Chemical Bonding Electrons are the currency of the chemical world.
Upload
infomedia18Category
view
252download
13description

Als
o av
aila
ble
in S
ri La
nka,
Mal
aysi
a, S
inga
pore
, Tha
iland
, Tai
wan
, Chi
na &
Hon
g Ko
ngA
lso
avai
labl
e in
Sri
Lank
a, M
alay
sia,
Sin
gapo
re, T
haila
nd, T
aiw
an, C
hina
& H
ong
Kong


INDUSTRY WATCH - Chemical W
orld N
ovember 2010










CW
_Nov
_20
10_
Eng
g E
xpo
_Tab
-1_1
3

CW
_Nov _2010_ En
gg
Expo
_Tab-1_14




Dear Reader,
‘Chemical World’ solicits original, well-written, application-oriented, unpublished articles that refl ect your valuable experience and expertise in the chemical process industry.
You can send us Technical Articles, Case Studies and Product Write-ups. The length of the article should not exceed 3000 words, while that of a product write-up should not exceed 200 words.
The articles should preferably reach us in soft copy (either E-mail or a CD). The text should be in MS Word format and images in 300 DPI resolution & JPG format.
The fi nal decision regarding the selection and publication of the articles shall rest solely with ‘Chemical World’. Authors whose articles are published will receive a complimentary copy of that particular issue and an honorarium cheque.
Published by Infomedia 18 Ltd, ‘Chemical World’ is the leading monthly magazine exclusively meant for producers and user fraternities of the chemical process industry (CPI). Well supported by a national readership of over 80,000 and our strong network of 26 branch offi ces across India, this magazine reaches out to key decision makers among the Indian CPI. Moreover, it offers a broader platform facilitating effective interaction among several fraternities of these industries by enabling them in reaching out to their prospective buyers & sellers through better trade contacts and more business opportunities.
So get going and rush your articles, write-ups, etc…
Thanking you,
Yours sincerely,
An invite that rewards as well...
Manas R BastiaEditor
Infomedia 18 Limited‘A’ Wing, Ruby House,J K Sawant Marg, Dadar (W)Mumbai 400 028India
T +91 22 3024 5000F +91 22 3003 4499E [email protected] www.infomedia18.in
D +91 22 3003 4669

19November 2010 | Chemical World
EDITORIAL
In his last visit to India, Bill Gates had famously said that most of the companies that would figure among the global top 100 a decade and a half from now are
perhaps yet to see the light of day! With the average life-expectancy of a company declining steadily over the years, now it’s not enough to strike it big once in a while. Rather, the focus should be on finding ways and means to sustain it for long-term success.
Welcome to the era of continuous innovation, as organisations face uncertain market conditions and/or business scenarios. The key challenge here lies in considering innovation as not just a one-time event, instead an enduring process so that the business would not only survive but thrive for many more years to come. Equally important is to seamlessly integrate the product, process and the customer into continuous innovation for all practical purposes.
Of course, it has become imperative to effectively manage innovation to gain and retain that crucial competitive advantage. While an organisation’s size, assets, etc can be leveraged for business success, the organisations that can apply their experience and expertise fast enough and thereby differentiate their product/service will be victorious. Like other sectors, for the
chemical and process industries, implications of continuous innovation can be huge.
Let’s begin with pumps, in particular, the centrifugal pumps, which represent the largest group of machines in process engineering plants. They not only pump numerous kinds of fluids, but also are exposed to all associated risks and hazards. The need of the hour is to select the right pump, material, sealing or monitoring system while considering plant safety and reduced life cycle costs on a holistic manner.
Next are the valves, which as per recent studies account for more than two-third of fugitive emissions from the plant. Given this, it is important to discern the various technologies available to block these emissions based on integrated pollution prevention approach. For the latest insights on pumps and valves, turn to the ‘Sector Watch’ section.
Last but not the least, for automation solution providers, the significance of continuous innovation cannot be overemphasised. Take a look at the ‘Industry Update’.
Continuous innovation
Editor : Manas R Bastia
Assistant Editor: Rakesh Rao
Senior Features Writer: Prasenjit Chakraborty
Features Writers: KTP Radhika Jinoy (Delhi), Mahua Roy
Senior Correspondent: Shivani Mody (Bengaluru)
Correspondent: Geetha Jayaraman (Delhi), Anwesh Koley (Delhi)
Copy Desk: Meghanadan Sudhakaran
Products Desk: Sudheer Vathiyath
Chief Photographer: Mexy Xavier
Design: Mahendra Varpe
Production: Vikas Bobhate, Pravin Koyande, Dnyaneshwar Goythale, Ravikumar Potdar, Ravi Salian, Sanjay Shelar, Lovey Fernandes, Pukha Dhawan, Varsha Nawathe, Akshata Rane, Abhay Borkar
Marketing & Branding: Jagruti Shah, Ganesh Mahale
CEO-Publishing: Sandeep Khosla
Associate Vice President: Sudhanva Jategaonkar
Subscription: Sunder Thiyagarajan, General Manager - Copy Sales Sheetal Kotawadekar, Senior Manager, Tel: 91-22-3003 4631/4633Email: [email protected]
Editorial & Business OfficeInfomedia 18 Ltd, Special Interest Publications Division,‘A’ Wing, Ruby House, J. K. Sawant Marg, Dadar (W), Mumbai 400 028Tel: 91-22-3024 5000/3003 4672, Fax: 91-22-3003 4499Email: [email protected]
Other Business Offices Ahmedabad (Shashin): Tel: 079-3982 6432 Fax: 079-3982 6464 Email: [email protected]
Bangalore (Mahadev B): Tel: 080-3001 0900 Fax: 080-3001 0999 Email: [email protected]
Chennai (Hari): Tel: 044-3986 4200 Fax: 044-3986 4250Email: [email protected]
Cochin (Robin): Tel: 0484-4054 380/90 Fax: 0484-405 4370Email: [email protected]
Coimbatore (Prakash): Tel: 0422-309 2600 628 Fax: 0422-309 2666Email: [email protected]
Hyderabad (Kalyan): Tel: 040-3064 7600 Fax: 040-3064 7676Email: [email protected]
Indore (Ameya): Tel: 0731-307 4876 Fax: 0731-307 4882Email: [email protected]
Jaipur (Durgesh): Tel: 0141-300 7414; 300 7411 Fax: 0141-221 3728Email: [email protected]
Kolkata (Deb Ranjan): Tel: 033-2265 8637/38 Fax: 033-2265 2964Email: [email protected]
Ludhiana (Jasmeet): Tel: 0161-302 6198/99, 302 6200 Fax: 0161-302 6198Email: [email protected]
Mumbai (Rahul): Tel: 022-3003 4640 Fax: 022-3003 4499Email: [email protected]
New Delhi (Mukesh): Tel: 011-6630 3278 Fax: 011-2332 7884 Email: [email protected]
Pune (Rohit): Tel: 020-3322 3309 Fax: 020-3322 3322 Email: [email protected]
Surat (Sunil): Tel: 0261-263 0181 Fax: 0261-263 0974Email: [email protected]
Vadodara (Samarth): Tel: 0265-392 6500/1 Fax: 0265-235 6013 Email: [email protected]
Overseas Contacts Ringier Trade Media Ltd
China: Tel: +86 21 6289 5533 Fax: +86 21 6247 4855Email: [email protected]
Hong Kong: Tel: +852 2369 8788 Ext. 19 Fax: +852 2869 5919Email: [email protected]
Taiwan: Tel: +886 4 23297318 Fax: +886 4 23017167 Email: [email protected]
Singapore: Tel: +65 6288 5586, Fax: +65-6288 3301 Email: [email protected]
Germany, Austria, Switzerland: Tel: +41 44 734 0472Fax: +41 44 734 0680 Email: [email protected]
B2B Portales: Tel: +1 305 4486227Email : [email protected]
Issue Price: ` 100
Annual Subscription: ` 799
Business InsightsTechnologies
Opportunities
Printed by Mohan Gajria and published by Lakshmi Narasimhan on behalf of Infomedia 18 Limited and printed at Infomedia 18 Ltd, Plot no.3, Sector 7, off Sion-Panvel Road, Nerul, Navi Mumbai 400 706, and published at Infomedia 18 Ltd, ‘A’ Wing, Ruby House, J.K.Sawant Marg, Dadar (W), Mumbai - 400 028.Chemical World is registered with the Registrar of Newspapers of India under No. 14798/2005. Views and opinions expressed in this publication are not necessarily those of Infomedia 18 Limited. Infomedia 18 Limited reserves the right to use the information published herein in any manner whatsoever. While every effort has been made to ensure accuracy of the information published in this edition, neither Infomedia 18 Ltd nor any of its employees accept any responsibility for any errors or omission. Further, Infomedia 18 Ltd does not take any responsibility for loss or damage incurred or suffered by any subscriber of this magazine as a result of his/her accepting any invitation/offer published in this edition. No part of this publication may be reproduced in any form without the written permission of the publisher. All rights reserved.
Editor: Manas R Bastia
Editorial Advisory Board
Pothen Paul Executive Chairman, Aker Powergas Pvt Ltd
D P Misra Director, TCE Consulting Engineers Ltd and Former Director General, ICC
P D Samudra Executive Director (Sales) & Member of the Board, Uhde India Ltd
Manas R [email protected]

Chemical World | November 201020
CONTENTS
LEADERS SPEAK“There is ample opportunity for the ink market in India to grow” 36...says Dr Martin Poppe, Head - Global Technical Marketing Printing Inks, Clariant Produkte (Deutschland) GmbH
FACILITY VISITAtul Ltd’s Ankleshwar plant: Raising the bar in process efficiency 38
SECTOR WATCH - PUMPSReliability of pumping system: Ensuring operational safety and high performance 42Frank Pauly, Mareike Sommer and Stefan Mirazchiyski, FRIATEC AG – Rheinhütte Pumps Division
SECTOR WATCH - VALVESControlling fugitive emission: Valves to the rescue 46Prakash J Lakhapate, Founder, Akash Consultants
MARKET SCOPE Effective metering pumps: A true measure of quality and efficiency 52Michael Rummer and Michael Birmelin, ProMinent Dosiertechnik GmbH
INDUSTRY UPDATE Process automation: A profitable investment 54
ENERGY MANAGEMENT Real-time monitoring system: A must to maintain boiler efficiency 57Vivek Kumar, Product Manager - Marketing, Boiler House Division, Forbes Marshall
MANAGEMENT MANTRAS Managing innovation: Right ways to retain the competitive edge 60Suresh Lulla, Managing Director, Qimpro
PREVIEW Hi Tech Manufacturing: Inspiring innovations 64ADVERTORIAL Engineering Expo Ahmedabad 2010-11: Flying high with bright prospects 66
CURTAIN RAISER IPVS 2010: All pumped up to showcase novel developments 70
REPORT India Chem 2010: A growth catalyst for business 75
REGUL AR SECTIONSEditorial .................................................... 19
National News ......................................... 22
World News............................................. 28
Project Updates ....................................... 33
Events Calendar ....................................... 73
Product Update........................................ 81
Product Inquiry ........................................ 93
Advertisement Inquiry.............................. 95
Product Index........................................... 97
Advertisers’ List ....................................... 98
3636
4242
4646
Cover Image Courtesy: GLE Associates
Highlights of Next Issue
Note: ` stands for Indian rupee, $ stands for US dollar and £ stands for UK pound, unless mentioned otherwise
Sector Watch : Water / Effluent Treatment & Pollution Control Industry Update : Filtration & Separation
Details on page no.13, 14, 31, 32
5252 5454


Chemical World | November 201022
NATIONAL NEWS
COLOUR CHEMISTRY
Clariant showcases novel pigments at Asia Coat+Ink Show 2010A broad portfolio of high-performing economical and novel colour solutions were showcased by Clariant Chemicals (India) Ltd under the theme ‘Colour in Focus - Sustainable Pigment Solutions’ at the Asia Coat+Ink Show 2010, which concluded recently in Mumbai.
Martin P J John, VP Marketing & Sales Printing Business, BU Pigments, Clariant International, Switzerland, explained, “The emerging markets such as India, Brazil and China will contribute significantly to the global landscape of the ink industry.
Dr Martin Poppe, Head - Global Technical Marketing Printing Inks, Clariant Produkte (Deutschland) GmbH, in his presentation at a seminar - organised by All India Printing Ink Manufacturers
Association - discussed the eco-friendly package solutions offered by Clariant’s Printing Inks division.
GREEN COMMITMENT
LANXESS announces plans to reduce carbon footprint
Chemical firm LANXESS India recently said that the company would be considerably reducing CO2 emissions per year following an investment of € 7 million for setting up a biomass fuel-based co-generation plant at its
Nagda plant in Madhya Pradesh. “By utilising a renewable source of energy, LANXESS will significantly reduce its carbon footprint by 70,000-metric tonne of coal per year, and thus reduce around 95,000-tonne of CO2 emissions during the same period,” said Hans-Georg Schmitt, Head, LANXESS Basic Chemicals Business Unit.
He further added, “The € 7-million co-generation plant, which will generate 4 MW power and 45,000-tonne of steam, is fuelled by the biomass fuel-soya husk. It will meet most of the power
requirements of the basic chemicals plant of LANXESS at Nagda.”
The German speciality chemicals company is using innovative and climate-friendly technologies at its manufacturing sites worldwide and has reduced its direct greenhouse gas emissions by more then 50 per cent globally. “Besides reducing our carbon footprint, major emphasis is laid on recycling process water. In addition, our waste treatment facilities will be enhanced with the goal of ultimately phasing out waste water discharge,” Schmitt said.
APPOINTMENT
Dr Kishore M Shah retains Presidential post of ISCA
Dr Kishore M Shah has been re-elected as President of Indian
Speciality Chemical Manufacturers’ Association for the period 2010–12. Dr Shah is Chairman of Sauradip Chemical Industries Pvt Ltd, which manufactures textile & leather auxiliaries, polymers, dispersants, water treatment chemicals, fibre finishes and antistatic agents.
Dr Shah received his PhD (Tech) in Dyestuff in 1965 from ICT, Mumbai (formerly UDCT). He has
authored renowned books like ‘Studies in heterocyclic compounds’, ‘Handbook of synthetic dyes and pigments’ and ‘Handbook of industrial chemicals’. These books are in demand not only in India but in foreign countries as well.
In 1992, the then President of India Dr Shankar Dayal Sharma conferred Self-Made Industrialist Award Udyog Patra on Dr Shah.
JOINT VENTURE
ATE Group partners with HUBER for water treatment solutionsExpanding and strengthening its presence in the rapidly growing water and waste water business in India, the Mumbai headquartered ATE Group has entered into a strategic partnership with the Germany-based HUBER SE for marketing, sales and service of HUBER
products & solutions in the fields of water and waste water treatment.
Established in 1834, HUBER has expertise in the field of water and waste water management and treatment.
Welcoming the tie-up, Georg Huber, CEO, HUBER, said that he saw ATE as the right partner. Anuj Bhagwati, Managing Director, ATE Enterprises, said he saw this association as not only an excellent opportunity for the companies, but also
for India for the conservation of its precious water resources.
Dr Kishore M Shah
Clariant officials at Asia Coat+Ink show
Georg Huber (left) and Anuj Bhagwati (right) signing the agreement


Chemical World | November 201024
NATIONAL NEWS
PARTNERSHIP
Jayant Agro to manufacture sebacic acid with MitsuiThe Vadodra-based Jayant Agro Organics, an oleo-chemical manufacturingcompany, will commence commercial production of sebacic acid, a complex value-added castor oil-based derivative at Ihsedu Speciality Chemicals, a joint venture with Mitsui & Co.
Ihsedu Speciality Chemicals, in which Jayant Agro holds 76 per cent equity, will have a capacity to produce 8,000 tonne a year of sebacic acid and add a turnover of ` 200 crore, company officials added. Sebacic acid, which is a high margin and value-added specialty chemical, finds application in special grade of nylons, engineering plastics, automobiles coolants, etc. Jayant Agro Organics’ wholly-owned subsidiary
Ihsedu Agrochem will start the co-generation plant based on its by-product de-oiled cake resulting in substantial cost saving, it said. The company also plans to apply for carbon credit as it will be using an eco-friendly fuel.
RENEWABLE ENERGY
Dow Chemical showcases latest technology at DIREC
Dow Chemical International Pvt Ltd (Dow India) presented technologies and solutions for the growing renewable energy industry in India at the recently held Delhi International Renewable Energy Conference 2010 (DIREC), showcased new solutions designed for photovoltaic manufacturers in India at Hall 3/Stall No S147. Dow’s photovoltaic solutions can help increase
solar cell efficiency & solar module durability, improve device performance at low costs, and enable widespread adoption of solar energy.
Dow’s renewable energy solutions showcased include: ENLIGHT™ cleaning, texturising, imaging and metallisation solutions to enhance performance in solar cell manufacturing; ADCOTE™ and MOR-FREE™ adhesives for module fabrication for long-term durability, with improved environmental profile; ENLIGHT™ polyolefin encapsulant films used as protective encapsulants help cut down total module system costs and provide improved productivity & extended reliability; DOWTHERM™ heat
transfer fluid and solutions for solar grade silicon production; polyglycol CF fluid for a high-quality experience in slicing silicon wafers.
Solar cell efficiency is the primary measure of device performance. High cell efficiencies translate into less cost, which enable widespread adoption of this renewable energy alternative. In addition to products being showcased at DIREC 2010, Dow Polyglycols, Surfactants and Fluids business also has dedicated resources for the research of a new carrier fluid for the specialised slicing of silicone wafers. The carrier fluid disperses the abrasives, carries away heat, and provides more lubrication.
CAPACITY EXPANSION
Phillips Carbon Black announces capex plans
RPG Group outfit Phillips Carbon Black Ltd (PCBL) plans to invest approximately ` 1,250 crore in the next three years towards capacity addition in India and Vietnam.
On the cards are plans to set up a greenfield carbon black unit in South India and diversification into carbon chemicals manufacturing in the East.
The company’s facilities at Mundra and Cochin are implementing carbon black and co-generation capacity expansion programmes. The projects are scheduled to be implemented in a year, enhancing PCBL’s production capacity from 3,60,000 tonne a year to 4,10,000 tonne a year, and cogeneration capacity from 60.5 MW to 76 MW.
RECOGNITION
Frost & Sullivan to honour industry’s top achieversIn its endeavour to recognise prominent companies in the Chemicals, Materials and Food Ingredients (CMF) sectors for their significant contributions in the areas of product and service, Frost & Sullivan will be presenting the 2010 India Excellence in Chemicals, Materials
and Food Awards on December 6 at Hyatt Regency, Mumbai. The awards will be presented in two categories - Voice of Customer Award and Jury Awards. The Voice of Customer Award series involves a multi-tier process where excellence in industry is gauged through the ratings provided by end-user companies.
The Jury Awards are based on the premise of nominations from industry
experts from various sectors of the CMF industry. The comprehensive methodology of the awards ensures each individual and company are equally measured to ensure recognition of the absolute best.


Chemical World | November 201026
NATIONAL NEWS
FUEL TECHNOLOGY
Biofuel from marine microalgaeScientists from a consortium of nine central laboratories have undertaken a project to discover the potential of making biofuel commercially from microalgae. The project called ‘New Millennium India Technology Leadership Initiative’ (NMITLI) - initiated by the Council of Scientific and Industrial
Research (CSIR) to develop a scalable commercial model of producing biofuel from microbes has taken off recently. “Members of the nine inter laboratory consortium will be assessing techno-economic viability of making biodiesel from microalgae,” said Pushpito Ghosh, Director, Central Salt and Marine Chemical Research Institute (CSMCRI).
The objective of this project is to create primary reliable databank and also
assess techno feasibility of commercial production of biodiesel from microalgae using core research strength of each of the consortium laboratory.
FERTILISERS
Coromandel plans foray into urea business
One of the leading phosphatic and complex fertilisers organisations, Coromandel International Ltd (CIL), is
entering the urea business. The ` 6,527-crore flagship company of the Murugappa Group plans to launch sales of urea under its Godavari brand during the current Rabi season. “We have just been nominated as a handling agent for urea imported on government account at the Karaikal port in Puducherry. That will enable us to receive and unload vessels carrying official urea cargo at the said port. After paying customs duty, this material can then be bagged and distributed under our own brand,” said Dr G Ravi Prasad, President - Marketing, CIL.
The company expects to handle one vessel every month, which translates into roughly 5 lakh tonne on an annual basis. Import of urea, unlike other fertilisers, is currently not freely allowed and can be undertaken only through the state-owned MMTC, STC and Indian Potash Ltd. These canalising firms, in turn, have officially-nominated handling agents at designated ports to take delivery and undertake distribution in accordance with the Centre’s movement control orders.
QUARTERLY REPORT
Vinati Organics’ net up by 42%
Vinati Organics Ltd (VOL), one of the largest manufacturers and suppliers of IBB (Isobutyl benzene), has shown
strong growth in the second quarter of 2010. Quarterly revenue rose to ` 72.87 crore; PAT is ` 12.05 crore; up 42 per cent sequentially; and Quarterly Diluted EPS is ` 2.44. The company’s revenues were at an all-time high of ` 142.82 crore for the half year.
Commenting on the results, Vinati Saraf Mutreja, Executive Director, Vinati Organics Ltd, said, “During the quarter we have seen greater demand across
clients, and expect strong second half as well. We expect to maintain our margins and want to tap growth opportunities through our planned expansions.”
VOL recorded a net sales of ` 23,176 lakh for FY10. The company has planned capacity expansion of the present facilities and introduction of new products to continue with its growth plans.
ETHANOL MARKET
Ethanol blending proposed at 400 million litreThe tussle between sugar and ethanol lobby over ethanol blending has taken a new turn. The expert committee on ethanol pricing, headed by Planning Commission member Saumitra Chaudhuri, wants the quantity of ethanol for blending to be restricted to 400 million litre as of now. This
is not even half the quantity sought by the oil marketing companies for implementing five per cent mandatory blending with petrol.
In its draft report, the committee said it was: “Neither feasible nor appropriate to require that the alcohol-based chemical industry be effectively denied access to domestically produced alcohol.” Though the chemical industry has welcomed these views, the sugar
industry sees it as overstepping of brief by the committee.
The chemical industry has been opposing the mandatory nature of blending and a fixed price of ̀ 27 per litre.


Chemical World | November 201028
WORLD NEWS
SELL-OFF
DAK acquires Eastman’s polyester business
DAK Americas, a subsidiary of the Mexican conglomerate Alfa, has
agreed to acquire Eastman Chemical’s polyethylene terephthalate (PET) resin business for $ 600 million. The sale includes two PET plants and a facility that manufactures purified terephthalic acid (PTA), all in Columbia, SC. Eastman had put the business up for sale in April after selling off PET plants in Europe and Latin America earlier. Once one of the world’s largest PET producers, Eastman enjoyed several fruitful years in the early 2000s as the clear polymer rapidly captured new markets such as
water bottles and peanut butter jars. But, more recently, the company has struggled with the business.
Armando Garza Sada, Chairman, Alfa, informed, “This strategic acquisition reinforces our presence in the North American PTA and PET markets, where we supply some of the most important companies in consumer segments such as beverage, food and personal care.” Alfa’s polyester product sales were roughly $ 1.6 billion in the first half of 2010.
PLANT INAUGURATION
AkzoNobel opens sixth powder coatings plant in ChinaAkzoNobel has underscored its ambition to double its revenue in China within the next five years by opening its sixth powder coatings facility in the country. The plant is located in the Wuhan Economic and
Technological Development Zone, a major industrial and manufacturing hub in central China. The new factory will manufacture AkzoNobel Powder Coatings’ flagship Interpon range of products.
Leif Darner, Board Member, responsible for the company’s Performance Coatings Activities said, “China is fundamental to our new sustainable growth strategy, and
this plant is the latest in a series of new facilities AkzoNobel has inaugurated in the region.”
CAPACITY EXPANSION
WACKER inaugurates silicone polymers and fluids plant in ChinaWACKER, the Munich-based chemical group, has inaugurated its new silicone-polymer plant at Zhangjiagang, China, recently. The plant manufactures intermediates and downstream silicone products, including fluids. Completing WACKER’s supply chain in China, the plant is an integral part of Zhangjiagang’s silicone production
system, and represents an investment of about € 30 million.
“Our new silicone-polymer facility at Zhangjiagang is another milestone towards optimally satisfying soaring customer demand in China’s growth markets. Our business in China is generating double-digit growth, outperforming the world market. At the same time, the new plant will help us provide top-quality products and solutions that are made locally. As a result, our customers will be
able to meet their own customers’ needs even more effectively. We are supporting growth in many of China’s key industries,” explained Carlos Weise, President - Silicones Division, WACKER.
WACKER’s silicone-polymer plant at Zhangjiagang
NEW HEADQUARTERS
Clariant moves Textile Chemicals BU to Asia
Specialty chemical company Clariant has relocated the headquarters of its Textile Chemicals Business Unit (BU) to Singapore. The move, which is due to be completed by mid 2011, places the Textile Chemicals
BU management team at the heart of the world’s main textile markets and closer to its global customers. The new Singapore headquarters will accommodate the entire senior Textile Chemicals BU management team together with the global textile application technology team.
Meanwhile, the application development laboratory for technical textiles and finishing will be relocated to Muttenz, near Basel, Switzerland, together with the BU’s dedicated European
sales and marketing operation, which comprises approximately 60 people.
“Singapore is the optimum location from which to serve the key global textile markets across India, China and South East Asia. Positioning our management team close at hand will further strengthen our customer relationships and enhance the ability to respond quickly to the trends of this dynamic sector,” commented Thomas Winkler, Head - Textile Chemicals BU, Clariant.


Chemical World | November 201030
WORLD NEWS
WELDED PRODUCTS
RathGibson supports China’s chemical industryRathGibson, one of the leading manufacturers of welded, welded & drawn, seamless stainless steel, nickel and titanium tubing will supply Henan Yongmei, China, with C276 welded tubing. Henan Yongmei, a subsidiary of Henan Coal-Chemical Group, will utilise RathGibson’s C276 tubing for its 3,00,000 tonne per year acetic acid project. Acetic acid is an important reagent in the chemical industry, as it is used in the manufacturing of a variety
of products, including drink bottles, photographic film and food additives.
According to Peter Wang, Director - Business Development, Greater China, RathGibson, “Henan chose RathGibson’s welding tubing because of recommendations given by other acetic acid project leaders, as well as their past experience with a competitor’s seamless tubing used in their heat exchanger.”
He further added, “We are most proud when our customers give positive reviews about our company to others. Providing the finest products & customer service has been and will continue to
be our top priority.” RathGibson’s C276 welded tubing offers many benefits for chemical processing, including resistance to stress corrosion cracking (SCC) and pitting.
SENSOR TECHNOLOGY
Sensirion launches filter cap for humidity sensors
The Swiss sensor manufacturer Sensirion AG has launched a filter
cap for its latest generation humidity sensors. The SF2 filter cap, made of PBT, has an integrated filter membrane, and protects Sensirion’s SHT2x humidity and temperature sensor from water, dust, dirt and various contaminants. The filter cap features a filtration efficiency of 99.99 per cent of all particles >0.1µm, and is designed to keep the response time low. The highly stable DFN sensors of the SHT2x series can be
used in very harsh environments and still offer excellent long-term stability & performance.
The SF2 fits exactly to the external dimensions of the SHT21 and soon-to-be launched SHT25 (SOP Q4 2010), and is easily mountable after reflow soldering. The SF2 is fixed by plugging the four pins into corresponding holes in the PCB. Also, it can be glued for additional adhesion if desired.
NEW APPOINTMENT
John Buckley named GM of Dow Performance MaterialsJohn Buckley has been appointed as the Global General Manager of Performance Materials, a business unit of The Dow Chemical Company, and President & CEO of ANGUS Chemical Company. “John’s broad experience in sales, marketing & technical services
in diverse regions across the world and his altruistic passion for helping others is what will drive business innovation, thus ultimately, the future of Performance Materials & ANGUS,” said Jerome Peribere, President & CEO, Dow Advanced Materials Division.
Buckley has served the company for 25 years, joining Dow through the acquisition of Rohm and Haas in 2009.
Most recently, he was the President of AgroFresh Inc, a wholly-owned subsidiary of Dow.
John Buckley
RathGibson’s high quality tubing is packaged for shipment
Sensirion’s filter cap
PERFUMERY CHEMICALS
Rhodia increases capacity in China
Rhodia has announced an increase in its isobornyl cyclohexanol (IBCH) production capacity in China in
conjunction with the transfer of its Wuxi plant to the group’s new industrial platform located in Zhenjiang. IBCH is used by the perfumery industry.
Rhodia’s global business unit, Aroma Performance, one of the major players in the aroma chemicals market, is strengthening its position as the leading global producer of IBCH. Rhodiantal IBCH is a key ingredient in the formulation of the sandalwood
note, which is used in fine fragrances, home & personal care products and incense products.
Aroma Performance is betting on the high-growth potential of this market. “This investment reflects our ongoing strategy aimed at strengthening the position of Aroma Performance in the rapidly growing specialty products market in Asia,” said Dominique Rage, CEO, Aroma Performance.

CW
_Nov
_201
0_ E
ng
g E
xpo
_Tab
-2_3
1

CW
_Nov
_20
10_
Eng
g E
xpo
_Tab
-2_3
2

33November 2010 | Chemical World
PROJECT UPDATES
Ferro alloysMaithan AlloysProject TypeNew facility Project newsKolkata-based Maithan Alloys plans to invest ` 250 crore to set up a ferro alloys plant at Visakhapatnam in Andhra Pradesh. The project, coming up in a special economic zone, is expected to double the company’s total capacity by 1.2 lakh tonne and scheduled for completion in June 2011. The company has applied for mines in Visakhapatnam. It is one of the largest producers of manganese alloys and has extended beyond commodity grades to specialised grades. Project locationVisakhapatnamProject cost` 250 croreImplementation stagePlanning
Contact details:Maithan Alloys LtdVillage Debipur, KalyanswariBurdwan, West BengalTel: 0341-252 2994/1300Fax: 0341-252 1303Email: [email protected]
FertilisersOswal Chemicals and Fertilisers LtdProject newsOswal Chemicals and Fertilisers Ltd is planning to set up a gas-based fertiliser manufacturing plant with an investment of ` 5,000 crore in Andhra Pradesh. The company plans to set up a 1.2 million tonne per annum fertiliser manufacturing plant. The plant would employ about 1,000 skilled and un-skilled personnel once the operations start.
According to company officials, the request for allocation of natural gas for the plant has been forwarded by the Ministry of Chemicals and Fertilisers to the Ministry of Petroleum and Natural Gas. Project locationAndhra PradeshProject cost` 5000 croreImplementation stagePlanning
Contact details:Oswal Chemical & Fertilizers Ltd7th Floor, Antriksh Bhawan22 Kasturba Gandhi MargNew Delhi 110 001Tel: 011-2371 5242 / 5225Email: [email protected]
OleochemicalGodrej Industries LtdProject TypeNew facility Project newsGodrej Industries Ltd is planning to invest ` 1.5 billion over the next three years to expand its chemical manufacturing capacity. These will be new plants manufacturing oleochemicals made from vegetable oils.Project locationMaharashtraProject cost` 1.5 billionImplementation stagePlanning
Contact details:Godrej Industries Ltd PirojshanagarEastern Express HighwayVikhroli, Mumbai 400 079Tel: 022-2518 8010/8020/8030Fax: 022-2518 8074Email: [email protected]
PhosphatesRama Phosphates Ltd Project TypeCapacity expansion Project newsRajasthan State Pollution Control Board has approved the proposal of Rama Phosphates Ltd (RPL) for capacity expansion at its single super phosphates unit at Udaipur in Rajasthan. RPL plans to expand production capacity from 1.32 lakh tonne per annum to 1.81 lakh tonne per annum and complete the expansion during this financial year.Project locationUdaipur Project costNot knownImplementation stagePlanning
Contact details:Rama Phosphates Ltd51/52 Free Press House, Nariman PointMumbai 400 021 Tel: 022-2283 4123, Fax: 022-2204 9946Email: [email protected]
Pigment & agrochemicalMeghmani Chemtech LtdProject TypeNew facility Project newsMeghmani Chemtech Ltd, a subsidiary of Meghmani Organics Ltd plans to set up a pigment & agrochemical project, adjacent to its Caustic Chlorine Complex at GIDC Dahej in Bharuch district of Gujarat, to avail the benefits granted to projects being set up in Special Economic Zone (SEZ). The company has acquired 90,000 sq m land at Dahej SEZ to manufacture CPC Blue (crude-500 MT), Beta Blue (250 MT) and Alpha Blue (100 MT) per month. Project locationDahej (Gujarat)
New projects and expansion activities are the barometers of industrial growth. These also present
business opportunities to service providers like consultants, contractors, plant & equipment suppliers and
others down the value chain. This feature will keep you updated with vital information regarding new
projects and capacity expansions being planned by companies in the chemical and allied industries.

Chemical World | November 201034
PROJECT UPDATES
Project cost` 60 croreImplementation stagePlanning
Contact details:Meghmani HouseShree Nivas SocietyPaldi, Ahmedabad 380 007Tel: 079-2664 0668 / 669 Fax: 079-2664 0670Email: [email protected]
Specialty monomersBlack Rose IndustriesProject TypeNew facilityProject newsBlack Rose Industries Ltd has entered into a Foreign Technology License Agreement with a $ 16 billion global chemical company for its proposed plant for the manufacture of specialty monomers.
The proposed plant shall have a capacity of 10,000 MT and is expected to start commercial production in early 2012. The specialty monomer is widely used in environmental and process applications. Currently, 100 per cent of the Indian demand is being met through import. The demand in India is expected to continue in the coming years as well.Project locationNot knownProject costNot knownImplementation stagePlanning
Contact details:Black Rose Industries Ltd145/A Mittal TowersNariman Point, Mumbai 400 021Tel: 022-4333 7200Fax: 022-2287 3022Email: [email protected]
Synthetic iron-oxideDCW LtdProject TypeNew facility
Project newsDCW Ltd has entered into a technical licence agreement with Italy-based Rockwood Italia for setting up a synthetic iron-oxide manufacturing unit. The company will incorporate Rockwood’s licensed technology to set up a 31,000 tonne per annum synthetic iron-oxide plant at its Sahapuram complex in Tamil Nadu which is expected to be commissioned in two years. The proposed plant will be eco-friendly with zero discharge.Project locationSahapuram, Tamil NaduProject costNot knownImplementation stagePlanning
Contact details:DCW LtdNirmal 3rd FloorNariman PointMumbai 400 021Tel: 022-2287 1914, 2287 1916 Fax: 022-2202 8838Email: [email protected]
Synthetic rubberIndian Oil Corporation LtdProject TypeNew facility Project newsIndian Oil Corporation Ltd (IOC) and its partners Marubeni Corp and Taiwan’s TSRC Corp will invest ` 900 crore in setting up a unit to manufacture synthetic rubber for tyres. The three will build a plant at Panipat in Haryana by September 2012 to manufacture 1,20,000 Tonne Per Annum (TPA) synthetic rubber from butadiene. The plant has been planned to benefit from the rising auto demand in India. The SBR would produce high-quality synthetic rubber used in the manufacturing of automotive tyres, conveyors and fan belts.Project locationPanipat, HaryanaProject cost` 900 crore
Implementation stagePlanning
Contact details:Indian Oil Corporation Ltd Indian Oil BhavanG-9, Ali Yavar Jung MargBandra (East), Mumbai 400 051Tel: 022-2642 7363, 2644 7528Fax: 022-2644 3880Email: [email protected]
Zeolite & alumina chemicalsGujarat Mineral Development Corporation LtdProject typeNew facilityProject newsGujarat Mineral Development Corporation Ltd (GMDC) has entered into joint ventures with two companies - Ahmedabad-based Reminco Resources Pvt Ltd and a Mumbai-based Alumina Refinery to manufacture zeolite & alumina chemicals in Kutch district of Gujarat.
GMDC, in collaboration with Reminco plans to implement a project to manufacture zeolite, which has applications in detergents, soaps, water and edible oil purification. The project is estimated to cost ` 60 crore. The joint venture with Alumina Refinery, envisages an investment of ` 35 crore to manufacture alumina chemicals, which are used as catalyst in chemical industry.Project locationKutch, GujaratProject cost` 95 croreImplementation stagePlanning
Contact details:Gujarat Mineral Development Corporation Ltd 132 feet - Ring RoadVastrapur, Ahmedabad 380 052Tel: 079-2791 3501, 2791 3200Fax: 079-2791 3038Email: [email protected]


Chemical World | November 201036
LEADERS SPEAK
...says Dr Martin Poppe, Head - Global Technical Marketing Printing Inks, Clariant Produkte (Deutschland) GmbH. His journey with Clariant started in 2000 and in 2004, he took over the technical responsibility of several key accounts in Europe. In 2006, he was relocated to Tianjin in China where he took over as Technical Manager, Greater China and South Korea. In an exclusive interview with Prasenjit Chakraborty, Dr Poppe analyses the prospects of the pigment industry and highlights its significance to the packaging industry.
“There is ample opportunity for the ink
market in India to grow”
Chemical World | November 36
Criterion for using pigments in packaging… Product safety is becoming a criterion as important as unit cost and product performance along the value chain. It is essential to test the purity, toxicological aspects and migration fastness of pigments before being utilised for the colouration of food packaging. It is expected that printing ink manufacturers around the world will screen their suppliers more closely with regard to how product safety is being established and controlled.
Standards Clariant has set in… Responsible Care Global Charter and the Global Clariant Product Strategy are part of Clariant’s long-standing commitment to product stewardship and continuous improvement in the performance of environmental, health and safety aspects. Clariant has an experienced and dedicated team of commercial and technical marketing experts to support the customers who need printing inks. We have internal product safety standards that are sometimes even stricter than the official regulations. We also run a state-
of-the-art product safety and analytical laboratory at Kolshet, Thane, to support our customers.
Clariant offers a wide range of pigments for packaging, which fulfill the high-product safety standards. The experts from our technical and commercial marketing areas aid our customers to choose the right products for their applications.
Hazards occurring from packaging are often underestimated or neglected…Packaging consists of many different components like plastic foil, printing inks, glue, paper, etc. These materials contain chemicals like anti-oxidants, UV stabilisers, photo initiators, monomers, etc. These chemicals can migrate through the packaging into the product. Therefore, it is important to choose the right barrier material for a packaging to avoid contamination of the packed product.
Product safety is the dominant topic for the food packaging industry. Fulfilling the purity criteria given by the legislation, like heavy metals, Primary Aromatic Amines (PAAs), etc are often not adequate. In addition, many brand owners have introduced their own product safety specifications to guarantee high quality of their products.

37November 2010 | Chemical World
LEADERS SPEAK
Special applications such as retortable pouches mean that high technical performance is expected from the pigment. When it comes to excellent overall fastness properties or low migration, the High-Performance Pigments (HPPs) are the first choice. This is one of the reasons why the demand for HPPs continuously increased in the last few years.
Demand for pigments… Even throughout the economic crisis during the recent past, we saw an increasing demand for pigments used in the packaging sector. The trend towards HPPs and product safety is unbowed. Currently, the per capita consumption of printing ink is meagre in India compared to the developed nations, as also other countries in Asia region. This indicates that the market has ample opportunity to grow. The lifestyle changes will impact our food habits, pushing the demand for more packaged foods. This will also generate business for high-performance pigments, as retortable packaging and metal cans will need superior performing inks and coatings.
Emerging trends in pigment…Retort pouches are gaining more marketshare globally, which offer few advantages over metal cans or glass jars. On the other hand, retort pouches challenge the printing ink and the laminate used in the packaging due to harsh sterilisation conditions (steam, 121-135°C, and pressure).
Pigments with excellent migration fastness and heat resistance are required for this kind of packaging to avoid any contamination of food under the mentioned conditions. Pigments used in this case are HPPs. Clariant offers a wide range of HPPs for this kind of packaging.
Growth prospects for pigments market…Emerging markets such as India, Brazil and China will contribute significantly to the global landscape of the ink industry. This is why Clariant - as a key supplier - will further its focus on these markets with high-performing, economical colour solutions and services. We have a strong professional team, which is a reliable partner for our customers. We are positioned well with a broad portfolio of high-performing economical colour solutions, and product safety know-how to support the growing consumer awareness in the mature and increasingly emerging markets like India & China on product safety requirements. Besides, we also have a dedicated and experienced technical team and sales staff spread across the world who understand the needs of our customers. This translates into the creation of right products and services mix that in turn benefits their customers also.
Clariant is taking significant measures to remain a long-term-oriented and value-adding supplier to its customers, keeping in mind its contribution and commitment to product stewardship and SHE affairs.

Chemical World | November 201038
FACILITY VISIT
Prasenjit Chakraborty
T he present Aromatics Division of Atul Ltd was known as Gujarat Aromatics Ltd in the late seventies. Gujarat Aromatics was constituted as a joint venture
between the Gujarat government and Lalbhai Group for manufacturing mixed cresols, also called meta, para-cresols. At that time, mixed cresols were imported by Dr Beck Company (now Schenectady) for making wire enamels and specialty polymers. Partly, it was also used in Lifebouy soap, manufactured by Hindustan Unilever, as a disinfectant. Import duty for mixed cresols was varying in the range of 25-30 per centduring that period.
One of main reasons for building a 5,000 Tonne Per Annum (TPA) mixed cresols plant in Ankleshwar was to save import duty. The process technology was provided by Honshu Chemicals, Japan, and detailed engineering activities were carried out by Mitsubishi Engg, Japan. The plant was commissioned in 1980.
During this period, the government had substantially reduced the import duty on mixed cresols. While the plant was in the stabilisation
process, reduction in the import duty made theprocess unviable. Due to the change in the marketscenario and government policy, the capacity utilisation of the plant was only 10 per cent. This change impacted the company’s financial performance negatively, and it began incurring huge losses in the later years. The erstwhile Gujarat Aromatics Ltd was reconstituted as Atul Products Ltd (Ankleshwar) and taken over by Lalbhai Group in 1985.
Right initiativesThe company had undergone many changes and has taken various initiatives in turning the business around. The division had developed the technology of making 99 per cent pure p-cresol in-house and produced it in the same plant of mixed cresols with minor modifications. This was the beginning of the successful journey of the Aromatics Division of Atul Ltd. “Thereafter, the company was successful in making the business turnaround through diversifying and introducing value-added downstream products of p-cresol,” says Syamal De, General Manager - Technology, Projects & Operation, Aromatics Division, Atul Ltd.
During a short span of time, the Aromatics Division of Atul Ltd (Ankleshwar) has emerged as one of the largest producers of p-cresol in the world. A major technological breakthrough in this direction was the switching over of p-cresol manufacturing process from sulfuric acid based batch sulfonation to SO3-based continuous sulfonation. The switchover has radically improved the process efficiency.
Raising the bar in process efficiencyAtul Ltd’s Ankleshwar plant

39November 2010 | Chemical World
FACILITY VISIT
The Aromatics Division has been continuously improving in all spheres of business. The team, which is the backbone of the company, had always responded to the call of the top management. This may be in streamlining many expansion projects at a time, improving productivity, cutting cost, upgrading the technology, improving knowledge base, employing skilled manpower, etc.
Today, the Aromatics Division has emerged as one of the largest producers of p-cresol, p-anisic aldehyde and p-anisyl alcohol in the world. It is also one of the leading manufacturers of p-cresidine. “Our products are availed by diverse industries, including cosmetics, flavours, fragrances, polymer, bulk drugs, dye intermediates and animal micronutrients. The division also makes many perfumery grade products, which are appreciated by customers across the globe,” claims De.
State-of-the-art facilityThe division has four major manufacturing plants, namely, p-cresol, p-anisic aldehyde, p-anisyl alcohol and p-cresidine. Processes are of continuous as well as semi-batch type. These plants are highly automated and utilise Distributed Control System (DCS) to ensure high productivity, with consistency in quality.
The Aromatics Division at Ankleshwar is spread over an area of 33 acre land, where the manufacturing plants of p-cresol, p-anisic aldehyde, p-anisyl alcohol and p-cresidine are located. Among them, the p-cresol plant is the
largest, which is spread over an area of almost 15 acre. “Other than Atul, no company in India manufactures p-cresol,” claims De. The company has invested around ` 25 crore in this plant in 2003 for p-cresol capacity expansion. Interestingly, almost 50 per centof the total production of p-cresol is used for captive consumption. The company is also into export business. It had exported around 43 per cent of the total production of p-cresol and the rest (around 7 per cent) were sold in the domestic market last year.
The site is fully integrated with independent utility set up to cater to the continuous services to all plants for smooth operation. The utility setup consists of 6 MW captive power plant, 40 TPH (Tonne Per Hour) capacity boilers for steam generation, 25 sm3/hr nitrogen plant, 400 cfm cap air compressors and 500 TR chilled brine plant. The site also has full-fledged effluent treatment plant (1,000 m3/day) for treating liquid effluents. “A state-of-the-art DCS controlled based Multi-Effect Evaporation (MEE) plant has been installed recently for handling high Total Dissolved Solid (TDS) liquid effluents,” says De. The company is also working towards making the p-cresol plant almost zero discharge by modifying the process and putting up an RO plant for the recycling of water.
Setting high quality standardsThe quality standards and environmental management system
followed in all manufacturing processes are as per ISO 9001:2008 & ISO 14001:2004. All activities at the site are certified by these two standards in the respective areas over the last 10 years.
The company ensures industrial safety by implementing safe working procedures and adopting advanced engineering practices like safety inter locks, operation through DCS and automatic safe shutdown of the plant, etc. HAZOP (Hazard & operatibility) and risk assessment studies are carried out in the case of expansion and modifications of the plants/process. Internal and external safety audits are carried out at regular intervals by a competent team. Work permit system and usage of Personal Protective Equipment (PPE) are strictly followed at the workplace. “Periodical check-up of the machinery and equipment is done through a competent certifying body on a regular basis,” states De.
The concept of Kaizen is followed at the plant level for continuous process improvement, and ideas from any level are taken on a positive note. We were successful in making the business turnaround through diversifying and introducing value-added downstream products of p-cresol.
Syamal DeGM - Technology, Projects & Operation, Aromatics Division
Aerial view of the aromatics plant Captive power plant R&D building

Chemical World | November 201040
FACILITY VISIT
Breakthrough stepsSome of the major processes carried out in the manufacturing unit are high- & low-temperature sulfonation, high-temperature fusion, catalytic oxidation, high-pressure hydrogenation, methylation, low temperature nitration, esterification, reduction and acidification. In addition, the plant uses processes and technologies such as high-vacuum distillation and fractionation, close boiling isomers separation, crystallisation, continuous decantation, high-pressure filtration, continuous loop reaction, batch & continuous stirred tank reaction, continuous absorption, etc.
“The switchover had enhanced the process efficiency radically,” claims De. Besides the switchover of p-cresol manufacturing process from sulfuric acid-based batch sulfonation to SO3, another technological breakthrough was in changing the separation process of p-cresidine which reduced the steam consumption by 95 MT per MT of the product.
“Estab l i sh ing h igh-pressure hydrogenation process successfully in-house was also a major breakthrough for the Division,” says De. Interestingly, all processes and technology-related designs from concept to commissioning are done in-house. The Division has adequate strength and expertise to design capability for the successful implementation of new projects.
De-bottleneckingIn an endeavour to augment p-cresol capacity, the company has recently carried out de-bottlenecking. With this, the p-cresol production capacity has gone up
from 10,000 to 14,000 TPA. Moreover, it is in the process of expanding the capacity further to 22,000 TPA, which is scheduled to be commissioned in the middle of 2011.
Introduction of pure p-cresol as a key product was one of the main innovations of the Division. The process and technology of this was successfully developed in-house. This marked the beginning of a successful journey of Aromatics Division. “For this innovation, we had won Import Substitution
Award from the Government of India. It is because nobody in India produced p-cresol at that time and it used to be imported by all users,” asserts De. Till today, Atul Ltd is the sole manufacturer of this product in India. According to him, the global capacity of p-cresol is 55,000 tonne, which has been stable for the last one-and-half decade. “This is because the application of p-cresol is stable,” he says.
Best practicesThe entire manufacturing set up consists of various functions, which
are cross-linked with each other, for example, HR, technology & projects, manufacturing/production, R&D, QC, engineering, instrumentation, electrical, SHE and commercial, for controlling the overall operation at the site on a daily basis.
They follow ‘5 S’ techniques to improve the house-keeping standard and also to better the overall ambience. “We also practise various ‘On spot appreciation’ schemes to motivate the team members who engage in something extra beyond their call of duty,” says De. The product lines consist of mainly specialty and aroma chemicals. And, the products are used as an intermediate for manufacturing anti-oxidants, pharmaceutical drugs, flavour & fragrances, plant nutrient, pulp & paper and animal feed.
To keep pace with the global business scenario, plant operations are monitored and controlled round the clock by qualified & competent chemical engineers to ensure continual improvement in the process efficiency & reduce overall manufacturing cost. “The concept of Kaizen is followed at the plant level for continuous process improvement, and ideas from any level are taken on a positive note,” says De. People are also delegated and empowered in their respective fields to take quick decision for adding value to the business. “We as a team always believe that if someone has suggestions that can make a difference, he or she can offer them, because there is always a room for it,” he concludes.
The company ensures industrial safety by
implementing safe working procedures and adopting
advanced engineering practices like safety inter locks, operation through DCS and automatic safe shutdown of the plant.
Pilot plant at the site Multi-effect evaporation plant


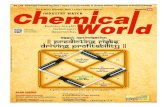
Leak prevention in a pumping system, which is exposed to many risks and hazards, is important to ensure the safety of a plant. As a result of increased environment awareness, governments across the world are enforcing strict health and safety norms at workplaces. Hence, it is imperative for the users of pumps to adopt a strategy to meet all safety requirements in a cost-effective way.
SECTOR WATCH Pumps
Chemical World | November 201042
Courtesy: GLE Associates

43November 2010 | Chemical World
SECTOR WATCHPumps
Frank Pauly, Mareike Sommer and Stefan Mirazchiyski
In process engineering plants, centrifugal pumps represent the largest group of machines. They pump almost all fluids,
and are thus exposed to all risks & hazards involved.
Leak tightness is a core requirement with regard to pumps. For this reason, seals and sealing systems have always been a major issue in the field of process engineering, which is directly related to a plant’s safety and the assessment of its risk potential. This is even more in the case of seals on rotating machines such as centrifugal pumps. Strict health and safety requirements at work, along with environmental protection, have strongly influenced the unveiling of sophisticated safety solutions in the last few decades. In many countries, general legal conditions have been defined, which commit both operators and manufacturers of plants & components to exercising with utmost care.
However, it is critical to know which aspects and approaches are playing a major role to ensure that centrifugal pumps meet different safety requirements in modern production plants. Is there really a ‘best’ solution? Does safety depend on the issue of leak tightness alone? Are safe centrifugal pumps affordable in view of the fact that production plants worldwide must be operated according to the cost efficiency principle?
Aspects to be considered As soon as all operational properties & parameters are known, hazard analysis, and thus the layout process, begins.
To be able to operate centrifugal pumps sustainably, cost-effectively, and above all, safely, the selection of suitable materials, design & sealing concepts and monitoring equipment are of prime importance. Although this list may seem trivial, pump manufacturers know from daily practice how quickly
errors concerning these points can creep into the plant concepts designed by planners & operators, and thus not only become an expensive factor, but also a safety risk.
In many cases, the selection of materials and design concept is one of the most demanding tasks. In sophisticated plants, physical & chemical properties of fluids to be pumped, operating parameters and environmental conditions often restrict the selection of products and induce plant designers to develop a high level of creativity.
Whereas, by nature, basic parameters including the flow rate, delivery height, density, viscosity and solids content have a major impact on the shape of a centrifugal pump’s impeller. The installation of pumps is mainly determined by the plant concept in terms of future operational safety and reliability. When assessing the risks of a shaft seal, it makes a major
difference whether the centrifugal pump is installed below a tank or whether it is a vertical pump, which must be considered as an integral part of the tank.
Plastics, metals, ceramics or plastic liners are available as pump materials. Not only the corrosion behaviour and temperature limits, but also resistance to hardness, wear & tear are essential criteria to be taken into account when selecting the right materials for a pump. Thermal conductivity and electrical resistance are two additional factors which are also relevant in this
context. In explosive areas, special conductive plastic materials can be used to ensure that no static sparking can occur, provided that the pump is properly earthed.
Since the properties of individual materials vary widely, materials must always be selected depending on the stress to which they are exposed in individual cases. Resistance to the fluid to be pumped, along with the impact on plant and pump parameters are major criteria in this context. Materials must be continually adjusted to a plant’s requirements to be able to offer technically and economically optimised solutions for the corresponding pump applications while focussing on safety. With regard to material, safety can be further enhanced through different measures. For example, a sturdy armour can protect a pump made from plastic materials, which become brittle under the influence of UV radiation. For brittle or soft materials such as ceramics and certain metals, the centrifugal pump’s pressure surge resistance can be improved through sturdy armour.
Sealing concepts In addition to the pump material, selection of a functional and reliable shaft seal is, without doubt, crucial
Section of a hydrodynamic seal pump RCE
If a mechanical seal is integrated for certain
applications, proper dimensioning of the
seal is of primary importance for the plant’s safety and environmental
protection.
Courtesy: FRIATEC AG –Rheinhütte Pumps Division

Chemical World | November 201044
SECTOR WATCH Pumps
for a long and cost-efficient life cycle. However, there is no universal solution, which can fully meet all requirements of industrial applications.
Shaft seal concepts such as hydrodynamic seal, mechanical seal or even mag drive mechanisms have special properties, which have an influence on plant safety.
Leakage rates, ease of maintenance, probability of failure, seal material resistance and monitoring options are some important selection criteria.
Gland packs and mechanical seals are wear parts integrated in centrifugal pumps, which must be replaced from time to time. In contrast to these parts subject to wear & tear, the hydrodynamic shaft seal operates contact-free and does not include wear parts. While the pump is in operation, the liquid ring set up in the area of the expeller separates the pump’s interior from the atmosphere. If a centrifugal pump is operated continually and as prescribed, it is maintenance-free and its probability of failure is low. For example, this relieving effect ensures that solids in the fluid to be pumped are kept away from the shaft sealing area.
Mechanical sealsIf a mechanical seal is integrated for certain applications, proper dimensioning of the seal is of primary importance for the plant’s safety and environmental protection. The huge choice of different mechanical seals can be categorised as follows:
Single or double acting mechanical seals
Standard seals or cartridge units Mechanical seals with or without
sealing liquid Pressure-operated or pressureless
mechanical sealsThe selection of mechanical seal that can be used in individual cases depends on the overall plant and process properties.
The following rule applies in the case of more complex a mechanical seal is, the more time-consuming its installation and maintenance will be. When using double acting mechanical seals, trouble-free supply with sealing liquid must be ensured. This liquid serves as a lubricant for the sealing faces and as a barrier between the hazardous fluid & environment.
Magnetic drive pumpsThese pumps distinguish themselves by the fact that the drive and the impeller are hermetically separated from each other. The driving power is transmitted contact-free by magnets. The separating can between the (external) magnets on the drive end and the (internal) magnets on the impeller end, hermetically seals
the product area from the atmosphere. The magnetic frictional connection between the internal and the external magnet drives the impeller whose shaft is guided via slide bearings lubricated by the fluid to be pumped.
When handling highly aggressive and hazardous substances in particular, the hermetically sealed magnetic drive pump provides major benefits. It separates the product area from the environment to prevent the risk of pumped fluid escaping from the pump.
In addition to the benefits towards the environment, thanks to the avoidance of pollution through fluids harmful to the environment, low maintenance costs due to wear-free operation of the magnet-coupling unit is an important aspect to be taken into consideration.
In the past, mag drive pumps were only used for special applications in the process industry, which is nowadays increasingly gaining importance due to application-specific factors in the chemical and petrochemical industries.
Monitoring equipmentThere is hardly any subject, which is more controversially discussed than pump monitoring. The diverging opinions are often based on different approaches. There is no universal solution, which meets the requirements of all applications and users, while taking into consideration all constraints. The explosion protection requirements ruled by different, country-specific standards are another important reason why pumps must be monitored effectively.
Despite all technical devices, which support operational safety, human intervention is still of prime importance. In this context, regular inspections and service jobs ensure that pump systems operate safely. Maintenance-free and state-of-the-art pump designs also contribute in minimising the damage to the pump and further improve operational safety. If a damage occurs despite these prevention measures, it
Courtesy: FRIATEC AG –Rheinhütte Pumps DivisionDifferent types of sealings
When handling highly aggressive and
hazardous substances in particular, the hermetically
sealed magnetic drive pump provides
major benefits.

45November 2010 | Chemical World
SECTOR WATCHPumps
must eliminate the error quickly and in an uncomplicated manner. To exclude errors, modern pump designs include many symmetrical components with no risk of confusion.
Safety is not expensiveIf a pump, material, sealing or monitoring system is selected while taking into consideration plant safety and reduced life cycle costs on the basis of a holistic approach, the total system costs are always far less than that with an investment-oriented solution. What is really expensive in the end is the failure of a pump and the consequences resulting thereof.
When is a sealing considered expensive?To know this, two sealing systems, which in many cases compete with each other - magnetic couplings and double mechanical seals - can be taken into consideration. Pump manufacturers have found out that planners and users hold many different and sometimes dogmatic opinions on the effectiveness, safety and costs of these systems.
The fact is that none of the two systems can be suitable for all possible applications, considering the situation from a neutral perspective. The following also applies in this context: A seal or a sealing system is expensive. Since in many cases, both systems are suitable for the same application scenario, aspects of cost effectiveness are gaining importance. Whether a mag drive pump is beneficial when compared to a double acting mechanical seal pump when considering all costs involved (TCO) depends on the following factors:
Pump size Materials to be used Type of sealing pressure system (for
the mechanical seal) Type of monitoring device for the
sealing pressure system and the magnetic drive pump
According to experience, driving powers greater than 30 kW result in
significantly high procurement costs of magnetic drive pumps than would be the case for mechanically sealed machines equipped with a sealing pressure system. If special materials are required in the magnetic area of metal mag drive pumps, this can also be a criterion for using a mechanically sealed pump.
If both sealing systems are suitable for the specified application scenario, general constraints must be quantified. How time-consuming is monitoring in both cases? Is a sufficient choice of pumps in the desired materials, sizes and with suitable sealing systems available? Are the system components compatible (upgradable)? How high is the risk of mal-operation? How is the risk of leakage to be considered?
In addition, there are further cost reduction measures, which concern the subject of standardisation:
Identical pump types and sizes Identical sealing concepts Centralised monitoring systems ‘Clean’ stockkeeping Employee training
Centrifugal pumps are playing a major role in the validation of security of process engineering plants. However, the manufacturers’ specifications prescribed by law with regard to usability in explosive areas or the emission rates of the seals used are not sufficient to provide a sustainable and safe solution for each application. For this reason, planners, pump manufacturers and operators are requested to assess the special pumping situation on the basis of a holistic approach, without sticking to standard solutions or dogmas. For operators, this approach results in a cost-efficient pumping solution for all cases.
In summaryDespite efforts to design cost-efficient centrifugal pumps, investment
costs still have a major impact on the solution concepts of planners and pump manufacturers and only limited pump-related expertise is available in many companies. It is often the pump manufacturers’ task to submit comprehensive, case-specific solution approaches and to initiate the exchange of information.
Further, many aspects result in improved operational safety of centrifugal pumps. Pump sealing and cost efficiency should be taken into consideration in this context.
Frank Pauly is the Head of Sales Department (Germany, Austria and Switzerland) at FRIATEC AG–Rheinhütte Pumps Division, a specialist in
corrosion & wear resistant materials.
Mareike Sommer is the Head of Marketing Department at FRIATEC AG - Rheinhütte Pumps Division.
Stefan Mirazchiyski is the Area Sales Manager at FRIATEC AG - Rheinhütte Pumps Division. For details, contact Sommer on
email: [email protected]
Courtesy: FRIATEC AG –Rheinhütte Pumps DivisionPumps in a chemical factory

Chemical World | November 201046
SECTOR WATCH Valves
Valves to the rescueControlling fugitive emission
Due to global warming, changes in climatic conditions, ozone layer depletion, etc safety, health and environment aspects of plants in the chemical industry have become important factors. According to studies, it is estimated that more than 70 per centof fugitive emissions are due to valves used in the plant. This article discusses various technologies available to block these emissions.
Prakash J Lakhapate
F ugitive emission is defined as any chemical or mixture of chemicals, in any physical form, which represents an unanticipated or spurious leak, from anywhere in an
industrial site. The emission from the stack of the fired heater is not fugitive emission. However, leaks from valve packing or pump seal are considered to be fugitive emissions.
The European Sealing Association has recently carried out a detailed study on Safety, Health and Environment (SHE) in the chemical industry. It revealed that fugitive emissions were mainly responsible for plant safety.
Fugitive emissions, most of which are invisible to the eye, of toxic/hazardous/corrosive substances are silent killers of human beings, other living species, flora and fauna. In the US, these have been estimated to be in excess of 3,00,000 tonne per year, accounting for about one third of the total organic emissions from chemical plants, and inevitably mirrored in Europe.
Volatile Organic Compounds (VOCs) emissions are of significant environmental concern because
many possess Photochemical Ozone Creation Potential (POCP), Ozone Depletion Potential (ODP), Global Warming Potential (GWP), summer smog, toxicity, carcinogenicity, mutagenicity, odour nuisance, etc.
Besides SHE aspects, these also represent a huge loss of potentially valuable materials and cause for plant inefficiency. While visible cost can be loss of material, invisible costs can be of labour & material required to repair leaks, energy wastage, low plant efficiency, environmental clean-up & fines, lost sales due to poor image and claims of personal injury.
Deciding factors There are various factors that decide the extent of fugitive emissions. Many process streams in petrochemical refineries are ‘light’ (containing at least 20 per cent of the substances with a vapour pressure greater than 0.3 kPa at 20ºC) and at high-pressure conditions (1,500-3,000 kPa), which encourage fugitive losses.
The values of fugitive emissions depend on equipment design, age & quality of equipment, standard of installation, vapour pressure of the
Courtesy: Emerson Process Management

47November 2010 | Chemical World
SECTOR WATCHValves
process fluid, process temperature & pressure, number & type of sources, method of determination, inspection & maintenance routine, and rate of production.
Currently, to measure fugitive emission many end-users prefer a leak-tightness result expressed in terms of ppm measured by sniffing, since this is the format of Environmental Protection Agency (EPA) targets in the US, and is widely used across the world. However, ppm does not measure leakage rate, but indicates leakage severity. Further research is being carried out to correlate ppm concentration with the leakage rate.
Some of the sources of fugitive emissions are atmospheric tanks with/without breather valve, tank lids, seals of rotary equipment (for example, pump, blower, compressor, turbine, agitator, etc), flange joints, valve stem seals, sample points, and leakage through vent & drain.
Emissions in refineryFigure 1 shows the distribution of fugitive emissions in refineries. It illustrates clearly that around 75 per centof total fugitive emissions are due to valves and relief valves. Table 1 shows various types of valves used in refineries and their applications & features. Valves come in the following three types, based on end-connections:
Threaded ends: Suitable for low-pressure & small-line sizes, for non-hazardous applications
Flanged ends: Suitable for medium sizes and hazardous applications
Welded ends: Suitable for high-pressure, highly hazardous applications
Some of the criteria used to select valves are:
Pressure/vacuum: The selected valveshould be suitable for specified designpressure/vacuum, which must take into consideration startup/shutdown/emergency/abnormal conditions
Temperature: The selected valve should be suitable for specified design temperature, which must take into consideration startup/shutdown/emergency/abnormal conditionsMaterial used: Materials Of Construction (MoC) should be suitable for the chemicals handled at given t e m p e r a t u r e , p r e s s u r e , composition and flow conditions. Suitability of MoC needs to be verified under different process conditions such as startup/shutdown/e m e r g e n c y /a b n o r m a l conditions. For most of the pure compounds corrosion data is available, however for mixtures of various chemicals, corrosion data needs to be obtained from the known supplier
Fluid state: Physical status of fluid such as gas/liquid/solid plays a vital role in the selection of a valve
Response time: For auto control
valves, this parameter is important, especially for highly exothermic runaway reactions or for sensitive reactions where by-products are formed by altering process parameters. Valves can be selected from four types: quick opening, square root opening, linear opening or equal percentage opening
Nature of fluid: Toxic/hazardous/flammable fluid dictates MoC of different parts and stem sealing gasket material, as fugitive emissions need to be considered
Flow regulation: Valve selection is also based on how the flow is regulated
Source: Akash Consultants
Table 1: Types and functions of various valvesTypes of valves Applications/functions/features
GateMost commonly used, prone to internal leakage if solids are present, low pressure drop and cheap
BallQuick opening/closing, diffi cult to lubricate, low pressure drop
PlugQuick opening/closing, easy to lubricate, low pressure drop
GlobePressure drop is more, used for fl ow control
Pinch Low pressure drop, costlyDiaphragm Suitable for slurry applicationNeedle For fi ne control and low fl owCheck For preventing reverse fl ow
Excess fl owUsed to control excess fl ow, spring loaded valve is closed
SafetyOperates spring loaded valve when pressure exceeds set pressure
Breather Flap opens for breathing in/out
Knife gateFor quick closing of gravity fl ow of solids
Butterfl yQuick opening/closing, low space requirement
Multiport For distributing the fl ow of fl uidDiverter Diverts the fl ow in pneumatic transport
RotaryFor controlled feeding, used below feed hopper
ControlPneumatically or electrically actuated for auto control
JacketedJacket is provided for heating/cooling application
AngleSuitable for slurry application at the bottom of reactor
60%15%
10%10% 5%
Valves Relief valves TanksRotary equipment Flanges
Figure 1: Distribution of fugitive emissions in a refinery
Source: Akash Consultants

Chemical World | November 201048
SECTOR WATCH Valves
Breakup for fugitive emissions of valvesISO-15848-1 is a standard for measurement, test & qualification procedures for fugitive emissions of industrial valves. A study was conducted to differentiate fugitive emissions based on types of valves. It was noted that less than 1 per cent of valves in gas/vapour service account for major fugitive emissions in the refinery. To reduce fugitive emissions, one needs to apply integrated pollution prevention approach. A life-cycle cost for environmentally safe design must be evaluated at the beginning of the project:
For valves: Fugitive emissions can be substantially reduced by proper selection of type of valve (plug or ball instead of gate or globe); selection of packing material based on process parameters; type of packing (diagonal interlock braided or flexible graphite type); packing with bellow seal or with lantern ring; installation; and maintenance.
For control valves: PTFE stem gaskets are sensitive to thermal cycles to 350ºF. In the case of ordinary graphite gaskets, the loading force requirement is high. This increases the stem friction and affects stem movement. Perfluoroelastomer packing can solve these issues. (Perfluoroelastomers are polymerised from TFE and several other monomers, including perfluoromethyl vinyl ether).
For relief valves: It is difficult to reduce the emission through relief valve,since in most cases, it is linked to upset process conditions. However, the following guidelines can be utilised:
Keep adequate margin between operating pressure and set pressure
For VOC emissions, connect to flare header Leakage rates: For preliminary
estimation, the following leakage rates can be considered:
Gas leakage rate: 10-100 microgram/sec, per metre seal length
Liquid leakage rate: 0.11 microgram/sec, per metre seal length
For bolted flanged connections: The factors affecting the leakages are non-parallel flanges, non-smooth surfaces, surface waviness, quality of gasket, type of gasket (non-metallic, semi-metallic or metallic), form of gasket (plane sheet, rectangular or spiral wound), type of joint involved (flat, tongue or groove), process parameters (pressure & temperature), fluid handled, number of bolts, installation procedure (placement of gasket, tightening of bolts) and maintenance. A study conducted by the US-based Pressure Vessel Research Council (PVRC) indicates that most flange joint failures resulting in leak are due to improper installation (26 per cent), flange damage (25 per cent), gasket (22 per cent), loose bolts (15 per cent), and flange mis-alignment (12 per cent).
Statutory regulationsThere are various statutory regulations/requirements for fugitive emission. The 1990 Clean Air Act Amendments (CAAA) lists 189 Volatile Hazardous Air Pollutants (VHAP) including 150 Volatile Organic Compounds (VOC). If any process contains 5 per cent (or more) by weight of one or more VHAP, it comes under CAAA legislation.
In April 1997, CAAA incorporated Quality Improvement Program (QIP), with earlier Leak Detection and Repair (LDAR) concept. If greater than 2 per centof the tested valves are leaking (more than 500 ppm), monthly inspections are required for all valves, or the facility stays at a quarterly inspection frequency by committing to a QIP programme.
Further, leaking valves must be repaired within five days, and retested
within 15 days, or identified for repair during the next shutdown. Inspection timing intervals can be reduced to quarterly if leaking valves are less than 2 per cent; semi-annually - if leaking valves are less than 1 per cent;or annually - if less than 0.5 per cent of the total number of valves.
A large refinery or petrochemical complex may have more than 1,00,000 components on various monitoring schedules for compliance with environmental regulations. This is a major task for the maintenance team if implemented in the right spirit.
The path forward‘Elimination is better than minimisation technique’. But this requires out-of-the-box thinking. A few examples are given below:
Excess flow valve (spring loaded valve) does not have stem, hence there is no fugitive emission. The automatic re-circulation valve is already being used in the recirculation line of centrifugal pump. Thus, wherever possible, this valve can be used instead of control valve
If the line or equipment is kept under shade, thermal relief valve can be eliminated for solar exposure
If the line is above 8 m height, external fire case can be eliminated for the liquid trapped between two isolation valves
If possible, design the equipment for high-pressure rating and eliminate the requirement of thermal relief valve
If possible, select a low-pressure process so that total emission can be reduced substantially
Thus, inherent environmentally safe design is the key for future survival.
Prakash J Lakhapate is the Founder of Akash Consultants. A Chemical Engineer from ICT (formerly UDCT), he has worked in the
US, Russia, Brazil, Saudi Arabia & Kuwait, and has published more than 45 articles. Email: [email protected]
It is difficult to reduce the emission through
relief valve, since in most cases, it is linked to upset
process conditions.

IPV
S 2
01
0-I
NV
ITA
TIO
N

IPV
S 20
10
-INV
ITATIO
N


Chemical World | November 201052
MARKET SCOPE
A true measure of quality and efficiency
Effective metering pumps
The decision to use which types of pumps in the chemical industry is based on obtaining the requested metering quality, process reliability and efficiency. In comparison to the conventional, solenoid driven pumps with controlled drive achieve maximum metering accuracy and flexible adaptation to the metered medium & metering task, along with integrated monitoring of the hydraulic metering parameters.
Michael Rummer and Michael Birmelin
A ccuracy on one hand and metering characteristics on the other represent the two central aspects of metering quality. The specified accuracy of
metered quantities can be ensured by detecting or avoiding faulty situations or malfunctions that may be caused by gas in the metering head, fluctuating backpressure or varying viscosity of the metered medium. Additional equipment and accessories such as receiver reservoirs on the intake side, flow measuring instruments, pressure sensors and pressure control valves are necessary for effective control of such faulty conditions. In addition, it is essential that process engineers take the necessary precautions to ensure ambient conditions remain constant.
Flexible adaptation to the processThe specific application also determines the second quality aspect, ie, the required metering characteristics. Short metering pulses are often required for filling operations that follow a fast machine operating cycle. Other applications require low-pulsation, continuous metering flow for ensuring effective mixing or for avoiding vibration damage in metering lines. Solenoid-operated metering pumps represent
a well-proven solution in practical applications. The filling quantity is adapted to the process requirements by means of the stroke volume while the machine operating cycle determines the stroke rate. However, pulsation occurs particularly in the high output range at high stroke rates. This renders it necessary to use separate damping facilities, otherwise the piping system and pump may be damaged by the resulting considerable mechanical stress and strain.
Process reliabilityWith regard to process reliability, it is essential to secure the metering quantity that ensures the required product quality through the chemical effect in the process. Also, it is necessary to reliably avoid the dangers posed by the system for the operator and the environment. The risk of the metering line clogging, causing malfunctions in metering processes, as well as the risk of continued metering in the event of a burst, the metering line must be effectively ruled out. The alternative solution has been to invest in pressure sensors for the metering line and in safety overflow valves.
Process safetyIn the case of chemical industry, caustic or aggressive substances can be released to the
Courtesy: ProMinent Dosiertechnik GmbH
Solenoid diaphragm metering pump with optoDrive® drive technology

53November 2010 | Chemical World
MARKET SCOPE
environment despite exacting safety requirements. Using a metering pump, additional protection in the case of failure help - even in the case of diaphragm rupture - that no chemicals hazardous to the environment can escape at no point. Additional protection offers, for example, the design of multilayer safety diaphragms. It ensures that even in the case of a diaphragm rupture, the metering medium still remains liquid, and cannot leak out into the environment at no point.
A visual indicator or error message allows the user to timely respond to any damage. Ongoing processes must not be immediately interrupted to replace the diaphragm because its safety layer ensures that no metering medium leaks out. A diaphragm rupture can be signalled by an illuminated LED as well as an error message on the LC-display. Depending on the setting, the pump either stops or continues to meter while signalling an alarm. The diaphragm rupture sensor ensures reliable metering - even under critical operating conditions. A timely response to any damage is possible and metering can be continued up to an appropriate time without interrupting the process.
With multilayer safety diaphragms having integrated diaphragm rupture signalling, the motor metering pumps of the Sigma series increase the safety, and at the same time, protect the environment.
Process efficiencyIn the case of diaphragm-type metering pumps known to date, it has been necessary for the user to accept increased costs of the metering facility to guarantee improved process reliability and high metering accuracy. The increased costs are incurred both in procurement as well as in operation: The detection of blocked metering points or line breakages as well as the need to compensate for backpressure fluctuations in the metering line are possible only with considerable additional technical expenditure.
Separate overflow valves as well as pressure measuring instruments or pressure sensors must be employed together with conventional diaphragm-type metering pumps - this of course, pushes up the cost for the entire system.
The three basic requirements – metering quality, process reliability and efficiency – have forced users to make compromises.
Distinguishing itself from the known drive systems for diaphragm-type metering pumps, a metering pump with controlled solenoid drive fulfills all requirements related to metering quality and process reliability in simple yet effective manner. The specific features of the controlled drive technology include maximum metering accuracy, flexible adaptation to the metered medium & metering task, and integrated monitoring of the hydraulic metering parameters.
The time progression of the metered flow can be precisely adapted to the specific requirements of the respective application. In this way, depending on the requirements, the user can set a slow pressure stroke for continuous metering or a fast stroke for fast-cycle filling operations. In both operating modes, the user can also optionally slow down the intake stroke to avoid from completely filling the metering head and gas inclusions in connection with high-viscosity or gas-emitting media. The variable metering characteristics render separate pulsation dampers superfluous.
The drive automatically compensates back-pressure fluctuations in the metering line that can also have an adverse effect on the accuracy of the metered quantity. The user can achieve metering accuracy levels for which he would otherwise have to use intricate control circuits. Integrated monitoring of the hydraulic metering parameters
ensures high process reliability despite low investment costs.
In a nutshell Metering pumps in the chemical industry should have all qualities of the diaphragm metering pump described. It is responsible for obtaining the requested metering quality, process reliability and efficiency. It realises a maximum metering accuracy and flexible adaptation to the metered medium & metering task, along with integrated monitoring of the hydraulic metering parameters. And, it detects broken metering lines and blocked metering points without the need for additional pressure sensors or flow control instruments, thus saving the costs involved in providing separate overflow facilities.
Thanks to its design and solid construction, the drive has an outstanding operational reliability; the small number of moving parts ensures low-noise operation with no wear. Further, the drive operation is based on an overload-proof principle.
Michael Rummer is the Product Manager at ProMinent Dosiertechnik GmbH, a Heidelberg (Germany) based manufacturer of components
and complete systems for storage, transfer, metering and neutralisation of liquid chemicals.
Michael Birmelin is the Marketing - Editor at ProMinent Dosiertechnik GmbH. Email: [email protected]
Courtesy: ProMinent Dosiertechnik GmbH
The optoDrive® concept in delta diaphragm-type metering pumps

Chemical World | November 201054
INDUSTRY UPDATE
A profitable investment
Process automation
It is the era of combining efficiency with flexibility as also productivity with quality. In this background, automation is fast emerging as an increasingly integral part across the industry verticals. Read on to know more about the growing significance and benefits of automation in the chemical industry.
INDUSTRY UPDATE
Mahua Roy
A utomation is a comprehensive term that encompasses various fields; process automation is wherein the demand is significantly
growing. Further, it plays a pivotal role in enhancing the efficiency of the chemical industry. The implementation of automation within these industry verticals depends on the scale as well as the requirement. “Our country has seen a rise in investments in automation, mainly in the last decade to improve productivity, product consistency and reduce wastages as well. With manufacturing companies planning to achieve economies of scale and global competitiveness, demand for automation is increasing, and this trend provides further impetus to the growth of the automation market in India,” says Sunil Khanna, Managing Director, Emerson Process Management (India).
Indian automation industry is estimated at around ` 10,000 crore and is growing at a fast pace - as much as 25 per cent per annum - since 2008-09. This is an indication that in the years to come, automation will see more positive acceptance in industrial processes.
Driving factorsThe reasons for investing in process automation are varied. In industrialised nations, it serves to enhance product quality, master the variety of products, improve process safety & plant availability, to efficiently utilise resources and to cut down emissions. In fast-developing countries, mastering mass production is the main motive for applying process automation. Quality and environmental aspects, however, are gaining importance as well. “Large greenfield projects are the flavour in India, and the scale of plants in fine chemicals, brewery, oil & gas, and refinery industries are leaning towards catering to global demand, in addition to the local consumption. A lot of scope lies in the automation of batch processes too. To compete globally, manufacturers realise that high productivity and quality are necessary. They are embracing current technologies to a greater extent and the trends are positive,” opines S R Venkatapathy, Senior Analyst (Automation), ARC Advisory Group.
The most obvious driver fuelling automation today is the cost and availability of labour. If we consider a cost analysis, a plant must evaluate the cost to acquire, train and retain labour against the cost of purchasing and maintaining automation technology. In developed nations
Courtesy: Emerson Process Management

55November 2010 | Chemical World
INDUSTRY UPDATE
where labour is scarce, this analysis is greatly favouring automation as the preferred solution.
Chemical processing plants are thereby searching for alternatives to alleviate their reliance on operators while maintaining high product quality and production line efficiencies. Another prominent driver is the relative benefit of automation as compared to manual labour. Human proximity to product is a primary source of quality issues. Further, access to the product during processing is always strictly controlled, or nearly eliminated.
Another element fuelling interest in automation is line control. Ultimately, almost every human function can be replaced by automation. In most situations, automation has the potential to be more objective, repeatable, accurate and quicker to respond, which tends to drastically reduce unplanned downtime for the line. Enhancing line performance can eventually
improve product quality, yield and line efficiencies as well.
Adoption of automationHaving comprehended the importance of automation for the success and progress of an industrial set-up, and thereby the country, today, many companies are making huge investments in bringing the latest technologies for processes. Manufacturers have also discovered the opportunity in almost all production facilities in vertical industries, thanks to the awareness of the customers about the latest innovations in technology.
In the chemical industry, increasingly fierce competition is leading to more complex and highly automated plants, which are integrated with the logistics of different plant locations and enterprises. The demand for various technologies, and the subsequent complying by the manufacturers, have put India on a path of economic
growth. Today, the competition among manufacturers has created many advantages for the customers as far as the usage of automation is concerned.
Automation is gaining importance even in the medium and small units, unlike earlier when its focus area
Our country has seen a rise in investments in automation to improve productivity, product consistency and reduce wastages as well. To achieve economies of scale and global competitiveness, demand for automation is increasing, and this trend provides further impetus to the growth of the automation market in India.
Sunil KhannaManaging Director, Emerson Process Management (India)

Chemical World | November 201056
INDUSTRY UPDATE
was restricted to large manufacturing companies. Small-scale industries and manufacturing units are beginning to see automation in a new light because of their current low productivity.
Says Ashish Rathore, Managing Director, Kimberlite Chemicals, “Automation has undoubtedly enhanced productivity and helped bring down the cost of production.” However, niche suppliers of automation systems and solutions, on the other hand, should strive to better anticipate the customers’ future requirements. “Pumps, feeding systems, PLCs, sensors, etc, which we incorporate in our manufacturing unit, are not entirely chemical-resistant. This is one of the reasons why we have not adopted automation to a greater extent, apart from the cost factor,” he adds.
Still a long way to goCertain issues are plaguing the adoption of process automation techniques in the chemical industry. Cost is one of the main factors. “Cost is probably the most stated reason given for a chemical manufacturer’s hesitation in investing in automation,” states Khanna. The trend stands corrected though to a large extent. “To remain competitive, one must look past the short-term capex expense and conceptualise ways to design a system that delivers products with quality
assured,” he adds.The other issue is regarding the
knowledge deficit. Although chemical plants in India possess modern automation solutions, they do not make the optimum use of the same. They are limited to merely running the plant rather than adding value to the product. Many automation solutions bring plant information to the boardroom, and are available at fingertips to the key decision makers. Such technologies need to be embraced with open arms by every chemical manufacturer.
On the other hand, leading suppliers of automation systems and instrumentation will have to focus their product development strategies more on customer benefit. This leads, above all, to increasingly standardised and modularised products, especially in view of enhanced communication and smart features of automation products. To maintain market leadership, they have to compete with their own success. And hence, automation solution providers have to focus on continuous innovation.
Although automation market in India is advancing at a fast pace, it needs constant innovation to meet the emerging trends of the market. This will eventually impact the future of automation in India. “The chemical industry in India has neither reached the pinnacle, nor the extent of its potential growth. There is a lot of scope for improvement in terms of product quality and certain aspects of safety as well. Although the industry is progressing on the right path, it needs to ask the question to itself: how fast it wants to grow. The knowledge quotient in India is high, and the manpower is among the most competent in the world. But, the Indian economy is price-driven. When companies look at the price factor, it leads to a sacrifice on quality, specifications and value, over a longer period,” laments Khanna.
Promising outlookIntelligence, modularity and remote diagnostics are the trends of the future. Decentralised automation allows distribution of intelligent automation components across the plant. New biotechnological processes, represent new challenges for automation, particularly in the production of pharmaceuticals and biotech-based fine chemicals. “In the past one decade, automation and instrumentation have changed because supporting technologies - especially software and surface-mounted devices - have developed significantly. Today, Web-based management technologies like remote viewing, Wireless-HART technologies, radio communications and RFID technologies are evolving and influencing the automation arena. Developments have been such that it is even possible to receive an alert on a mobile phone or laptop regarding the process of the plant,” states Khanna.
Resulting innovative tendencies in the customer’s products can help make the supplier’s own product & service programmes more innovative and more future-oriented. “R&D in the field of automation is rising in India, with more emphasis being given to core hardware designs and embedded communication. This is because the industry is realising that the paybacks and RoIs are high,” concludes Venkatapathy.
Pumps, feeding systems, PLCs, sensors, etc, which we incorporate in our manufacturing unit, are not entirely chemical-resistant. This is one of the reasons why we have not adopted automation to a greater extent, apart from the cost factor.
Ashish RathoreManaging Director, Kimberlite Chemicals
R&D in the field of automation is rising in India, with more emphasis being given to core hardware designs and embedded communication. This is because the industry is realising that the paybacks and RoIs are high.
S R VenkatapathySenior Analyst - Automation, ARC Advisory Group

57November 2010 | Chemical World
ENERGY MANAGEMENT
Vivek Kumar
Steam is commonly used in process industries as heat transfer media owing to its high-heat transfer co-effi cient, high specifi c & latent heat
and for the ease of distribution. Increase in energy consciousness and rising fuel prices have caught the attention of every industry to look at the cost of steam generation. Nowadays, the boiler’s rated efficiency is given priority, while purchasing a new boiler. But, buying an efficient boiler is not a guarantee for optimal boiler efficiency. The delivered efficiency always lags from its rated efficiency by almost 10 per cent. The reason for this low efficiency lies in the loading pattern on boiler plus standard operating practices for running a boiler. Crores of rupees are spent every year by customers on account of sub-optimal boiler efficiency. This money drain can be checked by using following two easy steps:
Knowing the boiler delivered efficiency and loading pattern
Setting the boiler parameters accordingly to match this loading pattern to run the boiler as close as possible to the rated efficiency
Areas of concern Major areas of boiler losses are:
Stack loss: It is the most significant of all major boiler losses. It primarily depends on stack temperature and the amount of excess air used during combustion. As stack temperature mainly depends on fuel firing rate, which is further dependent on boiler loading, not much can be done by way of stack temperature reduction. High stack temperature is also an indication of scale deposition on tubes, which can be reduced by cleaning tubes periodically.
Excess air is the amount of extra air supplied with fuel over and above required theoretically for complete combustion. This air is not completely undesirable, as theoretical amount of air is never sufficient for complete combustion. Around 10-15 per cent of the excess air should be supplied in oil/gas fired boilers. This amounts to 3-4 per cent of oxygen in flue gas. Oxygen level above this should be reduced to control stack loss. Similarly, ideal values of oxygen for Fluidised Bed Combustion (FBC) boilers are between 6-8 per cent.
On-off losses: Another significant but often overlooked loss is on-off loss, which is difficult to quantify. This cannot be captured in normal indirect efficiency calculation. As the name
A must to maintain boiler efficiency
Real-time monitoring system
Rising fuel prices have led to increase in demand for high-quality boilers, the commonly used heat transfer media in process industries. Hence, while purchasing a new boiler, its rated efficiency is given top priority. But, there exists a gap between operating and rated efficiency of the boiler. Effective monitoring system can help bridge this gap by measuring efficiency accurately.
Courtesy: Forbes Marshall

Chemical World | November 201058
ENERGY MANAGEMENT
suggests, this loss is due to fluctuation of load leading to boiler going in on-off mode frequently. Besides pre and post purge losses, the frequent on-off also destabilises the combustion, and hence reduces the combustion efficiency.
Blow down loss: Blow down is a necessary evil. Maintaining Total Dissolved Solids (TDS) above the prescribed limits on one hand results in scale deposition on tubes, thus reducing the heat transfer efficiency, and on the other hand reduces steam quality due to water carry-over. Maintaining TDS by less than the prescribed limit is direct energy loss. Hence, blow down needs monitoring because the water is blown at operating
pressure and saturated temperature. The current manual practices of blow down are not sufficient to contain blow down losses.
Enthalpy loss: This loss is due to moisture and hydrogen content in the fuel, which during combustion takes away the latent heat and evaporates in the flue gas. This is a fixed loss, which cannot be reduced.
Radiation loss: It happens through outer surface of boiler and is dependent on boiler loading. As an absolute value, this loss remains almost the same with load, but on percentage terms this increases as load reduces, and vise versa.
Draft losses: When the boiler is turned off because of low steam demand, some air still enters the boiler due to negative draft created by chimney height. This air gets heated due to the steam around and the loss is referred to as draft loss.
In light of the gap that exists between operating and rated efficiency, it is imperative to measure boiler efficiency accurately and then take corrective actions to bridge the gap. This can best be done through an online boiler efficiency measurement system, which can be designed to measure all boiler losses on real-time basis in accordance with BS 845 to calculate indirect efficiency.
Direct efficiency can also be calculated on the basis of actual steam to fuel measurement. This system should comprehensively monitor boiler health and analyse all relevant parameters graphically, which can help in tracking causes for boiler’s fluctuating steam to fuel ratio (S:F) ratio. Most importantly, it should generate hourly, shift, daily and summary reports for all parameters, which serves as Management Information System (MIS) to utility managers.
Need for real-time measurementAn efficient online boiler efficiency measurement system such as
EffiMax, measures & monitors all boiler parameters and calculates losses on real-time basis. As steam demand in the plant fluctuates, all boiler parameters change in response to that. This leads to variations in steam to fuel ratio and causes its deviation from ideal S:F ratio. These variations are captured by the monitoring system, and major parameters are plotted against varying load.
As mentioned before, boiler efficiency is governed by boiler loading pattern and standard boiler operating practices. Once the boiler loading pattern is established on the basis of data captured by the system, the standard operating practices can be changed to match boiler loading pattern. Some of the prominent changes include change in fuel feeding rate, increasing operating pressure band, reduction in boiler on-offs, etc. A continuous monitoring of stack temperature, per cent O2 in flue gas, feed water temp, steam flow, steam pressure, blow down TDS, etc is vital to keep boiler operating at optimum efficiency always.
Of all other measurements, S:F is the most important one as it is the direct measure of cost of steam generation. Based on this ratio, direct thermal efficiency is calculated and the sum of all losses (measured and unmeasured) is determined. Besides the direct efficiency, an effective online boiler efficiency measuring should calculate the break-up of all other losses, which can help managers in identifying major areas of losses.
Clearing a few factsSome of the common myths and facts about boiler efficiency are as follows:
Buying an efficient boiler ensures high boiler efficiency: Buying an efficient boiler is always a good idea, which gets the due attention at the time of boiler buying. However, utility managers will agree that no boiler ever runs on rated efficiency. In
What affects fuel bill/boiler efficiency?
Steam to fuel ratio
Boiler loading pattern
Boiler on-off cycle
Boiler operating pressure range
Excess air/per cent O2 in flue gas
Stack temperature
Feed water temperature
Blow down TDS and blow-down frequency
Scaling on tubes
Unburnt fuel
Moisture content in fuel
Boiler efficiency related thumb rules
20ºC decrease in stack temperature increases the boiler efficiency by 1 per cent
2 per cent decrease in O2 increases the boiler efficiency by 1.5 per cent
6ºC increase in boiler feed water temperature due to condensate/flash steam recovery reduces the fuel consumption by 1 per cent
3 mm soot deposition on tubes increases fuel consumption by 2.5 per cent

59November 2010 | Chemical World
ENERGY MANAGEMENT
good idea, which gets the due attention at the time of boiler buying. However, utility managers will agree that no boiler ever runs on rated efficiency. In a survey conducted by Forbes Marshall for the Confederation of Indian Industry (CII) across various industry segments following efficiency gaps, found:
The difference between direct and rated efficiency for gas/oil-fired boiler is about 10-11 per cent
The difference between direct and rated efficiency for solid fired boiler is about 15 per cent
Modulating fuel feeding according to steam demand is an efficient way of operation: The idea of changing fuel feeding rate with boiler load sounds logical, but in reality, frequently changing feeding rate destabilises the combustion and reduces combustion efficiency on account of high unburnt losses. This is more significant in solid fired boilers, but holds relevance in FO fired steam boilers also.
Boiler efficiency checks through external agency once or twice in a year is good enough to know efficiency: The fact is that boiler efficiency measurement through spot checks like flue gas analysis is unreliable because boiler efficiency depends on boiler loading pattern and varies with load. Attempts to measure efficiency by taking trials for short periods will not indicate true boiler efficiency and no decision should be made based on such misleading figures. Managers interested in knowing true boiler generation and distribution efficiency should rather go to professionals to carry out energy audits.
On an efficiency noteDue to the spiraling fuel prices, the cost of steam generation is no more the same as it used to be decades ago. Customers spend crores of rupees on annual fuel bill every year. Owing to the gap between boiler’s delivered and rated efficiency, it is imperative to monitor the parameters on a regular basis. Even if boiler efficiency is close to rated efficiency, one needs a monitoring and diagnostic tool to sustain it, so that deviation, if any, from optimum points can be attended.
In an era where competition is growing by the day, no management can overlook its spiraling cost of steam generation for a longer time. The apt thing is to have basic instrumentation in place to monitor boiler efficiency on a continuous basis. A monitoring and diagnostic tool puts control in the hands of managers who are empowered to take decisions based on the correct data to attain optimal boiler efficiency on a sustainable basis.
Vivek Kumar is the Product Manager - Marketing in the Boiler House Division of Forbes Marshall, which offers EffiMax - an on-line boiler efficiency measuring system. He has been associated with several boiler efficiency improvement projects across the country and abroad.Email: [email protected]

Chemical World | November 201060
MANAGEMENT MANTRAS
Suresh Lulla
I nnovation is driven by the capability to spot opportunities and capitalise on them. It helps open new markets as well as provide new ways of servicing the established
ones, with technology frequently being the enabler in creating radical options. Innovation is not confined to manufactured products, but is found in services too, in both public and private sectors. It impacts different facets of the product-to-market continuum.
In fiercely competitive markets, market performance is often linked to new products, which help capture or retain marketshare and increase profitability. In mature markets, competitive sales growth is achieved through product customisation, quality and improved design. Innovation could also help cut down prices. For most organisations, in all sectors and industries, shortening product lifecycles and having the ability to replace products frequently
with improved versions, are imperative. Businesses are under pressure not only to introduce new products but also to do so faster than the competition.
Organisations achieve success largely through managing innovation. While size, assets, etc provide competitive advantage, organisations that can mobilise skills, technology and experience at short notice to differentiate their offerings & delivery methods emerge as winners.
Characteristics of innovationInnovation, in simple terms, means change. However, the concept is far more complex. It can be incremental - small yet significant changes in the product or service, or radical - with vast changes in the product or service attributes, delivery, usage, etc, which digress completely from a previous state.
Incremental innovations are more susceptible to this threat. Radical innovations can sustain longer due to complexities or patents.
Right ways to retain the competitive edgeManaging innovation
Courtesy: Meet Up Static
In today’s fast-paced and competitive global business environment, innovation is the compass that helps organisations successfully navigate turbulent waters. But innovation alone is not enough. Managing innovation effectively enables successful organisations to gain the cutting edge, placing them a few steps ahead of their competitors. Continuous innovation also provides critical support when organisations are confronted with difficult market conditions or business scenarios.

61November 2010 | Chemical World
MANAGEMENT MANTRAS
Some useful tips Most organisations are restricted to product or service improvements or incremental innovations, and hence are able to make a small difference. Successful organisations aim to make significant impact, focussing on managing innovations effectively through a systematic approach, to gain and retain the competitive edge.
What differentiates such organisations from the rest? Some of the key elements of their approach to innovation are:
Focus on building technology competence as most innovation is technology-driven
Hiring people at all levels with an innovative bend of mind
Creating a work culture to encourage innovative thinking
Encouraging generation and sharing of ideas among employees through brainstormingEncouraging ‘intrapreneurship’ through internal funding of ideas and plans
Providing ‘slack time’ to employees on the job and resources to play with their ideas even at the risk of failure
Including innovation requirements into every employee’s and manager’s performance responsibilities & appraisal
Forming project teams comprising members from different functional groups with varied knowledge sets to encourage collaboration
Ensuring employee participation in development of radical ideas and innovation projectsRewarding successful innovations by employeesRecognising effort even in the case of unsuccessful attempts
Successful organisations focus on building a repository of innovations that they can dip into during crises or business growth. This is achieved through continuous innovation, at a rapid pace. They encourage quick turnarounds to outpace competition,
and cash in before the capricious customer expectations change. Given below are examples of companies, which have effectively used innovation as a tool to enhance business.
3M CorpIn existence for over 100 years, this company has carved out a reputation as a significant innovator. Long-term focus on R&D with a current investment of $ 1 billion per annum has helped establish technical competence and earned 3M a regular presence among the top 10 patent grants. Over the years, the company has introduced several innovative products, creating entirely new markets.
Fostering innovation: The top management believes in and practises the philosophy that successful innovation is a natural consequence of creating a culture that encourages it. This reflects in the way 3M does things in its organisational environment. It strives to create conditions that produce innovation in several ways, including accidental discoveries and finds. The key step is to implement flexible structures, systems and processes, since rigidity acts as a constraining force.
Innovation planning and management: Since inception, the company has valued innovation, which forms its core theme. Its past CEOs and top management teams have always included personalities who have supported and enabled the innovation culture. Its broad innovation strategy comprises of two key themes: profound technological skill and robust product development ability. These are fused to develop a steady flow of breakthrough products, product enhancements and line extensions. Another successful factor is integration of marketing and technical inputs that provides a powerful combination of requirements and the means to achieve necessary solutions.
Encouraging innovation: 3M management has taken several initiatives to encourage innovation among its employees. Some of the key ones are:
Small venture capital funds for employees to bid and claim against stiff hurdles to encourage intrapreneurial thinking and behaviour
Slack time and space is allocated to employees to unleash their curiosity and exercise their minds. Resources are provided to enable them to explore their ideas even if there is no useful result
Job rotation and forming teams of employees from different work backgrounds to bring together different mindsets
Innovation can be broadly categorised as:
Product innovation: Changes in the products or services offered by an organisation
Process innovation: Changes in the method of creation or delivery of the product or service
Position innovation: Changes in product/service environment or perspective
Paradigm innovation: Changes in the mental models that frame the organisation’s activities
Courtesy: The VAR Guy

Chemical World | November 201062
MANAGEMENT MANTRAS
An ‘Innovator’s Award’ to recognise effort rather than success
A ‘Hall of Fame’ to exhibit achievements
Corning GlassAnother large multi-national corporation in existence for over a century, Corning manufactures glass and related products with an emphasis on high value and technically advanced products. A pioneer in the process innovation of high-volume glass manufacturing, it later switched to specialised glass development, leading to many product and process innovations. Constant technological innovation to explore and penetrate new areas prevented commoditisation of its main products and preserved competitive advantage. Regular investment in R&D enabled creation of a technological pool, which it dipped into to counter crisis situations, initially by accident and later by strategic design. It has progressed from a glassmaker to a fibreglass pioneer and has moved on to photonics, fibre optics and Internet services.
Managing innovation: It has focussed on continuous innovation, mostly around process and intermittent breakthroughs into new areas. It switched early to the outsourcing model, welcoming different knowledge assets of partners instead of depending solely on in-house development and self reliance. Beginning as a technology-push organisation, its failure in creating a technology-driven market for automobile safety glass made
them switch to a successful, market-oriented approach. From an individual champion-driven technology system it switched to a systematic innovation options management system, fuelled by growth and increasing diversification. Its success in innovation was achieved by bringing together varied and complementary knowledge sets focussing on a new product concept, and quickly transforming it into a marketable product.
Innovation strategy: Innovation has always been a core strategy and is linked to the formation of its knowledge bank. Continuous creation, management and deployment of intellectual property as a strategic advantage are at the core of innovation. Crisis situations, such as the decline in the market for television tubes compelled them to make cutbacks and changes, propelling it into new technologies and markets. It progressed from a technology-driven approach to a market-driven approach, and more recently to a network-based model focussing on strategic alliances.
Innovation enablers: Some of the key issues that led to innovation success and growth are:
Shifting from owning resources to a network and alliance-linked product development
Expanding its work environment through joint ventures and collaborations
Refocussing on distributed R&D through collaboration with labs and institutions worldwide
Encouraging knowledge sharing
across the organisation and creating structures to facilitate interchange
Deploying the mechanism of ‘storytelling’ to create and communicate shared experiences and collective skills
Setting up teams with members from different functional and knowledge streams to introduce variety and enable productive collaboration
Focussing on quality and continuous upgrading
Developing flexible critical mass - the ability to quickly focus key staff to form teams for high-priority projects
Kao CorporationThis is Japan’s largest soap and cosmetics company, and the sixth largest in the world, with over 650 products in its portfolio and revenue of over 100 billion Yen. It grew rapidly through innovation and introduced new concepts such as a laundry detergent in the 1940s, a dishwashing detergent in the 1950s, cosmetics, hygiene products and floppy disks in the 1970s & 80s.
Innovative leadership: Kao management has successfully combined disciplined and professional product development with knowledge acquisition and continuous improvement to ensure that the process of innovation succeeds on a continued basis. Commitment to R&D and focus on creating strong technical competencies ensured continuous availability of new product possibilities. Directions in
Courtesy: InnoEnterprise Co Ltd

63November 2010 | Chemical World
MANAGEMENT MANTRAS
volatile markets were determined by an extensive information system that linked external markets to internal R&D and manufacturing activities.
Innovation, its core value, is emphasised by continuous learning about technologies, trends, consumers etc and addressing these through new products and processes.
New Product Development (NPD): At Kao, NPD ideology involves four principles:
Each product must benefit society in general
Products must be based on innovative technology
Products must provide value-for-money to customers
Studying and analysing consumer needs and their response to products
Each stage of product development includes criticism, discussion, refinement or alteration of ideas in view of new information and learning.
Conscious efforts are made to include relevant technologies to create advanced products.
Corporate research is funded centrally, as that is the foundation of Kao. Different product groups is involved in moving the product from an idea to test-marketing, with open communication among groups. Customer feedback is obtained after testing market potential, to assess pricing, positioning, competition etc through constant two-way interaction. Decisions are taken and implemented fast.
A centralised computing network links all functions, offices, employees and activity groups. Over 3,00,000 channel partners and vendors are linked to the Kao computing network, continuously facilitating close monitoring of the distribution and supply chains. Its Market Intelligence System (MIS) aids business analysis through constant tracking of sales situation, competitor activity, changing trends, etc.
Summing upWhile innovation is the key differentiator for organisations to attain a leadership position in their industry, managing innovation effectively determines the degree of success and leadership among innovators. Top managements of organisations are responsible for creating a culture that fosters innovative thinking and risk-taking - in the quest for competitive advantage through innovation, the buck stops at the top.
Suresh Lulla is the Managing Director of Qimpro Consultants Pvt Ltd, Founder of the BestPrax Club, and Chairman of the IMC
Quality Awards Committee. In 2005, he was awarded the distinguished Alumnus Award by IIT - Bombay, in recognition of his outstanding achievements in quality management consultancy. Email: [email protected]

Chemical World | November 201064
PREVIEW
Inspiring innovations
Shibani Gharat
Material handling plays a fundamental role in today’s manufacturing set up. Right from raw material
handling to the final dispatch of the product to the end-customers, material handling plays an indispensable role. In a nutshell, an efficient Material Handling Equipment (MHE) increases throughput, controls costs and maximises productivity. While the applications are many, every industry vertical demands a unique set of equipment to store inventories, as well as to dispatch the final product. Justifying the same, Tushar Mehendale, MD, ElectroMech, avers, “Any manufacturing unit, in any sector, requires equipment to handle materials in the factory. Different verticals require different solutions to cater to their MHE needs. Chemical industry, pharmaceutical, construction, electronics, energy, food & beverage, metalworking, metal casting, plastics, aerospace manufacturing, automotive industries – all are dependent on the MHE industry. This reflects the critical significance of material handling in every industry vertical.”
Elaborating on how efficient material handling brings profits to the industry, Sudhanva Jategaonkar, Associate Vice President - B2B Publishing, Infomedia18 (A Network18 Company), opines, “Efficient material handling and smart storage solutions are the means for enhancing profitability for Small and Medium Enterprises (SMEs).” In order to cater to the growing needs of the customers and
to create an awareness about the gen-X material handling solutions for the industry, Network18 Group is organising a mega industry event in February 2011. The event is aimed at providing a conducive platform for showcasing best solutions that aid in attaining manufacturing efficiency.
HiTech Material Handling is a first-of-its-kind event showcasing latest material handling innovations under one roof. From MHEs like forklift trucks and automated logistics systems to innovative and cost-effective ideas in racking, shelving, storage solutions, transport and distribution, packaging; handling system design & warehousing, the event will display the best of new-age material handling solutions.
HiTech Material Handling Show will be concurrent with HiTech Automation, under the umbrella show HiTech Manufacturing.
An era of evolutionIn the past few years, material handling has become a new, complex and rapidly evolving science. For moving material in & out of warehouse, a variety of equipment and systems are in use, depending on the type of products and volume to be handled. According to Vijay Devta, Senior Sales Executive, Safex ElectroMech, some of the new-edge technologies in India for MHE are hydraulic conveyors, hydraulic working platforms & material lift, passenger cum material lift in construction industries and in-process industries roller conveyor. Manufacturers have a wide variety of choice in the types of MHE available in the market.
To add to this, globalisation and international trade & commerce are
propelling competitiveness and driving the development of novel and efficient material handling technologies in the market. According to Mehendale, the size of the Indian MHE industry is estimated at approximately ` 5,000 crore and is likely to grow at 20 per cent year-on-year over the next five years, in terms of the overall economic growth. Domestic production and foreign trade are the two growth drivers for this segment.
One-stop shop HiTech Material Handing will help the entire material handling industry converge on a single lucrative platform that will serve as a foundation for the future growth of this industry. The event will display cutting-edge technology, breakthrough innovations and interactive demonstrations from the leaders in the material handling industry.
“HiTech Material Handling showcases the best and the latest in the industry. This show is a must attend for all SMEs. For those who will be a part of this extravaganza, the exhibition will provide tremendous networking opportunities and scope for business generation,” says Jategaonkar.
With this show, the material handling industry will be witnessing a slew of exciting new developments, which, in turn, will help the businesses maximise their Return on Investment (RoI).
HiTech Material Handling show is poised to equip India to shape its futuristic aspirations of building a robust innovative material handling equipment industry, with an objective of achieving a world-class position.
To keep pace with the increasing demands and manufacturing advances, the Indian material handling industry needs to innovate and deliver innovative solutions. HiTech Material Handling is a first-of-its-kind show exhibiting futuristic products & services across the material handling spectrum. A one-stop shop for gen-X material handling solutions, the event is all set to provide a success ladder to one & all...
Mumbai | 17-19 Feb, 2011


Known as the ‘state of businessmen’ Gujarat, is never out of business and investments. Supported by excellent road network, railway connectivity, port proximity, and ofcourse, the most proactive government, the opportunities that Ahmedabad provides for companies to set up their base are aplenty. With increase in the number of investments, companies need to spread awareness about their innovative offerings in the relevant segment. Providing such lucrative opportunities to companies, Engineering Expo Ahmedabad, in its 9th edition is all set to break its own records in generating business.
Shibani Gharat
Since time immemorial, Gujarat has been known for its ‘business-friendly’ attitude. Experts have always
attributed the growth of Gujarat to its proactive approach towards entrepreneurship and innovations. Its citizens are known for their leadership and entrepreneurial skills, risk-taking abilities and aspiration to explore new avenues of growth.
Thriving with booming investment prospects, Gujarat is a state that every company would want to associate with. The reasons are many. First and foremost, Gujarat houses a number of multinational corporations, private sector companies, public sector enterprises and medium & small-scale units. This is not all. The business-friendly policies add to the immense opportunities that the state holds.
At the heart of business in Gujarat is the city of Ahmedabad. The city, which pumps in opportunities and growth prospects in the state, has become a commercial hub of Gujarat. According to figures for September 2009, figures, investment projects worth ` 1,80,000 crore have already been implemented and projects worth ` 4,90,000 crore were under various stages of implementation. Investments particularly in power, gas, ports and infrastructure has given a boost to the progress of the state. When it comes to providing a conducive working environment, Ahmedabad was ranked fifth after Ludhiana, Hyderabad, Bhubaneswar and Gurgaon in a citywise analysis by the World Bank report ‘Doing Business in India, 2009’.
The presence of several industrial firms like Adani Group, Reliance Industries, Nirma Group of Industries, Arvind Mills, Claris Life Science,
Shell, Bosch and many others, justifies the tremendous business potential existing in Ahmedabad. Many investors prefer this region because of the presence of excellent infrastructure, availability of land, and negligible presence of trade unions. Moreover, the government has made all possible efforts to drive the growth of industries here. The proposed Delhi-Mumbai industrial corridor, Dholera (special investment region) and Gujarat International Financial Tech (GIFT) city are also expected to fuel the industrial growth of Ahmedabad.
Industrial baseTalking of industrial base, Ahmedabad accounts for 21.5 per cent of factories and employs 18 per cent of workers in the state. Of the total industrial productivity of the state, 60 per cent is contributed by the city alone. Ahmedabad is an industrial
Flying high with bright prospectsEngineering Expo Ahmedabad 2010-11

base for sectors like chemical, textile, drugs & pharmaceuticals, agro and food processing industries.
Such promising avenues call for increased awareness about latest product offerings of companies to broader audience. Having been established as an undisputed leader in providing a trade platform to manufacturers and service providers, Engineering Expo Ahmedabad 2010-11 is stepping into its 9th edition from December 10-13, 2010. Abuzz with prospects, the Expo is set to offer a cornerstone for companies that aspire to set up base in and around the city. It would also be an ideal platform for companies willing to strengthen their base in Ahmedabad.
Exhibitors are also upbeat on the possibilities that the Expo presents. Talking about the business benefits, Paresh Talsania, Proprietor, Talsania Engineering Works, a Vatva-based company, says, “The return on investment in Ahmedabad is very good. Not only are short-term gains possible, but the long-term business growth is also achievable.” Talsania is participating at the Expo for the
first time and is optimistic about creating awareness about the company and interacting with various prospective buyers.
Seconding his thoughts, Kailash Katkar, CEO, Quick Heal Technologies, informs, “We expect good number of enquiries from corporates and SMEs, since clients from these segments are expected to visit the show.” In a similar vein, CB Panchal, Director, Modern Power Semiconductor, a five-year-old company based in Vijapur, notes, “Engineering Expo offers us a platform to advertise and promote our products, and hence, generate more awareness about our company and our diverse range of products.”.
Rendering support to neighbouring citiesAhmedabad plays a vital role in rendering commercial resources and market access for the economies of neighbouring cities. The city of Ahmedabad, which in itself is a successful industrial hub, has also helped trade and industry to flourish in neighbouring cities like Gandhinagar, Rajkot, Surat, etc. Engineering Expo is thus, a platform that brings together decision-makers and visitors from leading industrial centres such as Vadodara, Rajkot, Gandhinagar among others, who are in search of latest engineering solutions to improve business prospects.
An ideal business destinationEngineering Expo is a perfect manufacturing & engineering trade fair to display latest products & services. As proved by 1,000+ companies that participated in the previous editions of the Expo, it is one of the most preferred platforms to grow business. Confirms Parag Patel, Proprietor, Samruddhi Industries, who participated in the previous edition of Expo, “We exhibited precision measuring instruments aimed at mechanical, piping and fabrication industries and pharma sector. In a span of four days, we sold more than
500 units of our products. From the number of inquiries we have received, we are sure to have a 10 per cent rise in our business,” says Patel. Garnering such positive responce, the company has decided to be a part of this year’s Ahmedabad edition, as well. This speaks of the might that Engineering Expo has been able to harness in its eight years of existence. Highlighting the performance of the Expo in helping the growth of SMEs, Sudhanva Jategaonkar, Associate Vice President - B2B Publishing, Infomedia 18, (a Network 18 company) that is organising this mega industry event, says, “The brand Engineering Expo is a brilliant example of starting humbly and achieving an enviable feat over the years. We celebrate the entrepreneurial spirit of Gujarat and are partners in our customers’ progress. The coming months look promising for the manufacturing sector and we aim to provide more business development opportunities through our Expo.”
Opportunities calling…Being an all-inclusive engineering show, Engineering Expo-Ahmedabad will provide an ideal opportunity for the exhibitors from allied sectors in engineering and manufacturing to improve their business prospects. The exhibitors are expected to receive an overwhelming response from the visitors, and hence, generate tremendous business leads and forge new partnerships in Gujarat.
Ahmedabad | 10-13 Dec, 2010
Engineering Expo, organised by Infomedia 18, is one of the biggest engineering events in the country. The 2009-10 edition of Engineering Expo saw business transactions worth over ` 150 crore. Launched in Ahmedabad in the year 2002, the event today boasts of a fabulous visitor turnout. The Expo is a preferred destination for SMEs and manufacturing & engineering companies to transact, network, form tie ups, and exchange ideas. The Engineering Expo 2010-11 is scheduled to take place in four cities, starting off at Pune in November 2010 and proceeding to Ahmedabad, Indore and Chennai in subsequent months.
We exhibited precision measuring instruments aimed at mechanical, piping and fabrication industries and pharma sector during last year’s Ahmedabad edition. In a span of four days, we sold more than 500 units of our products. From the number of inquiries we have received, we are sure to have a 10 per cent rise in our business.
Parag PatelProprietor, Samruddhi Industries

invites you to
AHMEDABAD | 10 - 13 Dec ‘10
Gujarat University Exhibition Hall, 10 am - 7 pmInv
itatio
nInv
itatio
n

ISO 9001:2008
Machine Tools & Acc. | Process Machinery & Eqpt | Material Handling Eqpt | Hydraulics & Pneumatics | Automation & Instrumentation | Electrical & Electronics | IT Products & Services | Light & Medium Engineering | Safety & Security
| Packaging Machinery
Exhibitor Profile
Engineering Expo organized by Infomedia18 is one of the engineering industry’s biggest events in country. The 2009-10 edition of Engineering Expo saw business transactions worth over Rs. 150 crores. Launched in Ahmedabad in the year 2002, the event today boasts of a fabulous visitor turnout. The Expo is a preferred destination for SME’s and manufacturing & engineering companies to transact, network, tie-up and
exchange ideas for the growth of the industry.

CURTAIN RAISER
Chemical World | November 201070
All pumped up to showcase novel developments
With three successful hostings, IPVS (Industrial Pumps Valves & Systems) trade fair, has become one of the leading trade events in India for the pumps & valves sector, which is the backbone of all process and manufacturing industries. The event, which will be held from December 9-11, 2010, at the Chennai Trade Centre, is expected to attract key players from the industry.
I PVS, instituted by Orbitz Exhibitions, has provided the much needed support to the growth of Indian pumps & valves sector by showcasing advanced technologies, from
across the world. While many leading global companies in the field of industrial pumps and valves have been in India since many decades, some are foraying into the domestic market realising the importance of having a base in this country.
States Rupen Vikamsey, Managing Director, Orbitz Exhibitions Pvt Ltd, “Such base is important not only for a share of the growing Indian economy, but also for catering to the global market with cost-effective, technically competent, congenially communicating marketing set-ups, manufacturing plants and R&D centres. Since these activities were largely scattered and unorganised, there was a pressing need for a common platform to showcase technological advances and explore new markets. IPVS succeeds in filling this niche.”
IPVS is supported by associations such as Indian Pump Manufacturers Association, Euro Pumps, Holland Pump, and All India Association of Industry.
Previous edition IPVS 2009 received good response with a comprehensive range of products on a single platform, claims the organiser. The number of exhibitors and visitors has been growing steadily as well. Besides India, countries like Australia, China, Germany, Hong Kong, Iran, Japan, Korea,
Malaysia, Russia, Singapore, Sri Lanka, Taiwan, Thailand, UAE and the US participated in the event. Around 3,000 visitors represented allied sectors like chemical, power, oil exploration, pharmaceuticals, energy resources, fertilisers, health & hygiene products and the like. The concurrent conference series also attracted prominent speakers.
Giving a boost Pumps & valves sector is integral to all industries, and therefore its growth is largely dependent on vital sectors like chemicals, oil & gas, power generation, infrastructure development, pharmaceutials, etc. “By and large, the Indian pump manufacturers have traditionally catered to the needs of the domestic market. Today, the domestic industry is seeking overseas opportunities, and quite a few have also made a good impact in the international business scenario. Pump exporters in India have managed to have a presence in the Middle East and African countries, where standards and conditions are similar to those prevailing in India,” says Vikamsey.
The event proposes to offer the right platform for manufacturers of pumps, valves, process systems, foundries, components of valves, forge shops, actuators, gaskets, packings and sealants, research institutes, etc. This time, the organisers are confident of roping in more overseas exhibitors, since India is a burgeoning market for industrial pumps, valves and systems. Hence, IPVS 2010 is expected to provide a single-point contact for potential buyers from India and abroad.



73November 2010 | Chemical World
EVENTS CALENDAR
National
KBR Petrochemicals Workshop It will focus on various technologies and processes used in petrochemical industry; November 17, 2010; at Hotel Trident, Bandra Kurla Complex, Mumbai
For details contact:Rakesh Singh, Manager - MarketingKBR Technology1st floor, Tower A, TechnopolisGolf Course Road, Sector – 54Gurgaon 122 002, HaryanaTel: 0124-455 7600, Mob: 098100 94072Email: [email protected]
Indian Petrochem Conference 2010Annual petrochemicals conference providing an exclusive forum for interaction between the global petrochemical fraternity; November 18-19, 2010, Hotel Renaissance, Mumbai
For details contact:Elite Conferences Pvt Ltd606, Bhagyalaxmi, Kennedy Bridge Mumbai 400 004 Tel: 022-2385 1430, Fax: 022-2385 1431 Email: [email protected]
Frost & Sullivan - 2010 India Excellence in Chemicals, Materials and Food AwardsThe awards identify and recognise prominent companies in the chemicals, materials and food ingredients sectors for their significant contributions in the areas of product and service; December 06, 2010; at Hyatt Regency, Mumbai
For details contact:Anish Charles, Corp CommunicationFrost & Sullivan4th Floor, Tower VI, Solitaire Corporate ParkChakala, Andheri (E), Mumbai 400 093Tel: 022-4001 3419, Mob: 098205 78485Email: [email protected]
IPVS 2010 Industrial trade fair for pumps, valves and systems; December 09–11, 2010; at Chennai Trade & Convention Centre, Chennai
For details contact:Orbitz Exhibitions Pvt Ltd201, Navyug Industrial EstateT J Road, Sewri (W), Mumbai 400 015Tel: 022-2410 2801, Fax: 022-2410 2805Email: [email protected]
Everything About Water Expo 2010An international exhibition and conference on water & wastewater management; January 06-08, 2011; at Bombay Exhibition Centre, Mumbai
For details contact:Aarti ChopraEA Water Pvt LtdA1/152, IGNOU Road, Neb SaraiNew Delhi 110 030Tel: 011-4310 0500, Fax: 011-4310 0599 Email: [email protected]
PU Tech 2011A polyurethane (PU) exhibition & conference; March 09-11, 2011; at India Expo Centre - Expo XXI, Noida
For details contact:Unitech Exhibitions Pvt Ltd92/3, 2nd Main RoadGandhi Nagar, Adyar, Chennai 600 020Tel: 044-2440 5493, Fax: 044-2440 5492Email: [email protected]
Chemspec India 2011An exhibition for performance & fine chemicals and organic intermediates; April 14-15, 2011, Bombay Exhibition Centre, Mumbai
For details contact:DMG World Media Ltd301B Court GreensThe Laburnum, Sushant LokGurgaon 122 002, HaryanaMob: 098116 14144 Email: [email protected]
PVC 2011The event will display the latest innovations in pumps, valves and compressors (PVC) for various industries; May 06-08, 2011; at Bombay Exhibition Centre, Mumbai
For details contact:Conventions & Fairs (India) Pvt LtdE 519, Floral Deck PlazaCentral MIDC RoadOpp SEEPZ, Andheri (East)Mumbai 400 093 Tel: 022-2839 8000, Fax: 022-2839 0502Email: [email protected]
India’s premier industrial trade fair on products and technologies related to Machine Tools, Hydraulics & Pneumactics, Process Machinery & Equipment, Automation Instrumentation, Packaging & Auxiliaries,
IT Products, Electrical & Electronics, Material Handling and Safety Equipment.
For detailsInfomedia 18 Ltd, Ruby House,
1st Floor, J K Sawant Marg, Dadar (W), Mumbai 400 028. Tel: 022 3003 4651 Fax: 022 3003 4499 • Email: [email protected]
INDOREMadhya Pradesh
Jan 7-10, 2011Maharaja Shivajirao
School Grd, Chimanbaug
CHENNAITamil Nadu
Mar 11-13, 2011Chennai Trade
Centre
PUNEMaharashtra
Nov 19-22, 2010Auto Cluster Exhibition
Ctr, Chinchwad
AHMEDABADGujarat
Dec 10-13, 2010Gujarat University
Exhibition Hall
For detailsInfomedia 18 Ltd, Ruby House,
1st Floor, J K Sawant Marg, Dadar (W), Mumbai 400 028.
Tel: 022 3003 4650 Fax: 022 3003 4499 • Email: [email protected]
Concurrent Shows
One of the largest advanced design and manufacturing events in India featuring
Machine Tools, Hydraulics & Pneumactics, Process Machinery & Equipment, Automation & Instrumentation, Packaging & Auxiliaries, IT Products, Electrical & Electronics, Material
Handling and Safety Equipment.
MUMBAIMaharashtra
February 17-19, 2011Bombay Exhibition
Centre

Chemical World | November 201074
EVENTS CALENDAR
InternationalOSEA 2010An exhibition & conference for oil & gas industry ; November 30-December 03, 2010; at Suntec Singapore For details contact:Singapore Exhibition Services Pte LtdNo 1 Jalan Kilang Timor, #09-02Pacific Tech Centre, Singapore 159303Tel: +65 6233 6638, Fax: +65 6233 6633Email: [email protected]
CIL Indonesia 2010The event will showcase new trends in chemical & process engineering, instrumentation and laboratory equipment; December 01-04, 2010; at Jakarta International Expo, Indonesia For details contact:Allworld Exhibitions12th Floor, Westminster Tower3 Albert Embankment, London, The UKTel: +44 (0) 20 7840 2100 Fax: +44 (0) 20 7840 2111Email: [email protected]
Iran Chem Tech 2011The expo is devoted to materials and equipment & machinery for the chemical industry; February 07-10, 2011; at Tehran Permanent Fairground, Tehran
For details contact:GohargodazNo.28 Sharifi alleyNorth Razan st.Mirdamad blvd, Tehran 19119, IranTel: +98 21 22 22 52 05/22 92 30 88 Fax: +98 21 22 92 26 83Email: [email protected]
InformexUSA 2011It will provide a meeting point for buyers and sellers of high-value chemicals; February 07-10, 2011; Charlotte Convention Center, Charlotte, The US For details contact:United Business MediaIndustrieweg 54, PO Box 2003600 AE Maarssen, The NetherlandsTel: +31 34 65 59 444 Fax: +44 (0) 20 7921 8059 Email: [email protected]
ISRACHEM 2011An exhibition on industrial processing, chemical engineering, measurement control and instrumentation; February 22-24, 2011; Israel Trade Fairs Center, Tel Aviv For details contact:Stier Group Ltd12, Tversky Street, Tel Aviv 67210, IsraelTel: +972 (0)3 5626090Fax: +972 (0)3 5615463Email: [email protected]
CIPPE 2011An event for petroleum & petrochemical technology and equipment; March 22-24, 2011, New China International Exhibition Center, Beijing, China For details contact:ITE Group Plc105 Salusbury RoadLondon, NW6 6RG, The UKTel: +44 (0) 20 7596 5000 Fax: +44 (0) 20 7596 5111 Email: [email protected]
Chembio Finland 2011An event showcasing latest trends in laboratory products, biotechnology and chemical industry; March 22-24, 2011; at Helsinki Fair Centre, Finland For details contact:Suomen Messut Messuaukio 1, PO Box 21, FIN-00521 Helsinki, FinlandTel: +358 9 150 91, Fax: +358 9 142 358Email: [email protected]
Analytica Vietnam 2011A trade fair and conference for analytical instrumentation, biotechnology, laboratory technology and services; April 07-09, 2011; at Ho Chi Minh City, Vietnam For details contact:Imag Am Messesee 2 81829 Munich, GermanyTel: +49 (0) 89 949 22 0Fax: +49 (0) 89 949 22 350Email: [email protected]
FILTSEP 2011A trade fair for equipment and technologies for filtration and separation; April 26-29, 2011; at Crocus-Expo IEC, Moscow, Russia
For details contact:MVK - International Exhibition Company1 Sokolnichesky ValPavilion 4, Moscow 107113, RussiaTel: +7 (495) 995-05-95Email: [email protected]
SCHÜTTGUT 2011Industry forum for manufacturers of powder, granules and bulk solids; May 18-19, 2011; at Exhibition Centre Westfallenhalle Dortmund, Germany
For details contact:easyFairs - Brussels Rue Saint Lambert, 135B-1200 Brussels, BelgiumTel: +32 (0)2 740 10 70Fax: +32 (0)2 740 10 75Email: [email protected]
Oil and Gas Asia 2011Asian oil, gas and petrochemical engineering exhibition; June 01-03, 2011; at Kuala Lumpur Convention Centre, Malaysia For details contact:Allworld Exhibitions 12th Floor, Westminster Tower3 Albert Embankment, LondonThe UK Tel: +44 (0)20 7840 2100Fax: +44 (0)20 7840 2111Email: [email protected]
Chemspec Europe 2011An exhibition for performance & fine chemicals and organic intermediates; June 15-16, 2011; at Palexpo, Geneva, Switzerland For details contact:Dmg World Media (UK) LtdWestgate House120/130 Station RoadRedhill, Surrey RH1 1ET, The UKTel: +44 (0)1737 855000Fax: +44 (0)1737 855475Email: [email protected]
The information published in this section is as per the details furnished by the respective organiser. In any case, it does not represent the views of Chemical World

REPORT
75November 2010 | Chemical World
Prasenjit Chakraborty
T he sixth edition of India Chem, jointly organised by the Federation of Indian Chambers of Commerce and Industry (FICCI) and Department of Chemicals
& Petrochemicals, Government of India (GoI), took place between October 28 and 30,2010, at Bombay Exhibition Centre, Mumbai. India Chem is an international conference & exhibition on chemicals, petrochemicals, pharmaceuticals and process plant & machinery.
The inaugural functionThe event was inaugurated by Pratibha Devisingh Patil, President of India, and presided over by Kateekal Sankaranarayanan, Governor of Maharashtra. Other dignitaries present on the occasion were M K Alagiri, Union Minister for Chemicals & Fertilizers; Shrikant Kumar Jena, Union Minister of State for Chemicals & Fertilizers; Gurudas Kamat, Union Minister of State for Communications & Information Technology; Dr Yoshimitsu Kobayashi, President & CEO, Mitsubishi Chemicals Holdings Corporation, Japan; and M
Raman, Secretary, Department of Chemicals & Petrochemicals. In her inaugural address, Patil said, “I am confident that the Indian industry will take full advantage of the presence of the leading personalities from India and abroad in chemical, petrochemicals & pharmaceuticals sector at India Chem 2010, to acquaint themselves with the new scenario that is emerging. I am equally confident that the interaction at the conference would convince the foreign delegates about the various opportunities India offers for trade and investment.” She firmly believed that with strong technical skills and low-cost manufacturing, India is becoming an attractive outsourcing hub for knowledge-based value-added chemicals.
Policy initiativesAlagiri in his address emphasised on the role & importance of the chemical industry in India, and highlighted some of the key initiatives undertaken by the government to support its growth. Some of these initiatives included setting up of plastic parks; institution of National Awards for technology upgradation; and creation of centres of excellence in the petrochemical sector under
A growth catalyst for business
India Chem 2010 served as a platform for interaction between the chemical industry in India and abroad. The biennial event showcased the strength and potential of the Indian chemical industry. Besides, it acted as a catalyst in providing opportunities and formulating business alliances for growth of trade and investment in this sector.
President Pratibha Devisingh Patil and Union Minister M K Alagiri releasing the Handbook on Indian chemical industry M K Alagiri inaugurating the exhibition

REPORT
Chemical World | November 201076
the National Policy on Petrochemicals, announced in 2007.
He also spoke about the creation of Technology Development Fund for modernisation of Indian small & medium chemical enterprises, and the setting up of a task force on chemicals that will lay down a draft chemical policy with Vision 2020. “The India Chem series has been a great success in the past and is now known as the flagship event of the industry. I believe that a platform like India Chem will certainly take the Indian chemical and petrochemical industries to new heights of success,” asserted Alagiri.
According to Raman, the demand for specialty chemicals worldwide is increasing day by day. “India with its skilled manpower and low-cost manufacturing could play a significant role in this direction,” he opined. Jai Hiremath, Chairman, National Chemicals Committee, FICCI, and Dr Kobayashi also spoke on the occasion.
Release of handbookA handbook on ‘Indian Chemical Industry’ prepared by FICCI and the Tata Strategic Management Group (TSMG) was also unveiled at the event. “TSMG has been the knowledge partner for India Chem conference in 2008 and 2009. This year too, TSMG & Roland Berger Strategy Consultants, jointly with FICCI, are the knowledge partners, and are releasing a comprehensive report on the Indian chemical industry,” said Raju Bhinge, CEO, TSMG.
Anand Ladsariya, Chairman, Chemexcil, in his valedictory address,
highlighted the Indian chemical industry’s unique position as one of the world’s largest producers of specialty and fine chemicals. He also emphasised on the government’s policy of setting up Petroleum, Chemical & Petrochemical Investment Regions (PCPIRs) in select states and its role in attracting investments, creating skilled jobs & providing fillip to the overall growth of the chemical sector in these regions.
Some of the leading industry associations had extended their support to the event. According to Dr Kishore M Shah, President, Indian Speciality Chemical Manufacturers’ Association, the biennial event has served as a platform for interaction between the Indian and foreign chemical industry. “The event showcased the strength and the potential of the Indian chemical, petrochemical & pharmaceutical industries, and provided opportunities to formulate business alliances for growth of trade and investment in these sectors,” he opined. He strongly believes that India Chem 2010 will provide a plethora of opportunities like transfer of technology, investment and joint ventures, setting up of R&D bases in India, etc.
Offering momentum The event offered a good launch platform, as many companies introduced new products for their target segments. For instance, Everest Group showcased the latest products that included customised industrial vacuum systems, dry high vacuum pumping systems, oil
& water free dry screw vacuum pumps & trilobe roots blowers. Similarly, RCF introduced two new products - methyl formate and Rapidwall products, which the company claimed to have the potential to bring revolution in the construction industry.
Companies participating at the expo were able to build business contacts and expand their market. Sandeep Bharucha, General Manager, Jay Instruments & Systems Pvt Ltd, commented, “By 2012, we expect to grow our business by 20-30 per cent.We launched Spectrophotometer CM-5at this exhibition. We expect to make inroads into the chemical and pharmaceutical industries from India Chem 2010.”
Visitors also got a glimpse of the latest innovations from across the globe. “The event was worth visiting. I visited the exhibition to find out what is new in the industry in terms of products, technologies etc. This event is well organised with some big names from the PSUs,” said Y S Upadhyay, Deputy General Manager, Sandhya Group of Companies.
The event explored areas where India has tremendous potential to emerge as one of the leaders in the chemical sector. It saw a good participation from who’s who of the industry, government representatives, nodal agencies and stakeholders of national & international organisations. All in all, the event can be considered to have acted as a catalyst for companies to enhance their business through new contacts and innovative products.
Visitors interacting with the exhibitors Alagiri takes a tour of the exhibition Visitors at the registration desks

����������������������������������������������
����������������
��������������������������������������������������������������������� ��������
���� ���������� ���������������������������������
�������
��������������������������
���������������������������������������������������������

��������������������������������������For the first time in India, there is a trade show that promises to deliver future solutions for the complete manufacturing & engineering industry. HiTech Manufacturing Show is a first of its kind event that encompasses the entire value chain of manufacturing and engineering with a special focus on Automation and Material Handing & allied products/services.
An innovator in the realm of steam power
�����
The father of modern science�����
������
�������������
Brought electricity to the masses
Paved way for Scientific Revolution
����������
����������
Created the first designs for a data-storing computer
The first true innovator in the field of automobiles
�������

��������������������������������������For the first time in India, there is a trade show that promises to deliver future solutions for the complete manufacturing & engineering industry. HiTech Manufacturing Show is a first of its kind event that encompasses the entire value chain of manufacturing and engineering with a special focus on Automation and Material Handing & allied products/services.
An innovator in the realm of steam power
�����
The father of modern science�����
������
�������������
Brought electricity to the masses
Paved way for Scientific Revolution
����������
����������
Created the first designs for a data-storing computer
The first true innovator in the field of automobiles
�������

����������������������������������������������
����������������
��������������������������������������������������������������������� ��������
���� ���������� ���������������������������������
�������
��������������������������
���������������������������������������������������������

81November 2010 | Chemical World
PRODUCT UPDATE
Rotary air blowersEverest Transmission offers Tri-Lobe rotary air blowers (roots type). These are positive displacement machines, which discharge a constant volume of air when operated at a constant speed. These machines are suitable for both pressure and vacuum applications. Pressure is not developed inside the blower but by the demand of the system. Differential pressure, therefore, varies to meet the load conditions and system resistance. Horsepower required is proportional to the differential pressure across the suction and discharge of the blower. The air delivered is 100 per cent oil-free. These are extensively used in cement plants, pneumatic conveying systems, effluent treatment plants for aeration, water treatment plants for backwashing of filters, blending of powder material, agitation of chemical solutions, aquaculture and electroplating. These blowers are manufactured on sophisticated CNC machines to ensure high quality of workmanship resulting in interchangeability and high performance. A large range of air blowers from 25 to 15,000 m3/hr in single stage and up to any capacity in parallel configuration, for pressures up to 1 bar, are available. Tri-Lobe technology means blowers have lobe tips exposed to 120o around the rotor, instead of 180o as in a bi-lobe blower.
Everest TransmissionNew Delhi Tel: 011-2811 4944, Fax: 011-2811 7469Email: [email protected]
Pultruded cooling towersPaltech Cooling Towers & Equipments offers pultruded cooling towers in technical collaboration with CTD Inc, USA. These are strong and uniquely featured towers with lots of advantages. These offer longevity and resist corrosion. These are light in weight and construction/installation time is less compared to conventional cooling towers. The pultruded FRP cooling towers are best suited for seawater application as a replacement for old and large wooden cooling towers or fresh installation of new cooling towers in place of conventional ones. These cooling towers offer single cell capacity up to 5,000 m3/hr and multi-cell capacity to any quantity in counter flow design with film fill and splash fill.
Paltech Cooling Towers & Equipments LtdGurgaon - HaryanaTel: 0124-422 2483-85, Fax: 0124-422 2466Email: [email protected]
Drying systemsRaj Process Equipments & Systems offers different types of drying systems depending on the nature of products to be dried and the characteristics of dried product required. The drying systems
are designed for one-step transformation of liquid feeds/wet cakes/pastes to powder. Depending on the nature of product the suitable material of construction is selected for product contact parts. The systems are supplied as a turnkey equipment consisting of following systems: slurry preparation/mixing/feeding system; air heating system; feed atomisation/dispersion/agitation system and dry product collection/conveying system. They also have dust/fines collection system consisting of either one or combination of following systems: high-efficiency cyclone separator; bag filter; wet scrubber; and electrostatic precipitator. Instrumentation and controls comprise simple motor control centre and indicating & controlling instruments. Option of PLC & SCADA controlled system for automatic operation of the complete plant is also offered. The drying systems are either open loop, semi-closed loop or closed loop depending on the nature of solvent in the feed and the necessity of recovering the solvent.
Raj Process Equipments & Systems Pvt LtdPune - MaharashtraTel: 020-4071 0010, Fax: 020-4071 0009Email: [email protected]
Centrifugal sanitary pumpsGoma Engineering offers centrifugal sanitary pumps. These pumps come in special open-type impeller design in investment cast SS 316 with specially contoured blades set far into the suction cover and spirally formed housing which
ensure greatest operational reliability. Important features include: gentle product handling, fast clean design, high durability, tailor-made mechanical seal, SS 316 pump shaft, standard IEC class motors, height adjustable base frame provided with cup-shaped feet for ease of operation, and connections as per SMS/IDF/DIN. Applications are in production of milk, fruit juices, ready-to-serve beverages, oils, emulsions, paints, fine chemicals, essences, flavours, etc.
Goma Engineering Pvt LtdThane - MaharashtraTel: 022-2534 0875/6436, Fax: 022-2533 3632/4Email: [email protected]

Chemical World | November 201082
PRODUCT UPDATE
Carbon blackContinental Carbon India offers super conductive carbon black, CL-08, in association with Continental Carbon Company (CCC), USA. This enables users to obtain a wide range of conductivity levels in their products at lower loadings than any other conductive carbon blacks available in the market today. Low loading allows easier processing and good dispersion for compounds sensitive to filler addition. It helps to avoid losses in mechanical and rheological properties and improves the performance & efficiency of customer’s products. CL-08 has high surface area and structure levels, approximately 1,000 m2/g (BET) and 500 mL/100 g respectively, making it 8-10 times more conductive at loadings of 5-10 PHR. It is best used in those applications where superconductivity is required. The use of less CL-08 enables the materials to be lighter, smoother surface, glossier and easily processed. This product is used in electrostatic dissipation, conductive polymers, platinum catalyst support, batteries & energy storage, power cables, surface coatings, packaging for IC parts/automotive parts/cell phones, conveying belt & V-belts for ESD application and aircraft composites & space applications.
Continental Carbon India LtdNoida - Uttar PradeshTel: 0120-284 0505, Fax: 0120-284 0504Email: [email protected]

83November 2010 | Chemical World
PRODUCT UPDATE
Corrugated tube heat exchangersHRS Process Systems offers Ecoflux corrugated tube heat exchangers. In these, heat transfer area can be reduced to less than half of that required in a
plain tubular heat exchanger. Corrugated tube heat exchangers are shell & tube heat exchangers, which use corrugated tubes instead of plain tubes. The tubes are corrugated to induce turbulence in both flows (product & service) at lower velocities. This not only increases thermal efficiency but also eliminates product channeling. Ecoflux is available in following models: K series is a multi-tube heat exchanger for process industry applications; MI series is a multi-tube heat exchanger for food/fruit processing applications; DT series is a tube in tube heat exchanger and is capable of handling large particulates, and AS series is a triple tube heat exchanger made of three concentric tubes, which give three annular spaces. The product fluid channel is surrounded on both sides by the service fluid used for highly viscous material. The heat exchanger finds applications in industries such as chemical process, pharmaceutical, petrochemical, fertiliser, edible oil, food & beverage processing, etc.
HRS Process Systems Pvt LtdPune - MaharashtraTel: 020-2566 3581, Fax: 020-2566 3583Email: [email protected]

Chemical World | November 201084
PRODUCT UPDATE
Stainless steel sensorsRockwell Automation offers two new stainless steel sensors to address the demanding applications in food & beverage industry. These sensors withstand high-pressure and high-temperature wash downs, while offering good resistance to corrosion and damage caused by harsh cleansing agents. The 42CS photoelectric and 871TS inductive sensor families feature stainless steel construction, extended temperature ratings and IP69K enclosure ratings. IP69K testing replicates the steam-cleaning process typically used in the food & beverage industry. This testing requires the sensors to withstand spray pressure up to 1,450 psi and temperatures up to 176oF (80oC). In addition, both sensor families have been subjected to and certified to pass chemical compatibility testing by two independent labs, both of which are worldwide leaders in the development of cleaning and sanitising products. In testing, the sensors are subjected to some of the most commonly used caustic cleaning agents and disinfectants in the food & beverage industry.
Rockwell Automation India LtdNoida - Uttar PradeshTel: 0120-289 5245, Fax: 0120-421 7929Email: [email protected]

85November 2010 | Chemical World
PRODUCT UPDATE
Laser sensorsBanner Engineering offers LH series laser displacement sensors for precise height & thickness measurement of many industrial targets. Sheetmetal, wood, ceramic, paper, plastic, rubber, foam and baking dough are some of the materials that can be measured for quality assurance. Results are consistently accurate, with precision
ranging to the micron level, whether the target material is shiny, dark, hard or soft. The new LH Series sensors provide precise measurement of distance, web thickness and alignment. Applications include hot parts, machined parts, semiconductors & PCBs, shiny or reflective parts, and soft or sticky parts. There are three models in the series, with measurement ranges of 25-35, 60-100 and 100-200 mm. Thickness is measured by two sensors mounted at either side of the target that automatically synchronise with one another. Up to 32 sensors can be easily combined in a mixed measurement network of multi-track displacement or thickness sensors.
Banner Engineering India Pvt LtdPune - MaharashtraTel: 020-6640 5624, Fax: 020-6640 5623Email: [email protected]

Chemical World | November 201086
PRODUCT UPDATE
Screening machinesAllgaier Werke offers tumbler and vibration screening machines as per GMP and FDA-regulations for applications in pharmacy, food and fine chemicals. These specialised machines are used for the treatment of valuable powders, pellets and granules. The hygienic design includes solutions for WIP-cleaning devices and ATEX certification. The tumbler screening machines are high-performance screening machines for fractionating, protective screening and dedusting. The three-dimensional tumbling movement creates exceptional fine cuts for the bulk solids. The modular design allows the production of additional fractions through additional screening desks in one machine. For simple applications vibration screening machines, type VTS or Vibrall, are economic alternatives. Surface qualities include: surface roughness up to RA <0.4 µm, electropolished, glass-beed blasted, pickled & passivated and welding seam ground even to metal plate.
Allgaier Werke GmbHUhingen - GermanyTel: +49-7161-301353, Fax: +49-7161-34268Email: [email protected]

87November 2010 | Chemical World
PRODUCT UPDATE
Static mixersFenix Process Technologies offers a range of static mixers for liquid-liquid mixing wherever it is difficult by conventional operation. The fluid components to
be mixed are pumped at the inlet of the mixing unit containing static mixing elements. Due to special construction of the mixing elements, the fluids are directed radially outwards and inwards while the forward flow continues. This movement is multiplied by providing more mixing elements successively. The angle of this movement can also be changed in subsequent elements. As a result, the completely mixed fluid emerges out at the other end. These static mixers find use particularly when homogeneous solutions of highly viscous liquids are required in the process. These are also suitable for liquids with very low viscosity, poor solubility and for making emulsions. The company offers static mixers in wide ranging capacities for various applications, flow properties and varying pressure drops. These are manufactured in SS & other exotic metals & alloys, and in PTFE-lined material.
Fenix Process Technologies Pvt LtdPune - MaharashtraTel: 020-6630 4437/38, Fax: 020-2545 8454Email: [email protected]

Chemical World | November 201088
PRODUCT UPDATE
GRP pipesEPP Composites offers GRP pipes for applications in potable water supply, sewerage schemes, cross-country water transmission, etc. These pipes are manufactured by filament winding process with efficient engineering techniques. Standards followed are IS 12709-1994 for potable water application, IS 14402 for sewerage water applications and also followed by design standard AWWA-M45. The pipe is to be tested by efficient testing methods followed by specific standard. GRP pipes are technically advanced for all sewer application with continued benefits. These pipes are available in sizes ranging from DN 25 mm to 3,000 mm. Pressure can be up to 20 kg/cm2 and stiffness 2,500, 5,000, 10,000 N/m2. Advantages of GRP pipe include: corrosion resistance, lightweight & long service life, flexibility of modification at very low cost and easy installation using coupler joints.
EPP Composites Pvt LtdRajkot - GujaratTel: 02827-287 059, Fax: 02827-287 063Email: [email protected]

` `` `

` `
`

91November 2010 | Chemical World
PRODUCT UPDATE
PP chemical processing pumpsTaha Pumps & Valves offers PCX series horizontal centrifugal type chemical process pumps in BPO design. These pumps are useful in handling corrosive chemicals, acids, effluents, inks, dyes, solvents, etc, in various industries ranging from chemical,
petrochemical, steel plants, power plants to pharmaceutical industries. These pumps are offered in standard construction of polypropylene and optionally in PVDF also for highly corrosive liquids and temperature up to 110oC. The versatile features of these pumps include: wide models available from 1 to 10 hp in different capacities, wide range of sealing combinations of mechanical seal and gland packing. These pumps are designed & manufactured with latest technology to give better performance, reliability and lower power consumption.
Taha Pumps & ValvesSurendranagar - GujaratTel: 02752-240 233, Fax: 02752-240 908Email: [email protected]

Chemical World | November 201092
PRODUCT UPDATE
The information published in this section is as per the details furnished by the respective manufacturer/
distributor. In any case, it does not represent the views of Chemical World
Lubricant additives & reactive surfactantsADEKA India offers lubricant additives and reactive surfactants. The ADEKA lube S series is an organo-molybdenum compound developed with original technology by ADEKA Corporation. These additives can reduce friction and help save fuels, minimise metal wear and extend machine life. They give good lubricity performance even under severe conditions, prevent degradation of oil, and extend oil life. These are suitable for engine oil, gear oil, grease and metal working fluid. ADEKA Reasoap series comprises polymerisable surfactants. These improve water resistance and other physical properties of resin film produced. These also provide good emulsifying characteristics and reactivity with monomers in emulsion polymerisation. These are suitable for emulsions used in water-resistant paints, adhesives and textile binders.
ADEKA India Pvt LtdMumbai - MaharashtraTel: 022-4026 3301-03, Fax: 022-4026 3306Email: [email protected]

��
�
PRODUCT Inquiry Form
Use
this
form
for F
RE
E a
dditio
nal I
nfor
mat
ion
on p
rodu
cts
publ
ished
in th
is iss
ue. W
e wi
ll sen
d yo
ur in
quiri
es to
the
man
ufac
ture
rs a
nd a
sk th
em to
sen
d yo
u th
e de
tails
or c
onta
ct y
ou d
irect
ly.
Ho
w t
o u
se t
his
fo
rm:
Plea
se ti
ck a
gain
st th
e bo
x of
pro
duct
(s) y
ou a
re in
tere
sted
in:
Men
tion
spec
ific
prod
uct/s
ervi
ce y
ou n
eed,
C
ompl
ete
all t
he d
etai
ls o
n th
is fo
rm.
Tea
r the
form
& m
ail i
t to
us. (
It is
a p
repa
id m
ail)
Te
l.:
+9
1-2
2-3
00
3 4
68
4 �
Fa
x.:
+9
1-2
2-3
00
3 4
49
9 �
Em
ail
: b
2b
@in
fom
ed
ia1
8.i
n
Third Fold HereGLUE
Second Fold HereSecond Fold Here
First Fold HereFirst Fold Here
� Accessory solutions................................................� Acoustic hoods......................................................� Air blowers............................................................� Air breathing apparatus.........................................� Air pollution control equipment.............................� Air receiver ............................................................� Air treatment.........................................................� Aluma coat............................................................� Aluminium oxide ceramic composite......................� Analytical instrumentation .....................................� Automatic condensate transfer pump....................� Ball check valve......................................................� Ball valve ...............................................................� Ball valves - Teflon-lined.........................................� Batching system ....................................................� Bellow seal valve....................................................� Bellows & dip-pipes ...............................................� Bend .....................................................................� Blowers .................................................................� Boilers ...................................................................� Burners..................................................................� Bush......................................................................� Butterfly valve........................................................� Butterfly valves - Teflon-lined .................................� Carbon black .........................................................� Centrifugal sanitary pumps ....................................� Ceramic adhesive cement.......................................� Ceramic electrical heater parts ...............................� Chain pulley block .................................................� Check valves - Teflon-lined .....................................� Chemical dosing pump..........................................� Chemical process pumps .......................................� Chemical pumps....................................................� Chlorination plant..................................................� Chlorine cylinder/tonner emergency repair kit ........� Chlorine gas cylinder .............................................� Chlorine gas mask .................................................� Chloroscope ..........................................................� Coloumns & chemistries ........................................� Colour measuring instruments ...............................� Computed tomography .........................................� Condensers............................................................� Cone screw mixer ..................................................� Conical screw dryers ..............................................� Cooling tower .......................................................� Corrugated tube heat exchangers ..........................� Crabs.....................................................................� Crane ....................................................................� Dairy equipment....................................................� Dampers................................................................� DHL import express worldwide ..............................� Diaphragm valve....................................................� Disc check valve.....................................................� Drives ....................................................................� Dry vacuum pumps................................................� Drying systems.......................................................� Electronic balance..................................................� End cap.................................................................� EOT/HOT cranes.....................................................� Exhbition - IPVS 2010............................................� Exhibition - Engineering Expo ................................� Exhibition - HiTech Manufacturing Show................� Expansion bellows .................................................� FEP/PFA/PVDF-lined valves ......................................� Filter cock..............................................................� Filter press .............................................................� Fine chemicals ......................................................� Fire tube type package IBR steam boiler.................� Fittings ..................................................................� Flame proof hoist ..................................................
� Float trap ..............................................................� Flow indicator........................................................� Fluid ......................................................................� Fluoropolymer-lined valves .....................................� Foot valve ..............................................................� Fuse bodies ...........................................................� Gas detectors ........................................................� Gaskets..................................................................� Gear ......................................................................� Gear motor............................................................� Gear pumps ..........................................................� Gearboxes .............................................................� Geared & flexible couplings ...................................� Geared motor........................................................� GMP heat exchangers ............................................� GMP reactors.........................................................� Goliath crane.........................................................� Goods lift ..............................................................� Grinding media .....................................................� GRP pipes ..............................................................� Hearing instruments ..............................................� Heat exchangers ....................................................� Helical gearbox ......................................................� Hot air & water generator......................................� HPLC .....................................................................� Hydrogenator/autoclaves .......................................� Igniting electrodes .................................................� Impeller .................................................................� Industrial ceramic ..................................................� Industrial coolers ...................................................� Industrial inkjet printers .........................................� Industrial state directory ........................................� Informatics ............................................................� Investment destination - West Bengal ....................� IT solutions & consulting .......................................� Jib crane................................................................� Lab spray dryer ......................................................� Laser sensors .........................................................� Lined ball valves.....................................................� Lined valves ...........................................................� Lined valves & pipe fittings ....................................� Liquid filling system ...............................................� Long neck pipe end ...............................................� Lubricant additives & reactive surfactants...............� Magnet drive pumps .............................................� Metal detector/on-line check weigher ....................� Micro milling beads ...............................................� Mill lining blocks ...................................................� Moisture analyser ..................................................� Monoblock high vacuum pump.............................� Monoblock pumps ................................................� Monorail trolley .....................................................� Motorised chain pulley block .................................� Motors ..................................................................� Multifuel-fired IBR steam boiler..............................� Non-metallic pumps ..............................................� Non-return valves ..................................................� Oil seal high vacuum pump ...................................� Pallet scale.............................................................� Particle therapy......................................................� Patient care solutions.............................................� Peristaltic pumps ...................................................� PFA lined fittings....................................................� PFA lined products.................................................� pH meter...............................................................� Pipe.......................................................................� Piping systems .......................................................� Plug valve ..............................................................� Pole ring................................................................� Pollution monitoring machines ..............................
Send your inquiries at:Tel: +91-22-3003 4684 Fax: +91-22-3003 4499
Email: [email protected]
COMPLETE ENGINEERING UNDER ONE ROOF @www.engg-expo.com

Please complete the following & get a quick effective response from suppliers: 1. Your company’s business function is (�one only) � Wholesalers � Manufacturer � Distributor � Agent � Other, please specify ______________ 2. Your role in your company’s buying process can best be described as: � I buy � I identify potential suppliers � I approve purchases� I negotiate contracts � I select suppliers.
3. Your line of business
Name:
Designation:
Company Name:
Address:
City: Pin:
Tel: Fax:
Email:11 / 2010
Business Reply InlandBR Permit No. 555
Bhavani Shankar Post Office,Mumbai 400 028.
INFOMEDIA 18 LIMITEDRuby House, ‘A’ Wing, J.K. Sawant Marg, Dadar (W),Mumbai 400 028,INDIA.
POSTAGEWILL BEPAID BY
ADDRESSEE
NO POSTAGESTAMP
NECESSARYIF POSTEDIN INDIA
Special Projects
� Polypropylene filter plates ............................� Polypropylene process pumps ......................� Polypropylene recess plates ..........................� PP chemical processing pumps ....................� PP-recess chamber type filter press...............� Pressure control solutions ............................� Process heat exchangers ..............................� Process reactors ...........................................� PTFE ............................................................� PTFE-lined fittings ........................................� PTFE-lined pipe ............................................� PTFE-lined products .....................................� PTFE-lined spool pipe...................................� PTFE-lined valves & pipe fittings ...................� Pultruded cooling towers.............................� Pumps .........................................................� PVDF pumps................................................� Radiology ....................................................� Reactors ......................................................� Re-crystalliSed allumina tubes ......................� Reducer .......................................................� Refurbished systems ....................................� Rod .............................................................� Roots blower ...............................................� Roots vacuum pumps ..................................� Rotary air blowers........................................� Rotary gear pumps ......................................� Rotary pumps ..............................................� Rotary sliding vane pumps...........................� Rotary vacuum dryers ..................................
� Rotocone dryers...........................................� Sampling valves - Teflon-lined ......................� Scoop..........................................................� Screening machines .....................................� Self priming mud pump ..............................� Self-adhesive tapes ......................................� Self-priming sewage pump ..........................� Service - SME loans......................................� Sheet...........................................................� Showel ........................................................� Silicone carbide heat exchangers..................� Single-stage monoblock vacuum pump .......� Single-stage vacuum pump..........................� Slipon flange ...............................................� Spade..........................................................� Spherical paddle chopper dryers ..................� Spiral-cum-helical gearbox ...........................� Spool pipe...................................................� Spray dryer project ......................................� Stainless steel sensors ..................................� Static mixers ................................................� Steam boilers...............................................� Strainers - Teflon lined .................................� Surgical C-arms and navigation ...................� Tank weighing system..................................� Technical ceramic.........................................� Tee ..............................................................� Teflon-lined valves & pipe fittings.................� Thermic fluid heater ....................................� Thermodynamic trap ...................................
� Transfer trolley .............................................� Tubes...........................................................� Turbidity meter ............................................� Turnkey projects...........................................� Twin lobe roots blower ................................� Two stage vacuum pump.............................� UPLC ...........................................................� Urology systems ..........................................� Vacuum pumps ...........................................� Vacuum pumps & compressors....................� Valves..........................................................� Valves & fittings...........................................� Ventilation & anesthesia ..............................� Ventilators ...................................................� Vertical glandless pumps .............................� Vertical non-IBR oil-fired steam boiler ..........� Viscometer ..................................................� Washer........................................................� Water faucet & tap parts .............................� Water ring vacuum pumps ..........................� Water treatment products ...........................� Water wall membrane panel IBR steam boiler..� Weigh bridge ..............................................� Weigh scales................................................� Wire rope hoist............................................� Worm gear ..................................................� X-ray inspection system................................� Y-type strainer..............................................� Zirconia polycrystal ceramic .........................

��
�
ADVERTISER INQUIRY FORM
Use
this
form
for F
RE
E a
dditio
nal I
nfor
mat
ion
on p
rodu
cts
publ
ished
in th
is iss
ue. W
e wi
ll sen
d yo
ur in
quiri
es to
the
man
ufac
ture
rs a
nd a
sk th
em to
sen
d yo
u th
e de
tails
or c
onta
ct y
ou d
irect
ly.
Ho
w t
o u
se t
his
fo
rm:
Plea
se ti
ck a
gain
st th
e bo
x of
pro
duct
(s) y
ou a
re in
tere
sted
in:
Men
tion
spec
ific
prod
uct/s
ervi
ce y
ou n
eed,
C
ompl
ete
all t
he d
etai
ls o
n th
is fo
rm.
Tea
r the
form
& m
ail i
t to
us. (
It is
a p
repa
id m
ail)
Te
l.:
+9
1-2
2-3
00
3 4
64
0 �
Fa
x.:
+9
1-2
2-3
00
3 4
49
9 �
Em
ail
: b
2b
@in
fom
ed
ia1
8.i
n
Third Fold HereGLUE
Second Fold HereSecond Fold Here
First Fold HereFirst Fold Here
� Ani Engineers ........................................................
� Aqua Services ........................................................
� Balkrishna Boilers Pvt Ltd .......................................
� Bonfiglioli Transmissions (Pvt) Ltd...........................
� Dev Engineers........................................................
� DHL Express (India) Pvt Ltd.....................................
� Dipesh Engineering Works .....................................
� Dip-Flon Engineering Co. .......................................
� Elecon Engineering Company Limited ....................
� Engineering Expo...................................................
� Everest Blowers......................................................
� Frost & Sullivan......................................................
� Gem Equipments Ltd .............................................
� Heattrans Equipments Pvt Ltd ................................
� Hi Tech Applicator .................................................
� Hitech Engieering Show.........................................
� HRS Process Systems Ltd ........................................
� Ibnlive-Siemens EcovativesTM Awards 2010...........
� Jay Instruments & Systems Pvt Ltd .........................
� Joyam Engineers & Consultants Pvt Ltd ..................
� Jyoti Ceramic Industries Pvt Ltd ..............................
� Lan Marketing Pvt Ltd............................................
� Lanxess India Pvt Ltd..............................................
� Orbitz Exhibitions Pvt Ltd.......................................
� Orbitz Exhibitions Pvt Ltd.......................................
� P.P.I. Pumps Pvt Ltd. ...............................................
� Premium Transmission Ltd......................................
� Raj Process Eqpts & Systems(P) Ltd.........................
� Ravel Hiteks Pvt Ltd................................................
� Search - 13 Anniversary Issue.................................
� Shavo Technologies Pvt Ltd ....................................
� Shreenath Techno Plast ..........................................
� Siemens Ltd...........................................................
� Sigma Aldrich Chemicals Pvt Ltd ............................
� Sreelakshmi Traders ...............................................
� Sri Vishnu Pumps Manufacturing Co......................
� Standard Chartered Bank.......................................
� Supremo Polymer Industries...................................
� Taha Pumps & Valves .............................................
� Techno Industries...................................................
� Thermax Ltd ..........................................................
� Uniphos Envirotronic Pvt Ltd..................................
� Waters (India) Pvt Ltd ............................................
� Yellow Pages..........................................................
Send your inquiries at:Tel: +91-22-3003 4640 Fax: +91-22-3003 4499
Email: [email protected]
FINALIZE SUPPLIERS @www.engg-expo.com

Please complete the following & get a quick effective response from suppliers: 1. Your company’s business function is (�one only) � Wholesalers � Manufacturer � Distributor � Agent � Other, please specify ______________ 2. Your role in your company’s buying process can best be described as: � I buy � I identify potential suppliers � I approve purchases� I negotiate contracts � I select suppliers.
3. Your line of business
Name:
Designation:
Company Name:
Address:
City: Pin:
Tel: Fax:
Email:11 / 2010
Business Reply InlandBR Permit No. 555
Bhavani Shankar Post Office,Mumbai 400 028.
INFOMEDIA 18 LIMITEDRuby House, ‘A’ Wing, J.K. Sawant Marg, Dadar (W),Mumbai 400 028,INDIA.
POSTAGEWILL BEPAID BY
ADDRESSEE
NO POSTAGESTAMP
NECESSARYIF POSTEDIN INDIA
Special Projects

97November 2010 | Chemical World
PRODUCT INDEX
Product Pg No Product Pg No Product Pg No
Accessory solutions....................................51Acoustic hoods ................................................ 23Air blowers ...................................................... 23Air breathing apparatus................................... 86Air pollution control equipment....................... 27Air receiver ...................................................... 27Air treatment ..................................................... 6Aluma coat..................................................... BICAluminium oxide ceramic composite............... BICAnalytical instrumentation ............................... 25Automatic condensate transfer pump............. FICBall check valve..........................................11Ball valve ...................................................11, 82Ball valves - Teflon-lined .................................... 9Batching system............................................... 35Bellow seal valve............................................. FICBellows & dip-pipes ........................................... 9Bend................................................................ 82Blowers............................................................ 23Boilers.............................................................. 83Burners ............................................................ 83Bush ................................................................ 11Butterfly valve ............................................11, 82Butterfly valves - Teflon-lined ............................. 9Carbon black ..............................................82Centrifugal sanitary pumps .............................. 81Ceramic adhesive cement................................ BICCeramic electrical heater parts ........................ BICChain pulley block ........................................... 85Check valves - Teflon-lined................................. 9Chemical dosing pump.................................... 86Chemical process pumps ................................. 86Chemical pumps .............................................. 85Chlorination plant............................................ 86Chlorine cylinder/tonner emergency repair kit .. 86Chlorine gas cylinder........................................ 86Chlorine gas mask ........................................... 86Chloroscope..................................................... 86Coloumns & chemistries................................... 25Colour measuring instruments ......................... 35Computed tomography ................................... 51Condensers ...................................................... 27Cone screw mixer ............................................ 27Conical screw dryers .......................................... 5Cooling tower.................................................... 6Corrugated tube heat exchangers .................... 83Crabs ............................................................... 85Crane............................................................... 85Dairy equipment ........................................27Dampers .......................................................... 27DHL import express worldwide ..................... COCDiaphragm valve ........................................11, 82Disc check valve.............................................. FICDrives .............................................................. 17Dry vacuum pumps.......................................... 91Drying systems................................................. 81Electronic balance......................................35End cap ........................................................... 82EOT/HOT cranes............................................... 85Exhbition - IPVS 2010................................10, 49Exhibition - Engineering Expo ..............13, 31, 67Exhibition - Everything About Water Expo 2011 .......84Exhibition - HiTech Manufacturing Show....77-80Expansion bellows ........................................... 15FEP/PFA/PVDF-lined valves..........................11Filter cock ........................................................ 82Filter press ....................................................... 91Fine chemicals .................................................. 7Fire tube type package IBR steam boiler .......... 83Fittings ......................................................11, 15Flame proof hoist ............................................ 85Float trap......................................................... ficFlow indicator.................................................. 82Fluid ................................................................ 41Fluoropolymer-lined valves ............................... 15Foot valve ........................................................ 82
Fuse bodies..................................................... BICGas detectors .............................................29Gaskets ............................................................ 11Gear ................................................................ 41Gear motor...................................................... 41Gear pumps...............................................55, 59Gearboxes..................................................41, 85Geared & flexible couplings ............................. 41Geared motor .................................................. BCGMP heat exchangers ........................................ 5GMP reactors..................................................... 5Goliath crane ................................................... 85Goods lift ........................................................ 85Grinding media............................................... BICGRP pipes ........................................................ 88Hearing instruments ..................................51Heat exchangers ........................................21, 27Helical gearbox ................................................ BCHot air & water generator ............................... 83HPLC................................................................ 25Hydrogenator/autoclaves.................................... 5Igniting electrodes ....................................BICImpeller ........................................................... 82Industrial ceramic ........................................... BICIndustrial coolers ............................................... 6Industrial inkjet printers ................................... 35Industrial state directory .............................71-72Informatics ...................................................... 25Investment destination - West Bengal.............. 16IT solutions & consulting ................................. 51Jib crane .....................................................85Lab spray dryer ..........................................35Laser sensors.................................................... 85Lined ball valves............................................... 15Lined valves ..................................................... 15Lined valves & pipe fittings ................................ 9Liquid filling system ......................................... 35Long neck pipe end ......................................... 82Lubricant additives & reactive surfactants ........ 92Magnet drive pumps .................................86Metal detector/on-line check weigher .............. 35Micro milling beads ........................................ BICMill lining blocks............................................. BICMoisture analyser............................................. 35Monoblock high vacuum pump....................... 91Monoblock pumps.....................................85, 86Monorail trolley ............................................... 85Motorised chain pulley block ........................... 85Motors............................................................. 86Multifuel-fired IBR steam boiler........................ 83Non-metallic pumps...................................85Non-return valves.........................................9, 82Oil seal high vacuum pump ......................91Pallet scale .................................................35Particle therapy ................................................ 51Patient care solutions....................................... 51Peristaltic pumps.............................................. 91PFA lined fittings ............................................. 15PFA lined products........................................... 15pH meter ......................................................... 86Pipe ................................................................. 11Piping systems ................................................. 15Plug valve ........................................................ 11Pole ring .......................................................... 82Pollution monitoring machines ........................ 29Polypropylene filter plates ................................ 91Polypropylene process pumps .......................... 85Polypropylene recess plates .............................. 91PP chemical processing pumps ........................ 91PP-recess chamber type filter press .................. 91Pressure control solutions ................................ 63Process heat exchangers .................................... 5Process reactors ................................................. 5PTFE................................................................. 11PTFE-lined fittings ............................................ 15PTFE-lined pipe ................................................ 15
PTFE-lined products ......................................... 15PTFE-lined spool pipe....................................... 15PTFE-lined valves & pipe fittings......................... 9Pultruded cooling towers................................. 81Pumps .......................................... 55, 85, 86, 91PVDF pumps .................................................... 85Radiology ...................................................51Reactors........................................................... 27Re-crystalliSed allumina tubes ......................... BICReducer ........................................................... 82Refurbished systems......................................... 51Rod.................................................................. 11Roots blower ................................................... 87Roots vacuum pumps ...................................... 91Rotary air blowers............................................ 81Rotary gear pumps ....................................55, 85Rotary pumps .................................................. 91Rotary sliding vane pumps............................... 86Rotary vacuum dryers ........................................ 5Rotocone dryers................................................. 5Sampling valves - Teflon-lined ....................9Scoop .............................................................. 82Screening machines ......................................... 86Self priming mud pump .................................. 85Self-adhesive tapes .......................................... 87Self-priming sewage pump .............................. 85Service - SME loans ......................................... 37Sheet ............................................................... 11Showel ............................................................ 82Silicone carbide heat exchangers........................ 5Single-stage monoblock vacuum pump ........... 91Single-stage vacuum pump.............................. 91Slipon flange ................................................... 82Spade .............................................................. 82Spherical paddle chopper dryers ........................ 5Spiral-cum-helical gearbox ............................... 41Spool pipe ....................................................... 15Spray dryer project........................................... 27Stainless steel sensors ...................................... 84Static mixers .................................................... 87Steam boilers................................................... 83Strainers - Teflon lined....................................... 9Surgical C-arms and navigation ....................... 51Tank weighing system ...............................35Technical ceramic............................................ BICTee .................................................................. 82Teflon-lined valves & pipe fittings ...................... 9Thermic fluid heater......................................... 83Thermodynamic trap....................................... FICTransfer trolley................................................. 85Tubes............................................................... 11Turbidity meter ................................................ 86Turnkey projects ................................................ 5Twin lobe roots blower.................................... 87Two stage vacuum pump ..........................87, 91UPLC ...........................................................25Urology systems............................................... 51Vacuum pumps ..........................................91Vacuum pumps & compressors........................ 85Valves ........................................... 11, 15, 82, 86Valves & fittings............................................... 83Ventilation & anesthesia .................................. 51Ventilators ....................................................... 87Vertical glandless pumps ................................. 85Vertical non-IBR oil-fired steam boiler .............. 83Viscometer....................................................... 35Washer........................................................82Water faucet & tap parts ................................ BICWater ring vacuum pumps .............................. 87Water treatment products ............................... 65Water wall membrane panel IBR steam boiler . 83Weigh bridge................................................... 35Weigh scales.................................................... 35Wire rope hoist................................................ 85Worm gear ...................................................... 41X-ray inspection system.............................35Y-type strainer............................................82Zirconia polycrystal ceramic .....................BIC
BC - Back Cover, BIC - Back Inside Cover, FIC - Front Inside Cover, COC - Cover on cover
SOURCE LIGHT & MEDIUM ENGINEERING PRODUCTS @www.engg-expo.com

Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No
Chemical World | November 201098
ADVERTISERS’ LIST
Our consistent advertisers
SOURCE PROCESS PLANT MACHINERY & EQUIPMENT @www.engg-expo.com
Ani Engineers 55T: +91-2752-241479E: [email protected]: www.anivaryapumps.comAqua Services 86T: +91-265-2331748E: [email protected]: www.aquaservicesindia.comBalkrishna Boilers Pvt Ltd 83T: +91-79-25894701E: [email protected]: www.balkrishn.comBonfiglioli Transmissions (Pvt) Ltd 17T: +91-44-24781035E: [email protected]: www.bonfiglioliindia.comDev Engineers 85T: +91-79-26403839E: [email protected]: www.devpumps.comDHL Express (India) Pvt Ltd COCT: +91-22-66789186E: [email protected]: www.dhl.comDipesh Engineering Works 5T: +91-22-26743719E: [email protected] Engineering Co. 15T: +91-79-25624003E: [email protected]: www.dipflon.comElecon Engineering Company Limited 41T: +91-2692-236469E: [email protected]: www.elecon.comEngineering Expo 13, 31, 67T: +91 9920401226E: [email protected]: www.engg-expo.comEverest Blowers 23T: +91-11-45457777E: [email protected]: www.everestblowers.comFrost & Sullivan 8T: +91-22-4001 3419 E: [email protected]: www.frost.com/2010cmfawardsGem Equipments Ltd 6T: +91-422-3267800E: [email protected]: www.gemindia.com
Heattrans Equipments Pvt Ltd 91T: +91-79-25840105E: [email protected]: www.heattrans.comHi Tech Applicator 9T: +91-79-25833040E: [email protected]: www.ptfeindia.com
Hitech Engieering Show 77-80T: +91-9820373804HRS Process Systems Ltd 21T: +91-20-25663581/82E: [email protected]: www.hrsasia.co.inIbnlive-Siemens EcovativesTM Awards 2010 12T: +91-22 66184539W: www.ibnlive.in.com/siemensecovativesJay Instruments & Systems Pvt Ltd 35T: +91-22-2352620E: [email protected]: www.jayinst.comJoyam Engineers & Consultants Pvt Ltd 91T: +91-79-26569533E: [email protected]: www.joyamvactech.comJyoti Ceramic Industries Pvt Ltd BICT: +91-253-2350120E: [email protected]: www.jyoticeramic.com Lan Marketing Pvt Ltd 59T: +91-22-27893645E: [email protected]: www.maag.comLanxess India Pvt Ltd 65T: +91-22-21729200E: [email protected]: www.lanxess.inOrbitz Exhibitions Pvt Ltd 10T: +91-22-24102801E: [email protected]: www.ipvs.inOrbitz Exhibitions Pvt Ltd 49,50T: +91-22-24102801E: [email protected]: www.ipvs.inP.P.I. Pumps Pvt Ltd. 87T: +91-79-25832273E: [email protected]: www.ppipumps.comPremium Transmission Ltd BCT: +91-20-27488886W: www.premiumtransmission.comRaj Process Eqpts & Systems(P) Ltd 27T: +91-20-40710010E: [email protected]: www.rajprocessequipment.comRavel Hiteks Pvt Ltd 91T: +9144-24961004E: [email protected]: www.ravelhiteks.comSearch - 13 Anniversary Issue 16T: +91-22-30245000E: [email protected]
Shavo Technologies Pvt Ltd 63, 83T: +91-20-26059641E: [email protected]: www.shavogroup.comShreenath Techno Plast 82T: +91-79-22200198E: [email protected]: www.parthvalves.comSiemens Ltd 51T: +91-22-24987000W: www.siemens.com/answersSigma Aldrich Chemicals Pvt Ltd 7T: +9180-66219400E: [email protected]: www.safcpharma.comSreelakshmi Traders 87T: +91-44-24343343E: [email protected]: www.sreelakshmitraders.comSri Vishnu Pumps Manufacturing Co 85T: +91-22-28458372E: [email protected]: www.minivacpumps.comStandard Chartered Bank 37T: +91-22-66011616E: [email protected]: www.standardchartered.co.inSupremo Polymer Industries 11T: +91-79-22205282E: [email protected]: www.supremoproduct.comTaha Pumps & Valves 86T: +91-2752-240233E: [email protected]: www.tahapumps.comTechno Industries 85T: +91-79-25830742E: [email protected]: www.technoind.comThermax Ltd FICT: +91-20-66128807E: c&[email protected]: www.thermaxindia.comUniphos Envirotronic Pvt Ltd 29T: +91-22-24930681E: [email protected]: www.uniphos-she.comWaters (India) Pvt Ltd 25T: +91-80-28371900E: [email protected]: www.waters.comYellow Pages 71-72T: +91-22-30245000E: [email protected]: www.infomedia18.in