
CHAPTER 1 INTRODUCTION - Information and Library...
30
CHAPTER 1 INTRODUCTION
Transcript of CHAPTER 1 INTRODUCTION - Information and Library...

CHAPTER 1
INTRODUCTION

2
1. Introduction
1.1 Energy Scenario: India and World
Energy has been universally recognized as one of the most important inputs for
economic growth and human development. India is among the fastest growing
economies in the world. The Government of India plans to achieve an economic growth
rate of over 8% in the next two decades [1]. The rapid increase in economic activity in
India has resulted in increased primary energy consumption in the country. However,
due to the second largest population in the world, India’s per capita energy consumption
and per capita electricity consumption are very low [2,3]. India is far behind many
countries, even behind the world average. Therefore, both energy consumption and
electricity consumption levels must be enhanced. Country’s total primary energy
demand is expected to increase to 897 million tonnes of oil equivalent by 2025,
increasing at a compound annual growth rate of 3.7% during the period 2009 - 25 [4].
In the profile of energy sources, fossil fuels constitute the largest sources of
primary energy in the world. While oil is the world’s largest primary energy source,
coal is the dominant source of energy in India, accounting for around 53% of the total
primary energy consumption [2]. The share of oil in India’s primary energy mix is at
par with the global average. However, the share of natural gas is significantly lower
than the global average, primarily due to supply side constraints. Figure 1.1 compares
Indian and world primary energy mix [2].
Figure 1.1: Primary energy mix (2010) of India and world [2].

3
As per energy statistics 2012, prepared by Ministry of Statistics and Programme
Implementation, Govt. of India, estimated coal reserves in India is around 286 billion
tonnes, out of which proved, indicated and inferred reserves are 40%, 48% and 12%,
respectively [5]. Figure 1.2 shows the estimated coal reserves in India. As per quality,
nearly 88% is of non-coking and 12% is of coking coal reserves [6]. Indian coal
reserves share 7% of the world’s total coal reserves and rank 5th after USA (27.6%),
Russia (18.2%), China (13.3%) and Australia (8.9%) [7].
From production point of view, India is the 4th largest coal producer country in
the world (5.6% of total coal production) after China (49.5%), USA (14.1%) and
Australia (5.8%). Indian coal will last for more than 100 years at the rate of current coal
production [7]. However, it may be mentioned here that world proved oil and natural
gas reserves are sufficient to meet only around 50 – 60 years of global production [7].
On the other hand, India is the 3rd largest coal consumer country in the world (7.9% of
total coal consumption) after China (49.4%) and USA (13.5%) [7]. Commercial coal in
the country is mainly consumed by the power (72%), steel (14 %, steel & coke oven –
10% and steel DR- 4%) and cement (5%) sectors [8]. Therefore, the power sector is the
largest consumer of coal in India.
Figure 1.2: Estimated reserves of coal in India as on 31.03.11 [5].
Coal-based power generation capacity constitutes 55% of total installed power
generation capacity, while contributing to more than 70% of power generated [9]. The
country’s demand for coal has grown at a compound annual growth rate of more than

4
7% in the last decade. Currently, the demand has reached beyond 600 MT. The demand
is primarily met through indigenous production while the shortfall is met through
imports. The share of imported coal in the total coal consumption has risen from 7% of
total consumption in 2002 - 03 to about 10% in 2009 - 10 [9]. Therefore, it seems that
coal is a prime energy source of India and around 70% of electricity generation is coal-
based. It will continue to play its role for several decades and future energy demand –
supply chain is heavily coal dependent.
1.2 Clean coal technology and coal gasification
Power generation is the major source of carbon emissions, which accounts for
about 38% of total greenhouse gas emissions [10]. Emission from a power plant
depends on total generation, fuel consumption efficiency, and fuel quality. Of the 200
thermal power plants in India of different size and capacity, about 40% are older than 20
years and cause more pollution. Most of the installed coal-based power plants up to 500
MW are based on pulverized fuel fired units [10]. These coal-based conventional power
generation technologies have several drawbacks, such as lower efficiency,
environmental loading and damages thereof. Therefore, clean coal technologies are of
utmost importance to adopt new coal combustion and conversion technologies for
improving efficiency of coal utilization and reduction of CO2 and other pollutant
emissions in the environment. This may require the capture of the CO2 waste stream,
and its subsequent sequestration or utilization. In addition, there may be options where
coal may be converted into other fuels or energy carriers, such as liquid fuels, hydrogen,
or other industrial chemicals. Some of the important clean coal technologies are
fluidized bed combustion (FBC), super critical (SC) and ultra super critical (USC)
combustion, oxy-fuel combustion and coal gasification through integrated gasification
combined cycle (IGCC) with or without carbon capture. Coal gasification is one of the
important clean coal technologies, because coal gasification is a mean to utilize coal
more efficiently meeting stringent environmental regulations.
Fluidized bed combustion (FBC)
Pulverized coal (PC) firing is the oldest method of thermal power generation.
Average gross efficiency of generation from coal-based power plants is 30.5%. Efforts
have been made to render coal combustion more efficient and less polluting. Fluidized
bed combustion uses a fluidized bed of fine coal particles suspended in air. At high

5
pressures, solid coal behaves like a fluid and allows rapid transfer of heat. The
efficiency of the burning process gets enhanced because the motion of coal brings a
constant supply of hot particles to the surface. The heat is extracted and utilized in a
conventional power generation cycle. It works at lower temperature than the pulverized
fuel (PF) process, and hence, reduces NOx emissions in the atmosphere.
Two operating versions of fluidized bed combustion are circulating fluidized
bed combustion (CFBC) and pressurized fluidized bed combustion (PFBC). In India,
circulating fluidized bed combustion has been developed for high ash coals having high
heat value less than 3000 kcal/kg. The first circulating fluidized bed combustion boiler
of 175 t/h capacity has been commissioned by Bharat Heavy Electrical Limited (BHEL)
at Sinarmas Pulp and Paper (India) Ltd., in Pune [10]. It has been proved to be a
promising technique for increasing efficiency of power generation and its use in
commercial systems is growing rapidly.
Super critical (SC) and ultra super critical (USC) combustion
Super critical combustion and ultra super critical combustion are thermo-
dynamic cycles that improve thermal efficiency of coal combustion. It is expected to
achieve 55% efficiency by 2020. Advanced pulverized coal technologies can generally
be categorized according to steam characteristics into supercritical, advanced
supercritical and ultra supercritical technologies, as shown in Table 1.1 [11]. The key
technological breakthrough for using advanced pulverized coal technologies is the
development of various alloys of steel that can withstand high temperatures, pressures,
and corrosion.
Supercritical pulverized coal technology is now acknowledged as a mature and
reliable technology. Today’s operating supercritical units have typical average
availability of 85% – matching the average availability and reliability of subcritical
pulverized coal units. Supercritical units also have better efficiencies at partial load in
comparison to subcritical units.
India has also embarked on a major plan to introduce supercritical combustion
technologies. India has commissioned first super critical unit of 660 MW in December,
2010. Total 6 units with capacity around 4000 MW are in operation. India plans for 50 –
60% coal fired capacity addition in 12th five year plan (2012 – 2017) through super-

6
critical technology and also decided for 100% coal fired capacity addition from 13th
plan onwards [12].
Table 1.1: Steam and pressure conditions of advanced pulverized coal (PC)combustion technologies
Category Unit Subcritical Supercritical AdvancedSupercritical
UltraSupercritical
Year ofintroduction
<1990 1990 1995 - 2000 2000
Steampressure
atm <170 220 - 260 270 - 300 >300
Steamtemperature
0C 540 540 - 560 560 - 600 >600
Oxy–fuel combustion
Oxy-fuel combustion and CO2 capture from flue gases is a near zero emission
technology that can be adopted to both new and existing pulverized coal fired power
stations. In oxy-fuel technology, the concentration of carbon dioxide in the flue gas is
increased from approximately 17 to 70% by mass. The carbon dioxide can then be
captured by cooling and compression for the subsequent transportation and storage. In
this form, oxy-fuel combustion involves modification to familiar coal technology to
include oxygen separation, flue gas recycling, CO2 compression, transportation, and
storage.
Conventional coal fired boilers use air for combustion in which nitrogen from
air (~79% by volume) dilutes the CO2 concentration in the flue gas. The capture of CO2
from such dilute mixtures using amine stripping is relatively expensive [13, 14]. During
oxy-fuel combustion, a combination of oxygen typically of greater than 95% purity and
recycled flue gas is used for the combustion of a fuel. By recycling the flue gas, a gas
consisting mainly of CO2 and water is generated and is ready for the sequestration
without stripping off the CO2. The recycled flue gas is used to control the flame
temperature and to make up the volume of the missing N2 to ensure there is enough gas
to carry the heat through the boiler [15].
There are no full-scale plants using oxy-fuel combustion in operation. However,
laboratory work and theoretical studies have provided understanding of the relevant
design parameters and operational issues. In India, CSIR-Central Institute of Mining &
Fuel Research (CIMFR), Dhanbad and CSIR-National Chemical Laboratory (NCL),
7
Pune jointly have started research programme on oxy-fuel combustion in 12th five year
plan.
Coal Gasification
Gasification is defined as the reaction of solid fuels with air, oxygen, steam,
carbon dioxide, or a mixture of these gases at a temperature exceeding 700 0C, to yield
gaseous products suitable for use either as a source of energy or as raw materials for the
synthesis of chemicals, liquid fuels or other gaseous fuels.
With the target to improve the efficiency of energy use through changes in
technology and to produce energy vectors such as H2 with near zero emission of
greenhouse gases, oxygen blown gasification may be the most attractive route for the
production of H2 from coal with CO2 capture and sequestration as CO2 can be removed
from the pressurized syngas (pre-combustion) rather than the exhaust gas (post-
combustion). Removing CO2 from the exhaust gas in conventional combustion
processes is feasible, but extremely expensive as this is carried out at atmospheric
pressure and implies the treatment of a much larger volume of gas (10 times the volume
of syngas). Another attraction of gasification technologies is the integrated gasification
combined cycle (IGCC) with the possibility of cogeneration of electricity, H2 and
chemicals. This contributes to the improvement of power generation efficiency
compared with conventional pulverised coal fired plants as well as the reduction of
emissions of greenhouse gases and particulates to the atmosphere.
1.3 Fundamental reactions in coal gasification
Coal gasification occurs in two steps.
a) Pyrolysis
Coal + Heat → char + liquids + gases
b) Gasification
Char + gasifying agent + Heat → Gases + ash
First step is the coal pyrolysis producing char and volatiles. Second step is the
char gasification step converting solid char to gaseous products. This is the slowest step,
and hence, rate determining step. In conventional combustion technology, coal is burnt
using excess air to ensure complete combustion. In gasification, amount of oxygen is
generally one fifth to one third of the theoretical amount of oxygen requirement for
complete combustion. Gasification is actually a controlled combustion.
8
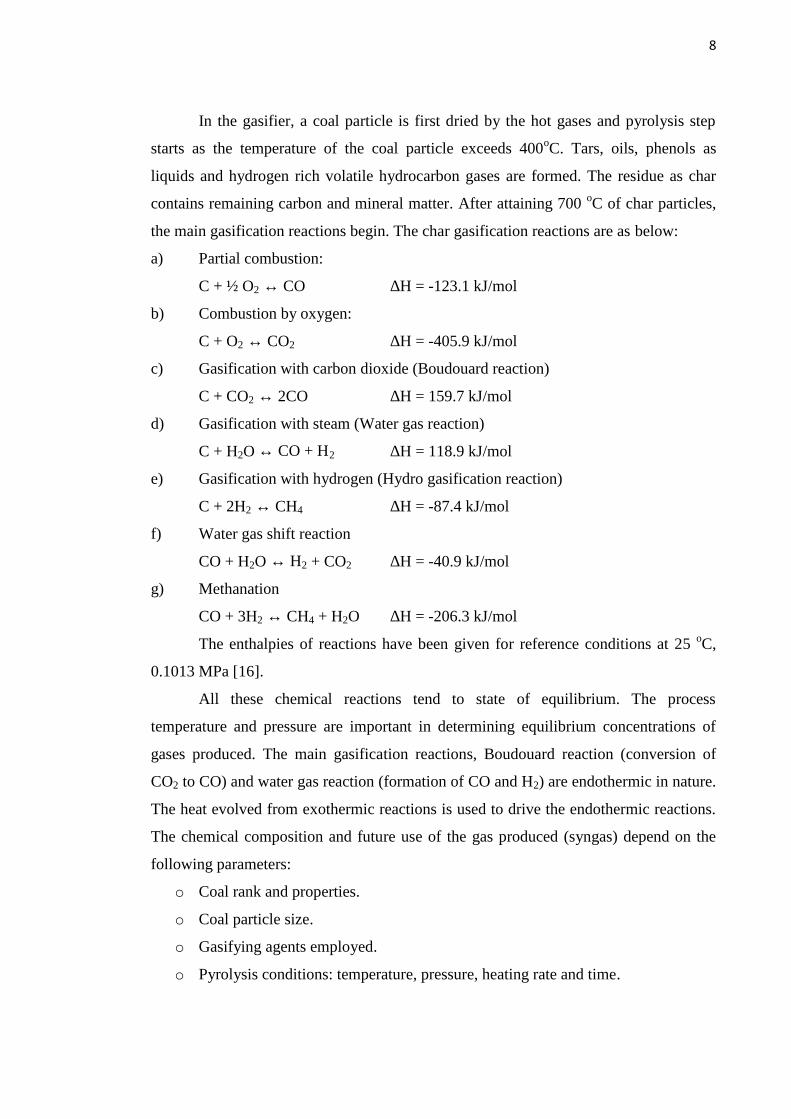
In the gasifier, a coal particle is first dried by the hot gases and pyrolysis step
starts as the temperature of the coal particle exceeds 400oC. Tars, oils, phenols as
liquids and hydrogen rich volatile hydrocarbon gases are formed. The residue as char
contains remaining carbon and mineral matter. After attaining 700 oC of char particles,
the main gasification reactions begin. The char gasification reactions are as below:
a) Partial combustion:
C + ½ O2 ↔ CO ∆H = -123.1 kJ/mol
b) Combustion by oxygen:
C + O2 ↔ CO2 ∆H = -405.9 kJ/mol
c) Gasification with carbon dioxide (Boudouard reaction)
C + CO2 ↔ 2CO ∆H = 159.7 kJ/mol
d) Gasification with steam (Water gas reaction)
C + H2O ↔ CO + H2 ∆H = 118.9 kJ/mol
e) Gasification with hydrogen (Hydro gasification reaction)
C + 2H2 ↔ CH4 ∆H = -87.4 kJ/mol
f) Water gas shift reaction
CO + H2O ↔ H2 + CO2 ∆H = -40.9 kJ/mol
g) Methanation
CO + 3H2 ↔ CH4 + H2O ∆H = -206.3 kJ/mol
The enthalpies of reactions have been given for reference conditions at 25 oC,
0.1013 MPa [16].
All these chemical reactions tend to state of equilibrium. The process
temperature and pressure are important in determining equilibrium concentrations of
gases produced. The main gasification reactions, Boudouard reaction (conversion of
CO2 to CO) and water gas reaction (formation of CO and H2) are endothermic in nature.
The heat evolved from exothermic reactions is used to drive the endothermic reactions.
The chemical composition and future use of the gas produced (syngas) depend on the
following parameters:
o Coal rank and properties.
o Coal particle size.
o Gasifying agents employed.
o Pyrolysis conditions: temperature, pressure, heating rate and time.

9
o Gasification conditions: temperature, pressure, heating rate and residence time in
the gasifier.
o Plant configuration which includes the coal feeding system (fed as a dry powder
or as a slurry with water); the way by which contact between the fuel and the
gasification agents is established (flow geometry); removal of the minerals
either as dry ash or molten ash (slag); the way heat is produced and transferred,
and finally, the way syngas is cleaned (sulphur removal, nitrogen removal, other
pollutants removal).
1.4 Applications of coal gasification
Efficient use of coal meeting stringent environmentally acceptable parameters
has been the driving force in developing gasification technologies. They have been
developed to provide electricity, synthesis gas, H2 with zero emission of green house
gases as well as chemicals from the same platform. Figure 1.3 gives a schematic view of
applications connected with coal gasification. This cogeneration option of gasification
technologies improves its overall efficiency as well as reduces environmental damages.
The gas produced from air blown gasifier has a low calorific value (CV) due to
the strong dilution by nitrogen. On the other hand, oxygen blown gasifier produces gas
of medium calorific value. Gas of low calorific value can not be used for natural gas
replacement or for the production of synthesis gas due to the higher concentration of
nitrogen. It is generally used as fuel gas, for example in gas turbines. Medium calorific
value gas can be used to substitute natural gas or to produce synthesis gas. The
synthesis gas upgraded by altering CO/H2 ratio catalytically is used to produce a gas
mixture of desired composition, which can be used as a feedstock for the production of
Fischer-Tropsch products, methanol and ammonia. Medium calorific value gas can also
be fed into fuel cells.
Both low and medium calorific value gas can be used in gas-steam combined
power cycles, which is a part of the IGCC system. In IGCC, fuel gas is first generated
in coal gasifier and then purified. This purified gas is fed to the gas turbine, where it is
burnt with compressed air to provide a stream of hot pressurized gas which drives the
turbine to generate electricity. Heat from the gasifier and from the gas turbine exhaust
raises steam which generates additional electricity in steam turbine.

10
O2
→
Air
Figure 1.3: Applications of coal gasification [16].
The coal gasification technology is well suited for the coproduction of hydrogen
and electricity. The gasification of coal to produce hydrogen for use either in power
generation and/or for synthesis applications and transport is attracting considerable
interest worldwide. New programmes and research projects, which are particularly
dedicated to the production of hydrogen from coal, are presently underway worldwide.
Several alternatives are possible, involving different combinations of technologies for
production of hydrogen, liquid fuels, electricity generation and capture of CO2.
Coproduction increases the overall efficiency of the process and provides some
economic benefits. Various options for coproduction are mentioned below:
H2: CO
1:1
1:1
H2: CO
1:2
1:2
H2: CO
3:1
3:1
H2: N2
3:1
3:1H2: CO
2:1
2:1
Ammonia
Methanol
IGCC
Fuel Cell
Oxoalcohols
HydrocarbonMethane
Fuel Gases
CO
–S
hift
Con
vers
ion
Syn
thes
is
Coal Gasification
O2 or Air
Steam
Low CVgas
MediumCV Gas

11
i) Coproduction of hydrogen and electricity from coal with CO2 capture.
ii) Coproduction of liquid fuels and electricity from coal.
iii) Coproduction of electricity and Fischer–Tropsch liquids.
iv) Coproduction of electricity and methanol.
1.5 Types of gasifiers
There are various gasification technologies which differ from each other in the
nature and pressure of gasifying agents employed, in the way by which the contact is
established between the gas and solids, heat is produced and transferred and ash is
removed. Coal gasification can be employed for the conversion of whole range of solid
fuels starting from anthracite to high volatile bituminous to sub-bituminous and to
lignite by selecting suitable gasification technology matching to the properties of a
particular coal. However, all the gasification technologies can be classified into three
main categories of gasifier configurations according to their flow geometry and these
are moving bed, fluidized bed and entrained flow gasifiers. Other gasifier types have
also been developed based on rotary kilns or molten baths, but no gasifier of these types
are near to commercialization. Gasification may also be carried out in situ, i.e., in coal
deposits known as underground coal gasification. Three basic types of gasifiers are
being discussed below:
1.5.1 Moving bed gasifier
Moving bed gasifier is also known as fixed bed gasifier. Here, gases flow
relatively slowly through the bed of coal feed. Both concurrent (down draft) and counter
concurrent (up draft) technologies are available but the latter is more common. The
preferred particle sizes for moving bed gasifier are 5 – 80 mm as high concentration of
fines in feed will lead to unstable operation of the gasifier resulting from pressure drops
in the bed or plugging of the bed. There is a temperature profile in the bed. In counter
current moving bed gasifier, a mixture of steam and air/oxygen is introduced at the
bottom and coal is fed at the top of the reactor. Coal is sequentially preheated, dried,
pyrolyzed, gasified and combusted while moving towards the bottom of the gasifier.
Moisture is first driven off in the drying zone, then the coal is further heated and
devolatilised by the hotter product gas while moving down to the gasification zone,
where it is gasified by reacting with steam and carbon dioxide. The remaining char is
finally completely burnt in the combustion zone where the bed reaches its highest

12
temperature. Maximum temperatures in the combustion zone are typically in the range
of 1500–1800 oC for slagging gasifiers and 1300 oC for dry ash gasifiers [16, 17].
Coal residence times in moving bed gasifiers are of the order of 15 to 60 minutes
for high pressure steam/oxygen gasifiers and can be several hours for atmospheric
steam/air gasifiers. The pressure in the bed is typically of the order of 3 MPa for
commercial gasifiers with tests realized at up to 10 MPa [18]. As the flow is counter
current, the gas leaving the gasifier is cooled against the incoming feed and typical gas
exit temperatures are of the order of 400–500 oC. This temperature is not high enough to
break down the tars, phenols, oils and low molecular hydrocarbons produced in the
pyrolysis zone. Thus, these components are carried with the gasifier product gas and a
higher percentage of tar in product gas from moving bed gasifier is one of its major
disadvantages. Moving bed gasifiers are presently less used than entrained flow
gasifiers for the construction of new power plants. However, these moving bed gasifiers
present the advantage of being a mature technology. There are three gasification
processes based on moving bed gasifier and these are BHEL moving bed gasifier,
British Gas Lurgi (BGL) and Sasol–Lurgi moving bed gasifier [17]. Figure 1.4
illustrates the temperature and flow directions of coal, gas and ash in counter current
moving bed gasifier.
Figure 1.4: Moving bed gasifier [11].
1.5.2 Fluidized bed gasifier
A fluidized bed is a system where solid particles are blown upward with a
stream of fluidization medium and kept in suspension with gas–solid and solid–solid

13
interactions. Fluidized bed gasifiers are fed with crushed coal (0.5 – 5 mm) [17] that is
fluidized in the gasifier by gaseous medium. The rising gases react with the coal and at
the same time maintain it in a fluidized state. There is a uniform temperature
distribution in the gasifier due to high level of back mixing. Fluidized bed gasifiers
usually operate at temperatures (800–1050 0C) [17] well below the ash fusion
temperatures of the fuels to avoid ash melting, thereby avoiding clinker formation and
loss of fluidity of the bed. The bed is either formed of sand/coke/char/sorbent or ash.
Feed experiences a high heating rate from the entry in the gasifier. Residence time of
the feed in the gasifier is typically in the order of 10–100 seconds but can also be much
longer. As the operating temperature is relatively low in fluidized bed gasifier, there is
incomplete carbon conversion in a single stage and it is therefore common for the
residual char to be either removed and burnt in a separate combustion unit (hybrid
cycle) or recirculated into the gasifier. The temperatures of the existing syngas are
between 700 to 1050 0C, and the process has moderate cold gas efficiency [11]. Figure
1.5 illustrates the temperature, flow direction of coal, gas and ash in a fluidized bed
gasifier.
Figure 1.5: Fluidized bed gasifier [11].
Fluidized bed gasifiers may differ in ash discharge conditions either dry or
agglomerated. One of the main advantages of this type of gasifier is that they can
operate at variable loads, which gives them a high turndown flexibility. There are six
types of gasification processes based on fluidized bed gasifier. These are BHEL
fluidized bed gasifier, high temperature Winkler (HTW) gasifier, integrated drying

14
gasification combined cycle (IDGC), Kellog Rust Westinghouse (KRW) gasifier,
transport reactor gasifier and air blown gasification cycle (ABGC). But only two of
them have been operated in industrial scale [17].
1.5.3 Entrained flow gasifier
In entrained flow gasifier, fine coal particles (size of the order of < 0.1 mm)
concurrently react at high speed with steam and oxygen/air in a suspension mode called
entrained flow liquid. Coal can either be fed dry with nitrogen as a transport gas or wet
by a slurry water into the gasifier. Depending upon the method of coal feeding, dry or
slurry, the entrained flow gasifiers can accept almost any type of coal. Short gas
residence times, measured in seconds (up to 10 seconds), give them a high load capacity
but also requires coal to be pulverised. They usually operate at high temperatures of
1400–1600 oC (essentially well above the ash slagging conditions) and pressures in the
range of 2–8 MPa. To obtain the high operation temperature, entrained flow gasifiers
require high oxygen requirements. Therefore, entrained flow gasifiers are all slagging
gasifiers which are either lined with a refractory or a slag self-coating system. Raw gas
exiting the gasifier usually requires significant cooling before being cleaned. There are
two main methods of cleaning the gas either using a high temperature syngas cooler;
this can also include recycling of cooled gas to the gasifier, or quenching the gas with
water. Negligible amounts of methane, tars and heavy hydrocarbons are produced in the
product gas. Figure 1.6 illustrates the temperature and flow directions of coal, oxidant
and ash in an entrained flow gasifier.
In entrained flow gasifiers, flexible load operation is more difficult to handle
than with the other types of gasifiers (fluidized and moving bed gasifiers). As entrained
flow gasifiers have a small heat capacity and no inventory of process feedstock, it is
critical to control the coal oxidant ratio within narrow limits through the entire operation
in order to maintain a stable flame close to the injector tip. Entrained flow gasifiers are
the most widely used gasifiers with seven different gasification technologies are in use
at industrial scale or under development worldwide. Hitachi, Mitsubishi heavy
industries, Prenflo and Shell coal gasification process are the dry fed entrained flow
gasification processes. On the other hand, three processes, such as, Babcok borsig
power (Noell), E-gas and Texaco are based on slurry fed entrained flow gasifiers [17].

15
Figure 1.6: Entrained flow gasifier [11].
1.5.4 Quality of coal for each gasifier
Coal choice is the least flexible factor considering economic, geographical and
political reasons. Therefore, it is necessary to adapt coal gasifier which best suits to the
properties of the base coal to be processed. The important coal properties which affect
the gasifier performance are coal rank, particle size, reactivity, ash content and
composition, grindibility (hardgrove grinding index), bed permeability etc. These are
discussed below:
Coal rank
Preferred coal rank for dry ash and slagging moving bed gasifiers are low and
high, respectively. Dry bottom ash fluidized bed gasifier conventionally gasify low rank
coal, whereas agglomerating fluidized bed gasifier is suitable for any type of coal.
Similarly entrained flow gasifier can gasify coal of any rank [16].
Coal particle size
Each gasifier differs from each other in particle sizes of coals to be fed [16, 17].
The preferred particle sizes for moving bed gasifier are 5 – 80 mm to avoid carried over
of the fines by the exiting product gas as well as plugging of the reactor. Maximum
limit of fines with less than 6 mm in size for the Lurgi dry ash gasifier is 5% [17]. In
fluidized bed gasifier, suitable particle size range is 0.5 – 5 mm for proper fluidization
of the particles. In case of entrained flow gasifier, particles need to be pulverized and
thus crushed coals are fed into this type of gasifier. Preferred particle size limit is < 0.1
mm.

16
Grindibility
The grindibility of a coal is measured by the hardgrove grinding index (HGI). It
indicates the ease with which a solid can be powdered. For entrained flow gasifiers,
pulverized coals are required. So, a coal with high hardgrove grinding index is
favourable for entrained flow gasifiers. For fluidized bed gasifiers, particle sizes are in
between the sizes required for entrained flow and fixed bed gasifiers. Therefore, coal
with moderate hardgrove grinding index is suitable. Coal with high hardgrove grinding
index in fluidized bed gasifier is not desirable to avoid high entrainment of coal fines
during fluidization which leads to increase the unconverted coal mass [19]. On the other
hand, coarse particles are required for moving bed gasifier. Therefore, coal with low
hardgrove grinding index is favourable for the operation of moving bed gasifier. Higher
concentration of fines resulting from coal with high hardgrove grinding index will
disrupt the gas flow through the bed.
Bed permeability
Main requirement for moving bed gasifier is efficient mass and heat transfer
between solids and gases within the bed. It requires the good bed permeability which is
controlled by the coal particle sizes. Bed permeability is not applicable for other two
types of gasifiers.
Reactivity
High carbon conversion resulting from high reactive coals at moderate gasifier
temperatures improves overall system efficiency. Gasifier size and design depend very
much on the reactivity of coal-chars under gasification conditions. Char reactivity has a
significant influence on the degree of char recycle and on the volume of oxidant
required for the gasifier. Therefore, reactivity is considered as one of the important
properties for selecting suitable gasifier for a particular coal type. Entrained bed
gasifiers operate at highest temperatures among the three basic types of gasifiers.
Therefore, entrained flow gasifiers can handle coal of any reactivity. In practice,
reactive coals can be gasified at lower temperatures, and hence, at higher cold gas
efficiency, whereas less reactive coals may need higher gasification temperatures in
order to achieve adequate conversion efficiencies.
On the other hand, operating temperature of a fluidized bed gasifier varies
usually between 800 – 1050 0C. At the same time, residence time is also low, 10 – 100

17
seconds. Therefore, to achieve high level of conversion, reactivity of the coal derived
char must be sufficiently high in fluidized bed gasifier.
In case of moving bed gasifier, operating temperature is in between entrained
flow and fluidized bed gasifier and residence time is sufficiently high (15 – 60 minutes
or even more). Therefore, it can gasify coal of any reactivity with acceptable level of
conversion.
Ash content
Ash content is considered as one of the deciding coal properties for selecting
suitable gasifier. Entrained flow gasifiers are usually recommended for coals with low
ash content for both economical and technical reasons. Considering that gasifier
operating conditions are kept constant, an increase in coal ash content will lead to a
decrease in gasification efficiency and an increase in slag production and disposal.
Whereas, high ash coal can be gasified efficiently in both moving and fluidized bed
gasifiers provided other required conditions are fulfilled. It has been found that fluidized
bed gasifiers are most suitable for high ash low rank Indian coals [19].
Ash fusion temperature (AFT)
Ash fusion temperature is also considered as one of the important coal properties
for selecting suitable gasifier. In slagging gasifiers, the ash flows down the gasifier
walls and drains from the gasifier as a molten slag. Coals selected for entrained flow
gasifiers should thus have an ash fusion temperature below the operating temperature of
the gasifier (1400–1600 0C).
Whereas, in case of fluidized bed gasifier, requirement of ash fusion temperature
is just reverse, i.e., selected coal must have ash fusion temperature well above the
operating temperature (1050 0C) of the gasifier to avoid ash agglomeration which may
lead to the defluidization of the bed.
Ash fusion temperature also plays important role in moving bed gasifier. Low
ash fusion temperature can result in the formation of a large amount of fused ash or
clinkers in the ash bed of the dry ash Lurgi gasifiers. Ash clinkering can also cause
channel burning, pressure drop problems and unstable gasifier operation in both the
slagging and non slagging gasifiers.

18
Slag viscosity
In slagging gasifiers, such as entrained flow gasifiers and slagging moving bed
gasifiers (British Gas Lurgi), slag viscosity is one of the important parameters for
selection of base coals. Temperature of critical viscosity (Tcv) is the minimum
temperature required for safe operation with slags. In practice, for entrained flow
gasifier, the operating temperature of the gasifier must be high enough to maintain the
slag in the Newtonian flow region [20]. It has been established for entrained flow
gasifier that slag viscosity must be within the range of 25–15 Pa.s, with an optimum
value of 15 Pa.s at temperatures of 1400–1500 0C, to achieve successful slag tapping
[17]. On the other hand, it has been reported by Patterson and Hurst [21] that an
optimum slag viscosity at tapping temperature of 1400 0C for slagging moving bed
gasifier (British Gas Lurgi) should be less than 5 Pa.s. This parameter is not applicable
to fluidized bed gasifier.
Free swelling index and caking properties
The caking and swelling characteristics of a coal can be described by the free
swelling index. Caking of coal particles can be defined as the softening or plasticity
property of coal, which causes particles to melt together to form larger particles when
heated. In fluidized bed gasifier, probability of agglomerate formation increases with
the increase in free swelling index (caking property) of the coal. Therefore, coals with
low swelling indices (low caking coals) are preferred for fluidized bed gasifiers to avoid
bed agglomeration [19].
On the other hand, caking of coal within the moving bed gasifier can also cause
pressure drop fluctuations and channel burning, resulting in unstable gasifier operations.
Therefore, in moving bed gasifier too high caking coal is not desired. However, to
process caking coals, a stirrer connected to the coal plate distributor has been added to
the slagging moving bed gasifier (British Gas Lurgi). It ensures that strongly caking
coals are completely carbonised and converted to free-flowing solids that pass to the
lower gasification bed (22). Entrained flow gasifier can gasify efficiently both caking
and non-caking coals.
Ash chemical composition
Ash chemical composition of a coal is also an influencing parameter for
selecting suitable gasifier. Ash fusion temperatures (AFT), slag viscosity, free swelling

19
index of a coal depend on chemical composition of ash. For entrained flow gasifier, the
operating temperature must be above ash fusion temperature to maintain the slag in
Newtonian flow region [20]. Both ash fusion temperature and temperature of critical
viscosity depend on ash composition. These temperatures increase with SiO2/Al2O3
ratio, whereas decrease with alkali concentrations. Moreover, gasifiers lined with a
refractory are susceptible to some of the compounds present in coal slag (SiO2, CaO,
iron oxides) which can penetrate deep into the refractory and eventually give rise to
cracks that lead to material loss. The optimum ash fusion temperature and critical
temperature viscosity recommended for smooth slag tapping in entrained flow
gasification processes differ depending on the operating temperature of the gasifier. Ash
fusion temperature of the coal is lowered either blending with flux (CaO) or with a coal
having low ash fusion temperature.
In fluidized bed, it is necessary to process coals with a higher ash fusion
temperature than the operating temperature of the gasifier to avoid ash agglomeration.
The presence of pyrite (FeS2) in coal as well as sodium silicates formed during
gasification is believed to be among the factors that can cause agglomeration in
fluidized bed systems [23, 24]. Very careful control of the gasifier operating
temperature is therefore required when processing coals with high alkali content.
In moving bed gasifier, coal with low ash fusion temperature may lead to the
formation of clinkers in the bed resulting in the unstable gasifier operation. A coal rich
in Fe, Na or Ca has usually a low ash fusion temperature due to the fluxing properties of
Ca, Na and Fe minerals [17].
Therefore, the above discussion clearly illustrates the main features of the three
basic types of gasifiers as well as the requirement of coal properties suitable for
different types of gasifiers.
1.6 Suitable gasifier in Indian context
The choice of a gasification technology is a complex process as it depends on
several factors [25], such as
availability of coal, type and cost;
coal properties;
end use of the product gas (thermal application, power generation or feed stock
for chemicals);

20
production rate of energy and heating value of the gas required;
size constraints of the gasifier;
required turndown ratio and
required gas purity (S, CO2, etc) and cleanliness (tars, soot and ash) for meeting
the international regulations.
It is already mentioned that coal choice is the least flexible factor for economic
and geo-political reasons and thus it is necessary to select gasification technology which
suits best to the properties of coal to be processed. Suitability of gasifier for high ash
Indian coals has been discussed below:
Entrained flow gasifiers are usually recommended for coals with low ash content
for both technical and economical reasons. Considering constant gasifier operating
conditions, an increase in coal ash content will lead to a decrease in gasification
efficiency and an increase in slag production and disposal. These three factors
contribute to an increase in the overall cost of the process. Coals selected for entrained
flow gasifiers should thus have an ash fusion temperature below the operating
temperature of the gasifier (1400–1600 0C). But Indian coals are high in ash content and
average ash amount may be taken as 45% [19]. Ash fusion temperature is also high
(>1400 0C) [19, 26] for Indian coals. As the ash is removed in the form of slag in case
of entrained flow gasifier, huge heat loss occurs for handling high ash coal having high
ash fusion temperature and efficiency of the plant decreases tremendously. Therefore,
entrained flow gasifier is not at all suitable for handling the high ash Indian coals.
Moving bed gasifier may be used for handling the Indian coals; particularly the
dry ash moving bed gasification technology but major drawbacks of this technology is
the generation of huge tar in the process and difficulties in handling the fines as feed.
The raw gas needs to be free from tar and suspended particles for most of the
applications considering the technological and environmental issues. Installation of tar
handling plant increases the capital cost at the same time efficiency of the process
decreases.
Fluidized bed gasification has a number of advantages [19] over the other
gasification technologies. These are discussed below:
i) The rapid and thorough mixing of solids with the gas which leads to almost uniform
isothermal conditions inside the gasifier. It also prevents the rapid temperature changes

21
inside the bed and avoids formation of cold or hot spot. ii) The heat and mass transfer
between gas and solids are higher in case of fluidized bed gasifiers compared to other
gas-solid reactors. iii) Fluidized bed gasifiers have higher degree of contact between gas
and solid reactants. It increases fractional conversions of solids and provides a uniform
product pattern. iv) Tar formation is almost negligible in the fluidized bed gasifiers. It
makes gas cleaning system easier. Moreover, in situ sulphur capture is possible in
fluidized bed gasifiers by adding sorbent in the bed. v) The liquid like behaviour of the
bed is most ideal for setting up an easy and reliable process control, which also helps
the removal of ash and addition of fresh feed in the gasifier. vi) The absence of moving
parts in the hot region lowers the operating and maintenance cost. vii) The fluidized bed
gasifiers have wide turndown ratio and additionally, viii) the great operating flexibility
makes it possible to utilize different fluidizing agents.
The fluidized bed gasifier offers a simpler and more robust method for
generating power from coal. It is unique among coal gasification technologies in the
sense that it is cost-effective when handling low rank coals with high moisture or high
ash contents. Moreover, the fluidized bed gasifier is capable in both air- and oxygen-
blown operations and this inherent flexibility allows it for other applications beyond
power generation, such as the production of chemicals.
Based on above supposition, fluidized bed gasifiers will be more suitable for
high ash Indian coals. In comparison to entrained flow gasifiers, fluidized bed gasifiers
have advantages in terms of auxiliary power consumption both for air separation and
feed coal preparation. Fluidized bed gasifiers generally have advantages in load
flexibility over entrained flow gasifiers. Therefore, from above discussion, it is clear
that fluidized bed gasifier is most suitable in Indian context.
1.7 Status of gasification: India and world
History of coal gasification is more than 200 years old. Coal gas was used to
light street lamps in 1807 in London and in Baltimore by 1816 [27]. But, its application
for generating electricity began only in the 1960s with technology initially developed by
Germany during World War II for producing liquids fuels [28]. 2010 worldwide
gasification database [29] prepared by U.S. Department of Energy (DOE) shows that the
current gasification capacity has grown to 70,817 megawatts thermal (MWth) of syngas
output at 144 operating plants with a total of 412 gasifiers. The database also shows that

22
17 gasifiers of 11 plants are presently under construction and 37 plants with 76 gasifiers
are in the planning stages to become operational by 2016. The majority of these new
plants (40 out of 48) will use coal as the feedstock. If this growth is realized, worldwide
gasification capacity by 2016 will be 1,22,106 MWth of syngas capacity from 192 plants
consisting of 505 gasifiers [29].
Marketable products generated from syngas include chemicals in the leading
position (45%), followed by liquid transportation fuels (38%), power (11%), and
gaseous fuels (6%). Seven of the plants under construction will produce chemicals and
four will generate power. If the capacity additions from all of the projects that are in the
planning stages for operation by 2016 are realized, 38% will generate power, 28% will
produce chemicals, 18% will produce gaseous fuels, and 17% will produce liquid fuels
[29]. Applications of gasification to produce chemicals, liquid fuels, fertilizers are
commercial technologies, whereas the use of syngas to generate electricity in an IGCC
operation is rather new.
There are several demonstration and pre-commercial IGCC plants in operation
in the United States, Canada, Europe, Australia, Japan and China [11, 19]. Most of them
are based on entrained flow gasifiers and some of the important IGCC demonstration
plants using entrained flow gasifiers include:
• 250 MWe Tampa Electric power plant (Texaco gasifier)
• 262 MWe Wabash River power plant (E-GAS gasifier)
• 250 MWe Buggenum power plant (Shell gasifier)
• 300 MWe Puertollano power plant (Prenflo gasifier)
The demonstration plants in Europe and United States, have operated with
efficiencies ranging between 38-43% HHV. Other studies have indicated that IGCC
with entrained flow gasifiers can have efficiencies in the range of 35-40% (HHV) [11].
It is expected that the efficiency of IGCC technology will be improved significantly
with the increasing operational experience. R&D efforts in the areas of gas turbines, hot
gas cleanup systems, and materials technologies are expected to increase efficiency of
IGCC plants to 45-50% HHV by 2010-2015, and further to 50-60% HHV by 2015-2025
[30]. The capital cost for entrained flow gasifier based IGCC is generally 20-30%
higher than advanced PC – ranging from $1200 - $1600/kW [11].

23
Fluidized bed gasifiers based IGCC is not yet a commercial technology. The 6
MWe IGCC demonstration plant in Varnamo, Sweden used a Foster-Wheeler
pressurized fluidized bed gasifier, but it is currently produce mothballs [31]. Wujing
Gas plant in China used eight U-GAS gasifiers to gasify coal to generate electricity,
town gas, and chemicals. This plant is no longer in operation because the availability
and efficiency of the plant did not meet the design criteria. The 100 MWe Pinon Pine
IGCC demonstration plant using a KRW gasifier experienced many operational
problems, and plant is currently for sale [11]. Despite the poor operational record of
existing fluidized bed gasifiers based IGCC systems using coal, it is expected that IGCC
using fluidized bed gasifiers would perform comparably to IGCCs based on entrained
flow gasifiers; particularly with the improvements to the fluidized bed gasifiers
combined with the experience gained from operation of IGCCs based on entrained flow
gasifiers. A theoretical study using KRW gasifiers conducted by National Energy
Technology Laboratory (NETL), U.S. Department of Energy (DOE) has indicated
efficiencies of 44-48% (HHV) with plant cost about $1100/kW [32].
Table 1.2: Worldwide operating IGCC projects
Although, the reliability and availability of the Lurgi and BGL gasifiers are very
high (>90%), the price and efficiency of moving bed gasifiers based IGCC systems are
not readily available, because these gasifiers have been used for chemical productions
and not been demonstrated for use in an IGCC. However, a theoretical National Energy

24
Technology Laboratory (NETL) study using BGL gasifier for a 400 MWe IGCC using a
quench based cold gas cleanup system has claimed efficiencies and plant cost of 45%
(HHV) and $1150-1200/kW, respectively [33]. Table 1.2 shows the worldwide
operating IGCC projects [34].
Gasification in India
Gasification to produce chemicals/fertilizers
Table 1.3: Major gasification plants in India to produce chemicals/fertilizers
Location Yearcommissioned
Year closed Feed Gasifier used
Owned by Fertilizer Corporation of India (FCI)
Ramagundum,Andhra Pradesh
1980 1999 Coal Koppers -Totzek
Talcher, Orissa 1980 1999 Coal Koppers -Totzek
Sindri,Jharkhand
1979 2004 Fuel Oil Shell
Gorakhpur,Bihar
1969 1976 Naphtha Shell
Owned by Neyveli Lignite Corporation (NLC)
Neyveli, TamilNadu
1963 1979 Lignite Winkler
Owned by Gujrat Narmada Valley Fertilizers Company
Bharuch 1982 1991 Vacuum Resid. Texaco
Owned by National Fertilizer Limited (NFL)
Batinda 1979 N/A Fuel Oil ShellPanipat 1979 N/A Fuel Oil ShellNangal 1979 N/A Fuel
Oil/NaphthaShell
Use of gasification technology is also not new in India. Gasification is being
used commercially in India since 1963 and they are mainly used for the production of
chemicals/fertilizers. Table 1.3 shows major gasification plants in India for producing
ammonia/urea [35].
25
The gasification processes are mainly entrained flow gasifiers and fuels vary
from coal to naphtha to lignite. Many of the coal-based gasifiers have ceased operations
after 20 years. One possibility for closing these coal-based plants is that the plants may
have operated successfully and reached the end of their economic lifetime. Economics
may have driven a switch to natural gas which is a less complex hydrocarbon or to a
more efficient process.
Gasification for power generation
Moving bed gasifier
Separate from this gasification experience is the development of gasifier for
electricity generation. BHEL, central government owned heavy equipment manufacturer
and laboratories under Council of Scientific and Industrial Research (CSIR), India have
contributed most in this area. As already said that entrained flow gasifier is not suitable
for handling high ash Indian coals, R & D work has been carried out in India with
moving bed and fluidized bed gasifiers. BHEL has set up a 6.2 MWe IGCC using a 150
tonnes of coal per day (tpd) moving bed gasifier in 1989 in Trichy, Tamil Nadu. The
IGCC worked fairly well and delivered more than half a million units of electricity to
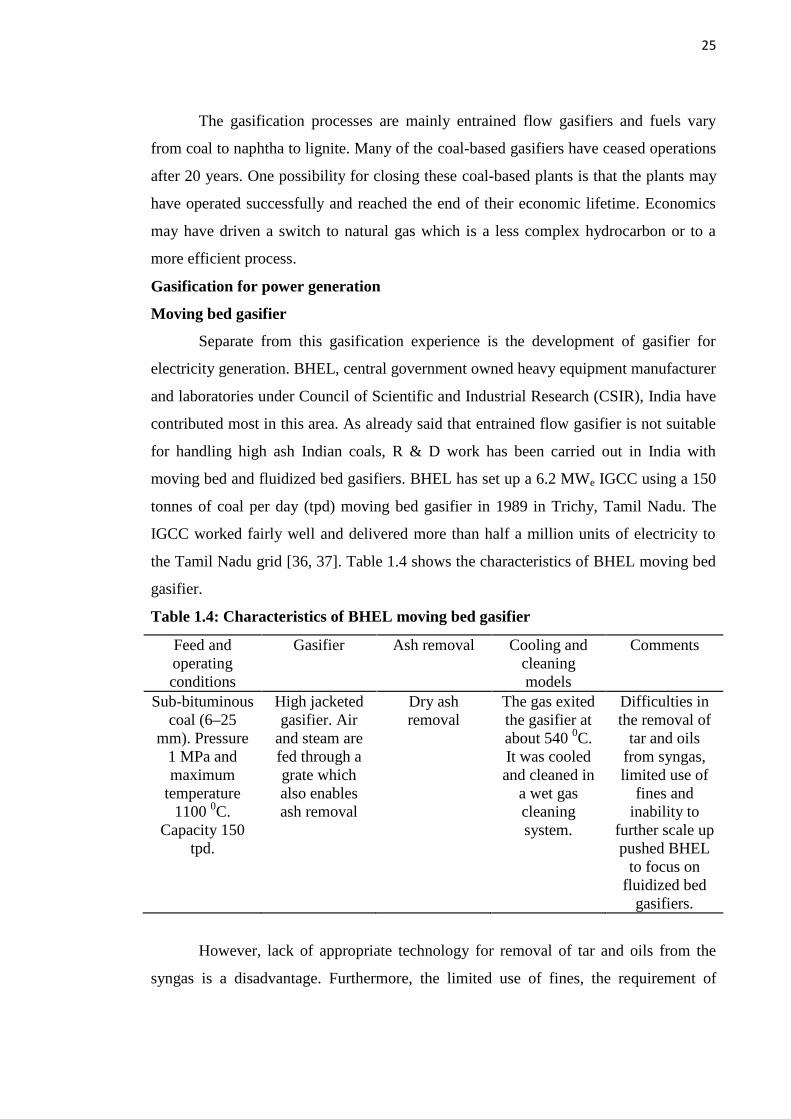
the Tamil Nadu grid [36, 37]. Table 1.4 shows the characteristics of BHEL moving bed
gasifier.
Table 1.4: Characteristics of BHEL moving bed gasifier
Feed andoperatingconditions
Gasifier Ash removal Cooling andcleaningmodels
Comments
Sub-bituminouscoal (6–25
mm). Pressure1 MPa andmaximum
temperature1100 0C.
Capacity 150tpd.
High jacketedgasifier. Air
and steam arefed through agrate whichalso enablesash removal
Dry ashremoval
The gas exitedthe gasifier atabout 540 0C.It was cooledand cleaned in
a wet gascleaningsystem.
Difficulties inthe removal of
tar and oilsfrom syngas,limited use of
fines andinability to
further scale uppushed BHEL
to focus onfluidized bed
gasifiers.
However, lack of appropriate technology for removal of tar and oils from the
syngas is a disadvantage. Furthermore, the limited use of fines, the requirement of

26
proper coal sizing, and the inability to further scale up the gasifiers have pushed BHEL
into abandoning this technology in favour of fluidized bed gasifiers [37].
CSIR-Central Institute of Mining & Fuel Research (CIMFR, erstwhile CFRI),
Dhanbad and CSIR-Indian Institute of Chemical technology (IICT), Hyderabad are
engaged in the development of moving bed gasifiers. CIMFR and IICT have installed
19 tpd and 24 tpd Lurgi moving bed gasifiers, respectively. Presently they are not in
operation. CIMFR, Dhanbad has shifted R & D programme to the development of
fluidized bed gasifiers [38].
Fluidized bed gasifier
As it is discussed that the properties of Indian coals make it better suited for
fluidized bed gasifier, there has been considerable R&D led by BHEL and CSIR on
developing a fluidized bed gasification process using high ash Indian coals. However,
there is no commercial-scale fluidized bed gasifier in operation using Indian coals.
In the 1963, three Winkler gasifiers were commissioned at Neyveli Lignite
Corporation to generate syngas for fertilizer production using lignite as feedstock as
shown in Table 1.3. These gasifiers were shut down in 1979 because of high costs that
resulted from operational problems associated with caking and slag formation – a result
of having marcasite in the lignite, which reduces the ash fusion temperature, leading to
slagging [39].
Recently CSIR-CIMFR, Dhanbad has commissioned one pressurized fluidized
bed gasifier of 20 kg/hr coal feed rate in 2009 to find out the performance of high ash
Indian coals as well as the formation of agglomerate in reducing conditions [19]. It has
been concluded that the high ash Indian coals can be gasified in fluidized bed gasifier
without any operational problem. The gasifier has operated in the temperature range
between 800 – 1000 0C. Air/coal ratio and steam/coal ratio have been kept in the ranges
of 1.5 – 2.0 and 0.1 – 0.3, respectively. Heating value of the product gas ranges 1000 –
1200 kcal/Nm3. Product gas compositions are in the ranges of 15 – 22% of CO, 15 –
20% of H2, 10 – 12% of CO2, 1 – 2% of CH4 and 48 – 56% of N2 [19]. Figure 1.7
shows the photograph of pressurized fluidized bed gasifier installed in CSIR-CIMFR,
Dhanbad.

27
Figure 1.7: Pressurized fluidized bed gasifier installed in CSIR-CIMFR, Dhanbad [19]
In the 1990s, BHEL focused on developing pressurized fluidized bed
gasification (PFBG) process for Indian coals [11, 37, and 40]. In the early 1990s, BHEL
first had set up a R & D plant based on advanced pressurized fluidized bed gasifier of
200 mm diameter (APFBG) (coal feed: 1.2 tpd). By 1993, performance evaluation and
demonstration unit (PEDU) based on pressurized fluidized bed gasifier of diameter 450
mm (coal feed: 18 tpd) was developed by BHEL Corporate R&D in Hyderabad to
gasify Indian coal at pressures of about 11atmosphere and temperature around 1000 0C
[37, 40]. Then a 150 tpd, 6.2 MWe pilot scale pressurized fluidized bed gasifier (1.1 m
diameter) based IGCC in Trichy in 1997 [40] was developed. The gas from the 150 tpd
gasifier passed through three refractory lined cyclones, before being cleaned by a wet-
scrubbing system and burnt in a combined cycle power unit. The gas parameters were
similar to the laboratory-scale plant with a calorific value of about 1000 kcal/Nm3. The
pilot plant was operated for about 50 hours in IGCC mode in 1998 [37]. Although the
pilot plant worked fairly well in a number of trial operations, there were some
operational problems including clinker formation, failure of refractory linings, failure of
bottom-ash cooler tubes, gaskets, seals, etc.
However, BHEL has apparently gained enough learning from this pilot plant and
it has been planned to build a 100 MWe IGCC plant using its pressurized fluidized bed

28
gasification (PFBG) technology with the support of National Thermal Power
Corporation (NTPC). But presently, BHEL has started project jointly with Andhra
Pradesh Power Generation Company (APGenco) in 2009 to set up a 182 MWe IGCC
plant based on pressurized fluidized bed gasifier. Total estimated cost of this project is
Rs 2230 crore and expected to be commissioned by 2013 [41].
Entrained flow gasification
Despite the limitation of handling high ash Indian coals in entrained flow
gasifiers, IGCC power plants based on entrained flow gasifiers may be useful in the
Indian context for using oil-based feedstock, such as petcoke, heavy oils, refinery
residue, specific coals from the northeast etc [11]. In fact, entrained flow gasifiers are
already in use in India to make fertilizers as shown in Table 1.3. There is also
considerable interest amongst the Indian oil industries in using the syngas produced
from gasification of refinery products to generate electricity in an IGCC plant.
Many public and private oil companies, including Oil and Natural Gas
Corporation (ONGC), Indian Oil Corporation Limited (IOCL), Reliance and Essar are
interested in using their refinery residues to generate power using IGCC. However, they
are concerned about technology risks and the higher cost of IGCC plants. An advantage
of using IGCC based on entrained flow gasifiers is that Indian systems will be
benefitted from the worldwide R&D investment in this technology [11].
Gasification for direct reduction of iron ore
Besides the already mentioned applications of gasification, it is also used in the
process of direct reduction of iron ore. India is now the world’s largest producer of
direct reduced iron (DRI). Of the total DRI production, presently about 75% is being
produced from coal in rotary kilns and 25% from natural gas in shaft furnaces. An
alternative option generating significant interest in India is the use of a coal gasification
plant in combination with a direct reduction plant. The coal gasification plant will use
local Indian coals to generate a synthesis gas that can be an acceptable reducing gas
source for producing DRI in a shaft furnace. India’s limited supplies of natural gas and
abundant supplies of thermal coal make it an ideal location for combining direct
reduction plant with a coal gasifier as Jindal Steel & Power Limited (JSPL) has recently
decided to implement this technology.

29
JSPL has announced in December 2009 that it will build a 1.8Mt/y Midrex DR
plant with a Lurgi coal gasification plant to supply the reductant gas into 7.15 m
diameter shaft furnace to produce DRI for use in melt shop applications in Angul,
Orissa, India [42]. This will be for the first time that a Lurgi gasifier will be paired with
a Midrex shaft furnace. The new installation will use domestic coal and iron ore.
1.8 Objective of the present investigation
Therefore, from the above discussion, it is evident that coal is a prime energy
source in India and it will continue to play its role in coming several decades. But
present coal-based conventional power generation technologies suffer from several
drawbacks, such as lower efficiency, environmental loading and consequent damages.
On the other hand, coal gasification can produce electricity, various chemicals, liquid
fuels or gaseous fuels from the same platform efficiently and in environmental friendly
manner.
In a coal gasifier, endothermic gasification reactions, such as Boudouard
reaction and water gas reaction are driven by the heat generated during partial
combustion of a fraction of the coal with air or oxygen. In general, larger the amount of
oxygen, the easier complete conversion is achieved. However, it will also lead to the
higher production of unwanted products, such as CO2 and H2O. Therefore, gasification
processes should be carried out with minimum amount of air or oxygen. At a certain
oxygen level, coal conversion becomes incomplete. Therefore, optimisation of
gasification processes requires a good understanding of coal reactivity and kinetics of
the CO2 and H2O reactions. Presently, systematic gasification reactivity and kinetic data
on high ash Indian coals is limited.
In recent years, growing concern about environmental pollution has led to
reduce CO2 emissions to atmosphere which has a large impact on greenhouse effects. In
order to meet such demand, it is either necessary to burn less carbonaceous material or
more efficient conversion of fuel. At the same time, flue gas utilization in term of CO2
utilization in fuel system will also critically bring input in reduction of greenhouse
effects. Therefore, study on CO2 gasification kinetics of coal is necessary.
On the other hand, surface properties are considered as very important parameter
in material science, specifically in case of porous material like coal, as reacting
molecules first collide on the surface of any solid material. Physico-chemical properties

30
of porous materials are very much controlled by the surface properties and practically
all aspects of coal utilizations are influenced by the surface characteristics of coals. The
useful physical properties which support surface properties include density, surface area
and porosity of coals and in the present investigation emphasis has been given to these
surface properties as well as their influences on coal gasification.
Therefore, with this background of importance of physical properties on coal
gasification behaviour and the limited kinetic data on high ash Indian coals, present
investigation entitled “Studies on physical properties of Indian coals and its effect
on coal gasification kinetics” has been taken. The objective of this investigation is
1. To study the physical properties of different high ash Indian coal/char samples.
2. CO2 gasification reactivity and kinetics using thermogravimetric analyzer
(TGA) to study the effect of the following variables:
Coal/char properties.
Char preparation temperatures.
Char gasification temperatures.
Partial pressure of CO2.
3. Development of correlations to predict gasification behaviour from coal/char
properties and gasification conditions.
The data generated and knowledge gained during this investigation may be
helpful in understanding gasification behaviour of high ash Indian coals as well as may
be useful in developing and designing suitable gasifier for high ash Indian coals and
utilization of flue gas. The details of work done in this area are given in the next
chapter.


















