CLEANER PRODUCTION PRACTICES IN THE DAIRY...
42
1 CLEANER PRODUCTION PRACTICES IN THE DAIRY PROCESSING FACILITY OF THE PHILIPPINE CARABAO CENTER Roldan Carbonell Paraguison Master of Science in Environmental Management Environmental Science Central Luzon State University August 2015 ABSTRACT The main objective of this study was to assess the cleaner production practices in the dairy processing of the Philippine Carabao Center (PCC) National Headquarters and Gene Pool at the Science City of Muñoz, Nueva Ecija. The study entailed identification and description of production input and processing practices and the consequent output including product yield and waste generation on water, hazardous chemicals, cleaning chemicals, air emission, and packaging material as indicators of cleaner production practices. It has been found out that ice cream products have been generating the most volume of wastewater and low fat milk product comes second. On the other hand, kesong puti products have been generating the most effluents owing to uncollected whey followed by low fat milk and chocolate milk products. Producing mostly liquid milk products, high-density polyethylene bottles were the most utilized packaging material followed by polystyrene ice cream containers and the least was pastillas and kesong puti packaging. While great volume of packaging materials were spent for liquid milk products and ice cream, its packaging materials are mostly recyclable while pastillas packaging material, the most elaborated packaging, is the least recyclable. One of the significant findings of the study was the establishment of benchmarks in wastewater and effluents generation expressed in volumetric coefficients or unit volume per kilogram raw milk processed. Volumetric coefficients, when compared to volumetric coefficients in the dairy industry in various studies, provided the degree or extent of wastage and show how far the current condition from what is achievable. This provided basis of assessment on current extent of cleaner production practices of the PCC dairy processing facility and identified options in promoting cleaner production.
Transcript of CLEANER PRODUCTION PRACTICES IN THE DAIRY...

1
CLEANER PRODUCTION PRACTICES IN THE DAIRY PROCESSING FACILITY
OF THE PHILIPPINE CARABAO CENTER
Roldan Carbonell Paraguison
Master of Science in Environmental Management Environmental Science
Central Luzon State University
August 2015
ABSTRACT
The main objective of this study was to assess the cleaner production practices in the dairy processing of the Philippine Carabao Center (PCC) National Headquarters and Gene Pool at the Science City of Muñoz, Nueva Ecija.
The study entailed identification and description of production input and processing practices and the consequent output including product yield and waste generation on water, hazardous chemicals, cleaning chemicals, air emission, and packaging material as indicators of cleaner production practices.
It has been found out that ice cream products have been generating the most volume of wastewater and low fat milk product comes second. On the other hand, kesong puti products have been generating the most effluents owing to uncollected whey followed by low fat milk and chocolate milk products. Producing mostly liquid milk products, high-density polyethylene bottles were the most utilized packaging material followed by polystyrene ice cream containers and the least was pastillas and kesong puti packaging. While great volume of packaging materials were spent for liquid milk products and ice cream, its packaging materials are mostly recyclable while pastillas packaging material, the most elaborated packaging, is the least recyclable.
One of the significant findings of the study was the establishment of benchmarks in wastewater and effluents generation expressed in volumetric coefficients or unit volume per kilogram raw milk processed. Volumetric coefficients, when compared to volumetric coefficients in the dairy industry in various studies, provided the degree or extent of wastage and show how far the current condition from what is achievable. This provided basis of assessment on current extent of cleaner production practices of the PCC dairy processing facility and identified options in promoting cleaner production.

2
Having identified the potential areas and steps in the milk processing to reduce wastage and improve production, the study has identified strategies and methods towards promoting cleaner production including building the capacity of the dairy processing plant personnel, development of skills and commitment, strengthening system for safeguarding the integrity of processing standards, implementing preventive maintenance of machines and equipment, and improving the working condition of plant personnel.
INTRODUCTION
Milk supply in the country had been increasing. The Philippines’ Dairy Road Map 2010-2016, a Medium-Term Dairy Development Plan formulated by the National Dairy Authority, recognizes the country as the emerging dairy nation and provides the framework for local producers to increase their market share of liquid milk from 20 per cent to 40 percent and to double national milk output from 11 million liters to 24 million liters. But milk imports are not likely to decrease with increasing demand as a result of the country’s fast population growth. Consequently, dairy plant operations as well as its numbers would expand. Undesirably, increasing dairy industry pose environmental problems considering that dairy sector is indicated as one of the important contributors of greenhouse gases (GHG) as cited in the 2010 World Resources Review. Thus, it is of particular importance for cleaner production to be promoted and practiced in the dairy sector.
Cleaner production is defined as the continuous application of an integrated, preventive, and environmental strategy applied to processes, products, and services to increase overall efficiency and reduce risks to humans and the environment (United Nations Environment Programme, 1990). It is an approach to environmental management that aims to improve the environmental performance of products, processes, and services by focusing on the causes of environmental problems rather than the symptoms. Cleaner production reflects a proactive, ‘anticipate and prevent’ philosophy. It is an application to production processes to bring about conservation of resources, elimination of toxic materials, and the reduction of wastes and emissions. It can be applied throughout the life cycle of a product. (COWI Consulting Engineers and Planners AS, Denmark, 2000).
The concept and strategies of cleaner production have been evolving since it was coined in 1989. Many definitions went out since then and one common feature can be found – cleaner production is a preventive upstream approach rather than a curative downstream approach. The main focus is on the prevention and reduction of waste and inefficient use of energy and resources (Shi, Li, & Wen, 2011).
The Administrative Order (AO) 153 series of 2004 of the Department of Health (DOH) Food and Drug Administration (FDA), known as the revised Current Good Manufacturing

3
Practice (cGMP) provides guidelines on manufacturing, packing, repacking, or holding food, provides for ideal working environment for clean, safe, and high quality food products for consumers; however, they do not include the management of environmental effluents.
The Integrated Program on Cleaner Production Technologies (IPCT) of the Department of Science and Technology (DOST)provides technical information and implementation assistance to various Philippine industries in adopting cleaner production (CP) technologies to promote sustainable development and strengthen competitiveness of Philippine industries.In 2002,the DOST initiated the Small Enterprise Technology Upgrading Program (SETUP) to improve operations and boost the productivity and competitiveness of small and medium enterprises (SMEs) while promoting the cleaner production in the country.However, there were no approved and implemented projects yet that deals with reducing waste effluents, emissions, solid waste, and optimizing production particularly in dairy processing.
The current government programs need a boost in the promotion of cleaner production in the midst of threat posed by the GHG emission of the dairy sector. Providing methods and approaches on cleaner production assessment in dairy processing is one important support to the government that this study hopes to contribute.
METHODOLOGY
The cleaner production study of the PCC’s dairy processing facility assessed the production processes of dairy products commonly produced including: 1) pasteurized milk, 2) chocolate milk, 3) low fat milk, 4) kesong puti, 5) ice cream (plain or without the flavoring), and 6) pastillas (plain or without the flavoring).
The cleaner production practices study parameters focused on the following important indicators of cleaner production, e.g., water consumption, hazardous chemicals usage, solid waste generation from packaging materials, effluents from cleaning chemicals and whey drain, air emission from burning liquefied petroleum gas (LPG), product yield, and production efficiency.
Identifying, describing, and benchmarking current dairy processing practices would outline potential cleaner production practices that can reduce wastewater, hazardous chemical utilization, effluents from cleaning chemicals and whey drain, air emission from LPG consumption; reduce packaging and labeling materials volume of utilization and improve recyclability; and improve product yield and production efficiency.

4
RESULTS
Milk Receiving
An average of 2,055 liters of wastewater were generated daily at milk receiving with computed volumetric coefficient (VC) of 1.84 L/Kg raw milk (Table 1). This was twice the 0.11–0.92 L/Kg raw milk as cited in the study of COWI Consulting Engineers and Planners AS (2000). In another related study by Brião and Tavares (2007), a volumetric coefficient of 0.086 L/Kg raw milk was achieved in milk reception.Further, the benchmarked volumetric coefficient (VC) for cleaning chemicals was 1.06 ml/Kg raw milk.
Table 1. Summary of wastewater and daily cleaning chemicals utilization in milk receiving
WASTEWATER AND CLEANING CHEMICALS
AVERAGE DAILY UTILIZATION
VOLUMETRIC COEFFICIENT
Wastewater (in liters) (L/Kg raw milk) Wastewater, L/Kg raw milk 2,055 1.84
Cleaning chemicals (in ml) (ml/Kg raw milk) Detergent, ml/Kg raw milk 208 0.19 Sanitizer, ml/Kg raw milk 449 0.40 Alkali, ml/Kg raw milk 429 0.38 Acid, ml/Kg raw milk 100 0.09
Total 1,185 1.06
Hazardous chemicals were used in testing the quality of milk before receiving including ethyl alcohol (60%) and sodium hydroxide (0.1 N NaOH). These chemicals are included in the Occupational Safety and Health Administration (OSHA) of the United States Department of Labor list of hazardous chemicals.The volume of chemicals used in receiving farmers’ milk was more than three times than that of PCC Gene Pool’s (Table 2).The benchmarked volumetric coefficients of utilized hazardous chemicals were 0.070 ml/Kg raw milk and 0.012 ml/Kg raw milk for 60% ethyl alcohol and NaOH, 0.1 N, respectively.

5
Table 2. Hazardous chemical utilization in milk receiving
RAW MILK SOURCE TOTAL RAW MILK RECEIVED(Kg) Farmers 6,206 PCC Gene Pool 5,299
Total Chemicals Used 60% Ethyl Alc. (ml) NaOH, 0.1 N (ml) Farmers 327.00 59.40 PCC Gene Pool 90.00 14.40
Volumetric Coefficient (VC) of
Chemical Usage
60% Ethyl Alcohol
(ml/Kg raw milk) NaOH, 0.1 N
(ml/Kg raw milk) Farmers 0.053 0.010 PCC Gene Pool 0.017 0.003
Total 0.070 0.012
Ratio of Utilization
(Farmers ÷ PCC Gene Pool) 310% 352%
Observations on practices in milk receiving have shown that mishandling transfer of milk resulted to raw milk spillage. Spillage was drainedthrough the central drainage system traversing the dairy processing facility. This exposes the dairy products to possible cross-contamination. With dairy processing personnelworking simultaneously with raw milk and dairy products, there is heightened possibility of cross-contamination. Washing and sanitizingmilk cans from Gene Pool’s milk deliveries consume great volume of water of 626 liters and with its effluents passing the central drainage, it further expose dairy products to probable recontamination. Unsupervisedand unmonitored use of cleaning chemicals resulted to estimation rather than measured; hence, concentration accuracy is uncertain.Malfunctioning ice bank thermostat seriously affect the cooling of raw milk received with higher possibility of spoilage.
Pasteurized Milk Product
Transferring milk from milk receiving to pasteurizing equipment requires pumping. Prior to transferring, pipelines are sanitized and rinsed with water. As such, pipelines are full with water at the start of receiving milk. As a result, pumping milk from receiving to pasteurizer undergo transition from water to milk at the start of processing, transferring milk product to storage prior to packaging and finally from milk to hot water circulation for post-Clean In Place (CIP). This transition results to effluent, which is rather necessary to avoid dilution of product with water.
An average of 2,067liters of wastewater were generated daily in pasteurized milk processing. In addition, cooling water from homogenizer generated 524 liters of wastewater daily (Table 3). The VC value of wastewater was 2.08 L/Kg raw milk including wastewater from cooling water and transition effluent or product change-over.This is two to five times higher than

6
the achieved VC value of 0.416 to 1.0 L/Kg raw milk in liquid milk processing as cited in the study (Brião & Tavares, 2007).A VC value of 0.1 to 5.2 were also documented in another study with VC of 0.1 to 0.4 indicating excellent management, 1.0 as good, and 5.2 indicating poor management level (Verheijen, Wiersema, & Hulshoff Pol, 1996).
The benchmarked VC value for cleaning chemicals was 2.32 ml/Kg raw milk.
Table 3. Summary of wastewater and cleaning chemical effluents in pasteurized milk processing
WASTEWATER, COOLING WATER, AND CLEANING CHEMICALS DAILY VOLUME
VOLUMETRIC COEFFICIENT
Wastewater and Transition Effluents (in liters) (L/Kg raw milk) Wastewater 2,067 1.64 Cooling water 524 0.42 Transition Effluent: 28 0.022
Wastewater 25 0.020
Milk product 3 0.002
Total wastewater 2,616 2.08
Cleaning Chemicals (in ml) (ml/Kg raw milk) Detergent 680 0.54 Sanitizer 240 0.19 Alkali 1,000 0.79 Acid 1,000 0.79
Total cleaning chemicals 2,920 2.32
The VC value for packaging materials were 48.84 gm/Kg raw milk for 1-L HDPE bottle, 76.93 for 500-ml,and 103.84 for 250-ml HDPE bottle (Table 4). Increasing VC value was noted in smaller bottles.Recyclability of bottles were 95% for 1-L and 500-ml HDPE bottles while 96% for 250-ml HDPE bottle.

7
Table 4. Summary of volumetric coefficients (VC) of pasteurized milk product packaging and labeling materials, and recyclability
PACKAGING MATERIAL AND LABEL
1-L HDPE BOTTLE
500-ML HDPE BOTTLE
250-ML HDPE BOTTLE
RE
CY
CL
AB
LE
VC (gm/Kgraw milk)
VC (gm/Kg raw milk)
VC (gm/Kg raw milk)
Bottle 42.92 65.78 84.95 Yes Cap 3.69 7.38 14.75 Yes Label 1.28 2.35 2.53 No Waste sticker holder 0.95 1.42 1.61 No
Total 48.84 76.93 103.84 Total Recyclable 46.61 73.16 99.70
Total Non-Recyclable 2.23 3.77 4.14 Total Recyclable, % 95% 95% 96%
Total Non-Recyclable, % 5% 5% 4%
Production yield ranged from 97.60% to 99.74%, averaging 98.60% (Table 5). The product yield exceeded the expected such that production efficiencies went beyond 100% ranging from 102.74% to 104.99%, averaging 103.79%. The reason behind this, reportedly,was that more raw milk was actually processed more than what were recorded. There was lack of control in supplying raw milk input relying only on dip stick in measuring the raw milk withdrawn from raw milk cooling tanks.Another possibility, as reported, is the product dilution with water in the process of transition or the product changed-over procedure.
Table 5. Volume of raw milk input, product output, product yield, and production efficiency in pasteurized milk processing
PARAMETERS LOWEST HIGHEST AVERAGE Raw milk input, Kg 500 580 553 Pasteurization flowrate, Kg/h 490 820 692 Product output, Kg 488 579 546 Product yield, % 97.60 99.74 98.60 Production efficiency, % 102.74 104.99 103.79
Observations in the pasteurized milk processing show that the flowrate was almost half the rate capacity of the pasteurizer; hence the longer processing time. The longer processing time consume more energy and larger volume of cooling water discharge from homogenizer.

8
The operator was not supervised nor monitored during the entire operations. Like in milk receiving, use of cleaning chemicals for cleaning and sanitizing were neither supervised nor monitored such that there is uncertainty in the required concentration for an effective cleaning and sanitizing resulting to wastage.
The malfunctioning thermostat of the ice bank greatly affects the performance of this machine that might affect the product in terms of reduced shelf life.
Low Fat Milk
An average of 630 liters of wastewater were generated daily in low fat milk processing and additional 15 liters from cooling water (Table 6). The wastewater VC value of low fat milk was 6.60 L/Kg raw milk (including cooling water and wastewater from transition effluent). This is six to sixteen times higher than the VC value documented in the study at 0.416 to 1.0 L/Kg raw milk (Brião & Tavares, 2007).The benchmarked VC value for cleaning chemicals was 1.97 ml/Kg raw milk.
Table 6. Summary of daily wastewater and cleaning chemical effluent from low fat milk production
WASTEWATER, COOLING WATER, AND CLEANING CHEMICALS DAILY VOLUME
VOLUMETRIC COEFFICIENT
Wastewater and Transition Effluents (in liters) (L/Kg raw milk) Wastewater 630 6.21 Cooling water 15 0.14 Transition Effluent 28 0.28
Wastewater 25 0.25
Milk product 3 0.03
Total wastewater 670 6.60
Cleaning Chemicals (in ml) (ml/Kg raw milk) Detergent 60 0.59 Sanitizer 140 1.38 Alkali - - Acid - -
Total cleaning chemicals 200 1.97
The VC values of packaging materials were 42.82 gm/Kg raw milkfor 1-L HDPE bottle, 67.44 for 500-ml HDPE bottle, and 91.03 for 250-ml HDPE bottle (Table 7). Recyclability of bottles were 95% for 1-L and 500-ml HDPE bottles while 96% for 250-ml HDPE bottle.

9
Table 7. Summary of volumetric coefficients (VC) of low fat milk product packaging and labeling materials, and recyclability
PACKAGING MATERIAL AND LABEL
1-L HDPE BOTTLE
500-ML HDPE BOTTLE
250-ML HDPE BOTTLE
RE
CY
CL
AB
ILE
VC (gm/Kg raw milk)
VC (gm/Kg raw milk)
VC (gm/Kg raw milk)
Bottle 37.63 57.67 74.47 Yes Cap 3.23 6.47 12.93 Yes Label 1.12 2.06 2.22 No Sticker holder 0.84 1.24 1.41 No
Total 42.82 67.44 91.03 Total Recyclable 40.86 64.14 87.40
Total Non-Recyclable 1.96 3.30 3.63 Total Recyclable, % 95% 95% 96%
Total Non-Recyclable, % 5% 5% 4%
Product yield ranged from 81.84% to 89.72% averaging 86.44% while the production efficiency ranged from 92.99% to 101.96% averaging to 98.22%.
Observations show that cream separation flowrates vary widely from 109 Kg/h to 545 Kg/h with the manual feeding of machine. Manual feeding also generated milk spillage and expose milk to probable recontamination. There was unsolved product recontamination after cream separation such that the low fat milk product was re-pasteurized in continuous pasteurizer-homogenizer.This option, though, generated more wastewater and product loss in the transition effluents, not to mention the additional energy and manpower consumption.The lowest observed production efficiency of 92.99%was mainly due to product spillage in the process of manual feeding the cream separator and bottle filling.Production efficiency of 101.96% in spite of spillage and product loss in re-pasteurization could be attributed to product dilution during product change-over in the continuous pasteurizer-homogenizer.
Bottle filling rates also ranged widely from 356 to 485 bottles per hour indicating inefficiencies in operation. Pasteurization does not destroy all of the micro-organisms; hence, the milk has to be cooled rapidly to prevent the growth of surviving bacteria. But the longer the bottling time the higher the possibility of microbial regrowth with the increased filling temperature shortening its shelf life. Hence, it is important to improve the bottling rate.

10
Chocolate Milk
The average daily volume of wastewater from pre- and post- Clean Out of Place (COP) of pre-mixing and mixing tanks and in washing sanitizing production area was 410 liters. Transition effluents were 28 liters composed of 3 liters product and 25 liters wastewater (Table 5). Cleaning chemicals utilized were 140.00 ml detergent and 240.00 ml sanitizer (Table 7).
Table 8. Wastewater and cleaning chemical effluents in chocolate milk production
WASTEWATER, COOLING WATER, AND CLEANING CHEMICALS DAILY VOLUME
VOLUMETRIC COEFFICIENT
Wastewater and Transition Effluents (in liters) (L/Kg raw milk) Wastewater 410 1.64 Cooling water 83 0.33 Transition Effluents: 28 0.11
Wastewater 25 0.10
Milk product 3 0.01
Total wastewater 518 2.07 Cleaning Chemicals (in ml) (ml/Kg raw milk)
Detergent 140.00 0.56 Sanitizer 240.00 0.96 Alkali - - Acid - - Total cleaning chemicals 380.00 1.52
The wastewater VC value of 2.07 L/Kg raw milk (including wastewater from cooling water and transition effluent) for chocolate milk was two to five times higher than the VC achievable for liquid milk products at 0.416 to 1.0 L/Kg raw milk as cited by Brião and Tavares (2007). In another study, VC value of 2.0 indicated poor management level (Appendix H) (Verheijen, Wiersema, & Hulshoff Pol, 1996). Water consumption can be reduced if cleaning and sanitizing of pre-mixing and mixing tanks were done through CIP procedure. The pre-mixing and mixing tanks for mixing ingredients of chocolate milk product are equipped with CIP system. In spite of this, the operator and production aide prefer the COP procedure. According to one study, cleaning by means of the CIP system reduces water consumption and volumetric coefficient (Brião & Tavares, 2007).
The benchmarked VC value for cleaning chemicals was 1.52 ml/Kg raw milk.
The packaging and labeling materials were composed of HDPE bottles and caps and laminated papers for the sticker label. HDPE material is recyclable while laminated papers are not. The summary of volumetric coefficients (VC) of chocolate milk product packaging and labeling materials, and its recyclability is presented in Table 8.In terms of recyclability of

11
packaging materials, both 1-L and 500-ml HDPE bottle packaging are 95% recyclable. The 250-ml is 96% recyclable. The volume of packaging materials increase with the decrease in packaging unit at 39.38 gm/Kg raw milkfor 1-liter HDPE bottle to 83.73 gm/Kg raw milk for 250-ml HDPE bottle.
Table 9. Summary of volumetric coefficients (VC) of chocolate milk product packaging and labeling materials, and recyclability
PACKAGING MATERIAL AND LABEL
1-L HDPE BOTTLE
500-ML HDPE BOTTLE
250-ML HDPE BOTTLE
RE
CY
CL
AB
ILIT
Y
VC (gm/Kg raw milk)
VC (gm/Kg raw milk)
VC (gm/Kg raw milk)
Bottle 34.61 53.04 68.50 Yes Cap 2.97 5.95 11.89 Yes Label 1.03 1.89 2.04 No Waste sticker holder 0.77 1.14 1.30 No
Total 39.38 62.02 83.73 Total Recyclable 37.58 58.99 80.39
Total Non-Recyclable 1.80 3.04 3.34 Total Recyclable, % 95% 95% 96%
Total Non-Recyclable, % 5% 5% 4%
The average product outputs in the three production runs observedranged from 482 to 514 Kg averaging 497 Kg. Product yield ranged from 77% to 82% averaging 79% falling below the expected product yield of 90.8%. Consequently, the average production efficiency was lowest at 84.93% and highest at 90.57%, averaging 87.58%(Table 9).
Table 10. Volume of raw milk input, product output, production efficiency, and bottling rate in chocolate milk processing
PARAMETERS LOWEST HIGHEST AVERAGE Raw Milk Processed, Kg 250 250 250 Ingredients, Kg 375 375 375 Total, Kg 625 625 625
Product Output, Kg 482 514 497 Product Yield, % 77 82 79 Expected Product Output, Kg 500 500 500 Production Efficiency, % 84.93 90.57 87.58

12
Bottle filling rates ranged widely from 533 to 582 bottles per hour indicating inefficiencies in operation mainly affected by the availability of production aide manning the filling section. Recontamination is more probable with longer bottling time due to an increased filling temperature of product. The highest product temperature after bottling was 19.1°C almost reaching the 20°C which is the critical product temperature in bottling. This was aggravated with the malfunctioning ice bank thermostat where product cooling was seriously affected. Reaching the critical temperature of 20 °C would affect the product in terms of reduced shelf life.
Kesong Puti
Whey was drained for two hours. The average volume of whey in a day’s production was 72.94 liters (Table 11). An average of 54.29 liters or 74.43% of whey drain occurred in the first 15 minutes of drainage. Within an hour of drainage, 13.26 liters or 18.17% more of whey were drained and the final 15 minutes of whey drain was 5.39 liters or 7.39%. The average volume of whey drain per batch was 8.42 liters.
Table 11. Volume of whey drain in a day of production
SAMPLING PHASE DAILY AVERAGE WHEY
DRAIN(L) PERCENTAGE OF
TOTAL(%) 15 minutes after drainage 54.29 74.43% 1 hour after drainage 13.26 18.17% Final 15 minutes of drainage 5.39 7.39%
TOTAL 72.94 100.00%
Whey drain was not collected and drained straight to the central drainage system.This could raise the BOD coefficients in the immediate body of water.
Effluents sources were wastewater and cleaning chemicals including detergent and sanitizer. The summarized effluent volume and volumetric coefficient is presented in Table 12 below. The daily average wastewater for washing and sanitizing was 322.00 liters, detergent was 100.00 ml, and sanitizer was 120.00 ml.The total volumetric coefficient of wastewater was 2.65 L/Kg raw milk, whey at 0.60 L/Kg raw milk. and cleaning chemicals comprising detergent and sanitizer at 1.81 ml/Kg raw milk.

13
Table 12. List of wastewater and cleaning chemicals in effluent from kesong puti production
WHEY, WASTEWATER, AND CLEANING CHEMICALS DAILY VOLUME
VOLUMETRIC COEFFICIENT
Wastewater and Transition Effluents (in liters) (L/Kg raw milk)
Whey drain 72.94 0.60 Wastewater 322 2.65
Cleaning Chemicals (in ml) (ml/Kg raw milk)
Detergent 100 0.82 Sanitizer 120 0.99 Alkali - - Acid - -
Total cleaning chemicals 220 1.81
COWI Consulting Engineers and Planners AS (2000) cited that the volumetric coefficient of cheese room vary from 0.06 to 20.89 L/Kg raw milk. As such, theVC value of 2.65 for kesong puti was within the range indicating that the PCC dairy processing facility reasonably consume water in the kesong puti processing.
The benchmarked VC value for cleaning chemicals was 1.81ml/Kg raw milk.
The packaging material for kesong puti product is an HDPE pouch containing 200 grams of product. Each pouch weighed 1.91 grams such that a kilogram of product would need 9.55 gm of packaging material. HDPE pouch is a recyclable material and thebenchmarked volumetric coefficient of packaging material was 3.30 gm per Kg raw milk.
Product yield ranged from 33.75% to 35.16% averaging 34.69% and with expected yield of 35.16%, production efficiency ranged from 96% to 100% (Table 13). The low production efficiency is attributed to the unutilized product trimmings.

14
Table 13. Volume of raw milk input, product output, and production efficiency in kesong puti production
PARAMETERS LOWEST HIGHEST AVERAGE Raw milk input, Kg 56 168 121 Product output, Kg 20 58 43 Product yield, % 33.75 35.16 34.69 Production efficiency, % 96.00 100.00 98.67
Product is exposed to probable contamination with open central drainage system where raw milk from spills and washing milk cans and open sliding screen door that is supposed to keep the production area free from insects during the entire manual packing duration of 5-10 minutes per batch.
Ice Cream
The wastewater and cleaning chemical source of effluents is summarized in Table 14. The daily average wastewater from COP was 1,038 liters, the cooling water discharged, a recoverable process water, was 1,397 liters. Wastewater from cooling water was generated from batch freezing operation. Cleaning chemicals utilized were 80 ml detergent and 300 ml sanitizer. The total volumetric coefficient of effluents for wastewater was 24.59 L/Kg raw milk comprising water used in the COP and cooling water.The use of cleaning chemicals consisting of detergent and sanitizer were benchmarked to have volumetric coefficient of 3.84 ml/Kg raw milk.
Table 14. Summary of volumetric coefficient wastewater and cleaning chemical effluents
WASTEWATER, COOLING WATER, AND CLEANING CHEMICALS DAILY VOLUME
VOLUMETRIC COEFFICIENT
Wastewater (in liters) (L/Kg raw milk)
Wastewater 1,038 10.48 Cooling Water 1,397 14.11
Total wastewater 2,435 24.59
Cleaning Chemicals (in ml) (ml/Kg raw milk)
Detergent 80.00 0.81 Sanitizer 300.00 3.03 Alkali - - Acid - -
Total cleaning chemicals 380.00 3.84

15
One study cited that the volumetric coefficient of ice cream production ranged from 2.7 to 4.0 L/Kg raw milk (Federal Environmental Office (Umweltbundesamt), 2005). The volumetric coefficient value of 24.59 L/Kg raw milk in ice cream production achieved by the PCC dairy processing facility was more than 6 to 9 times than what was achieved in the study.PCC dairy processing plant management should at least aim for a VC value of 4.0 L/Kg raw milk to reduce water consumption or wastage.
The volumetric coefficients and recyclability of packaging materials are presented in Table 15.

16
Table 15. Volumetric coefficients and recyclability of ice cream packaging materials
PACKAGING MATERIAL
VOLUMETRIC COEFFICIENT (VC)
(gm/Kg raw milk) RE
CY
CL
AB
ILIT
Y
Cup, 100 ml Polystyrene (PS) container and lid 102.12 Yes Cup Label (laminated) 5.88 No Cup Label sticker holder (laminated) 5.88 No
Total packaging and labeling materials for cup 113.89
Percent Recyclable, % 90%
Percent Non-Recyclable, % 10%
Pint, 475 ml Polystyrene (PS) container and lid 94.91 Yes Pint Label (laminated) 2.87 No Pint Label sticker holder (laminated) 2.21 No
Total packaging and labeling materials for pint 99.99
Percent Recyclable, % 95%
Percent Non-Recyclable, % 5%
Half Gallon Polystyrene (PS) container and lid 82.06 Yes Half Gallon Label (laminated) 1.97 No Half Gallon Label sticker holder (laminated) 1.58 No
Total packaging and labeling materials for half gallon 85.62
Percent Recyclable, % 96%
Percent Non-Recyclable, % 4%
Gallon Polystyrene (PS) container and lid 72.02 Yes Gallon Label (laminated) 1.82 No Gallon Label sticker holder (laminated) 1.26 No
Total packaging and labeling materials for gallon 75.10
Percent Recyclable, % 96%
Percent Non-Recyclable, % 4%
PS container packaging required more material in the smallest packaging. The packaging and labeling materials were benchmarked to have volumetric coefficient ranging from 113.89 gm per Kg raw milk for 100-ml cup, 99.99 for pint, 85.62 for half a gallon, and 75.10 for a gallon.
In terms of recyclability, gallon and half-gallon packaging were most recyclable at 96%, followed by pint packaging at 95%, and the least was cup packaging at 90%.

17
The average production efficiency was 81% from the expected product yield of 95%. The lowest production yield and production efficiency was way too low suggesting improvements in the production process. On the other hand, the highest recorded production efficiency was above 100%, which suggests that product filling was underfilled.
Table 16. Raw milk input, ice cream product output, product yield, and production efficiency
PARAMETERS LOWEST HIGHEST AVERAGE
A Raw milk input, Kg 99.0 99.0 99.0
B Ingredients, Kg 48.9 48.9 48.9
C Total, Kg 147.9 147.9 147.9
D Product output, L 188.7 260.7 219.1
E=Dxρ Product output, Kg 124.6 172.0 144.6
E/C Product Yield, % 84% 116% 98%
F/E Production Efficiency, % 88.65% 122.45% 102.93%
The product output in volume or liter was converted to weigh in kilograms by multiplying the product output in liters with the ice cream density:
Product output, Kg = Product output, L x Ice cream density (ρ), Kg/L
The ice cream density (ρ) was 0.66 Kg/L based on the PCC Dairy Processing report.
In spite of product spillage in batch freezing operation, the highest recorded production efficiency was 122.45% in the first production run;the lowest recorded was 88.65% in the second, and 97.07% in the third averaging 102.93%. The main reason for high production efficiency was underfilled products resulting to higher recorded production output as evidenced by the data provided by the PCC Dairy Processing Facility in which weighed products in pint, half gallon, and gallon containers were underfilled on the average by 10%, 1%, and 6%, respectively.Products in cups were overfilled by 1%. Filled products were not weighed even on a random basis to check on the contents during filling or packaging.
Ice cream production registered the lowest production efficiency of 88.65% and this could be lower if the product filling is corrected. The apparent cause for this is the excessive product spillage during batch freezing operation.Product spills just go down the floor finding its way to the central drainage system.
It was observed that longer batch freezing time occur when ice bank failed to restart due to damaged thermostat. Batch freezing extends up to 3.82 more minutes each batch freezing while it can go shorter to 1.28 minutes with ice bank functioning normally. The longer the batch

18
freezing operation takes, the more energy is consumed and generates more wastewater from its unrecovered cooling water. The registered average wastewater from cooling water discharge was 1,397 liter per day (Table 16), which just flows down the floor to the central drainage system.
Pastillas
The wastewater and cleaning chemicals for production of pastillas are presented in Table 17. The total daily water spent for washing and sanitizing food mixers, utensils, containers, and the production area was 184 liters. Cleaning chemicals utilized were 40.00 ml detergent and 40.00 ml sanitizer.The benchmarked wastewater volumetric coefficient was 1.19 L/ Kg raw milk and cleaning chemicals comprising detergent and sanitizer of 0.52 ml/Kg raw milk.
Table 17. Summary of wastewater and cleaning chemical effluent in pastillas production
WASTEWATER AND CLEANING CHEMICALS
DAILY VOLUME
VOLUMETRIC COEFFICIENT
Wastewater (in liters) (L/Kg raw milk) Wastewater 184.00 1.19
Cleaning Chemicals (in ml) (ml/Kg raw milk) Detergent 40.00 0.26 Sanitizer 40.00 0.26 Alkali - - Acid - -
Total cleaning chemicals 184.08 0.52
There is no published study yet related to wastewater volumetric coefficient in pastillas production and such have never been established. This study, therefore, had benchmarked the wastewater volumetric coefficient of the pastillas product.
The average total cooking time for both food mixers was 44.93 hours of which 22.32 hours for Food Mixer A and 22.61 hours for Food Mixer B. The average amount of LPG consumed for the four batches 24-hour cooking operation was 20.22 Kg or 0.45 Kg/h rate of consumption and volumetric coefficient of 0.13 Kg LPG per Kg raw milk.
The emission testing results from LTO-accredited private emission testing center is presented in Table 18. Lambda (λ) is a measure of air-fuel ratio (AFR). Perfect combustion AFR has lambda equal to 1.0 or an AFR of 14.7. High lambda of 2.0 for both burners indicates lean mixture with air/fuel ratio equivalent to 29.4. This is expected where air vents or aspirator of both burners are at full opening at all times. Despite this, Food Mixer A Burner indicated higher hydrocarbon level at 1,407 ppm along with CO2 of 2.4% in contrast with Food Mixer B Burner of only 140 ppm and CO2 of 1.30%, which were 10 times and 2 times lesser, respectively. This

19
explained why Burner A has reddish flame compared to bluish flame in Burner B which is indicative of incomplete combustion and evidenced by soot or particulate matter condensation at the bottom of the bowl.
Table 18. Emission testing results for food mixer A and B burners
FOOD MIXER CO (%) CO2(%) HC (ppm) O2(%) λ A 0.08 2.40 1407 15.56 2.000 B 0.03 1.30 140 18.30 2.000
There was small amount of CO in both burners with Burner A almost double than that of Burner B posing health hazard to production personnel especially that Food Mixer B had its emission just released inside the processing facility instead of piped out.
Further, with food mixers equipped with oil-jacketed cooking bowl, the cooking time was longer, taking more than 22 hours and consuming 20.22 Kg of LPG a day.
Two kinds of packaging were used for pastillas product. One was the 120-gram box and another was an 80-gram polypropylene (PP) pack. The volumetric coefficients of the two packaging are presented in Table 19. The 120-gram box packaging has a total volumetric coefficient of 96.57 gm/Kg raw milk, with 98.79% non-recyclable material due to laminated carton components. It was noted that 0.13 gm/Kg raw milk of excess bond paper from the cutting of long bond paper went immediately to waste. The 80-gram pack packaging has a total volumetric coefficient of 12.14 gm/Kg raw milk with 42.94% non-recyclable material due to laminated paper components.

20
Table 19. Volumetric coefficient (VC) of pastillas product packaging material
120-GRAM BOX PACKAGING
COMPONENT VC OF PACKAGING
(gm/Kg raw milk) RECYCLABILITY Bond paper wrap 0.81 Yes Japanese paper wrap 0.23 Yes Carton box 35.86 No Carton cover 37.74 No Carton wrap label 21.79 No Bond paper waste (excess from cutting long bond)
0.13 Yes
TOTAL 96.57
TOTAL Non-Recyclable 1.17
% Non-recyclable 98.79%
% Wasted Bond Paper 0.14%
80-GRAM PACK PACKAGING
COMPONENT VC OF PACKAGING
(gm/Kg raw milk) RECYCLABLE Bond paper wrap 0.85 Yes PP wrap 0.54 Yes PP pouch 5.55 Yes Sticker Label (laminated paper) 2.65 No Sticker Label holder (laminated) 2.56 No
TOTAL 12.14
TOTAL Non-Recyclable 6.93
% Non-recyclable 42.94%
The average product yield was 22.41% (lowest at 15.36% and highest at 27.60%) and production efficiency was 99.81% and ranging from 68% to 123% based on expected product yield of 11.9 Kg for every 50 Kg raw milk processed (Table 20).
Table 20. Volume of raw milk input, product output, and production efficiency in pastillas production
PARAMETERS LOWEST HIGHEST AVERAGE Raw milk input, Kg 150 162 155 Product output, Kg 25.72 47.40 36.79 Product yield, % 15.36 27.60 22.41 Production efficiency, % 68.40 122.94 99.81
The range of product yields and production efficiencies were wide from 15.36% to 27.60% and 68.40% to 122.94%, respectively. As there were only minimal product loss such as those sticking on cooking bowl and container after unloading and no observed milk spill during

21
cooking, the most probable reason for the wide ranged yields and efficiencies was in the recording actual weights of raw milk and ingredient prior to cooking. Actual milk input may have under- or over-recorded. This has to be investigated by the PCC dairy plant management.
Potential Areas and Steps in the Milk Processing for Optimized Resource Use, Improved
Production Efficiency, and Reduced Waste Load
Milk Receiving
It was observed that farmers use different kinds of containers for their milk deliveries of varied sizes. This tended to increase the number of milk samples for testing. The more samples, the more hazardous chemicals were utilized for the milk testing. This is the foremost reason why farmers’ milk deliveries utilized more than three times of these hazardous chemicals than that of PCC Gene Pool’s milk deliveries. This is not to mention that farmers use “reused” blue container or drum of unknown source and previous utility.
Hazardous chemical utilization in farmers’ milk in quality testing can be reduced by 60% if milk deliveries follow the same manner as the PCC Gene Pool’s where milk are delivered in 20-40 Kg milk tank. Dairy farmers have to be banned using reused and small containers especially of unknown food contact substance (FCS). An FCS is “any substance intended for use as a component of materials used in manufacturing, packing, packaging, transporting or holding of food if the use is not intended to have a technical effect in such food”. All FCSs that may reasonably migrate to food under conditions of intended use are identified and regulated as food additives unless classified as generally recognized as safe (GRAS) substances (Marsh & Bugusu, 2007).
The volumetric coefficient (VC) of wastewater of 1.84 L/Kg at milk receiving was twice the achievable 0.11–0.92 L/Kg raw milk(COWI Consulting Engineers and Planners AS, Denmark, 2000). Measures have to be implemented to reduce the VC to or below 1 L/Kg raw milk (Verheijen, Wiersema, & Hulshoff Pol, 1996). This would entail reducing wastewater by 45%.
Pasteurized Milk Product
Pasteurized milk had average production efficiency of more than 100%.This has to be investigated considering the report of the PCC dairy plant management suspecting that more milk were withdrawn from the raw milk cooling tank such that more raw milk were actually utilized in the production, and the possibility of product dilution with water in the process of transition or product change-over.

22
It is important to install procedure on actual measurement of raw milk input prior to processing. Transferring the required raw milk for production in the mixing tank as holding tank to measure and verify its volume prior to pasteurization is one practical option to measure the raw milk input. Further, operator and production aide should not be left unsupervised and unmonitored by the production supervisor or the quality control officer in ensuring that each step of processing and standards are strictly followed, adhering to PCC’s commitment to Integrated Management System (IMS).
Water usage can still be reduced by 524 liters daily by recovering the homogenizer cooling water. This recovered process water can still be used for cleaning production areas. Better yet, if this cooling water is put into closed circuit circulation eliminating discharge to drainage system. Recovery of the homogenizer cooling water could bring a 20% reduction in the wastewater and volumetric coefficient (VC) reduction from 2.08 to 1.66 L/Kg raw milk.
The rated flowrate of the continuous pasteurizer-homogenizer is 1,000 liter per hour. Yet, the effective flowrate was only 692.41 liters per hour. This gap can be minimized by avoiding idle time and product change-over time and for the operator to focus in the processing rather than helping out in the milk receiving. Idle continuous pasteurizer-homogenizer not only consumes electricity for pumping and heating, but also prolongs the discharge time of cooling water; hence, wasting more water. PCC dairy plant management should endeavor improving flowrate of this machine up to its rated capacity that could save the operational time, cooling water, and energy consumption by 30%.
The bottling rate can be improved by ensuring that there are enough personnel in the bottle filling. At least three persons are enough to manage the tasks: one for the bottle filling machine, two (2) for the capping, supplying sanitized bottles, and transferring bottled products to the cold storage.
Lastly, the 28 liters transition effluents during the product changed-over composed of 25 liters water and 3 liters milk should be collected and must not be left to drain in the central drainage system. A study on contribution of milk spillage to BOD5 cited that a pound or 0.45 Kg of BOD5 is directly equivalent to 9 pounds or 4.08 Kg of milk (Rausch & Powell, 1997). The 3 liters milk from the transition effluent, therefore, is roughly equivalent to 0.5 Kg of BOD5 if left uncollected.
Low Fat Milk Product
Manual feeding of the machine through buckets was observed to cause significant milk spillage. This is one important reason why its average production efficiency was 98.22% only. Further, the product was re-pasteurized due to recontamination after cream separation causing

23
more losses. Manually feeding the cream separator caused the flowrate to vary widely from 109 to 545 liters per hour. Similarly, bottling rate varied widely from 356 to 485 bottles per hour.
The cause of contamination after cream separation had to be investigated and addressed to avoid re-pasteurization to reduce losses, increase production efficiency, and reduce wastage in cooling water, energy,and manpower. Since the volume of raw milk only involved around 100 Kg, pasteurization can be done in the batch pasteurizer and directly feeding the milk to the cream separator can eliminate the manual feeding method and reduce the chance of contamination and spillage. Further, batch pasteurizer does not waste cooling water and requires no electricity for pumping.Thus, it greatly reduce waste on process water and electricity, as well as time of operation.Eliminating the re-pasteurization process should bring a reduction of 40 liters wastewater and avoid wasting 3 liters milk product to transition effluent.
In improving the bottling rate, the same measure is recommended as in bottling the pasteurized milk product.
As the wastewater is more than six to sixteen times higher than the achievable VC value as cited in a study (Brião & Tavares, 2007), PCC dairy processing facility management should therefore aim to achieve at least a VC value of 1.0 L/Kg raw milk for this product (Verheijen, Wiersema, & Hulshoff Pol, 1996).
Chocolate Milk Product
This product is second to the lowest in average production efficiency; hence, need to be investigated.This product also generatedsignificant volume of cleaning chemicalsand effluents owing to wastewater and transition effluents during product changed-over. More detergent and sanitizer wereattributedto a COP rather than a CIP in cleaning and sanitizing procedure for the pre-mixing and the mixing tanks. CIP system exists in the pre-mixing and mixing tanks and should be used.
A study cited that CIP system reduces the volumetric coefficient and minimizes water consumption (Brião & Tavares, 2007). The CIP system, instead of manually cleaning and sanitizing or COP, could greatly reduce the need for more detergent and sanitizer that were drained rather than circulated. Moreover when CIP is employed, water and cleaning chemicals could be used several times.
Bottling rate also varied widely from 533 to 582 bottles per hour and has to be improved through provision of appropriate number of persons in the filling section.

24
The wastewater was two to five times higher than the achievable VC value as cited in a study of Brião and Tavares (2007). Like other liquid products, PCC Management should aim to achieve a wastewater VC value of 1.0 L/Kg raw milk (Verheijen, Wiersema, & Hulshoff Pol, 1996).
Ice Cream Product
Ice cream production generated the largest amount of wastewater (2,435 liters daily average or VC value of 24.60 L/Kg raw milk) among the dairy products for COP and cooling water of the batch freezer. Ice cream production alsohad the third lowest recorded production efficiency of 88.65%, mainly due to product spillage. Product leaked out of the batch freezer and spillage frequently occurs during manual loading using a pitcher. On other extreme, production efficiency went beyond 100% of up to 122.45% mainly due to underfilled dairy products registering more production. Packaging ice cream should be monitored with digital weighing scale at random basis,for example, every 5-10 cups and should be supervised by the production supervisor and quality control officer.
Processing time was greatly affected by the availability of manpower. At times when there was only one person manning the station feeding the batch freezer and packaging the product, batch freezing loads were deliberately reduced from 1.5 pitcher (approximately 3 liters) to just one (1) pitcher (approximately 2 liters).Unfortunately, reducing the amount of load from 1.5 to 1 pitcher do not proportionately reduce the freezing time or operating time of the batch freezer. Specifically,the duration of batch freezing for 1.5 and 1 pitcher ice cream mixture required an average of 5.31 minutes and 4 minutes, respectively. Deliberately reducing the load due to lack of manpowerbrought more operating time, energy and, along with it, more cooling water wasted down the drain.
To reduce the volume of wastewater, recovery of cooling water is recommended to bring abouta reduction of 1,397 liters of wastewater daily. This would result to 57% reduction in wastewater. Better yet, the dairy processing plant should adopt a system of closed circulation, eliminating the daily disposal of cooling water to the drain. If the disposal of this recirculated cooling water is done every other week under current production volume, more than 4,000 liters of water can be saved.
To maintain optimum operation of batch pasteurizer where 1.5 pitcher or more of ice cream mixture is loaded rather than one, at least two persons should man the ice cream production. Product leakage should be avoided by properly maintaining the batch freezer machine. Installation of drip shields to prevent ice cream mixture or product spillage going down the drain is highly recommended.

25
The wastewater generated was more than 6 to 9 times the VC value achieved in the study at 4.0 L/Kg raw milk (Federal Environmental Office (Umweltbundesamt), 2005). PCC dairy processing plant management should at least aim for a VC value of 4.0 L/Kg raw milk to reduce water consumption or wastage.
Kesong PutiProduct
Kesong puti production generated the largest volume of effluents mainly from the uncollected whey drain. Whey drains were not collected and went down directly to the drainage. Analysis of its composition showed considerable amount of nutrients including fat, lactose, protein, solid non-fat, and salt especially in its first 15 minutes of drainage where 74.43% of the total whey drain occur (Table 21). Productionyields ranged from 33.75% to 35.16%, averaging 34.69%. Production efficiency ranged from 96.00% to 100.00%, averaging 98.67%.
Table 21. Properties of Kesong Puti Whey Drain across sampling time
PARAMETER AVERAGE COMPOSITE
T15 T60 T105 Average
Freezing Point, °C -0.672 -0.727 -0.737 -0.684
% Salt 0.97 1.04 1.05 0.98 % Fat 0.31 0.00 0.00 0.023
% Protein 3.86 4.14 4.19 3.93 % Lactose 5.71 6.16 6.24 5.79
Conductivity 8.19 8.45 8.18 7.92 % SNF 11.42 12.20 12.35 11.61
Temp., °C 26.0 25.9 26.2 26.2 Density, gm/cc 1.03916 1.04243 1.04310 1.0431
pH 6.55 6.62 6.65 6.65 Note:
T15– average whey drain properties within first 15 minutes of draining whey. T60 – average whey drain properties at one (1) hour of draining whey. T105 – average whey drain properties at final 15 minutes of draining whey. Composite – average whey drain properties of the whole whey drain. It is cited in one study that whey comprises 80–90% of the total volume of milk used in
the cheese-making process and contains more than half of the solids from the original whole milk, including 20% of the protein and most of the lactose (COWI Consulting Engineers and Planners AS, Denmark, 2000).

26
Whey, when left uncollected and allowed to flow down the draincould raise the BOD coefficients in the immediate body of water. As part of good management practices, it is recommended to collect the whey drain for other uses such as for the production of ricotta and whey cheeses or for use as feed supplements for animals or to improve the fertility of soil in the PCC.
Whey can be fed to animals and ruminants which consume up to 30% of their dry-matter intake as liquid whey while swine often experience diarrhea if more than 20% of their dry matter is liquid whey. Further, calves have been fed up to 89% dried whey with favorable growth rates. Further,spreading whey at 102 mm yearly improved corn yields and that the beneficial effect could be observed a year after application (Carawan, Chambers, Zall, & Wilkowske, 1979).
Research and product development should be pursued along these lines. Eliminating the whey drain from the effluents would reduce the volume of effluents in kesong puti production by 99.7%.
The wastewater in kesong puti production is within the range of achievable VC value of 0.06–20.893 L/Kg raw milk and therefore, reasonable (COWI Consulting Engineers and Planners AS, Denmark, 2000).PCC Management should maintain its current production management practice, but had to improve production yield and efficiency by minimizing or utilizing product trimmings in packaging. Product packaging condition should be improved, eliminating raw milk spills and wash from the central drainage system and ensuring that sliding screen doors are always closed during processing and packing.
Pastillas Product
Only minimal product losses wereobserved during the production process and spillagewas almost nil.Yet, production efficiencies ranged widely from 68.40%, lowest recorded among dairy product, to 122.94%. The most probable reason for this was in recording actual weights of raw milk input prior to cooking. Actual raw milk input could possibly recorded lesser or more. Recording production input and product yield should be investigated and closely supervised.
Pastillas was the only product utilizing LPG as fuel for cooking. With longer cooking time, the average amount of LPG consumed was 20.22 Kg or at the rate of 0.45 Kg/h. Further, Food Mixer A burner indicated inferior combustion based on emission testingand indicative of the accumulating carbon particulate condensing at the bottom of the oil-jacketed bowl.
Cooking time should be reduced to lessen the amount of emission. Direct fired employed by other private processing facility reduced their cooking time to only 2 hours as reported by the

27
PCC Dairy Processing Plant Manager during their visit in a commercial private processing facility. As such, food mixers should be tested using a direct fired bowl rather than its currently used oil-jacketed bowl to reduce the cooking time along with the LPG consumption. Meanwhile, Food Mixer A should be replaced with better burner.
Packaging Materials
Packaging may still only contribute a small portion of GHG emissions for an entire life cycle for a finished dairy item; however, persistent public concern exists that consumer-derived packaging waste contributes significantly to landfill space and landfill methane emissions (Milani, Nutter, & Thoma, 2011).
Eventually, packaging and labeling materials are discarded after consumption. Whether it ended into recycling or dumped-in landfills, it is an important interest for further study.
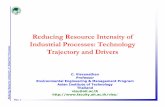
The volumetric coefficients of packaging and labeling materials for each dairy product are presented in Table 22. In terms of volume of packaging materials, HDPE bottles were commonly used for liquid milk products, followed by pastillas particularly the 120-gram box and ice cream containers, and the least material was the 200-gram HDPE pouch for kesong puti. Generally, the smaller the unit of packaging, the more packaging and labeling materials were utilized. Though most of the packaging materials are recyclable, labels made up of laminated papers were not. In terms of recyclability of packaging materials, pastillas product packaging including 120-gram box and 80-gram pack were the least recyclable at 1% and 57%, respectively. Improvement in packaging material for pastillas is most compellingto achieve better recyclability.

28
Table 22. Volumetric coefficients of packaging and labeling materials
High density polyethylene (HDPE) bottles and caps, polystyrene (PS) containers and lids for ice cream, and polypropylene (PP) pouch for pastillas are recyclable. The challenge in these recyclable materials is to further reduce its weight. For example, in the recent development in PET bottles for bottling purified water, cap was reduced in size and shape, and thus reducing the amount of waste. It is therefore necessary to explore alternative sources or suppliers of bottles that are more environment friendly. Glass bottle is one better alternative.However, initial investment is high. Studies of energy use in producing a package concluded that returnable glass packaging used 3 times less energy provided that 20 return trips were made compared with one-time use dairy product packaging made of paperboard and plastic composites. Landfill disposal would be very favorable for returnable glass end-of-life disposal, as the glass will not decompose as compared with paperboard and plastic (Milani, Nutter, & Thoma, 2011).
The same thing with the ice cream containers and lids, alternative sources or suppliers should be explored. For example, one company is introducing their latest biodegradable product line. The material is claimed to be 100% biodegradable, recyclable, and compostable. It is biodegradable in land, water and landfill, can be recycled and the material can be re-used in other non-food plastic products, and can be processed in ordinary composting facilities. It can even be used in backyard compost such that no special disposal is needed. Simply by throwing in the trash, the biodegradable product will react with the micro-organisms present in the waste and
INDICATORRAW MILK RECEIVING
PASTEURIZED MILK
LOW FAT MILK
CHOCOLATE MILK
ICE CREAM
KESONG PUTI PASTILLAS
1-li HDPE bottle (95% recyclable) 48.84 42.82 39.38500-ml HDPE bottle (95% recyclable) 76.93 67.44 62.02250-ml HDPE bottle (96% recyclable) 103.84 91.03 83.73Ice Cream Cup, 100 ml (90% recyclable) 113.89Ice Cream Pint, 475 ml (95% recyclable) 99.99Ice Cream Half Gallon, 1.89 li (96% recyclable) 85.62Ice Cream Gallon, 3.78 li (96% recyclable) 75.10200-Gram HDPE pouch(100% recyclable) 3.305120-Gram Box (1% recyclable) 96.56680-Gram Pack (57% recyclable) 12.144
Volumetric coefficients of Packaging and Labeling Materials (gm/Kg raw milk) and Recyclability (%)

29
will fully degrade within 9 months to 5 years. On top of this, the same quality can be expected: same durability and color of the product is not affected (Vassar Industries, Inc., 2013).
Strategies and Methodologies in Promoting Cleaner Production (CP)
Capability Building for Production Personnel
As an institution committed to the Integrated Management Systems Policy, the PCC dairy processing plant management and personnel have to be continuously exposed and trained on developments in food industry, dairy processing, and plant housekeeping, and production technology.
Particular concern is on strengthening or enforcing standard procedures in CIP, COP, washing and sanitizing, and in handling hazardous chemicals. A monitoring system should be installed so that production aideswill be guided and supervised on the use of cleaning chemicals.Occupational safety and health concerns have to be discussed with personnel to provide workers with procedures for handling or working with the chemicals safely. Management and control of plant chemicals must be reinforced to promote proper use of chemicals, optimize usage, and minimize effluents from these.
Consciousness and Awareness Raising among Plant Personnel
Trainings have no assurance to behavioral changes. Technology trainings provide personnel the knowledge and tools on how things can be achieved for cleaner production. However, it was observed that behavioral aspects concerning CP are more concerned with personnel relations, promoting good relationship between and among personnel, staff and management, and motivation of people. It is equally important that organizational structure, roles and responsibilities of each personnel are well understood and appreciated not only of the individual concerned but of all personnel. Along with this, enough manpower should be provided by the management and that 8-hour shifting is observed to avoid stress to workers and to ensure that people are mentally alert in operating the machines and in ensuring the integrity of production process.
Strengthen and Instill Good Housekeeping among Personnel
Clean and well-cared machines and facilities perform better and are more efficient. The esthetic beauty of the dairy processing facility and the machines promotes enthusiasm among itspersonnel. However, all these must be created by everyone. Periodic general housekeeping is

30
recommended such as once weekly or once monthly. The “Clean As You Go” policy of the dairy processing facility should be seriously followed.
Quality
With the integrated management system IS0 9001/14001 already installed, the CP program must be integrated into that system and should not compete for people and resources with that quality and management program. The production supervisor or at least the quality control staff must not leave production unattended or unsupervised. Production aide must be supervised, especially in preparing for the ingredients and utilization of cleaning chemicals. Management support must be provided ensuring timely provisions of resources. Assistance from DOST Industrial Technology Development Institute (ITDI) should be pursued on cleaner production promotion. They developed a simplified Environmental Management System (EMS) model suitable for small and medium enterprises (SMEs) based on PNS ISO 14001 2004 and PNS ISO 14004 2004 the second edition.
Maintenance
Machine maintenance program must be developed and implemented. It was observed that many machines have not been operational for quite some time now. To mention, the ice bank thermostat is not working; people have to constantly put it “on” and “off”. This seriously affects the quality of raw milk upon receiving, quality of products, and the processing time. Leaking gear oil and loose fan belts were another indication of improperly maintained machines such as in food mixers in cooking pastillas 24/7.
Machines must be working well so that employees would not be stressed and to avoid pollution. Unmaintained machines result to shutdowns and breaks and generate losses of electric power, water, and even packaging materials. It also generates rework and reprocesses wasting inputs, energy, time, and money, and reduces production efficiency.
Prevention at Source
Table 35 summarizes recommended strategies/methodologies to address inefficiencies, wastage, and production issues in milk receiving and dairy products enumerated in Table 34. It provides strategy and methodology options for PCC dairy processing plant management in improving production efficiency while reducing wastewater, hazardous chemicals, effluents, emission, and solid waste from packaging materials.

31
Table 23a. Recommended strategies/methodologies in addressing inefficiencies, wastage, and production issues in milk receiving
ACTIVITY/PRODUCT
ADDRESSING INEFFICIENCIES ADDRESSING WASTAGE
ADDRESSING PRODUCTION ISSUES
Milk Receiving
Standardization of milk containers of farmers’ milk into milk cans – group smaller quantities of farmers’ milk into one container
Disallow reused containers especially of unknown sources, unknown previous utility, and food contact substance (FCS) (Marsh & Bugusu, 2007)
Standardization of containers and volume per container
Minimize spillage of raw milk by ensuring integrity of pipelines, proper handling of milk containers, and installation of drip shields whenever possible to avoid spillage from reaching the floor and drainage system
Redesign or separate the milk receiving area from processing area with separate drainage system away from the processing premises to avoid cross-contamination
Drainage could be directed to adjacent forage production area improving fertility of the soil
Milk can washing and sanitizing should be done outside the processing area, better yet if PCC Gene Pool would do the washing reducing wastewater generated at the processing facility
Installation of control system and supervision on the use of cleaning chemicals
Immediate repair of malfunctioning Ice Bank thermostat
Recommended to isolate the Milk Receiving Area from processing area with separate drainage system away from processing area and products
Plant personnel in raw milk receiving must not work simultaneously with dairy products; ideally, separate production aide by product processing

32
Table 35b. Recommended strategies/methodologies in addressing inefficiencies, wastage, and production issues in pasteurized milk production
ACTIVITY/PRODUCT ADDRESSING
INEFFICIENCIES ADDRESSING WASTAGE ADDRESSING PRODUCTION
ISSUES Pasteurized Milk Measuring the volume of raw
milk input by using the mixing tank as holding tank for raw milk
Machine operator focusing in the processing to improve or maximize the capacity of continuous pasteurizer-homogenizer
Improvement in the production sequencing of products avoiding idle or standby time of continuous pasteurizer-homogenizer while minimizing product change-over
Recovery of homogenizer cooling water discharge for cleaning purposes or recycle in a closed circulation to eliminate wastage – recovery will bring a reduction of wastewater by 20%
Reduction in weight, recyclability, and biodegradability of packaging and labeling materials
Immediate repair of malfunctioning Ice Bank thermostat
Processing must be supervised and monitored especially in loading raw milk for processing and in critical points of production – use the mixing tank in measuring the volume of raw milk for processing
Control and monitor use of cleaning chemicals
Investigate improvements in the bottling machine to minimize if not eliminate product spillage
Use drip shields in the bottle filling machine to avoid product spills from reaching the floor and drainage system

33
Table 35c. Recommended strategies/methodologies in addressing inefficiencies, wastage, and production issues in low fat milk production
ACTIVITY/PRODUCT ADDRESSING
INEFFICIENCIES ADDRESSING WASTAGE ADDRESSING PRODUCTION
ISSUES Low Fat Milk Address recontamination
during cream separation to eliminate the need for repasteurization
Elimination of manual feeding the cream separator by directing pasteurized milk input into holding tank to directly feed the cream separator or use batch pasteurizer feeding the cream separator by gravity eliminating the need for pumping in transferring milk
Improvement in the production sequencing of products avoiding idle or standby time of continuous pasteurizer-homogenizer
Pasteurize smaller milk quantities using batch pasteurizer
Directing pasteurized milk input into holding tank to eliminate manual feeding the cream separator
Provision of drip shields to avoid milk spills from reaching the floor and drainage system
Reduction in weight, recyclability, and biodegradability of packaging and labeling materials
Investigation on the cause of recontamination
Provision of enough manpower to improve bottling rate minimizing the time of bottling while minimizing the chance of recontamination
Need to investigate improvements in the bottling machine to minimize if not eliminate product spillage
Use drip shields in the bottle filling machine to avoid product spills from reaching the floor and drainage system

34
Table 35d. Recommended strategies/methodologies in addressing inefficiencies, wastage, and production issues in chocolate milk production
ACTIVITY/PRODUCT ADDRESSING INEFFICIENCIES ADDRESSING WASTAGE
ADDRESSING PRODUCTION ISSUES
Chocolate Milk
Investigation on causes of lower product yield and production efficiency
Institute CIP of pre-mixer and mixing tanks instead of manual washing and sanitizing
Machine operator to focus in the processing to improve or maximize the capacity of machine
Improvement in the production sequencing of products avoiding idle or standby time and product change-over
Recovery of homogenizer cooling water discharge for cleaning purposes or recycle in a closed circulation to cut water usage and minimize wastage by 16%
Reduction in weight, recyclability, and biodegradability of packaging and labeling materials
Immediate repair of malfunctioning Ice Bank thermostat
Provision of enough manpower to improve bottling rate minimizing the time of bottling while minimizing the chance of recontamination
Investigate improvements in the bottling machine to minimize if not eliminate product spillage
Use drip shields in the bottle filling machine to avoid product spills from reaching the floor and drainage system

35
Table 35e. Recommended strategies/methodologies in addressing inefficiencies, wastage, and production issues in kesong puti production
ACTIVITY/PRODUCT
ADDRESSING INEFFICIENCIES ADDRESSING WASTAGE
ADDRESSING PRODUCTION ISSUES
Kesong Puti Institution of measures to minimize or utilization of product trimmings to improve product yield and efficiency
Recovery of whey drain for other uses; product development to utilize whey drain in improving soil fertility and utilization as animal feed (Carawan, Chambers, Zall, & Wilkowske, 1979)
Review procedure to minimize product trimmings
Review and recommend better procedure in packaging, keep sliding screen door closed during processing and packing
Elimination of raw milk spills and wash from draining in the central drainage system – milk receiving should be separated from the processing area with separate drainage system

36
Table 35f. Recommended strategies/methodologies in addressing inefficiencies, wastage, and production issues in ice cream production
ACTIVITY/PRODUCT ADDRESSING
INEFFICIENCIES ADDRESSING WASTAGE ADDRESSING PRODUCTION
ISSUES Ice Cream Proper and periodic
maintenance of Batch Freezer B
Immediate repair of Batch Freezer A
Repair and utilization of soft serve machine for ice cream production in cups to minimize product spillage and filling time
Monitoring product filling and ensure accuracy of product content
Review procedure to improve filling/packaging with less spillage
Proper maintenance of ice bank for optimum batch freezing
Review procedure in filling Batch Freezer to minimize product spillage
Recovery of Batch Freezer cooling water discharge for cleaning purposes or recycle in a closed circulation to eliminate water wastage by 57%
Reduction in weight, recyclability, and biodegradability of packaging and labeling materials
Provision of appropriate number of manpower in packaging
Immediate repair of ice bank Provision of drip shields to
avoid product spills from reaching the floor and drainage system
Explore alternative packaging materials with better recyclability and biodegradability

37
Table 35g. Recommended strategies/methodologies in addressing inefficiencies, wastage, and production issues in pastillas production
ACTIVITY/PRODUCT ADDRESSING
INEFFICIENCIES ADDRESSING WASTAGE ADDRESSING
PRODUCTION ISSUES Pastillas Institution of product
quality control measure to insure consistency of product
Replacement of better burner for Food Mixer A for better combustion and fuel efficiency
Provision of control, monitor, and supervise milk input and product output
Experiment the possibility of using direct fired bowl for Food Mixer A and B to shorten cooking time and save on LPG for cooking
Reduction in weight, recyclability, and biodegradability of packaging and labeling materials
Explore alternative packaging materials with better recyclability and biodegradability
Connect exhaust pipe of food mixer B to the existing exhaust pipe leading outside the processing facility eliminating exposure of plant personnel from emissions containing CO and ease the load of air conditioners of the facility

38
SUMMARY, CONCLUSIONS, AND RECOMMENDATIONS
Summary
The principal purpose of this study was to assess cleaner production practices in the dairy processing of the Philippine Carabao Center (PCC) National Headquarters and Gene Pool at the Science City of Muñoz, Nueva Ecija. This entailed the following purpose: 1) identification, description, and benchmarkof input and output of dairy processing; 2) determination of milk products pollutants and wastage; 3) identification of potential steps and areas in the milk processing for resource use reduction, production efficiency improvement, and effective reduction of waste load; and 4) recommendation of strategies and methodologies in promoting cleaner production in the dairy processing to effect improvement in production.
The input and output of milk receiving and processing include six popular dairy products such as pasteurized milk, low fat milk, chocolate milk, ice cream, kesong puti, and pastillas. Each of the input and output were identified, characterized, and quantified serving as important indicators of cleaner production. It further served as basis in identifying opportunities for better production options for least effluents and wastage. It was essential in determining, quantifying, and in some particular case, characterizing sources of wastewater, hazardous chemicals, effluents, and air emissions where volume of discharge, weight of materials, recyclability, and recoverability became parameters of pollution and wastage. Local industry standards seem to be unavailable yet at this point so that most of the literature review came from dairy countries with rich repository of knowledge on the matter.
The volumetric coefficients expressed in volume or weight per kilogram raw milk served as the primary basis in the measure of wastage related to the production management. Sources of wastewater were water for cleaning and sanitizing and cooling. Sources of hazardous chemicals were from chemicals used in determining the quality of raw milk as means of controlling quality of incoming raw milk from PCC Gene Pool and dairy farmers. Sources of effluents identified and measured were cleaning chemicals such as detergent, sanitizer, alkali, acid, and most importantly, whey drain in the production of kesong puti. Measuring packaging and labeling materials were important for benchmarking volume and extent of recyclability as potential threat to already problematic solid waste disposal. The source of air emission was from the combustion of LPG fuel in cooking pastillas dairy product.
The cleaner production observation of practices identified kesong puti as the first in the dairy product generating the most volume of effluents, with its uncollected and unutilized whey indicative of the highest value of effluent volumetric coefficient followed by low fat milk and chocolate milk due to its incidental transition effluents or product change-over. Ice cream

39
product ranked first in generating the most volume of wastewater followed by low fat milk, kesong puti, pasteurized milk, chocolate milk, and the least was pastillas product.
The use of hazardous chemical as quality control measure in milk receiving was ideal with PCC Gene Pool’s milk delivery where raw milk are delivered in milk tanks. Compared to farmer’s milk deliveries, raw milk are delivered in reused containers of unknown previous utility and varying sizes. Hazardous chemical use for quality testing dairy farmers’ milk is more than three times than the PCC Gene Pool’s milk as samples were tested by container regardless of size – the more container, the more samples are tested and the more hazardous chemicals are utilized.
Packaging and labeling materials utilization was highest in liquid dairy products based on its volumetric coefficients and total daily volumes followed by ice cream and the least was in pastillas. Though liquid milk bottles were high in terms of volumetric coefficient values, majority of the materials are recyclable in contrast with pastillas packaging materials where most of materials, from 43% to 99%, are non-recyclable. The choice of packaging and labeling materials is important in minimizing impact to solid waste disposal. Hence, degree of recyclability and volume of materials are equally important consideration in the choice of packaging and labeling materials.
Burning LPG for cooking pastillas was the source of air emission. Qualities of burners’ emissions revealed that combustion of one of its burners was inferior releasing higher carbon monoxide, carbon dioxide, and hydrocarbons. With oil jacketed cooking bowls in the food mixers, cooking time was longer, consuming or burning more LPG and releasing more emissions.
Further, production yield and production efficiency were another important indicators of cleaner production. Other indicators were flowrate, bottling rate, and batch freezing time for ice cream. Lower values and wide ranged flowrates and bottling rates, as well as exceeding production efficiencies are indication of inefficiencies. Lower rate of efficiency indicates wastage and spillage. More than 100% production efficiency indicates underfilled packaged products. Lower flow rates indicate longer processing time and more wastage as well as lower product shelf life. Longer freezing time also suggests inefficiency in production and generating more wastage. Inefficiencies in production consume bigger resources such as water, electricity, and manpower and therefore not economical and generating more wastewater, effluents, and air emissions.
Finally, this study recommends these strategies in promoting cleaner production in the PCC dairy processing facility: 1) provision of capacity building program for all its personnel in the area of Good Manufacturing Practice (GMP) and Hazard Analysis and Critical Control Points (HACCP), yearly training and refresher on processing skills and production standard

40
procedure; 2) training and exposure trips in related food industry, dairy processing, and dairy plant housekeeping, and production technology; 3) enforcement of standard procedures in CIP and COP, washing and sanitizing procedures, and in handling and disposing hazardous chemicals; 4) installation of management and control of plant chemicals; 5) periodic evaluation on workers’ loss of enthusiasm to effect behavioral improvement; 6) review and familiarize dairy plant personnel on its organizational structure including roles and responsibilities of each personnel; 7) review and ensure enough personnel requirements for the 8-hour work shifts to avoid stress and ensure integrity in the production process; 8) develop and implement preventive maintenance for all machines and equipment including air conditioning and drainage systems, and utility vehicle; 9) integration of the cleaner production in the integrated management system IS0 9001/14001; and 10) ensure supervision of production personnel at all times.
Conclusions
The Philippine Carabao Center’s Integrated Management Systems policy and its commitment to good management practices had put its dairy processing facility living up with the quality of dairy products in which public is assured of the processing and product standards signifying that cleaner production practices exist in the dairy processing. Having identified the potential areas and steps in the milk processing to reduce wastage and improve production, the study have identified strategies and methods towards further promoting cleaner production including building the capacity of the dairy processing plant personnel, development of skills and commitment, strengthen system for safeguarding the integrity of processing standards, implementation of preventive maintenance of machines and equipment, and improvement in the working condition of plant personnel.
Recommendations
This study was able to benchmark the input and output of production in terms of quantities, properties, and more importantly volumetric coefficients. It was, at the onset of development of this study, intended to include electricity consumption but due to unavailability of information, it became a study’s limitation. Respective of this, it is recommended to further pursue this study to include electricity consumption. More similar studies are needed to establish the volumetric coefficient of pastillas and to include more dairy products not covered in this study.
It is recommended for the PCC dairy processing facility management to pursue cleaner production following the recommended strategies and steps as outlined in this study and to monitor improvements as integral part of the Integrated Management System.The benchmarked volumetric coefficients on wastewater, cleaning chemicals, hazardous chemicals, and packaging

41
materials are important reference points in measuring improvements while pursuing the cleaner production options.
In the absence of industry standards available locally, the PCC, as a research institution, should endeavor to do research and studies in relation to production yield and volumetric coefficients in dairy processing of various scale and production environments. Establishing volumetric coefficients and using such indicator for cleaner production assessment will better improve the environmental management aspect of dairy processing while improving efficiency and profitability.
REFERENCES
BRIÃO, V. B., and C. R. TAVARES. 2007. Effluent Generation by the Dairy Industry: Preventive Attitudes and Opportunities. Brazilian Journal of Chemical Engineering of Passo Fundo, 487-797.
CARAWAN, R. E., J. V. CHAMBERS, R. R. ZALL, and R. H. WILKOWSKE. 1979. Water and Waste Water Management in Food Processng. Extension Special Report No. AM-18B. North Carolina State University, North Carolina, United States of America: North Carolina Agricultural Extension Service.
COWI CONSULTING ENGINEERS AND PLANNERS AS, DENMARK. 2000. Cleaner Production Assessment in Dairy Processing. (M. E. Bosworth, B. Hummelmose, & K. Christiansen, Eds.) Retrieved December 27, 2011, from http://www.unep.fr/shared/publications/pdf/2480-CpDairy.pdf
FEDERAL ENVIRONMENTAL OFFICE (UMWELTBUNDESAMT). 2005. BAT-Advisory Leaflet on the best available technologies in the Foodstuffs, Beverages and Milk Industry. Retrieved August 15, 2015, from www.bvt.umweltbundesamt.de
MARSH, K., and B.BUGUSU. 2007. Food Packaging - Roles, Materials, and Environmental Issues. Journal of Food Science, 72(3), R39–R55. doi:10.1111/j.1750-3841.2007.00301.x
MILANI, F. X., D.NUTTER, and G. THOMA. 2011. Environmental impacts of dairy processing and products: A review. Dairy Science.Retrieved August 14, 2014, from Journal of Dairy Science website: http://www.journalofdairyscience.org/article/S0022-0302(11)00437-1/fulltext
NATIONAL DAIRY AUTHORITY. 2010. Dairy Road Map 2010-2016. National Dairy Authority, Planning & Management Services Department, Quezon City.

42
RAUSCH, K. D., and G. M. POWELL. 1997. Dairy Processing Methods to Reduce Water Use and Liquid Waste Load. Kansas, Manhattan, USA: Kansas State University.
SHI, L., LI, R., and X. WEN. 2011. Industrial Pollution Prevention Strategy - Cleaner Production. Point Sources of Pollution: Local Effects and It's Control, Volume I. Department of Environment Science and Egineering, Tsinghua University, Peoples Republic of China: UNESCO Encyclopedia of Life Support Systems (EOLSS). Retrieved April 22, 2015, from http://www.eolss.net/sample-chapters/c09/E4-11-02-04.pdf
UNITED NATIONS ENVIRONMENT PROGRAMME. 1990. Resource Efficient and Cleaner Production. Retrieved August 14, 2014, from http://www.unep.fr/scp/cp/
VASSAR INDUSTRIES, INC. 2013. Vassar Biodegradables. Retrieved November 3, 2014, from Vassar Industries, Inc.: The Plastic Packaging Specialist: https://vassarindustries.wordpress.com/
VERHEIJEN, L., D.WIERSEMA, and L. HULSHOFF POL. 1996. Management of Waste from Animal Product Processing. (J. De Wit International Agriculture Centre) Retrieved June 29, 2015, from FAO Corporate Document Repository: http://www.fao.org/wairdocs/lead/x6114e/x6114e00.htm#Contents