Chapter 10: Liquid Lubricants and Lubrication -...
22
10 Liquid Lubricants and Lubrication 10.1 Introduction 10.2 Lubricant Selection Criteria Operating Environment • Viscosity and Fluid-Film Lubrication • Boundary Lubrication Performance • Stability • Fire Resistance • Compatibility • Biodegradability and Toxicity • Additive Susceptibility 10.3 Conventional Lubricants — The Evolution of Base Oil Technology Early Base Oil Processing • Solvent Refining • Additives Improve Performance • Hydrotreating • Hydrocracking • Catalytic Dewaxing and Hydroisomerization • Group II — Modern Conventional Base Oils • Group III — Unconventional Base Oils • Group IV — Traditional “Synthetic Hydrocarbon” Base Oils (PAO) • Group III vs. PAO Performance • Future Evolution 10.4 Synthetic Lubricants Reasons For Use 10.1 Introduction Liquid lubricants have been around for a long time and have evolved from the conventional mineral-oil based to the more exotic synthetics. In this chapter, a systematic approach to the selection of a lubricant will be addressed. The evolution of the base oil technology for the conventional lubricants will be discussed in detail. Different classes of the synthetic-based specialty and high-temperature lubricants and their key features will also be addressed. 10.2 Lubricant Selection Criteria Although this chapter is primarily about liquid lubricants, it is worthwhile to spend a little time discussing some of the other popular lubricant types, i.e., greases and solid lubricants and hard coatings, to get a better idea of why liquid lubricants are selected most often. Also, the primary lubricant in grease is a liquid lubricant, so greases will be discussed to a minor extent throughout this section. 10.2.1 Operating Environment When selecting a lubricant for a specific application, a number of factors must be considered. First, and most important, is the environment in which the lubricant must function; generally, that is the temper- ature range of the application. However, there are sometimes other environmental considerations, e.g., Lois J. Gschwender Air Force Research Laboratory David C. Kramer Chevron Global Lubricants Brent K. Lok Chevron Global Lubricants Shashi K. Sharma Air Force Research Laboratory Carl E. Snyder, Jr. Air Force Research Laboratory Mark L. Sztenderowicz Chevron Global Lubricants
Transcript of Chapter 10: Liquid Lubricants and Lubrication -...

10Liquid Lubricants
and Lubrication
10.1 Introduction 10.2 Lubricant Selection Criteria
Operating Environment • Viscosity and Fluid-Film Lubrication • Boundary Lubrication Performance • Stability • Fire Resistance • Compatibility • Biodegradability and Toxicity • Additive Susceptibility
10.3 Conventional Lubricants — The Evolution of Base Oil Technology Early Base Oil Processing • Solvent Refining • Additives Improve Performance • Hydrotreating • Hydrocracking • Catalytic Dewaxing and Hydroisomerization • Group II — Modern Conventional Base Oils • Group III — Unconventional Base Oils • Group IV — Traditional “Synthetic Hydrocarbon” Base Oils (PAO) • Group III vs. PAO Performance • Future Evolution
10.4 Synthetic Lubricants Reasons For Use
10.1 Introduction
Liquid lubricants have been around for a long time and have evolved from the conventional mineral-oilbased to the more exotic synthetics. In this chapter, a systematic approach to the selection of a lubricantwill be addressed. The evolution of the base oil technology for the conventional lubricants will bediscussed in detail. Different classes of the synthetic-based specialty and high-temperature lubricants andtheir key features will also be addressed.
10.2 Lubricant Selection Criteria
Although this chapter is primarily about liquid lubricants, it is worthwhile to spend a little time discussingsome of the other popular lubricant types, i.e., greases and solid lubricants and hard coatings, to get abetter idea of why liquid lubricants are selected most often. Also, the primary lubricant in grease is aliquid lubricant, so greases will be discussed to a minor extent throughout this section.
10.2.1 Operating Environment
When selecting a lubricant for a specific application, a number of factors must be considered. First, andmost important, is the environment in which the lubricant must function; generally, that is the temper-ature range of the application. However, there are sometimes other environmental considerations, e.g.,
Lois J. GschwenderAir Force Research Laboratory
David C. KramerChevron Global Lubricants
Brent K. LokChevron Global Lubricants
Shashi K. SharmaAir Force Research Laboratory
Carl E. Snyder, Jr.Air Force Research Laboratory
Mark L. SztenderowiczChevron Global Lubricants

outer space, liquid oxygen, or other reactive medium. After the above factors have been considered, onemust decide which type of lubricant is required for the application. For some applications, greases canbe selected which provide a simple design for the lubrication system, i.e., pack the bearing or mechanismwith the appropriate grease. For other applications, solid lubricants or hard coatings are preferred. Again,they provide a simple lubrication system, although they frequently require some kind of relubricationprocess to provide long-time service.
Finally we come to the most widely used form of lubricant, the liquids. Besides providing for lubricationof the mechanisms, they also provide damping and cooling. Cooling occurs by removing either the heatfrom the environment, e.g., a turbine engine bearing compartment, or the heat generated by the frictionin the mechanism. By appropriate designing of the lubrication system, a liquid lubricant can control thetemperature of a mechanical assembly within a very narrow temperature range, if required. For example,as a lubrication system using a pump to distribute the lubricant becomes hotter, the oil becomes lessviscous, flow increases, and therefore the oil removes more heat. The liquid and grease lubricants alsoprovide an efficient relubrication mechanism, i.e., if a grease or liquid lubricant film is broken, the greaseor liquid flows back into that contact area, once again providing lubrication. For this reason, liquid andgrease lubricants are more widely used than solid lubricants or hard coatings, but the solid lubricantsand hard coatings are gaining wider acceptance as improvements in performance and lifetime are beingachieved.
10.2.2 Viscosity and Fluid-Film Lubrication
As previously stated, the operational environment for a liquid or grease lubricant usually imposes somespecific property requirements on the lubricant and guides its selection. These property requirementsare both physical and chemical. Perhaps the most used physical property is the viscosity–temperaturerelationship. The low temperature operational capability of a liquid lubricant is defined by the maximumviscosity at which the lubricant can be pumped; for a grease it is defined by the maximum thickness atwhich the mechanical assembly or bearing can operate. The high-temperature operating capability of aliquid lubricant may be defined by the minimum viscosity that can provide fluid-film lubrication.
The lubricant has to be effective in both the fluid-film lubrication and the boundary lubricationregimes. In fluid-film lubrication, a fluid film separates the interacting surfaces. In boundary lubricationthe interacting surfaces react with the lubricant components to form protective physisorbed, chemisorbed,or reaction films. Fluid-film lubrication can be further divided into two broad categories — hydrodynamiclubrication and elastohydrodynamic lubrication. In fluid-film lubrication, the physical properties of thelubricant, such as viscosity, pressure–viscosity, and traction, determine the performance of the lubricatedcontact. While fluid-film lubrication is the desired mode of operation, the boundary lubrication regimecannot be avoided. Even in fluid-film lubrication, boundary lubrication occurs during start-up andstopping, and during occasional asperity interaction during operation. Therefore, the material (both thesurfaces and the lubricant) properties that are important for the boundary lubrication regime are equallyimportant for fluid-film lubrication.
For thicker fluid films, a combination of higher viscosity and higher pressure–viscosity coefficient areneeded (Hamrock, 1994). Both these properties are affected by the molecular structure of the lubricant.Linear and flexible structures provide better viscosity–temperature characteristics compared to thebranched and rigid structures. On the other hand, the branched and rigid structures have higher pres-sure–viscosity coefficients at a given temperature. The pressure–viscosity coefficient for the branched andrigid structures decreases more sharply with temperature increase than that for the linear and flexiblestructures (Sharma et al., 1995). The lubricant selected should be able to maintain adequate film thicknessthroughout the operating temperature range.
Lubricant traction coefficient (rolling/sliding friction coefficient) determines the power losses andstability of the rolling-element bearings (Gupta, 1984). For lubricants, a lower traction coefficient isdesired for lower power loss and lower heat generation, whereas a higher traction coefficient is desiredfor the traction-fluids. The molecular structures that result in higher film thicknesses also provide higher

traction coefficients. Thus, the branched and rigid structures result in higher traction coefficients com-pared to the linear and flexible molecules (Hentschel, 1985). When selecting a lubricant, a balance mustbe achieved between the film-thickness and the traction properties.
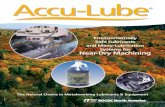
In the lubricant industry, the temperature response of viscosity is expressed as viscosity index (VI).The less the oil viscosity changes with temperature, the better its lubricating performance at high andlow temperatures and the higher its VI. Generally, higher VI is preferred for lubricants. To increase theviscosity index of a lubricant, high-molecular-weight VI-improving additives are sometimes added tothe lubricant. These additives increase the lubricant’s viscosity at the higher temperatures as well as atthe lower temperatures (to a lesser degree), thereby increasing the viscosity index of the lubricant. TheVI-improvers have been extensively used in automotive lubricants to formulate the multigrade oils. Theviscosity measurements under low shear rates do not directly translate into effective viscosity or filmthickness in the lubricated contact for the VI-improved fluids. Under the high-stress and shear conditions,the VI-improved fluids do not contribute to the film thickness and traction to the predicted levels (Palaciosand Bajon, 1983; Sharma et al., 1993a). In aircraft hydraulic pump tests, the fluid viscosity droppedsharply during the tests for the VI-improved fluid, whereas there was no viscosity loss for the non-VI-improved fluids, as shown in Figure 10.1 (Sharma et al., 1998; 1999). It is interesting to note that thesheared, reduced viscosity fluid did not adversely affect the pump performance, and perhaps an evenlower viscosity fluid would have worked equally well. Equivalent performance was shown in pump testswith a lower viscosity (8 cSt @ 40°C) non-VI-improved fluid (Gschwender et al., 1988), and no viscosityloss was observed. In selecting the lubricant viscosity for an application, one should not look just at thelow-shear viscosity, but also the effective viscosity in the contact inlet.
10.2.3 Boundary Lubrication Performance
When metal-to-metal contact occurs between two surfaces in a lubricated contact, the asperities on thesurfaces shear, thereby exposing a fresh metal surface. The appropriate lubricant reacts with the exposedfresh metal to form protective surface films. The surface films thus formed are generally low-friction andwear-resistant, and protect the surfaces from early failure/wear. During operation, these surface films canwear and regenerate. Antiwear or lubricity additives are generally added to the base oil to enhance theformation of the protective surface films during boundary lubrication. Thus, in boundary lubrication,the chemistry of the lubricant along with the material properties of the interacting surfaces determinesthe performance of the lubricated contact. Some metals perform better in boundary lubrication thanothers. Surface coatings (Rai et al., 1999) can also enhance boundary lubrication performance. Therefore,when selecting a lubricant, the lubricated surfaces should be given proper consideration.
While full-scale system/component testing is the best way to evaluate a lubricant’s performance, moreeconomical tests, such as the four-ball wear test (e.g., ASTM D4172) and Cameron–Plint reciprocating
FIGURE 10.1 Viscosity of fluid samples from pump tests.
16
14
12
10
8
6
40 500 1000 1500
MIL-PRF-83282 (No VI-improver)
MIL-H-5606 (contains VI-improver)
Test Hours
Vis
cosi
ty @
40
o C, c
St

tribometer (e.g. Helmick et al., 1997), are available to measure the boundary lubrication performance ofa lubricant/formulation. The full-scale component tests are preferred because sometimes the laboratorytests do not correlate with the lubricant’s performance in the application.
10.2.4 Stability
If the upper operating temperature limit for a liquid lubricant is not defined by the viscosity temperatureproperties, it is generally defined by the stability of the lubricant. For greases, the viscosity at elevatedtemperature is not generally the critical property. For greases, the upper operating temperature limit isgenerally defined either by stability or volatility.
A lubricant must be stable in the environment in which it is being used so that it provides adequatelubrication for a finite lifetime. Some mechanisms are “lubricated for life,” whereas other mechanismsoperate in such a severe environment that the lubricant must be changed on a regular basis. For example,most automobiles require that the engine lubricant be changed every 3000 or 5000 miles, whereas mostsmall electric motor bearings do not require relubrication for their useful life. There are typically threedifferent stabilities to consider that are inherent properties of the base fluid when a class of lubricants isselected for a specific application. They are thermal, thermal–oxidative, and hydrolytic. (For greases, a fourthstability is the ability of the grease to remain a grease and not separate into the base fluid and the thickener.)
We must carefully analyze the environment in which the lubricant must operate to determine whatkind of stability is required. In an aircraft hydraulic system, for example, the lubricant, or in this casethe hydraulic fluid, is not exposed to much air or moisture since the aircraft hydraulic systems are generallyclosed. Therefore, thermal stability is the most important stability for aircraft hydraulic fluids. On theother hand, if a shipboard hydraulic system is the intended application, hydrolytic stability also becomesvery important since the lubricant will be operating in a wet environment.
Thermal–oxidative stability becomes important in air breathing systems, such as automotive engines,aircraft engines, etc., where the lubricant will be exposed to both high temperatures and oxygen. Thisputs another very severe limitation on the selection of the lubricant since many classes of lubricants havelimited thermal–oxidative stability. In applications where oxidative stability is of paramount importance,e.g., lubrication of valves coming in contact with liquid oxygen, liquid lubricants must not contain anyhydrogen atoms and must be totally halogenated, e.g., chlorofluorocarbons or perfluorinated lubricants.The various classes of liquid lubricants and their thermal, hydrolytic, and oxidative stabilities will bediscussed later in this chapter.
10.2.5 Fire Resistance
Another important property to consider when a liquid lubricant is selected is fire resistance. Liquidlubricants can range from extremely flammable to nonflammable. Fire resistance is extremely importantin hydraulic fluids. Three different aerospace hydraulic fluids have been developed and are in use todaystrictly to reduce the fire hazards in aircraft hydraulic systems. They are hydraulic fluids based onphosphate esters, specifically AS1241, and synthetic hydrocarbons, MIL-PRF-83282 and MIL-PRF-87257.Fire resistance is especially important for hydraulic fluids since they are used at high pressures (up to5000 psi), which significantly enhances their potential ignition if the fluid is in the form of a spray. Hattondescribed the many hazards involved with hydraulic fluids and some of the more widely used methodsto determine fire resistance, but even in his book, he failed to recognize one of the most important fire-resistance characteristics, flame propagation (Hatton, 1966; Snyder et al., 1981). Most flammability testmethods concentrate on a fluid’s ignition characteristics, and, while that indeed is an important property,they fail to assess the potential damage from a fire once ignited. The AS1241 and both MIL-PRF fluidsare ignitable, but they have extremely low flame propagation characteristics, making them significantlysafer to use (Snyder et al., 1981).
Although nonflammable hydraulic fluids have been developed, e.g., MIL-H-53119, a moderate-molec-ular-weight chlorofluorocarbon, they have not found their way into applications as yet. This has been

primarily due to the need to develop hydraulic systems around their unique properties, e.g., high density,specific seal compatibility, etc., and the fact that no one is willing to accept the high risk associated withbeing the first to use a new lubricant. Nonflammable lubricants are currently used only in small-volumeapplications.
10.2.6 Compatibility
For a lubricant to be acceptable for a specific application, it must be compatible with all of the materialswith which it will come into contact. This is especially true when trying to replace an existing lubricantwith a new one. For this case, it is also important that the new lubricant be compatible and misciblewith the former one to facilitate the changeover process from the old to the new lubricant. Significantcosts could be experienced if parts of the system, e.g., O-rings, gaskets, and other seals, had to be replacedin order to realize the benefits the new lubricant would bring to that application. Since it is difficult toensure that the new lubricant will not leak out of the system and get on other materials in the vicinity,e.g., paint, wiring insulation, composites, etc., the new lubricant will need to demonstrate compatibilitysimilar to the old lubricant it is scheduled to replace. That has caused frustration over the years foroperators of hydraulic equipment who would like to take advantage of the greater safety afforded by thefire-resistant hydraulic fluids based on phosphate esters. If this equipment was originally designed foruse with mineral oil or other hydrocarbon-based hydraulic fluids, many of the materials contained thereinwill not be compatible with phosphate esters and would have to be changed if phosphate esters were tobe used. This has caused many of these operators to stay with the rather flammable hydraulic fluid theyhave been using instead of exploring other options. In a number of cases, it has been possible to gain asignificant increase in fire resistance by converting to a synthetic hydrocarbon- or ester-based hydraulicfluid that is compatible with all the materials of their systems. In addition, the compatibility of thesefluids with the previous fluid has made the conversion to the new fluid simple and cost effective.
10.2.7 Biodegradability and Toxicity
Biodegradability and toxicity have been combined because they both pertain to similar characteristics oflubricants. The degree of biodegradability of a lubricant relates to the environmental friendliness of alubricant, whereas the toxicity of a lubricant relates to the friendliness of the lubricant to the user.Biodegradability is becoming a more important property as environmental regulations become morerestrictive with regard to protecting the integrity of water supplies and the environment in general.Toxicity has been an important issue for quite some time, and safety to the user will continue to gainattention. So far, the most important aspect of a lubricant for a specific application is that it work well,and the environmental friendliness is secondary. In the future, it could be that the environmental aspectsof the lubricant will take precedence over performance.
10.2.8 Additive Susceptibility
In order for a lubricant to perform its required function, it is typically necessary to formulate the baseoil with performance-improving additives. Some of these additives are typically oxidation inhibitors,lubricity additives (both antiwear and friction modifying), rust inhibitors, antifoam additives, and, inthe case of greases, thickeners. It is critical that additives be effective in the base oils for a lubricant toprovide satisfactory performance. In the case of liquid lubricants, the additives must also be soluble. Forthe majority of the hydrocarbon-based lubricants, this is not a problem. They have been in use longenough for effective, soluble additives to have been developed. However, for some of the newer fluids,e.g., the perfluoropolyalkylethers (PFPAE), the traditional additives are not soluble. Therefore, soluble,effective additives have had to be developed. The lack of effective, soluble additives for the PFPAEs hassignificantly delayed their introduction into the industry (Snyder and Gschwender, 1991). However, theirlimited introduction speaks well for their unique properties, which will be discussed later in this chapter.There can be cases where additive solubility is not an issue, but effectiveness is. This is the case for the

polydimethylsiloxane fluids, a.k.a. silicones. Although typical antiwear additives like aromatic phosphatesdissolve in silicone fluids, they do not provide improved lubricity for metal-to-metal contacts. This hasprevented their widespread use as lubricants for wide-temperature-range applications for which theywould be ideal candidates due to their excellent viscosity–temperature properties. Additive susceptibilityis an important property to consider when selecting a class of lubricants for specific applications.
10.3 Conventional Lubricants — The Evolution of Base Oil Technology
In this section, we cover some of the major milestones in the evolution of base oil technology used tomake “conventional” lubricants. Conventional lubricants are defined here as those that have historicallybeen formulated with mineral oils derived from crude oil. But we will see that as base oil technologycontinues to evolve, the performance gap continues to close between conventional mineral-based oilsand the traditional “synthetic hydrocarbon” oils described later in the chapter.
10.3.1 Early Base Oil Processing
From its humble beginnings over 3000 years ago, base oil technology has seen many phases of evolution.In the first phase, animal fats were used as lubricants. Ancient inscriptions dating back to 1400 BC showbeef and mutton fat (tallow) being applied to chariot axles. Very little changed over the ages except thatthe oils sometimes came from more exotic animals such as whales.
In 1852 petroleum-based oils first became available. They were not widely accepted at first becausethey did not perform as well as many of the animal-based products. Raw crude did not make very goodlubricant. The base oil industry was on the very steep part of the learning curve. But demand grew withthe appearance of the automobile. Soon lubricant manufacturers learned which crudes made the bestlubricants. Further improvements were made by refining the crude into narrow distillation cuts withvarying viscosity. By 1923 the Society of Automotive Engineers classified engine oils by viscosity; light,medium, and heavy. Engine oils contained no additives and had to be replaced every 800 to 1000 miles.In the 1920s more lubrication manufacturers started “processing” their base oils to improve their per-formance. There were three popular processing routes.
10.3.1.1 Clay Treating
Clay was used to soak up and remove some of the worst components in the petroleum base oil. Thesecompounds were usually aromatic compounds and highly polar compounds containing sulfur and nitrogen.
10.3.1.2 Acid Treating
Concentrated sulfuric acid was used to react with the worst components in the base oil and convert theminto a sludge that could be removed. This process effectively cleaned up the oil, but it was expensive.This technology has virtually disappeared from North America due to environmental concerns aboutthe acid and sludge (National Petroleum Refiners Association, 1999).
10.3.1.3 SO2 Treating
This was a primitive extraction process to remove the worst components in the lube oil by using arecyclable solvent. Unfortunately, the solvent was highly toxic. Although it also has been virtually phasedout (National Petroleum Refiners Association, 1999), it was a useful stepping stone to conventional solventextraction.
10.3.2 Solvent Refining
By about 1930 solvent processing emerged as a viable technology for improving base oil performanceusing a fairly safe, recyclable solvent. Most base oils in the world today still use this process. Solventrefining for base oil manufacturing was pioneered mostly by Texaco and Exxon under trade names such

as “Texaco MP,” “Duo Sol,” “DILCHILL,” and “EXOL.” About two thirds of the base oils in North Americaare currently manufactured using this route. Solvent-refined base oils are commonly called Group I baseoils. Group I base oils are those having less than 90% saturates (>10% aromatics) and more than 300 ppmsulfur. Table 10.1 shows all the base oil groups as defined by the American Petroleum Institute (API).
Solvents and hardware have evolved over time, but the basic strategy has not changed since 1930.Solvent refining is still the most widely used route for making base oil.
Aromatics are removed by solvent extraction to improve the lubricating quality of the oil. Aromaticsmake good solvent but they make poor-quality base oil. Aromatics are among the most reactive compo-nents in the natural lube boiling range. Oxidation of aromatics can start a chain reaction that candramatically shorten the useful life of a base oil. The viscosity of the aromatic components also respondspoorly to changes in temperature (low VI).
Aromatics are removed by feeding the raw lube distillate (vacuum gas oil) into a solvent extractorwhere it is contacted counter-currently with a solvent. Popular choices of solvent are furfural, NMP (N-methylpyrrolidone), and a mixture of toluene and MEK (methylethyl ketone). Phenol is very rarely useddue to environmental concerns. Solvent extraction typically removes 50 to 80% of the impurities (aro-matics, polars, sulfur, and nitrogen-containing species). The resulting product of solvent extraction isusually referred to as a raffinate.
The second step is solvent dewaxing. Wax is removed from the oil to keep it from freezing in the sumpor crankcase at low temperatures. Wax is removed by diluting the raffinate with a solvent. This is doneto thin the oil and enhance the dewaxing rate. Popular dewaxing solvents are MEK/toluene,MEK/MIBK(methylisobutyl ketone), or (rarely) propane. The diluted oil is then chilled to –10 to –20°C.Wax crystals form, precipitate, and are removed by filtration.
10.3.3 Additives Improve Performance
Over the next several decades, the solvent refining process did not change very much. Improvements infinished oil quality came mainly from the appearance of additives. Additives began to be widely used in1947 when the API began to categorize engine oils by severity of service: regular, premium, and heavyduty. Additives were used to extend the life only in premium and heavy-duty oils.
In 1950, multigrade oils were introduced which were formulated with polymers to enhance the hotand cold performance of the oil. The additives changed the VI of the oil. This trend continued for severalmore decades. Lubricant quality improved significantly only when the additive chemistry improved. Thiswas the only viable strategy for progress until a significant improvement in base oil quality was available.
10.3.4 Hydrotreating
Hydrotreating was developed in the 1950s and first used in base oil manufacturing in the 1960s by Amocoand others. It was used as an additional “cleanup” step added to the end of a conventional solvent refiningprocess. Hydrotreating added hydrogen to the base oil at elevated temperatures in the presence of catalystto stabilize the most reactive components in the base oil, improve color, and increase the useful life ofthe base oil. This process removed some of the nitrogen and sulfur-containing molecules but was notsevere enough to remove a significant amount of aromatics. This was a small improvement in base oiltechnology that would become more important later.
TABLE 10.1 API Base Stock Categories
Group Sulfur, Wt % Saturates V.I.
I >0.03 and/or <90 80–119II <0.03 and >90 80–119III <0.03 and >90 ≥120IV All Polyalphaolefins (PAOs)V All Stocks Not Included in Groups I-IV (Pale Oils and Non-PAO Synthetics)

10.3.5 Hydrocracking
Hydrocracking is a more severe form of hydroprocessing. It is done by adding hydrogen at even highertemperatures and pressures than simple hydrotreating. Molecules are reshaped and often cracked intosmaller molecules. A great majority of the sulfur, nitrogen, and aromatics are removed. Molecularreshaping of remaining saturated species occurs as rings are opened and paraffin isomers are redistributed,driven by thermodynamics with reaction rates facilitated by catalysts. Clean fuels are by-products of thisprocess. A primitive version of the hydrocracking process was attempted for lube oil manufacturing inthe 1930s but was soon abandoned for economic reasons when solvent refining appeared (Sequeira, 1994).
After WWII, more modern hydrocracking catalyst technology was imported from Germany. Thistechnology was commercialized for fuel production in the late 1950s by Chevron (Stormont,1959). In1969 the first hydrocracker for base oil manufacturing was commercialized in Idemitsu Kosan Company’sChiba refinery using technology licensed by Gulf (Anonymous, 1972). This was followed by Sun OilCompany’s Yabucoa refinery in Puerto Rico in 1971, also using Gulf technology (Sequeira, 1994).
10.3.6 Catalytic Dewaxing and Hydroisomerization
Then came first-generation catalytic dewaxing and hydroisomerization in the 1970s. BP, Shell, and othersused hydroisomerization technology coupled with solvent extraction to manufacture very high-VI base oilsin Europe. In the U.S., Mobil used catalytic dewaxing in place of solvent dewaxing, but still coupled it withsolvent extraction to manufacture conventional neutral oils. Catalytic dewaxing was a desirable alternativeto solvent dewaxing, especially for waxy high-VI oils. This process removed n-paraffins and waxy side chainsfrom other molecules by catalytically cracking them into smaller molecules. This lowered the pour pointof the base oil so that it flowed at low temperatures like a solvent dewaxed oil. In the case of hydroisomer-ization, the majority of remaining aromatics were saturated, and the majority of remaining sulfur andnitrogen species were also removed. Chevron was the first to combine catalytic dewaxing with hydrocrackingand hydrofinishing in its Richmond, California, base oil plant in 1984 (Zakarian et al., 1987). This was thefirst commercial demonstration of an all-hydroprocessing route for lube manufacturing.
In 1994, the first modern wax hydroisomerization process was commercialized by Chevron in the sameplant. This was an improvement over earlier catalytic dewaxing because it lowered the pour point of thebase oil by isomerizing (reshaping) the n-paraffins and other molecules with waxy side chains into verydesirable branched compounds with superior lubricating qualities rather than cracking away the n-paraffins.
By combining three catalytic hydroprocessing steps (hydrocracking, hydroisomerization, hydrotreat-ing), molecules with poor lubricating qualities are transformed and reshaped into higher-quality baseoil molecules. Pour point, VI, and oxidation stability could be independently controlled. This wasfundamentally different than the previous approaches that relied solely on subtraction. Among the manybenefits of this combination of processes is greater crude oil flexibility; that is, less reliance on a narrowrange of crude oils from which to make high-quality base oils. In addition, the base oil performance issubstantially independent of crude source, unlike solvent-refined base oil.
10.3.7 Group II — Modern Conventional Base Oils
The modern hydroisomerization process licensed by Chevron under the name ISODEWAXING gainedacceptance rapidly in the 1990s. In fact, about one third of all base oils manufactured in North Americaare now manufactured using this process (Figure 10.2). ISODEWAXING technology is also movingthrough Asia as well. Rapid growth of this technology in the U.S. prompted the API in 1991 to categorizebase oils by composition (API publication 1509), as shown in Table 10.1.
Most of the base oils made using modern hydroisomerization are categorized as Group II. Table 10.1shows that they are differentiated from Group I base oils because they contain significantly lower levelsof impurities (<10% aromatics, <300 ppm sulfur). They also look different because Group II oils arenormally very clear, almost water-white. From a performance standpoint, improved purity means thatthe base oil and the additives in the finished product can last much longer. This technology, along with

specially designed additives, has already had a tremendous impact on finished oil performance. In someapplications, lubricating oils formulated with Group II base oils outperform expensive traditional “syn-thetic hydrocarbon” oils made from PAO.
10.3.8 Group III — Unconventional Base Oils
The difference between Group II and III base oils is simply viscosity index (VI). Base oils with a“conventional” VI (80 to 119) are Group II. Base oils with an “unconventional” VI (120+) are Group III.They are also sometimes called unconventional base oils or UCBOs. Still another commonly used namefor these oils is VHVI, or very high VI base oils.
Group III base oils were not widely available in North America until a few years ago. Earlier generationsof Group III base oils (Min, 1998) were produced in Europe, primarily by Shell and BP, but were notproduced using the now commonly accepted all-hydroprocessing route. Consequently, they do not havethe exceptional stability and low temperature performance of these modern Group III oils. Fortunatelyfor North American consumers, those older-generation stocks are made and sold in different markets.Many of these plants are being upgraded to modern technologies that will enable them to make themodern Group III oils (Howell, 2000).
Modern Group III base oils perform at a level that is significantly higher than “conventional” baseoils, both Group I and Group II, and nearly match existing levels of performance in finished lubeapplications already established by their traditional “synthetic hydrocarbon” counterparts. The mostnotable exception, arctic oils, have very small market presence.
From a processing standpoint, the higher VI in modern Group III base oils is achieved by increasingthe temperature or time in the hydrocracker. This is sometimes collectively referred to as the “severity.”Alternatively, the product VI could be increased simply by increasing the feed VI, which is typically doneby selecting the appropriate crude.
Group III base oils are now widely available in North America because they can be manufactured bymost of the companies that currently make Group II oils. Many companies have started adding them totheir “synthetic hydrocarbon” product lines.
10.3.9 Group IV — Traditional “Synthetic Hydrocarbon” Base Oils (PAO)
Synthetic lubricants will be discussed in detail later in the chapter. However, we thought it would beappropriate to say a few words about “synthetic hydrocarbon” base oils here because they are directlyinfluencing the future direction of mineral-based base oil technology.
The hydrogenated polyalphaolefin (PAO) commercial market can be traced as far back as the early1970s when specialized products were formulated from PAOs (Bui, 1999). PAOs became a major con-sumer-sought lubricant product when Mobil Oil commercially marketed its Mobil 1™ product 25 yearsago. However, Mobil’s involvement with “synthetic hydrocarbons” can be traced back to the 1960s whenthe oil company resolved a problem plaguing military planes based on aircraft carriers. Mobilgrease 28was developed to protect against wheel bearing failure caused by atmospheric cold temperatures. Mobil’sSAE 5W-20 engine oil is derived from this base fluid technology. Since then, the PAO market has traveled
FIGURE 10.2 ISODEWAXING trend in North America.
1995 1996 1997 1998 1999
35
30
25
20
15
10
5
0
Per
cen
t
% Base Oil inNorth America

a long and winding road battling a slow, steady growth and criticisms of the higher cost compared toconventional oils. In the last 10 years, the PAO market significantly took off, first in Europe and then inNorth America, experiencing as much as a double-digit growth. In part, the growth might be attributedto the stricter lubricant specifications in Europe that created a market niche for synthetic hydrocarbonsand semisynthetic hydrocarbon products. The demand has since extended to North America and othercontinents.
The use of the word “synthetic” in the lubricant industry has historically been synonymous withpolymerized base oils, such as PAOs, and other synthetics, such as esters, polyphenylethers, etc., whichare made from smaller molecules. Primarily this use evolved because these types of base oil were the onlycomponents available for high-performance lubricants. That changed a number of years ago when somelubricant manufacturers, primarily in Europe, began replacing PAOs with newly available Group III baseoils, which are made from feed molecules of substantially the same size as the final product. With therecent availability of modern Group III base oils in North America, this practice is now spreading toNorth America. This is currently causing a controversy in the lubricant industry, as some synthetichydrocarbon base oil producers and lubricant manufacturers see only polymerized base oils or other oilsmade by combining smaller molecules as the true and only synthetic hydrocarbons.
PAOs have historically had superior lubricating performance characteristics, such as viscosity index,pour point, volatility, and oxidation stability, that could not be achieved with conventional mineral oils.Now, in modern base oil manufacturing, viscosity index, pour point, volatility, and oxidation stabilitycan be independently controlled. Modern Group III oils today can be designed and manufactured sothat their performance closely matches that of PAOs in most commercially significant finished lubeapplications.
10.3.10 Group III vs. PAO Performance
As well-designed Group III base oils become abundant in the market place, the performance gap betweenGroup III and PAO (Group IV) is closing. Here are some key examples:
Pour Point — Pour point is the one place where Group III oils allegedly fall short of PAOs. While itis certainly true that the pour point of the neat VHVI base oil is substantially higher than that ofa PAO of comparable viscosity, it is important to understand that what matters is the pour pointof formulated lubricants, which are comprised of both base oils and additives. Fully formulatedGroup III-based lubricants are very responsive to pour point depressant additives, and where pourpoint depressants may be used, these lubricants can demonstrate pour points of –50°C or belowwhen they are manufactured with modern isomerization catalysts. Products such as motor oilsmade with the lighter-grade PAOs, on the other hand, typically have higher pour points than thebase fluid, so the gap in final product pour point between PAO-based and UCBO-based lubricantsis smaller than in the base fluids themselves. Moreover, it is entirely possible with modern GroupIII manufacturing technology to produce base oils of even lower pour point, although this is notcurrently common practice in the industry precisely because there is very little customer demandor specifications for pour performance below –50°C.
Cold Crank Simulator — Viscosity in engine journal bearings during cold temperature startup is akey factor in determining the lowest temperature at which an engine will start. Cold CrankingSimulator (CCS) viscosity, as measured by ASTM D5293, is determined under conditions similarto those experienced in engine bearings during starting. For base oils, this viscosity is determinedalmost entirely by viscosity and viscosity index. Since VHVI stocks have a VI comparable to thatof 4 cSt PAO, one would expect comparable CCS performance. This is demonstrated in Figure 10.3,where it can be seen that a 4 cSt Group III base oil with a kinematic viscosity of 4.2 cSt @ 100°Cand a VI of 129, and PAO 4, with a viscosity of 3.9 cSt and VI of 123, have similar CCS values,both about half that of a 4 cSt Group II base stock of about 100 VI. This performance makes theUCBO very effective for formulating fuel-efficient multiviscosity engine oils in the 0W-20 to0W-50 range, one that has historically been achieved only with PAO-based product.

Noack Volatility — Noack volatility of an engine oil, as measured by ASTM D 5800 and similarmethods, has been found to correlate with oil consumption in passenger car engines. Strictrequirements for low volatility are important aspects of several recent and upcoming engine oilspecifications, such as ACEA A-3 and B-3 in Europe and ILSAC GF-3 in North America. Figure 10.4shows that from a blender’s perspective, Group III base oils are similarly effective as PAOs forachieving these low volatility requirements in engine oil applications. The viscosity index ofmodern Group III oils typically matches or exceeds that of PAO so they can match the volatilityof PAOs at a reasonable distillation cut width.
Oxidation Stability — Oxidation and thermal stability are among the most important advantages that“synthetic hydrocarbons” bring to the table. Better base oil stability means better additive stabilityand longer life. High stability is the key to making the premium-quality finished oils of the futurewith longer drain intervals. Here Group III oils routinely challenge PAO performance.
The stability of modern Group III stocks depends mostly on their viscosity index, because VI is anindication of the fraction of highly stable isoparaffinic structures in the base oil (Kramer et al., 1999).However, because modern Group III stocks also undergo additional severe hydrofinishing after hydro-cracking and hydroisomerization, they achieve an additional boost in stability because only trace amountsof aromatics and other impurities remain in the finished stocks.
The benefit of all-hydroprocessed Group III base oils in oxidation stability is illustrated in Figure 10.5,for hydraulic oils formulated by using the same additive system in four different base oils. Here, the timerequired to reach an acid number of 2.0 (defined by neutralization of 2.0 mg of KOH/g of oil) in theUniversal Oxidation Test (ASTM D4871), a common measure of oil oxidation, was substantially longerfor the Group III formulation than for either the Group I or II products. Moreover, the performance ofthe Group III product was essentially the same as that for the oil formulated with PAO. Table 10.2 listsa variety of North American lubricants of which the authors are aware which are based upon all-hydroprocessed Group III base stocks. These products include engine oils, industrial oils, and drivelinefluids like automatic transmission fluid, and are targeted at the same performance levels achieved bytraditional synthetic hydrocarbon formulations.
FIGURE 10.3 Cold cranking performance of mineral oils and PAO.
FIGURE 10.4 Noack volatility of mineral oils and PAO.

10.3.11 Future Evolution
Looking to the future, the trend is toward base oils with even higher purity, higher VI, lower volatility,and longer life. The base oils will probably look even more like PAO as they become more concentratedin isoparaffins, the most stable component in the base oil. It is likely that as base oil technology continuesto evolve, the base oils of the future will surpass current benchmarks such as PAO in the criticalperformance areas such as oxidation stability and VI.
There are many possible routes for improving base oil quality. Continued evolution of the all-hydro-processing route is one likely possibility. Selectivity toward desired molecular compositions could beimproved by improving the catalysts and the processing technology. Improving the feedstock can alsoimprove the product. Very paraffinic (waxy) feedstocks such as Fischer Tropsch wax from natural gas-to-liquids plants can potentially be further processed into high-quality base oils. Volumes and applicationsare expected to grow, as more ultra-waxy feedstocks become more widely available. Other competingtechnologies are likely to emerge. New routes for manufacturing PAOs have been proposed that usecheaper feedstocks such as ethylene and propylene rather than 1-decene (Heilman et al., 1999).
In summary, the conventional base oil technology evolved slowly from ancient times until the middleof the 20th century. Then solvent refining brought base oil performance to a new level. Starting in the1960s, hydroprocessing technologies were applied and combined to improve base oil purity and perfor-mance. Group II base oils were born. An all-hydroprocessing route for Group II base oil manufacturingwas commercialized. Modern hydroisomerization technologies, such as ISODEWAXING became widelyaccepted and have grown exponentially since 1995. They are now used to make one third of all base oilsin North America.
The next wave appears to be Group III base oils. They offer most of the performance advantages oftraditional PAO-based “synthetic hydrocarbon” oils at a fraction of the price. Most of the manufacturersthat make Group II base oils can make Group III base oils. As base oil technology and additive technologycontinue to improve, mineral-based oils will continue to close the performance gap with traditional“synthetic hydrocarbons.” Traditional “synthetic hydrocarbon” oils such as PAO should continue tocoexist with Group III oils as they have for years in Europe, but the widespread availability of high-quality Group II and III mineral oils is accelerating the rate of change in the finished oil markets. Newimproved base oils are helping the engine and equipment manufacturers meet increasing demands forbetter, cleaner lubricants.
FIGURE 10.5 Oxidation stability, acid number of hydraulic oils.
TABLE 10.2 Synthetic Quality Products Utilizing All-Hydroprocessed Group III Base Stocks
Available Now Upcoming
Semi and full synthetic PCMO GF-3 PCMO (semi and full synthetic)Semisynthetic HDMO Extended drain gear oilDaimlerChrysler ATF+4® High performance automotive (racing) oilsFord Mercon® V ATF Motor oilsCompressor oil Gear and transmission oils

10.4 Synthetic Lubricants
10.4.1 Reasons For Use
In this section we will present an overview of synthetic fluids with unique properties. Synthetic fluidsare selected because a mineral oil is deficient in some respect for a particular application. The U.S. militaryhas often led research and development into new synthetics because of military requirements for highperformance. Because of this and the authors’ backgrounds, many examples will be based on militarylubricants. Driving the use of these synthetics are cost, availability, performance, and safety.
10.4.1.1 Cost
Synthetic fluids are, as a rule, more expensive than mineral oils. An exception was a super-refined, deepdewaxed paraffinic mineral oil, used as the base stock for the SR-71 aircraft hydraulic fluid, MIL-H-27601A. MIL-H-27601A cost over $100 per gallon, when a less expensive hydrogenated polyalphaolefin-based replacement was found. In cost analysis, an engineer must not only consider the initial acquisitioncost of the lubricant, but also the life cycle cost. In life cycle cost analyses, the synthetic lubricants areoften superior because equipment needs fewer repairs with synthetics, which are better inherent lubri-cants. Often equipment can be lubricated for life, never needing further lubrication, or at least extendingmaintenance intervals and thereby reducing down time.
10.4.1.2 Availability
Synthetic fluids are generally more available in good quality than even the more stable of the mineraloils because the mineral oils come from various wells that may not be the same. Gradually as the bettercrude oils are depleted, less stable crude oils are used. In several cases in the military, mineral oil productsno longer met the specifications that had been written around the original products. Synthetics, on theother hand, can be made consistently, as long as the starting materials are the same.
10.4.1.3 Performance
Synthetic lubricants can be adjusted in the synthetic process to optimize property performance to aparticular application. With mineral oils, the refiners have some, but much less latitude to adjust prop-erties. High-temperature thermal and oxidative stability of synthetics exceeds those of mineral oils. Alsoviscosity–temperature range and low-temperature flow can be improved and controlled in synthetics bycontrolling branching and chain length, for example. The upper limit may be from a thermal stabilitylimit or from a viscosity limit. (A fluid’s lowest useful viscosity depends on the application, but is generallyconsidered to be 0.5 to 1.0 cSt for adequate lubrication film formation in a bearing or other wear surface.)The lower temperature limit may be either from limiting viscosity or from pour point, two distinctproperties of a fluid. The low-temperature viscosity depends on the application, e.g., size of fluid pumps,length of tubing lines, and other impediments to flow. For gas turbine engine oils, for example, 19,000 cPis considered the highest usable viscosity, while for hydraulic fluids in aircraft, 2100 cP is considered thehighest usable viscosity. Most often, any fluid class is available in a number of viscosity grades. Thecommercial literature is often the best place to find current information to aid in selecting the propergrade of a fluid. Selecting the proper fluid class, however, is not so simple and requires research to weighthe pros and cons of the available fluid classes.
10.4.1.4 Safety
Flammability of lubricants is often a major consideration in the design of equipment, and even indetermining if a particular fluid should be used. Mineral oils are a distillation cut of a crude oil and sothe final oil’s flash point will be that of the most volatile part of the mixture. Synthetics, on the otherhand, can be more closely controlled to be essentially the same molecular weight throughout. This meansthe flash point of synthetic oil will be higher for a certain viscosity of oil than it would be for a mineraloil of the same viscosity. For a phosphate ester fluid, fire resistance is even greater because the phosphorousatom acts as a fire suppressant.

Flammability testing is a science unto itself (Snyder et al., 1981). The potential threat of an applicationmust be considered, including ignition source, amount of oxygen present, air flow, temperature of thesurroundings, and materials present, to name a few.
10.4.1.5 Fluid Classes
10.4.1.5.1 Synthetic HydrocarbonsSynthetic hydrocarbons have gone from the laboratory to a major industrial product. Hydrogenatedpolyalphaolefin (PAO), Figure 10.6, is the most widely used synthetic hydrocarbon. It is most oftensynthesized from C10 alpha unsaturated olefins using BF3 catalyst to make C20, C30, C40, etc., finished baseoils. The synthesis conditions are adjusted to favor a certain molecular weight product, optimum viscos-ity–temperature properties and low-temperature flow characteristics. The fluid is hydrogenated to removeresidual olefins and fully saturate the molecules.
PAOs have many of the advantages of highly refined paraffinic mineral oils such as those from nowmostly depleted Pennsylvania crude oils. In fact, PAOs resemble paraffinic oils chemically, as they arelargely straight chains, giving them high thermal stability and good viscosity–temperature index. Somebranching exists in PAOs, which prevents them from freezing (waxing) at cold temperatures. Mineraloils must be dewaxed to remove the totally linear molecules to prevent low-temperature freezing (waxing).PAOs are synthesized to avoid waxes. Ideal properties for a PAO are a careful balance of branch vs. linearstructure. PAOs in general have better lubricating ability than comparable mineral oils because there areno other atoms besides carbon and hydrogen. The thermal stability of PAOs, when oxygen is excluded,is quite high, as shown by the MIL-PRF-27601C fluid upper bulk oil temperature, 288°C. (The MIL-H-27601A specification changed from a mineral oil to a PAO-based fluid when it became MIL-H-27601B,as it is in the later revision MIL-PRF-27601C.) Also, PAOs respond to additives very similarly to mineraloils except that additives tend to be less soluble in PAOs (especially the higher-molecular-weight oils)than in mineral oils. PAOs cost less compared to other synthetic fluids.
The first major use of PAOs was in military hydraulic fluid, MIL-H-83282 (now MIL-PRF-83282)(–40°C to 200°C), based on decene trimer PAO (Gschwender and Snyder, 1999). This was developed asa fire-resistant fluid to counter the loss of military aircraft and lives from fires resulting from the use ofa highly flammable mineral oil-based hydraulic fluid, MIL-H-5606. Aircraft damage directly attributableto hydraulic fluid fires went from over $10 million a year to fewer than $1 million a year with theconversion of the majority of Air Force aircraft to MIL-PRF-83282. MIL-PRF-83282 is now the primaryhydraulic fluid for military aircraft in the U.S., Australia, and Israel, and is gradually going into Europeanmilitary aircraft. Other PAO uses in the military are MIL-PRF-87257 (–54°C to 135°C), a fire-resistanthydraulic fluid for cold climate operation; MIL-H-46170, similar to MIL-PRF-83282 but with a rustinhibitor; MIL-PRF-27601 (–40°C to 288°C), the high-temperature hydraulic fluid mentioned earlier.
The C20, PAO decene dimer is widely used as a dielectric and cold plate coolant for military radarsystems (Flanagan et al., 1991), commercially as a solar heat transfer fluid and as a large computer coolant,and as a shock absorber for higher priced automobiles. PAOs are also used in moisture-resistant, wide-temperature greases, e.g., MIL-PRF-32014, and instrument oils. A small but critical higher-molecular-weight PAO application is as oil or as grease for spacecraft (Jones et al., 1998). An important advantageof the lower-molecular-weight PAOs is that they are readily biodegradable. MIL-PRF-87257 is a class 1(the best) and MIL-PRF-83282 is a class 2 (second best) in the ASTM D5864 biodegradability test.
FIGURE 10.6 Polyalphaolefin — general formula.

Decene trimer PAOs are often formulated as a major component of synthetic automobile engine oils,although they are more popular in Europe than in the U.S. Because they are inherently good lubricants,lower viscosity motor oils can be safely used, reducing viscous drag and engine wear. Often automobileoperators using synthetic motor oils extend the oil change intervals as well as engine life, greatly offsettingthe higher cost of the synthetic oil.
Another synthetic hydrocarbon fluid type, with a small but uniqueniche, is multiply alkylated cyclopentanes (MACs) (Figure 10.7). In mostapplications, these fluids are too expensive to be commercially viable, butin spacecraft applications, they are being used more and more. Advantagesinclude low volatility and vapor pressure, low pour point, good antiwearproperties, and good additive response. The cyclopentane ring acts as ananchor to which alkyl groups can be attached to produce lubricants withgood viscosity temperature properties and low pour points. The marketfor these fluids with unique properties will likely grow.
10.4.1.5.2 EstersHermann Zorn in Germany first researched ester lubricants in the 1930s as a replacement for aircraftengine castor oil lubricants, notorious for sludge formation in higher temperature engines. In the U.S.,the Naval Research Laboratory also experimented with esters in the 1940s. MIL-L-7808 first defined theester gas turbine oil requirements in 1951. Revisions of MIL-L-7808 have led to MIL-PRF-7808 K, withGrade 3, a –54°C to 177°C (temperature given refers to the bulk oil temperature) fluid, and Grade 4, a–51°C to 204°C fluid. The U.S. Navy, having less severe low temperature needs, has its own specification,MIL-PRF-23699, with a standard STD type, a –40°C to 177°C oil, and a high temperature HTS type, a–40°C to 204°C oil. Commercial aircraft also use this product as gas turbine engine oil.
The first ester lubricants were diesters and, as the temperature demands increased, esters became morecomplicated, for example, trimethylolpropane, pentaerythritol, and dipentaerythritol esters, as shown inFigure 10.8. Diesters are the least expensive, often similar in price to PAO fluids. As the ester functionalityincreases, the costs also increase. Diesters have the best viscosity–temperature properties compared tothe more complicated esters. The pentaerythritol ester has very high autogenous ignition temperaturefor a specific viscosity, a property very important in gas turbine engine applications where engine nacellesare extremely hot and fires are disastrous. All esters are considered fire resistant compared to mineraloils of comparable viscosities. Ester lubricants have excellent oxidative stability and can be tailored tonew applications. A wide variety of esters are commercially available. Esters are generally readily biode-gradable because they react with water as the first step in degradation. One problem with esters inapplication however, is unwanted hydrolysis, although beta blocking (having an alkyl branch on thesecond carbon from the oxygen in the acid portion of the ester chain) does stabilize the molecule, bothhydrolytically and oxidatively.
Esters have many uses besides aircraft engines. Diesters are the base fluids for low temperature greases,e.g., MIL-PRF-23827, gear oils, and instrument oils. Many of the synthetic automotive motor oils arepartially ester oils.
FIGURE 10.8 Gas turbine oil esters.
FIGURE 10.7 Multiply alky-lated cyclopentanes.
O O
R-O-C(CH2)xC-O-R
Diester
O
CH3CH2CH2-C-[CH2-O-C-R’]3
Trimethyol Propane Ester
O
C-[CH2-O-C-R"]4
Pentaerythritol Ester
O
O-[CH2 -C-(CH2OC-R")3]2
Dipentaerythritol Ester

The U.S. Air Force is now developing the best possible thermally and oxidatively stable (–40°C to232°C) ester for advanced engines (Gschwender et al., 2000). Improved and new higher-temperature fuelsand structural engine materials, and a desire for improved fuel efficiency are leading the way for higher-temperature gas turbine engine oils. Problems in development programs with high-temperature perflu-oropolyalkylether candidate gas turbine engine oils, as will be discussed later, reinforced the need todevelop the best ester-based gas turbine engine oil possible.
A recent advancement in esters is the polymer ester, a copolymer of alphaolefins and unsaturated diesters.While they are more expensive than diesters, they have shown high benefit as antiwear blending fluids inabout 20 to 30% concentration with other base fluids. The unpaired electrons on the oxygen in the esterare believed to bond to metal surfaces. Because the polymer esters often replace chlorinated cutting fluids,they offer environmentally safer fluids with good antiwear and viscosity–temperature properties.
10.4.1.5.3 Phosphate EstersPhosphate esters are widely used as excellent fire-resistant lubri-cants. In most flammability tests they are superior to other fire-resistant fluids unless significant amounts of halogens (chlorine,fluorine, or bromine) replace the hydrogen in the molecules. Thegeneral structure is shown in Figure 10.9, although the triaryl phos-phates are also used as fire-resistant fluids.
Advantages of phosphate ester fluids, besides their fire resistance,include excellent lubricity and bulk modulus. Phosphate esters mustbe closely monitored in the application to control hydrolysis (reaction with water) to form phosphoricacid on one or more of the P–O–R sites. When properly monitored, they are used with great success.Phosphate ester thermal and oxidative stability is fair, with improvements being made as described below.Another issue in using phosphate esters is compatibility of paints, wiring, and elastomeric seals. Thesematerials must be carefully selected, excluding most materials typically used with mineral oils. For thisreason, equipment maintainers must use extreme care not to cross-contaminate phosphate ester fluidwith mineral oil, or other hydrocarbon fluids, and vice versa, as disastrous consequences will result. Inthe U.S. Air Force, for example, any aircraft using phosphate ester fluids is maintained in a separate areafrom aircraft using hydrocarbon-based fluids. Of synthetics, phosphate ester fluids are more expensivethan all except the highly halogenated oils and polyphenylethers.
Phosphate ester hydraulic fluids were introduced into commercial aircraft in the late 1950s and havegone through many “type” improvements since then. The fluid is described in the Society of AutomotiveEngineers document AS 1241. Currently Type IV, –54°C to 107°C, is used with low- and high-densityversions, Classes 1 and 2 respectively. Type V is a higher thermal stability version for use in newer, higher-temperature commercial aircraft and is currently used in some aircraft.
Other uses of phosphate ester fluids are as lubricants, compressor fluids, coolants, brake fluids, andgreases. When the user properly maintains the fluid, phosphate ester fluids provide excellent fire resistancein applications for which hydrocarbons are too flammable. Lower fire insurance rates may offset the extraexpense of phosphate ester initial cost and monitoring. The excellent antiwear properties of phosphateesters, especially compared to water-based fluids, save on component replacement costs.
10.4.1.5.4 Silicon-Containing FluidsSilicate ester and silicone fluids are illustrated by the formula in Figure 10.10. Both contain Si–O bondsthat impart unique properties to these fluids, namely very high viscosity–temperature index, low bulkmodulus, and low surface tension. Many authors attribute these properties to flexibility of the moleculearound the Si–O bond. These fluids are low volatility and have good fire resistance. The low surfacetension of the silicone and silicate ester fluids is generally undesirable in a lubricating application becausethe oil tends to seep past seals to contaminate other surfaces. A third silicon-containing fluid is thesilahydrocarbon, a tetralkylsilane (Figure 10.11). This fluid has the advantages of the other silicon-containing fluids, while their negative properties are minimized. While silahydrocarbons are not usedcommercially as yet, they are promising for specialty applications.
FIGURE 10.9 Phosphate ester —general formula.
"

10.4.1.5.5 Silicate EstersThe silicate esters, MIL-C-47220, were once widely used as dielectric and plate coolants in many militaryradar systems, and as a high-temperature, –54°C to 177°C, hydraulic fluid, MIL-H-8446, in the B-58aircraft. Silicate esters have excellent thermal stability and wide temperature range, but are very expensive.A disiloxane silicate ester hydraulic fluid is still used in the supersonic Concorde commercial aircraft.Both military specifications are now canceled. The silicate ester coolants have been largely replaced withC20 PAO-based fluids (MIL-PRF-87252) in the radar cooling application. One major drawback to silicateester fluids is the hydrolysis of the Si–O–R bond to form a flammable alcohol and a gel. The alcohol isa safety hazard and the gel is responsible for clogging system filters and, in dielectric applications wherethe electronics are actually immersed in the coolant, the gel acts as a pathway for electrical arcing, disablingthe electronic system. The resulting black strings of decomposed fluid are known in the industry as “blackplague.” Most silicates are beta-blocked, that is, they have an ethyl group on the second carbon from theO atom. This interferes with the hydrolysis reaction, but does not totally stop it. The replacement,hydrolytically stable PAO-based fluids are also considerably less expensive than the silicate esters. WhilePAOs are not as good in viscosity–temperature properties as silicate esters, they are miscible and com-patible and have worked well as drain-and-fill replacements wherever tried.
10.4.1.5.6 SiliconesThe R groups in the silicone fluids (Figure 10.10) can be methyl or other alkyl, phenyl, or alkyl, withsome of the hydrogen substituted with either chlorine or fluorine. The greater the ratio of Si and O tohydrocarbon in the molecule, the higher the viscosity index, and the lower the thermal stability andsurface tension, and vice versa. When these fluids decompose thermally they create an undesirable gel,similar to the gel from the hydrolytic decomposition of silicate esters. The chlorine or fluorine in somesilicone fluids improves their thermal stability and also their antiwear characteristics.
Silicone fluids have rather poor performance in wear properties of the base fluid by itself, and fewadditives are soluble or effective for antiwear benefit. Silicone fluids are now primarily used in greases.
FIGURE 10.10 Silicon-containing fluids.
FIGURE 10.11 Silahydrocarbons.

The greases are useful as wide temperature range products because of their excellent viscosity–temper-ature properties and good high-temperature performance. Currently, MIL-PRF-83261 is an alkyl substi-tuted silicone-fluid grease, and MIL-PRF-83363 is a fluoroalkyl dimethyl copolymer-substituted siliconefluid grease. Solubility of additives is less of an issue for greases, as partially soluble or even insolubleadditives can be used. Since much less grease is usually used, the higher cost of silicone greases is less ofan issue than when a liquid lubricant is used.
Other applications of silicone fluids are in synchronous motors, in precision equipment, with plasticand rubber parts of refrigerators and recording tape, as dielectric coolants, as brake fluids, and as dampingfluids.
10.4.1.5.7 SilahydrocarbonsSilahydrocarbon fluids (Figure 10.11) were first synthesized and characterized in the 1950s (Rosenberget al., 1960). Their excellent, unique viscosity–temperature range and thermal stability were recognized,but these fluids froze at rather high temperatures. In the 1970s, silahydrocarbons were synthesized withgood low-temperature properties by using various alkyl group lengths in the starting materials, allowinga –54°C to 316°C missile hydraulic fluid to be developed (Gschwender et al., 1981; Snyder et al., 1982).The fluid was never used, however, because the missile program was canceled. These fluids had onesilicon atom that acted as an anchor for the hydrocarbon chains, giving the fluids good viscosity–tem-perature properties and low pour points.
In the 1990s, University of Dayton Research Institute under contract to Wright-Patterson Air ForceBase first synthesized high-molecular-weight silahydrocarbon spacecraft fluids with three or four siliconatoms. The result was the first candidate space fluid that was unimolecular. These fluids have volatilitylower than any other space lubricant, except those based on Fomblin Z® perfluoropolyalkylether fluid.In addition, they have lower torque in wear applications than PAOs or multiply alkylated cyclopentanefluids, the newest synthetic space lubricants currently in spacecraft (Sharma et al., 1993b). Other varia-tions of space silahydrocarbons have been synthesized under Air Force sponsorship. Recently NASA GlennResearch Center conducted vacuum wear tests, finding silahydrocarbon space fluids to perform extremelywell (Jones et al., 1999).
Other advantages of silahydrocarbons are:
1. They are fire resistant.2. The properties can be tailored to new applications by making them higher or lower molecular
weight.3. They are compatible with other hydrocarbon fluids, an advantage in easy fluid conversion.4. They have good bulk modulus; not quite as good as PAOs, but much better than other silicon-
containing fluids.5. They have low traction properties, which means bearings operate with low internal friction.
The major disadvantages are they are not commercially available as of this writing and are moreexpensive than other hydrocarbon synthetics.
Potential silahydrocarbon fluid applications include fire-resistant, wide-temperature-range hydraulicfluids, space lubricants, and in niche commercial lubricants especially in precision bearings. Figure 10.12shows the typical ASTM D92 flash points of hydraulic fluids. Three fluids with different base fluidchemical classes, all have –54°C viscosities of less than 2500 cSt. The flash point of the fourth fluid (MIL-PRF-83282), which has a –40°C viscosity of 2500 cSt, is also shown for comparison. The silahydrocarbonhas the highest flash point or the greatest safety margin, compared to the mineral oil (MIL-H-5606) andPAO (MIL-PRF-87257) fluids (all –54°C operational fluids). Also, several commercially available additiveshave been found to be both soluble and effective antiwear additives for silahydrocarbons.
10.4.1.5.8 Chlorotrifluoroethylene PolymersChlorotrifluoroethylene fluids (CTFEs) were developed in the 1940s for the Manhattan Project and haveenjoyed a niche market since then. They are represented by the formula Cl(CClFCCl2)nF. They are non-flammable by any practical definition and can be used in contact with liquid oxygen and other aggressive

materials totally unsuitable for hydrocarbon lubricant contact. CTFEs are more expensive than synthetichydrocarbon fluids but are a less expensive alternative to perfluoropolyalkylethers (PFPAEs) for demand-ing applications.
CTFEs have good stability (up to 177°C) and excellent viscosity–temperature range. They have bulkmoduli almost as good as that of hydrocarbon fluids and much better than that of the PFPAEs. Anotheradvantage is they solubilize many of the commercially available hydrocarbon additives, although manyof those additives are ineffective in CTFE (Gschwender et al., 1992).
A major disadvantage of CTFE fluids is their high density, approximately double that of hydrocarbonfluids. Also, they react with copper and low chrome steels, which should be avoided in components. Also,as mentioned earlier, their cost is considerably higher than many people expect to pay for oil.
In the 1970s the U.S. Air Force selected a CTFE oligomer as the base fluid for a –54°C to 177°Cnonflammable hydraulic fluid, MIL-H-53119. Considerable research and development advanced the knowl-edge of both the fluid and components designed for use with it. In the end, it was not selected for aircraftapplication beyond test aircraft because it was considered too high a risk. MIL-H-53119 contains an additivepackage with both an antiwear additive and an antirust additive to make it a usable, effective, nonflammablehydraulic fluid. Extensive testing by the U.S. Air Force and others allayed concerns about the potentialtoxicity and ozone depletion effects of CTFE. Current commercial applications of higher-molecular-weightCTFE fluids are as gyroscope flotation fluids, vacuum pump oils, and metal-working lubricants.
10.4.1.5.9 PolyphenylethersPolyphenylethers (PPEs) (Figure 10.13) were first developed as the gas turbine engine oil for the SR-71reconnaissance aircraft in the 1960s. MIL-L-87100 was written to describe these fluids. PPEs have excellenthigh-temperature oxidative stability, excellent bulk modulus, low volatility, and good fire resistance. Theirmajor disadvantages are poor low-temperature flow, which is partially improved by isomer mixtures ofmeta and para linkage of the benzene rings by the oxygen atom, and poor lubricity. The five phenyletherwith isomer mixture has a pour point of –4°C. In the SR-71, one scheme to keep the PPE liquid at lowertemperatures was to dilute it with solvent. After the engine heated from operation, the solvent wouldboil out, leaving the PPE engine oil. Needless to say, today, such a plan would not be environmentallyacceptable. PPEs have poor inherent lubricating ability, and antiwear additives have not been highlysuccessful. Besides these problems, PPEs are quite expensive because of the many synthesis steps required
FIGURE 10.12 Comparative ASTM D92 flash point of mineral oil, PAO, and SiHC.
FIGURE 10.13 Polyphenylethers.

to produce them. Since the SR-71 aircraft was inactivated in the 1980s (except for a few test aircraft usedby NASA) PPEs, the 5- and 6-ring fluids, now have only a small market as electronic contact lubricantsand as vacuum pump oils.
10.4.1.5.10 Perfluorinated FluidsPerfluoropolyalkylether (PFPAE) fluids were introduced in the 1960s and have been intensely studiedever since, owing to their unique thermal and oxidative stability, nonflammability, and inertness to highlyreactive materials. Four classes are generally recognized, as shown in Figure 10.14. The physical propertiesand stability of PFPAE fluids depend primarily on the carbon-to-oxygen ratio of the fluid and to a lesser,but significant, extent on the amount of branching and the presence of less stable OCF2O linkage. Majorlimitations of PFPAE fluids are high cost, corrosive wear in the presence of some metals, especially steeland aluminum, and autocatalytic degradation in the presence of metal oxides/Lewis acids. Companiesthat produce PFPAEs, the U.S. Air Force, NASA Glenn Research Center, and, more recently, the recordingmedia industry have led the research on PFPAE fluids.
To briefly summarize the experience in the authors’ laboratory on the types of PFPAE fluids, the K fluidshave the highest thermal and oxidative stability, but the poorest viscosity–temperature properties and highestvolatility. The Y fluids have viscosity–temperature and stability properties similar to the K fluids. The Z fluidshave exceptional viscosity–temperature properties and volatility, but the highest cost and the poorest thermaland oxidative stability of the PFPAE fluids. Z fluids are also the most reactive to metals. M fluids are similarto Z fluids, but cost less and have somewhat higher volatility. The D fluids, the newest commercially availablematerials, have good viscosity–temperature properties and excellent thermal and oxidative stability, almostas good as the K fluids. A further advantage of the D fluids is their lower cost compared to the other threefluids. PFPAEs with functional end groups are used successfully for niche applications, such as by therecording media industry as monolayer surface modifiers to reduce friction and stiction.
Soluble additives for PFPAE fluids were first synthesized by the U.S. Air Force (Tamborski and Snyder,1977). Since then the PFPAE fluid producers and some other groups have expanded the list of additivesto combat corrosive wear and catalytic degradation (Srinivasan et al., 1993; Gschwender et al., 1993).
PFPAEs are used in contact with reactive materials in wide-temperature-range applications and wherea small amount of lubricant is sufficient. Greases based on PFPAE fluids, MIL-PRF-27617, are used inaircraft high-temperature applications and in many commercial applications.
References
Anonymous (1972), First lubricant-oil cracker has trouble-free record, Oil Gas J., 70, 94-97.Bui, K. (1999), A defining moment for synthetics — part 2, Lubr. World, 9, 35-37.Flanagan, S.R., Gschwender, L.J., Pekarek, B., Cupples, B., Maeder, A., Bavani, S., Tacco, D., Strong, R.,
and Letton, G., (1991), PAO coolant conversion workshop proceedings, WL-TR-91-4108, accessionnumber B159981. Available from DODSOP Subn. Serv. Desk, 700 Robbins Ave., Philadelphia, PA19111.
FIGURE 10.14 Perfluoropolyalkylethers.

Gschwender, L.J., Anderson, D.R., and Chen, G. (1981), Development of high temperature –54° to 316°Chydraulic fluids for Advanced Strategic Air Launched Missile (ASALM) application, AFWAL-TR-81-4163.
Gschwender, L. J., Snyder, C.E., Jr., and Sharma S.K. (1988), Pump evaluation of hydrogenated polyal-phaolefin candidates for a –54°C to 135°C fire-resistant Air Force aircraft hydraulic fluid, Lubr.Eng., 44, 324-329.
Gschwender, L.J., Snyder, C.E., Jr., VanBrocklin, C.H., and Warner, W.M. (1992), Chlorotrifluoroethyleneoligomer based nonflammable hydraulic fluid, I. fluid, additive and elastomer development, J. Syn.Lubr., 9, 188-203.
Gschwender, L.J., Snyder, C.E., Jr., and Fultz, G.F., (1993) Soluble additives for perfluoropolyalkyletherliquid lubricants, Lubr. Eng., 49, 702-708.
Gschwender, L.J. and Snyder, C.E., Jr. (1999), Advances in U.S. Air Force hydraulic fluids, J. Syn. Lubr.,16, 35-50.
Gschwender, L.J., Snyder, C.E., Jr., Nelson, L., Carswell, L., Fultz, G.W., and Saba, C. (2000), Researchand development of advanced high-temperature Air Force turbine engine oil, Lubr. Eng., 55.
Gupta, P.K. (1984), Advanced Dynamics of Rolling Elements, Springer-Verlag, New York.Hamrock, B.J. (1994), Fundamentals of Fluid Film Lubrication, McGraw-Hill, New York.Hatton, R. (1966), Fire Resistance of Hydraulic Fluids, ASTM Special Publication 406, American Society
for Testing and Materials, Philadelphia.Heilman, W. J., Chiu, I.C., and Chien, J.C.W. (1999), New polyalphaolefin base oils, Amer. Chem. Soc.,
Div. of Petrol. Chem., PREPRINTS, 44, 248-250.Helmick, L.S., Gschwender, L.J., Sharma, S.K., Snyder, C.E., Jr., Liang, J.C., and G.W. Fultz (1997), The
effect of humidity on the wear behavior of bearing steels with RfO(n-C3F6O)xRf perfluoropoly-alkylether fluids and formulations, Trib. Trans., 40, 3, 393-402.
Hentschel, K.H. (1985), The influence of molecular structure on the frictional behavior of lubricatingfluids, J. Syn. Lubr., 2, 2, 143-165.
Howell, R.L. (2000), Hydroprocessing routes to improved base oil quality and refining economics,6th Annual Fuels and Lubes Conference, Singapore, Fuels & Lubes Asia Publications, Manila.
Jones, W.R., Jr., Shogrin, B.A., and Jansen, M.J. (1998), Research on liquid lubricants for space mechanisms,Proceedings from the 32nd Aerospace Mechanism Symposium, NASA, Washington, D.C., 299-310.
Jones, W.R., Jr., Poslowski, A.G., Shogrin, B.A., Herrera-Fierro, P., and Jansen, M.J. (1999), Evaluationof several space lubricants using a vacuum four-ball tribometer, Trib. Trans., 42, 317-323.
Kramer, D.C., Ziemer, J.N., Cheng, M.T., Fry, C.E., Reynolds, R.N., Lok, B.K., Krug, R.R., and Szten-derowicz, M.L. (1999), Influence of group II and III base oil composition on VI and oxidationstability, AIChE Spring Meeting Paper 46a.
Min, P.Y. (1998), VHVI base oils: supply and demand, 4th Annual Fuels and Lubes Conference, Singapore,Paper 30, Fuels & Lubes Asia Publications, Manila, 30-1.
National Petroleum Refiners Association (1999), 1999 Lubricating Oil and Wax Capacities of Refiners andRe-Refiners in the Western Hemisphere, NPRA, Washington, D.C.
Palacios, J.M. and Bajon, M.L. (February 1983), Effective viscosity of oils containing VI improvers andits relation to wear, Trib. Intl., 27-31.
Rai, A.K., Massey, M., Gschwender, L., Snyder, C., Zabinski, J., and Sharma, S. (1999), Performanceevaluation of some Pennzane-based greases for space applications, 33rd Aerospace MechanismsSymposium Proceedings, NASA/CP-1999-209259, 213-220.
Rosenberg, H., Groves, J.D. and Tamborski, C. (1960), Organosilicon compounds: I. Synthesis of somelong-chain tetraalkylsilanes, J. Org. Chem., 25, 243-246.
Sequeira, A., Jr. (1994), Lubricant Base Oil and Wax Processing, Chemical Industries Series, Vol. 60, MarcelDekker, New York.
Sharma, S.K., Forster, N.H., and Gschwender, L.J. (1993a), Effect of viscosity index improvers on theelastohydrodynamic lubrication characteristics of a chlorotrifluoroethylene and a polyalphaolefinfluid, Trib. Trans., 36, 3, 555-564.

Sharma, S.K., Snyder, C.E., Jr., and Gschwender, L.J. (1993b), Tribological behavior of some candidateadvanced space lubricants, Trib. Trans., 36, 321-325.
Sharma, S.K., Höglund, E., Hamrock, B.J., and Rosado, L. (1995), Rheology of perfluoropolyalkyletherfluids in elastohydrodynamic lubrication, Trib. Trans., 38, 4, 769-780.
Sharma S.K., Snyder, C.E., Jr., Gschwender, L.J., Cecere, G.J., and Jenney, T.A. (1998), Endurance pumptests with fresh and purified MIL-H-5606 hydraulic fluid, AFRL-ML-WP-TR-1998-4211.
Sharma S.K., Snyder, C.E., Jr., Gschwender, L.J., Cecere, G.J., and Jenney, T.A. (1999), Endurance pumptests with fresh and purified MIL-PRF-83282 hydraulic fluid, AFRL-ML-WP-TR-1999-4185.
Snyder, C.E., Jr., Krawetz, A.A. and Tovrog, T. (1981), Determination of the flammability characteristicsof aerospace hydraulic fluids, Lubr. Eng., 37, 705-714.
Snyder, C. E., Jr., Gschwender, L.J., Tamborski, C., Chen, G.J. and Anderson, D.R., (1982), Synthesis andcharacterization of silahydrocarbons — a class of thermally stable wide-liquid-range functionalfluids, ASLE Trans., 9, 299-308.
Snyder, C.E., Jr. and Gschwender, L.J. (1991), Perfluoropolyalkylethers — liquid lubricants of the future?,Advances in Engineering Tribology, Chung, Y.P. and Cheng, H.S. (Eds.), STLE, Park Ridge, IL, SP-31,216.
Srinivasan, P., Corti. C., Montagna, L. and Salvelli, P. (1993), Soluble additives for perfluorinated lubri-cants, J. Syn. Lubr., 10, 143-164.
Stormont, D.H. (1959), New process has big possibilities, Oil Gas J., 57, 44, 48-49.Tamborski C. and Snyder, C.E., Jr. (1977), U.S. Patent 4,011,267, Perfluoroalkylether substituted aryl
phosphines and their synthesis.Zakarian, J.A., Robson, R.J. and Farrell, T.R. (1987), All-hydroprocessing route for high-viscosity index
lubes, Energy Progress, 7, 59-64.
For Further Information
An excellent book on lubricant classes and properties is Synthetic Lubricants edited by Reigh C. Gundersonand Andrew W. Hart. The book is out of print, but if you are lucky enough to find one, it is a real treasure.A newer, also excellent book, is Synthetic Lubricants and High-Performance Functional Fluids, edited byLester R. Rudnick and Ronald L. Shubkin.
The military technical reports (containing–TR–designations) referred to in this chapter are availablefrom DTIC (Defense Technical Information Center), 8725 John J. Kingman Road, Ste. 0944, Ft Belvoir,VA 22060-6218. The military specifications referred to in this chapter are available from StandardizationDocument Order Desk, Bldg. 4D, 700 Robbins Ave., Philadelphia PA 19111-5094.
Aerospace Standards AS1241, “Fire Resistant Phosphate Ester Hydraulic Fluid for Aircraft,” andAIR1362, “Aerospace Hydraulic Fluid Physical Properties,” are available from SAE, 400 CommonwealthDr., Warrendale PA 15096.
Factory Mutual Research in Norwood, MA, is the most well-known organization for the testing andcertification of fire-resistant fluids and can be accessed at www.fmglobal.com.