Core Infrastructure Initiative (CII) Best Practices Badge ...
CII Green Co Best practices Award 2016 · CII Green Co Best practices Award 2016. ... this policy...
54
KIRLOSKAR OIL ENGINES LIMITED KIRLOSKAR OIL ENGINES LIMITED 1 Kirloskar Oil Engines Ltd, Kagal (Kolhapur) Kirloskar Oil Engines Ltd, Kagal (Kolhapur) CII Green Co Best practices Award 2016
Transcript of CII Green Co Best practices Award 2016 · CII Green Co Best practices Award 2016. ... this policy...

KIRLOSKAR OIL ENGINES LIMITEDKIRLOSKAR OIL ENGINES LIMITED 1
Kirloskar Oil Engines Ltd, Kagal (Kolhapur)Kirloskar Oil Engines Ltd, Kagal (Kolhapur)
CII Green Co Best practices Award 2016
KIRLOSKAR OIL ENGINES LIMITED
Presentation Team.
2
• Sr. Manager
• Utilities.
Mr. Santosh Parab
• Dy. Manager
• Manufacturing.
Mr. Akshay Goud
KIRLOSKAR OIL ENGINES LIMITED
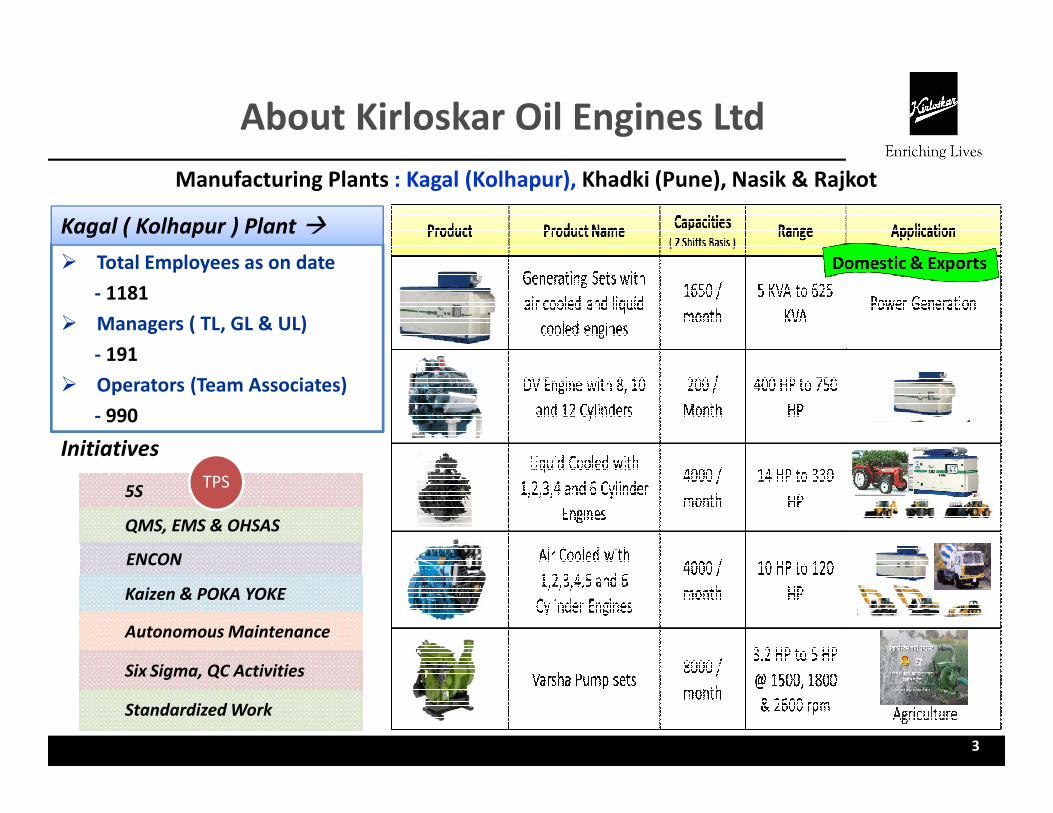
About Kirloskar Oil Engines Ltd
Manufacturing Plants : Kagal (Kolhapur), Khadki (Pune), Nasik & Rajkot
� Total Employees as on date
- 1181
� Managers ( TL, GL & UL)
- 191
� Operators (Team Associates)
- 990
Initiatives
5S
QMS, EMS & OHSAS
ENCON
Kaizen & POKA YOKE
Autonomous Maintenance
Six Sigma, QC Activities
Standardized Work
TPS
Kagal ( Kolhapur ) Plant �
3
KIRLOSKAR OIL ENGINES LIMITEDKIRLOSKAR OIL ENGINES LIMITED 4
VALUES and VISION
KIRLOSKAR OIL ENGINES LTD., KAGALKIRLOSKAR OIL ENGINES LTD., KAGAL
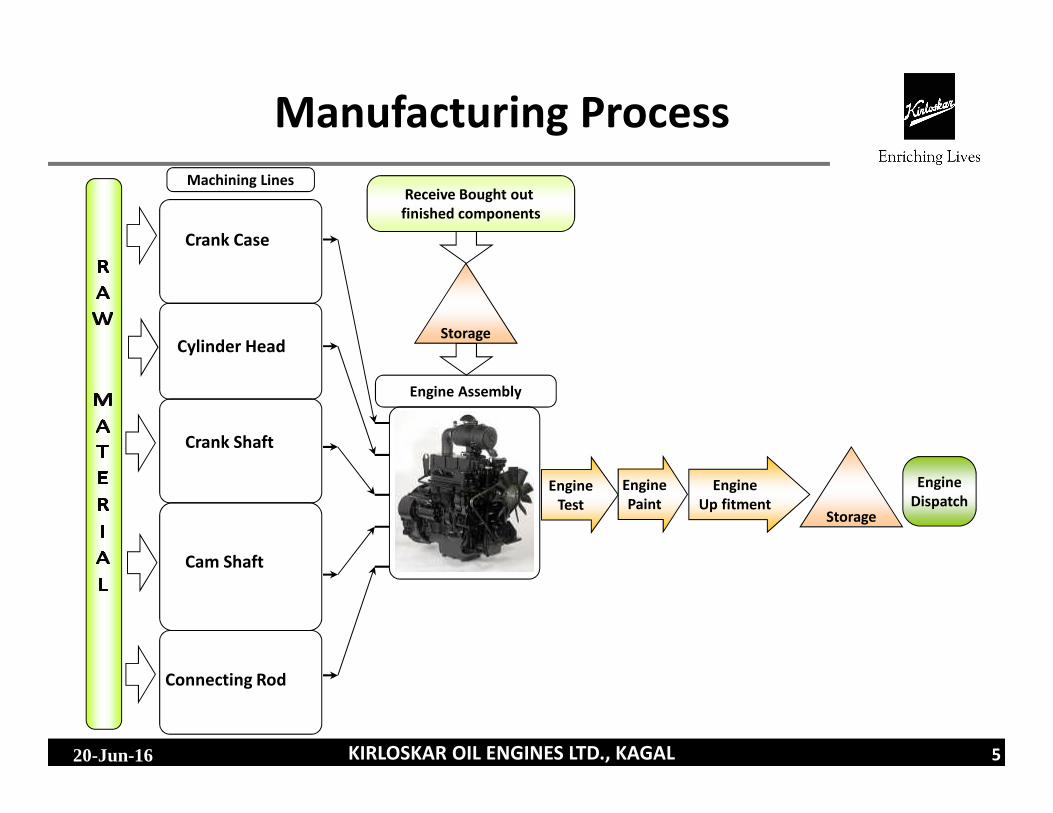
Machining Lines
Cam Shaft
Connecting Rod
Crank Case
Cylinder Head
Crank Shaft
Engine Assembly
Engine
Dispatch
Manufacturing Process
Receive Bought out
finished components
Storage
Storage
Engine
Test
Engine
Paint
Engine
Up fitment
520-Jun-16

KIRLOSKAR OIL ENGINES LTD., KAGALKIRLOSKAR OIL ENGINES LTD., KAGAL 6
GreenCo – “Gold” Certified Plant

KIRLOSKAR OIL ENGINES LIMITED
GreenCo – “Gold” Certified Plant
7

KIRLOSKAR OIL ENGINES LIMITED 8
IGBC – “Gold” Certified Building
KIRLOSKAR OIL ENGINES LIMITED 9
IGBC – “Gold” Certified Building.
KIRLOSKAR OIL ENGINES LIMITED 10
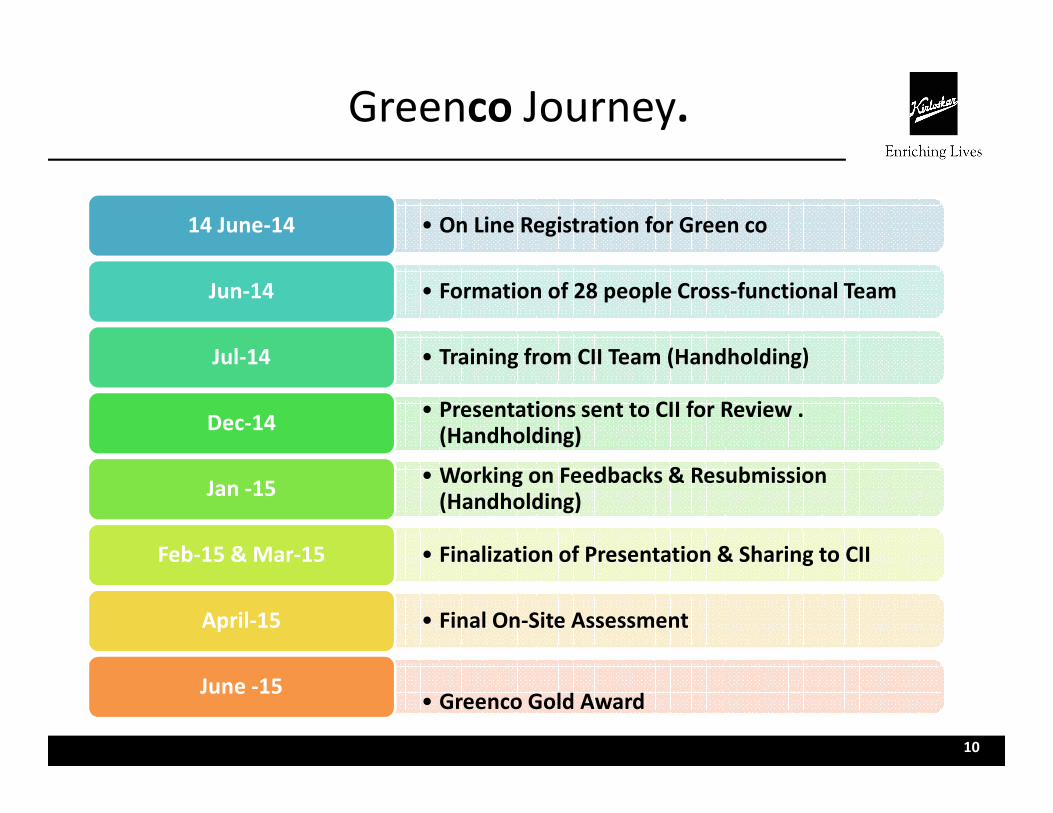
Greenco Journey.
• On Line Registration for Green co 14 June-14
• Formation of 28 people Cross-functional TeamJun-14
• Training from CII Team (Handholding) Jul-14
• Presentations sent to CII for Review . (Handholding)
Dec-14
• Working on Feedbacks & Resubmission (Handholding)
Jan -15
• Finalization of Presentation & Sharing to CIIFeb-15 & Mar-15
• Final On-Site AssessmentApril-15
• Greenco Gold AwardJune -15
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 11
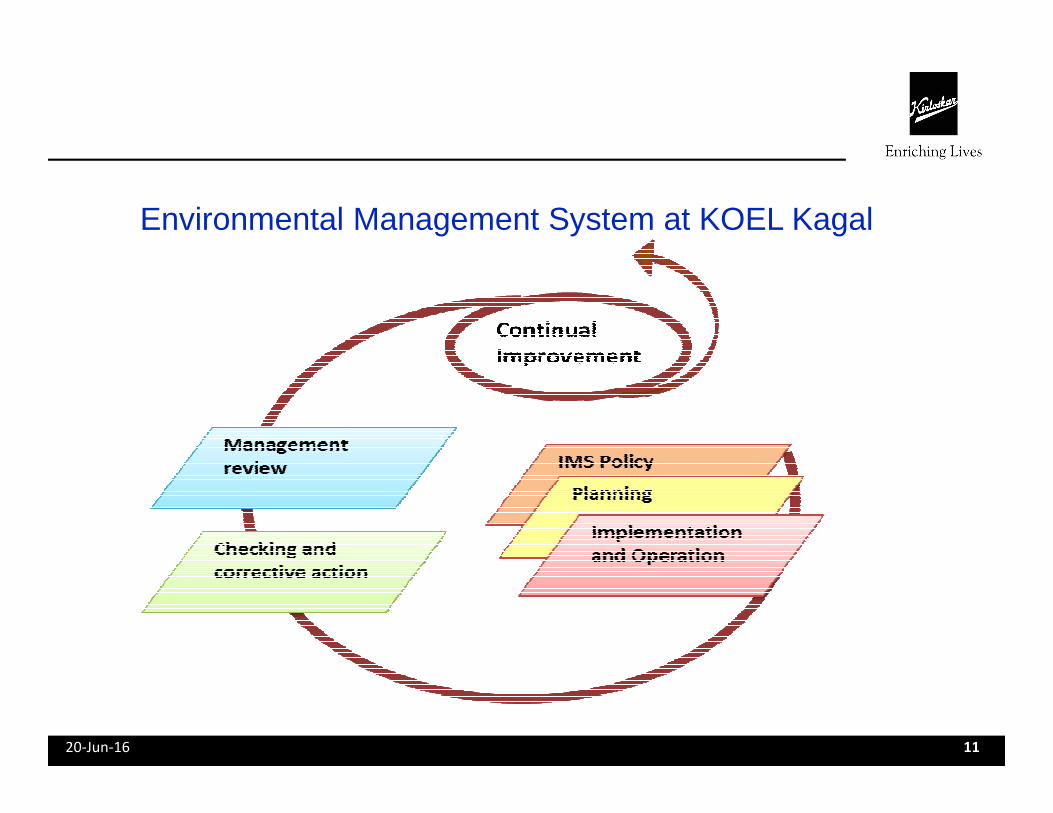
Environmental Management System at KOEL Kagal

KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 12
KIRLOSKAR OIL ENGINES LIMITED
Quality, Environmental, Occupational Health and Safety ( QEHS ) PolicyWe, at Kirloskar Oil Engines Limited (KOEL), are engaged in Manufacturing of I.C. Engines , Generating
Sets and Pumpsets. We strongly believe that , it is the duty of everyone working in KOEL to implement
this policy this area of activities.
We are committed to :• Cost effective research, engineering development, manufacture, sales, services of products and
technologies and meetings the fullest satisfaction of our customers at the lowest possible cost to them by
complying with requirements.
• Continually improve the effectiveness of the Integrated management system.
• Comply with all applicable EHS legislation and other requirements.
• Prevent environmental pollution due to our activities, products and services.
• Prevent injuries and ill health in our activities at workplace.
We will strive to :• Conserve resources such as power, water, fuel, oil, compressed air and wood.
• Minimise use and adverse impact of hazardous chemicals handled.
• Minimise generation and adverse impact of hazardous waste.
We will communicate this policy to our employees & contractors & make it available to public interested
parties on request.
R. R. Deshpande
Date : 01 April 2014 Executive Director & Occupier
Green Policy
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 13
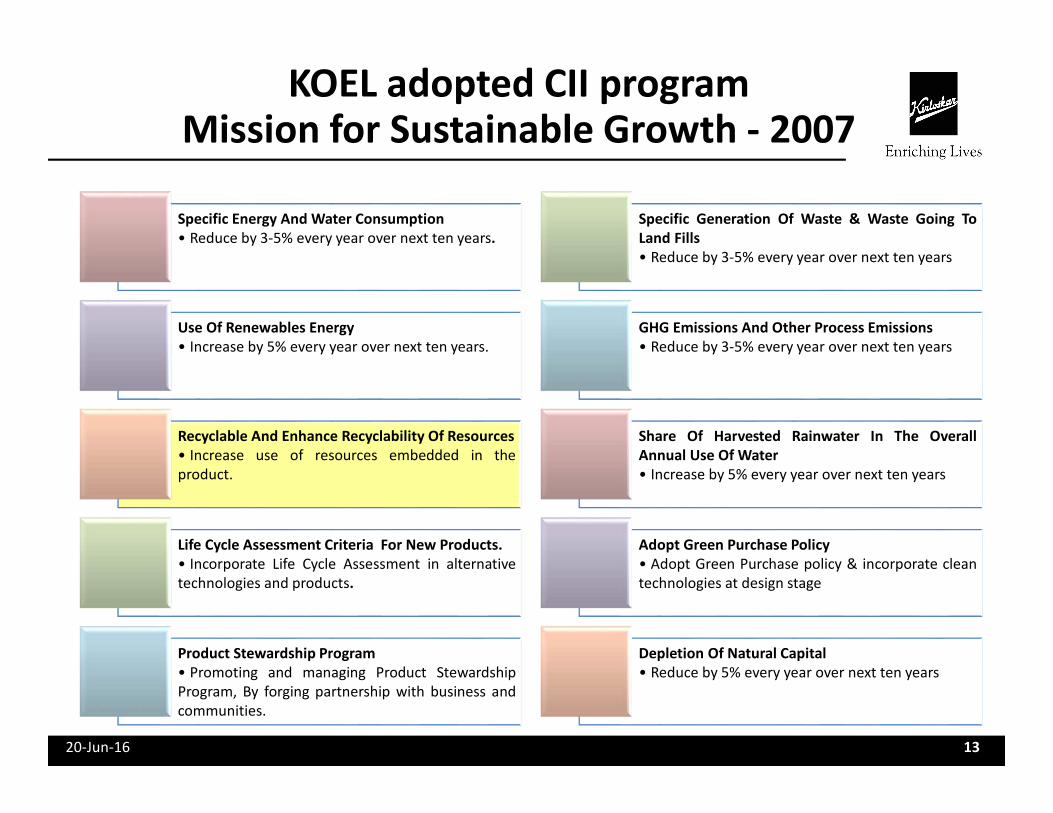
Specific Energy And Water Consumption
• Reduce by 3-5% every year over next ten years.
Specific Generation Of Waste & Waste Going To
Land Fills
• Reduce by 3-5% every year over next ten years
Use Of Renewables Energy
• Increase by 5% every year over next ten years.
GHG Emissions And Other Process Emissions
• Reduce by 3-5% every year over next ten years
Recyclable And Enhance Recyclability Of Resources
• Increase use of resources embedded in the
product.
Share Of Harvested Rainwater In The Overall
Annual Use Of Water
• Increase by 5% every year over next ten years
Life Cycle Assessment Criteria For New Products.
• Incorporate Life Cycle Assessment in alternative
technologies and products.
Adopt Green Purchase Policy
• Adopt Green Purchase policy & incorporate clean
technologies at design stage
Product Stewardship Program
• Promoting and managing Product Stewardship
Program, By forging partnership with business and
communities.
Depletion Of Natural Capital
• Reduce by 5% every year over next ten years
KOEL adopted CII program Mission for Sustainable Growth - 2007
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 14
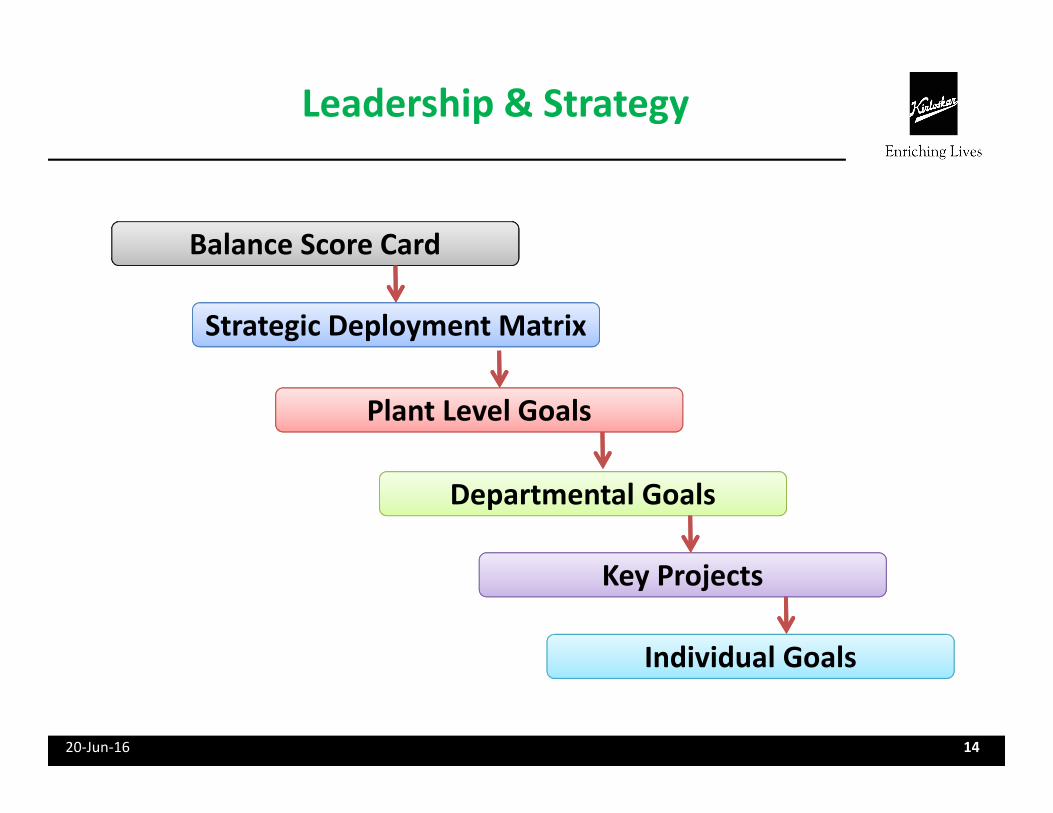
Leadership & Strategy
Balance Score Card
Strategic Deployment Matrix
Plant Level Goals
Departmental Goals
Key Projects
Individual Goals
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 15
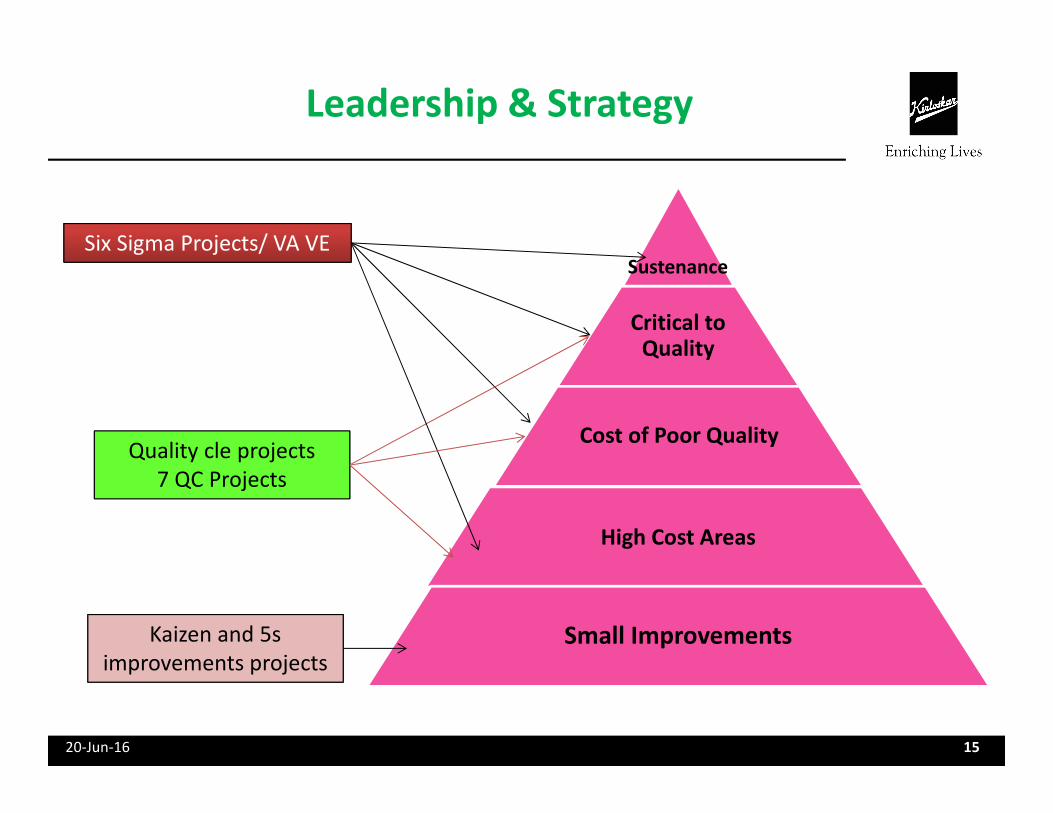
Sustenance
Critical to Quality
Cost of Poor Quality
Small Improvements
Six Sigma Projects/ VA VE
Quality cle projects
7 QC Projects
Kaizen and 5s
improvements projects
High Cost Areas
Leadership & Strategy
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 16
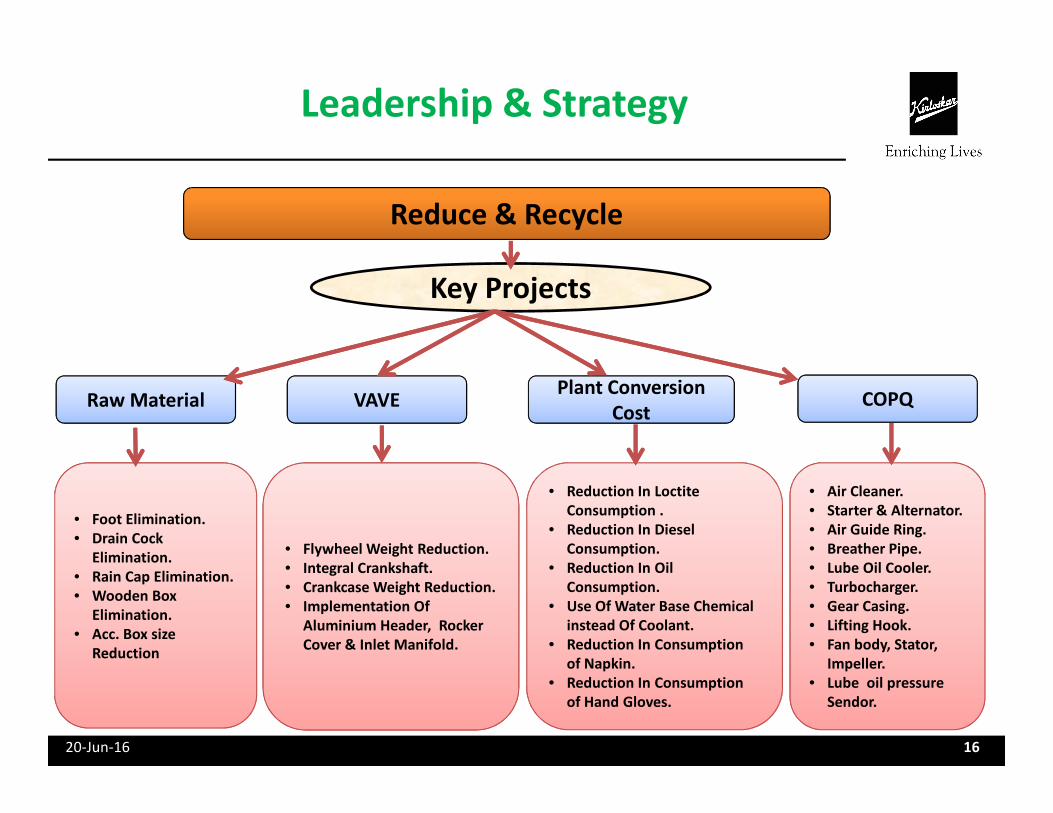
Leadership & Strategy
Reduce & Recycle
Raw Material VAVEPlant Conversion
Cost
Plant Conversion
CostCOPQ
• Foot Elimination.
• Drain Cock
Elimination.
• Rain Cap Elimination.
• Wooden Box
Elimination.
• Acc. Box size
Reduction
• Flywheel Weight Reduction.
• Integral Crankshaft.
• Crankcase Weight Reduction.
• Implementation Of
Aluminium Header, Rocker
Cover & Inlet Manifold.
• Reduction In Loctite
Consumption .
• Reduction In Diesel
Consumption.
• Reduction In Oil
Consumption.
• Use Of Water Base Chemical
instead Of Coolant.
• Reduction In Consumption
of Napkin.
• Reduction In Consumption
of Hand Gloves.
• Air Cleaner.
• Starter & Alternator.
• Air Guide Ring.
• Breather Pipe.
• Lube Oil Cooler.
• Turbocharger.
• Gear Casing.
• Lifting Hook.
• Fan body, Stator,
Impeller.
• Lube oil pressure
Sendor.
Key Projects
KIRLOSKAR OIL ENGINES LIMITED
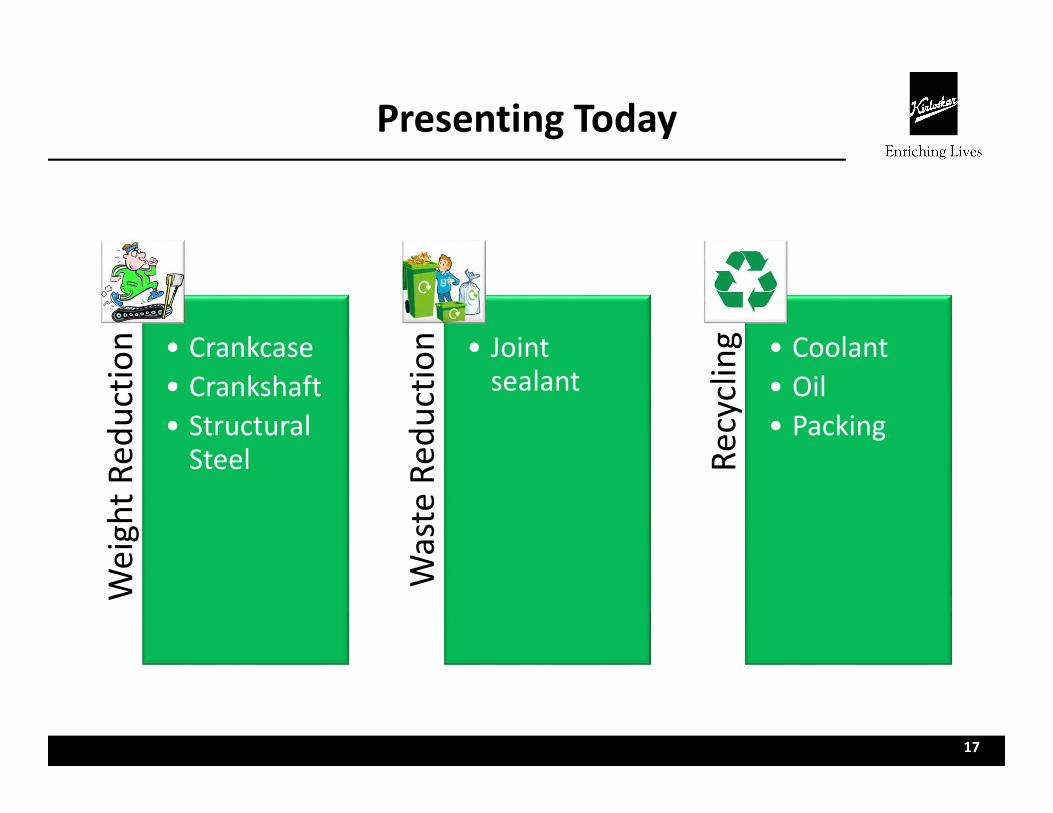
Presenting TodayW
eig
ht
Re
du
ctio
n • Crankcase
• Crankshaft
• Structural Steel
Wa
ste
Re
du
ctio
n • Joint sealant
Re
cycl
ing • Coolant
• Oil
• Packing
17

KIRLOSKAR OIL ENGINES LIMITED
Weight Reduction
20-Jun-16 18
Greenco Best Practice
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 19
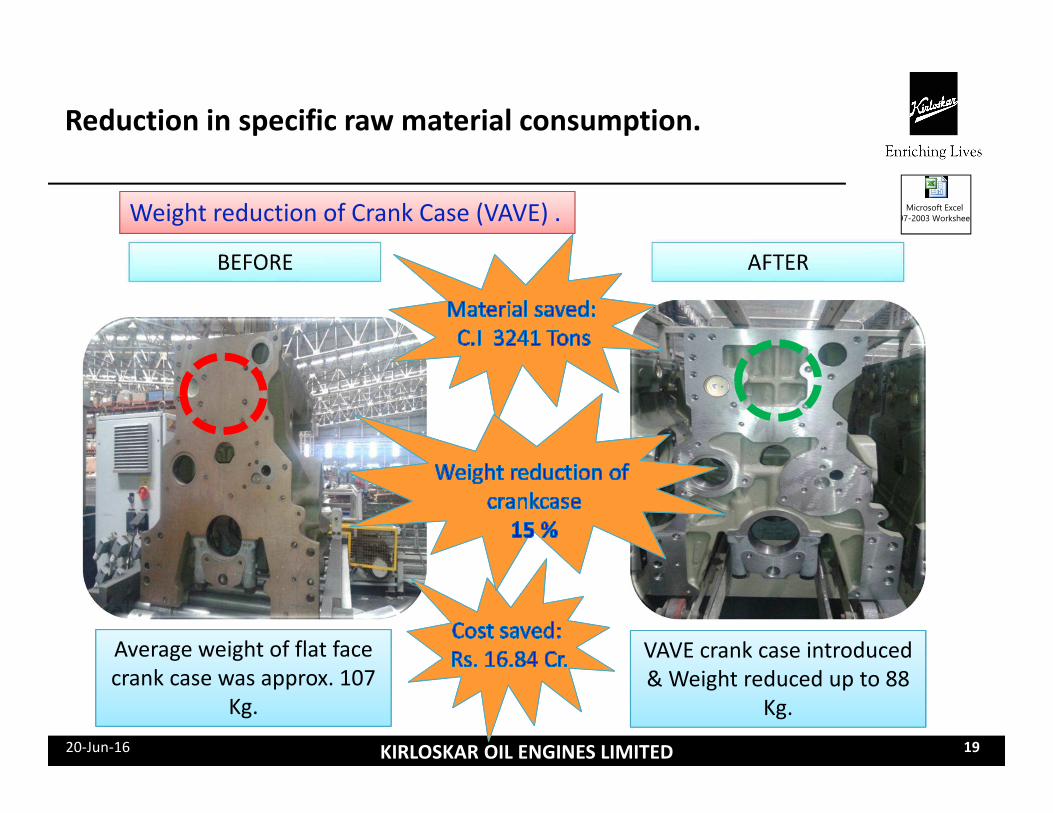
Weight reduction of Crank Case (VAVE) . Microsoft Excel
97-2003 Worksheet
Average weight of flat face
crank case was approx. 107
Kg.
VAVE crank case introduced
& Weight reduced up to 88
Kg.
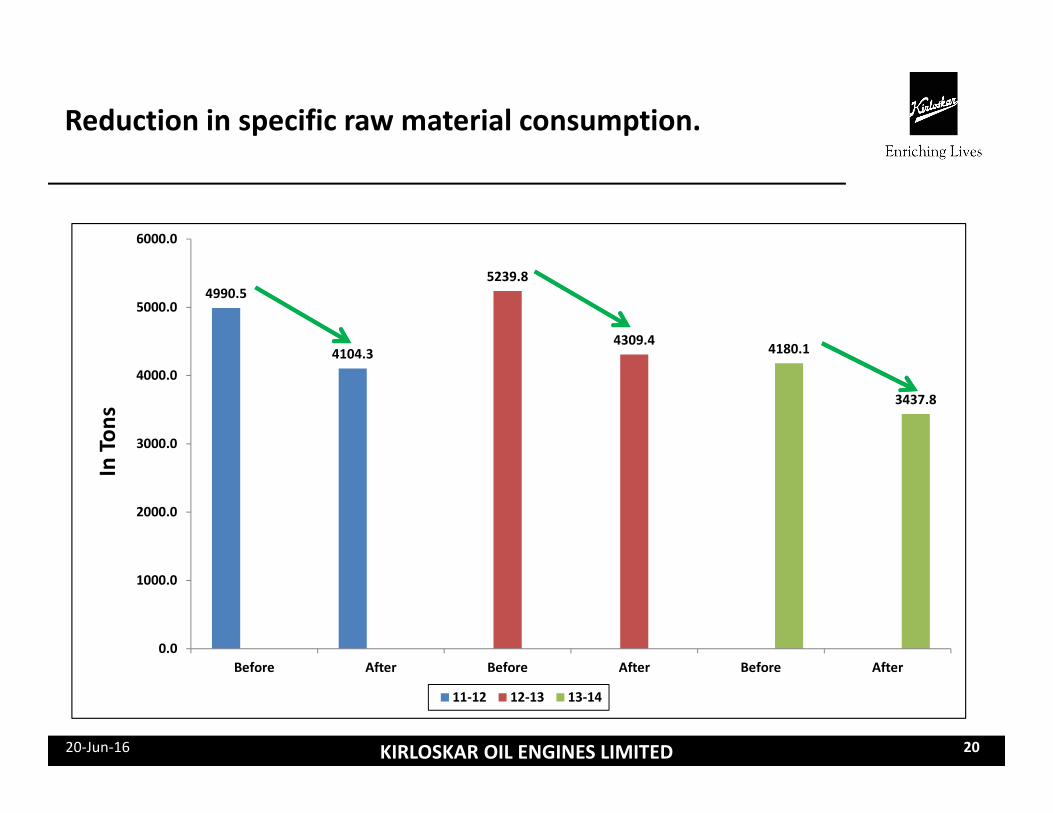
Reduction in specific raw material consumption.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 20
4990.5
4104.3
5239.8
4309.44180.1
3437.8
0.0
1000.0
2000.0
3000.0
4000.0
5000.0
6000.0
Before After Before After Before After
11-12 12-13 13-14
In T
on
sReduction in specific raw material consumption.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 21
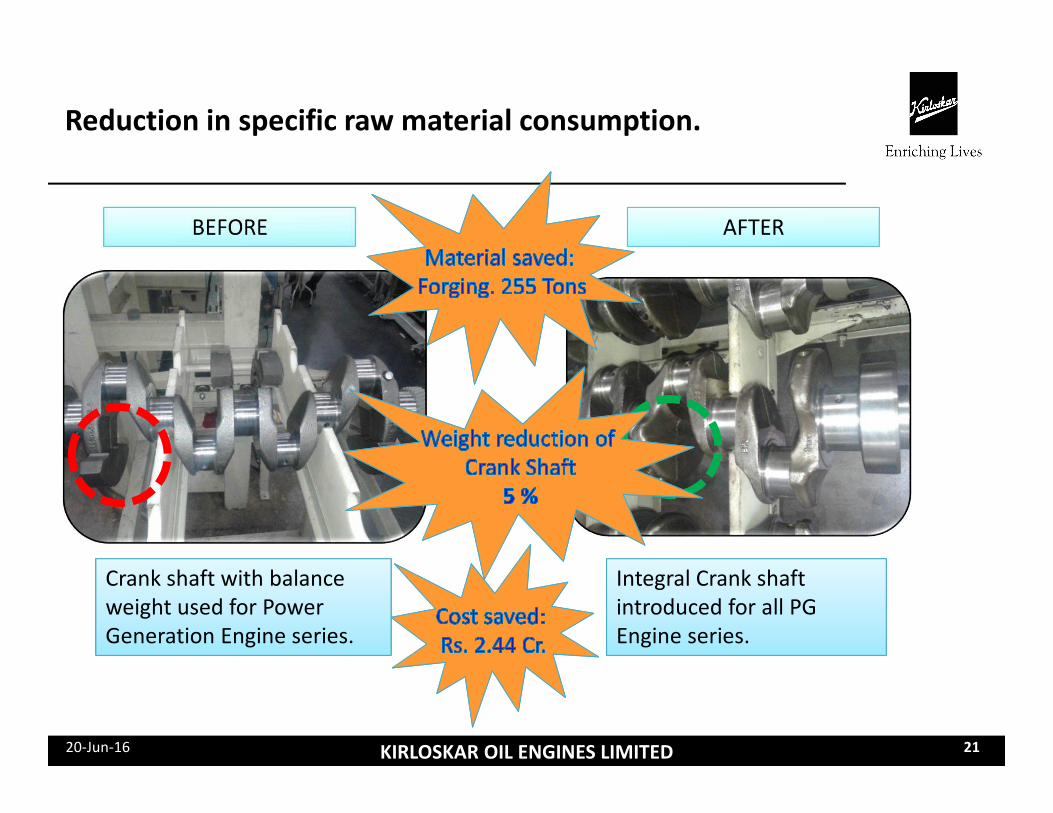
Crank shaft with balance
weight used for Power
Generation Engine series.
Integral Crank shaft
introduced for all PG
Engine series.
Reduction in specific raw material consumption.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 22
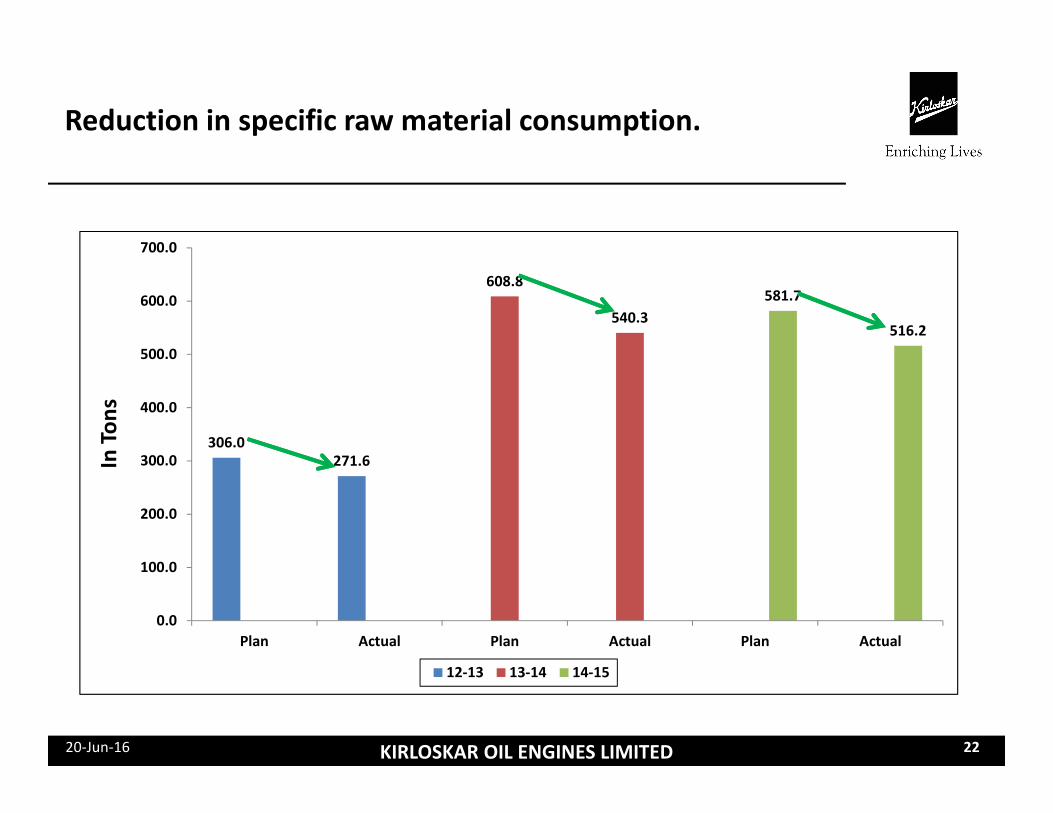
306.0
271.6
608.8
540.3
581.7
516.2
0.0
100.0
200.0
300.0
400.0
500.0
600.0
700.0
Plan Actual Plan Actual Plan Actual
12-13 13-14 14-15
In T
on
sReduction in specific raw material consumption.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 23
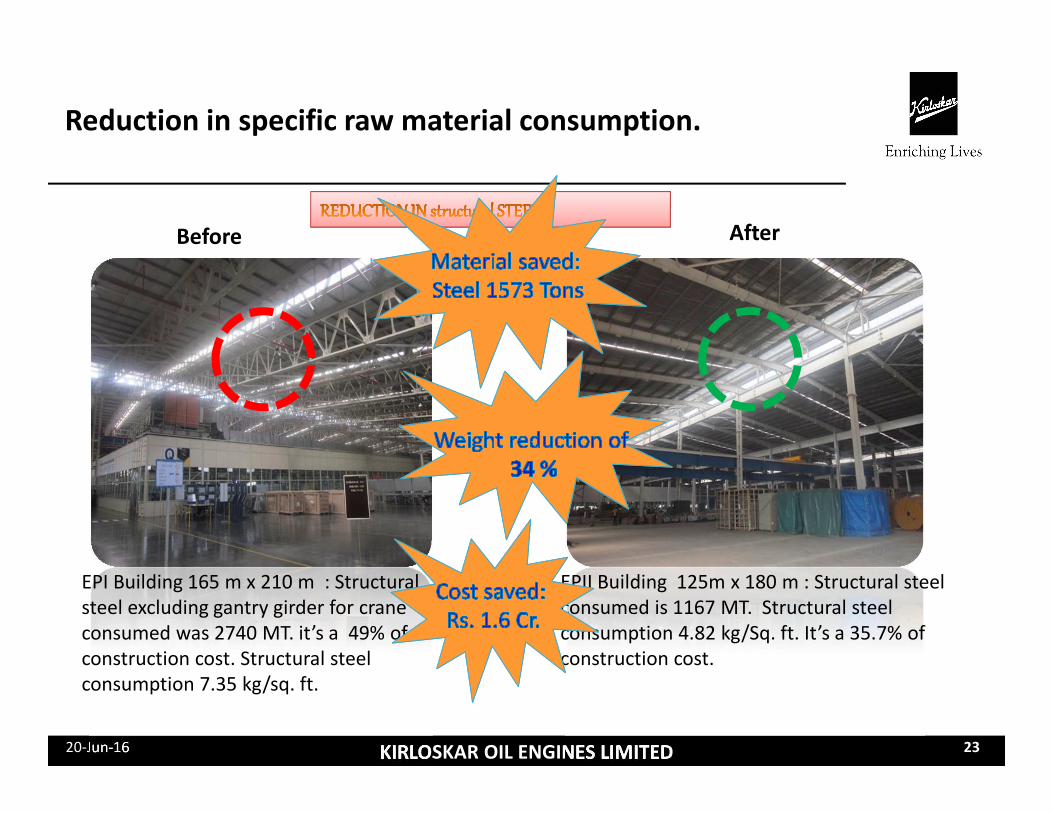
EPI Building 165 m x 210 m : Structural
steel excluding gantry girder for crane
consumed was 2740 MT. it’s a 49% of
construction cost. Structural steel
consumption 7.35 kg/sq. ft.
EPII Building 125m x 180 m : Structural steel
consumed is 1167 MT. Structural steel
consumption 4.82 kg/Sq. ft. It’s a 35.7% of
construction cost.
Before After
Reduction in specific raw material consumption.
KIRLOSKAR OIL ENGINES LIMITEDKIRLOSKAR OIL ENGINES LIMITED20-Jun-16 24
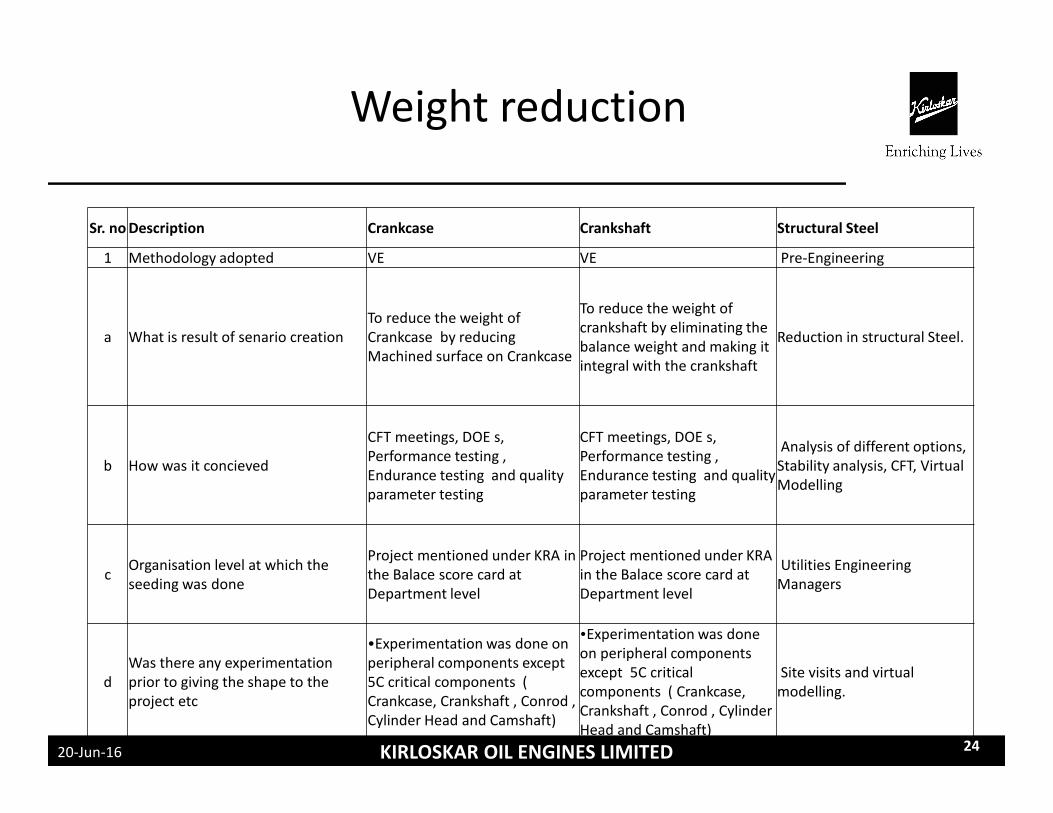
Sr. no Description Crankcase Crankshaft Structural Steel
1 Methodology adopted VE VE Pre-Engineering
a What is result of senario creation
To reduce the weight of
Crankcase by reducing
Machined surface on Crankcase
To reduce the weight of
crankshaft by eliminating the
balance weight and making it
integral with the crankshaft
Reduction in structural Steel.
b How was it concieved
CFT meetings, DOE s,
Performance testing ,
Endurance testing and quality
parameter testing
CFT meetings, DOE s,
Performance testing ,
Endurance testing and quality
parameter testing
Analysis of different options,
Stability analysis, CFT, Virtual
Modelling
cOrganisation level at which the
seeding was done
Project mentioned under KRA in
the Balace score card at
Department level
Project mentioned under KRA
in the Balace score card at
Department level
Utilities Engineering
Managers
d
Was there any experimentation
prior to giving the shape to the
project etc
•Experimentation was done on
peripheral components except
5C critical components (
Crankcase, Crankshaft , Conrod ,
Cylinder Head and Camshaft)
•Experimentation was done
on peripheral components
except 5C critical
components ( Crankcase,
Crankshaft , Conrod , Cylinder
Head and Camshaft)
Site visits and virtual
modelling.
Weight reduction
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 25
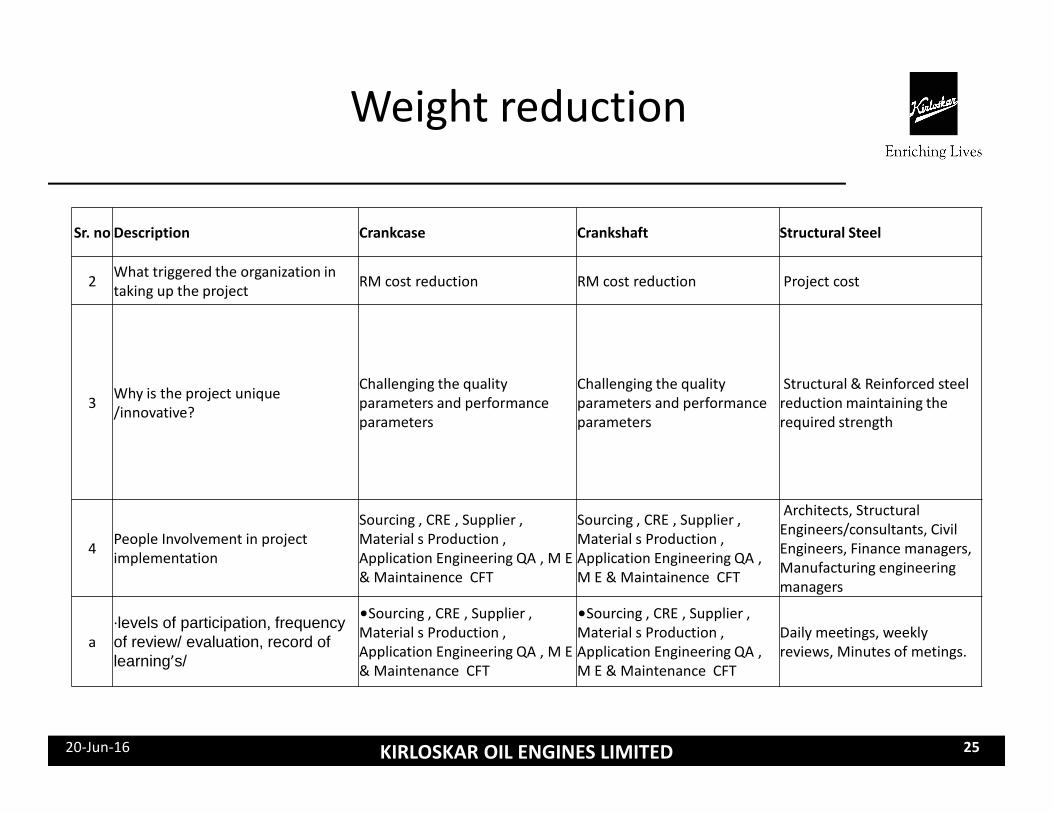
Weight reduction
Sr. no Description Crankcase Crankshaft Structural Steel
2What triggered the organization in
taking up the projectRM cost reduction RM cost reduction Project cost
3Why is the project unique
/innovative?
Challenging the quality
parameters and performance
parameters
Challenging the quality
parameters and performance
parameters
Structural & Reinforced steel
reduction maintaining the
required strength
4People Involvement in project
implementation
Sourcing , CRE , Supplier ,
Material s Production ,
Application Engineering QA , M E
& Maintainence CFT
Sourcing , CRE , Supplier ,
Material s Production ,
Application Engineering QA ,
M E & Maintainence CFT
Architects, Structural
Engineers/consultants, Civil
Engineers, Finance managers,
Manufacturing engineering
managers
a
·levels of participation, frequency of review/ evaluation, record of learning’s/
•Sourcing , CRE , Supplier ,
Material s Production ,
Application Engineering QA , M E
& Maintenance CFT
•Sourcing , CRE , Supplier ,
Material s Production ,
Application Engineering QA ,
M E & Maintenance CFT
Daily meetings, weekly
reviews, Minutes of metings.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 26
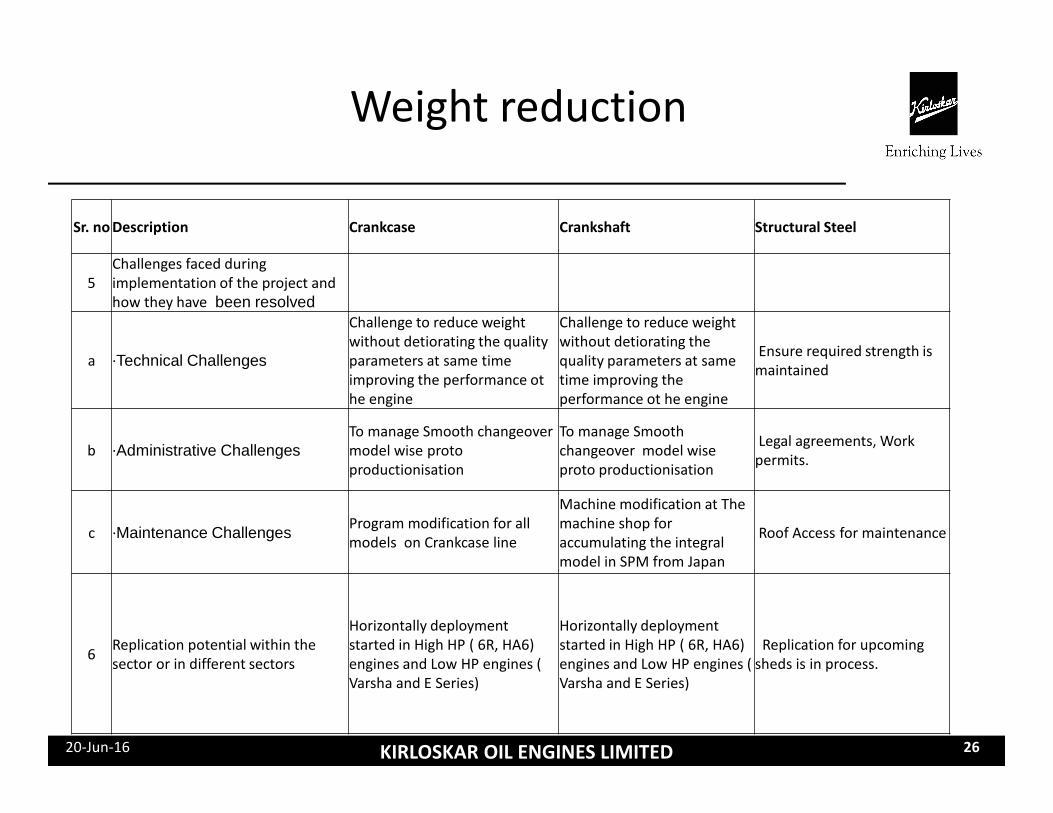
Weight reduction
Sr. no Description Crankcase Crankshaft Structural Steel
5
Challenges faced during
implementation of the project and
how they have been resolved
a ·Technical Challenges
Challenge to reduce weight
without detiorating the quality
parameters at same time
improving the performance ot
he engine
Challenge to reduce weight
without detiorating the
quality parameters at same
time improving the
performance ot he engine
Ensure required strength is
maintained
b ·Administrative Challenges To manage Smooth changeover
model wise proto
productionisation
To manage Smooth
changeover model wise
proto productionisation
Legal agreements, Work
permits.
c ·Maintenance Challenges Program modification for all
models on Crankcase line
Machine modification at The
machine shop for
accumulating the integral
model in SPM from Japan
Roof Access for maintenance
6Replication potential within the
sector or in different sectors
Horizontally deployment
started in High HP ( 6R, HA6)
engines and Low HP engines (
Varsha and E Series)
Horizontally deployment
started in High HP ( 6R, HA6)
engines and Low HP engines (
Varsha and E Series)
Replication for upcoming
sheds is in process.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 27
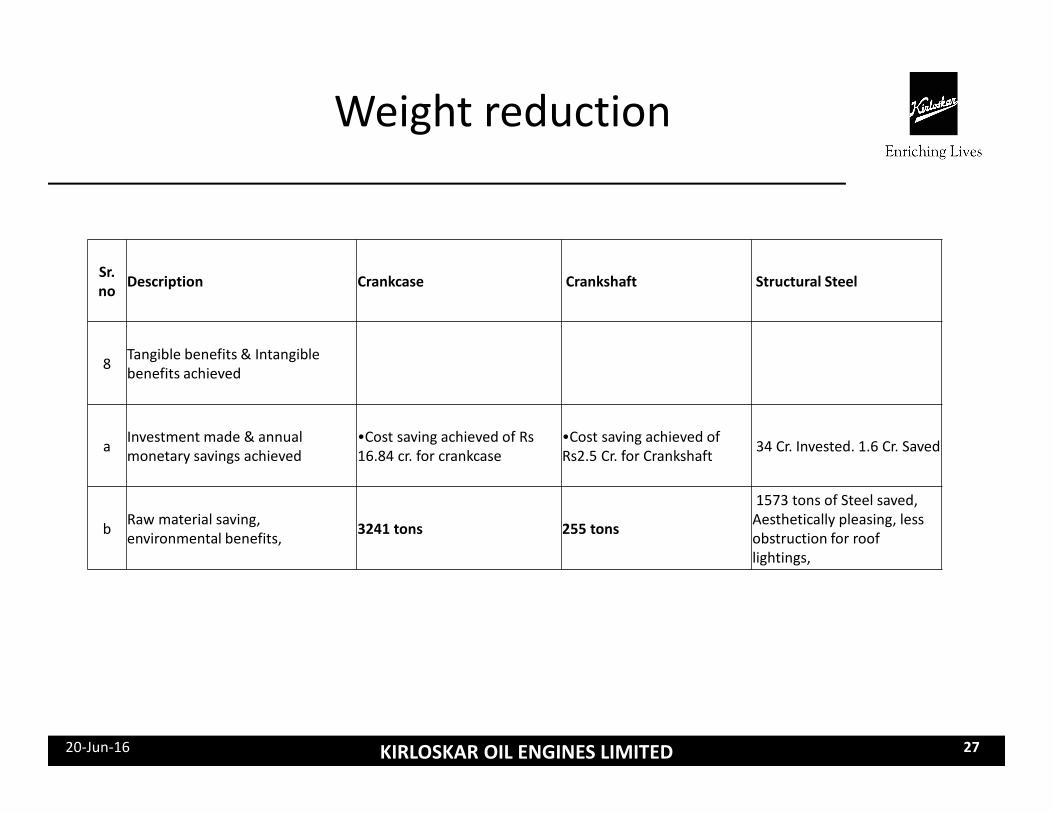
Sr.
noDescription Crankcase Crankshaft Structural Steel
8Tangible benefits & Intangible
benefits achieved
aInvestment made & annual
monetary savings achieved
•Cost saving achieved of Rs
16.84 cr. for crankcase
•Cost saving achieved of
Rs2.5 Cr. for Crankshaft34 Cr. Invested. 1.6 Cr. Saved
bRaw material saving,
environmental benefits, 3241 tons 255 tons
1573 tons of Steel saved,
Aesthetically pleasing, less
obstruction for roof
lightings,
Weight reduction
KIRLOSKAR OIL ENGINES LIMITED
Waste reduction
20-Jun-16 28
Greenco Best Practice
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 29
Waste reduction of hazardous Joint
Sealant.
KIRLOSKAR OIL ENGINES LIMITED
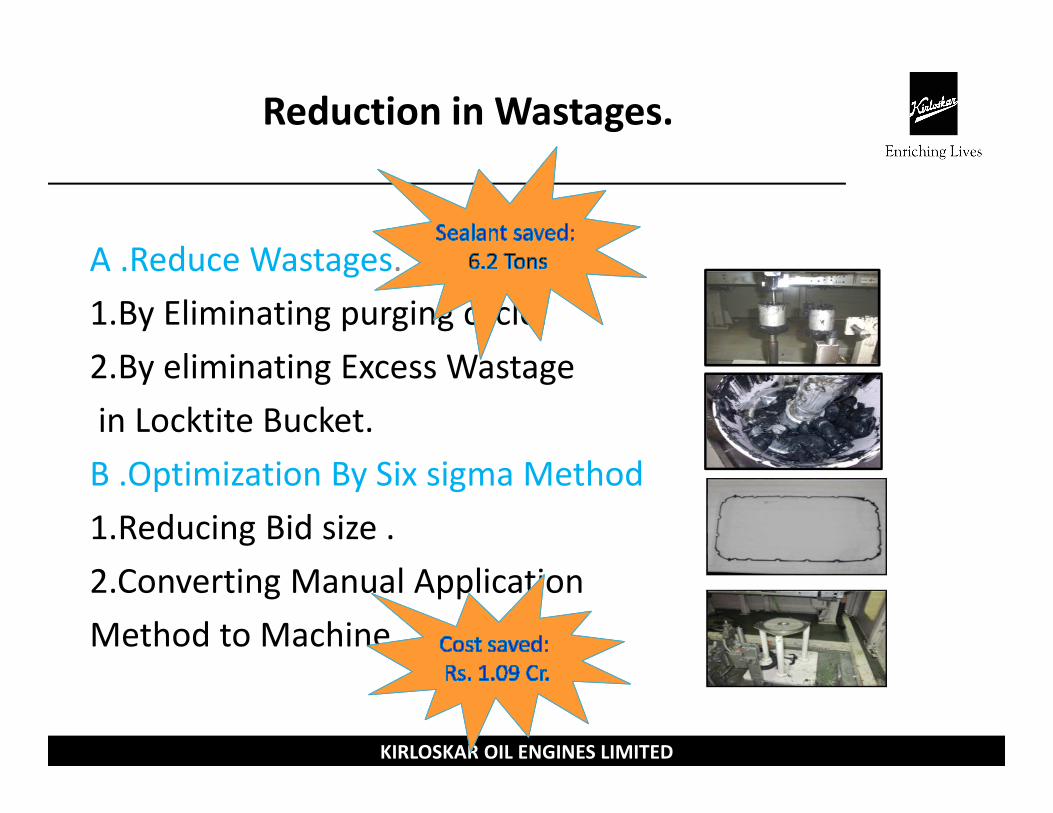
A .Reduce Wastages.
1.By Eliminating purging cycle.
2.By eliminating Excess Wastage
in Locktite Bucket.
B .Optimization By Six sigma Method
1.Reducing Bid size .
2.Converting Manual Application
Method to Machine.
Reduction in Wastages.
KIRLOSKAR OIL ENGINES LIMITED
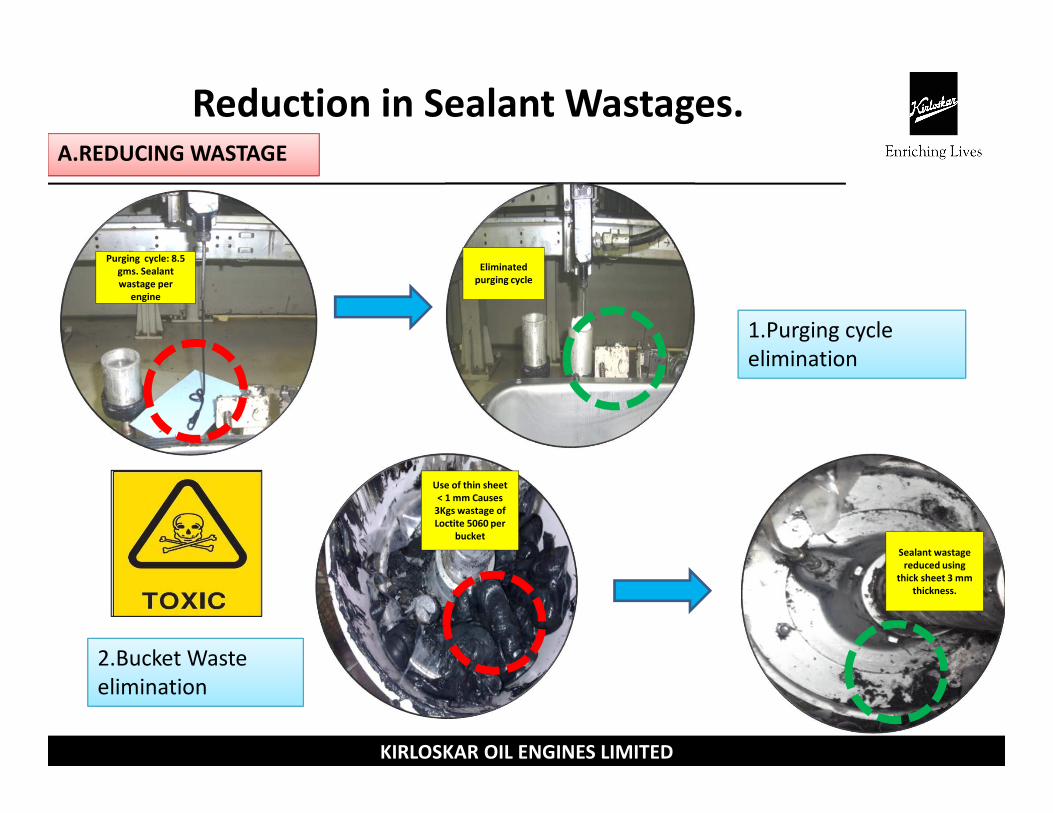
A.REDUCING WASTAGE
1.Purging cycle
elimination
2.Bucket Waste
elimination
Purging cycle: 8.5
gms. Sealant
wastage per
engine
Eliminated
purging cycle
Use of thin sheet
< 1 mm Causes
3Kgs wastage of
Loctite 5060 per
bucket
Sealant wastage
reduced using
thick sheet 3 mm
thickness.
Reduction in Sealant Wastages.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 32
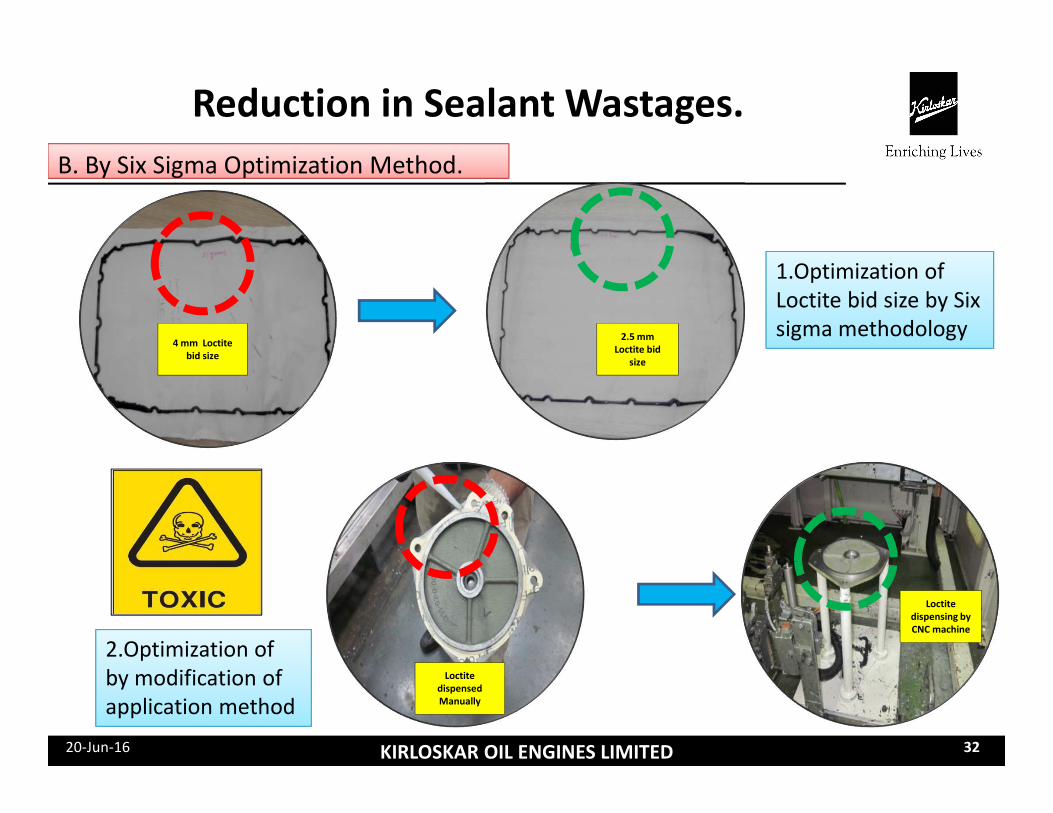
B. By Six Sigma Optimization Method.B. By Six Sigma Optimization Method.
1.Optimization of
Loctite bid size by Six
sigma methodology
2.Optimization of
by modification of
application method
4 mm Loctite
bid size
2.5 mm
Loctite bid
size
Loctite
dispensed
Manually
Loctite
dispensing by
CNC machine
Reduction in Sealant Wastages.
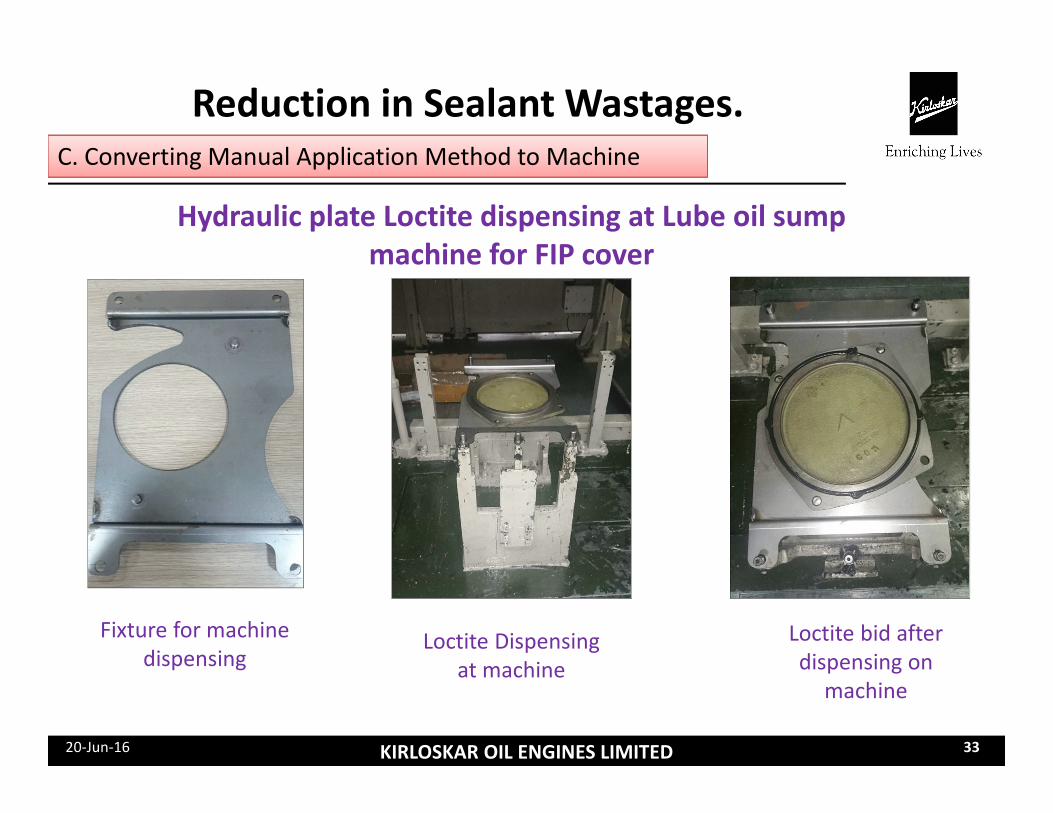
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 33
C. Converting Manual Application Method to Machine
Fixture for machine
dispensing Loctite bid after
dispensing on
machine
Loctite Dispensing
at machine
Hydraulic plate Loctite dispensing at Lube oil sump
machine for FIP cover
Reduction in Sealant Wastages.
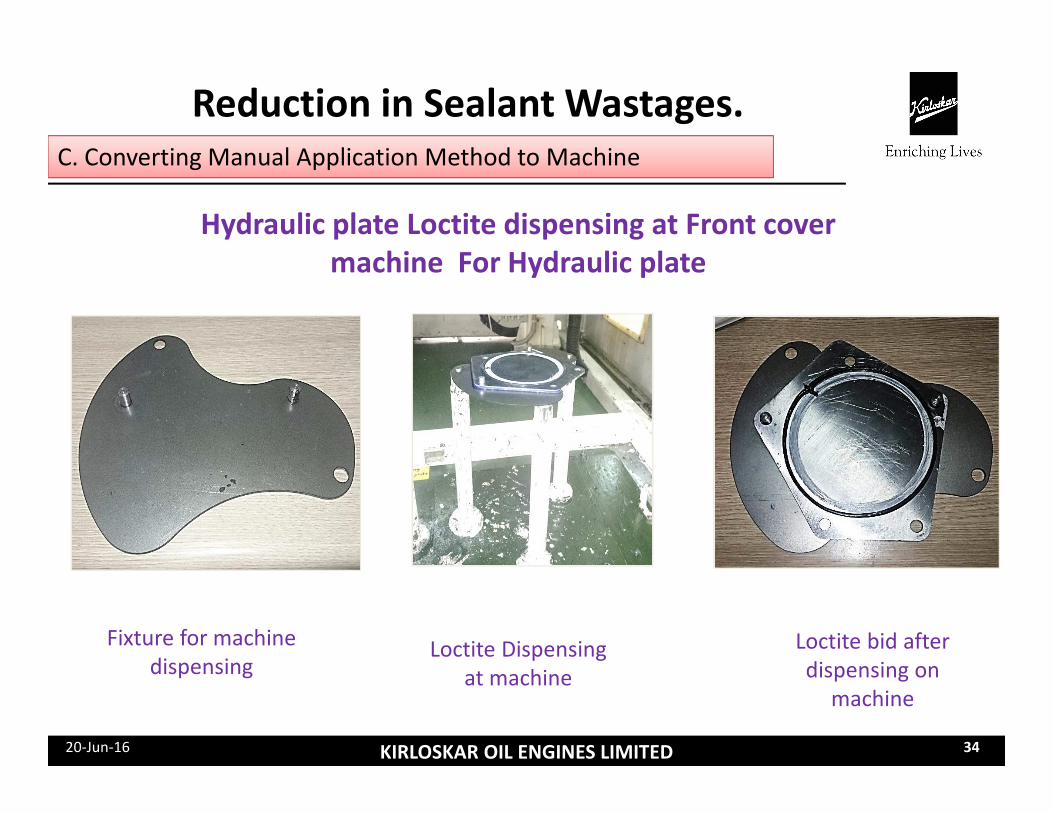
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 34
Hydraulic plate Loctite dispensing at Front cover
machine For Hydraulic plate
Fixture for machine
dispensing Loctite bid after
dispensing on
machine
Loctite Dispensing
at machine
C. Converting Manual Application Method to Machine
Reduction in Sealant Wastages.
KIRLOSKAR OIL ENGINES LIMITED
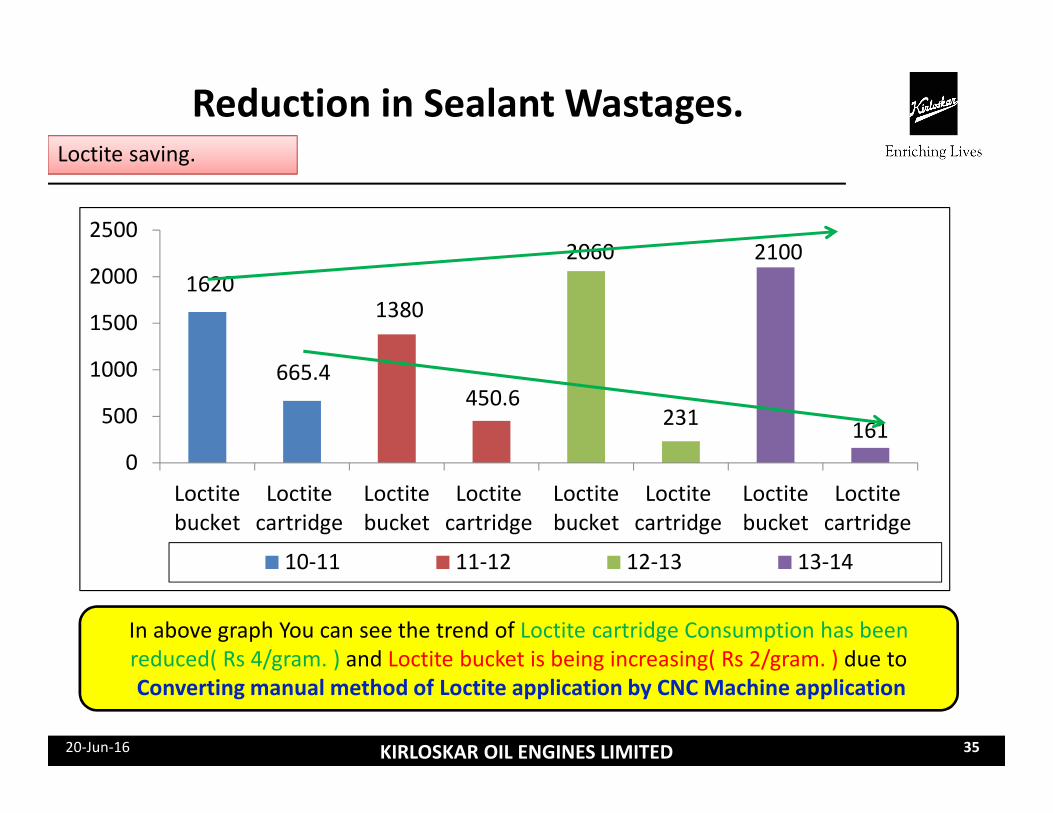
1620
665.4
1380
450.6
2060
231
2100
161
0
500
1000
1500
2000
2500
Loctite
bucket
Loctite
cartridge
Loctite
bucket
Loctite
cartridge
Loctite
bucket
Loctite
cartridge
Loctite
bucket
Loctite
cartridge
10-11 11-12 12-13 13-14
20-Jun-16 35
Loctite saving.
In above graph You can see the trend of Loctite cartridge Consumption has been
reduced( Rs 4/gram. ) and Loctite bucket is being increasing( Rs 2/gram. ) due to
Converting manual method of Loctite application by CNC Machine application
Reduction in Sealant Wastages.
KIRLOSKAR OIL ENGINES LIMITED
Waste reduction
20-Jun-16 36
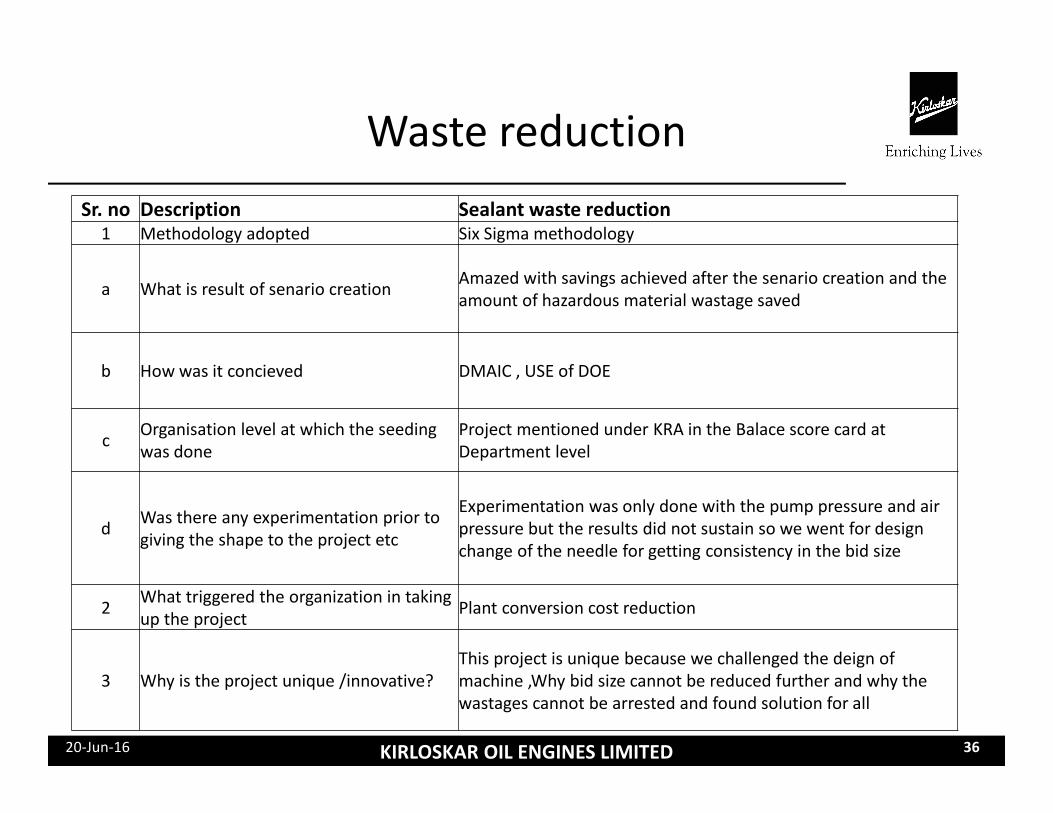
Sr. no Description Sealant waste reduction1 Methodology adopted Six Sigma methodology
a What is result of senario creationAmazed with savings achieved after the senario creation and the
amount of hazardous material wastage saved
b How was it concieved DMAIC , USE of DOE
cOrganisation level at which the seeding
was done
Project mentioned under KRA in the Balace score card at
Department level
dWas there any experimentation prior to
giving the shape to the project etc
Experimentation was only done with the pump pressure and air
pressure but the results did not sustain so we went for design
change of the needle for getting consistency in the bid size
2What triggered the organization in taking
up the projectPlant conversion cost reduction
3 Why is the project unique /innovative?
This project is unique because we challenged the deign of
machine ,Why bid size cannot be reduced further and why the
wastages cannot be arrested and found solution for all
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 37
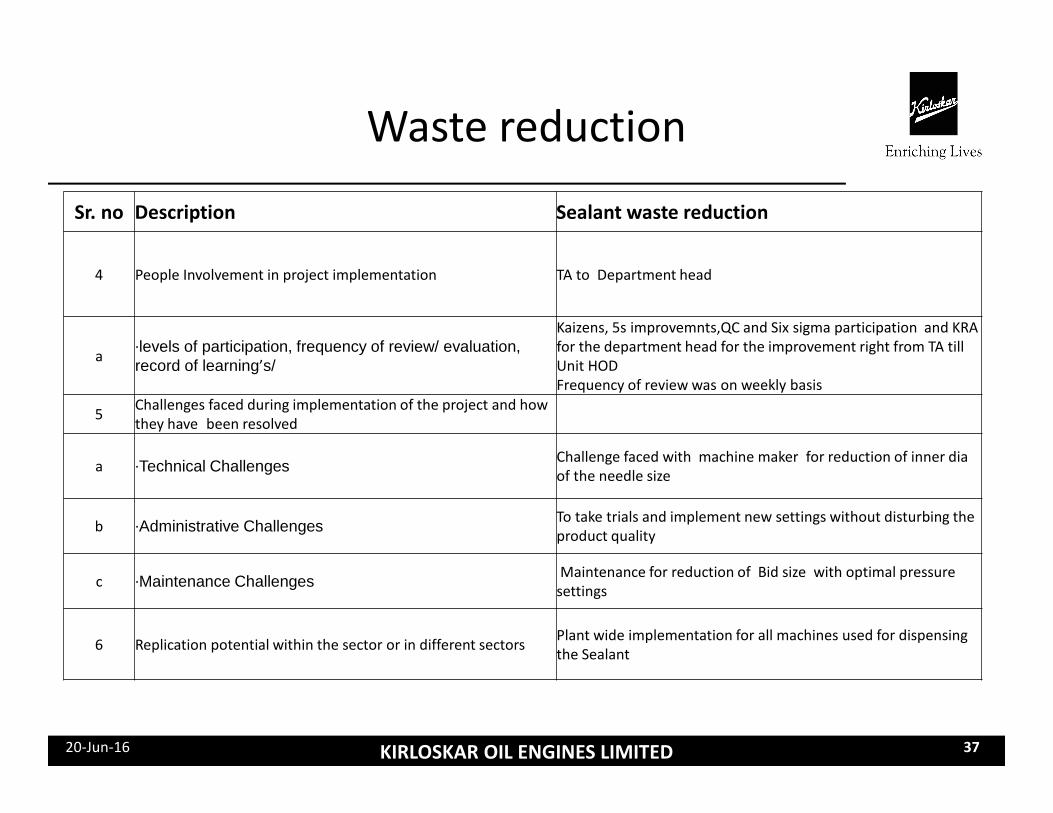
Waste reduction
Sr. no Description Sealant waste reduction
4 People Involvement in project implementation TA to Department head
a·levels of participation, frequency of review/ evaluation, record of learning’s/
Kaizens, 5s improvemnts,QC and Six sigma participation and KRA
for the department head for the improvement right from TA till
Unit HOD
Frequency of review was on weekly basis
5Challenges faced during implementation of the project and how
they have been resolved
a ·Technical Challenges Challenge faced with machine maker for reduction of inner dia
of the needle size
b ·Administrative Challenges To take trials and implement new settings without disturbing the
product quality
c ·Maintenance Challenges Maintenance for reduction of Bid size with optimal pressure
settings
6 Replication potential within the sector or in different sectorsPlant wide implementation for all machines used for dispensing
the Sealant
KIRLOSKAR OIL ENGINES LIMITED
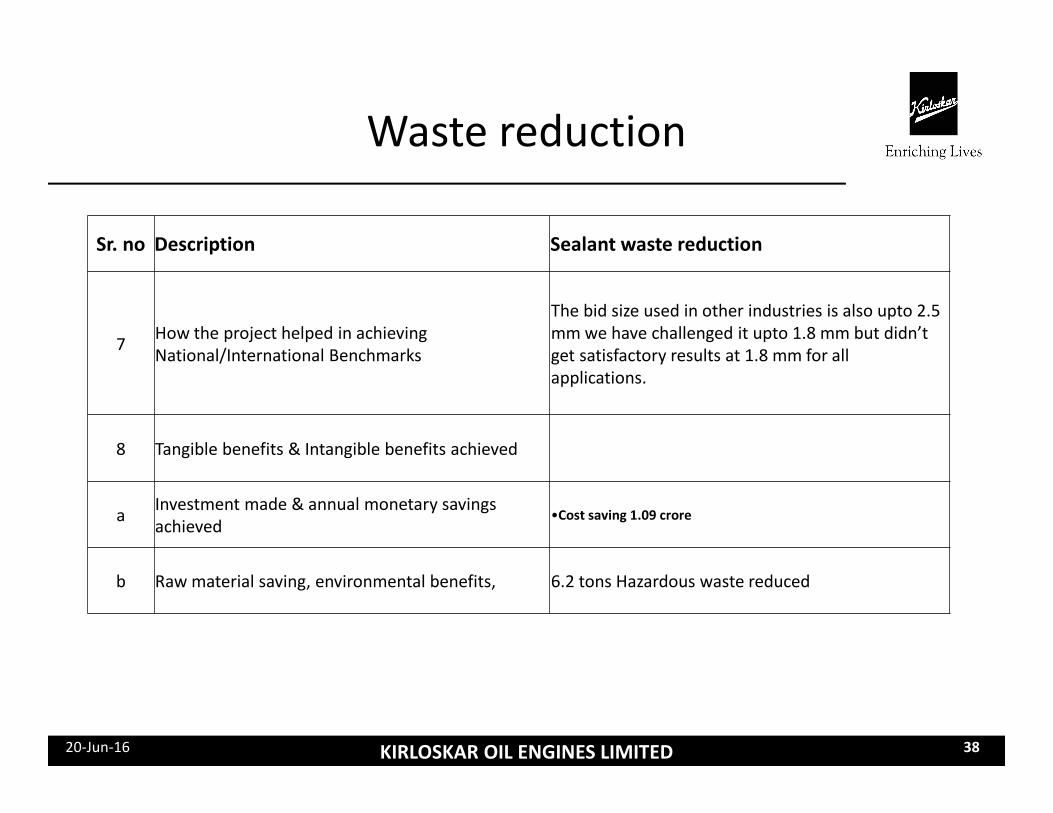
Waste reduction
20-Jun-16 38
Sr. no Description Sealant waste reduction
7How the project helped in achieving
National/International Benchmarks
The bid size used in other industries is also upto 2.5
mm we have challenged it upto 1.8 mm but didn’t
get satisfactory results at 1.8 mm for all
applications.
8 Tangible benefits & Intangible benefits achieved
aInvestment made & annual monetary savings
achieved•Cost saving 1.09 crore
b Raw material saving, environmental benefits, 6.2 tons Hazardous waste reduced

KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 39
Greenco Best Practice
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 40
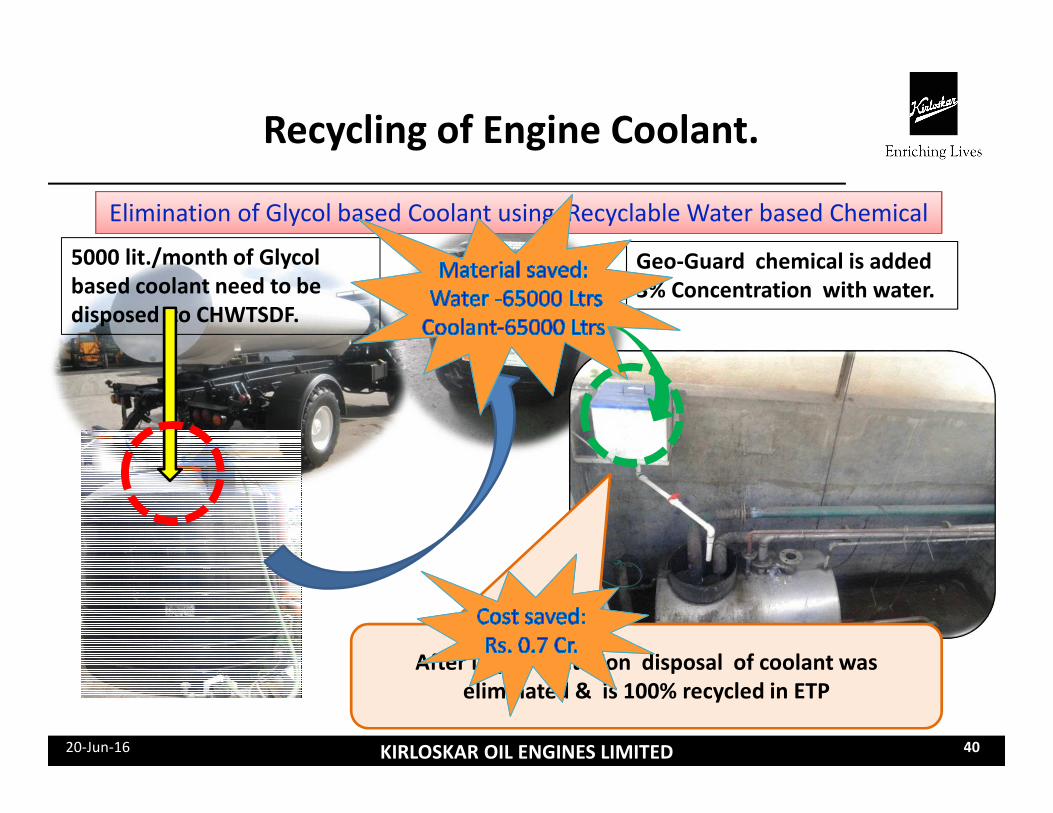
5000 lit./month of Glycol
based coolant need to be
disposed to CHWTSDF.
Geo-Guard chemical is added
3% Concentration with water.
Elimination of Glycol based Coolant using Recyclable Water based Chemical
After implementation disposal of coolant was
eliminated & is 100% recycled in ETP
Recycling of Engine Coolant.
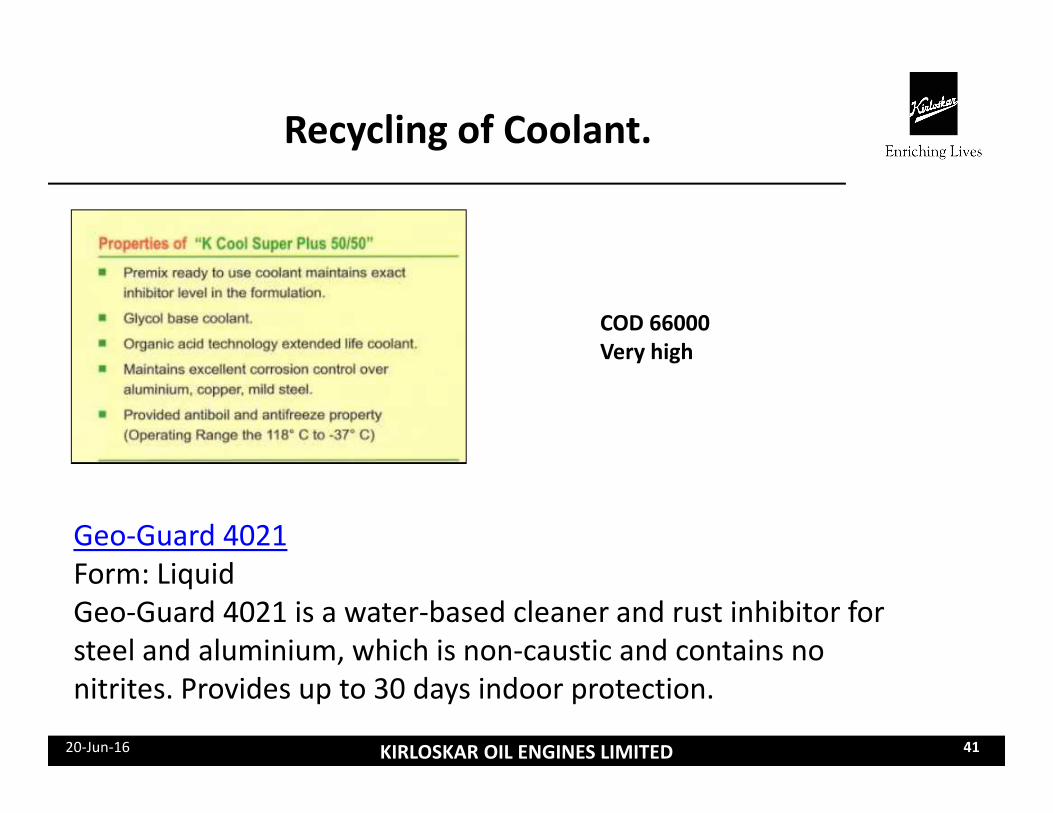
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 41
Geo-Guard 4021
Form: Liquid
Geo-Guard 4021 is a water-based cleaner and rust inhibitor for
steel and aluminium, which is non-caustic and contains no
nitrites. Provides up to 30 days indoor protection.
Recycling of Coolant.
COD 66000
Very high
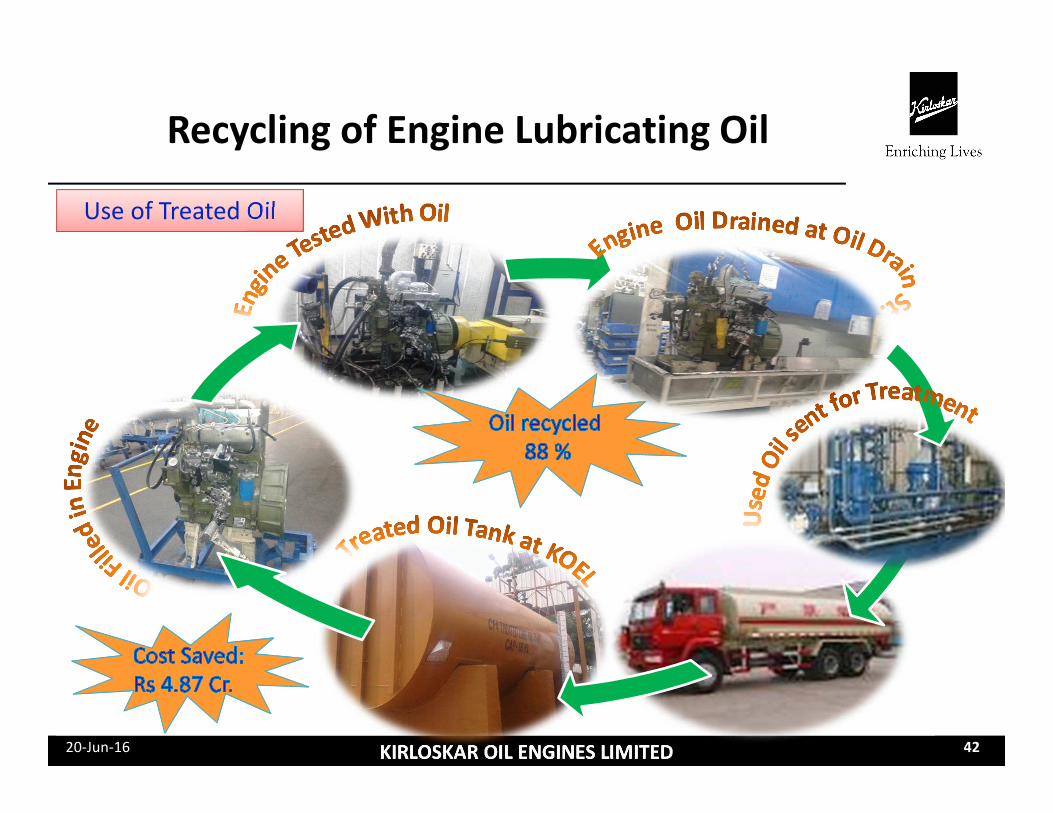
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 42
Use of Treated Oil
Recycling of Engine Lubricating Oil
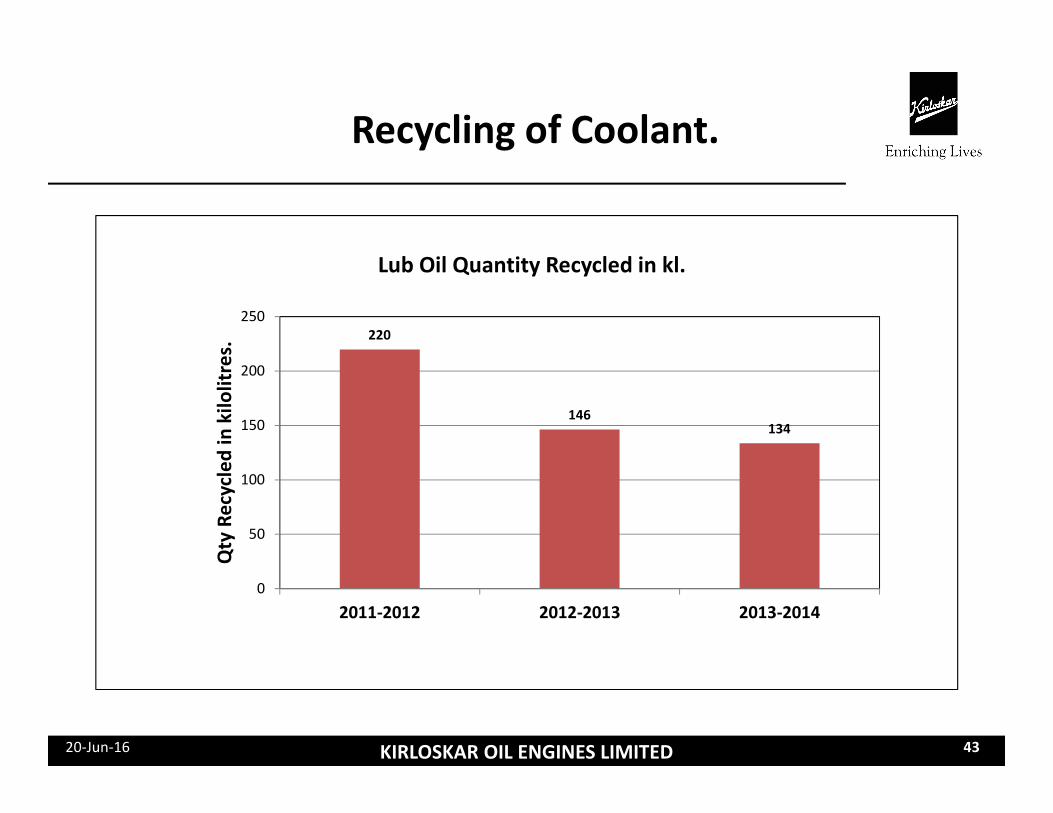
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 43
220
146134
0
50
100
150
200
250
2011-2012 2012-2013 2013-2014
Qty
Re
cycl
ed
in
kil
oli
tre
s.
Lub Oil Quantity Recycled in kl.
Recycling of Coolant.
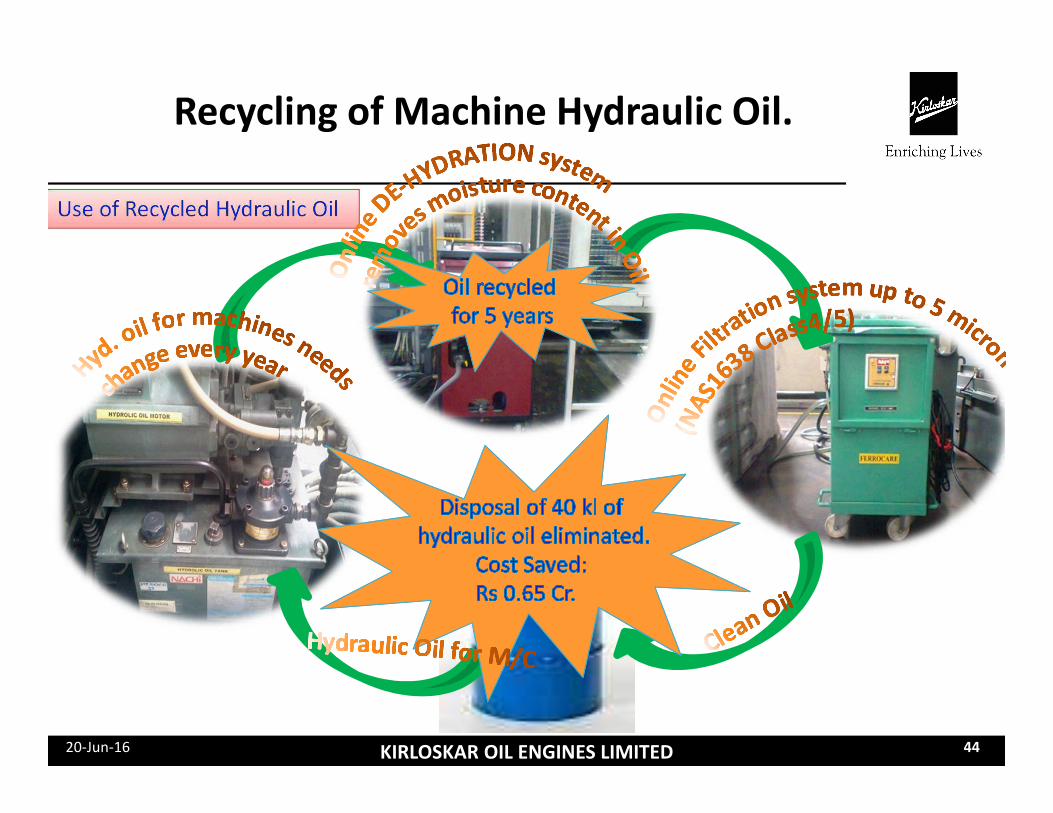
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 44
Use of Recycled Hydraulic Oil
Recycling of Machine Hydraulic Oil.
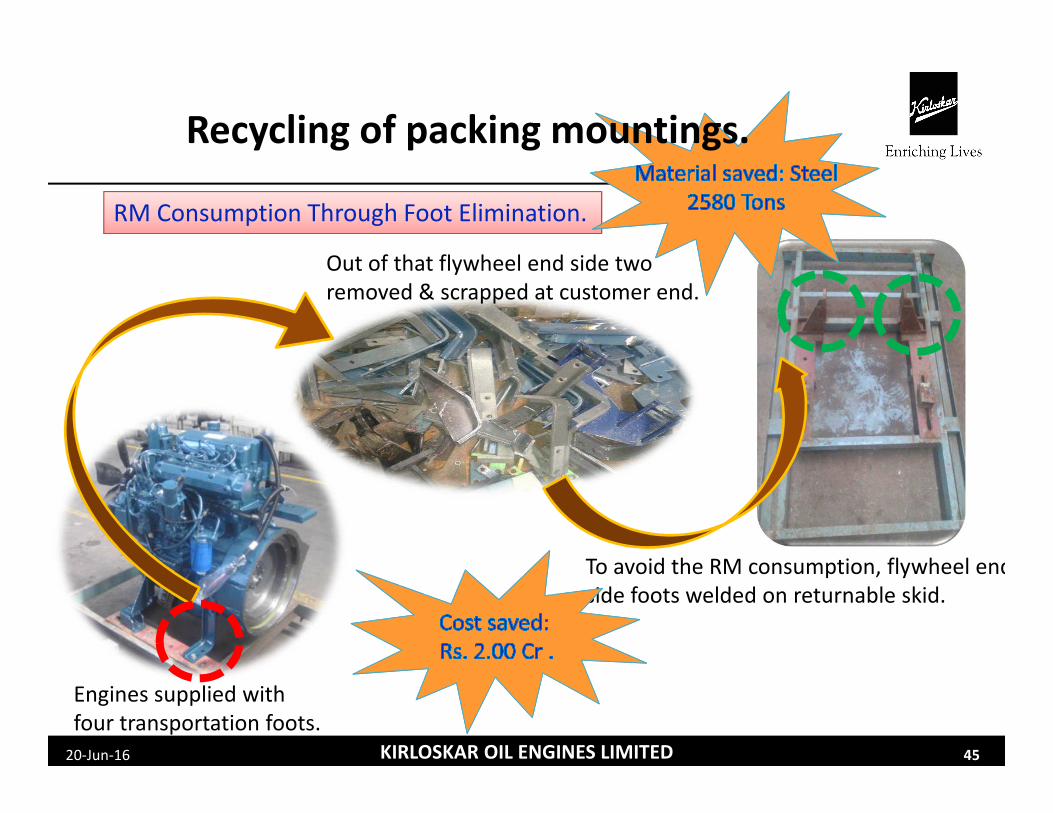
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 45
Engines supplied with
four transportation foots.
Out of that flywheel end side two
removed & scrapped at customer end.
To avoid the RM consumption, flywheel end
side foots welded on returnable skid.
RM Consumption Through Foot Elimination.
Recycling of packing mountings.

KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 46
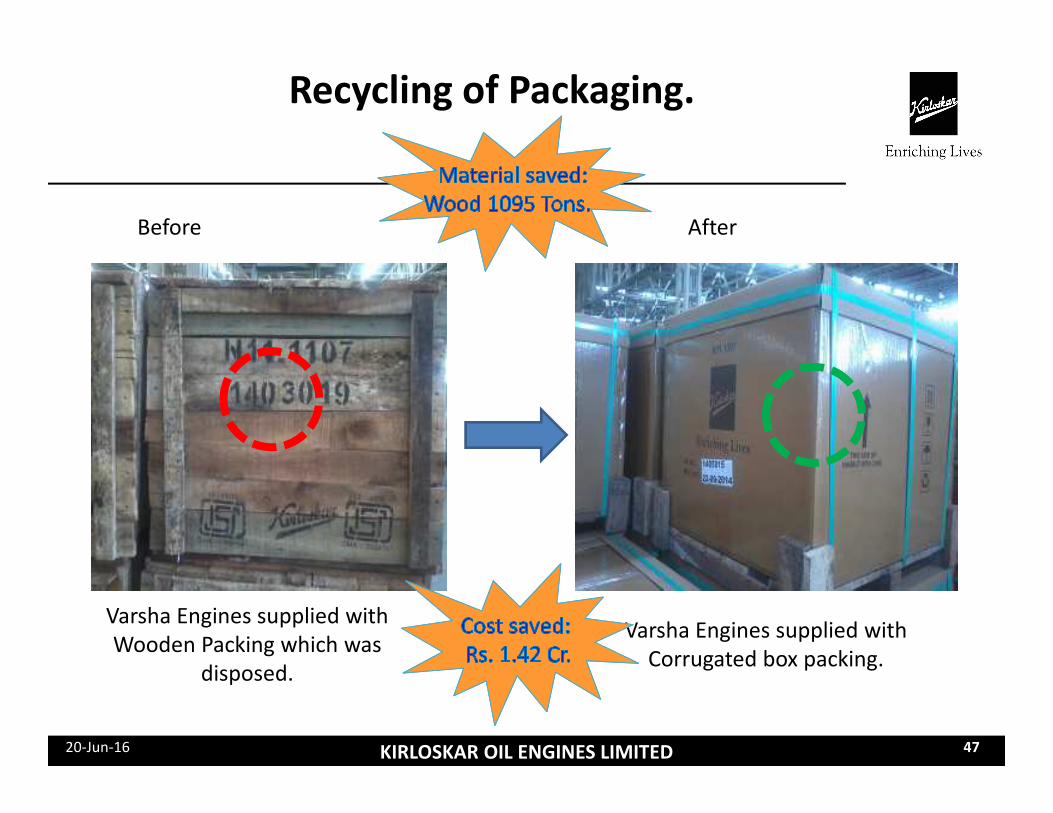
Recycling of Packaging.
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 47
Before After
Varsha Engines supplied with
Wooden Packing which was
disposed.
Varsha Engines supplied with
Corrugated box packing.
Recycling of Packaging.
KIRLOSKAR OIL ENGINES LIMITED
Recycling
20-Jun-16 48
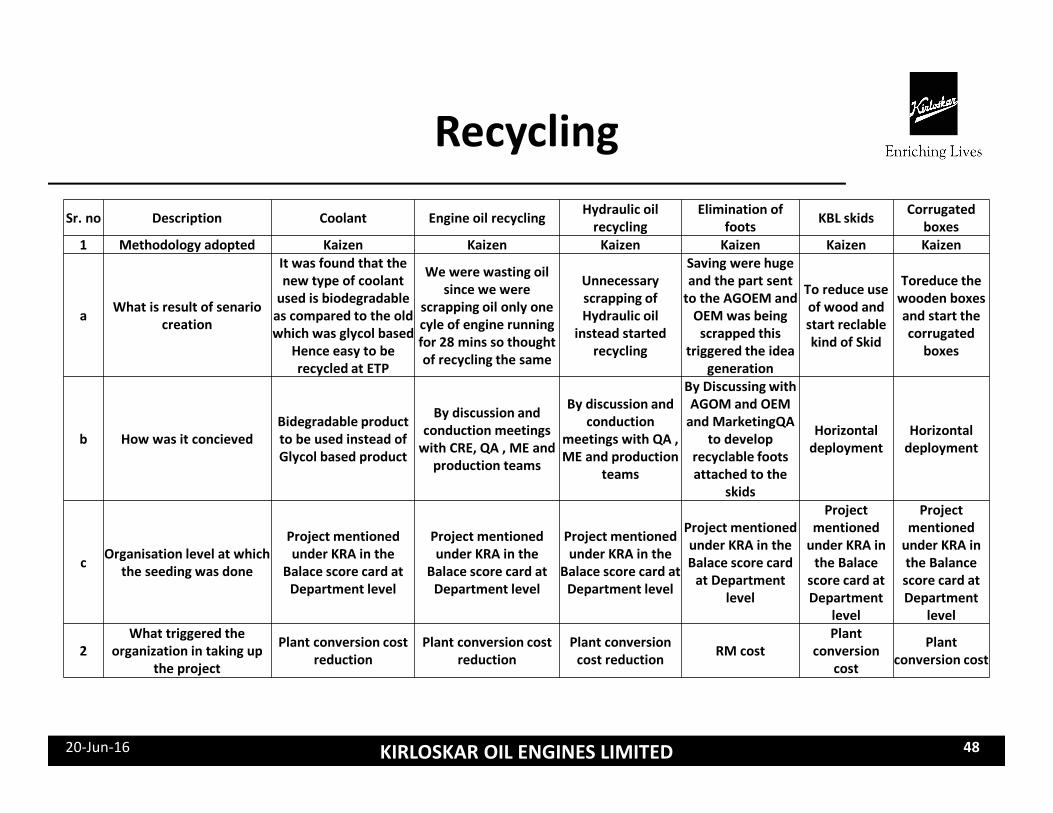
Sr. no Description Coolant Engine oil recyclingHydraulic oil
recycling
Elimination of
footsKBL skids
Corrugated
boxes
1 Methodology adopted Kaizen Kaizen Kaizen Kaizen Kaizen Kaizen
aWhat is result of senario
creation
It was found that the
new type of coolant
used is biodegradable
as compared to the old
which was glycol based
Hence easy to be
recycled at ETP
We were wasting oil
since we were
scrapping oil only one
cyle of engine running
for 28 mins so thought
of recycling the same
Unnecessary
scrapping of
Hydraulic oil
instead started
recycling
Saving were huge
and the part sent
to the AGOEM and
OEM was being
scrapped this
triggered the idea
generation
To reduce use
of wood and
start reclable
kind of Skid
Toreduce the
wooden boxes
and start the
corrugated
boxes
b How was it concieved
Bidegradable product
to be used instead of
Glycol based product
By discussion and
conduction meetings
with CRE, QA , ME and
production teams
By discussion and
conduction
meetings with QA ,
ME and production
teams
By Discussing with
AGOM and OEM
and MarketingQA
to develop
recyclable foots
attached to the
skids
Horizontal
deployment
Horizontal
deployment
cOrganisation level at which
the seeding was done
Project mentioned
under KRA in the
Balace score card at
Department level
Project mentioned
under KRA in the
Balace score card at
Department level
Project mentioned
under KRA in the
Balace score card at
Department level
Project mentioned
under KRA in the
Balace score card
at Department
level
Project
mentioned
under KRA in
the Balace
score card at
Department
level
Project
mentioned
under KRA in
the Balance
score card at
Department
level
2
What triggered the
organization in taking up
the project
Plant conversion cost
reduction
Plant conversion cost
reduction
Plant conversion
cost reductionRM cost
Plant
conversion
cost
Plant
conversion cost

KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 49
Sr. no Description Coolant Engine oil
recycling
Hydraulic oil
recycling
Elimination of
footsKBL skids
Corrugated
boxes
3 Why is the project unique /innovative?
Huge resistance
from QA and CRE
department but
were convienced as
it passed the
endurance test
Huge resistance
from QA and
CRE department
but were
convienced as it
passed the
endurance test
100% recycling oil
inhouse
Stopped
Unnecessary of the
part being
scrapped at
Customer End
Stopping of
Wood to save
Nature Go
Green
Stopping of
Wood to save
Nature Go
Green
a
·levels of participation, frequency of review/ evaluation, record of
learning’s/
Production ,
Application
Engineering ,
CRE,QA , M E &
Maintenance CFT
Production ,
Application
Engineering ,
CRE,QA , M E &
Maintenance
CFT
Production ,
Application
Engineering ,
CRE,QA , M E &
Maintenance CFT
Production ,
Application
Engineering ,
CRE,QA , M E &
Maintenance CFT
Production ,
Application,
MArketing
Engineering ,
CRE,QA , M E
CFT
Production ,
Application,
MArketing
Engineering ,
CRE,QA , M E
CFT
a ·Technical Challenges
TO go for Water
based against
Glycol based
coolant
Oil properties
Detioration
after 5 Re cycles
To ensure the
required properties
of oil are
maintained.
To make recyclable
foots by arresting
its degrees of
freedom
To get
corrugated box
which will
sustain weight
and will not
damage the
product
b ·Administrative Challenges To get approval
from CRE and Qa it
took 8 months
To make
smooth
changeover for
all production
models
To make smooth
changeover for all
Hydraulic oil using
machines
Modification of
3000 skids in 2
months time
To Mfg 200
new skid for
KBL
c ·Maintenance Challenges
To keep a check
on silica
percentage in
recycled oil
To keep a check on
filter replacement
on time
Maintaing the
skids after 20- 50
trips
Recycling
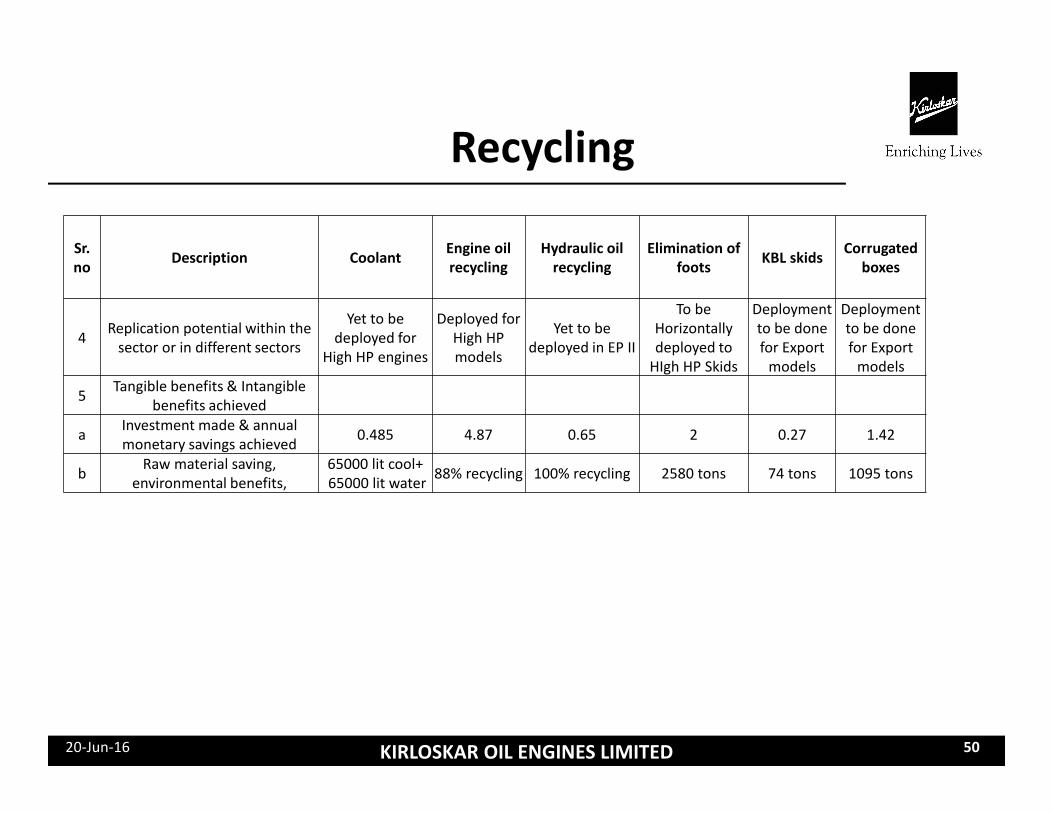
KIRLOSKAR OIL ENGINES LIMITED20-Jun-16 50
Sr.
noDescription Coolant
Engine oil
recycling
Hydraulic oil
recycling
Elimination of
footsKBL skids
Corrugated
boxes
4Replication potential within the
sector or in different sectors
Yet to be
deployed for
High HP engines
Deployed for
High HP
models
Yet to be
deployed in EP II
To be
Horizontally
deployed to
HIgh HP Skids
Deployment
to be done
for Export
models
Deployment
to be done
for Export
models
5Tangible benefits & Intangible
benefits achieved
aInvestment made & annual
monetary savings achieved0.485 4.87 0.65 2 0.27 1.42
bRaw material saving,
environmental benefits,
65000 lit cool+
65000 lit water88% recycling 100% recycling 2580 tons 74 tons 1095 tons
Recycling
KIRLOSKAR OIL ENGINES LIMITED 51
CII - National Award for “Excellence in Energy Efficient Unit 10-11, 11-12 , 13-14, 15-16 &
“ Energy Efficient Units” 12-13
KOEL won for “Parivartan Corporate Sustainability Stewardship Award” for their efforts in
Resource Conservation 2 times 10-11 & 13-14
Accolades Energy & Environment
Kagal Plant also bagged 2nd Excellence Award in State Level Energy competition by MEDA in
Engineering Sector for year 11-12
KIRLOSKAR OIL ENGINES LIMITED 52
Accolades Energy & Environment
Kirloskar Group Inter-competition Awards by auspicious
hands of Eminent Personalities in Energy Sector
KIRLOSKAR OIL ENGINES LIMITED
Carbon Foot-print Assessment being undertaken by KOEL is
pioneering efforts in their sector
Corporate Sustainability Reporting & Carbon Foot Print Reports
�KOEL is the First Engine Manufacturing company in India, who
released Corporate Sustainability Reports consecutively for 5 years.
�Reports are available on KOEL’s & GRI website.
53
KIRLOSKAR OIL ENGINES LIMITED 54
You Can Contact us for Suggestions / Valuable Feedbacks on
Following email id