Cnc lecture1
23
10/12/2016 1 Numerical Control Machines CNC-MDP471 Design and Production Engineering Department, Faculty of Engineering, Ain Shams University. Lecture 1 DR. AMR SHAABAN
-
Upload
mohamed-atef -
Category
Engineering
-
view
81 -
download
4
Transcript of Cnc lecture1

10/12/2016 1 Numerical Control Machines
CNC-MDP471
Design and Production Engineering Department,
Faculty of Engineering,
Ain Shams University.
Lecture 1
DR. AMR SHAABAN

10/12/2016 2
•Introduction
•CNC classification
•Control unit
•Control system
•Interpolation
•Designation of machine axes
•Local coordinate system
•Absolute and incremental
•Introduction to part Program

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 3
INTRODUCTION
PROBLEM DEFINITION
CONCEPTUAL DESIGN
EMBODIMENT DESIGN
DETAIL DESIGN
MANUFACTURE
Scope of CAD/CAM/CNC
Specifications
Concepts
Layouts
Analysis/ Drafting
Product
DESIGN PROCESS

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 4
CAD CNC
CAM
INTRODUCTION

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 5
CONTROL UNIT
NC – Punched Tape •The control is hard wired, and therefore any
modification needs many changes in the
controller.
•The part program punched into paper tape
on a separate punching machine
•Read and executed one line of code at a
time from a part program
•When the entire program was executed, the
tape reader would rewind back to the
beginning of the program. The machine has
no means of storing or editing of loaded
programs.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 6
CONTROL UNIT
Computerized
Numerical Control •Developments in electronics industry has led to use
the computer in place of conventional dedicated
controller.
•No punched tapes; instead, all information flows from
a computer which interfaced with machine control
unit. A typical system for instance can store programs
equivalent to about 700 m of punched tape
•Minimum of electronic hardware is used, as some of
the hard ware modules is replaced by software.
•MCU functions of data decoding, control, buffering,
feed rate control, interpolation and position control.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 7
CONTROL UNIT
Direct Numerical Control
DNC
•Utilize a single large frame computer to
control several machines through a data
transmission lines. A minimum of 5 to 10
machine tools is considered necessary to
make the system economically justifiable.
•It allows machining processes to be fully
integrated with other automation systems,
with data files, and with management
information system.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 8
CONTROL SYSTEM
Open Loop System •Operates without verifying that the actual
position is equal to the specified position.
•Usually stepper motors are used.
•Stepper motor is an electric motor that
rotates a set amount every time it receives
an electronic pulse from the MCU.
•The displacement value is controlled by
controlling the number of pulses sent to
the stepping motor while the feed rate is
controlled by controlling the rate of pulse.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 9
CONTROL SYSTEM
Closed Loop System
•Use feedback system to verify that the actual
position is equal to the specified one.
•Use an error detector that returns a signal
which is proportional to the difference between
input and feedback.
•Usually servo motors are used with feedback
loops.
•Tachometers are attached to motors and drives
for velocity feedback loop, while encoders are
attached to sliding parts for position feedback
loop.
•Sensors used for the feedback system make it
more expensive.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 10
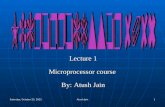
INTERPOLATION
P-Type
•Position type or point to point control.
•There is no control on the path followed to reach that
position. Only axial path or 45 degree are provided.
•When point-to-point is used for a certain axis, the
cutter or work table moves in rapid positioning mode
(maximum feed rate). Hence, no machining can
occur using P-type controlled axis.
•If the tool is at A (X5, Y5) , and the absolute
coordinates (X20, Y30) are input, the movement will
take place simultaneously at an angle of 45 degrees
on both the X and Y axes until the tool reaches B
(X20, Y20), and then will continue on the Y axis only
until the tool is at C (X20,Y30).

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 11
INTERPOLATION
L-Type •Line type control.
•The main difference between this system and p-system is that it is
possible for the rate of movement to be programmed to suit the
machining conditions. This permits machining to be carried out
during the movements.
•A line motion control system can be used to produce a wide range
of work by milling shapes that are composed of lines at 90 degrees
and 45 degrees, and can also be used on turning centers for the
production of stepped shafts

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 12
INTERPOLATION
C-Type •Contour type control.
•Different rate of movement can occur at the same time on different
axes.
•There may be from two to eight controllable axes; movement can
take place on a number of axes simultaneously, all at different feed
rates if necessary.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 13
INTERPOLATION
NOTE Commonly, machines have different modes of control on
different axes. Frequently the control system provides circular
interpolation on any two axes and linear interpolation on the
remaining third axis. This type of control system is referred to
as 2CL. Similarly, 2PL indicates point-to-point control on two
axes and line motion control on a third axis; 5C is a machine
which has contouring on five axes.
Punching CNC machines Drilling CNC machines VMC

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 14
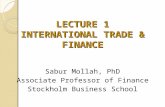
MACHINE AXES
RIGHT HAND ROLE
•Z is always the axis of rotation.
•Negative Z is the direction in which the cutter
approaches the work piece.
•X axis is the axis of the long path.
•Using RHR, the 3 axes and their signs can be determined.
•A, B, and C are the axes of rotation about X, Y, and Z
respectively.
•U, V, and W are three auxiliary axes corresponding to X,
Y, and Z respectively.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 15
MACHINE AXES

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 16
MACHINE AXES
X Y
Z
B
U
C A

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 17
MACHINE AXES

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 18
COORDINATE SYSTEM
Machine Zero Programming Zero Floating Zero

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 19
ABSOLUTE & INCREMENTAL
G90
Example
G91

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 20
PART PROGRAM
•Part program is a series of coded instructions required to produce a part.

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 21
PART PROGRAM
N5 G90 G20
N10 T0101
N15 M03
N20 G00 X2 Z0.1 M08
N35 G71 P40 Q55 U0.05 W0.05 D625
F0.012
N40 G01 X0 Z0
N45 G03 X0.5 Z-0.25 I0 K-0.25
N50 G01 X1.75 Z-1.0
N55 X2.1
N50 T0100 G00 X4 Z3
N65 T0202
N70 G00 X2 Z0.1
N75 G70 P40 Q55 F0.006
N80 G00 X4 Z3 M09
N85 T0200 M05
N90 M30
Turning parts

10/12/2016 Dr.Amr Shaaban-Numerical Control Machines 22
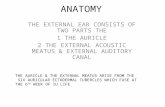
PART PROGRAM
Milling parts
N5N5 G90 G80 G20 G99
N10 M06 T6
N15 M03 S1300
N20 G00 X1 Y1
N25 Z0.5
N30 G81 Z-0.25 R0.125 F5 N35 X2
N40 X3
N45 Y2
N50 X2
N55 X1
N60 G80 G00 Z1
N65 X0 Y0
N70 M05
N75 M30

10/12/2016 CNC - Part programming 23
easyclass.com Students enter access code
ERC0-K4AO CNC-Mechatronics-ASU