Chapter 16 - Reinforcement

of 12
Transcript of Chapter 16 - Reinforcement
-
8/12/2019 Chapter 16 - Reinforcement
1/12
Chapter 16 Reinforcement
Guide to Concrete Construction
-
8/12/2019 Chapter 16 - Reinforcement
2/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.1
Chapter 16
ReinforcementReinforced concrete is a composite material made
up of concrete and some form of reinforcement
most commonly steel rods, bars or wires. This
chapter provides basic information on the way in
which steel and concrete combine to provide a
versatile construction material. It also provides
information on the types of reinforcement used in
New Zealand and Australia (including types other
than steel), and guidance on its handling and fixing.
INTRODUCTION 16.2
Relevant New Zealand and Australian Standards
16.1 REINFORCEMENT TYPES 16.2
16.1.1 General
16.1.2 Standard Bars
16.1.3 Mesh Reinforcement
16.1.4 Stainless Steel Bars
16.1.5 Surface Coatings
16.1.6 Fibres
16.2 FABRICATION 16.7
16.2.1 General
16.2.2 Scheduling
16.2.3 Cutting
16.2.4 Bending
16.2.5 Re-bending
16.2.6 Tolerances
16.3 FIXING 16.8
16.3.1 General
16.3.2 Handling
16.3.3 Positioning
-
8/12/2019 Chapter 16 - Reinforcement
3/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.2
INTRODUCTION
Reinforced concrete is a material that combinesconcrete and some form of reinforcement into acomposite whole. Whilst steel rods, bars or wiresare by far the most widely used forms ofreinforcement, other materials are used in special
applications, e.g. plastic fibres of various kinds.This chapter deals primarily with concretereinforced with steel, but other materials arediscussed briefly.
The aim of the reinforced concrete designer is tocombine the reinforcement with the concrete insuch a manner that sufficient of the relativelyexpensive reinforcement is incorporated to resisttensile and shear forces, whilst utilising thecomparatively inexpensive concrete to resist thecompressive forces.
To achieve this aim, the designer needs todetermine, not only the amount of reinforcement tobe used, but how it is to be distributed and where itis to be positioned. As we shall see, these latterdecisions are critical to the successful performanceof reinforced concrete and it is imperative that,during construction, reinforcement be positionedexactly as specified by the designer.
It is important, therefore, that both those whosupervise the fixing of reinforcement on the job-site,and those who fix it, have a basic appreciation ofthe principles of reinforced concrete as well as the
principles and practices of fixing it.
Relevant New Zealand Standards
AS/NZS 4671 Steel reinforcing materials
NZS 3101 Concrete structures
NZS 3109 Concrete construction
Relevant Australian Standards
AS 1310 Steel wire for tendons in
prestressed concrete
AS 1311 Steel tendons for prestressedconcrete 7-wire stress-relievedsteel strand for tendons inprestressed concrete
AS 1313 Steel tendons for prestressedconcrete Cold-worked high-tensile alloy steel bars forprestressed concrete
AS 1554 Structural steel welding (known as
the SAA Structural Steel WeldingCode)
AS 1554.3 Welding of reinforcing steel
AS 3600 Concrete structures
AS/NZS 4671 Steel reinforcing materials
16.1 REINFORCEMENT TYPES
16.1.1 General
In New Zealand and Australia, the reinforcement inreinforced concrete is usually provided by steelbars or by steel wires welded together to form amesh. Bars are normally associated with beamsand columns and mesh with floors and walls.However, mesh may also be used in beams andcolumns, and bars used in floors.
Concrete may also be reinforced with fibres, themain types being steel and glass. Polypropylenefibres are also available but do not increase the
tensile strength of a concrete member in the sameway as bars, steel mesh or other fibre types (seeClause 16.1.6).
Reinforcement (reinforcing steel) is defined by NZS3101 as 'steel bar, wire or mesh but not tendons '.This definition precludes the use of fibres (steel andother types), non-metallic reinforcement and non-tensioned prestressing strand, bars and wires. Italso requires that reinforcement be deformed barsor mesh (welded wire mesh) except that plain barsor wire may be used for fitments. However, steelfibres are covered in Appendix A-C5 of NZS 3101.
NZS 3101 calls up AS/NZS 4671. The followingcomments in this chapter relate to the requirementsfor reinforcement set out in AS/NZS 4671.
16.1.2 Standard Bars
Manufacturing Processes
Reinforcing bars ('rebars') are manufactured in NewZealand and Australia to comply with therequirements of AS/NZS 4671. There are anumber of processes by which they can be
manufactured and these, along with the chemicalcomposition of the steel, can significantly affect theproperties of the bar.
'Micro-alloyed' reinforcement is produced by addingsmall amounts of an alloy, e.g. niobium, vanadium,or vanadium and nitrogen, to the steel during itsmanufacture. During the hot-rolling process, theseprecipitate as very fine nitrides, or carbides, whichincrease the minimum yield strength.
'Quenched and tempered' (QST) reinforcement isproduced by the controlled water-quenching of the
outer layers of hot-rolled bar, thereby hardening itand increasing the minimum yield strength. At thesame time, the process preserves the excellentdurability and weldability of the parent material.
-
8/12/2019 Chapter 16 - Reinforcement
4/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.3
Both processes can achieve satisfactorybendability, re-bendability and weldability in high-strength bar. Nevertheless, all reinforcing bars donot behave in the same manner in respect of theseproperties. Care should therefore always be takento ensure that 'rebar' complies with therequirements of AS/NZS 4671.
The Australian Certification Authority forReinforcing Steels (ACRS) is an independent bodyformed in 2001 to undertake third-party productcertification on steel reinforcing bar, wire andprestressing tendons. Modelled on Europeanpractice, ACRS certification ensures end-userconfidence that supplied reinforcement materialsmeet the relevant Australian Standards.
Classification and Designation ofReinforcement
In accordance with AS/NZS 4671 reinforcing steelis classified by: shape; strength grade; relativeductility and size.
Shape
Reinforcing bars can be either plain, deformedribbed or deformed indented. The shapes aredesignated by the letters R (Round), D(Deformed ribbed) and I (deformed Indented)respectively. Generally, only D (deformedribbed) bars will meet the intention of therequirement in NZS 3101 that reinforcement be
deformed. However, AS/NZS 4671 containsprovisions outlining a test method to measurethe bond performance of indented bars orribbed bars with ribs not meeting thespecification set out in AS/NZS 4671.
Strength grade
The tensile strength of reinforcement measureshow strong it is when it is pulled or stretched.When steel is stretched and then released, itwill return to its original length, provided it is notoverloaded, i.e. it will behave elastically.
However, as the load increases, there comes apoint where it will not recover (the steel ispermanently stretched or has yielded). Thesteel is then classified as having a yieldstrength of so many MPa, the stress at which itfirst began to yield.
Strength grade is designated by the numericalvalue of the lower characteristic yield stress,250, 300 and 500 MPa. The 300 strengthgrade refers to an earthquake grade specificallymanufactured for New Zealand conditions.Reinforcing steel with a strength grade above
250 MPa is also required to comply with thespecification of an upper characteristic yieldstress. (Note: Strength grades under theprevious standards were 250 and 400. For
comparison, the tensile strength of concrete istypically 24 MPa.)
Ductility class
There are three classes of ductility designatedL, N and E for low, normal and earthquake
respectively. E class has been especiallyformulated for the situation in New Zealand andis not expected to be either manufactured oravailable in Australia. All steel used in NewZealand is designated Ductility Class E.
Size
The size of the reinforcement is designated bythe nominal diameter of the bar expressed inmillimetres. The common sizes of reinforcingbars available in New Zealand and Australia ofthe various grades and classes are shown
in Table 16.1.
Reinforcement is designated by stating the abovedesignators in the order of shape, strength grade,ductility class and size. For example a deformedribbed bar of grade 500 MPa earthquake ductilitysteel with a nominal diameter of 16 mm isdesignated 'D500E16'.
Table 16.1 Design data for reinforcing bars(after AS/NZS 4671 for New Zealand)
Nominaldiameter
(mm)
Cross-sectional
area(mm
2)
Mass permetrelength(kg)
Productgrade and
class
12.0 113 0.888 500E
16.0 201 1.58 500E
20.0 314 2.47 500E
24.0 452 3.55 500E
28.0 616 4.83 500E
32.0 804 6.31 500E
36.0 1,020 7.99 500E
Identification of Standard Grades ofReinforcement
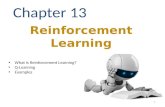
The standard grades of reinforcing steels can beidentified by either an alphanumeric markingsystem on the surface of the bar or by a series ofsurface features on the product at intervals of notmore than 1.5 m, see Figure 16.1 (page 16.4). Inaddition deformed reinforcement has to carry marksenabling the steel producer to be identified.
Further, AS/NZS 4671 sets out requirements for thelabelling of each bundle of reinforcing steel ormesh.
-
8/12/2019 Chapter 16 - Reinforcement
5/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.4
Figure 16.1 Examples of grade identifiers(after Figure 4 AS/NZS 4671)
Weldability
Reinforcement conforming to AS/NZS 4671 isweldable. Depending on the manufacturingprocess used and the chemical composition of thesteel, requirements for welding may vary from thoserequired for reinforcement complying with AS/NZS4671. Designers should consult the manufacturersliterature for specific advice. Welding should becarried out in accordance with AS 1554.3. More-detailed information and guidance can be gainedfrom the Welding Technology Institute of Australia(WTIA) Technical Note TGN-BC-01. Note that 500MPa reinforcement manufactured overseas maynot conform to AS/NZS 4671. It may have a higher
carbon equivalent content, making therequirements for welding more stringent.
Generally, reinforcement complying with AS/NZS4671 will require:
The use of hydrogen-controlled electrodes.
The use of special precautions in adverseconditions, e.g. wet weather, temperatures 0C.
The use of preheating when bars over 25 mm
diameter are being welded.
Note the limitation on the location of welds in a barthat has been bent and re-straightened, i.e. it shall
not be welded closer than 3db to the area that hasbeen bent and re-straightened.
Bending and re-bending reinforcement
AS/NZS 4671 specifies for bars of diameter 16mm a 90 bend and re-bend test and for bars 20mm a 180 bend test. It is thought theserequirements will ensure that bars likely to be re-straightened in the field, i.e. with d 16 mm, can besafely re-bent.
16.1.3 Mesh Reinforcement
Manufacturing Process
Mesh reinforcement consists of a 'mesh', or grid ofcold-rolled steel wires welded together in a regularpattern (either square or rectangular. The wiresused in the manufacture of mesh may be either
plain, deformed or indented, and are required tocomply with the requirements of AS/NZS 4671.Deformed wire is the more widely used, but plain orindented wire may be appropriate for certainapplications.
Mesh is manufactured on automatic machines thatweld 'transverse' bars to the 'longitudinal' bars toproduce a mesh that is then cut to standardlengths. The longitudinal bars may vary in diameterbetween 5 and 11.9 mm. When the mesh pattern issquare, the transverse wires are the same diameteras the longitudinal wires. Rectangular mesh has
transverse wires of 7.6 mm diameter at 200 mmpitch regardless of the diameter of the longitudinalwires.
Designation of Welded Mesh
Welded mesh is designated in a similar fashion toreinforcing steel. The designation reflects:
Shape the shape of the bars by the letters; R(Round), D (Deformed) or I (Indented),
Strength grade by the numerical value of thelower characteristic yield stress,
Configuration of orthogonal bars by theletters S (Square) or R (Rectangular)configuration,
Ductility class by the letters L (Low), N(Normal) or E (Earthquake),
Size by the numerical value of the nominaldiameter expressed in millimetres,
Transverse spacing of the longitudinal steel
by the numerical value of the transversespacing expressed in millimetres divided by100, and
-
8/12/2019 Chapter 16 - Reinforcement
6/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.5
Transverse reinforcement in rectangularmeshes by the numerical value of thenominal diameter expressed in millimetres.
Mesh is designated by listing the above designatorsin the order of shape, strength, configuration,ductility, size, spacing and secondary reinforcement
if applicable. For example, a square meshconsisting of 9 mm diameter deformed ribbed barsat 200 mm centres, of grade 500 MPa low ductilitysteel is designated 'D500SL92'. If all the weldedmesh ordered or required for the project was to bedeformed ribbed bars, of the same strength butvaried in other respects then the designation forthat project could be abbreviated to 'SL92'.
Unfortunately at the time of writing, the NewZealand Mesh Manufacturers have not yetaccepted the AS/NZS 4671 convention fordescribing meshes.
Table 16.2 sets out meshes commonly available inNew Zealand with current designations of meshtypes. Where meshes have a D designation, i.e.the MDT series, they can be regarded as havingductile E status with all other meshes being ductileL, being manufactured from low-carbon steel which
is drawn through a die to produce a high tensilestrength. This process is a form of cold workingthe steel. Typically wires are in the strength rangeof 575 to 775 MPa. Wires traditionally formed bythis process tend to have a low ductility and hencetheir use in structural applications is limited.
A recent development in New Zealand are mesheswhere the wires have a more acceptable ductilecharacteristic which improves performance inearthquake conditions. A limited D range is likely tobe available for this special mesh compared to thesizes currently available and should be discussedwith the manufacturers.
Mesh is most commonly used in slabs and walls.Rectangular mesh is used in road pavements andslabs that span one way or are rectangular,whereas in slab-on-ground construction squaremesh is most popular.
Special meshes include: 'girder wrap' for use in fireprotection work; 'trench mesh' for use in footings indomestic and other low-rise structures; and 'ductilemesh' for suspended slabs. Mesh can also be bentto form reinforcing cages or fitments for beams andcolumns.
Table 16.2 Dimensions of welded square mesh fabricMain and Cross Wire Welded Fabric
Mesh
type
Nominal
pitch(mm)
Diameter(mm)
Cross-sectional
area(mm
2)
Cross-sectional area
per metre width(mm
2)
Mass per
square metre(kg)
333 M 75 6.30 31.17 409 6.426
334 M 75 6.00 28.27 371 5.829
335 M 75 5.30 22.06 290 4.548
338 M 75 4.00 12.57 165 2.590
661/0 M 150 8.00 50.27 330 5.181
661 M 150 7.50 44.18 290 4.554
662 M 150 7.10 39.59 260 4.081
663 M 150 6.30 31.17 205 3.213
664 M 150 6.00 28.27 186 2.914
665 M 150 5.30 22.06 145 2.274
666 M 150 5.00 19.63 129 2.024
668 M 150 4.00 12.57 82 1.295
6610 M 150 3.15 7.79 51 0.803
MDT 500 Series Ductile Meshes
500-200 250 8 50.27 200 3.157
240 210 8 50.27 240 3.758
300 250 10 78.57 300 4.932
350 225 10 78.57 350 5.480
400 200 10 78.57 400 6.615
450 175 10 78.57 450 7.046
-
8/12/2019 Chapter 16 - Reinforcement
7/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.6
16.1.4 Stainless Steel Bars
Stainless steel reinforcement, is becoming morereadily available and is sometimes used inextremely aggressive situations where its highercost can usually be justified. It is not required to beisolated from normal reinforcement and can be
used in locations which are subjected to aggressiveexposure while normal reinforcement is used inmore protected locations. Stainless steel can bewelded using appropriate electrodes andtechniques. Care is required when fabricating andbending it to prevent contamination from normalreinforcement.
There can also be a significant loss of bond withplain stainless steel bars but, for deformed bars, thebond strength is similar to that for normalreinforcement.
16.1.5 Surface Coatings
General
Provided the concrete is of an appropriate grade, isproperly compacted and cured, and thereinforcement has the proper concrete cover,surface coating of the reinforcement should not benecessary under normal circumstances. However,if additional protection from corrosion is thoughtnecessary, then steel reinforcement may begalvanised or given an epoxy coating by fusionbonding.
It should be noted, however, that neither NZS 3109or AS 3600 permit any reduction in therequirements governing durability when coatedreinforcement is used.
Galvanising Reinforcement is galvanised by firstimmersing it in acid to clean it, and then dipping it inmolten zinc at a temperature of about 450C. Thezinc reacts with the steel and, in a few minutes,forms a coating between 60 and 100 microns thick,which is chemically bonded to the reinforcement.
Care must be taken that this coating is notsubsequently damaged. Hence, reinforcementshould be cut and bent before being galvanised.Where damage does occur, the area should berepaired with a zinc-rich paint.
Galvanised reinforcement may also react with thealkalis in cement, with the evolution of hydrogen,and cause hydrogen-embrittlement of the steel. Itis good practice, therefore, to passivate the bars bythe application of a 0.2% sodium dichromatesolution.
Care should be taken when handling galvanizedreinforcement because contact with chromates maycause dermatitis.
16.1.6 Fibres
Steel Fibres
Steel fibres in a range of shapes and sizes can beused to reinforced concrete. Concrete structurescan be designed to incorporate these fibres to
replace, or partly replace, conventionalreinforcement. NZS3101:2006 documents a testmethod that may be used to determine the materialproperties of steel fibre reinforced concrete (SFRC)and provides guidance on the design of SFRC usedin structural applications, in the ultimate andserviceability limit state.
Steel fibres are manufactured from a variety ofdifferent processes and raw materials. They areavailable in a range of shapes and sizes, and canbe loose or collated (glued together in strips).Typically they are between 20 and 60 mm long and
combine a tensile strength of between 800 and2,500 MPa with a modulus of elasticity of around210,000 MPa.
Steel fibres can be used as the main and uniquereinforcing for industrial floor slabs, shotcrete andprefabricated concrete products. They can also beused for structural purposes in the reinforcement ofslabs on piles, the full replacement of the standardreinforcing cage for tunnel segments, cellars, piles,slab foundations, as well as the shearreinforcement in pre-stressed elements.
In well compacted concrete the corrosion of steelfibres is restricted to the surface of the concrete.Staining may be unsightly and should be accountedfor in architectural applications and whenappearance is important.
Specifications for steel fibres usually requirecompliance with either EN 14889-1 or ASTM A820.
Glass Fibres
Glass fibres are not normally used to replaceconventional steel bar or mesh since they lose
strength rapidly at high temperatures. Even atcomparatively low temperatures (25C), some long-term loss in strength must be expected, although,depending on the temperature and humidityconditions, this does tend to stabilise. Glass fibresfind their principal application in New Zealand andAustralia in the manufacture of glass-reinforcedcement (GRC) which, in turn, is used mostly in theproduction of architectural claddings, permanentformwork, and in the simulation of sandstone andsimilar building materials.
Synthetic (Polymer) Fibres
In New Zealand and Australia, synthetic fibres aresupplied for use in concrete, mortar and grout.
-
8/12/2019 Chapter 16 - Reinforcement
8/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.7
There are two main types of polymer (usuallypolypropylene) fibres: micro and macro.
Micro-synthetic fibres are further classified as eithermono-filamented, which are hot drawn through acircular cross section die; or fibrillated, which areextruded rectangular films that are slit longitudinallyand fibrillated to produce a lattice pattern. Micro-synthetic fibres are primarily used to mitigatecracking in fresh concrete, and to increase theimpact and abrasion resistance of hardenedconcrete. They cannot be substituted forconventional steel reinforcement, or for increasingrecognisedcontrol joint guidelines.
Monofilament polypropylene fibres are used toreduce the risk of spalling in concrete under fireconditions. Concrete with low w/c ratio, the capillarypores are discontinuous and steam generatedinside the concrete under fire conditions cannot
escape. This can cause spalling of the outer layersof concrete. By adding polypropylene fibres to theconcrete, pressure is released by melting of thefibres which allows steam to escape, lowering therisk of spalling.
Macro-synthetic fibres have dimensions similar tosteel fibres, and can be used to provide concretewith some post-cracking, load-bearing capacity.The long-term performance of these fibres undersustained loading should be considered during thedesign stage. The fact that these fibres softenwhen subjected to fire may also be a consideration.
Specifications for synthetic fibres usually requirecompliance with EN 14889-2, or the acceptancecriteria for fibre reinforced concrete prescribed inASTM C1116,
Other Fibres
Other fibres used in conjunction with cementinclude cellulose (which has replaced asbestos insheet products), and carbon fibres. Referenceshould be made to manufacturers data or specialistpublications for further information on these
materials.
For further information on Fibre ReinforcedConcrete refer to CCANZ Information Bulletin IB 39.
16.2 FABRICATION
16.2.1 General
The fabrication and fixing of reinforcement, withinthe tolerances specified for the project, are two ofthe most important facets of concrete construction.
Reinforcement is placed in concrete members toresist the stresses in the member that result fromthe loads imposed on it. The designer calculatesthe magnitude of the stresses and then determines
both the amount and the position of thereinforcement necessary.
If the structure is to perform as intended then theappropriate shape, strength grade, ductility classand size of reinforcement must be fabricated, fixedand surrounded by concrete as shown in thedrawings.
16.2.2 Scheduling
The first step in the fabrication of reinforcement isthe preparation of a schedule which lists eachindividual bar shape or sheet of mesh required forthe job. This will show:
the shape, strength grade, ductility class andsize of reinforcement for each item;
the shape and dimensions of each item;
the number of identical items;
identifying numbers or positions; and
the total mass.
It is prepared by a scheduler from the structuraldrawings and other instructions. From thisschedule, the reinforcement supplier will cut, bendand, where required, fabricate reinforcement fordelivery to the site.
16.2.3 Cutting
Straight bars are cut normally by shearing, whichmay slightly distort the end of the bar. If smooth,square ends are required (e.g. on dowels for use inmovement joints), friction cutting or sawing ispreferred. Where mesh is to be supplied in sheetsless than 6 m long, the reinforcement supplier usesa full width guillotine. On site, the mesh is cut andtrimmed with bolt cutters, oxy-acetylene equipmentor angle grinders.
16.2.4 Bending
Reinforcement may need to be bent duringfabrication to accommodate it within the shape ofthe concrete member, to provide reinforcement inareas of tension or to provide anchorage. Bendingmay be carried out whilst the reinforcement is cold,i.e. at normal temperatures, or whilst it is hot, i.e. attemperatures up to 600C.
When reinforcement is cold-formed, it loses acertain amount of its ductility, i.e. it becomes morebrittle. When steel is overstressed during bendingoperations, or is re-bent, further reducing its
ductility, it may become subject to 'brittle failure', i.e.a sudden fracture of the steel under load.
To prevent such brittle failures and to avoid
-
8/12/2019 Chapter 16 - Reinforcement
9/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.8
overstressing of the concrete inside the bends, NZS3109 specifies minimum diameters for bends inbars of different strength grades to be used indifferent situations. These recommendations areshown in Table 16.3 (page 16.7)and actually takethe form of recommended minimum diameters forthe pins around which the steel is wrapped or bentduring fabrication and take into account:
the strength grade of steel;
the diameter of the bar;
the purpose of the reinforcement;
the possibility of re-bending; and
whether or not the bar is coated.
Typical pin diameters range from three times thediameter of wire to be used in fitments to eight
times the diameter of coated bars 20 mm indiameter or greater.
Heating of the cold worked steel is permissibleprovided the temperature is not allowed to exceed600C as an absolute maximum. If the temperatureexceeds 450C, the bars are downgraded, i.e.treated as 250 grade.
Micro alloy steel produced in New Zealand is not sotemperature sensitive.
Finally, it should be noted that the
recommendations set out in NZS 3109 on thebending of reinforcement are formulated for barscomplying with AS/NZS 4671 Ductility E. Steels notcomplying with these specifications, e.g. somesteels manufactured overseas, may be damaged bybending to the diameters recommended. In thiscontext, it should also be noted that bendingdeformed bars over a too small diameter pin canalso damage the bar. The deformationsthemselves may be crushed, causing minute crackswhich act as stress initiators during subsequentbending operations.
16.2.5 Re-bending
Although in principle the re-bending ofreinforcement is undesirable because of thereduction in its ductility, occasions do arise on sitewhere some re-bending is unavoidable. In all suchcases, the proper equipment should be used.'Bending' with the aid of a pipe and/or sledgehammer is not acceptable.
If bars are already partially encased in concrete, abending-tube with a bell-shaped mouth should beused. A uniform force should be applied and
hammering of the bar avoided.
For larger diameter bars, heating may be the onlysolution. In such cases, the temperature of the bar
Table 16.3 Minimum radii for bends usingmicro-alloy steel reinforcement (NZS 3109 Table3.1)
Minimum diameterof bend, di(mm)
fy
(MPa) Bar type
Bar
diameter, db(mm)
Plain
bars
Deformed
bars
6-20 2db 4dbStirrups andties 24 3db 6db
6-20 5db 5db
300
or
500 All other bars24-40 6db 6db
Table 16.4 Bending Tolerances from Clause 3.9NZS 3109
Item Tolerance
Cranks stirrups and ties where:
member depth is less than 200 mm +0, 5 mm
member depth is 200 mm or more +0, 10 mm
Other steel +0, 15 mm
Length of straight bars +0, 15 mm
Length of straight bars where lengthfitment is not critical +20 mm
should be checked, with the heat-indicating crayons
normally used for welding, to ensure that themaximum permissible temperatures are notexceeded. In such cases, AS 3600 requires theallowable stress in the cold worked steel to bedrastically reduced. Heating of reinforcing steel onsite should therefore never be undertaken withoutthe approval of the design engineer.
16.2.6 Tolerances
Tolerances on the fabrication of reinforcementstipulated in Clause 3.9 of NZS 3109 are shown in
Table 16.4. Maintenance of these is necessary,firstly to ensure that when fabricated, thereinforcement will fit within the mould or formworkfor which it is intended; but secondly, and mostimportantly, that the concrete cover necessary toprotect the reinforcement from the environment ismaintained. Thus it will be noted that reinforcementand fitments must not be longer than specified.
16.3 FIXING
16.3.1 General
The position of the reinforcement may well be moreimportant than the amount. For example,reinforcement specified to be placed in the top of a
-
8/12/2019 Chapter 16 - Reinforcement
10/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.9
Table 16.5 Tolerances on position of reinforcement from Clause 3.9 NZS 3109
Item Tolerance
Tolerances on bar spacing/position
Spacing of main bars in beams and columns 10 mm
Distance between layers of main steel except it shall not be less than 25 mm 5 mm
Distance between bars along the face of walls or slabs 20 mm
Spacing of stirrups or ties in beams and columns 20 mm
Longitudinal position of splice 30 mm
Tolerances on concrete cover relative to the values shown on the drawings andspecifications
In slabs and walls +10 0 mm
In beams and columns +10 0 mm
At ends of members +25 0 mm
Large bars
For bars of diameter greater than 20 mm, the tolerances in Table 12.5 and above shall beincreased by 5 mm except that where the stipulated value is zero there shall be no change.
multi-span beam or slab, to resist the tension overintermediate supports, will be totally ineffective ifplaced in the bottom of the beam or slab.
Reinforcement also requires a minimum amount ofcover to protect it from the effects of fire and/orfrom the environment that may cause it to rust andcorrode. The tolerances specified for the fixing ofreinforcement are designed to ensure that theseminimum requirements are met.
16.3.2 Handling
Reinforcement should be checked for loose scale,mud and oil.
Loose scale is normally removed as the bars arehandled in the fabricating factory, or during loadingand unloading, and it is not usually thereforenecessary to carry out any special 'cleaning'procedure to remove it. Mill scale and light rust aregenerally thought to have little effect on bond.Indeed, moderate rusting is thought to improvebond.
On the other hand, mud and dirt should be washedoff before the bars are placed in the forms as theycould be detrimental to bond and to the quality ofthe concrete.
Oil and grease should also be removed (withsolvents) and care taken that bars do not becomecoated with form oil during fixing operations.
16.3.3 Positioning
General
It is essential that reinforcement be fixed in theposition specified by the designer in the structuraldrawings. If it is not, then the structuralperformance, durability or fire resistance (perhapsall three) could be seriously impaired. Referenceshould be made to the placement tolerance set outin Table 16.5.
A number of methods are used to locatereinforcement correctly.
Chairs
Bar chairs are generally used to support bar ormesh reinforcement above horizontal surfaces.They are available in a variety of shapes and maybe made from wire, plastic or concrete.
They are also manufactured in a range of sizes,each of which provides a specific thickness ofconcrete cover. Indeed, some are manufactured sothat different thicknesses of cover may be achievedwith a single unit.
Typical are concrete blocks which can be used with
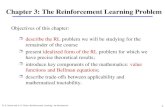
different faces uppermost and plastic chairs whichcan be positioned in a number of different ways. Arange of bar chairs is illustrated in Figure 16.2(page 16.10).
-
8/12/2019 Chapter 16 - Reinforcement
11/12
Chapter 16 Reinforcement
Guide to Concrete Construction 16.10
Figure 16.2 Typical bar chairsFactors which should be considered in the choice ofa chair appropriate to the work in hand include:
Cover. A bar chair should be selected toprovide the correct cover not one 'close-to'that required. In using a multi-cover chair, caremust be taken that it is positioned correctly.
Exposure conditions. It is vital that unprotect-ed bar chairs are not used in situations wherethey can corrode. For example, to use an un-protected steel chair in a slab with an exposedsoffit could mean that the chairs corrode,producing staining and spalling even though thereinforcement itself is correctly located.
Appearance. Where the soffit is exposed, thetips of the bar chairs may be seen. It isnecessary, therefore, to consider theappearance of the completed element inchoosing a suitable support for reinforcement.
Membrane damage. Bar chairs which couldpuncture damp-proof membranes duringplacing operations should be avoided, orsupported on purpose-made 'saucers'.
Stability. Some types of bar chairs are easilydisplaced or knocked over during concrete-placing operations. Selection should ensurethat the risk of this is minimised.
Spacing of bar chairs. The spacing of chairs
must ensure that the reinforcement is in therequired position. Spacing will depend uponthe placing methods and the grade ofreinforcement. Thus the minimum spacing mayrange from 0.5 to 1 m. For most meshescontinuous bar chairs are recommended;alternatively, 16-mm rods may be usedbetween individual chairs in order to preventsagging.
Spacers
Spacers which snap onto reinforcing bars are
available to maintain the required distance from thebar to the face of the concrete. They are generallymade of plastic. As for chairs, the selection andpositioning of spacers must always be such as to
ensure that the reinforcement is correctly positionedand that the surface appearance of the concrete isnot marred.
Tying
Reinforcing bars may be tied together, or tostirrups, to form a 'cage' which helps maintain thebars in position during the subsequent concretingoperations. Obviously, the cage must be strongenough to achieve this sufficient ties must beused for this purpose Figure 16.3.
The most common tie material is a black annealedwire, 1.6 mm in diameter; although other forms ofwire and plastic clips are available.
It is not necessary to tie bars at every intersectionas ties add nothing to the ultimate strength of thestructure. They serve only to keep thereinforcement in place during concreting.Nevertheless, it is better to err on the side of toomany than too few, particularly at the edge of slabs,around openings, at corners, and in similarlocations where positioning of the reinforcement isparticularly critical.
Figure 16.3 Reinforcement being tied inposition
Welding
Reinforcing steel should not be welded except withthe approval of the engineer. Such welding mustthen comply with AS 1554.3.
The locational welding of main bars into the cornerof fitments may be approved but other weldingshould not be carried out within 75 mm of any bendof a radius less than eight times the bar size.
Splicing Reinforcement
Lengths of reinforcing bar or mesh may be joined or'spliced' together in a variety of ways. The most
common method is simply to lap the bars or mesh.The lapped portion of the bars or mesh mustalways be in contact unless otherwise indicated onthe drawings.
-
8/12/2019 Chapter 16 - Reinforcement
12/12
Chapter 16 Reinforcement
When mesh is lapped, the two outermost wires ofone sheet must overlap the two outermost wires ofthe other. Meshes are available with the edgewires spaced closer together, thus reducing thearea of the lapped zone and increasing thecoverage of the sheet.
A variety of proprietary mechanical splices are alsoavailable for joining bars. These have differentapplications, advantages and disadvantages. It isvital, therefore, that the correct type of splice isused in any given situation and that themanufacturer's instructions on installation arefollowed.
Tolerances
A tolerance provides an acceptable allowance forsmall variations to the specified length or position ofreinforcement. For reasons that include structuralperformance, durability and fire resistance,reinforcement must be in the position intended for itwithin an appropriate tolerance.
Tolerances for the positioning of reinforcement andtendons stipulated in Clause 3.9 of NZS 3109 areshown in Table 16.5. A knowledge of thesetolerances is essential for all those concerned withthe fixing or checking of reinforcing.