, government’s
directives and commitment to reduce GREEN HOUSE GASES emissions. Immediate
opportunities to fill the gap in the transportation fuels sector lie in finding the suitable
technologies using renewable resources such as Sugars, Starches, Lignocelluloses, Algal
Oil, Bio-mass, Garbage etc. to produce corresponding compatible fuels. All or many of
these routes have difficulties of cost of production, effect on food chain or demand of a
new infrastructure, which doesn’t attract the present refineries.
Renewable energy sources will fascinate better if the similar fuels to the existing
hydrocarbons are produced to meet the conventional engine technology and compatible to
the existing distribution of infrastructure. Biodiesel [Fatty Acid Methyl Ester, FAME], Di
Methyl Ether [DME] and Synthetic diesel are few alternatives, projected recently in this
direction.
Hydroprocessing of non-edible vegetable oils, rather co-processing of non-edible
vegetable oils with diesel in existing DHDS/DHDT(Diesel hydrodesulphurization/Diesel
hydrotreating) unit will suffice to meet the above discussed issues. Indian Oil [Indian Oil
Corporation Limited] developed a new technology to convert non-edible vegetable oils to
hydrocarbons over indigenous catalyst, which is a simple, sustainable, economical and eco-
friendly process.
1.1 HISTORY OF PROCESS:
Transesterification reaction:
Transesterification process is a well known process to produce bio-diesel. This process
is very complex and capital intensive. Both base and acid catalyzed transesterification
processes are associated with several inherent problems. The Free Fatty Acids (FFA)
present in the vegetable oils interfere with transesterification and deactivate the basic

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 13/96
catalyst. Water deactivates both basic and acidic catalyst, necessitating the drying up of oil.
The soaps formed with basic catalyst from emulsion and soap, which are difficult to
remove. Acids and alkali-based processes produce waste stream and side products resulting
in loss of biodiesel yields.
Enzymatic Transesterification overcomes some of these disadvantages, but the
process is significantly costlier. Super critical transesterification is much simpler among all
transesterification processes. But very high temperature and pressure [3500C and 45MPa]
makes the process less attractive on a commercial scale. Heterogeneous catalysts in this
process have yet to prove their viability. Thus the process though simple suffers from
several disadvantages. The removal of free fatty acids for avoiding saponification in
subsequent steps, removal of product raw glycerin & recovery of excess alcohol used in the
process for complete conversion pose problem during the process.
The bio-diesel produced from the conventional process of transesterification reaction
has several problems, some of which are:
Requirement of removal of free fatty acids for avoiding saponification in
subsequent steps.
Removal and sale of by-product raw glycerin.
Recovery of excess alcohol used in the process for complete conversion.
Water washing is required to remove the caustic employed for neutralization of free
fatty acids & this adds to the plant effluent.
Moreover if the vegetable oil is rancid, an addition step of esterification is
necessary. The process is suitable only for oils having low Free Fatty Acid (FFA)
<0.5%.
Biodiesel has a density of about 0.88 g/cc against the diesel density of 0.825 to
0.845 g/cc and hence, it is difficult to meet the diesel specifications with respect to
density.
It also has a narrow boiling range 3400C+ of which around 20% boils above
specifications of BS-IV diesel i.e. 3600C. Both density and distillation of bio-diesel

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 14/96
requires blending with lighter diesel to meet the diesel specifications, which will
affect the refiner’s profitability adversely.
The presence of oxygen in biodiesel also results in higher emission of NOx. Also,
FAME is not well accepted by the auto industry in all proportions as these are
responsible for injector choking.
These demerits can be overcome by the co-processing technique. Moreover the
properties of Jatropha make it more feasible.
1.2 PROPERTIES OF JATROPHA
It is drought resistant.
It can be grown almost anywhere - even in sandy, saline, or infertile soil.
It adapts well to marginal soils with low nutrient content.
It is relatively easy to propagate.
It is not invasive or damaging.
It is capable of stabilizing sand dunes, acting as a windbreak or combating
desertification.
It naturally repels insects and animals do not browse it.
It lives for over 50 years producing seeds all the time.
It is resilient against the cold.
It does not exhaust the nutrients in the land; rather, it rejuvenates overused
land.
It does not require expensive crop rotation.
It does not require fertilizers.
It grows quickly and establishes itself easily.
It has a high yield.
No displacement of food crops is necessary.
The biodiesel byproduct glycerin is profitable in itself

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 15/96
The waste plant mass after oil extraction can be used as a fertilizer.
The plant itself recycles 100% of the CO2 emissions produced by burning the
biodiesel; two mature plants can absorb 1 metric ton of carbon every year.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 16/96
2. AIM & SCOPE
The aim of this project is to develop a new alternate for production of bio-diesel by using
the method of co-processing.
100% vegetable oils can be processed by integrating demetallation process in the
DHDT units to get 90-97% paraffinic hydrocarbons and 3 – 10 % aromatics and cyclic
compounds, with a promising life of the catalyst.
On treating the non edible vegetable oil ( Jatropha oil) to remove metals; the process is
well applicable to process even 100 % Jatropha oil, but with little modifications.
Process engineering design also needs little modifications and optimization of the
operating conditions. This is under way at Indian Oil, R&D Center. The product thus
obtained can be blended in regular diesel to meet the existing engine requirements. But
this process needs more metallurgical and catalytic innovations to run sustainable.
Process modifications can be done to produce jet fuels/jet fuel blend stocks.
The process has bright chances to produce lubricants and waxes too.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 17/96
3. PROCESS SELECTION AND DESCRIPTION
In view of the problems associated with use and production of biodiesel, the refiners
are exploring hydro-processing route as an alternative option. Co-processing results in
improvement in quality of diesel particularly with respect to cetane number and density.
This will enable integrated refining and marketing companies to meet stipulation of
blending bio-fuels in diesel that may be mandated by the government in near future. The
process is capable of handling different vegetable oils & conversions are quantitative.
3.1 THE NEW TECHNOLOGY (CO-PROCESSING)
In this process, triglycerides of fatty acids contained in the vegetable and/or animal oil are
hydrodeoxygenated to form normal C14 to C18 paraffins. Hydrodeoxygenation reactions of
vegetable oils occurs simultaneously with hydrodesulphurization reactions of diesel feed.
Minor cyclization and aromatization to alkyl cyclohexane and alkyl benzene also occur.
The deoxygenation preferably comprises removal of oxygen in the form of water and
carbon oxides from the triglycerides. Hydrodeoxygenation reactions are more exothermic
and also consume more hydrogen in comparison to hydrodesulphurization.
The reactions also remove the Sulphur and Nitrogen content in the oil and hence produce a
more quality diesel.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 18/96

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 19/96

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 20/96
Oxidation stability of vegetable oils:
Vegetable oil deteriorates during long storage at elevated temperature which can be
avoided by nitrogen blanketing and adding oxidation
stability additives.
CO/CO2 Inhibition:
The CO inhibits the activity of the catalyst by adsorption on active sites, although
inhibition is temporary & less pronounced with NiMo catalyst & higher pressure.
During processing of vegetable oils, water (6.0-8.0% of vegetable processed), CO2
(4.0-6.0% of vegetable processed) and CO (0.5-1.0% of vegetable processed) are
generated depending on the operating conditions and catalyst system. The water can be
separated via boot provided in the separator vessel. The buildup of CO and CO2 in the
recycle gas is therefore required to be controlled. The proper system need to be
installed to reduce CO & CO2 content in recycle gas. Water gas shift & CO methanator
systems may be required. In this process, CO2 was removed by Amine scrubbing and
concentration of CO was controlled by purging of gas from separator.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 21/96
4. MATERIAL BALANCE
For either total material balance or component material balance we use a simple basic
formula which may be stated as:
Input mass flow rate – Output mass flow rate = Rate of Accumulation
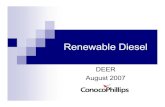
4.1 MATERIAL BALANCE AROUND HYDROGENATOR REACTOR
Hydrogen 330 Kg/hr
Product
28763 Kg/hr
Feed ( JO + HSD)
28433 Kg/hr
Fig. 4.1: Mater ial balance around hydrogenator r eactor
Basis:
30m3/h of Diesel
3m
3
/h of Jatropha oil
Density of feed = 861.6 kg/m3
Density of product = 836.9 kg/m3
Feed Composition in ( wt%)
C = 84.4

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 22/96
H = 13.2
S = 0.6
N = 0.1
O = 1.7
Assuming Overall conversion in the Reactor is 95%.
Hydrogen is supplied in 350% excess.
Basis:
33m3/h × 861.6(kg/m3) = 28432.8(kg/h) = 28433(kg/h)
28433(kg/h) as Feed
Weight of components in (kg/h)
C = 23997
H = 3753
S = 170.598
N = 28.433
O = 483.361
Major chemical reaction:-
H2 + S —˃ H2S (1)
2 + 32 = 34
H2 + 0.5 O2 —˃ H2O (2)
2 + 16 = 18
3H2 + N2 ---˃ 2NH3 (3)
6 + 28 = 34

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 23/96
H2 required for the H2S Reaction (100% conversion)
2/32 × 170.598 = 10.662 Kg/h of H2
H2 required for the H2S Reaction (95% conversion)
10.662 × 0.95 = 10.13 Kg/h of H2
H2 required for the H2O Reaction (100% conversion)
2/16 × 4830361 = 60.42 Kg/h of H2
H2 required for the H2O Reaction (95% conversion)
60.42 × 0.95 = 57.4 Kg/h of H2
H2 required for the NH3 Reaction (100% conversion)
6/28 × 28.433 = 6.09 Kg/h of H2
H2 required for the NH3 Reaction (95% conversion)
6.09 × 0.95 = 5.785 Kg/h of H2
Total H2 required for 95% conversion = 73.314 Kg/h of H2
350% excess H2 supplied = 73.314 × 3.5 = 256.6 Kg/h of H2
Total H2 supplied = 73.314+256.6= 330 Kg/h of H2
H2 Unreacted = 330 - 73.314 = 256.6 Kg/h of H2
Product Stream Calculation:--
For Reaction 1:--
34/32 × 170 598 = 181 26 Kg/h of H2S

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 24/96
For Reaction 2:--
18/16 × 483.361 = 543.781 Kg/h of H2O
For Reaction 3:--
34/28 × 28.433 = 34.526 Kg/h of NH3
For 95% conversion:-
H2S = 181.26 × 0.95 = 172.20 Kg/h
H2O = 543.781 × 0.95 = 516.6 Kg/h
NH3 = 34.526 × 0.95 = 32.80 Kg/h
Unreacted Feed: (5%remains Unconverted)
Nitrogen = 1.42 Kg/h
Sulphur = 8.53 Kg/h
Oxygen = 24.17 Kg/h
Carbon = 23997 Kg/h
Hydrogen = 3753 Kg/h
Hydrocarbons = Hydrogen + Carbon
= (23997+3753) = 27750 Kg/h
At Inlet:
Feed: 28433 Kg/h
H2: 330 Kg/h
Total Inlet: 28763 Kg/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 25/96
At Outlet:
H2S: 172.2 Kg/h
H2O: 516.6 Kg/h
NH3: 32.8 Kg/h
Nitrogen: 1.42 Kg/h
Sulphur: 8.53 Kg/h
Oxygen: 24.17 Kg/h
Excess H2: 256.7 Kg/h
Hydrocarbons: 27750 Kg/h
Total Outlet: 28763 Kg/h
Rate of Mass in = Rate of Mass Out
Law of Conservation of Mass is validated.
4.2 MATERIAL BALANCE AROUND HOT SEPARATOR
NH3, H2S, Excess H2, traces of O2 and N2
487.3 Kg/h
Feed from
Reactor Hydrocarbons
28763 Kg/h 277 50Kg/h
Sour Water 525.13 Kg/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 26/96
Fig. 4.2: Mater ial balance around hot separator
Basis: 28763 Kg/h of Feed entering the separator
At inlet:
Reactor outlet as feed: 28763 Kg/h
Total Inlet: 28763 Kg/h
Vapour from Hot separator to cold separator:-
Table 4.2: Flow rates of components of stream from hot separator to cold separator
H2S 172.20 Kg/h
NH3 32.8 Kg/h
Nitrogen 1.42 Kg/h
Oxygen 24.17 Kg/h
Excess Hydrogen 256.70 Kg/h
Total 487.30 Kg/h
At Outlet:
Vapour from hot separator to cold separator: 487.29 Kg/h
Hydrocarbons to Stripper: 27750 Kg/h
H2O as Sour Water
(H2O+Sulphur): 516.6+8.53 = 525.73 Kg/h
Total Outlet: 28763 Kg/h
Thus, input mass flow rate = output mass flow rate.
Hence, the law of conservation of mass is validated.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 27/96
4.3 MATERIAL BALANCE AROUND COLD SEPARATOR
H2S, Excess H2, traces of O2 and N2
454.5 Kg/h
Feed
0.05 m3/h
487.3 Kg/h Water spray
H2O + NH4OH 82.8 Kg/h
F ig. 4.3: Material balance around cold separator
Basis: 487.3 Kg/h of Feed entering the Separator
0.5 m3/hr of water is sprayed to remove NH3
Chemical Reaction:
NH3 + H2O ---˃ NH4OH
17 + 18 = 35
Theoretical requirement of water:
18/17 × 32.8 = 34.73 Kg/h of H2O
Water supplied = 0.05 m
3
/hr
Density = 1000 Kg/m3
Thus amount of Water supplied = 0.05 × 1000 = 50 Kg/h
Excess water supplied = 50 - 34.73 = 15.27 Kg/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 28/96
At Inlet:
Feed: 487.3 Kg/h
Water supplied: 50 Kg/h
Total Inlet: 537.3 Kg/h
Mass out at Product side as NH4OH
NH3 + H2O ---˃ NH4OH
17 + 18 = 35
Mass flow rate of NH4OH produces (Theoretically)
35/17 × 32.80 = 67.53 Kg/h of NH4OH
Excess water at Product side = 15.27 Kg/h
Total flow rate = 15.27 + 67.53 = 82.8 Kg/h
At outlet:
Vapour from cold separator to Scrubber:
H2S: 172.20 Kg/h
Nitrogen: 1.42 Kg/h
Oxygen: 24.17 Kg/h
Excess Hydrogen: 256.70 Kg/h
Stream to NH4OH: 82.8 Kg/h
Total Outlet: 537.3 Kg/h
Thus, input mass flow rate = output mass flow rate.
Hence, the law of conservation of mass is validated.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 29/96
4.4 MATERIAL BALANCE AROUND SCRUBBER
Excess H2, <0.01ppm of O2 and N2 to purge & recycle
256.7 Kg/h
Lean amine ( 48.9% wt.)
1226.4 Kg/h
Vapour 454.5 Kg/h
Rich amine with H2S
1424.19 Kg/h
Amine supplied as Lean amine to Scrubber:--
Volumetric flow rate: 1.2 m3/hr
Density of MEA: 1022 Kg/m3
Mass flow rate: 1.2 × 1022 = 1226.4 Kg/h of Lean amine
At Inlet:
H2S: 172.20 Kg/h
Nitrogen: 1.42 Kg/h
Oxygen: 24.17 Kg/h
Excess Hydrogen: 256.70 Kg/h
Vapour as Feed: 454.50 Kg/h
MEA: 1226.4 Kg/h
Total Inlet: 1681 Kg/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 30/96
At outlet:
Hydrogen: 256.7 Kg/h
MEA at outlet stream to other plant: 1226.4 Kg/h
H2S in MEA: 172.2 Kg/h
Oxygen: 24.17 Kg/h
Nitrogen: 1.42 Kg/h
Total Outlet: 1681 Kg/h
Thus, Rate of Mass in = Rate of Mass Out
Hence, Law of Conservation of Mass is validated.
4.5 MATERIAL BALANCE AROUND STRIPPER:
Lighter Products
4677.2 Kg/h
Hydrocarbons
27750Kg/h
Stripping steam
3567.2 Kg/h
Product Diesel 26640 Kg/h
F ig. 4.5: M aterial balance around str ipper

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 31/96
Basis: 27750 Kg/hr of Hydrocarbons as Feed for Stripper
Specific volume of steam at 1900C =0.157 (m3/Kg) (from steam table)
Density of steam =1/specific volume =1/0.157 = 6.37 (Kg/m3)
Mass flow rate of steam =volumetric flow rate × Density
Mass flow rate of steam =560 × 6.37 =3567.2 (Kg/h)
At Inlet:
Feed (hydrocarbons): 27750 Kg/h
Steam: 3567.2 Kg/h
Total Inlet: 31317.2 Kg/h
Stripper Outlet strips out 4% as Lighter Hydrocarbons:
At outlet:
Diesel Outlet: 27750 × 0.96 = 26640 Kg/h
Lighter Hydrocarbons: 27750 × 0.04 = 1110 Kg/h
Steam Outlet: = 3567.2 Kg/h
Total Outlet: 31317.2 Kg/h
Thus, Rate of Mass in = Rate of Mass Out
Hence, Law of Conservation of Mass is validated.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 32/96
4.6 MATERIAL BALANCE AROUND CONDENSER
Cold water inlet
Off gases
(81.5%)
904.65 + 3567.2
Kg/h
Lighter HC +
Steam
1110 + 3567.2
Kg/h Hot water outlet Naphtha ( 18.5%)
205.35 Kg/h
F ig. 4.6: Material Balance around Condenser
Basis: 1110 Kg/hr of Lighter hydrocarbons entering the Condenser:
At inlet:
Lighter hydrocarbons at inlet: 1110 Kg/h
Superheated Steam at inlet: 3567.2 Kg/h
Total inlet: 4677.2 Kg/h
81.5% of lighter hydrocarbons go as off gases.
At Outlet:
Off gases at Outlet: 0.815 × 1110 = 904.65 Kg/h
Naphtha at Outlet: 0.185 × 1110 = 205.35 Kg/h
Steam: = 3567.2 Kg/h
Total Outlet: 4677.2 Kg/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 33/96
4.7 OVERALL MATERIAL BALANCE

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 34/96
5. ENERGY BALANCE
5.1 ENERGY BALANCE AROUND FEED PRE-HEATER
HSD (2800C) + JO (250C) + H2 (400C)
9689910.581 kJ/h
Reactor
Outlet, 3700C T H.E.-1 (3050C)
11201347.67 kJ/h 90 90948.832 kJ/h
To The reactor, 3530C
7579511.672 kJ/h
F ig 5.1: Energy Balance around Feed Pre-heater
Hot fluid in = product coming out from reactor
Cold fluid in = Diesel feed + Jatropha oil + hydrogen
Heat energy with cold fluid in = Q with Oil and Q with hydrogen
So,
Qoil = mC p∆T
First let us find out the value of C p of the mixture of Jatropha and diesel feed
C p JO = 0.962 kJ/kg K
C p HSD = 1.3672 kJ/kg K
So average heat capacity = ∑ C pi xi
= 0.962 × 0.1 + 1.3672 × 0.9
= 1.3267 kJ/kg K

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 35/96
Hence,
Qoil = 28433 × 1.3267 × ( 280 - 25 )
= 9619125.581 kJ/h
QH2 = mC p∆T
= 330 × 14.3 × ( 40 - 25 )
= 70785 kJ/h
Total heat energy of cold fluid = 70785 + 9619125.581
= 9689910.581 kJ/h
Heat energy with hot fluid in =Q associated with products from the reactor
Qh = mC p∆T
= 28763 × 1.1288 × ( 370 - 25 )
= 11201347.67 kJ/h
By heat balance we have,
(Qin-Qout)hot = (Qin-Qout)cold
= ( 11201347.67 – 9090948.832 )
= ( 9689910.581 - Qout )
Qout = 7579511.672 kJ/h
5.2 ENERGY BALANCE AROUND HYDROGENATOR REACTOR
Feed, 3530C
7579511.672 kJ/h
Reactor outlet, 3700
C
11201347 97 kJ/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 36/96
F ig. 5.2: Energy Balance around Hydrogenator Reactor
We have following three major reactions proceeding inside the reactor
H2 + S —˃ H2S (1)
H2 + 0.5 O2 —˃ H2O (2)
3H2 + N2 ---˃ 2NH3 (3)
We know that Standard heat of reaction =[ ∑ ∆ H f o] products – [ ∑ ∆ H f o] reactants
Table 5.1: Values of Standard Heat of formation
Components H2S O2 N2 H2 NH3 H2O
Standard Heat
of formation
(KJ / mol)
- 20.63 - - - - 46.2 - 285.8
Heat of reaction at any temperature T (∆ HR ) = -∆H1 + ∆ HR o + ∆ H2
Where ∆H1 = heat of formation of reactants
∆H2 = heat of formation of products
∆HR 0 = standard heat of reaction at 298K
For reaction 1:
H2 + S —˃ H2S
To calculate ∆H1:
∆H1 for H2 : = ∫ ni cpi dT
Where ni = moles of H2
Total H2 available for all reactions = 73.314 kmol/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 37/96
Total H2 needed for this reaction = 14.663 kmol/h
Here dT = 626 – 298
= 328 K
= 14.663 × 15.2312 × ( 353 - 25 )
= 73253.90 kJ
∆H1 for S : = ∫ ni cpi dT
Since 1 mol of H2 reacts with 1 mol of sulphur,
so moles of sulphur reacting = 14.663 kmol/h
∆H1 = 14.663 × 1.101 × ( 353 - 25)
= 5295.2198 kJ/h
Total ∆H1 for reactants = 73253.90 + 5295.2198
= 78549.1198 kJ/h
To calculate ∆H2 for H2S:
Cp = a + b T + c T2 + d T3
Where a,b,c,d are constants for different components
Table 5.2: Values of a,b,c,d for H2S
A 34.5234
B -17.6381×10-3
C 67.6664 ×10-6
D -53.2454×10-9

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 38/96
∆H1 for H2S = ∫ ni (a + b T2 + CT3 d T3) dT
= [ aT + bT2 / 2 + cT3 / 3 + dT4 / 4]
= 14.663 ×[ 34.5234 (626-298) -
(17.6381×10-3 / 2)
×(6262-2982) + 67.664×10-6 / 3
×(6263-2983) – (53.2452×10-9 /4)
×(6264-2984) ]
= 14.663 [11427.24 - 2672.8071 +
4936.2816 – 1939.2061]
= 172312.3677 KJ/hr
Standard heat of reaction =
∆ HR 0 = -20.63 × 34
= -701.42 kJ
So, heat of reaction for this reaction =
∆ HR1 = -∆H1 + ∆ HR 0 + ∆ H2
= -78549.1198 - 701.42 + 172312.3677
= 93061.8279 kJ/h
For reaction 2:
H2 + 0.5 O2 —˃ H2O
For ∆H1 of H2 = 14.663 × 1.101 × ( 353 - 25)
= 5295.2198 kJ/h
∆H1 for O2 = ∫ ni (a + b T + c T2 + d T3) dT
= ni [aT + bT2 / 2 + cT3 / 3 + dT4 / 4 ]

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 39/96
Number of moles of O2 needed = 0.5 × 14.663 = 7.3315
Table 5.3: Values of a,b,c,d for H2
A 27.0257
B 11.7551 × 10-3
C -2.3426 × 10-6
D -0.5623 ×10-9
= 7.3315 [ 27.0257(626-298)+(11.7551×10-3
/2)
x(6262-2982) – ( 2.3426×10-6 / 3)(6263-2983)
+( – 0.5623×10-9 / 4 ) (6264-2984)
=7.3315(8864.4296 + 1781.3208 - 170.8933 -
20.4790)
=7.3315 [ 10454.378]
= 76646.273 kJ/h
Total ∆H1 = 73253.90 + 76646.273
= 149900.173 kJ/h
∆H2 for H2O = ∫ ni (a + bT +c T2 +d T3) dT
= 1 [aT + bT2 / 2 + cT3 / 3 + dT4 / 4]

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 40/96
Table 5.4: Values of a,b,c,d for H2O
A 32.4921
B .0796 ×10-3
C 13.2107×10-6
D -4.547×10-9
= 14.663 [ 32.4921 (626-298)+ 0.0796×10-3 /2
×(6262-2982)+ 13.2107×10-6 /3
×(6263
-2983
) – 4.547×10-9
/4
×(6264-2984)
= 14.663[10657.4088 + 12.06227 + 963.724 -
165.6025]
= 168149.3099 kJ/h
∆ HR 0 = -285.8 × 18 = -5144.4 kJ/h
So, heat of reaction 2 = ∆ HR2 = -∆H1 + ∆ HR 0 + ∆ H2
= -149900.173 - 5144.4 + 168149.3099
= 148014.7369 kJ/h
For reaction 3:
3H2 + N2 ---˃ 2NH3
∆H1 for H2 = 3 × 73253.90
= 219761.7 kJ/h
∆H1 for N2 = ∫ ni (a + bT +c T2 +d T3) dT
= 14.663 [aT + bT2
/ 2 + cT3
/ 3 + dT4
/ 4]

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 41/96
Table 5.5: Values of a,b,c,d for N2
A 33.1216
B 10.1923 ×10-3
C -4.2621×10-6
D 0.2316×10-9
= 14.663 [33.1216 (626-298) – (10.1923×10-3) / 2
×(6262-2982) - 4.2621×10-6/3
×(6263
-2983
) + (0.2316×10-9
/4)
×(6264-2984) ]
= 14.663[10863.88 - 1544.5003 - 310.9213 + 8.4349]
= 132214.7065 kJ/h
Total ∆H1 for reactants = 219761.7 + 132214.7065
= 351976.4065 kJ/h
∆H2 for NH3 = Cp = a + b T + c T2 + d T3
Where a,b,c,d are constants for different components
Table 5.6: Values of a,b,c,d for NH3
A 25.9796
B -3.9703×10-3
C 24.4989 ×10-6
D 24.2604×10-9

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 42/96
∆H2 for NH3 = ∫ ni (a + b T + c T2 + d T3 ) dT
= 14.663[aT + bT2 / 2 + cT3 / 3 + dT4 / 4]
= 14.633[25.9796(626-298) – (3.9703×10-3) / 2
×(6262-2982) + (24.4989×10-6)/3
×(6263-2983) + (24.2604×10-9 /4)
×(6264-2984) ]
= 14.663[8521.3088 - 601.6434 +
1787.2012+883.5677]
= 14.663 × 10590.4343
= 155287.5381 kJ/h
∆ HR 0 = -46.2 ×34
= -1570.8 kJ
∆ HR3 = -∆H1 + ∆ HR 0
+∆ H2
= -351976.4065 - 1570.8 + 155287.5381
= -198259.6684 kJ
Thus the total heat energy evolved due to endothermicity of the reactions is:
∆ HR1 + ∆ HR2 + ∆ HR3
= 93061.8279+ 148014.7369 -198259.6684
= 42816.8964 kJ/h
This is the total heat gained by the inlet stream.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 43/96
5.3 ENERGY BALANCES AROUND HEAT EXCHANGER-1
Hot stream from pre-heater, 3050C
9090948.832 kJ/h
Hydrocarbons, 610C 17 00C,
5802649.88kJ/h 1195803 kJ/h
To hot separator, 1930C
4484101.957 kJ/h
F ig. 5.3: Energy Balances around Heat Exchanger-1
We have,
Qh in = mC p∆T
Or, C p = Q/ m∆T
= 9090948.832 / ( 28763 × ( 305 – 25 ))
= 1.1288kJ/kg K
Also,
Qc in = mC p∆T
= 27750 × 1.197 × ( 61 – 25 )
= 1195803 kJ/h
Qc out = mC p∆T
= 27750 × 1.4421 × ( 170 – 25 )
= 5802649.875 kJ/h
Difference in heat = Qc out - Qc in

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 44/96
= 5802649.875 – 1195803
= 4606846.875 kJ/h
Heat gained by the diesel product = Heat lost by the reactor product
Thus,
Heat lost by the reactor product = 4606846.875kJ/h
So the heat along with the hot fluid out = 9090948.832 – 4606846.875
= 4484101.957 kJ/h
Now, the C p of this fluid,
C p = Q/ m∆T
= 4484101.957/ ( 28763 × ( 193 – 25 ))
= 0.9280 kJ/kg K
5.4 ENERGY BALANCE AROUND HOT SEPARATOR
From Condenser 1, 640C , 1439757.665 kJ/h
To Cooler, 590C
To H.E. 1 211426.8 kJ/h
1195803 kJ/h
Sour Water, 400C
32527.865 kJ/h
Fig. 5.4: Energy Balance around Hot Separator

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 45/96
Outlet 1:
Amount of sulphur = 8.53 kg/h
Amount of water = 516.6 kg/h
1.62 % of sulphur + 98.38% of water
C p of sulphur at 400 C= 0.705 kJ/kg K
C p of water at 400 C = 4.186 kJ/kg K
So, C p avg = ∑ xiC pi
= 0.01624 × 0.705 + 4.186 × 0.9838
= 4.1295 kJ/kg K
Heat out = mCp∆T
= 525.13 × 4.1295 × ( 40 – 25 )
= 32527.865 kJ/h
Outlet 2:
Heat out = mCp∆T
= 487.3 × 12.761 × ( 59 – 25 )
= 211426.8 kJ/h
Outlet 3:
Amount of C5H12 = 904.65
So, mass fraction = 904.65 / 27750
= 0.0326
C p of C5H12 at 610C = 1.214 kJ/kg K
Amount of Naphtha = 205.35
So mass fraction = 205 35 / 27750

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 46/96
= 7.4 × 10-3
C p of Naphtha at 610C = 1.983 kJ/kg K
Amount of Diesel = 904.65
So, mass fraction = 26640 / 27750
= 0.96
C p of Diesel at 610C = 1.19 kJ/kg K
C p avg = ∑ xiC pi
= 1.214 × 0.0326 + 1.983 × 7.4 × 10-3 + 1.19 × 0.96
= 1.1967 kJ/kg K
Heat out = mC p∆T
= 27750 × 1.197 × ( 61 – 25 )
= 1195803 kJ/h
Total heat out = Qoutlet 1 + Qoutlet 2 + Qoutlet 3
= 211426.8 + 32527.865 + 1195803
= 1439757.665 kJ/h
Since, Heat in = Heat out
Heat in = 1439757.665 kJ/h
Thus C p of stream coming out from reactor at 640C = Q / m∆T
= 1439757.665 / 28763 × ( 64 – 25 )
= 1.2835 kJ/kg K

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 47/96
5.5 ENERGY BALANCE AROUND CONDENSER-1
From H.E. 1 , 1930C, 4484101.957 kJ/h
Cooling Water, 250C Boiler Feed Water, 860C
3044344.292 kJ/h
To hot Separator, 640C, 1439757.665 kJ/h
F ig. 5.5: Energy Balance around Condenser-1
Qh in = 4484101.957 kJ/h
Qh out = 1439757.665 kJ/h
Difference in Heat energy = Qh in - Qh out
= 4484101.957 – 1439757.665
= 3044344.292 kJ/h
This amount of heat must be carried away by boilr feed water as,
Heat lost by reactor product stream = Heat gained by boiler feed water
Heat gained by boiler feed water = 3044344.292 kJ/h
So, the amount of water needed m = Q /C p∆T
= 3044344.292 / 4.186 × ( 86 – 25 )
= 11922.428 kg/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 48/96
5.6 ENERGY BALANCE AROUND CONDENSER-2
LH, 1800C, 2819164.18 kJ/h OffGases,1310C
Water, 250C 1774439.52
kJ/h
Hot Water, 480C Naphtha, 420C
10767.8 kJ/h 8022.203 kJ/h
F ig. 5.6: Energy Balance around Condenser-2
Outlet 1: Lighter hydrocarbons ( C5H12) + Water vapour
QLighter hydrocarbons = mC p∆T
= 904.65 × 1.667 × ( 131 – 25 )
= 159853.46 kJ/h
Qwater = mC p∆T
= 3567.2 × 4.27 × ( 131 - 25 )
= 1614586.06 kJ/h
Outlet 2: Naphtha
Qnaphtha = mC p∆T
= 205.35 × 2.298 × ( 42 – 25 )
= 8022.203 kJ/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 49/96
Total Qout = 159853.46 + 1614586.06 + 8022.203
= 1782461.7 kJ/h
Inlet : Superheated Steam + Lighter Hydrocarbons ( C5H12 + Naphtha)
Qsteam = mC p∆T
= 3567.2 × 4.42 × ( 180 – 25 )
= 2443888.72 kJ/h
QLC = mC p∆T
= 1110 × 2.1812 × ( 180 – 25 )
= 375275.46 kJ/h
Difference in heat = Qin - Qout
= ( 2443888.72 + 375275.46 ) –
( 159853.46 + 1614586.06 + 8022.203)
= 2819164.18 – 1782461.72
= 1036702.46 kJ/h
This amount of heat must be carried away by cooling water as,
Heat lost by reactor product stream = Heat gained by cooling water
Heat gained by cooling water = 1036702.46 kJ/h
So, the amount of water needed m = Q /C p∆T
= 1036702.46 / 4.186 × ( 48 – 25 )
= 10767 8kg/h

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 50/96
5.7 ENERGY BALANCE AROUND STRIPPER
LH, 1800C,
Hydrocarbons, 1700C 2819164.18KJ/hr
6487761.7 kJ/h
Steam, 1900C Product Diesel, 1600C
2625102.48 kJ/h 6293700.00 kJ/h
F ig. 5.7: Energy Balance around Str ipper
Heat outlet:
Outlet 1: Diesel product
Q = mC p∆T
= 26640 × 1.75 × ( 160 - 25 )
= 6293700.00 kJ/h
Outlet 2: Water vapour + Naphtha + C5H12 = Inlet for condenser 2
So, Q = 2819164.18 kJ/h
Total Qout = 6293700.00 + 2819164.18
= 9112864.18 kJ/h
Inlet 1: Superheated steam 1900C
Qsteam = mC p∆T
= 3567.2 × 4.46 × ( 190 – 25 )

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 51/96
= 2625102.48 kJ/h
Inlet 2: Hydrocarbons
We have, Qout = Qin
So, 9112864.18 = QHC + 2625102.48
Thus, QHC = 9112864.18 – 2625102.48
= 6487761.7 kJ/h
The heat energy associated with this stream is same as that coming out from heat
exchanger 1.
5.8 ENERGY BALANCE AROUND SCRUBBER
Hydrogen, 400C 55062.15 kJ/h
Lean amine, 380C
From cold separator, 390C 44306.1528 kJ/h
68632.7972 kJ/h
Sour amine, 410C
57876.8 kJ/h
F ig. 5.8: Energy Balance around Scrubber
Inlet 1: 48.9% Monoethanolamine
Q = mC p∆T
= 1226.4 × 2.779 × ( 38 – 25 )

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 52/96
= 44306.1528 kJ/h
Outlet 1: Hydrogen
Q = mC p∆T
= 256.7 × 14.3 × ( 40 – 25 )
= 55062.15 kJ/h
Outlet 2: MEA + H2S + O2 + N2
Amount of Monoethanolamine = 1226.4 kg/h
Mass fraction of MEA = 1226.4 / 1424.19
= 0.861
C p of MEA at 410C = 2.779 kJ/ kg K
Amount of H2S = 172.2 kg/h
Mass fraction of H2S = 172.2 / 1424.19
= 0.1209
C p of H2S at 410C = 1.003 kJ/ kg K
Amount of O2 = 24.17 kg/h
Mass fraction of O2 = 24.17/ 1424.19
= 0.01697
C p of O2 at 410C = 0.920 kJ/ kg K
Amount of N2 = 1.42kg/h
Mass fraction of N2 = 1 42/ 1424 19

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 53/96
= 9.9705 × 10-4
C p of N2 at 410C = 10.4 kJ/ kg K
C p avg = ∑ xi C pi
= 0.861 × 2.779 + 0.1209 × 1.003 + 0.01697 × 0.920
+ 9.9705 × 10-4 × 10.4
= 2.5399 kJ/kg K
So, Q = mC p∆T
= 1424.19 × 2.5399 × ( 41 – 25 )
= 57876.8 kJ/h
We have, Qout = Qin
57876.8 + 55062.15= Qcold sep + 44306.1528
Qcold sep= 112938.95 – 44306.1528
= 68632.7972 kJ/h
C p of stream coming out from cold separator = Qcold sep / m∆T
= 68632.7972 / (454.5 × ( 39 – 25 ))
= 10.786 kJ/kg K

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 54/96
5.9 ENERGY BALANCE AROUND COLD SEPARATOR
To scrubber, 390C , 68632.7972 kJ/h
From cooler, 380C Spray water, 280C
71809.337 kJ/h 627.9 kJ/h
Water + NH4OH , 360C , 3804.44 kJ/h
F ig. 5.9: Energy Balance around Cold Separator
Outlet 1: Stream to scrubber
Q = 68632.7972 kJ/h
Outlet 2: Water + Ammonium hydroxide
QH2O = mC p∆T
= 15.27 × 4.186 × ( 36 – 25 )
= 703.12 kJ/hr
Q NH4OH = mC p∆T
= 67.53 × 4.175 × ( 36 – 25 )
= 3101.32 kJ/hr
Total = 703.12 + 3101.32
= 3804.44 kJ/hr

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 55/96
Inlet 1: Spray water
QH2O = mC p∆T
= 50 × 4.186 × ( 28 – 25 )
= 627.9 kJ/hr
We have,
Qout = Qin
3804.44 + 68632.7972 = Qcooler + 627.9
Qcooler = 71809.337 kJ/hr
C p of Stream coming out after cooler = Qcooler / m∆T
= 71809.337 / ( 487.30 × ( 38 – 25 )
= 11.336 kJ/kg K
5.10 ENERGY BALANCE AROUND COOLER
To cold separator , 380C, 71809.337 kJ/h
Water , 250C
Hot water, 490C ,
139617.46KJ/hr
From hot separator , 590C, 211426.8 kJ/hr

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 56/96
F ig. 5.10: Energy Balance around Cooler
Qout = 71809.337 kJ/hr
Qin = mC p∆T
= 487.3 × 12.761 × ( 59 – 25 )
= 211426.8 kJ/hr
Difference in heat = 211426.8 – 71809.337
= 139617.463 kJ/hr
This heat must be carried away by the cooling water used for cooling
Amount of water required m = Qdiff / C p∆T
= 139617.463 / 4.186 × ( 49 – 25 )
= 1389.72 kg/hr

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 57/96

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 58/96
6. PROCESS EQUIPMENT DESIGN
DESIGN OF HYDROGENATOR REACTOR:
Collect the availability data
Write the general reaction and find no of moles at t=0 t=t
Find Cso and Fso , Fso =sulphur inlet flow rate/mol.wt
Find out the conversion factor X= Fso - Fsf / Fso
Design the equation for the plug flow reactor
Derive the relationship for volume of the reactor and space time
Calculate the diameter and height of the reactor using thumb rule
Available data:
1.feed (diesel+oil) flow rate rate:33 m3/hr
2.mafke up H2 floiw rate : 330 kg/hr
3.Initial sulfur content present in diesel: 33000ppm(3.3%)
4. final sulfur content present in diesel: 12500ppm(1.25%)
PHYSICAL PROPERTIES OF DIESEL AND HYDROGEN
Inlet temperature : 353 ℃
Inlet pressure: 69.4kg/gcm2
Space time : 0.9127hr
Catalyst used is Ni-MO
REACTION: HC-S+H2 →H2S+HC
S.N0 Components No of moles at t=0 No of moles at t=t
1. HC-S a a(1-x)
2. H2 b b(1-x)
3. H2S 0 Ax
4. HC 0 Bx

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 59/96
-r s =K (HC-S)n
-r s =K (a(1-x))n
= K (an(1-x))n
Cso = 0.033 kg of sulfur/kg of diesel
= 0.033/32 kg of sulfur/ kg of diesel
=10.312510^-4 kmol of sulfur/ kg of diesel
= 0.888525 kmol of sulfur/ m3 of diesel
sub the value of Cso in equation in (1)
-rs= k (0.888525)^ 0.5 (1-x)^ 0.5
-rs= k*0.943*(1-x)^0.5
Diesel flow rate = 33* 861.6
= 28432.8 kg/hr
Sulfur inlet flow rate = 28432.8* 3.3/100
= 938.28 kg/hr
Fso= 938.28/32
= 29.321 kmol/ hr
106kg of diesel contain 300 kg of sulphur
28432.8 kg/hr diesel contain y kg of sulfur
Y=300 × 28432.8/10^6
= 8.5298 kg/hr

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 60/96
Fsf = 92.598/ 32 = 0.2666 kmol/hr
Conversion X = Fso- Fsf / Fsf
= Fso-Fsf/ Fso
= 29.321- 0.2666/ 29.321
= 0.99(99%)
We know that for the plug flow reactor the design equation
=
= ∫
−
V=Fso∫
−
Sub value of – in equation
V=
×.43 ∫
(−)ˆ/2
For finding the value of ∫
(−)ˆ/2
Take X=cosθ
=-sinθ
∫− in d
(−)ˆ/2
1-cos θ=sin2
2 +cos2
2 -[cos2
2 – sin2
2]
=2sin2
2
Sinθ=2sin
2 cos
2
∫− in d
(−)ˆ/2
=∫
−2in
2
in2
=-21/2∫ cos
2θ
= -2^1/2 *2(sin
2) 8.1096
90
= -2* 2^ ½ ( 0.071-0.707)

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 61/96
∫
(−)ˆ/2
= 1.799
Sub equation (4) in equation (3)
V=
×.43
× 1.799
V= 29.321* 1.799/ k* 0.943
= 55.937/ k
We know that
τ= Cso ∫
−
τ= 0.9127 hr ^-1
0.9127 = 0.888525/ k* 0.943 ∫
(−)ˆ/2
* 1.799
K = 1.8572
Substitute k value in equation (5)
V = 55.937/ 1.8572
= 30.119 m3
Π* d2h/4 = 30.119 m3
According to Thumb rule
h/ d =4
so, h=4d
substitute in equation (6)
π* d2 (4d) /4 = 30.119
d3 = 9.5872
d = 2.1244 m
h = 4d
= 4 * 2 1244

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 62/96
= 8.497
H = 8.50 m
Volume of bed = 0.8 ( volume of the reactor)
= 0.8 ( 30.119)
= 24.0952 m3
π * d2 * H/ 4 = 24.0952
π* (2.124)^2* H/4 = 24.0952
H = 6.8 m
Height of the regenerator reactor = 6.8 m
DESIGN SUMMARY:
1. Volume of the plug flow reactor = 30.119m3
2. Volume of the packed bed = 24.0952m3
3. Height of the reactor (h) = 8.5 m
4. Diameter of the reactor (d) = 2.1244m
5. Height of the packed bed (H) = 6.8m
6. Catlyst used = Ni-Mo
7. Operating temperature = 353 ℃
8. Operating pressure = 69.4 kg/ cm2

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 63/96
DESIGN OF HEAT EXCHANGER
ITEM DESCRIPTION UNIT SHELL SIDE TUBE SIDE
Fluid circulated - Hydrocarbon Reactor efflue
Fluid flow rate kg/s 7.74 7.799
Fluid temperature Inlet/outlet ºC 61/170 305/193
Specific heat kJ/kg ºC 1.197 1.1288
Viscosity Cp 0.451 0.39
Density kg/m3 959 861
Pressure drop allowable kPa 70 70
Thermal conductivity
Combined dirt factor
W/m ºC 0.66 0.081
m2 ºC/W 7.9 * 10-4
Tube dimensions = 20mm OD × 15.8mm ID ×4880 mm long
Tube pitch = 25 mm triangular pitch
Heat Duty
Heat load on shell side fluid, Q = mh * Cph * ΔTh
where,
Q = Heat transferred, kW
mh = Mass flow rate of hot fluid, kg/s
Cph = Specific heat capacity of hot fluid, kJ/kg ºC
ΔTh = Temperature difference, ºC
Q = 7.799 * 1.1288* (305-193) =1010.1 kW
Q = 1010.1 kW
Flow rate of cold fluid
Heat load on tube side fluid, Q = mc * Cpc * ΔTc
Q = mc * Cpc * ΔTc = mh * Cph * ΔTh
1010.1 = mc (1.197)(170-61)
mc = 7.74kg/s

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 64/96
Driving force for heat transfer
305 hot fluid- reactor effluent 193
170 cold fluid – hydrocarbon ← 61
LMTD =∆− ∆2
∆∆
=3− 32
=3
.22 = 133 ℃
LMTD Correction factor
Temperature Efficiency, P =∆ℎ
∆ =
(7−6)
(3−6) = 0.447
Heat capacity rate ratio , R =∆ℎ
∆ =
(3−3)
(7−6) = 1.03
From correction factor chart FT is found to be 0.95
Corrected mean temperature difference ΔTm = FT × LMTD
= 0.95× 133= 126.4ºC
Area Required for Heat Transfer
Assuming the heat transfer coefficient value as Uo = 500 W/ m2 ºC
We have
Q = Uo Ao ΔTm
Where,
Q = Total heat to be transferred per unit time, kW
Uo = The overall heat transfer coefficient, W/m2 ºC
Ao = Heat transfer area required, m2
ΔTm = Corrected mean temperature difference, ºC
Heat transfer area required Ar =
×∆ =
. ×^3
×26.4 = 15.98 m2
To find number of tubes
Tube dimensions = 20mm OD × 15.8mm ID ×4880 mm long
Tube pitch = 25 mm triangular pitch
Surface area per tube = Π DoLe
= Π×20×10-3×(4880-2×25) ×10-3

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 65/96
= 0.303m2
No of tubes NT =Ttal heat tranfer area reqd
Surfae area per tube
=.8
.33
= 52.7 ≅ 53 tubes
From the tube count table the heat exchanger unit selected will have 254 mm (10”) shell
ID with 53 tubes, 1 – shell & 4 – tube passes.
Determination of Film Heat Transfer Coefficient
Film Heat Transfer Coefficient Tube Side Fluid (hio)
hiDi = 0.023 (Re)0.8(Pr)0.33(µ
µ)0.14
k
where
hi = Film heat transfer coefficient inside the tubes, W/m2 ºC
Di = Inside diameter of the tubes, m
K = Thermal conductivity, W/m ºC
Re = Reynolds’s number = GtDi / µ
Pr = Prandtl number = Cp µ / k
Cp = Specific heat capacity, kJ/kg ºC
Gt = Mass velocity kg/s. m2 = mc/ At
mc = Mass flow rate of cold fluid, kg /s
At = Tube side flow area per pass, m2
μ = Viscosity of cold fluid, kg/m.s
μw = Viscosity with respect to tube wall temperature, kg/ms
At = ( Π/4) × Di2 (NT/NP)
= ( Π/4) × (15.8×10-3)2×(3
4 ) = 0.0030 m2
Gt = ( mc / At) =7.74
.3= 2580 kg/m2s
Tube side Re = GtDi / µ =28×.8
.3×. = 104523

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 66/96
Pr = (Cp µ / k) =.288××.3×.
.8 = 5.435
hiDi = 0.023 (104523)0.8(5.435)0.33(1)0.14
k
hi = (416.59×0.081) / (0.0158)
hi = 2135.68 W/m2 ºC
hio = hi *(
) = 2135.68 * (0.0158/0.02) = 1687.19 W/m2 ºC
hio = 1687.19 W/m2 ºC
Film Heat Transfer Coefficient Shell Side (ho)
hoDe = 0.36 (Re)0.55(Pr)0.33(µ
µ)0.14
k
where
ho = Film heat transfer coefficient inside the tubes, W/m2 ºC
De = Effective diameter, m
k = Thermal conductivity, W/m ºC
Re = Reynolds’s number = GsDe / µGs = Mass velocity kg/s. m2 = ( ms / As)
ms = Mass flow rate of hot fluid, kg /s
As = Shell side cross flow area, m2 = ( DsC’B) / PT
μ = Viscosity of hot fluid, kg/m s
Pr = Prandtl number = (Cp µ / k)
Cp = specific heat capacity, kJ/kg ºC
μw = viscosity with respect to tube wall temperature, kg/m s
For triangular pitch
De = {4 ( 0.86PT2
4 DO
2) } / DO
De =4{(.86×.2×.2)− (
)×.2×.2}
×.2 = 0.0142 m
Mass velocity GS = (mS / AS)
Shell side Cross Flow Area , AS = ( DSC’B) / PT

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 67/96
where
Ds = shell ID
C’ = clearance = PT – OD
B = baffle spacing = (1/5) DS to DS
B = 0.5 Ds , Ds = 0.254m
As = ( DsC’B) / PT = ( 0.254×0.005×(0.5×0.254)) / 0.025 = 0.00645 m2
Gs = (ms / As) = (7.74/ 0.00645) = 1200 kg/m2s
Shell side Re = GsDe / µ =2×.42
.4×. = 37782.71
Pr = (Cp µ / k) =.7××.4×.
.66 = 0.818
ho(0.0142) = 0.36 (37782.71)0.55(0.818)0.33(1)0.14
0.66
ho = 5155.6W/m2 ºC
Determination of Wall Resistance
Wall Resistance , R W = DO ln (DO/Di)
2K W
= 0.02 ln (0.02/0.0158) ( K W = 50 W/m2 ºC)
2×50
= 4.71×10-5 m2 ºC/ W
Combined dirt factor
R do + R dio = 5.9 ×10-4 m2 ºC/ W
Overall heat transfer Coefficient, UO
UO = [ (1/ ho) + R do + R dio + R W + (1/ hio) ] -1
= [ (1/ 1687.19) +7 .9×10-4 + 4.71×10-5 + (1/ 5155.6) ] -1
UO = 515.85W/m2 ºC

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 68/96
Heat transfer area Required , Ar
Ar =
×∆ =
. ×^3
.8×26.4 = 15.5 m2
Heat transfer area available in the assumed Unit, Aa
Aa = Π DoLeNT
= Π×20×10-3×(4880-2×25) ×10-3× 53
= 16.08m2
% EXCESS AREA = { (Aa Ar )*100}/ Ar
= {(16.08 – 15.5)*100}/15.5 = 3.74%
PRESSURE DROP CALCULATIONS
Pressure Drop Tube Side (ΔPT)
ΔPT =
2×× ×× + (2.5× N P ×V 2×S), kPa
where,
f = Friction factor = 0.72 (Re)-0.33
Gt = Mass velocity, kg/s.m2
L = Length of the tubes
NP = Number of tube passes
Di = Inside diameter of tubes
= (µ
µ)0.14 = 1
S = specific gravity = 0.861
f = 0.72 * (104523)-0.33 = 0.016
v = Gt / ρ = (258/861) = 0.30m/s
ΔPT = .6×28
×4.8×4
2××.8×.86× + (2.5×4× 0.3 2×0.861), kPa
= 7.5+0.77 = 8.27 kPa
Tube Side Pressure Drop = 8.27 kPa

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 69/96
Pressure Drop Shell Side (ΔPS)
ΔPS =
(+)
2×× ××, kPa
where,
f = Friction factor = 1.87 * (Re)-0.2 = 1.87*(37782.7) -0.2 = 0.227
GS = Mass velocity, kg/s.m2 = 1200 kg/m2s
S = Specific gravity = 0.957
DS = Shell ID = 0.254m
N b = No. of baffles = ℎ
=4.83
.×.24
= 38 baffles
De = Equivalent diameter, m = 0.0142m
ΔPS =.227×2
×.24(38+)
2××.42××.7, kPa
= 19.62 kPa
DESIGN SUMMARY
Heat duty of the heat exchanger = 1010.1 kW
Area required for heat transfer = 15.5 m2
Area available for heat transfer = 16.08 m2
% Excess area =3.74 %
Number of tubes = 53
Number of passes on tube side = 4
Number of passes on shell side = 1
Shell ID = 254mm
Film heat transfer coefficient tube side , hio = 1687.19 W/m2 ºC
Film heat transfer coefficient shell side , ho = 5155.6 W/m2 ºC
Pressure drop tube side ΔPT = 8.27 kPa
Pressure drop tube side ΔPS =19.62 kPa

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 70/96
7. INSTRUMENTATION AND PROCESS CONTROL
Instrumentation and process control engineering plays vital role in controlling the
process for desired output from the plant. All instruments should be installed from standard
manufacturers by selecting based on the previous process experience.
Instrumentation is provided to monitor the vital process parameters during plant
operations. They may be incorporated in automatic control loops or used for the manual
monitoring of process parameters. They may also be a part of automatic computer data
acquisition. Instruments monitoring critical process parameters will be fitted with
automatic pop-ups and enunciations to alert the operator at critical and hazardous situations
in prior. The main objective of the designer when specifying instrumentation and control
schemes are, to keep process parameters within the operating limit, so as to detect
dangerous situations that may develop due to process deviations and to provide
alarms/buzzer and automatic fail safe systems. And also to maintain the product
composition within the specified quality standards and to operate the plant at the lowest
production cost. Variables in a process must be measured and then controlled and
integrated for optimum processing conditions. Mechanical and electrical components and
systems have been designed by instrumentation and process control engineers to reduce
labor and improve feasibility of plant operation, and to allow extensive outdoor plant
construction.
The economic advantage of automatic process control has been well established
throughout the industry, thus accounting for the rapid growth in this area of the chemical
process industry.
The main objectives of designer when specifying instrumentation and process
control are:
Monitor and control the process parameters within the operable range on real time
basis.
Maintaining the product quality within the specifications.
Ensure optimum production cost with integrated fail safe mechanisms.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 71/96
Eliminating all the pit-falls that may rise due to manual intervention and properly
taken care of such situations and alert by prior signaling and controlling
catastrophic failures automatically before-hand.
7.1 INSTRUMENTATION IN WHOLE PROCESS
7.1.1 Flow measuring Instruments
For measuring the flow of diesel feed from the distillation column Mass flow meter
will be used, it is precious and sensitive measuring instrument it will give accurate and fast
feed back to the control system. Mass flow meters are available in various ranges; in this
process stainless casing is suitable to get good results. After heating the Tetrahydrofuran to
vapor form the mass flow meter is not suitable as it has a very high thermal expansion co-
efficient, at the measurement of vapor flow of THF differential pressure orifice meters are
suitable for flow measurement.
For measuring the flow of Jatropha oil feed to the reactor the same mass flow
meters can be used as the co-processing percentage is must to be kept specific.
For measuring the flow of H2 feed to the reactor differential pressure orifice meters
are generally using. In this instrument concentric orifice plate is installed in the pipeline to
drop the pressure of the feed, this pressure drop is directly proportional to the square of the
velocity. Flow rate can be obtained manipulating the velocity with the area of the orifice,
sometimes the vapor pressure taping lines of the orifice meter requires flushing to avoid
the formation any condensate in the line.
7.1.2 Temperature measurement
For measuring the temperature of reactants, resistance thermometers or
Thermocouples are used. Platinum- platinum rhodium thermocouples are used in most
industries, since thermocouples are gives excellent transmission accuracies than other
temperature measuring instruments. THF temperature is measured by thermocouples
mentioned.
For measuring the temperature of Reactor the same thermocouples are used.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 72/96
7.1.3 Pressure Measurement
The bourdon tube measuring elements are used in combination with the differential
pressure transmitters with stainless steel internal components are used for the measuring
the reactor pressure drops in mm water column.
7.2 CONTROL SYSTEM FOR HYDROGENATOR REACTOR
For the reactor the following controls are required for safe and efficient operation
of the reactor.
Raw materials flow controlling as per the specified molar ratio.
Reactor inside pressure controlling by varying the outlet gas flow.
In the hydrogenator, raw materials react to produce the diesel associated with water.
The conversion in the reactor is very much dependent on the molar proportion of
the reactants. The online molar feeds are measured and the controlled for the
specified mole ratio of diesel feed : Jatropha oil feed to get the desired output from
the reactor. The required pressure drop through the reactor for consistent plug
conditions is supplied by the compressor discharge pressure and is maintained by
the reactor outlet damper.
7.2.1 Reactor feed control
The feed rates of the reactants to the reactor are usually controlled to maintain the
proper throughput of the reactor. If there is only one feed flow, it may be controlled with
simple flow control. A special type of flow control, Ratio Controller, will be used. The
molar ratios of Diesel feed and Jatropha oil will be controlled by Ratio Controller, with this
controller the ratio of the individual feeds must often be maintained in order to control the
amount of excess reactants left in the out let stream of the reactor, to control the
temperature, or to favor the production of Diesel. Ratio Controller can be used to maintain
the proper feed ratio. The ratio may be set by the operator, either as a fixed value or as a
value modified by off line analysis of the reactor product stream. It may also be modified
online by a temperature controller or composition controller.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 73/96
In the flow control loop the dynamic elements consist of the controller, the flow
measuring element and the control valve. The control action for a flow control system is
generally PI. The integral control is needed to eliminate offset and thereby establish a
precise ratio of the mixed streams. Derivative action is usually avoided in flow control
because the signal from a flow measuring element is inherently noisy. The presence of
derivative action would amplify the noise and give poor control.
7.2.2 Reactor Pressure control
Pressure is another key process variable because pressure provides a critical
condition for the reactor. Poor pressure control can lead to major safety, quality and
productivity problems. High pressure inside the reactor can cause explosion. Therefore it is
highly desired to keep pressure inside the reactor in good control. The pressure in the
reactor is controlled by PIC controller which includes a low and high alarm. Addition to
this a high pressure switch is provided with bypass key for the safety of the reactor. Bypass
key are useful to carry out any maintenance jobs on the switches. Field mounted pressure
gauge is provided on top of the reactor.
Interlocks are control functions that prevent the normal operation of other control
or operating functions. They are used to ensure personnel or equipment safety or to protect
the operability of the process. For example, in order to protect the pumps, interlocks will
often be used to prevent the pump from operating if a valve is closed on either suction or
the discharge side of the pump or if the level of the tank feeding the pump is low.
Interlocks that do not take intermediate action, but prevent either the operator or a control
function from operating, are often referred to as permissive. If interlocks are required for
personnel safety, they should normally be separate from the regulatory control system in
order to protect against control system failure.
The reactor interlock functions are cut off feed by closing valves and stopping the
H2, if the reactor temperature or pressure is high. Enforce startup sequences by preventing
the introduction of feeds until proper conditions are met.
Because of the instability of the exothermic reactions and the possibility of a
runaway reaction, the reactor is often equipped with an emergency shutdown system, as
well as other safety equipment, such as burst diaphragms and release containment systems.
The purpose of the emergency shutdown system is to stop the reaction in the event of a
runaway The system may accomplish this by quickly reducing the temperature injecting

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 74/96
some material into the reactor, which will reduce the rate of the reaction; or venting the
reactor to reduce the pressure. The emergency shutdown system must be highly reliable.
In almost all industries Computer based Distribution control systems and
Programmable logic controllers with human interface systems are installed for easy control
through computers, in this system the hardware requirements for pneumatic, electronic,
and microprocessor-based controllers are working, all pneumatic signals in the range of 3
to 15 psig , the energy needed to operate these pneumatic components is a source of clean,
dry air at a pressure of about 20 psig. The pressure can vary from 20 psig by about +-10 %
without adversely affecting the operation of the instruments.
The electronic system required both electrical and pneumatic power to operate the
components. A transducer or converter is needed between the controller and the valve to
convert current (4-20 mA) to pressure (3- 15 psig)
The components for a microprocessor based system contains the control algorithm
reside as a computer program in the memory of the computer. The operator communicates
with the control system with a keyboard, a monitor, and a printer. The computer can
perform many more functions than implementation of the control algorithm; the recorder
of the pneumatic or electronic system is replaced by a monitor screen on which transients
are shown.
In a modern controller both analog and digital signals are processed. The analog
signal is the type that represents a continuous variable with varies over a range of values.
The digital signal is a binary signal that can be represented by two states.
7.3 DISPLAY
The software in a modern controller has made the strip chart recorder almost
unnecessary. Through the use of skilled programming, the transients produced in a control
system can be displayed on a monitor screen dynamically. As time progresses, the values
of selected variables are displayed as a function of time. The segment time shown on the
screen can be selected to be a few minutes to a few hours to show dynamic detail or long
term trends. Transients that occurred in the past can be stored and displayed again.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 75/96
7.4 ALARM
An extensive amount of the software in modern controllers is devoted to detecting
and reporting a problem in the form of an alarm. The alarm takes the form of a visual
signal, an audible signal (beeping horn), or the auction of a switch.
7.5 DATA ACQUISITION AND STORAGE
Long term storage of the transients can be obtained easily with a digital computer;
this task is referred to as archiving. The automatic storage of critical process control
variables on disk or tape can be retrieved later to explain process operating difficulties. The
computer can also be used to automatically record or log the type and location of an alarm,
the time of a process alarm, the time of acknowledgement of an alarm, and the time it wascleared by operator intervention.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 76/96
65
8. COST ESTIMATION
8.1 ESTIMATION OF PROCESS EQUIPMENT COST (PEC)
Table 8.1: Equipment Cost
S. No Equipment Quantity Cost( Rs in Lakh)
1 Jatropha oil tank 1 3.4
2 Diesel feed tank 1 6
3 Hydrogenator 1 112.5
4 Separators 2 42
5 Stripper 1 34
6 Scrubber 1 43.6
7 Condenser 1 37.4
Total estimated cost of Equipment= Rs 278.9 Lakhs

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 77/96
66
8.2 PROJECT COST ESTIMATION:
Table 8.2 Fixed Cost
S. No Descriptions Cost (Rs in Lakhs)
1 Plant and Machinery cost 278.9
2 Installation cost (35% PEC) 97.62
3 Instrumentation cost (35% PEC) 97.62
4 Piping and pumping cost (60% PEC) 167.34
5 Electrical cost (45% PEC) 125.51
6. Land cost (Total Area 8 acres @ Rs 200
Lakhs / acre)
1600.00
7. Service facilities (50% PEC) 139.45
Total Fixed Cost = Rs 2506.44 Lakhs
Indirect Cost
Construction expenditure (50% of purchase cost) = 139.45 Lakhs
Engineering & Supervision (30% of purchase cost) = 83.69 Lakhs
Total Indirect Cost = 223.17 Lakhs
Total Direct and Indirect Cost = 2729.61 Lakhs
Contingency (10% of Direct and Indirect Cost) = 272.96 Lakhs
Contractors fees (10% of Direct & Indirect cost) = 272.96 Lakhs
Total Fixed Capital Investment = 3275.53 Lakhs
Working Capital (25% of Fixed Capital Investment) = 818.88 Lakhs

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 78/96
67
Total Capital Investment = Fixed Capital Investment
+ Working Capital
= 3275.53 + 818.88
= 4094.41 Lakhs
8.3 RAW MATERIAL COST
Basis: On stream Days 330 Considered
Table 8.3 Raw Material Cost
S.No Raw Material Cost ( Rs) Quantity m3
(Per year)Cost (Rs in Lakhs)
1 Boiler feed water 136 per m3 28648.224 38.96
2 Jatropha oil 80 per kg 22518936 Kg 18015.15
3 Diesel feed 47 per kg 202670424 Kg 95255.10
Raw Material Cost = Rs 113309.21 Lakhs

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 79/96
68
8.4 COST OF UTILITIES:
Table 8.4: Utility Cost Estimation
S. No Utility Cost ( Rs) Quantity (Per year) Cost (Rs in Lakhs)
1 Electricity
(555.55KWh)
Rs 10 /KWh
(Power taken
from Refinery)
555.55KWh×24hr×
330days
=4399956KWh
439.98
2 L.P Steam 1867 per Ton 35640 Ton (-) 655.40
3 M.P Steam 1926 per Ton 43560 Ton (-) 838.96
4 Water 65 per m3 565488 367.56
Total = Rs (-) 686.82 Lakhs
Cost Of Utility = Rs (-) 686.82 Lakhs
(-) Indicates NET EXPORT to Other Unit

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 80/96

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 81/96
70
8.6 TOTAL PRODUCTION COST
Basis: On-stream Days 330 Considered
Raw Material Cost = Rs 113309.21 Lakhs
Utilities Cost = Rs (-) 686.82 Lakhs
Maintenance Cost = Rs 100 Lakhs
Salary and Wages = Rs 185.20 Lakhs
Catalyst and Chemicals = Rs 55.00 Lakhs
Total Production Cost = Rs 112962.59 Lakhs
8.7 DEPRECIATION
Depreciation Rate = 5.25% per annum
Table 8.6: Plant and Machinery
S. No. Equipment Cost (Rs in Lakhs)
1 Plant and Machinery cost 278.9
2 Installation cost (20% PEC) 55.78
3 Instrumentation cost (15% PEC) 41.84
4 Piping and pumping cost (20% PEC) 55.78
5 Electrical cost (20% PEC) 55.78
Total = Rs 488.08 Lakhs
Depreciation for Plant and Machinery = 0.0525 × 488.08
= Rs 25.62 Lakhs

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 82/96
71
8.7.1 Civil Works
Depreciation Rate = 2.50% per annum
Depreciation Amount = 0.025 × 227.9
= Rs 5.69 Lakhs
Total Depreciation = Rs 31.31 Lakhs
8.8. SALES
Diesel production in One day = 639.36 MT
Onstream Days Considered = 330 Days
Production in One year = 639.36 × 330
= 210988.8 MT
Selling Price = Rs 55000 per MT.
Sales Revenue in One year = Rs 116043.84 Lakhs
Less Depreciation = Rs 116012.53 Lakhs
Profit before Tax (PBT) = Sales Revenue –
Total Production Cost
= Rs 116012.53 Lakhs –
Rs 112962.59 Lakhs
= Rs 3049.94 Lakhs
Tax (33% Profit) = Rs 1006.48 Lakhs
Profit after Tax (PAT) = Rs 2043.46Lakhs

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 83/96
72
Cash accruals = Rs 2043.46 Lakhs
+ Rs 31.31 Lakhs
= Rs 2074.77 Lakhs
8.9 PAY BACK PERIOD
Pay Back Period (PBP) = Total Investment / Cash accurals
= 4094.41 Lakhs / Rs 2074.77 Lakhs
Pay Back Period (PBP) = 1.97 Years
8.10 RATE OF RETURN
Rate of Return = (Net Profit/total capital Investment)×100
= (2043.46/4094.41) × 100
= 49.9 %
\

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 84/96
73
9. PLANT LOCATION AND LAYOUT
Plant layout can be defined as the physical location or configuration of departments,
workstations and equipment in the production process. It is well defined arrangements of
physical resources which are used to produce the product. Plant layout is placing the right
equipment, coupled with the right method, in the right place to permit the processing of
product in the most effective manner through the shortest possible distance and in the shortest
possible time.
9.1 FACTORS AFFECTING THE LAYOUT
The following factors are to be considered.
Organization
Location of departments.
Type of product, method of production, production process, capacity.
Grouping of machines, material flow pattern.
Space requirement for the machines, work area, material handling, storage and other
facilities.
Safety factors, Health and other factors like ventilation, natural light removal of smoke,
and fumes etc.,
Provision for future expansion.
9.2 OBJECTIVE OF THE PLANT LAYOUT
Minimum material handling.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 85/96
74
Facilitate manufacturing process.
Flexibility of arrangement.
Maximum utilization of equipment and floor area.
Care for employ safety and conveyance.
Easy supervision, minimum production delays, better working conditions.
9.3 ADVANTAGES OF SCIENTIFIC LAYOUT
It reduces internal transport to minimum.
It minimizes accidents and makes supervision easy and quick.
It makes repair and maintenance easy, reduces labour turnover and also reduces
production delays to a large extent.
It helps in production control and eliminates waste effort and thus
Increases the speed of production.
Possible to improve the production methods.
9.4 MAJOR CONSIDERATION FOR LAYOUT
Following are the major considerations which should be followed.
Various production departments such as Machine shop, welding shop and assembly
shop etc., should be located in the building. For this purpose product analysis should be made
which contains what is to be produced, how much is to be produced, what will be the sequence
of operations and how the machines can be best grouped.
The various production departments should be located in such a way that the traffic or
movement of workers should be easy. Flow of materials with in the department and also
between one department and another department should be economically and neatly managed.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 86/96
75
Service department means canteen, stores, water etc., should be properly positioned
and should be suitably allotted. These should be located from factory as well as workers point
of view.
The various sections of departments of the factory can be arranged in to three main
groups, viz. Administrative, Services and Production departments. As far as possible,
administrative departments should be located in a separate wing, where there should be no
noise and disturbances due to movement and vibrations of machines. General Service
departments such as finished part store, tool rooms should be located as central as possible.
Storage facilities for raw materials and intermediate and finished products may be
located in isolated areas or in adjoining areas. Hazardous material becomes a decided menace
to life and property when stored in large quantities and should consequently be isolated.
Storage in adjoining areas to reduce materials handling may introduce an obstacle toward
future expansion of the plant. Arranging storage of materials so as to facilitate or simplify
handling is also a point to be considered in design. Where it is possible to pump a single
material to an elevation so that subsequent handling can be accomplished by gravity into
intermediate reaction and storage units, costs may be reduced. Liquids can be stored in small
containers, barrels, horizontal or vertical tanks and vats, either indoors or out of doors.
A great deal of planning is governed by local and national safety and fire code
requirements. Fire protection consisting of reservoirs, mains, hydrants, hoe houses, fire pumps,
reservoirs, sprinklers in buildings, explosion barriers and directional routing of explosion
forces to clear areas, and dikes for combustible-product storage tanks must be incorporated to
protect costly plant investment and reduce insurance rates.
Expansion must always be kept in mind. The question of multiplying the number of
units or increasing the size of the prevailing unit or units merits more study than it can be
given here. Suffice it to say that one must exercise engineering judgment; that has a penaltyfor bad judgment, scrapping of present serviceable equipment constitutes but one phase, for
shutdown due to remodeling may involve a greater loss of money than that due to rejected
equipment. Nevertheless, the cost of change must sometimes be borne, for the economies of
larger units may, in the end, make replacement imperative.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 87/96
76
This word “Utilities” is now generally used for the ancillary services needed in the
operation of any production process. These services will normally be supplied from a central
site facility; and will include Electricity, Steam for process heating, Cooling water for general
use etc
The power required for electrochemical processes; motor drives, lighting, and general
uses, may be generated on site, but will more usually be purchased from the local supply
company. The voltage at which the supply is taken or generated will depend on demand. For a
large site the supply will be taken at a very high voltage, typically 11,000 or 33,000 V.
Transformers will be used to step down the supply voltage to the voltages used on the site. In
the United Kingdom a three-phase 415-V system is used for general industrial purposes, and
240-V single-phase for lighting and other low-power requirements. If a number of large
motors is used, a supply at an intermediate high voltage will also be provided, typically 6,000
or 11,000 V.
The steam for process heating is usually generated in water tube boilers; using the most
economical fuel available. The process temperatures required can usually be obtained with
low-pressure steam, typically 2.5 bar, and steam is distributed at a relatively low mains
pressure, typically around 8 bar. Higher steam pressures, or proprietary heat-transfer fluids,
such Dowtherm needed for high process temperatures. The generation, distribution and
utilization of steam for process heating in the manufacturing industries is properly planned.
The energy costs on a large site can be reduced if the electrical power required is
generated on site and the exhaust steam from the turbines used for process heating. The overall
thermal efficiency of such systems can be in the range of 70 to 80 % ; compared with the 30 to
40 % obtained from a conventional power station, where the heat in the exhaust steam is
wasted in the condenser. Whether a combined heat and power system scheme is worth
considering for a particular site will depend on the size of the site, the cost of fuel, the balance
between the power and heating demands; and particularly on the availability of, and cost of,
standby supplies and the price paid for any surplus power electricity generated.
Natural and forced-draft cooling towers are generally used to provide the cooling water
required on a site; unless water can be drawn from a convenient river or lake in sufficient

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 88/96
77
quantity. Sea water, or brackish water, can be used at coastal sites, but if used directly will
necessitate the use of more expensive materials of construction for heat exchangers.
The water required for general purposes on a site will usually be taken from the local
mains supply, unless a cheaper source of suitable quality water is available from a river, lake
or well.
Demineralised water, from which all the minerals have been removed by ion exchange,
is used where pure water is needed for process use, and a boiler feed water. Mixed and
multiple bed ion-exchange units are used; one resin converting the cations to hydrogen and the
other removing the acid radicals.
The distribution of gas, air, water, steam, power, and electricity is not always a major
item, inasmuch as the flexibility of distribution of these services permits designing to meet
almost any condition. But a little regard for the proper placement of each of these services,
practicing good design, aids in ease of operation, orderliness, and reduction in costs of
maintenance. No pipes should be laid on the floor or between the floor and the 7 feet level,
where the operator must pass or work. Chaotic arrangement of piping invites chaotic operation
of the plant. The flexibility of standard pipe fittings and power-transmission mechanisms
renders this problem one of minor difficult.
Existing or possible future railroads and highways adjacent to the plant must be known
in order to plan rail sidings and access roads within the plant. Railroad spurs and roadways of
the correct capacity and at the right location should be provided for in a traffic study and
overall master track and road plan of the plant area.
Some of the factors in rail-track planning are:
Existing and future off-site main rail facilities
Permissible radius of curvature for spurs- consult local rail authorities
Provision for traffic handling- arrangement of spurs and ladder track and switching

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 89/96
78
Adequate spur facilities
Loading and unloading facilities for initial plant construction and subsequent
operations.
Rack stations for liquid handling.
Storage space for full and empty cars.
Space for cleaning and car repairs.
9.5 PLANT LAYOUT PROCEDURE
A number of procedures have been developed to facilitate the planning (Design) of
plant layouts. Following steps are generally considered in designing a plant layout. The
type of data and information required depends upon the nature of the layout problems. In case
planning a new plant layout, the data required will be very elaborate and will cover the
manufacturing particulars along with growth rate required. If the layout problem is for making
minor alterations in the layout, the data required will be limited to manufacturing methods,
sequence of operations, equipment involved etc. Product analysis consists of breaking down
the product into sub assemblies and the sub-assemblies into their individual parts. Product
analysis determines the operations necessary for the production of each part. Production
process is then analyzed.
Inter relationship between the work areas is also planned while designing the
individual operations or work areas. Similarly, the inter relationship between related groups of
operations should be worked out. At this stage, flow diagram also should be co coordinated
with the material flow pattern.
After installing the layout there may be possibility that it may not work as planned,
people may not follow the method they are supposed to, material does not arrive as planned. It
may result in delays. In such circumstances management should try to find out the reasons for
such delays, the activities which have to be taken care off and evaluate the consequences.
Action should be taken to rectify the mistakes, to minimize their effect on the execution of the
plan.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 90/96
79
9.6 PLANT LAYOUT
F ig. 9.1: Plant Layout

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 91/96
80
10. MATERIAL HANDLING AND SAFETY
10.1 FACTS ABOUT H2S
It is highly toxic, colorless gas with rotten eggs smell.
It forms explosive mixture with air.
Prolonged exposure of low concentration H2S affects the organs responsible to
identified smell.
It dissolves in water and is very corrosive on carbon steel.
It severely attacks carbon steel above 3500C.
H2S detectors and alarms should be located at critical points.
Detectors should be capable of functioning during electrical power failure.
Personnel should wear breathing air masks whenever doing potentially hazardous
work. (e.g. Installing blind flanges, replacing orifice plates, opening sample or purge
connections, opening vessels for inspection or repair etc..)
During start-up and shut down, precautions must be taken against occurrence of
sulphur fires and explosions. Care must be taken to ensure that excess air is not
introduced during fuel gas firing mode (after first startup) as sulphur fires could result
when the temperature reaches 205oC.
H2S may be present anywhere in the plant, particularly in process areas. The most
common areas where H2S leaks may occur are
Pump seals
Fittings
Flanges
Drains

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 92/96
81
Sample valves
Sulphur Rundown lines
10.2 HAZARD
H2S is generally recognized by a characteristic foul odor. Prolonged exposure to low
concentrations will dull the sense of smell. This can be fatal to those who think they can detect
a dangerous concentration by its offensive odor.
In low concentrations, H2S irritates the eyes, throat and respiratory system. When high
concentrations are present, death due to lung paralysis may occur before odor is detected.
Toxicity of H2S
1ppm – can smell
10 ppm – allowable for 8 hour exposure
100 ppm – kills smell in 3-5 min. May burn eyes and throat.
200 ppm – kills smell rapidly, burn eyes and throat. Will cause headache and nausea
300 ppm – Respiratory disturbances in 2-15 min. Artificial resuscitation needed.
Immediately dangerous to life and health.
500 ppm to 700 ppm – quick unconsciousness, breathing stops, immediate artificial
resuscitation needed.
1000 ppm – Unconsciousness at once, permanent brain damage unless rescued
promptly.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 93/96
82
10.3 FACTS ABOUT SULPHUR DIOXIDE (SO2)
It is produced when H2S burns
It is a very toxic gas and irritating gas
1 to 10 ppm – respiratory and pulse rate increases
20 ppm – It is highly irritating to eyes, nose, throat and lungs
It is equally toxic as compared to H2S and should be treated accordingly.
10.4 HAZARDS OF DIESEL
It is inflammable in nature; therefore it should not be subjected to very high
temperature.
Storage must be done in the vessels to withstand the increasing pressure because of its
volatility.
10.5 BASIC RESCUE PROCEDURE
Take the Victim to fresh air and apply artificial resuscitation.
Keep the Victim warm.
Do not give an unconscious person anything by mouth.
Do not leave the victim unattended even after he regains consciousness.
Take the victim to Doctor or call the doctor.
The most effective safety measure is the common sense approach.
Being aware of the hazard and act according

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 94/96
83
10.6 ENVIRONMENT CONSIDERATIONS
Oil refineries are creating a major public health crisis because of the huge amounts of
toxic pollution they release on a daily basis. They release massive amount of Sulphur dioxide,
volatile organic compounds, particulate matter, nitrogen oxides and carbon monoxide, these
pollutants form ground level ozone and hazards. Thus, refineries also contribute to failure of
many areas to meet Environment Pollutants Assessment ambient air quality standards.
Refineries are the Nations major source of tons of toxic volatile organic compounds, like
cancer causing benzene, naphtha, ketones and chemical that cause asthma and childhood
development problems .Refineries are also a source of large chemical releases during fires
explosions, upsets and spills during the accidents. These spills often dump chemicals into
communities around refineries causing health problems. Most of toxic air pollution is formed
by product leaks in equipment, technology to prevent these leaks has been widely available.
Government regulations/norms are being adopted by Refineries to reduce pollution problems
so that better environment conditions are maintained.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 95/96
84
11. SUMMARY AND CONCLUSIONS
Hydroprocessing of renewable oil feed stocks creates a unique opportunity to produce
sustainable diesel fuel, completely compatible with existing fuel infrastructure, refinery
configuration and engine technology. The process has bright advantages in terms of energy
savings and cost, environmental friendliness, product quality and quantity and process
advantages; which are listed in this section.
11.1 ENVIRONMENTAL BENEFITS
The main advantage of the process is that it reduces the dependency on fossil fuel and
it is a clean fuel.
As the vegetable oils don’t have harmful emission precursors like N and S, it
contributes to the environment by reducing sulfur load in the atmosphere. It is found in
our studies that 5-8% sulfur is reduced in the product by co processing 10% Jatropha
oil along with diesel [sulfur content 2.3%] and it is consistent for at least 2 years of
operation.
The process doesn’t create the food chain implications as the oils are non edible. The
slight increase in CO2 release [approximately 0.1 -0.15 %] in the process will be well
compensated by the carbon consumption by the corresponding source plants/trees.
The energy savings and GHG (Green House Gases) saving in CO2 equivalents are
studied by CONCAWE (Conservation Of Clean Air And Water In Western Europe),
DOE [Department of Energy] and PNAS [Proceedings of National Academy of
Sciences, United States of America]. From this, it is understood that co-processing of
10% vegetable oil will save 4-4.3 GJ/ ton in comparison with that of blending 10%
Biodiesel [2.63 – 3.55 GJ/ ton] in the diesel.

7/25/2019 CO-PROCESSING OF JATROPHA OIL WITH LINEAR RUN DIESEL
http://slidepdf.com/reader/full/co-processing-of-jatropha-oil-with-linear-run-diesel 96/96
REFERENCES
1. Bhatt. B.I and Vora S.M., “Stoichiometry”, 4th Edition, Tata McGraw Hill
Publication, New Delhi, 2011.
2. Coulson and Richardson’s, “Chemical Engineering Design”, 4th Edition, Butterworth-
Heinemann Publication, Singapore, 2005.
3. Donald Q’K ern, “Process Heat Transfer”, 10th Reprint, McGraw Hill Publication, New
York, 1997.
4. McCabe L.Warren, Julian C.Smith, and Harriot Peter,”Unit Operation in
Chemical Engineering”, 6th edition, McGraw Hill Publication, New York, 2007.
5. Octave Levenspiel, “Chemical Reaction Engineering”, 3rd Edition, John Wiley & Sons
Publication, New York, 1999.
6. Robert H.Perry and Don W.Green, “Perry’s Chemical Engineers Handbook”, 6th
Edition, McGraw Hill Publication, New York, 1978.
7. SpecificHeatofJatropha Oil,www.endmemo.com/physics/specificheat.php, last
accessed on 2nd February, 2014.
8. Specific Heat, www.wikipedia.com, last accessed on 2nd February, 2014.
9. Design of separator ,www.webqc.org/chemicaltools.php, last accessed on 13th
February, 2014.