CNC Freze Torna

of 261
-
Upload
onur-kaplan -
Category
Documents
-
view
242 -
download
0
Transcript of CNC Freze Torna
-
8/7/2019 CNC Freze Torna
1/261
T.C.GAZ NVERSTES
(GAZ NVERSTES TEKNK ETM FAKLTESKALIPILIK RETMENL)
CNC TORNA, FREZE ALIMA PRENSBLER VE TAKIMTEKNOLOJS
GAZ NVERSTESMAYIS, 2006
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
2/261
i
NDEKLER
NSZ....................................................................................................1.CNC TEKNOLOJSNN GELM VE TEZGAH TANITIMLARI 1
1.1. CNC Nedir ? ................................................................................ 11.1.1. CNC Takm Tezgahlarnn Avantajlar ......................................... 21.1.2. CNC Takm Tezgahlarnn Dezavantajlar.................................... 31.1.3. CNCNN Endstrideki Kullanm Alanlar................................... 31.1.4. eitli CNC Teknik Terimlerin Dilimize evirisi......................... 41.1.5. CNC Takm Tezgahlar ................................................................ 61.1.6. DNC Kontrol Sistemleri ........................................................... 131.1.7. CNC Tazgahn alma Prensibi ve Genel Ksmlar ................ 131.1.8. CNC Programlamadaki bir satrn incelenmesi ........................... 14
1.2. CNC TORNA TEZGAHI.................................. ......................... 161.2.1. CNC Torna in Programlamaya Giri........................................ 191.2.2. CNC Torna Program ................................................................. 211.2.3. rnek CNC Torna Uygulamas .................................................. 30
1.3. CNC FREZE TEZGAHI ............................................................ 27
1.3.1. CNC Freze alma Prensibi ...................................................... 331.3.2. Para Sfrlama, Referans Noktas Belirleme .............................. 361.3.3. Freze iin G ve M Fonksiyon Kodlar......................................... 371.3.4. CNC Freze Programlama............................................................ 391.3.5. CNC Freze in evrimler.......................................................... 401.3.6 rnek CNC Freze Uygulamas ................................................... 47
2. TAKIM TEKNOLOJS............................................................... 502.1.1. Kesici Takmlarn zellikleri ..................................................... 502.1.2. Kesici U Katalou .................................................................... 63
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
3/261
ii
amzn bilgisayar teknolojisine brnmesi, metal kesmeilerinde bir a am olmaktadr. Bu olaysa genellikle BilgisayarDestekli Nmerik Kontrol olarak isimlendirilir. Ksa adlandrlmas iseCNC dr. Bu tr takm tezgahlar dier sanayi kollarndan sonrada tarmmakineleri sanayine sram ve reticileri bu tezgahlara yatrma sevketmitir. Bu sayede tarm makineleri sanayi Avrupa standartlarnayaklama eilimi gstermi ve imalatta seri, hatasz retime balanmtr.Bu almamda CNC nin tantlmas, tezgah eitleri ve programlamatekniklerine deineceim.
CNC; (CAD) Bilgisayar destei ile yaptmz tasarmlar (CAM)programlar vastasyla tezgah kodlarna evirebilir yahut kendi evrimkodlarmz oluturup tezgaha manuel girdide bulunabiliriz.
Kalp ve Makine endstrisi tm dnyada hzla gelimekte ve bunedenle bununla ilgili eitim ihtiyac da artmaktadr. CNC alanndaalan kalifiye eleman sknts ekilen lkemizde de meslek liseleri veyksek okullar bnyesinde CNC teknolojisini ieren Kalplk, Makine blmleri bulunmaktadr. Bu sevindirici gelimelere ramen baz bilgieksikleri vardr.Umarm bu alma size k tutar.
Rza AKAR
Kalplk retmenlii
GTEF / 2006
NSZ
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
4/261
1
1.1. CNC NEDR?
Bilgisayarl Nmerik Kontrol de (Computer NumericalControl) temel dnce takm tezgahlarnn say, harf vb. sembollerdenmeydana gelen ve belirli bir manta gre kodlanm satrlar
yorumlayarak mekanik alma sistemini kontrol etmektedir.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
5/261
2
Bilgisayarl Nmerik Kontrol de tezgah kontrol nitesinin
komptrize edilmesi sonucu programlarn muhafaza edilebilmelerininyannda para retiminin her aamasnda program durdurma, programdagerekli olabilecek deiiklikleri yapabilme, programa kalnan yerdentekrar devam edebilme program son ekliyle hafzada saklamakmmkn olmaktadr. Bu nedenle programn kontrol nitesine birkezyklenmesi yeterlidir.
1.1.1. CNC Takm Tezgahlarnn Avantajlar:
Konvansiyonel tezgahlarda kullanlan baz balama kalp, mastarvb. elemanlarla kyasland zaman tezgahn ayarlama zaman okksadr.
Ayarlama, l, kontrol, manuel hareket vb. nedenlerle oluanzaman kayplar ortadan kalkmtr.
nsan faktrnn imalatta fazla etkili olmamasndan dolay seri vehassas imalat mmkndr.
Zanaatkarinsan ihtiyacna gerek yoktur.
Tezgah operasyonlar yksek bir hassasiyete sahiptir.
Tezgahn alma temposu her zaman yksek ve ayndr.
Her trl sarfiyat (elektrik, emek, malzeme vb.) asgariyeindirgenmitir.
malatta operatrden kaynaklanacak her trl kiisel hatalarortadan kalkmtr.
Kalp, mastar, ablon vb. pahal elemanlardan faydalanlmadiin sistem daha ucuzdur.
Depolamada daha az yere gerek vardr.
Para imalatna gei daha sratlidir.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
6/261
3
Para zerinde yaplacak deiiklikler sadece programn ilgili
blmnde ve tamam deitirilmeden seri olarak yaplr. Bunedenle CNC takm tezgahlaryla yaplan imalat byk biresneklie sahiptir
1.1.2. CNC Takm Tezgahlarnn Dezavantajlar:
Her sistemde olduu gibi CNC tezgah ve sistemlerinin avantajlaryannda baz dezavantajlar mevcuttur. Bunlar unlardr;
Detayl bir imalat plan gereklidir.
Pahal bir yatrm gerektirir.
Tezgahn saat creti yksektir.
Konvensiyonel tezgahlara kyaslandnda daha titiz kullanm vebakm isterler.
Kesme hzlar yksek ve kaliteli kesicilerin kullanlmas gerekir.
Peryodik bakmlar uzman ve yetkili kiiler tarafndan dzenliolarak yaplmaldr.
1.1.3. CNCNN Endstrideki Kullanm Alanlar
Gnmzde endstrinin talal imalat adn verdiimiz blm CNC ninen yaygn biimde kullanld alandr. Bugnk CNCnin domasna dabu alanda karlalan problemlerin sebep olduu yukarda aklanmt. eksenli bir freze tezgah ilk kez 1952 ylnda altrldnda butezgah o gnk baz imalat problemlerinin zmn salad iin ok
mkemmeldi. Freze tezgahlarna uygulanan bu sistemler daha sonratorna, talama vb. takm tezgahlarna da uyguland. Gnmzde imalatnyapld hemen hemen her alanda CNC kullanlmaktadr.
CNCnin kullanld balca alanlar;
Talal imalat
Fabrikasyon ve kaynaklk.
Pres ileri
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
7/261
4
Muayene ve kontrol.
Montaj.
Malzemelerin tanmas.
1.1.4. eitli CNC Teknik Terimlerin Dilimize evirisi
Axis Milling: CNC FrezeTezgahnda ayn anda XY, XZ veya YZ
eksenleri hareket eder. nc eksen hareketi ardndan gelir . rnekDelik delme, klavuz ekme, sabit derinliklerde cep boaltma.
2 Axis Turning (Lathe): 2 Eksen standart torna. Burada XZeksenlerinde hareket vardr. Tornada X ekseni ap, Z ekseni ise parannboyuna olan hareketi temsil eder.
3 Axis Milling: 2 eksen harekete ilave olarak ayn anda XYZeksenleri hareket edebilir. rnek vida takm ile helisel hareket ile erkekveya dii vida ama.
4 Axis Turning (Lathe): 4 Eksen torna olarak adlandran bu trtezgahlarda, torna aynasna balanan paray ayn anda iki takm birdenkeser. Her bir takm karlkl duran ayr bir tarete baldr ve taretlersenkronize olarak alr.
4th/5th axis milling, position only: 4. ve 5. eksenlerde tezgah tablasnnveya i milinin dneme hareketidir. X ekseni etrafnda dnme A, Yekseni Etrafnda dnme B, Z ekseni etrafnda dnme C olarak
adlandrlr. Bu tr tezgahlarda tezgah istenilen a konumuna geldiktensonra XYZ eksenlerinde kesme ilemi balar.
5 axis milling, full contouring: Tezgahn ayn anda 5 ekseninin birdenhareket edebilme yeteneidir. Bu hareketlerin tamam i milindenolabilecei gibi, i mili ve tabladan beraberce olabilir.
B axis Machining (Lathe): C&Y eksen zellikli tornada canl frezeaksnn bal bulunduu i milinin ayn zamanda asal olarak hareket
edebilmesidir. Belirtilen bu harekete ilave olarak bu tr tezgahlarda paralar tek balamada ileyebilmek iin "Sub-Spindle" olarak
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
8/261
5
adlandrlan ve Z ekseninde ileri geri hareket edebilen bir kar ayna
bulunur.C&Y Axis Turning (Lathe): Standart 2 eksen torna zelliklerine ilaveolarak i milinin belirli alara kendini konumlayabilmesi C eksenidir. Yekseni ise taret zerine taklabilen canl freze aks (freze aksdnyor) ile silindirik para zerinde frezeleme ilemidir.
High Speed Machining /HSM: Yksek devirli tezgahlarda, dkkesme pasosunda yksek hzda kesme teknii. Yksek ilerlemelerde
kesme ilemi esnasnda CAM sisteminde oluturulan takm yollarnnyksek kesikin dn hareketleri iermemesi gerekir.
Tapping: CNC frezede klavuz ekilmesi
Thread Milling: CNC frezede di tara takm ile silindir etrafna heliselhareketler ile di almas
Threading (Lathe): CNC tornda vida ekilmesi
Tombstone Machining: 4 eksenli CNC Yatay Frezelerde (Bohrwerk)kp eklindeki balama tablas zerine balanm paralarn ilenmesi.
Tool Length Offset: Takm boy telafisi
Toolchange: Takm Deitirme
Toolpath verification: CAM yazlmndan kan CNC kodlarn tezgahtakullanmadan nce bilgisayarda simlasyonun yaplmas.
Trochoidal Milling: Kaba tala boaltma ileminde takm zerine binenykleri azaltmak iin takm apnn tamam paraya dalmadan ilemeyntemi.
Turning: Tornalama
Wire EDM: Tel erezyon.
Z Level Milling: Z ekseninde paso derinlikleri verilerek kaba/hassasileme stratejisi
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
9/261
6
1.1.5. CNC Takm Tezgahlar
CNC TORNA TEZGAHLARI
Nmerik kontroll torna tezgahlarda genelde X ve Z ekseni olmak zereiki temel eksen vardr. Bu tr takm tezgahlarnda pek ok profiltornalama ilemlerinin yaplabilmesi iin dorusal interpolasyon (LinearInterpolation) ve erisel interpolasyon (Circular nterpolation) ilemzellii yeterlidir. Ayrca devir says ve kesici deitirme, ilerleme
hznn belirlenmesi vb. fonksiyonlara sahiptirler.leme kapasiteleri daha geni olan CNC torna tezgahlarnda eksensaylar 3 yada daha fazla olabilir. nc eksen tezgah taretinin eksenhareketi olabilir. zellikle endstriyel tip CNC torna tezgahlarnda(Industrial type CNC lathes) tezgahn yapsal direncini artrmak, dahahassas imalat gerekletirebilmek ve kan talalar kesme blgesindenuzaklatrabilmek iin yapsal ayrntlarnda baz dizayn deiiklikleriyaplmtr
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
10/261
7
CNC Torna Tezgahndan Genel Grntler
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
11/261
8
CNC FREZE TEZGAHLARI
CNC Freze tezgahlar operasyon yeteneklerinin eitlilii bakmndanileme merkezlerinden sonra en ok ilem kabiliyetine sahip olantezgahlardr. Bu tr tezgahlar en az 3 olmak zere 4-5 ve daha fazlaeksende ilem yapabilme zelliklerine sahiptir. Bu tezgahlarn btneitleri srekli iz kontrol (Continuous Paht Control) ile donatlmtr.Otomatik kesici deitirme (Automatic Tool Change) kolaylklar bir
baka zellikleridir. Kesici telafisi (Tool Compensation) zellikle eriselfrezeleme ilemlerinde ve kalplkta byk kolaylk salar.
boyutlu (3 Dimension) i paralarnn ideal profil ve optimumzellikte ilenmeleri baaryla gerekletirilir. Kullanlan kesiciler, ularradyuslu ve yksek kesme hzna sahip sert maden ve titanyum kaplulardr. Aada kesici takm rnek lar gsterilmektedir.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
12/261
9
CNC Freze Tezgahlarndan Genel Grntler
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
13/261
10
Yat imalatnda kullanlan tablasz CNC Freze
CNC LEME MERKEZLER
Bu tr CNC tezgahlar noktasal hareket (Point to Point) ve srekli iz
kontrol (CPC) ile donatlmtr. Byle kompleks ve ok saydaoperasyonlara sahip i paralarnn imalatlar bir balamadagerekletirilir.
Yatay leme Merkezi
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
14/261
11
Dey leme Merkezi
DER TRCNC TAKIM TEZGAHLARI
Yksek verim ve hassasiyetinden dolay CNC gnmzde her trlimalat sisteminde yaygn olarak kullanlmaktadr. Otomatik kesicideitirme zellikleriyle de otomasyonda byk lde kolaylk vezaman tasarrufu salar.
Gnmzde CNC nin kullanld tezgah eitleri yalnzca yukardabahsedilenler deildir. Ancak bunlar en yaygn olarak kullanlanlardr.Bunlarn dnda CNC nin kullanld tezgah trleri:
boyutlu lme ve kontrol tezgahlar
CNC Matkap Tezgahlar
CNC Talama Tezgahlar
CNC Pres ve Zmbal Deliciler
CNC Nokta Kaynak Makinalar
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
15/261
12
CNC Tel Erozyon
Alet bileme tezgahlar
Testere tezgahlar Montaj sistemleri
Erozyon tezgahlar
Kaplama tezgahlar
Malzeme tama sistemleri
Lazer kesme tezgahlar
Boru bkme makineleri
Svama tezgahlar
Alevle kesme makineleri
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
16/261
13
DNC Tezgah Kontrol Sistemi
CNC Tezgahn alma Prensibi ve Genel Ksmlar
Bilyal Somun ve Mil Sistemi
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
17/261
-
8/7/2019 CNC Freze Torna
18/261
15
oluturmasn salayan yardmc parametre
J Y ekseninde kesicinin dairesel interposyonoluturmasn salayan yardmc parametre
K Z ekseninde kesicinin dairesel interpolasyonoluturmasn salayan yardmc parametre
R Dairesel interpolasyon oluturmak iin girilen yarap parametresi
T Takm (kesici) parametresiA X ekseni zerinde dnel yardmc eksen
B Y ekseni zerinde dnel yardmc eksenC Z ekseni zerinde dnel yardmc eksen
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
19/261
16
1.2. CNC TORNA TEZGAHI
Bilgisayar destei ile alan torna tezghlar CNC tornatezgh olarak adlandrlmaktadr. Aada bir CNC torna tezghgrlmektedir. CNC torna tezghnda temel iki eksen mevcuttur. Bueksenler; kesicinin i parasnn boyuna ilerlemesini salayan Z eksenive kesicinin apta ilerlemesini salayanXeksenidir. lem yetenekleridaha fazla olan CNC tezghlarndaXve Z eksenlerinin yannda Ceksenide bulunmaktadr. C eksenli bir torna tezghnda para zerindefrezeleme ilemleri de yaplr.
Cekseni i parasna 0- 30 - 45- 60 - 90' lik konumlardaolabilir. alma prensibi dik balkl freze tezgh gibidir. Ceksenindekullanlan kesiciler freze tezghnda olduu gibi kendi ekseni etrafndadnmektedir. paras bu durumda istenilen ada sabitlenir. Kesicibelli devir ve ilerleme ile istenilen a da paray iler. Baka bir tezghaihtiya duymadan, sadece torna tezghnda freze ve ileme merkezitezghlarna ait lemler tamamlanabilir. Hem zaman hem de iilikten
tasarruf edilerek parann imalt yaplm olur.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
20/261
-
8/7/2019 CNC Freze Torna
21/261
18
Bilyal Somun ve Gvde Sistemi
CNC Torna in Takm Magazini
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
22/261
19
1.2.1. CNC Torna in Programlamaya Giri
CNC Programlamaya gemeden evvel devir hesaplarn hatrlatmaktafayda var.
Vc: Kesme hz m/dk
n: mili devir says devir/dakika
d: Freze ap,torna iin iin apmm
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
23/261
-
8/7/2019 CNC Freze Torna
24/261
21
1.2.2. CNC Torna Program
% Tezgah program aktarma ve balatma ilemini gerekletirir2001 Program NumarasN05 G20 G90 G40N Satr NumarasG20 Metrik l siteminde veri giriiG90 Mutlak kordina sisteminde l tanmlamaG40 Takm telefasi iptaliN10 G95 G96 S2000 M03G95 Srekli ileri dorusal haraketG96 Sabit kesme hzyla haraketS2000 Aynay 2000 devir/dakika hzyla dndrM03 Saat ynnde aynay dndr.N15 T0202
2 numaral takm 2 numaral ofset aktifN20 G00 X1.200 Z.100G00 Dorusal, hzl hareket X1.200 Para ap ls Z.100 Uzunluk ls
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
25/261
22
G00, G01 Dorusal Hareket
G00 ve G01 Dorusal (Linear) hareketlerdir.
Takm bulduu noktadan verilen kordinata en ksa yoldan giden bir yolizler.
G00 X-10. Y-20.;
Xde sola 10 mm Yde aa 20 mm HIZLI (RAPID) dorusal harekettanmlanr.
G01 X-10. Y-20. F40.;
Xde sola 10 mm Yde aa 20 mm kesme hzyla DORUSAL(LNEAR) 40 mm/dk hzla hareket tanmlanr.
G02, G03 Dairesel Haraket
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
26/261
-
8/7/2019 CNC Freze Torna
27/261
24
G71 A P100 Q200 U0.2 W0.1 F0.4 S1000;
A: Alt program numaras (P ve Q tanmlanrsa alt programdaalr)
P: Profil balang satr numaras
Q: Profil biti satr numaras
U: X ekseninde kalavak temizlik pay (APTA)
W: Z ekseninde kalacak temizlik payF: evrimin ilerleme hz
S: Devir says
N 100
..
N 200 .
G70 A P100 Q200
G70: Temizlik (Son Paso)
A: Alt program numaras (P ve Q tanmlanrsa alt programda
alr)P: Profil balang satr numaras
Q: Profil biti satr numaras
M30;
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
28/261
25
Aln Tornalama le Boaltma evrimi
G72 W 5. R 2.;
U: Her pasodaki tala derinlii (Z iin)
R: Geri kma mesafesi
G72 A P100 Q200 U0.2 W0.1 F0.4 S1000;
A: Alt program numaras (P ve Q tanmlanrsa alt programdaalr)
P: Profil balang satr numaras
Q: Profil biti satr numaras
U: X ekseninde kalavak temizlik pay (APTA)
W: Z ekseninde kalacak temizlik pay
F: evrimin ilerleme hz
S: Devir says
N 100
..
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
29/261
26
N 200 .
G70 A P100 Q200
G70: Temizlik (Son Paso)
A: Alt program numaras (P ve Q tanmlanrsa alt programdaalr)
P: Profil balang satr numaras
Q: Profil biti satr numaras
M30;
Profil TekrarlayarakBoaltma evrimi
G73 U 10. W0. R7.;
U: Toplam tala pay (X iin)
W: Toplam tala pay (Z iin)
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
30/261
27
G73 A P100 Q200 U0.2 W0.1 F0.4 S1000;
A: Alt program numaras (P ve Q tanmlanrsa alt programdaalr)
P: Profil balang satr numaras
Q: Profil biti satr numaras
U: X ekseninde kalacak temizlik pay (APTA)
W: Z ekseninde kalacak temizlik payF: evrimin ilerleme hz
S: Devir says
N 100
..
N 200 .
G70 A P100 Q200
G70: Temizlik (Son Paso)
A: Alt program numaras (P ve Q tanmlanrsa alt programda
alr)P: Profil balang satr numaras
Q: Profil biti satr numaras
M30;
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
31/261
28
Kanal Ama evrimi
G75 R1.;
R: Geri kma nesafesi
G75 X10. Z-20. P5. Q2. R0.2 F0.15;X: Kanaln dip noktas (X iin)
Z: Kanaln dip noktas (Z iin)
P: Her paso iin da lma derinlii
Q: Yana kayma mesafesi
R: Dipte yana kayma mesafesi ( - alndnda kalem ilkpasoda geri kmaz.
F: evrimin ilerleme hz
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
32/261
-
8/7/2019 CNC Freze Torna
33/261
30
Q: Her dalmada kaldrlacak tala
P: Delik sonunda bekleme sresiF: lerleme
1.2.3. rnek CNC Torna Uygulamas
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
34/261
31
%
O2000 (UYGULAMA 4);N010 G54 (IS PARCASI REF NOKATASI);N020 T0101 (1 NUMARALI TAKIM VE 1 NUMARALI OFFSETDEGERLERINI KULLAN);N030 G00 X100. Z150. (GUVENLI BOLGEYE GIT);N040 M08(SOGUTMA SIVISINI AC);N050 M03 S1500(SABIT KESME HIZI, AYNAYI SAAT IBRESIYONUNDE, 1500 DEV/DAK HIZLA DONDUR);N054 G73 U30. R12.;N056 G73 P70 Q181 U1. W0.5 F 0.3;N70 G00 X0. Z2.;N80 G01 Z0. F0.1;N090 G01 X26.;N100 G01 X30 Z-2.;N110 G01 Z-30.;N120 G02 X52. Z-50. R23. F0.1;N130 G03 X56. Z-52. R3.;
N140 G01 X63. Z-64.;N160 G02 X56. Z-78. R40. F0.1;N170 G01 Z-90.;N180 G01 X60.;N181 G00 X80. Z10.;N184 G70 P70 Q181;N186 G00 X100. Z150.N190 T1212 (KANAL KALEMI SECILDI);N200 M03 S500 (AYNAYI SAAT IBRESI YONUNDE, 500 DEV/DAKHIZLA DONDUR);N210 G00 Z-28.;N220 G00 X32.;N230 G75 R1.(1MM GERI CIKARAK KANAL ACMAYA BASLA);N240 G75 X24. Z-30. P0.3 Q1. R-0.2 F0.1(X30. Y 26. YA HER PASODA1 MM GAGALAYARAK 0.1 DEV/DAK HIZLA KES);N250 G00 X35.;N260 G00 X100. Z150.;
N262 G00 X32. Z5.;
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
35/261
-
8/7/2019 CNC Freze Torna
36/261
-
8/7/2019 CNC Freze Torna
37/261
34
CNC Freze 3 Eksen Hareket Tanm
(Elinizi, srt yere gelecek ekilde hizalayn)
CNC Freze 6 Eksen HareketTanm
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
38/261
35
CNC Freze in Takm Magazini
CNC Frezede Takm Deitirme Sistemi
1 Numaral takm magazinden saat ynnde hareket ederken 4numaral takm saat ynnde hareketi tamamlayarak evrimi bitirir,
takm deitirme tamamlanm olur.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
39/261
36
1.3.2. Para Sfrlama, Referans Noktas Belirleme
X ve Y deki para sfrlamalarmzda takm telafisiniayarlamak iin Takm yar ap kadar her zaman parann zerinekaarz. rnein 8mm ak iin 4 er mm X ve Y de ok ynnde
parann zerine kalr.
Z deeri sfrlandktan sonra takm telafisi tezgaha girilir.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
40/261
37
1.3.3. Freze iin G ve M Fonksiyon Kodlar
G00 Hzl ilerlemeG01 Dorusal interpolsyon. Tala alma ilerlemesi ile dorusal
hareketG02 Saat ibresi ynnde dairesel interpolsyonG02 Saat ibresi ynnde spiral interpolsyonG03 Saat ibresine ters ynde dairesel interpolsyon
G03 Saat ibresine ters ynde spiral interpolsyonG04 BeklemeG08 nokta ile tanmlanan yay boyunca hareket etmeG17 X-Y alma dzlemiG18 X-Z alma dzlemiG19 Y-Z alma dzlemiG20 in (parmak) l sistemiG21 Metrik l sistemiG22 Serbest profilli cep evresini ileme evrimiG23 Serbest profilli cep frezeleme evrimiG24 Dikdrtgen cep frezeleme evrimiG25 Dairesel cep frezeleme evrimiG26 Dii kalp ileme evrimiG27 Erkek kalp ileme evrimiG28 Tezgah referans noktasna gndermeG33 Vida ekmeG34 ember etrafnda evrim tekrarlama
G35 Doru boyunca evrim tekrarlamaG37 Matris formatta evrim tekrarlamaG40 Takm yarap telafisi iptaliG41 Takm yarap telafisi - soldanG42 Takm yarap telafisi - sadanG43 Takm boyu telafisiG50 lek, dndrme ve aynalama evrimi iptalG51 Aynalama (simetrik kopyalama)
G53 Tezgah koordinat sistemi
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
41/261
-
8/7/2019 CNC Freze Torna
42/261
-
8/7/2019 CNC Freze Torna
43/261
-
8/7/2019 CNC Freze Torna
44/261
41
I: X ekseninden ember merkez kordinat
J: Y ekseninden ember merkez kordinatZ: Cep derinliiR: Hzl gelme noktasQ: Yana kayma mesafesiD: Zte her paso iin dalma miktarF: lerleme hz
Kademeli Delik Delme evrimi
G83 X... Y... Z R... P F K
X: Delik konumunun X kordinatY: Delik konumunun Y kordinatZ: Delik DerinliiR: Delik demleye balanacak nokta (Hzl Gelme Noktas)P: Delik sonunda bekleme sresiF: lerleme
K: Tekrar Says
Klazvuzla Vida ekme evrimi
G74 / G84 X Y Z R P F K;
G74: Sol yan di ekme komutuG84: Sa yan di ekme komutuX: Deliin X eksenindeki kordinatY: Deliin Y eksenindeki kordinatZ: Vida boyuR: Hzl gelme noktasP: Bekleme sresiF: Vida admK: Tekrar says
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
45/261
-
8/7/2019 CNC Freze Torna
46/261
-
8/7/2019 CNC Freze Torna
47/261
-
8/7/2019 CNC Freze Torna
48/261
45
I: Simetri ekseninin balang noktasnn X koordinat
J: Simetri ekseninin balang noktasnn Y koordinatA: Simetri ekseninin yatayla yapt a
N60 M98 N50;
N70 G51.1 X50. Y40 .I50. J0;N80 M98 N50;N90 G50;G50: Aynalama SonuN 50
.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
49/261
-
8/7/2019 CNC Freze Torna
50/261
-
8/7/2019 CNC Freze Torna
51/261
48
N2 G54
Ref noktas tantldN4 G90Mutlak Kordinat Sistemi aktifN6 G00 X100. Y100. Z100.Gvenli blgeye hzl hareketN8 T01 G43 H11 numaral takm ve 1 numaral ofset takm telafisi 1 aktifN10 G00 Z50.N20 G00 X31.36 Y41.77N22 G00 Z3.Takm konumlandrldN23 G01 G40 Z-5. F20.Zte 5 mm derinlik verildi. Takm telafisi iptal (Linear)N25 G02 X31. Y82. I14. J20. F120.N27 G02 X104. Y82. R64.N29 G02 X104. Y41. I-14. J-20.N31 G02 X31. Y41. R64
Kontur tamamlandN33 G00 Z50.N35 G00 X12.64 Y61.5N37 G00 Z3.Takm ikinci ilem iin konumlandN39 G01 Z-5. F60.Zte 5 mm derinlik verildi.(Linear)N41 G02 X12.64 Y61.5 I55.Kontur tamamland
N43 G00 Z100.N45 G00 X100. Y100.N47 G00 X67.42 Y68.33N49 G00 Z50.Takm nci ilem iin konumlandN51 G23 N1000 R3. Z-10. Q3. D2.1000 numarl satrdan balayan profil cep boaltma ilemi balad.10 mm derinlik 3 mm yana kayarak, 2mm dalarak oluturulacak.
N52 G00 Z50.
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
52/261
-
8/7/2019 CNC Freze Torna
53/261
-
8/7/2019 CNC Freze Torna
54/261
-
8/7/2019 CNC Freze Torna
55/261
52
zellikYksek
Hzelii
DkmAlam
WC TiCAl ve Si
EsaslSeramikCBN Elmas
Sertlik (Gpa) 8.5 8.0 14-24 18-32 20-3040-50
70-80
BasmamukavemetiMPa)
4100-4500
1500-2300
4100-5850
3100-3850
2750-4500 6900 6900
Darbemukavemeti (J)
1.35-8 0.34-1.25
0.34-1.35
0.79-1.24
-
8/7/2019 CNC Freze Torna
56/261
53
ve yksek ok direncine sahip olur. (Trent, 1977). Karbon eliklerinin
sertlii martenzitik yapsndan ileri gelir (58-64Rc). 250iC zerindekiscaklklarda temperleme sonucu martenzit yumuar; bu nedenle, karbonelikleri sadece ahap gibi yumuak malzemelerin ilenmesi iinuygundur ve sadece dk retim hzlarnda (10m/dk) kullanlrlar.Karbon eliklerinin en nemli avantaj, kolay ilenmesi ve ucuzolmasdr. Ayrca alma scaklklarnda (max. 200-250iC) sertliklerinive keskinliklerini korurlar; bu bakmdan, yksek karbonlu elik el delikaclar (reamer) baz hallerde metal ileme iin kullanlrlar (Schey,1987)
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
57/261
54
Yksek Hz elikleri
20. yzyln bandan beri bilinen ve srekli gelitirilen bu takmmalzemesi grubu olup, dier takm malzemelerine oranla dk maliyetive ilenebilme kabiliyeti nedeniyle yaygn olarak kullanlmaktadr(Trent, 1977). Yksek hz elikleri, oda ve yksek scaklklarda ykseksertlii ve yksek ok direnci sayesinde iyi performansyla kesici takmmalzemesi olarak kullanlmaktadr. Yksek hz elikleri nemli miktardaW, Mo, V ve Cr gibi karbr yapc elementlerle alamlandrlmtr(Edwards, 1990). Bu elikler ihtiva ettikleri ana refrakter elemente greiki ana gruba ayrlrlar: Molibdenli yksek hz elikleri (AISI M grubu:%0.8 C, %0.4 Cr, %5-8 Mo, %0-6 W ve % 1-2 V) ve tungstenli yksekhz elikleri (AISI T grubu: %0.7 C, %4 Cr, %18 W ve %1 V). retilenbtn yksek hz eliklerinin byk ounluunu (ABDde %95ini) Mgrubu elikler oluturmaktadr. M grubu eliklerin balang maliyeti
benzer T grubu elikten %40 daha dktr. Ayrca M grubu yksek hz
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
58/261
-
8/7/2019 CNC Freze Torna
59/261
-
8/7/2019 CNC Freze Torna
60/261
57
malzemelerin ilenmesinde kullanlr. ounlukla tek noktal torna
tezgahlarnda, ekillendirici takmlarda ve freze bandakullanlmaktadr (Dawis Ed., 1995 - Avner, 1974).
Karbr Esasl Takmlar
Semente Karbrler
Bu malzemeler ok yksek sertlik ve yksek basma mukavemetli birkitle oluturacak ekilde bir metal veya demir alam grubu ile ok incetaneli refrakter metal karbr partikllerinden oluurlar (ekil 4). Sementekarbrler toz metalurjisi teknikleri ile retilmektedir. Proses esasentungsten, titanyum veya tantalyum karbr tozlarnn hazrlanmasnkapsar. Bu tozlardan biri veya birka balayc ile kartrlr. Balaycmetal olarak genellikle kobalt, nadiren de nikel ve demirkullanlmaktadr. Bu karm istenilen ekilde kompakt kitle halindesouk preslenir ve akabinde sinterlenir (1370-1480C) veya scakpresleme ile ekillendirilir (Avner, 1974). Kobalt yksek scaklklardakarbrlerle tektik oluturur ve ok iyi slatma zellii gsterir.
Tungsten karbr, dk scaklkta kat kobaltda yalnzca %1 oranndaznrken, nikelde %25 ve demirde %5 orannda znmektedir. Nikelve demirde, tungsten karbrn yksek kat znrl, gevrekliiarttrc bir etki yapar. Kobalt miktarnn artyla tokluun artmasnakarlk sertlik, basma mukavemeti, elastik modl ve abrasif diren azalr(M. Hand, Vol:3, 1967 - Culp, 1997)
Semente Karbrlerin Snflandrlmas (M. Hand. Vol:3, 1967)
Karbrgrubu Kompozisyon(%)
Kalan WCSade tungstenkarbr
Sertlik (RA) Younluk(gr/cm3)
1 2.5-6.5 0-3 93-91 15.2-14.7
2 6.5-15 0-2 92-85 14.8-13.9
3 15-30 0-5 88-85 13.9-12.5
lave karbr (arlkl olarak TiC)
4 3-7 20-42 93.5-92.0 11.9-9.0
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
61/261
58
5 7-10 10-22 92.5-90.0 12.0-11.0
6 10-12 8-15 92.0-89.0 13.0-12.0
lave karbr (arlkl olarak TaC)
7 4.5-8 16-25 93.0-91.0 12.5-12.0
8 8-10 12-20 92.0-90.0 13.0-11.5
lave karbr (sadece TaC)
9 5.5-16 18-30 91.5-84 14.8-13.5
Bu tr kesici takmlarda abrasif eleman olaraktungsten karbr (WC) ileberaber titanyum karbr (TiC), tantalyum karbr (TaC) ve niobyumkarbr (NbC) de mikroyapda yer alabilir. Bu tr ilave karbrlerin,difzyona diren gsteren bir ara tabaka meydana getirmelerinden dolaykesici takmlarda karlalan nemli hasar trlerinden biri olankraterleme engellenmektedir (Schey, 1987). Baz zel sert metallerdesert faz olarak krom karbr, molibden karbr ve balayc metal olaraknikel bulunabilir. Sade tungsten karbrl kaliteler dkme demir,ostenitikelik, demir d ve metal d malzemelerin ilenmesindekullanlrken tungsten karbr yannda titanyum ve tantalyum karbr deihtiva eden kaliteler ise ferritik eliklerin ilenmesinde kullanlrlar(Tablo 3).
Semente karbrlerin yksek scaklk mukavemeti, kark karbrmiktarnn art ile artmasna karlk, kobalt miktarnn art ile azalr(tokluk iin bu iliki terstir). Sinterlenmi karbrlerin ok iyi takmperformans, ok yksek kzl sertlikle birlikte yksek sertlik ve yksekbasma mukavemetinden ileri gelir (Avner, 1987 - M. Hand. Vol: 3,1967).
Sermetler
Sermetler, metalik bir fazla balanm seramikler olup esasen sementekarbrler sermetlerin bir alt snfdr. elik kesimi iin, nikel vemolibdenle balanm TiC tercih edilmektedir (Schey, 1987). Tipik
bileimi %8-25 Ni, %15-8 Mo2C ve %60-80 TiC eklindedir. Ayrca
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
62/261
59
kk miktarlarda WC, Co, TiN ierebilir. Sermetlerin mikroyaps
geleneksel semente karbrlerden farkldr. nk sinterleme scaklndakarbrn, balayc nikel iindeki znrl kobaltnkinden dahafazladr. Bu nedenle sermetler, semente karbrlerden daha gevrekkarakterdedir. Bu malzemeler yksek krater ve oksidasyon direnci,dk srtnme katsays ve termal iletkenlik ile nispeten dkyounlua sahiptir. Bununla birlikte sertlik derinlii yksek, abrasifdirenci kobaltla balanm tungsten karbrden daha dktr (M. Hand,Vol:3h, 1967 - Culp, 1997). Kark TiC-TiN kaliteleri daha iyi termaliletkenlik ve daha yksek hzlar ile karakterize edilmektedir (Schey,1987).
Kesici takm olarak sermetler %20den daha az balayciermektedirler. Bu malzemeler elik ve dkme demirler iin zellikleorta ve hafif ykler altnda yksek hzda yzey operasyonlarndakullanlmaktadr. Buna karn, kaba ve darbeli ilemlerde, boluklu veporzl yzeylerde, sert dkmlerde, grafit ve scak i takmeliklerinde, demir d malzemelerde (Al, Cu vb.) ve yksek orandanikel ieren malzemelerde (malzemelerdeki nikel ile sermetteki nikelbirleme eilimi gstermektedir) kullanlmas halinde iyi sonularvermemektedir (Dawis (Ed.), 1995).
Seramik Esasl Takmlar
Metal ileme teknolojisinin gelimesi ile ileme hzlarnn artmas dahauzun mrl (yksek hzlarda alan) ve i paras ile etkilemesiminimize edilmi takm malzemesi araylarn hzlandrmtr. Seramikmalzemeler, tokluk dezavantajlarna karlk yksek scaklklardaki
mekanik ve kimyasal kararllklar ile, zellikle srekli alan takmlarolarak kullanm alan bulmaktadrlar. Bu maksatla kullanlan seramikmalzemeler alumina, sialon ve kbik bor nitrrdr (Dawis (Ed.), 1995).
Aluminyum Oksit Esasl Seramikler
Seramik takmlar, tane boyutu ortalamas birka mikron mertebesindepolikristalin, youn ve korundum kristal yapl alumina (a-Al2O3) esaslmalzemelerdir. Seramik takm insertleri scak veya souk presleme ile
retilir. Souk preslemede seramik istenilen ekilde ekillendirilir ve
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
63/261
-
8/7/2019 CNC Freze Torna
64/261
61
Sialon silisyum nitrr, aluminyum nitrr ve aluminyum oksite, yitriyum
oksit (Y2O3) katksyla 1800Cde sinterlenmesi ile elde edilir. Yitriyumoksit sinterlemede silikat oluturarak sv faz sinterlemesine ve byleceporozite orann drerek yaklak tam younlukta (%98) malzeme eldeedilmesini salar. Sialonun krlma tokluu ve enine kopma mukavemetialuminadan daha yksek, fakat Al2O3/SiC wisker seramiklerden dahadktr. Sialon kesici takmlar zellikle dkme demir ve speralamlarn (Ni esasl gaz trbin diskleri) ilenmesinde kullanlr(Edwards, 1990 - Trent, 1977).
Kbik Bor Nitrr (CBN)Sentetik elmas yapm iin kullanlanlara benzer yksek scaklk(1500C), yksek basn (8GPa) teknikleri ile hekzagonal-kbikkafes dnm ile elde edilen kbik bor nitrr (CBN), elmastan sonraikinci en yksek sertlik deerine sahiptir (Tablo 1). Kk miktarlardakiseramik veya metal balayc ile %100 younluktaki bor nitrrkartrlr. Gnmzde, General Electric firmasnn BZN ve De Beersfirmasnn Amborite ticari ad ile piyasaya sunduu iki rn yaygn
olarak kullanlmaktadr. Kbik bor nitrr, zelikle CBN-CBNmetalleraras balarla balanmaktadr (Trent, 1977).
Kbik bor nitrrn sertlii, scaklk art ile azalmaktadr. Elmaslakarlatrldnda kbik bor nitrrn en nemli avantaj, demir veyadier metaller ile temasnda veya havada yksek scaklkta sahip olduuok yksek kararlldr. ok kristalli kbik bor nitrr endstriyelalanda son birka yldr kullanm alan bulmaktadr. Ferro malzemeler ilereaksiyon direnci ve mkemmel abrasif direnci ile kombine edilen kbik
bor nitrr, dier takm malzemelerden daha yksek scaklklarda ve dahayksek hzlarda sert malzemelerin ilenmesinde kullanlmaktadr.zellikle, elmasn kullanmn engelleyen hzl anma olmaksznyksek hzlarda sert dkme demir ve sertletirilmi eliin kesimi iinkullanlmaktadr. Ayrca, speralamlar (nikel ve kobalt esasl), kbikbor nitrr kompozit kesici takmlarla, semente karbrlerden ok dahayksek hzlarda ilenebilmektedir. (Edwards, 1993 - Culp,, 1997).
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
65/261
62
Elmas
Elmas, karbonun tetrahedral formudur ve en sert ve en yksek izmedirenli malzeme olarak bilinir. Mohs leinde sertlik numaras 10dur(Tablo 1). Bu zellikler elmas takm malzemesi olarak ekici klar; nevar ki, endstriyel alanda kullanlan doal tek kristal elmasn kkmiktarlar bile olduka pahaldr. Ayrca elmas ok gevrektir ve belirlikristallografik dzlemler boyunca kolayca ayrlr. Elmas 650Cde hzlaokside olmaya balar ve atmosferik basnta 1500Cnin zerindekiscaklklarda tekrar grafite dnr. Yksek scaklkta demir iin
karbonun kolaylkla znmesi veya demire difze olan grafitednmesi sebebiyle ferro malzemelerin ilenmesinde elmas yeterliperformans salamamaktadr. Bununla birlikte, elmas takmlar ykseksilisyumlu dkme aluminyum alamlar, bakr ve alamlar,sinterlenmi semente tungsten karbrler, silika cam ile doyurulmukauuk, cam-fiber/plastik ve karbon/plastik kompozitler ve yksekaluminal seramiklerin ilenmesinde kullanlmaktadr (Culp, 1997 -Edwards, 1993).
Doal elmasn tahmin edilemeyen erken hasara uramasna karlk,retilmi tek kristaller daha gvenilir performans sergilemektedir. Sonzamanlarda, ok kristalli takm ular kendiliinden sinterlenen yuvalariinde veya bir karbr altlk zerine sinterlenmi 0.5 mm kalnlktatabakalar olarak kullanlmaya balamtr. Elmas, abrasif i paralarnnilenmesinde dier takm malzemelere oranla yksek performansgstermektedir (Schey, 1987).
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
66/261
63
http://www.kalipteknolojisi.com/ -
8/7/2019 CNC Freze Torna
67/261
N A R Z D Z I A Z W G L I K A
C A R B I D E T O O L S
TBPOCABHE HCTPMEHT
1
-
8/7/2019 CNC Freze Torna
68/261
Z=4
1.11.8
3.13.5
DIN6527 AN
=30=8 DIN
6535 HA
30
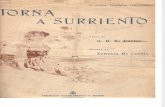
FREZY TRZPIENIOWEWALCOWO-CZOOWE, 4-OSTRZOWE, DUGIE
END MILLS4-FLUTE, LONG
4- ,
VHM VHM
- F. NANO
Code No 0641-551- Code No 0641-5512 2 38 7 28 515007 F515007
2 3 38 7 28 515109 F515109
2,5 3 38 8 28 515200 F515200
3 3 38 8 28 515302 F515302
3 6 57 8 36 515429 F515429
3,5 4 50 10 28 515506 F5155043,5 6 57 10 36 515404 F515404
4 4 50 11 28 515531 F515531
4 6 57 11 36 515608 F515608
4,5 5 50 11 28 515622 F515622
4,5 6 57 11 36 515700 F515700
5 5 50 13 28 515724 F515724
5 6 57 13 36 515801 F515801
6 6 57 13 36 515903 F515903
7 8 63 16 36 516008 F516008
8 8 63 19 36 516100 F516100
9 10 72 19 40 516201 F516201
10 10 72 22 40 516303 F516303
12 12 83 26 45 516405 F516405
14 14 83 26 45 516507 F516507
16 16 92 32 48 516609 F51660918 18 92 32 48 516700 F516700
20 20 104 38 50 516802 F516802
D (h10) d (h6) L I I1
tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
1
-
8/7/2019 CNC Freze Torna
69/261
1.11.8
3.13.5
31
DIN6535 HA
Z=4DIN
6527 RN
=30=8
VHM VHM
- F. NANO
Code No 0641-559- Code No 0641-5592 2 38 7 28 700007 F700007
2 3 38 7 28 700109 F700109
2,5 3 38 8 28 700200 F700200
3 3 38 8 28 700302 F700302
3 6 57 8 36 700404 F700404
3,5 4 50 10 28 700429 F7004293,5 6 57 10 36 700506 F700506
4 4 50 11 28 700531 F700531
4 6 57 11 36 700608 F700608
4,5 5 50 11 28 700622 F700622
4,5 6 57 11 36 700700 F700700
5 5 50 13 28 700724 F700724
5 6 57 13 36 700801 F700801
6 6 57 13 36 700903 F700903
7 8 63 16 36 701008 F701008
8 8 63 19 36 701100 F701100
9 10 72 19 40 701201 F701201
10 10 72 22 40 701303 F701303
12 12 83 26 45 701405 F701405
14 14 83 26 45 701507 F701507
16 16 92 32 48 701609 F70160918 18 92 32 48 701700 F701700
20 20 104 38 50 701802 F701802
D (h10) d (h6) L I I1
FREZY TRZPIENIOWEZ CZOEM KULISTYM, 4-OSTRZOWE, DUGIE
END MILLSBALL NOSED, 4-FLUTE, LONG
, 4- ,
www.dolfamex.com.ple-mail: [email protected]
1
-
8/7/2019 CNC Freze Torna
70/261
-
8/7/2019 CNC Freze Torna
71/261
-
8/7/2019 CNC Freze Torna
72/261
-
8/7/2019 CNC Freze Torna
73/261
35
1
DIN6535 HA
DIN6527 A
SN 60
Z=3
=60=10
DIN6535 HA
DIN6527 ASN 50
Z=4
=50=10
VHM VHM
- F. NANO
Code No 0641-551- Code No 0641-5516 6 57 13 36 527201 F527201
7 8 63 16 36 527303 F527303
8 8 63 19 36 527405 F527405
9 10 72 19 40 527507 F527507
10 10 72 22 40 527609 F527609
12 12 83 26 45 527700 F52770014 14 83 26 45 527802 F527802
16 16 92 32 48 527904 F527904
18 18 92 32 48 528009 F528009
20 20 104 38 59 528100 F528100
D (h10) d (h6) L I I1
VHM VHM
F. NANO
Code No 0641-551- Code No 0641-551
6 6 57 10 36 522207 F522207
7 8 63 13 36 522309 F522309
8 8 63 16 36 522400 F522400
9 10 72 16 40 522502 F522502
10 10 72 19 40 522604 F522604
12 12 83 22 45 522706 F522706
14 14 83 22 45 522808 F522808
16 16 92 26 48 522900 F522900
18 18 92 26 48 523004 F523004
20 20 104 32 50 523106 F523106
D (h10) d (h6) L I I1
FREZY TRZPIENIOWEWALCOWO-CZOOWE, 3-OSTRZOWE
DUGIE, SN 60O
END MILLS3-FLUTE, LONG, SN 60O
3-X EPEBE, HHHE
60
FREZY TRZPIENIOWEWALCOWO-CZOOWE, 4-OSTRZOWE,DUGIE, SN 50O
END MILLS4-FLUTE, LONG, SN 50O
4-X EPEBE, HHHE 50
2.12.3
4.15.3
2.12.3
4.15.3
www.dolfamex.com.ple-mail: [email protected]
-
8/7/2019 CNC Freze Torna
74/261
36
DIN6535 HA
Z=1DOLFA
1-Al
=30=24
VHM
-
Code No 0641-551-3 3 38 8 965105
4 4 50 16 965207
5 5 50 16 965309
6 6 57 20 965400
8 8 63 20 965604
10 10 72 25 965808
12 12 83 25 965900
14 14 83 25 966004
16 16 92 30 966106
18 18 92 30 966208
20 20 104 38 966300
D (h10) d (h6) L I
FREZY TRZPIENIOWE
DOLFA 2-AL2-OSTRZOWE, DO OBRBKI METALI LEKKICH
END MILLS
DOLFA 2-AL2-FLUTE, FOR LIGHT METALS
DOLFA 2-AL 2- , OPAOTK KX METAOB
FREZY TRZPIENIOWEDOLFA 1-AL1-OSTRZOWE, DO OBRBKI METALI LEKKICH
END MILLSDOLFA 1-AL1-FLUTE, FOR LIGHT METALS
DOLFA 1-ALOHO, OPAOTK
KX METAOB
6.1
7.17.2
8.18.3
tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
1
DIN6535 HA
Z=2DOLFA2-Al
=55=12
VHM
-
Code No 0641-554-3 3 38 8 505104
4 4 50 15 505206
5 5 50 20 505308
6 6 57 20 505400
7 7 60 20 505501
8 8 63 20 505603
9 9 67 25 505705
10 10 72 25 505807
12 12 83 25 50590914 14 83 25 506003
16 16 92 30 506105
18 18 92 30 506207
20 20 104 38 506309
D (h10) d (h6) L I
6.1
7.17.2
8.18.3
-
8/7/2019 CNC Freze Torna
75/261
37
www.dolfamex.com.ple-mail: [email protected]
1
Z=2DOLFA2R-AL
VHM
-
Code No 0641-559-3 3 38 8 710108
4 4 50 15 710200
5 5 50 20 710301
6 6 57 20 710403
7 7 60 20 710505
8 8 63 20 7106079 9 67 25 710709
10 10 72 25 710800
12 12 83 25 710902
14 14 83 25 711007
16 16 92 30 711109
18 18 92 30 711200
20 20 104 38 711302
D (h10) d (h6) L I
FREZY TRZPIENIOWE DOLFA 2R-ALZ CZOEM KULISTYM, 2-OSTRZOWE, DO OBRBKI METALI LEKKICH
END MILLS DOLFA 2R-ALBALL NOSED, 2-FLUTE, FOR LIGHT METALS
DOLFA 2R-ALCO CEPECKM TOPOM, 2- , OPAOTK KX METAOB
DIN6535 HA
=55=12
6.1
7.17.2
8.18.3
-
8/7/2019 CNC Freze Torna
76/261
38
DIN6535 HA
Z=68DOLFA
6-H/6L-H
56HRC
=45=2
FREZY TRZPIENIOWE DOLFA 6-H, DOLFA 6L-HWALCOWO-CZOOWE, DUGIE I EKSTRA DUGIE, SPECJALIZOWANE DO OBRBKI METALI TWARDYCH (DO 56 HRC)
END MILLS DOLFA 6-H, DOLFA 6L-HLONG AND EXTRA LONG, FOR HARD METALS (UP TO 56 HRC)
DOLFA 6-H, DOLFA 6L-HHECK-OOBE, HHE KCTPA HHE, CEAPOBH OPAOTK TBPX METAOB (O 56 HRC)
VHM
X.TREME
Code No 0641-551
4 4 50 8 6 Y970100
5 5 50 10 6 Y970201
6 6 57 10 6 Y9703038 8 63 16 6 Y970405
10 10 72 19 6 Y970507
12 12 83 22 6 Y970609
14 14 83 22 8 Y970700
16 16 92 26 8 Y970802
18 18 92 26 8 Y970904
20 20 104 32 8 Y971009
D (h10) d (h6) L I z
DOLFA 6-H
VHM
X.TREME
Code No 0641-551
4 4 80 10 6 Y972101
5 5 80 12 6 Y972203
6 6 106 16 6 Y972305
8 8 106 20 6 Y972407
10 10 160 26 6 Y972509
12 12 160 30 6 Y972600
14 14 160 30 8 Y972702
16 16 160 40 8 Y972804
18 18 160 40 8 Y972906
20 20 160 45 8 Y973009
D (h10) d (h6) L I z
DOLFA 6L-H
1.9
tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
1
-
8/7/2019 CNC Freze Torna
77/261
39
56HRCDIN
6535 HA
Z=2DOLFA2R-H/2RL-H
=45=12
FREZY TRZPIENIOWE DOLFA 2R-H, DOLFA 2RL-HZ CZOEM KULISTYM, DUGIE I EKSTRA DUGIE, SPECJALIZOWANE DO OBRBKI METALI TWARDYCH (DO 56 HRC)
END MILLS DOLFA 2R-H, DOLFA 2RL-HBALL NOSED, LONG AND EXTRA LONG, FOR HARD METALS (UP TO 56 HRC)
DOLFA 2R-H, DOLFA 2RL-HCEPECKM , HHE KCTPA HHE, CEAPOBH OPAOTK TBPX METAOB (O 56 HRC)
VHM
X.TREME
Code No 0641-559
4 4 50 8 Y715204
5 5 50 10 Y715306
6 6 57 10 Y7154088 8 63 16 Y715500
10 10 72 19 Y715601
12 12 83 22 Y715703
14 14 83 22 Y715805
16 16 92 26 Y715907
18 18 92 26 Y716001
20 20 104 32 Y716103
25 25 121 38 Y716205
D (h10) d (h6) L I
VHM
X.TREME
Code No 0641-559
4 4 80 10 Y717206
5 5 80 12 Y717308
6 6 106 16 Y717400
8 8 106 20 Y717501
10 10 160 26 Y717603
12 12 160 30 Y717705
14 14 160 30 Y717807
16 16 160 40 Y717909
18 18 160 40 Y718003
20 20 160 45 Y718105
D (h10) d (h6) L I
DOLFA 2RL-H
DOLFA 2R-H
1.9
www.dolfamex.com.ple-mail: [email protected]
1
-
8/7/2019 CNC Freze Torna
78/261
FREZY TRZPIENIOWEDOLFA 4-F4-OSTRZOWE, BARDZO DUGIEDO OBRBKI FORM
END MILLSDOLFA 4-F4-FLUTE, VERY LONG,FOR MOULDS
DOLFA 4-F4- , OEH ,
OPAOTK OPM
FREZY TRZPIENIOWEDOLFA 3-F3-OSTRZOWE, BARDZO DUGIE,DO OBRBKI FORM
END MILLSDOLFA 3-F3-FLUTE, VERY LONG,FOR MOULDS
DOLFA 3-F3- , OEH ,
OPAOTK OPM
40
DIN6535 HA
Z=4
=30=10
DIN6535 HA
DOLFA4-F
Z=3DOLFA
3-F
=30=10
VHM
F. NANO
Code No 0641-551
3 6 75 4 36 0,5 959109 F9591093 6 100 4 36 0,5 959200 F959200
4 6 75 5 36 0,5 959302 F959302
4 6 100 5 36 0,5 959404 F959404
5 6 75 6 36 0,5 959506 F959506
5 8 100 6 36 0,5 959608 F959608
6 8 75 8 36 1 959633 F959633
6 10 100 8 36 1 959700 F959700
8 10 100 12 40 1,6 959736 F959736
8 12 150 12 40 1,6 959801 F959801
10 12 100 15 45 2 959838 F959838
10 12 150 15 45 2 959903 F959903
VHM
Code No 0641-551-
D (h10) d (h6) L I I1 R
3 6 75 4 36 0,5 964104 F964104
3 6 100 4 36 0,5 964206 F964206
4 6 75 5 28 0,5 964308 F964308
4 6 100 5 36 0,5 964400 F964400
5 6 75 6 36 0,5 964501 F964501
5 6 100 6 36 0,5 964603 F964603
6 8 75 8 36 1 964641 F964641
6 8 100 8 36 1 964705 F9647058 10 100 12 40 1 964743 F964743
8 12 150 12 45 1 964807 F964807
10 12 100 15 45 2 964846 F964846
10 12 150 15 45 2 964909 F964909
VHM
-
Code No 0641-551-
D (h10) d (h6) L I I1 RVHM
F. NANO
Code No 0641-551
1.11.8
3.13.5
6.26.4
1.11.8
3.13.5
6.18.3
tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
1
-
8/7/2019 CNC Freze Torna
79/261
FREZY TRZPIENIOWEDOLFA 2-F2-OSTRZOWE, BARDZO DUGIE,DO OBRBKI FORM
END MILLSDOLFA 2-F2-FLUTE, VERY LONG,FOR MOULDS
DOLFA 2-F2- , OEH ,
OPAOTK OPM
FREZY TRZPIENIOWEDOLFA 4-RFZ CZOEM KULISTYM ,4-OSTRZOWE,BARDZO DUGIE, DO OBRBKI FORM
END MILLSDOLFA 4-RFBALL NOSED, 4-FLUTE,
VERY LONG, FOR MOULDS
DIN6535 HA
=30=10
DIN6535 HA
Z=4
=30=10
41
VHM
F. NANO
Code No 0641-554
3 6 75 4 36 0,5 905105 F9051053 6 100 4 36 0,5 905207 F905207
4 6 75 5 36 0,5 905309 F905309
4 6 100 5 36 0,5 905400 F905400
5 6 75 6 36 0,5 905502 F905502
5 8 100 6 36 0,5 905604 F905604
6 8 75 8 36 1 905706 F905706
6 10 100 8 36 1 905808 F905808
8 10 100 12 40 1,6 905900 F905900
8 12 150 12 40 1,6 906004 F906004
10 12 100 15 45 2 906106 F906106
10 12 150 15 45 2 906208 F906208
VHM
-
Code No 0641-554-
D (h10) d (h6) L I I1 R
VHM
F. NANO
Code No 0641-5593 6 75 4 36 920100 F920100
3 6 100 4 36 920201 F920201
4 6 75 5 36 920303 F920303
4 6 100 5 36 920405 F920405
5 6 75 6 36 920507 F920507
5 8 100 6 36 920609 F920609
6 8 75 8 36 920700 F920700
6 10 100 8 36 920802 F9208028 10 100 12 40 920904 F920904
8 12 150 12 40 921009 F921009
10 12 100 15 45 921100 F921100
10 12 150 15 45 921202 F921202
VHM
-
Code No 0641-559-
D (h10) d (h6) L I l1
Z=2DOLFA
2-F
DOLFA4-RF
1.11.8
3.13.5
6.18.3
1.11.8
3.13.5
6.26.4
DOLFA 4-RF 4- ,
OEH , OPAOTK OPM
www.dolfamex.com.ple-mail: [email protected]
1
-
8/7/2019 CNC Freze Torna
80/261
FREZY TRZPIENIOWEDOLFA 3R-FZ CZOEM KULISTYM, 3-OSTRZOWE,BARDZO DUGIE, DO OBRBKI FORM
END MILLSDOLFA 3R-FBALL NOSED, 3-FLUTE,
VERY LONG, FOR MOULDS
DOLFA 3R-F ,
3- , OEH , OPAOTK OPM
42
DIN6535 HA
Z=3DOLFA3R-F
=30=10
VHM VHM
- F. NANO
Code No 0641-559- Code No 0641-559
3 6 75 4 36 922101 F9221013 6 100 4 36 922203 F922203
4 6 75 5 28 922305 F922305
4 6 100 5 36 922407 F922407
5 6 75 6 36 922509 F922509
5 6 100 6 36 922600 F922600
6 8 75 8 36 922649 F922649
6 8 100 8 36 922702 F922702
8 10 100 12 40 922752 F922752
8 12 150 12 45 922804 F922804
10 12 100 15 45 922853 F922853
10 12 150 15 45 922906 F922906
D (h10) d (h6) L I I1
1.11.8
3.13.5
6.18.3
FREZY TRZPIENIOWEDOLFA 2R-FZ CZOEM KULISTYM, 2-OSTRZOWE,BARDZO DUGIE, DO OBRBKI FORM
END MILLSDOLFA 2R-FBALL NOSED, 2-FLUTE, VERYLONG, FOR MOULDS
DOLFA 2R-F - , 2- , OEH
, OPAOTK OPM
DIN6535 HA
Z=2
=30=10
DOLFA2R-F
VHM VHM
- F. NANO
Code No 0641-559- Code No 0641-5593 6 75 4 36 914104 F914104
3 6 100 4 36 914206 F914206
4 6 75 5 36 914308 F914308
4 6 100 5 36 914400 F914400
5 6 75 6 36 914501 F914501
5 8 100 6 36 914603 F914603
6 8 75 8 36 914705 F914705
6 10 100 8 36 914807 F9148078 10 100 12 40 914909 F914909
8 12 150 12 40 915003 F915003
10 12 100 15 45 915105 F915105
10 12 150 15 45 915207 F915207
D (h10) d (h6) L I I1
1.11.8
3.13.5
6.18.3
tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
1
-
8/7/2019 CNC Freze Torna
81/261
43
www.dolfamex.com.ple-mail: [email protected]
1
FREZY TRZPIENIOWE2-OSTRZOWE, DUGIE, Z PROMIENIEMNA NAROU, DO OBRBKI FORM
END MILLS2-FLUTE, WITH A RADIUS ON ACORNER, FOR MOULDS
2- , AO , OPAOTK OPM
FREZY TRZPIENIOWE4-OSTRZOWE, DUGIE, Z PROMIENIEMNA NAROU, DO OBRBKI FORM
END MILLS4-FLUTE, WITH A RADIUS ON ACORNER, FOR MOULDS
DIN6535 HA
=30=8
DIN6535 HA
Z=4
=30=8
VHM
F. NANO
Code No 0641-554
3 3 38 7 28 0,5 502101 F502101
4 4 50 8 28 0,5 502203 F502203
5 5 50 10 28 0,5 502305 F502305
6 6 57 10 36 1 502407 F502407
8 8 63 16 36 1,6 502509 F502509
10 10 72 19 40 2 502600 F502600
12 12 83 22 45 2 502702 F502702
14 14 83 22 45 2 502727 F502727
16 16 92 26 48 3 502804 F502804
18 18 92 26 48 3 502829 F502829
20 20 104 32 50 3 502906 F502906
VHM
-
Code No 0641-554-
D (h10) d (h6) L I I1 R
VHM
F. NANO
Code No 0641-5513 3 38 7 28 0,5 517100 F517100
4 4 50 8 28 0,5 517202 F517202
5 5 50 10 28 0,5 517304 F517304
6 6 57 10 36 1 517406 517406
8 8 63 16 36 1,6 517508 F517508
10 10 72 19 40 2 517600 F517600
12 12 83 22 45 2 517701 F51770114 14 83 22 45 2 517726 F517726
16 16 92 26 48 3 517803 F517803
18 18 92 26 48 3 517828 F517828
20 20 104 32 50 3 517905 F517905
VHM
-
Code No 0641-551-
D (h10) d (h6) L I I1 R
Z=2DIN6527
DIN6527
1.11.8
3.13.5
4- , AO , OPAOTK OPM
1.11.8
3.13.5
6.18.3
-
8/7/2019 CNC Freze Torna
82/261
DIN6535 HA
Z=4
=30=8
44
FREZY TRZPIENIOWEZBIENE, Z OSTRZAMI CENTRALNYMI NA CZOLE, 4-OSTRZOWE
END MILLSTAPERED, CENTRE CUTTING, 4-FLUTE
KOHECKE, C EHTPAHM OM, 4-
DIN1889/3
E/K
1:6 2.5 13 12 85 31.5 0,5 4 928 257108
1:6 4 16 16 93 36 0.5 4 928 257200
1:6 6 20 20 106 42 1 4 928 257301
1:6 8 25 25 120 50 1,6 4 928 257403
1:6 12 33 32 135 63 2 4 928 257505
1:10 2.5 10 10 85 37.5 0,5 4 543 2576071:10 4 12 10 90 40 0.5 4 543 257709
1:10 6 14 12 95 40 1 4 543 257800
1:10 8 17 16 103 45 1,6 4 543 257902
1:10 12 21 20 106 45 2 4 543 258007
1:10 16 26 25 120 50 3 4 543 258109
1:20 4 8 8 90 40 0,5 4 252 258200
1:20 6 10 10 95 40 1 4 252 258302
1:20 8 12.5 12 105 45 1,6 4 252 258404
1:20 12 17 16 109 50 2 4 252 258506
1:20 16 21.6 20 120 56 3 4 252 258608
1:20 20 26.3 25 135 63 3 4 252 258700
D(k12) D1 d (h6) L I R z a/2
1.11.8
3.13.5
6.26.4
tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
1
pochylenieconvergancecxooc
VHM
-
Code No 0641-559-
-
8/7/2019 CNC Freze Torna
83/261
DIN6535 HA
Z=4
=30=8
45
DIN1889/3
F/K
1:6 2.5 13 12 85 31.5 4 928 307105
1:6 4 16 16 93 36 4 928 307207
1:6 6 20 20 106 42 4 928 307309
1:6 8 25 25 120 50 4 928 307400
1:6 12 33 32 135 63 4 928 307502
1:10 2.5 10 10 85 37.5 4 543 3076041:10 4 12 10 90 40 4 543 307706
1:10 6 14 12 95 40 4 543 307808
1:10 8 17 16 103 45 4 543 307900
1:10 12 21 20 106 45 4 543 308004
1:10 16 26 25 120 50 4 543 308106
1:20 4 8 8 90 40 4 252 308208
1:20 6 10 10 95 40 4 252 308300
1:20 8 12.5 12 105 45 4 252 308401
1:20 12 17 16 109 50 4 252 308503
1:20 16 21.6 20 120 56 4 252 308605
1:20 20 26.3 25 135 63 4 252 308707
D (k12) D1 d (h6) L I z /2pochylenie
convergancecxooc
FREZY TRZPIENIOWEZBIENE, Z CZOEM KULISTYM, 4-OSTRZOWE
END MILLSTAPERED , BALL NOSED, 4-FLUTE
KOHECKE, , 4-
1.11.8
3.13.5
6.26.4
www.dolfamex.com.ple-mail: [email protected]
1
VHM
-
Code No 0641-559-
-
8/7/2019 CNC Freze Torna
84/261
-
8/7/2019 CNC Freze Torna
85/261
=3
47
Z=812DIN
8054
ROZWIERTAKI WYKACZAKINASADZANE, Z OSTRZAMI Z WGLIKW SPIEKANYCH
SHELL REAMERSCARBIDE TIPPED
PABPTK BH
- -
- -
Code No 0641-433- Code No 0641-433-
32 13 21 45 30 36 8 300100 305104
34 13 21 45 30 36 8 300201 305206
35 13 21 45 30 36 8 300303 305308
36 16 27 50 30 40 8 300405 305400
38 16 27 50 30 40 8 300507 305501
40 16 27 50 30 40 8 300609 305603
42 16 27 50 30 40 8 300700 305705
45 16 27 50 30 40 8 300802 305807
47 19 32 56 30 45 10 300904 305909
48 19 32 56 30 45 10 301009 306003
50 19 32 56 30 45 10 301100 306105
52 19 32 56 30 45 10 301202 306207
55 22 39 63 30 50 10 301304 306309
58 22 39 63 30 50 10 301406 306400
60 22 39 63 30 50 10 301508 306502
62 22 39 63 30 50 10 301600 306604
65 27 46 71 30 56 12 301701 306706
70 27 46 71 30 56 12 301803 306808
72 27 46 71 30 56 12 301905 306900
75 27 46 71 30 56 12 302101 307004
d d1 L l l1 zD
(H7)
3.13.5
7.17.41.11.8
www.dolfamex.com.ple-mail: [email protected]
1
-
8/7/2019 CNC Freze Torna
86/261
-
8/7/2019 CNC Freze Torna
87/261
49
Vc (m/min)
80:120 80:120 80:120 80:120 80:120 80:120 80:120
80:120 80:120 80:120 80:120 80:120 80:120 80:120
60:80 60:80 60:80 60:80 60:80 60:80 60:80
60:80 60:80 60:80 60:80 60:80 60:80 60:80100:200 80:160 40:60 40:60 40:60 40:60 40:60 40:60 40:60
100:200 80:160 20:40 20:40 20:40 20:40 20:40 20:40 20:40
100:200 80:160 20:40 20:40 20:40 20:40 20:40 20:40 20:40
20:40 20:40 20:40 20:40 20:40 20:40 20:40
40:80 40:80
80:160 80:160 40:80 40:80 40:80 40:80 40:80 40:80 40:80
60:140 60:140 30:50 30:50 30:50 30:50 30:50 30:50 30:50
30:90 30:90 25:40 25:40 25:40 25:40 25:40 25:40 25:40
50:80 50:80 50:80 50:80 50:80 50:80 50:80
40:70 40:70 40:70 40:70 40:70 40:70 40:70
35:55 35:55 35:55 35:55 35:55 35:55 35:55
35:55 35:55 35:55 35:55 35:55 35:55 35:55
25:40 25:40 25:40 25:40 25:40 25:40 25:40
100:300 100:300 60:100 60:100 60:100 60:100 60:100 60:100 60:100
80:240 80:240 40:60 40:60 40:60 40:60 40:60 40:60 40:6040:120 40:120 20:30 20:30 20:30 20:30 20:30 20:30 20:30
100:300 100;300 60:100 60:100 60:100 60:100 60:100 60:100 60:100
80:240 80:240 30:60 30:60 30:60 30:60 30:60 30:60 30:60
40:120 40:120 20:50 20:50 20:50 20:50 20:50 20:50 20:50
100:200 100:200 100:200 100:200 100:200 100:200 100:200 100:200
130:170 130:170 130:170 130:170 130:170 130:170 130:170
130:170 130:170 130:170 130:170 130:170 130:170 130:170
20:50 20:50 20:50 20:50 20:50 20:50 20:50
150:500 150:450 50:450 150:450 150:450
150:400 150:450 150:450 150:450 150:450
40:80 40:80 40:80 40:80
35:50 35:50 35:50 35:50 35:50 35:50 35:50
200:600 80:150 80:150 80:150 80:150
100:400 70:130 70:130 70:130 70:130 70:130 70:130 70:130
70:130 70:130 70:130 70:130 70:130 70:130 70:130
Dolfa Dolfa Dolfa Dolfa Dolfa Dolfa Dolfa Dolfa Dolfa Dolfa
2R-AL 6-H 2R-H 4-F 3-F 2-F 4-RF 3-RF 2-RF 4ZL
www.dolfamex.com.ple-mail: [email protected]
1
-
8/7/2019 CNC Freze Torna
88/261
50
INFORMACJE TECHNICZNEPARAMETRY SKRAWANIA FREZW Z WGLIKA SPIEKANEGO
TECHNICAL DATACUTTING DATA FOR SOLID CARBIDE END MILLS
PEAM CABOB KAPOB METAOB
fz mmgrupa mat.materialgroup
p-eefl
1:2 3 4 5 6 7-8 9:10 11:15 16:20 25
1.1 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
1.2 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
1.3 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
1.4 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
1.5 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,060 0,100
1.6 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,060 0,100
1.7 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,060 0,100
1.8 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,060 0,100
1.9 0,005 0,010 0,014 0,016 0,020 0,030 0,038 0,050 0,056 0,066
2.1 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
2.2 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
2.3 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
3.1 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
3.2 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
3.3 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
3.4 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
3.5 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
4.1 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
4.2 0,014 0,017 0,021 0,025 0,030 0,045 0,055 0,070 0,090 0,130
4.3 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
5.1 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
5.2 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
5.3 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
6.1 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
6.2 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
6.3 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
6.4 0,010 0,013 0,016 0,018 0,022 0,030 0,038 0,052 0,075 0,100
7.1 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
7.2 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
7.3 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
7.4 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
8.1 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
8.2 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
8.3 0,018 0,022 0,027 0,035 0,045 0,060 0,075 0,095 0,130 0,150
Parametry skrawania i rodzaje obrbki dla frezw standardowych:Cutting data for standard end mills: fl fl :
tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
1
grupa mater iaowa, patrz s tr. 25 mater ial group, see page 26 peefl, cop cp. 27
Legenda:
D (mm) rednica freza
z liczba ostrzy
Vc prdko skrawania
fz posuw na ostrze
n (1/min) prdko obrotowa
Vf (mm/min) prdko posuwu
ap mm gboko skrawania Machining depth
ae mm grubo warstwy skrawanej Machined layer thickness
Glossary:
End mill diameter
Number of teeth
Cutting Speed
Feed / tooth
Revolutions per minute
Feed / minute
:
fl
fl
fl
fl
-
8/7/2019 CNC Freze Torna
89/261
51
INFORMACJE TECHNICZNEPARAMETRY SKRAWANIA FREZW Z WGLIKA SPIEKANEGO
TECHNICAL DATACUTTING DATA FOR SOLID CARBIDE END MILLS
PEAM CABOB KAPOB METAOB
Vc =
Vf= fz x n x z
x D x n1000
n= 1000Vc x D
n= 1000Vc x D
Vc =
Vf= fz x n x z
x D x n1000
II. Obliczanie rednicy efektywnej potrzebnej do wyliczenia prdkoci skrawania:II. Calculation of an effective diameter necessary to calculate the machining speedII. fi fl fl fl
I. Obliczanie prdkoci skrawania i posuwu z wyczeniem Dolfa 6-H i Dolfa 2R-H:I. Calculation of machining speed and feed, except Dolfa 6-H and Dolfa 2R-H.I. fi fl , Dolfa 6-H Dolfa 2R-H
III. Parametry skrawania do obrbki materiaw twardych z zastosowaniem Dolfa 6-H i Dolfa 2R-H:III. Parameters for machining the hard materials with use of Dolfa 6-H and Dolfa 2R-HIII. fl fl fi Dolfa 6-H Dolfa 2R-H
D mm fz mm
2 0,005
3 0,010
4 0,014
5 0,020
6 0,024
8 0,032
10 0,038
12 0,046
14 0,050
16 0,05418 0,060
20 0,066
www.dolfamex.com.ple-mail: [email protected]
1
Def =2x D x ap - ap2
Def =D x sin [ + arc cos ( )]D - 2ap
D
Dla uzyskania lepszej gadkoci powierzchni frez z czoem kulistym
powinien by pochylony 10-15.
To obtain better smoothness of a surface, a milling cutter withball shaped head should be inclined 10-15.
fl fl , fl
fl 10-15.
-
8/7/2019 CNC Freze Torna
90/261
52
INFORMACJE TECHNICZNEPARAMETRY SKRAWANIA FREZW Z WGLIKA SPIEKANEGO
TECHNICAL DATACUTTING DATA FOR SOLID CARBIDE END MILLS
PEAM CABOB KAPOB METAOB
tel.: +48/ 75/ 752 28 11,fax: +48/ 75/ 752 64 13
1
Dla uzyskania maksymalnych efektw
dla frezw do obrbki szybkociowej
naley zwrci uwag na:
sztywno obrabiarki (bicie wrzeciona nie
wiksze ni 0,008 mm);
sztywno mocowania obrabianego metalu;
sztywno mocowania freza w oprawce(bicie mierzone na kocu freza, nie
wiksze ni 0,01 mm);
stosowanie zalecanych parametrw skrawania;
unikanie stosowania chodziwa za
wyjtkiem obrabiania materiaw
o wysokiej rozszerzalnoci termicznej;
In order to obtain maximum effect with
high-speed machining cutters,
you should pay attention to:
Spindle rigidity (run out of spindle no
more than 0,008mm)
rigid fixture of the work piece;
rigid fixture of the cutter in its holder(at the cutter end, run-out shouldnt
exceed 0.01 mm)
Using of recommended cutting data
avoidance of cutting fluid, except
when machining materials of high
thermal expansion;
fl fl fl fl , :
fi ; ( fl 0,008);
fi fl );
fi fl ( fl 0,01 );
);
fl fl fl.
General remarks:
The machining speed should be reducedby 20% while dry treatment of a material.
Increase the machining speed 25-30 % for cove-red tools, except Dolfa 6-H and Dolfa 2R-H.
Increase the feed to fz cutting edge by20% for tools with a chip breaker.
Decrease the output feed by 50% whiletreating the materials of strength 1400N/mm2;
Decrease the feed by 30% whilepenetrating the treated materialwith head.
Decrease the feed by 70% while
drilling the treated material; Decrease the feed by 50% while
increasing the machining depth ap to d.
fl:
fl 20%.
fl , Dolfa 6-H Dolfa 2R-H, fl 25-30%.
fl 20%.
1400/2 50%.
, 30%.
, 70%. fl
1 , 50%.
Uwagi oglne: Przy obrbce na sucho zredukowa
prdkoci skrawania o 20%. Dla narzdzi powlekanych z wyjtkiem
Dolfa 6-H i Dolfa 2R-H zwikszy prdkoskrawania 25-30%.
Dla narzdzi z amaczem wira zwikszyposuw na ostrze fz o 20%.
Przy obrbce materiaw o wytrzymaoci1400N/mm2 zredukowa o 50% posuw nawyjciu.
Przy zagbianiu czoem zredukowa o 30%posuw.
Przy wierceniu zredukowa o 70% posuw.
Przy zwikszeniu gbokoci skrawania apdo 1d, zredukowa posuw o 50%.
-
8/7/2019 CNC Freze Torna
91/261
F R E Z Y T R Z P I E N I O W E
E N D M I L L S
2
-
8/7/2019 CNC Freze Torna
92/261tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
54
FREZY TRZPIENIOWEWALCOWO-CZOOWE, WIELOOSTRZOWE, Z CHWYTEM WALCOWYM, KRTKIE
END MILLSMULTIFLUTE, WITH PLAIN SHANK, STANDARD SERIES
OO, , CTAHAPTHE
HSS HSS-E
Code No 0641-551- Code No 0641-551-
2 6 51 7 36 4 037105 200007
2.5 6 52 8 36 4 037207 200010
3 6 52 8 36 4 037309 200022
3.5 6 54 10 36 4 037400 200034
4 6 55 11 36 4 037502 200109
4.5 6 55 11 36 4 037604 200200
5 6 57 13 36 4 037706 200302
5.5 6 57 13 36 4 037808 200404
6 6 57 13 36 4 037900 200506
6.5 10 66 16 40 4 038004 2006087 10 66 16 40 4 038106 200700
7.5 10 66 16 40 4 038208 200801
8 10 69 19 40 4 038300 200903
8.5 10 69 19 40 4 038401 201008
9 10 69 19 40 4 038503 201100
9.5 10 69 19 40 4 038605 201153
10 10 72 22 40 4 038707 201201
11 12 79 22 45 4 038900 201303
12 12 83 26 45 4 039005 201405
13 12 83 26 45 4 039107 201507
14 12 83 26 45 4 039209 201609
15 12 83 26 45 4 039300 201700
16 16 92 32 48 4 039408 201802
17 16 92 32 48 4 039504 201904
18 16 92 32 48 4 039606 20200919 16 92 32 48 4 039708 202100
20 20 104 38 50 4 039800 202202
21 20 104 38 50 4 039901 202304
22 20 104 38 50 6 040005 202406
23 20 104 38 50 6 040107 202419
24 25 121 45 56 6 040209 202508
25 25 121 45 56 6 040300 202600
26 25 121 45 56 6 040402 202701
28 25 121 45 56 6 040606 202803
30 25 121 45 56 6 040800 202905
32 32 133 53 60 6 040901 203000
35 32 133 53 60 6 041108 203037
36 32 133 53 60 6 041200 203101
40 40 155 63 70 8 041403 203203
44 40 155 63 70 8 041416 20325245 40 155 63 70 8 041505 203305
50 50 177 75 80 8 041607 203407
56 50 177 75 80 8 041709 203509
63 50 192 90 80 8 041800 203600
D (js14) d (h8) L I I1 z
DIN1835 A
Z=48DIN844 AKN
=30=8
2
-
8/7/2019 CNC Freze Torna
93/261www.dolfamex.com.ple-mail: [email protected]
55
FREZY TRZPIENIOWEWALCOWO-CZOOWE, WIELOOSTRZOWE, Z CHWYTEM WALCOWYM, DUGIE
END MILLSMULTIFLUTE, WITH PLAIN SHANK, LONG SERIES
OO, , HHH
2HSS HSS-ECode No 0641-551- Code No 0641-551-
2 6 54 10 36 4 042109 203702
2.5 6 56 12 36 4 042200 203715
3 6 56 12 36 4 042302 203804
3.5 6 59 15 36 4 042315 203817
4 6 63 19 36 4 042404 203906
4.5 6 63 19 36 4 042417 203919
5 6 68 24 36 4 042506 204000
5.5 6 68 24 36 4 042519 204012
6 6 68 24 36 4 042608 204102
6.5 10 80 30 40 4 042610 2041157 10 80 30 40 4 042700 204127
7.5 10 80 30 40 4 042712 204139
8 10 88 38 40 4 042801 204204
8.5 10 88 38 40 4 042814 204217
9 10 88 38 40 4 042827 204229
9.5 10 88 38 40 4 042830 204231
10 10 95 45 40 4 042903 204306
11 12 102 45 45 4 042929 204408
12 12 110 53 45 4 043008 204500
13 12 110 53 45 4 043023 204524
14 12 110 53 45 4 043100 204601
15 12 110 53 45 4 043112 204613
16 16 123 63 48 4 043201 204703
17 16 123 63 48 4 043214 204716
18 16 123 63 48 4 043303 204805
19 16 123 63 48 4 043316 204818
20 20 141 75 50 4 043405 204907
21 20 141 75 50 4 043418 204910
22 20 141 75 50 6 043507 205001
23 20 141 75 50 6 043510 205013
24 25 166 90 56 6 043522 205103
25 25 166 90 56 6 043609 205116
26 25 166 90 56 6 043611 205205
28 25 166 90 56 6 043700 205307
30 25 166 90 56 6 043726 205409
32 32 186 106 60 6 043802 205411
35 32 186 106 60 6 043828 205512
36 32 186 106 60 6 043904 205602
40 40 217 125 70 8 044009 205704
44 40 217 125 70 8 044011 205769
45 40 217 125 70 8 044100 205787
50 50 252 150 80 8 044202 205806
56 50 252 150 80 8 044304 205819
63 50 282 180 80 8 044406 205908
D (js14) d (h8) L I I1 z
DIN1835 A
Z=48DIN
844 ALN
=30=8
-
8/7/2019 CNC Freze Torna
94/261
-
8/7/2019 CNC Freze Torna
95/261www.dolfamex.com.ple-mail: [email protected]
57
FREZY TRZPIENIOWEWALCOWO-CZOOWE, WIELOOSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, DUGIE
END MILLSMULTIFLUTE, WITH FLATTED SHANK, LONG SERIES
OO, , HHH
HSS HSS-E
Code No 0641-551- Code No 0641-551-
2 6 54 10 36 4 095101 208004
2.5 6 56 12 36 4 095203 208017
3 6 56 12 36 4 095305 208029
3.5 6 59 15 36 4 095407 208041
4 6 63 19 36 4 095509 208106
4.5 6 63 24 36 4 095600 208150
5 6 68 24 36 4 095702 208208
5.5 6 68 24 36 4 095804 208251
6 6 68 24 36 4 095906 208300
6.5 10 80 30 40 4 096000 2083537 10 80 30 40 4 096102 208401
7.5 10 80 30 40 4 096115 208455
8 10 80 38 40 4 096204 208503
8.5 10 88 38 40 4 096306 208557
9 10 88 38 40 4 096408 208605
9.5 10 88 38 40 4 096500 208659
10 10 95 45 40 4 096601 208707
11 12 102 45 45 4 096805 208750
12 12 110 53 45 4 097001 208809
13 12 110 53 45 4 097205 208852
14 12 110 53 45 4 097307 208900
15 12 110 53 45 4 097409 208954
16 16 123 63 48 4 097500 209005
17 16 123 63 48 4 097602 209059
18 16 123 63 48 4 097704 20910719 16 123 63 48 4 097806 209150
20 20 141 75 50 4 097908 209209
21 20 141 75 50 4 098002 209252
22 20 141 75 50 6 098104 209300
23 20 141 75 50 6 098206 209327
24 25 166 90 56 6 098308 209354
25 25 166 90 56 6 098400 209402
26 25 166 90 56 6 098501 209456
28 25 166 90 56 6 098705 209504
30 25 166 90 56 6 098909 209558
32 32 186 106 60 6 099003 209606
35 32 186 106 60 6 099207 209637
36 32 186 106 60 6 099309 209650
40 40 217 125 70 8 099502 209708
44 40 217 125 70 8 099583 20973945 40 217 125 70 8 099604 209751
50 50 252 150 80 8 099706 209800
56 50 252 150 80 8 099808 209853
63 50 282 180 80 8 099900 209901
D (js14) d (h6) L I I1 z
DIN1835 B
Z=48DIN
844 BLN
=30=8
2
-
8/7/2019 CNC Freze Torna
96/261
-
8/7/2019 CNC Freze Torna
97/261www.dolfamex.com.ple-mail: [email protected]
59
FREZY TRZPIENIOWEWALCOWO-CZOOWE, Z OSTRZAMI CENTRALNYMI, WIELOOSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, DUGIE
END MILLSCENTRE CUTTING, MULTIFLUTE, WITH FLATTED SHANK, LONG SERIES
, OO, , HHH
HSS HSS-E
Code No 0641-551- Code No 0641-551-
2 6 54 10 36 4 730106 735104
2.5 6 56 12 36 4 730119 735117
3 6 56 12 36 4 730208 735206
3.5 6 59 15 36 4 730210 735219
4 6 63 19 36 4 730300 735308
4.5 6 63 19 36 4 730401 735400
5 6 68 24 36 4 730503 735501
5.5 6 68 24 36 4 730516 735512
6 6 68 24 36 4 730605 735603
6.5 10 80 30 40 4 730618 7356167 10 80 30 40 4 730630 735705
7.5 10 80 30 40 4 730642 735718
8 10 88 38 40 4 730707 735807
8.5 10 88 38 40 4 730710 735810
9 10 88 38 40 4 730809 735909
9.5 10 88 38 40 4 730811 735911
10 10 95 45 40 4 730900 736003
11 12 102 45 45 4 731006 736105
12 12 110 53 45 4 731108 736207
13 12 110 53 45 4 731200 736309
14 12 110 53 45 4 731301 736400
15 12 110 53 45 4 731403 736502
16 16 123 63 48 4 731505 736604
17 16 123 63 48 4 731607 736706
18 16 123 63 48 4 731709 73680819 16 123 63 48 4 731711 736810
20 20 141 75 50 4 731800 736900
21 20 141 75 50 4 731813 736912
22 20 141 75 50 6 731902 737004
23 20 141 75 50 6 732007 737106
24 25 166 90 56 6 732109 737208
25 25 166 90 56 6 732200 737300
26 25 166 90 56 6 732302 737503
30 25 166 90 56 6 732506 737605
32 32 186 106 60 6 732608 737707
35 32 186 106 60 6 732700 737809
36 32 186 106 60 6 732802 737900
40 40 217 125 70 8 732904 738005
44 40 217 125 70 8 733009 738107
45 40 217 125 70 8 733100 73820950 50 252 150 80 8 733202 738300
56 50 252 150 80 8 733304 738402
63 50 282 180 80 8 733406 738504
D (js14) d (h6) L I I1 z
DIN1835 B
Z=48DIN844
BLMN
=30=8
2
-
8/7/2019 CNC Freze Torna
98/261tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
DIN1835 B
Z=3DIN844
BKMW
=40=23
60
FREZY TRZPIENIOWEWALCOWO-CZOOWE Z OSTRZAMI CENTRALNYMI, 3-OSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, KRTKIE
END MILLSCENTRE CUTTING, 3-FLUTE, WITH FLATTED SHANK, STANDARD SERIES
, 3- , , CTAHAPTHE
HSS HSS-E
Code No 0641-551- Code No 0641-551-D (k10) d (h6) L I I1 z
5 6 57 13 36 3 820107 825108
5.5 6 57 13 36 3 820110 825110
6 6 57 13 36 3 820209 825200
6.5 10 66 16 40 3 820211 825212
7 10 66 16 40 3 820300 825301
7.5 10 66 16 40 3 820313 8253148 10 69 19 40 3 820402 825403
8.5 10 69 19 40 3 820415 825416
9 10 69 19 40 3 820504 825505
9.5 10 69 19 40 3 820517 825518
10 10 72 22 40 3 820606 825607
11 12 79 22 45 3 820708 825709
12 12 83 26 45 3 820800 825800
13 12 83 26 45 3 820901 825902
14 12 83 26 45 3 821006 826007
15 12 83 26 45 3 821108 826108
16 16 92 32 48 3 821200 826200
17 16 92 32 48 3 821301 826302
18 16 92 32 48 3 821403 826404
19 16 92 32 48 3 821505 826506
20 20 104 38 50 3 821607 82660821 20 104 38 50 3 821709 826700
22 20 104 38 50 3 821800 826801
23 20 104 38 50 3 821902 826903
24 25 121 45 56 3 822007 827008
25 25 121 45 56 3 822109 827100
26 25 121 45 56 3 822200 827201
28 25 121 45 56 3 822302 827303
30 25 121 45 56 3 822404 827405
32 32 133 53 60 3 822506 827507
35 32 133 53 60 3 822608 827609
36 32 133 53 60 3 822700 827700
40 40 155 63 70 3 822801 827802
44 40 155 63 70 3 822903 827904
45 40 155 63 70 3 823008 828009
50 50 177 75 80 3 823100 82810056 50 177 75 80 3 823201 828202
63 50 192 90 80 3 823303 828304
2
6.16.4
7.17.4
8.18.3
-
8/7/2019 CNC Freze Torna
99/261www.dolfamex.com.ple-mail: [email protected]
DIN1835 B
Z=3DIN844
BLMW
=40=23
61
FREZY TRZPIENIOWEWALCOWO-CZOOWE Z OSTRZAMI CENTRALNYMI, 3-OSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, DUGIE
END MILLSCENTRE CUTTING, 3-FLUTE, WITH FLATTED SHANK, LONG SERIES
, 3- , , HHH
HSS HSS-E
Code No 0641-551- Code No 0641-551-D (k10) d (h6) L I I1 z
5 6 68 24 36 3 830109 835100
5.5 6 68 24 36 3 830111 835113
6 6 68 24 36 3 830200 835201
6.5 10 80 30 40 3 830213 835214
7 10 80 30 40 3 830302 835303
7.5 10 80 30 40 3 830315 8353168 10 88 38 40 3 830404 835405
8.5 10 88 38 40 3 830417 835418
9 10 88 38 40 3 830506 835507
9.5 10 88 38 40 3 830519 835510
10 10 95 45 40 3 830608 835609
11 12 102 45 45 3 830700 835700
12 12 110 53 45 3 830903 835802
13 12 110 53 45 3 831008 835904
14 12 110 53 45 3 831100 836009
15 12 110 53 45 3 831201 836100
16 16 123 63 48 3 831303 836200
17 16 123 63 48 3 831405 836304
18 16 123 63 48 3 831507 836406
19 16 123 63 48 3 831609 836508
20 20 141 75 50 3 831700 83660021 20 141 75 50 3 831802 836701
22 20 141 75 50 3 831904 836803
23 20 141 75 50 3 832009 836905
24 25 166 90 56 3 832100 837000
25 25 166 90 56 3 832202 837101
26 25 166 90 56 3 832304 837203
28 25 166 90 56 3 832406 837305
30 25 166 90 56 3 832508 837407
32 32 186 106 60 3 832600 837509
35 32 186 106 60 3 832701 837600
36 32 186 106 60 3 832803 837702
40 40 217 125 70 3 832905 837804
44 40 217 125 70 3 833000 837906
45 40 217 125 70 3 833101 838000
50 50 252 150 80 3 833203 83810256 50 252 150 80 3 833305 838204
63 50 282 180 80 3 833407 838306
2
-
8/7/2019 CNC Freze Torna
100/261tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
DIN1835 B
Z=4DIN
844 BKSN 50
=50=10
62
FREZY TRZPIENIOWE SN 50OWALCOWO-CZOOWE Z OSTRZAMI CENTRALNYMI, 4-OSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, KRTKIE
END MILLS SN 50OCENTRE CUTTING, 4-FLUTE, WITH FLATTED SHANK, STANDARD SERIES
SN 50O , 4- , , CTAHAPTHE
HSS-E
Code No 0641-551-
6 6 57 13 36 4 865105
7 10 66 16 40 4 865207
8 10 69 19 40 4 865309
10 10 72 22 40 4 865400
12 12 83 26 45 4 865501
14 12 83 26 45 4 86560316 16 92 32 48 4 865705
18 16 92 32 48 4 865807
20 20 104 38 50 4 865909
22 20 104 38 50 4 866004
25 25 121 45 56 4 866106
D (js14) d (h6) L I I1 z
2
2.12.3
-
8/7/2019 CNC Freze Torna
101/261www.dolfamex.com.ple-mail: [email protected]
DIN1835
Z=4DIN
844 BLSN 50
=50=10
63
FREZY TRZPIENIOWE SN 50OWALCOWO-CZOOWE Z OSTRZAMI CENTRALNYMI, 4-OSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, DUGIE
END MILLS SN 50OCENTRE CUTTING, 4-FLUTE, WITH FLATTED SHANK, LONG SERIES
SN 50O , 4- , , HHH
HSS-E
Code No 0641-551-
6 6 68 24 36 4 875104
7 10 80 30 40 4 875206
8 10 88 38 40 4 875308
10 10 95 45 40 4 875400
12 12 110 53 45 4 875501
14 12 110 53 45 4 87560316 16 123 63 48 4 875705
18 16 123 63 48 4 875807
20 20 141 75 50 4 875909
22 20 141 75 50 4 876003
25 25 166 90 56 4 876105
D (js14) d (h6) L I I1 z
2
2.12.3
-
8/7/2019 CNC Freze Torna
102/261tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
DIN1835 B
Z=3DIN
844 BKSN 60
=60=10
64
FREZY TRZPIENIOWE SN 60OWALCOWO-CZOOWE Z OSTRZAMI CENTRALNYMI, 3-OSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, KRTKIE
END MILLS SN 60OCENTRE CUTTING, 3-FLUTE, WITH FLATTED SHANK, STANDARD SERIES
SN 60O , 3- , , CTAHAPTHE
HSS-E
Code No 0641-551-
6 6 57 13 36 3 867107
7 10 66 16 40 3 867209
8 10 69 19 40 3 867300
10 10 72 22 40 3 867402
12 12 83 26 45 3 867504
14 12 83 26 45 3 86760616 16 92 32 48 3 867708
18 16 92 32 48 3 867800
20 20 104 38 50 3 867901
22 20 104 38 50 3 868006
25 25 121 45 56 3 868108
D (js14) d (h6) L I I1 z
2
2.12.3
-
8/7/2019 CNC Freze Torna
103/261www.dolfamex.com.ple-mail: [email protected]
DIN1835 B
Z=3DIN
844 BLSN 60
=60=10
65
FREZY TRZPIENIOWE SN 60OWALCOWO-CZOOWE Z OSTRZAMI CENTRALNYMI, 3-OSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, DUGIE
END MILLS SN 60OCENTRE CUTTING, 3-FLUTE, WITH FLATTED SHANK, LONG SERIES
SN 60O , 3- , , HHH
HSS-E
Code No 0641-551-
6 6 68 24 36 3 877106
7 10 80 30 40 3 877208
8 10 88 38 40 3 877300
10 10 95 45 40 3 877401
12 12 110 53 45 3 877503
14 12 110 53 45 3 87760516 16 123 63 48 3 877707
18 16 123 63 48 3 877809
20 20 141 75 50 3 877900
22 20 141 75 50 3 878005
25 25 166 90 56 3 878107
D (js14) d (h6) L I I1 z
2
2.12.3
-
8/7/2019 CNC Freze Torna
104/261tel.: +48/ 75/ 752 28 11fax: +48/ 75/ 752 64 13
DIN1835 B
Z=48DIN
844 BKNR/NF
=30=10
66
FREZY TRZPIENIOWEWALCOWO-CZOOWE Z AMACZEM WIRA, WIELOOSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, KRTKIE
END MILLSROUGHING, MULTIFLUTE, WITH FLATTED SHANK, STANDARD SERIES
C CTPKOOMATEEM, OO, , CTAHAPTHE
HSS-E HSS-E
NR NF
Code No 0641-551- Code No 0641-551-
D (js14) d (h6) L I I1 z
6 6 57 13 36 4 230010 233004
7 10 66 16 40 4 230022 233016
8 10 69 19 40 4 230034 233028
9 10 69 19 40 4 230046 233041
10 10 72 22 40 4 230103 233106
11 12 79 22 45 4 230116 23315012 12 83 26 45 4 230205 233208
13 12 83 26 45 4 230218 233210
14 12 83 26 45 4 230307 233251
15 12 83 26 45 4 230409 233300
16 16 92 32 48 4 230500 233353
17 16 92 32 48 4 230512 233365
18 16 92 32 48 4 230602 233401
20 20 104 38 50 4 230704 233455
22 20 104 38 50 4 230806 233503
23 20 104 38 50 4 230819 233507
24 25 121 45 56 4 230908 233557
25 25 121 45 56 4 231002 233605
26 25 121 45 56 6 231104 233659
28 25 121 45 56 6 231206 233707
30 25 121 45 56 6 231308 23375032 32 138 53 60 6 231400 233809
35 32 138 53 60 6 231412 233835
36 32 138 53 60 6 231501 233852
40 40 155 63 70 6 231603 233900
44 40 155 63 70 6 231616 233913
45 40 155 63 70 6 231705 233954
50 50 177 75 80 8 231807 234005
56 50 177 75 80 8 231909 234059
63 50 192 90 80 8 232003 234107
2
A A
-
8/7/2019 CNC Freze Torna
105/261www.dolfamex.com.ple-mail: [email protected]
DIN1835 B
Z=48DIN
844 BLNR/NF
=30=10
67
FREZY TRZPIENIOWEWALCOWO-CZOOWE Z AMACZEM WIRA, WIELOOSTRZOWE, Z CHWYTEM WALCOWYM Z PASK, DUGIE
END MILLSROUGHING, MULTIFLUTE, WITH FLATTED SHANK, LONG SERIES
C CTPKOOMATEEM, OO, , HHH
HSS-E HSS-E
NR NF
Code No 0641-551- Code No 0641-551-
D (js14) d (h6) L I I1 z
6 6 68 24 36 4 255002 258005
7 10 80 30 40 4 255015 258018
8 10 88 38 40 4 255038 258030
9 10 88 38 40 4 255053 258042
10 10 95 45 40 4 255104 258107
11 12 102 45 45 4 255117 25811012 12 110 53 45 4 255206 258150
13 12 110 53 45 4 255219 258162
14 12 110 53 45 4 255308 258209
15 12 110 53 45 4 255400 258252
16 16 123 63 48 4 255501 258300
17 16 123 63 48 4 255513 258312
18 16 123 63 48 4 255603 258354
20 20 141 75 50 4 255705 258402
22 20 141 75 50 4 255807 258456
23 20 141 75 50 4 255810 258468
24 25 166 90 56 4 255909 258504
25 25 166 90 56 4