Chap 7 Exhaust System

If you can't read please download the document
Transcript of Chap 7 Exhaust System
Exhaust systems(based on H.Heywood Internal combustion engine fundamentals and DieselNet website)
7
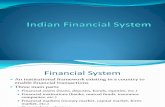
Exhaust and the exhaust stroke are fundamental parts of combustion engines, regardless of how those engines might be classified. For combustion to take place, certain amounts of fresh air/fuel mixture must be continually drawn in. The product of combustion, the unwanted exhaust gases, must then be expelled. In this sense, an engine is rather like a person in that it takes air in and pushes waste gases out. In an engine, however, this process can seriously limit the power output. The exhaust system, therefore, has got several functions: convey engine exhaust gases out, reduce toxicity from exhaust gases, reduce the engine sound level, maintain engine performance.
7.1 Exhaust system - design Exhaust system is relatively simply constructional system but complex set to fulfil all functions as mentioned above. A typical exhaust system consists of exhaust manifold, exhaust pipe, after-treatment device, muffler (silencer), tailpipe and clamps. All parts should be designed according to very hot and corrosive exhaust gases, which leave the engine under high pressure giving vibration and noise. The exhaust gases are pollutants and this fact has to be taken during designing process for environment protection, too.
manifold
after-treatment
pipes
mufflers
tailpipe
Fig. 7.1. View of a car exhaust system.91
Internal combustion engines
Exhaust manifold The exhaust manifold collects the burned gases escaped from the engine cylinders and directs them into the exhaust pipe. Manifolds may be made of cast iron or be assembled from steel tubing. Usually, flanges are made on the manifold where it connects to the engine and to the exhaust pipe. The mating surfaces of the flanges are machined to a smooth finish for an airtight seal against the engine and the exhaust pipe to prevent exhaust gases from leaking. Sometimes metal-to-metal contact provides the seal. Nuts made of brass are used to secure the manifold flanges because brass does not rust. Exhaust passages inside the manifold must be fairly smooth and free of any obstructions that would slow the flow of exhaust gases.
Fig. 7.2. Exhaust manifolds.
Exhaust pipe The exhaust pipe is the passageway for the exhaust gases to flow from the manifold to the muffler. It is a heavy steel tube, usually flanged at both ends, and attached to the muffler. The diameter of the exhaust pipe is usually determined by the size of the engine. On a small, one-cylinder engine, a pipe no larger than a household water pipe is enough to do the job. Larger engines may require exhaust pipes 80-100 mm in diameter to carry the larger amount of exhaust gases. The length of the exhaust pipe is determined by the design of the vehicle. If the engine is in the front of the vehicle and the muffler is mounted in the rear, the pipe will be long. (Often, long pipes will be made in two sections.) To provide as much road clearance as possible, pipes are formed in odd shapes that fit well up under the vehicles without touching other components. Pipes are supported from the vehicle frame by hangers. The center portion of the hanger can be made of flexible material to absorb vibration.
92
Chapter 7. Exhaust systems
After-treatment devices To help reduce the emissions, there have been developed interesting devices called aftertreatment ones or catalytic converters, which treats the exhaust before it leaves the engine and removes a lot of the pollution see chapter 7.2. Muffler (silencer) The purpose of the muffler is to muffle the exhaust noise see chapter 7.3. A perfect muffler would silence all the noise made by the exhaust gases and would eliminate all backpressure. However, it is not practical to make a muffler so perfect. There are two basic muffler designs: straight-through and baffle. The straight-through type has a pipe extending straight through the muffler and a chamber surrounding it. Holes are drilled all around the pipe, and metal shavings or glass wool is packed in the chamber that surrounds the through pipe. On the baffle-type muffler, the exhaust must travel through holes in several baffles before it escapes through the muffler outlet. Often, a small hole is drilled in the bottom of the muffler to allow condensed water to drain. Mufflers are made of sheet metal and are crimped or welded together at the seams. They cannot be disassembled. Located inside the muffler is a set of tubes. These tubes are designed to create reflected waves that interfere with each other or cancel each other out.
Fig. 7.3. Inside a muffler.
Tailpipe The tailpipe carries exhaust gases from the muffler outlet to a point where they can be safely ejected. It is made of steel tubing and may be a little smaller in diameter than the exhaust pipe. A smaller pipe can be used because the muffler has cooled the gases a great deal, causing them to contract. The pipe may be secured to the muffler by either a flange or a slip-together connection. To ensure that the pipe stays in the proper position along the body or frame of the vehicle, hangers are used. Some trucks have their tailpipes run up beside the vehicle cab.93
Internal combustion engines
Single or dual exhaust systems Vehicles with V-type engines may have single or dual exhaust systems. When the dual system is used, each bank of cylinders has a separate exhaust system with its own manifold exhaust pipe, muffler, and tailpipe. The dual exhaust permits the exhaust gases to travel in a straighter path to the rear of the vehicle. Therefore, the dual exhaust system causes less back pressure than the single and is desired for best engine performance. However, the additional parts make dual exhaust systems more expensive than single exhaust systems. If a single exhaust system is used on a V-type engine, the exhaust gases from the two banks of cylinders must be brought together at some point. On some engines, a crossover pipe made from a steel tube connects the two exhaust manifolds. Exhaust gases from both cylinder banks then leave through one exhaust pipe that is connected to one of the exhaust manifolds. Another method is to bring together the exhaust pipes from the right and left cylinder banks, forming a "Y" connection.
7.2 Exhaust gas after treatment technologies As discussed in Chapters 3, 5 and 6, all combustion engines release pollutants into the environment. It also happen even engine does not operate because fumes from fuels and lubricants evaporate to the air. To solve those problems, governments of many countries, cities as well as different automotive associates create clean-air laws, and many laws have been enacted that restrict the amount of pollution that cars can produce. To keep up with these restrictions, automakers have made many refinements to vehicle engines and fuel systems. To help reduce the emissions further, they have developed an interesting device called after treatment devices or catalytic converters, which treats the exhaust before it leaves the car and removes a lot of the pollution. There are three basic types of automotive catalytic converters: Two-Way, Three-Way and Three-Way + Air. Each type uses a slightly different method and chemistry to reduce the harmful elements in exhaust emissions. Early model converters used a palletized catalyst, but most modern converters are now designed with a free-flowing honeycomb ceramic catalyst. The type of converter required on a particular vehicle varies with model year, engine size and vehicle weight. Some vehicles even make use of more than one type of converter or a preconverter to meet emission reduction standards. A Two-Way converter, used on American gasoline engined cars between 1975 - 1980, oxidizes unburned harmful hydrocarbons and carbon monoxide into water and carbon dioxide. The first vehicles with catalytic converters had Two-Way reduction only capabilities.
94
Chapter 7. Exhaust systems
A Three-Way converter is a triple purpose converter. It reduces nitrous oxides into nitrogen and oxygen. And, like the two-way converter, it oxidizes unburned harmful hydrocarbons and carbon monoxide into water and carbon dioxide. A Three-Way + Air converter performs the same functions as the Three-Way converter. It oxidizes and reduces. The difference is the addition of secondary air between the two internal catalyst substrates that improves the oxidation capabilities of the converter. The secondary air is pumped into the middle of the converter between two separate catalyst coated ceramic substrates. The front ceramic performs the reduction and the back ceramic performs the oxidization. Its like having two converters in one. Each of the three types of converters mentioned above have a common need in order to function properly. Each needs to reach a minimum operating temperature before any emission reduction or oxidation takes place. This warm-up period immediately after a vehicle is started is when the catalytic converter is least efficient and the vehicle expels the most pollutants. Some vehicles employ a pre-converter in the exhaust system immediately after the manifold to help during this warm-up period. The pre-converter's small size and proximity to the engine allow it to heat up and start functioning in less time than the main converter. It also pre-heats the exhaust gasses and helps the main converter reach operating temperature sooner. Most modern cars are equipped with three-way catalytic converters. "Three-way" refers to the three regulated emissions it helps to reduce -- carbon monoxide, VOCs and NOx molecules. The converter uses two different types of catalysts, a reduction catalyst and an oxidation catalyst. Both types consist of a ceramic structure coated with a metal catalyst, usually platinum, rhodium and/or palladium. The idea is to create a structure that exposes the maximum surface area of catalyst to the exhaust stream, while also minimizing the amount of catalyst required (they are very expensive). 7.2.2 Development of diesel oxidation catalysts Oxidation catalysts were first routinely fitted to cars in the 1970's to meet the requirements of the US legislation of the period, which was largely aimed at gaseous hydrocarbon and carbon monoxide emissions from light duty gasoline fuelled vehicles. As the legislation grew tighter, the so-called Three Way Catalyst (TWC) eventually replaced these due to the need to simultaneously reduce NOx. It seems reasonable to ask the question - why then is there the need to continue further development of the oxidation catalyst to use with today's diesel engines? This talk seeks to try to address that question. Firstly, the legislated values are now much tighter, and the nature of the exhaust gas, when looked at in detail, is different. In particular the temperature of the exhaust gas is frequently much lower in the case of diesel, especially when a turbocharger has been fitted, so that now the catalyst light-off temperature is very important. Even so, the exhaust gas temperature may still be lower than the light-off temperature of the catalyst through a significant part of the cycle.
95
Internal combustion engines
Also, although levels are already falling dramatically in many parts of Europe, the effects of fuel sulphur are also important to the overall performance of the diesel oxidation catalyst. In addition, for diesel units it is now necessary to address the problem of carbon particulate emissions. These participates contain not only a carbon core, but also may have substantial amounts of higher hydrocarbons adsorbed onto the carbon core. Such particulates are a concern from the point of view of human health, and stringent legislation limiting their emission particularly in Europe and North America - is in place. Although limiting emissions by engine modifications has been very successful in reducing particulates, this approach is ultimately limited by the trade-off with NOx. As a result, in recent years there has been renewed interest in oxidation of carbonaceous particulates. Thus, the catalysts currently fitted to diesel engine vehicles are very different in formulation to those earlier oxidation catalysts. The principle common factor linking the two is the use of platinum as the primary catalytic element. The use of oxidation catalysts for the control of emissions from vehicle exhausts has been established technology for almost thirty years. It was originally used to enable the standards introduced in the US in the mid-seventies to be achieved. The cars to which these catalysts were fitted were almost exclusively gasoline fuelled, and tended to be run rich over many parts of the cycle. As a result, many of the engines were fitted with secondary air pumps, providing the extra oxygen in the exhaust gas required to make the catalysts operate efficiently. Diesel exhaust already contains a sufficient excess of oxygen under normal running conditions. Furthermore, for many years such oxidation catalysts have been fitted to - for example - diesel forklift trucks and other diesel units working in enclosed spaces and mines. Here they can do an excellent job in reducing the levels of CO, hydrocarbon, and the notorious diesel odour. So why is it necessary to develop special catalyst technology to apply to diesel vehicles? Why cannot the old tried and trusted technology be adapted? The answer to these questions can be broken down into several parts: the legislative limits to be met particulates the effects of fuel composition and quality exhaust gas temperatures 7.2.2.1 Legislation American gasoline engines of the mid nineteen seventies had much higher engine out emissions of hydrocarbon and CO than today's gasoline engines, and so quite high conversion levels were required to meet the standards. The task of the "conventional oxidation catalysts" (COC's) was therefore not necessarily a trivial one, even to meet what now would appear to be the '"easy" standards of the time.
96
Chapter 7. Exhaust systems
Nevertheless, most light duty diesel engines of today would be capable of meeting these standards without the need for catalysts. The current standards for Europe, and those for the first half of the next decade, are as in chapter 6. The possibility of further tough standards being agreed for 2008 should not be discounted. Since it is difficult to remove NOx under these strongly oxidising conditions, the allowable levels of residual hydrocarbons being emitted as a result of these standards will be very small indeed. Thus if the engine is set to just meet the NOx target, the effective targets for hydrocarbon emissions becomes as presented in chapter 6. These represent much lower HC levels, and higher catalytic conversions, than for gasoline engines. In the case of heavy duty vehicles, a similar picture emerges - but with the added complication of changes in the specific cycle from R49 to the OICA (ESC) and FIGA (ETC) cycles, together with the additional ELR cycle for smoke emissions: ESC ETC ELR European Stationary Cycle, emissions in g/kWh. European Transient Cycle, emissions in g/kWh European Load Response, smoke emissions/m3
In North America there are relatively few light duty diesel vehicles, and most mobile diesel engines are found in the heavy-duty (truck) class. Again through differences in the cycle and the units in which the legislative units are defined, it is difficult to directly compare the European and US values. Thankfully, efforts are now being made to put forward proposals for a "worldwide" test cycle. 7.2.2.2 Hydrocarbon oxidation In trying to understand the catalysis, we can say that - in broad terms - the rate of HC removal by oxidation will be proportional to the level of the species present: Rate of HC oxidation = k [HC concentration on the catalyst surface] and [HC concentration on the surface] = k* [HC concentration in the gas stream] The values of the proportionality constants k and k* will be different for different individual hydrocarbons. In addition, the relative activation energies of oxidation (ie the effect of temperature on the reaction) will differ slightly from one class of hydrocarbons to another. However, from these simple equations it will be seen that as the HC level in the engine out emission decreases, so the rate of its subsequent oxidation on the catalyst will be decreased. Also, as the relative concentration of the most reactive species is reduced, so a larger proportion of the catalyst surface is covered by less reactive (therefore generally more slowly reacting at a given temperature) species, reducing the observed rate still further. Since anyway the contact time of the gas with the catalyst is extremely short, due to the high gas velocity through the catalyst, the principal option of the catalyst designer is to make the97
Internal combustion engines
catalyst more active. However, when proceeding with such an exercise it needs to be recognised that the exhaust gas is a mixture of a wide spectrum of hydrocarbon species with different reactivates towards oxidation. There may also be a tendency towards partial oxidation, particularly of some of the less reactive species, resulting in the formation of oxygenated products. These might be more immediately harmful than the original hydrocarbon. A simple example is the formation of formaldehyde from low carbon number hydrocarbons. In addition, a general increase in activity of the catalyst can also increase the rates of undesired reactions, for example the formation of sulfates. An alternative approach might be to increase the performance of an existing catalyst by increasing the operating temperature of the catalyst: the options here are however limited, especially in the case of LD diesel passenger car engines, as will be seen in a later section. 7.2.2.3 Fuel composition and quality A combination of fuel properties (cetane number, density, aromatics content) and engine running conditions play a major role in determining the composition of the raw exhaust gas, as is described more fully elsewhere on this course. This in turn can affect the measured efficiency of the catalytic oxidation, due to the different reactivates of the individual hydrocarbons. Also the fuel sulphur content can play a major role, especially in particulate emissions. At the high carbon number end of the spectrum of products from combustion in the diesel engine come the components which make up participate matter. The nature of this material is complex, and will be discussed in detail, together with the dynamics of its formation, in other parts of this Course. When considering oxidation catalysts, it is clearly desirable to have one catalyst dealing with both low (gaseous) and high (particulate) carbonaceous materials. At the same time the catalyst should not cause the emitted weight of participates to increase as a result of its action. This can arise as a result of the conversion of sulphur dioxide - stemming from the primary combustion of the fuel bound-sulphur in the engine - into sulphur trioxide on the oxidation catalyst: fuel-S + O2 SO2 in the combustion 2SO2 + O2 2SO3 on the catalyst SO3 + H2O H2SO4 on the particulate The sulphate is adsorbed onto the carbonaceous particulate, and is therefore weighed along with it. The sulphates formed are in general stable, and are only decomposed at high temperatures. The temperature at which the formation of sulphate starts to become a problem is typically around 350 C. This can give rise to some interesting particle size effects, with the possibility that below this temperature the average (agglomerate) particle size is reduced, due to the catalytic removal of the SOF, which acts as a binder to hold the primary particles together in the aggregate. Above this temperature the average particle size may actually increase due to the inclusion of sulphate, which additionally acts as an "adhesive" in binding aggregates together. An98
Chapter 7. Exhaust systems
additional problem resulting from the formation of sulphate is that if the oxidation catalyst is built into a particulate trap device, the collection of sulphate will eventually cause the backpressure of the trap to increase unacceptably. This is because during controlled regeneration (i.e. burning of carbonaceous matter); the temperature is unlikely to attain the level required to decompose the sulphate Solutions to the "Sulphur Problem" There are clearly two solutions to the sulphur problem which can be considered: (a) develop a catalyst that is more selective for oxidising carbonaceous matter, compared to oxidising sulphur containing molecules. (b) reduce the fuel-sulphur levels substantially. Both of these options have been investigated. Early diesel catalysts were based on platinum on alumina. This simple system could be made to give very good results for gaseous HC and CO oxidation, and has also been studied for lean NOx performance. However, it has also very high activity for the formation of sulphate, by the mechanism outlined above. This made it problematic for use in regenerative traps when only high sulphur fuel was available. Even in flow through systems quite a large "particulate make" can be observed. In addition, sulphur compounds are well known to inhibit many catalytic reactions on both base metal and noble metal catalysts. It does this by occupying a part of the catalytic surface, and thereby reduces the amount of surface that can be taken up by - for example -hydrocarbon molecules. Catalyst Modification: A wide variety of catalyst modifiers were screened in order to try to reduce the activity of the catalyst for sulphate formation. It is a general rule, empirically stated by Sabatier, that selectivity improvements (in this case to hydrocarbon oxidation at the expense of sulphate formation) is always accompanied by an activity deterioration. This proves to be the case also here; those elements showing the ability to suppress the sulphate function also result in a deterioration of other catalytic functions, as demonstrated by light-off temperature. The most successful modifier in a study conducted in the early nineties (SAE 930130 - JM) was found to be vanadium, which gave a much lower sulphate formation, but with a CO light-off penalty of only 15 C, followed by molybdenum and niobium. Because of the chemical nature of vanadium, which could theoretically generate a new emission to atmosphere through its volatile oxide V2O5, its use was considered by some car manufacturers as undesirable. It can also be argued alumina may not be the most suitable support media for platinum in higher temperature applications, since alumina is capable of storing the sulphate formed and releasing it when the temperature increases. This can lead to "white smoke" emissions. A number of other support materials, for example silica-titania, zirconia, and silicon carbide (which do not store sulphate to any significant extent) have since been examined and used. Finally, reducing the platinum content of the catalyst can, in some cases, be effective in reducing the levels of sulphate formation without serious consequences to HC/CO oxidation performance.99
Internal combustion engines
Palladium catalysts are considerably less active than the corresponding platinum based catalysts in the SO: oxidation reaction, and therefore make less sulphate, but are also less active in the oxidation of HC/CO. As a result such catalysts present even bigger problems for diesel passenger vehicles with low catalyst inlet temperatures. So catalyst modification did not lead to an entirely satisfactory answer with high sulphur diesel fuels, especially at medium temperatures (around 400C), although many systems can work extremely well at low sulphur levels. Fuel Sulphur content reduction: Over the last decade or so, the sulphur content of European diesel fuel has gradually been reduced, from typically 3000 ppm to less than 350 ppm today. There are moves in the USA also to make significant reductions in the fuel bound sulphur levels in diesel fuel. Recent thinking in Europe has been towards reducing the fuel-sulphur level towards a maximum of 50 pans per million. Although technically feasible, this posed a major task for the refineries, since diesel fuel-sulphur levels have historically been considerably higher than for gasoline fuels. Nevertheless, ultra-low diesel fuel is now widely available in some European countries (notably Sweden and the UK), and its availability is spreading in some other countries, for example, Germany. These fuels are in practice well within 50 ppm S, and sometimes as low as 10 ppm. Estimates from various sources shows that at 50 ppm. the amount of sulphate formed at low temperature is very small, and tests using "City Diesel" show negligible sulphate content in particulate matter. 7.2.2.4 Temperature Operating temperature is perhaps the key element that differentiates the requirement of catalysts with diesel engines from those with gasoline engines. Exhaust temperatures from diesel engines are often quite low, especially if a turbocharger is present, since normal practice is to site the catalyst after the turbocharger. Thus catalyst light-off temperatures of around 300 C which are common with Three Way catalysts, especially after ageing, will not work in diesel applications where the catalyst inlet temperature can be below 150 C for substantial parts of the drive cycle or on-road use, therefore a lower light-off is required. On the other hand, diesel catalysts will not normally be subjected to the much higher maximum temperatures commonly experienced with typical Three Way applications. Accordingly, low light-off temperature is much more important than high temperature durability in the design of diesel oxidation catalysts. This impacts not only the choice of active catalytic metals, but also the choice of wash coat materials. As a result of its very good performance for oxidation of CO, gaseous HC, particulates, and its potential use for lean NOx control, platinum is usually chosen as the primary catalytic element for diesel emission control. Other noble metal catalysts may be good for one or more of these functions, but poor for others. Base metal catalyst elements like copper also show good performance for some but not all requirements - the main problem being insufficient activity at low temperatures. In laboratory experiments using simple gas mixtures like CO/O^ or propane/O:100
Chapter 7. Exhaust systems
the light-off temperature of platinum catalysts can be as low as 100-120 C. In realistic exhaust gas, however, it is about 50 C higher. This reflects the fact that while CO in oxygen alone has a lower temperature light-off than propane in oxygen, when both are present together the propane component inhibits the oxidation of CO, and so the observed light-off temperature is close to that of propane alone. Secondly, the presence in real exhaust gas of a number of condensable hydrocarbons forming the SOF fraction allows part of the catalyst surface to be covered with these materials. This effectively masks the active catalytic centres, and thereby reduces the ability of the catalyst to reach the light-off condition until higher temperatures, in the region of 150-180 C. The same effect has been observed at the Queen's University, Belfast, during deliberate oil fouling experiments pertinent to 2-stroke engine studies. In these experiments, once the source of the oil fouling was removed, the catalyst light-off temperature returned to its lower "no fouling" condition. Such effects can result in the catalyst being below light-off temperature for a significant proportion of the test cycle, for example the ECE + EUDC or Federal cycles. Once light-off has been achieved, however, effectively all the adsorbed HC species will be cleaned from the catalyst surface. Hydrocarbon Trapping: In order to reduce the effect of HC accumulation depressing light-off, the incorporation into the catalyst formulation of a material which is capable of "storing" the hydrocarbon at low temperatures and releasing them after the catalyst has lit off has been advocated (see, for example, SAE 1999-01-3075). This type of system was first developed for cold start gasoline applications, particularly in the context of US LEV and ULEV applications. The low hydrocarbon desorption temperature of these materials (mainly zeolites) limits their general applicability in gasoline situations, but is in the right range for diesel. The effect is that the catalyst can then light-off on CO, therefore at a lower temperature, with minimal inhibition from HC. Careful choice of the zeolite is necessary, since it must be thermally, hydro thermally, and chemically stable, as well as having a high trapping efficiency and desorbing in the right temperature range. Examination of the conversion-temperature charts shows that at low temperature there is apparently good conversion of the hydrocarbon - but this results from the removal of HC by the trap, not true conversion. A potential disadvantage of this technique is that when the trap desorbs there could be a burst of hydrocarbon emissions, too much for the catalyst to cope with, resulting in a high tail pipe emission. The incorporation of yet another component into the catalyst formulation could help solve this problem. The use of ceria in TWC formulations is well established, and it is known to perform a number of functions. However, ceria is one of a group of materials which has the ability to reduce the oxidation temperature of carbonaceous particulates. In this context, work by Rhone-Poulenc and others on the addition of cerium based chemicals into the fuel have shown that this component can be used in regenerative filter traps. When incorporated into a diesel oxidation catalyst, it has been shown that ceria can burn SOF in the same temperature range as platinum (SAE 962048). Thus this allows a much larger catalyst surface to be used (i.e. ceria + Pt) for the reduction of the total HC released by the trap. It should be noted that this effect is101
Internal combustion engines
limited to the higher hydrocarbon species, ceria is less effective for lower carbon number hydrocarbons Exhaust gas heating. Alternatively, it would be possible to design the system to increase the catalyst temperature, using the techniques developed for cold start purposes in stoicrnometric TWC equipped engines. For example, an electrically heated substrate could be used to increase the catalyst temperature to, say, 200 C. This has been described in a recent SAE paper (980541) in which a paniculate trap incorporating an electrically heated substrate is used together with an additive (cerium compounds) in the fuel. At temperatures below 350 C the EHC is operative and raises the temperature sufficiently to thermally combust the carbon, aided by the fuel additive. But this temperature would also be sufficient to achieve light-off for both HC and CO. However, unlike their use in TWC applications, where it would be intended that the electric power requirement would only last for a minute or two during cold starts, in the case of diesels the electric power might need to be on for a significant period of time while driving. Similarly; the injection of a small amount of fuel directly into the exhaust gas stream and igniting it immediately in front of the catalyst (thus increasing the inlet gas temperature), would detract from the fuel economy benefits of the diesel compared to gasoline engines. Clearly, then, the use of ancillary heating techniques are even less attractive for use with diesel engines than with gasoline engines, and unlikely to be used to any significant extent if cheaper, more direct, or simpler methods can be found. So it can be seen that the '"old"' technology developed to meet the initial requirements of the US market are not good enough for diesel applications today, failing on activity, selectivity, and operational light-off temperature. Nor can existing TWC catalysts be used without significant modification. New catalysts have needed to be developed specially for diesel applications. 7.2.2.5 Carbonaceous participate oxidation Ever since the earliest discussions regarding legislative limitations of emissions from diesel engines, the question of particulate emissions has been considered. The first attempts to reduce these particulate emissions from exhaust gas (rather than by engine modifications) were researched more than twenty years ago, primarily for the US heavy duty truck and bus market. "Flow-through" Systems: It was quickly realised that even conventional catalysts based on flow-through monoliths were capable of reducing some particulate matter under the oxidising conditions found with diesel engines. Many such catalysts were studied for applications such as diesel fork lift trucks and other diesel engines used in enclosed spaces. Further work showed that the reduction in particulate matter was almost solely due to the reduction of the Soluble Oil Fraction (SOF), that is. the high boiling hydrocarbons derived from the diesel fuel and lube oil which were adsorbed onto the carbon core. These applications often worked at temperatures where SO2 oxidation, forming sulphate, was not a major problem. However, for heavy duty102
Chapter 7. Exhaust systems
applications - using the high sulphur fuels of the time with > 3000 ppm S - the catalyst temperature was above the lower limit for sulphate formation, and so an increase in weight of particulate emissions was observed. "Wall-flow" Systems: In the late 1970s Corning commenced development of the now familiar ceramic "wall-flow filter" trap. This resembled a conventional ceramic monolith made of cordierite, but with adjacent channels blocked at alternate ends. The exhaust gas was therefore forced to flow through the walls of the channel in order to escape through the adjacent channel having an open end. The control of wall porosity was a critical parameter to filtering the panicles without - at the same time - causing too great a pressure drop. Clearly, as the trap collected particulates, the pressure drop increased. After a time it was essential to regenerate the filter by burning off the carbon layer. Using air alone, the temperature needs to be 500-600C for controlled carbon oxidation. A number of ways were considered to raise the temperature of the exhaust gas to this level. A problem was always to regenerate before the paniculate loading became too high, otherwise the temperature generated by the carbon combustion became very high, and could be sufficient to melt the cordierite monolith (circa 1400C). Johnson Matthey "Do-nut" catalysed Diesel Particulate filter: In the early 198O's JM attempted to coat the Corning wall-flow monoliths with platinum based catalytic coating. The aim was to produce a catalysed trap that would enable the carbon combustion temperature to be lowered by catalytic action. However, two major problems were immediately apparent. Firstly, it was difficult to coat the monoliths without some blocking of the pores connecting one channel to the next, and secondly the catalyst tended to make sulphate with the high sulphur fuels then available. Both effects lead to a more rapid rate of pressure drop increase. JM then developed a new concept based on wire which was crushed and compressed to shape - similar in form to demister technology. This was then coated with proprietary platinum based catalyst. The system had excellent characteristics for particulate filtration and oxidation, but still produced too much sulphate for practical use. However, it was during this phase of the work that the possibility of oxidising carbon with NOx was noted. Rhone-Poulenc Ceria Based Additive: The next stage in the development was to add a catalyst to the fuel, so that it was incorporated into the particulate during the combustion process in the engine. The particulate so formed could then be filtered on a wall-flow monolith, where the "catalysed particulate" could be burned. It is important that the added component is capable of reducing the temperature of particulate combustion without blocking the monolith pores, or generating sulphate. A cerium-based additive was developed by Rhone-Poulenc for this purpose, and was widely tested. Although in the meantime legislative particulate limits have been mainly met through engine modifications, there has been revived interest in these concepts in recent years as the legislation has been further tightened.
103
Internal combustion engines
NOx as an Oxidant: While in diesel catalysis air (oxygen) is the main oxidant, NOx can also be involved in oxidation reactions. This is well known in stoichiometric gasoline applications, where NOx CO and NOx/HC both contribute to pollutant removal. Furthermore, the basis of lean NOx control is the removal of NOx by allowing it to oxidise a reductant like HC, ammonia, or urea. In addition it has been shown that the presence of NOx can be useful in the oxidation of carbon (see SAE 890404, Appl Catalysis B, 8, (1996) 445-455, and EP 0835684 A2) at a lower temperature (300 - 350 C) than direct air oxidation alone. The NOx species which is the most useful in this context is N02, whereas the NOx emanating from the engine is primarily NO. Platinum is an effective catalyst for the NO oxidation to NO2 reaction, but the presence of SO2 inhibits this reaction to some degree. This is because part of the catalyst surface is devoted to adsorption and oxidation of the sulphur species, so this use of NOx is most effective in conjunction with low sulphur fuels (< 100 ppm). It should be noted that the reaction between carbon and NO2 does not necessarily lead to NOx removal, since the primary reaction regenerates NO: 2NO2 + C CO2 + 2NO Johnson Matthey CRTR System: The use of NOx as oxidant is the basis of the Johnson Matthey CRTR system. Here a platinum based oxidation catalyst is used to remove HC and CO, but primarily to oxidise NO from the engine to NO2. Through these catalytic reactions, some heat is also generated by the system. The particulate matter is collected onto a conventional wall-flow monolith downstream of the oxidation catalyst. The NO2 generated over the oxidation catalyst then reacts with the accumulated carbon at the lower temperature end of the cycle, where oxidation by oxygen - even catalytically - is not viable. Above about 450C, production of NO2 becomes progressively limited by thermodynamics, but at this temperature in the presence of platinum oxidation by oxygen becomes the favoured route. Therefore above about 300C, the trap is continuously regenerating. A number of on-road fleet trials have been conducted with this system in both Europe and the USA (see for example IMechE 1998, S491/006; SAE2000-01-0480; SAE 2001-01-511; SAE 2001-01-512). 7.2.2.6 Recent advances in participate oxidation Particulate Trap Technology: A number of new developments in the wall flow filter have been made in the last few years. In particular the problem of uncontrolled regeneration has been addressed. A number of new substrates have been developed either modifying the parameters of the cordierite system (cell density, wall thickness, porosity etc.), or by changing the material from which the monolith is made form cordierite to silicon carbide, which has considerably higher thermal conductivity. These new systems give lower temperatures during any uncontrolled regeneration, and are therefore less prone to melting. An alternative is now receiving renewed attention, namely foamed material. Foams can be made in both ceramic and metallic formats, and the "porosity" can be closely controlled and varied within wide limits. However, as with the straight channel monoliths, regeneration and long-term stability will be the key to their success. Fundamental studies and modelling of the104
Chapter 7. Exhaust systems
filter trap loading, regeneration and ageing are providing a better understanding of the design and operation of filter traps (see SAE 1999-01-0468 and SAE 2000-01-1016, and references therein) Catalysed Traps: With lower fuel sulphur levels, the direct application of a catalyst coating to the trap is again being investigated. Although application of a coating to the trap continues to be a concern, some success has been achieved. In the majority of cases, the principle component of the coating is platinum Fuel Additives: Incorporation of a further catalyst component into the fuel - and thence into the particulate - can show some further benefits in the oxidation of particulates by NOx. Thus Jelles et al have recently shown (SAE 1999-01-0113) that the rate of oxidation of soot containing Ce; Cu, and Fe at a fixed temperature of 377 C (650K), in a gas mixture comprising! 0% oxygen in argon, is substantially enhanced by the addition of 250 and 500 ppm NO (converted to NO2 over a platinum pre catalyst) Some new additives based on Fe and Sr, as well as Ce, have been developed (SAE 2000-01 -1286, and references therein). It is reported that the new additives are more active than cena for diesel soot combustion. However, a potential problem with this system is that as the carbon burns away, the inorganic ash remains in the channel, and needs to be periodically removed from the filter. PSA System: The PSA particulate control system incorporates several of the above techniques to control particulate emissions. Using an HDi engine with common rail injection, the unit comprises an oxidation catalyst and a wall-flow filter in sequence, but in addition the fuel contains a fuel additive. It is understood that the particulate filter is periodically purged of accumulated ash. 7.2.2.7 New Catalyst Materials The goal for the catalyst chemist has always been towards using one catalyst material - albeit containing a number of catalytic elements - to control all the legislated pollutants. This approach has largely been successful for stoichiometric gasoline fuelled engined vehicles. However, work in the area of lean NOx control has shown that the best catalysts for this may not also be good for the oxidation of HC/CO. Equally, the deep oxidation of carbonaceous particles may require different forms of catalyst material to that which is very effective for the oxidation of gas phase components. An interesting, but as yet unproved, concept is the use of mobile phase catalysts in this context. A number of mixed base metal oxides, when combined in appropriate formulations, have the ability to form lower melting point eutectics than their component oxides. It has been found that carbon oxidation is quite efficient on these molten oxides, and it is suggested that this is because the carbon-catalyst interface is very good because of the molten nature of the catalyst. Furthermore these materials hold out the promise to be less affected by the presence of sulphur compounds in the exhaust gas. Two key concerns remain to be resolved:105
Internal combustion engines
to devise compounds which are operative at temperatures below 300 C, and stable to long term exposure to exhaust gas, and to establish that the eutectic material does not flow within the catalyst structure, or move by dissolution in the water found in the exhaust gas - subsequently redepositing in another pan of the catalyst structure, or escape into the atmosphere during use. The most common oxides having suitable low melting point eutectics are presently copper, vanadium, and the alkali metals (potassium, sodium, etc.). It is unlikely that a firm decision on the commercial viability of such materials in automotive diesel applications will appear very quickly. 7.2.2.8 Particulate control Particulates (Pm's) generated in lean burning systems when combustion oxygen and temperature are low Pm's can be thermally burned, but need a temperature of about 600C. The exhaust gas in most lean burn vehicles does not reach this temperature consistently (i.e. regeneration is discontinuous), therefore there is the danger of thermal runaway.
7.2.3 Diesel DeNOx catalysts Diesel engines are generally very fuel-efficient units, generating low levels of gaseous pollutants compared to the corresponding gasoline engines. However, as legislation around the world, particularly in the US and Europe, gets progressively tighter, engine modifications alone cannot guarantee that the required legislative emission levels can be met. Reduction in levels of carbon monoxide, unburned and partially burned hydrocarbons (including oxygenated species) can be achieved by using conventional oxidation catalysts, since the exhaust gas contains an excess of oxygen under almost all conditions of engine running. Reduction in the levels of NOx (generally defined as the sum of nitric oxide (NO) and nitrogen dioxide (NO2); a third oxide of nitrogen, N2O - sometimes known as laughing gas, or nitrous oxide - is not counted) is much more difficult since NOx itself can be considered an oxidant, and therefore competes with oxygen for the available reductant species. Thus what is being attempted is a reduction reaction under conditions strongly favouring oxidising reactions. This is in distinction to the situation in Three Way catalysis, where most NOx reduction occurs when the exhaust gas is stoichiometric (i.e. oxidants and reductants are in balance) or rich where the atmosphere is net reducing. Catalytic control of NOx under lean conditions remains one of the major challenges facing the developer of automotive emission control catalysts. In recent times some progress has been made, both in the development of better catalysts, and also in the understanding of the mechanism by which they work. Nevertheless, under real engine operating conditions the level of106
Chapter 7. Exhaust systems
NOx conversion is still relatively low. In light of this, some recent attempts have been made to adapt the so-called mixed lean-rich concept to diesel applications. A NOx storage component is used to store the NOx under lean operating conditions, then a spike of fuel is introduced to make the exhaust gas temporarily rich, whereupon the NOx is released and simultaneously reduced on conventional TWC catalyst elements. This can be shown to give very good conversions, but is very sensitive to sulfur, which is also stored on the absorber, but more difficult than NOx to decompose in the regenerative step. Daimler-Chrysler has pioneered a different concept for NOx control. In this case the NOx is also stored and released in a dual bed system, but is then fed back to the engine as a concentrated NOx pulse, which is at least partially converted to nitrogen in the engine combustion chamber. Problems with sulfur are apparent in this technique, too. This lecture reviews some of the work that has been done to provide catalysts for NOx control under diesel conditions, and their limitations as well as their advantages. 7.2.3.1 Effect of Legislation Concern about control of NOx emissions from diesel engined vehicles in the USA has largely been in connection with Heavy-Duty trucks, and also stationary engines. In Japan, NOx control under lean conditions is also considered important, but has been targeted mainly at lean bum gasoline engines because the number of diesel powered units in vehicles is relatively small (but growing). For Europe, the number of diesel engine passenger cars produced grew sharply over the last decade, so that now these vehicles form a very significant part of the total car population. There are, in addition, a large number of trucks and buses, which are diesel powered. In Europe, Stage I legislation contained a joint standard for both gasoline and diesel vehicles. Although this standard stipulated a maximum participate emission, in practice the levels of all pollutants emitted by diesel units were not sufficiently severe to require catalysts to meet the legislative limits. When Stage II standards were introduced in 1996, diesel cars and gasoline cars were treated differently, but still in the majority of cases diesel catalysts were not necessary. In particular, for Stage I and Stage II limits the HC and NOx levels were combined. This meant in practice that even those vehicles that needed catalysts to be fitted could meet the combined standard purely by reducing hydrocarbon levels with oxidation catalysts, with no need for NOx conversion. The impact of NOx emissions on health have now been more widely recognised in Europe, and this is reflected in the proposals for Stage III and Stage IV legislation. In addition discussion is underway on Stage V - which will chiefly impact trucks see chapter 6. The splitting out of NOx, and the low levels of particulate emissions, means that the trade-off of NOx/HC and NOx/particulate is no longer a generally viable option, and some conversion of NOx will be necessary in the majority of cases. Similarly in the case of Heavy-Duty diesels, pressure is being put on NOx levels by the legislative picture, complicated in this case by a change in test cycle.
107
Internal combustion engines
7.2.3.2 Possible Means for Catalytic DENOx The problem is how to catalytically reduce NOx in the presence of excess oxygen to give nitrogen as the product? Potentially there are several ways in which this might be done: Direct decomposition of NOx to N2 and O2 Addition of a specific reducing agent to the exhaust gas after the combustion chamber Addition of diesel fuel as a reductant in the exhaust gas after the combustion chamber Storage of NOx under lean conditions, reduce under rich conditions (rich spike) In considering these possible solutions, it is important to remember that the NOx in the exhaust gas consists almost entirely as NO, with a little NO2. This arises because the NOx is formed in the combustion process - and therefore at combustion (high) temperatures. At these temperatures the thermodynamically stable form of NOx is NO rather than NO or N2O. Although the temperature cools as the exhaust gas passes through the exhaust train, its residence time is comparatively short for its conversion to the form which is the more stable at ambient conditions, namely NO:. As a consequence of this, the ideal catalyst would operate directly on NO. 7.2.3.3 Direct Decomposition Perhaps the superficially most attractive option is by the direct decomposition of NOx. In this concept, NOx simply decomposes to its components, nitrogen and oxygen, over the catalyst. 2 NO N 2 + O2 This reaction was studied more than 80 years ago, and (for example) platinum and gold are both good catalysts. The reaction is first order with respect to NO; that is to say the rate of reaction is directly proportional to concentration of NO in the gas stream. However it was soon discovered that the oxygen produced actually inhibits the decomposition reaction. Therefore the higher the oxygen level, the slower the reaction becomes, i.e. Rate of NO decomposition = k [NO]/[O2] Furthermore, at lower temperatures (below about 450 C) these same catalysts are good for a competing reaction, the conversion of NO to NO2. At lower temperatures, NO: is the thermodynamically favoured form: 2 NO + O 2 2 NO 2
108
Chapter 7. Exhaust systems
This reaction is encouraged by excess oxygen. The result is that under the conditions usually found in diesel exhaust, direct decomposition of NOx is not a favoured option. 7.2.3.4 Addition of a specific or general reducing agent after the combustion chamber In both of these cases the idea is to inject a small amount of reductant before the catalyst, and cenainlv after the combustion chamber. The added reducing aeent then adsorbs onto the catalyst surface, whereon the NOx is also adsorbed thus creating a two dimensional microclimate on the catalyst surface which therefore differs from the composition of the bulk exhaust gas. enabling the reaction between the NOx and reductant to take place more readily. Two parameters of the reductant will have a clear impact on the end result: The ability of the reductant to adsorb on the surface of the catalyst at a sufficient level to react with the adsorbed NOx, and The inherent reducing activity of the reductant. So, for example, if a hydrocarbon could be chosen as a reductant, it would be better to choose one which has high adsorb ability and reactivity (such as propane) rather than methane, which is difficult to adsorb (especially in the presence of excess oxygen), and is of much lower activity. In practice, of course, the limitation is determined by the output of the engine in terms of both hydrocarbon species and their relative concentration. However whichever reductant is available, there will always be competition for the adsorbed reductant between the adsorbed NOx and adsorbed oxygen: (a) Reductant + 2 NOx N2 + oxidised reductant (b) Reductant + O or O2 oxidised reductant As a general rule, for a given system the direct oxidation usually predominates at higher temperatures, and the amount of NOx removal thereby falls. The result is that there is a limit to the temperature range in which the catalyst operates; this range depends primarily on the nature of the catalyst material, and on the nature of the reductant. In the ideal case, the catalyst would have high activity for reaction (a) at low temperatures, and low activity for reaction (b) at both low and high temperatures, thus widening the temperature range in which reaction (a) predominates. Selective Catalytic Reduction (SCR) This section relates to the use of a specific reducing agent other than the main fuel used by the vehicle. Examples of specific reducing agents are urea and ammonia, and the technique, generally known as SCR, was first intensively developed in connection with NOx control for stationary applications such as fossil fuel burning power generating stations, especially those based on coal. As a technique it has been known for more than 40 years. The principle reactions involved in the case of ammonia as reductant are:109
Internal combustion engines
4 NO + 4 NH 3 + O 2 4 N 2 + 6 H 2 O and 2NO 2 + 4NH 3 + O 2 3 N 2 + 6 H 2 O Results indicate that the NO2 route is the more efficient reaction than that with NO. Some work has indicated that best efficiencies are achieved when the ratio of NO2: NO is 1 :1. The reason for this is not clear. However it is known that in some more complex systems, "N:O:," is the form in which NO and N02 are adsorbed onto the catalyst. For automotive applications the use of ammonia imposes some potential limitations, not least of which is the necessity of carrying a high-pressure cylinder of ammonia in a car. Below about 200 C there is the possibility of ammonia reacting with NO2 to form the potentially explosive ammonium nitrate, which could cause problems with very cool running engines, or when the location of the catalyst (perhaps because of space constraints, for example) is substantially downstream of the engine. A further concern is the possibility of some ammonia "slip" if excess ammonia is injected. This will either be oxidised to NOx over the catalyst (by the direct oxidation mechanism) or be released to atmosphere as ammonia. Nevertheless, given the right temperature regime and well control ammonia injection, the technique is capable of high conversions - up to 80-90% - but it is at these high conversions that the risk of ammonia "slip" is greatest. In some systems, an additional catalyst is proposed, in order to get rid of any slip ammonia. An alternative reductant, and for automotive applications more easily handled, is the use of urea in place of ammonia. Urea is a solid material that can be made on an industrial scale, is not toxic, and is readily soluble in water. Its mode of action is similar to that of ammonia: 4 NO + 2 NH2-CO-NH2 + O2 4 N2 + 4 H2O + 2 CO2 and 6 NO2 + 4 NH2-CO-NH2 7 N2 +8 H2O + 4 CO2 It is believed that the urea breaks down, under the conditions prevailing in the exhaust gas, yielding ammonia. This is aided by the acidic sites on the catalyst surface, and the ammonia so produced is the real reducing agent. Each urea molecule has the potential to release two molecules of ammonia, but below about 160 C, only one molecule of ammonia is generated together with a potentially reactive HNCO species. There have been reports that ammonia "slip" is actually a greater problem with urea than when ammonia is used. NOx conversions are reported to be similar to that achieved when ammonia is the reductant.
110
Chapter 7. Exhaust systems
In power station applications, the catalyst is commonly a vanadia-titania material. For vehicles a version of the vanadia-titania composition, or base metal element (for example, copper, iron) supported on a zeolitic base, or even platinum, can be used, a consideration being the temperature range in which the catalyst is needed to operate. Thus both of these reductants are capable of generating high conversions of NOx. Both ammonia and urea have the disadvantaged of requiring a second "fuel" in a separate tank; these would almost certainly need to be re-filled at different intervals to the main (hydrocarbon) tank Urea is more easily handled, and could be used either as solid or as a solution in water. Handlina/delivery problems could be expected with the first, and the possibility of freezing in winter in the colder parts of Europe would also need to be considered in the case of the solution. Questions of supply infrastructure also need to be addressed if either ammonia or urea is to be used on a wide scale. Recently (eg SAE 2000-01-0188), Johnson Matthey have developed a combined system of SCR with its Continuously Regenerating Particulate Trap (CRT) - called "SCRT". This system is based on a three-catalyst reactor to reduce both NOx and participates in the following steps: NO + O2 NO, NO Oxidation step NOx Reduction (SCR) step
2NO 2 +C CO 2 +NO Particulate Removal step 4NO + 4NH 3 +O 2 4N 2 + 6H 2 O
An additional catalyst to clean up any slip ammonia may also be added.
Hydrocarbon NOx control An alternative to overcome the problem of the need for "dual fuel" is to use a general reductant, like diesel fuel, which can be taken from the main tank, and small quantities injected into the post-engine exhaust gas stream. This system is sometimes referred to as "non-selective catalytic reduction" (NSCR). The amount of NOx reduced in this way is a function of the HC/NOx ratio, but whilst it is generally the case that "more HC reduces more NOx", in practice the effect is not proportional. Since there will normally be a low level of unburned hydrocarbon in diesel exhaust gas, this should give at least a small amount of NOx removal. This is usually referred to as "passive" NOx control (in contrast to the case where extra reductant is "actively" introduced by injection into the gas stream). It is obvious that the need to inject fuel has a deleterious effect on fuel economy, which again imposes a practical limit on the amount injected. These systems have a limited temperature range of effective operation. The lower limit is the temperature at which the adsorbed species have enough energy to react. For platinum, which is a very active catalyst metal, the lower temperature limit at which NOx conversion begins is about 150 C, and peak NOx removal is typically found around 250 C. One of the problems of using platinum-based systems is that some of the NOx may be converted to N2O rather than nitrogen at the low temperature end of the conversion peak - particularly with fresh catalysts. Nevertheless, NOx control can be achieved at temperatures which are more typical of many light duty diesel111
Internal combustion engines
vehicles, than is the case for the less catalytically active copper, which starts converting at around 250 C and reaches a maximum at 350^00 C. In general, silver catalysts have initial and peak temperatures even higher, in light of its even lower activity. It is therefore possible to envisage a combination of catalytic elements in a single or multibrick system covering a wider range of temperatures than any individual catalyst element alone. What controls the upper temperature limit for the catalyst? In the majority of cases it is the direct oxidation of the reductant on the catalyst surface, as this reaction becomes energetically and kinetically favoured at the expense of the reaction between the fuel and NOx. Thus with a test cycle like that used in the EU (ECE + EUDC) there are often parts of the cycle when the catalyst should be within its high performance operating window, but other parts of the cycle when it might not. However, it is also true that high NOx levels are only seen in parts of the overall cycle, so it is sometimes possible to match peak catalyst performance with peak NOx output. But, even at the peak of conversion efficiency, the performance of these catalysts when tested on vehicles does not reach anywhere like the levels which are now commonplace with Three Way catalysts on stoichiometrically controlled gasoline vehicles. On the other hand, in favourable cases sufficient conversion is found to achieve at least Stage III limits. Comparison of laboratory rig and engine/car data It is almost universally observed that the efficiency of use of both specific and general reductants is higher in the laboratory than on the test bed engine or vehicle. It is also usually found that catalysts giving high (sometimes extremely high) conversions on a laboratory scale have no or very low activity on a real engine. This is frequently because for the sake of simplicity of control, manageability, and interpretation and understanding of results, a much simpler gas mix than real exhaust gas is normally used in the former case. In addition, laboratory tests are frequently performed only under steady state conditions, whereas engines almost always run under transient conditions. Nevertheless, since running engines is very expensive, much preliminary work needs to be done on a laboratory rig. When this is done, it is important to choose the hydrocarbon species carefully - avoiding the temptation to rely solely on the easy to handle propene/propane mixtures. It is also very important to include water and SO: in the gas mix, since both can have a profound effect on the performance of some catalyst compositions. NOx components The major part of the NOx produced in combustion is in the form NO. This is understandable since under the temperature and pressure conditions of combustion the thermodynamically favoured species is NO, not NO? or N20. Many "lean NOx" catalysts however require the NOx to be as NO2 in order for the reaction to take place. Thus silver based catalysts are thought to be in this category, and show very low activity when fed NO, and very high activity when fed NO2. This implies that prior to a silver catalyst, a separate catalyst to convert NO to NO2 will be necessary.
7.2.3.5 Mechanisms for lean NOx performance112
Chapter 7. Exhaust systems
In light of the important potential of lean NOx catalysts, considerable work has been put into trying to find out how they work, with a view to improving their performance. These studies have gone alongside very wide ranging practical measurements investigating almost every element that has exhibited catalytic activity in any reaction. The catalytic elements have in turn been applied to a large number of support materials to try to assess the influence of the support properties on the performance of the catalytic elements. Finally, a wide range of individual hydrocarbon reductants have been investigated as well as typical fuel mixtures, to obtain information on which are the most active and selective for the NOx reduction. Not suprisingly, there is not yet universal agreement on the mechanism of NOx reduction in these systems. However, there are some areas of broad consensus for the most studied catalysts, copper on zeolite, platinum on zeolite or alumina, and silver on zeolites. Copper/Zeolite The favoured mechanism on copper exchanged onto a zeolite (for example ZSM-5) seems to involve two basic steps, one involving the hydrocarbon, the other the NOx. The hydrocarbon is thought to form a reactive '"coke", strongly influenced by the acidic sites on the zeolite. The NOx reacts with this "coke" species. One mechanism involves the adsorption of NO onto the copper sites to form an intermediate Cu-O.NO species which then reacts with the active "coke" to yield nitrogen and H2O/CO2. This would imply that the properties of the zeolite would have an important role in determining catalytic activity. However, many of these catalysts suffer breakdown of the structure in the presence of water vapour at medium temperatures. Platinum A publication from Burch et al (International Congress on Catalysis and Automotive Pollution Control 1997, paper 08) on platinum catalysts supported on alumina proposes a different mechanism depending whether the reductant is highly reactive (e.g. propene C3H^) or less active (e.g. propane C3H8). In the case of the former, propene, NO, and oxygen are all dissociatively adsorbed on the surface of the platinum, and there react. The propene is proposed to be more strongly adsorbed on the platinum surface, which is thereby low in adsorbed oxygen. This mechanism also provides a rout for the formation of the observed nitrous oxide, through reaction between adsorbed N and NO. In the case of propane, the mechanism postulates that the propane is less strongly adsorbed than oxygen, and the initially adsorbed hydrocarbon spills onto the alumina surface where it reacts with NO:, formed from the NO on the oxygen rich platinum surface. Consideration of this mechanism would lead to the suggestion thai it is the nature of the hydrocarbon used that influences the reaction Silver Rather less work has been done on the mechanism of the silver catalysed lean NOx reaction, but the key feature seems to be the requirement for the NOx to be as NO2, not as the NO issuing from113
Internal combustion engines
the engine. Therefore a catalyst incorporating the ability to oxidise NO to NO2 needs to be incorporated into the reactor. Martens et al (Angewandte Chemie, Vol 37, (1998) pp 1901-3) have put forward a mechanism to explain the mechanism on silver-zeolite catalysts. The mechanism is quite complex, and requires the initial formation of a mtrocarbon intermediate (formed by reaction of NO2 with the hydrocarbon), followed by chemical rearrangement of the intermediate to eventually form an unstable diazonium compound, which spontaneously decomposes to nitrogen, carbon monoxide and acetic acid. Both the silver and the acidic support play important roles in this mechanism, but a key factor is the availability of a highly reactive hydrocarbon species in the exhaust gas. 7.2.3.6 NOx Storage Systems A further potential way of dealing with NOx is to introduce a component into the catalyst to store NOx over a period of lean running. The NOx then needs to be released and reduced during a sharp, very rich spike introduced by the engine management system. This concept has been developed primarily for lean bum gasoline NOx control, but can (with some difficulty) be adapted to diesel systems. Alkaline earth elements like barium have been used as the storage component, but storage is largely dependent on the NOx being in the form of NO2. Lean NO + O 2 Pt NO 2 2 NO 2 + BaO Ba(NO 3) 2" Rich spike Ba(NO 3 ) 2 BaO + NO + O 2 NO + HC/CO Pt/Rh CO 2 + N2 Reduction Storage
This system works well, and can achieve overall conversions comparable with Three Way catalyst equipped stoichiometric vehicles when the low sulphur fuels available in Japan are used, but are not viable at current European fuel levels. The SO2 produced in the combustion process, together with any SO3 formed over the platinum NO oxidation catalyst, competes with NOx for the storage sites on the adsorbent. Since sulphates are generally more stable than the corresponding nitrates - therefore the "release" phase needs much higher temperatures - a progressively larger proportion of the adsorbent sites are blocked as each regeneration proceeds. Temperatures of 700 C and above are typically required to decompose the sulphate and to regenerate the catalyst, about 300 C higher than for the decomposition of the nitrate. The frequency of regeneration is related to the sulphur content of the fuel, the higher the sulfur content, the more frequent the requirement for regeneration. A recent Toyota paper (SAE 1999-01-3501) shows (on catalysts based on barium as the NOx adsorbent component) that as the sulphur content increases, the size and crystallinity of the formed BaSO4 also increases, and that the larger crystals are more difficult to decompose.
114
Chapter 7. Exhaust systems
Although the levels of sulphur are to be reduced to low levels in European fuels, calculations by several people have indicated that levels of less than 10 ppm will be necessary to obviate the need for sulphur regeneration, and this seems to be borne out fay the Toyota paper Consequently, practical regeneration procedures are being developed to enable this technology to be used (see, for example, SAE 2001-01-0510, FEV et al.) However, there is good potential for very high NOx conversion using this concept. While it is more difficult to run diesel engines in the rich spike mode, considerable progress in this area has been made, with the result that this methodology is becoming widely considered as an alternative to SCR and hydrocarbon reduced NOx systems. 7.2.3.7 NOx removal using non-thermal plasma Recently, attention has been given to the use of non-thermal plasma systems, through dielectric barrier discharge, as a means of reducing NOx in lean exhaust conditions. A potential advantage of such systems is that they are independent of exhaust gas temperatures, and can therefore operate from key-on. Plasmas produce enhanced energy electrons, which collide with background gaseous molecules, forming ions, metastable intermediate species, and free radicals - all of which have high chemical reactivity. Ideally, the resulting reactions should lead to the reduction of NOx to N2, but the oxidative route (i.e. oxidising the NO to NO2) is also favoured. Energetic electrons under a strong electric field react with the molecules of the engine-out exhaust gas to produce - for example - active N, O species and active radicals. These in turn react with further gas molecules to give a series of reactions of the type: NO + N* N 2 + O* NO + O* NO 2 NO 2 + N* N 2 O NO2 + OH* HNO3 In the presence of hydrocarbon, HC derived molecules can also be generated and react, giving species of the type CH3ONO2 as well as aldehydes, and so by-product formation is a problem to be solved. Workers in the field have shown that under lean burn conditions the oxidation reaction of NO - leading to NO2 - is the predominant reaction. Accordingly attention is now being focussed more onto plasma-catalyst systems, where the plasma converts the NOx to NO:, and the catalyst is used to convert the NO2 into nitrogen. However, the design of the system is important. One paper (SAE 982429, Ford/Batelle) reported that putting a copper/zeolite catalyst after the plasma reactor results in all the NOx "removed" in the plasma being restored after the copper catalyst. This implied that a number of nitrogen species produced in the plasma are actually not measured by the current analytical methods used, especially chemiluminescence. Reported results using this technique, therefore, need to be very carefully reviewed
115
Internal combustion engines
In the UK, AEA Technology has been very active in promoting plasma technology for diesel particulate control. SAE 2000-01-1926 shows the potential advantage of using a packed reactor for particulate control with reduced energy requirements. In this paper there are some curious results reported for the effect on NOx reactions. In the case of the unpacked reactor, maximum conversion of NO NC>2 is achieved at about 35J/1, with about 60% conversion of the NO. If the reactor is packed and the experiment repeated, the NO conversion decreases in a very marked way, so that at 35J/1. There is almost negligible conversion, and only 20% conversion at 100 J/l, If then the packing contains some soot filtered from the exhaust stream, the conversion of NO NO: increases again - but not to the level found in the unpacked reactor. This suggests that the radical reaction concerned can be very complex, with multiple paths for their removal by reaction. Nevertheless, by combining plasma (to generate NO2) and - for example - SCR technology (to reduce NO2) good overall reduction in NOx can potentially be obtained. The downside is the need for energy to generate the plasma (typically 30-40J/1). Also the majority of experiments so far reported do not achieve a nitrogen balance, suggesting the formation of a number of undetected side products, and the need for improved analytical techniques. 7.2.3.8 NOx adsorption combined with EGR DaimlerChrysler has patented a potentially interesting technology, incorporating both NOx adsorption techniques and EGR. The concept behind this is to adsorb NOx in one of a dual bank of adsorption reactors until the adsorbent approaches saturation, whereupon the exhaust stream is switched to the other adsorber unit, and the adsorbed NOx on the first unit is desorbed as a concentrated NOx stream which is fed back to the engine (as in EGR). This is advantageous because the amount of NOx convened in the engine is greater at the higher concentration than would be the case with the normal engine out exhaust, which leads to a lower NOx concentration being fed back by EGR. However, the characteristics of the NOx adsorbing material in this application are essentially the same - and therefore liable to the same problems - as the NOx "storage-release" catalyst system described in section 7.3.6. The search is continuing for adsorbing materials that are not susceptible to these problems, especially with sulphur, and a few promising, if unconventional, materials are beginning to emerge. Results to date suggest that they rely on either NO2 or "N2O3" (50/50 NO + NO2) for the adsorption of NOx, therefore at least some oxidation of the NOx will be required for the system to achieve maximum potential. These systems remain to be fully evaluated on the engine bench and on the vehicle. How far they will prove to be resistant to fuel-sulfur levels proposed by the EU for 2005 and beyond is still a key question.
116
Chapter 7. Exhaust systems
7.2.4 Carbon Canisters Carbon canisters are being fitted not to exhaust system but to petrol tanks to reduce evaporative emissions of petrol (petroleum). Vapor rises into the carbon canister, which then returns the petrol to the tank, hence avoiding a loss due to evaporation.
7.3 Reduction of the engine sound level 7.3.1 Engine sound Exhaust gases leave the engine under extremely high pressure. It causes the sound. If the gases escaped directly from the engine the noise would be tremendous. For this reason one of the exhaust systems part is a muffler. Noise = sound is a pressure wave formed from pulses of alternating high and low air pressure. These pulses make their way through the air at the speed of sound. In an engine, pulses are created when an exhaust valve opens and a burst of high-pressure gas suddenly enters the exhaust system. The molecules in this gas collide with the lowerpressure molecules in the pipe, causing them to stack up on each other. They in turn stack up on the molecules a little further down the pipe, leaving an area of low pressure behind. In this way, the sound wave makes its way down the pipe much faster than the actual gases do. When these pressure pulses reach the ear, the eardrum vibrates back and forth. The brain interprets this motion as a sound. Two main characteristics of the wave determine how man perceives the sound: Sound wave frequency - A higher wave frequency simply means that the air pressure fluctuates faster. The faster an engine runs, the higher the pitch is hear. Slower fluctuations sound like a lower pitch. Air pressure level - The wave's amplitude determines how loud the sound is. Sound waves with greater amplitudes move the eardrums more, and people register this sensation as a higher volume. It turns out that it is possible to add two or more sound waves together and get less sound. How can sound cancel out? The key thing about sound waves is that the result at our ear is the sum of all the sound waves hitting our ear at that time. If we are listening to a band, even though we may hear several distinct sources of sound, the pressure waves hitting our eardrum all add together, so our eardrum only feels one pressure at any given moment. It is possible to produce a sound wave that is exactly the opposite of another wave. This is the basis for those noise-canceling headphones we may have seen. Take a look at the figure below. The wave on top and the second wave are both pure tones. If the two waves are in117
Internal combustion engines
phase, they add up to a wave with the same frequency but twice the amplitude. This is called constructive interference.
Fig. 7.4. Constructive interference.
But, if they are exactly out of phase, they add up to zero. This is called destructive interference. At the time when the first wave is at its maximum pressure, the second wave is at its minimum. If both of these waves hit our ear drum at the same time, we would not hear anything because the two waves always add up to zero.
Fig. 7.5. Destructive interference.
118
Chapter 7. Exhaust systems
Located inside the muffler is a set of tubes (see Figure 7.3). These tubes are designed to create reflected waves that interfere with each other or cancel each other out. The exhaust gases and the sound waves enter through the center tube. They bounce off the back wall of the muffler and are reflected through a hole into the main body of the silencer. They pass through a set of holes into another chamber, where they turn and go out the last pipe and leave the muffler. A chamber called a resonator is connected to the first chamber by a hole. The resonator contains a specific volume of air and has a specific length that is calculated to produce a wave that cancels out a certain frequency of sound. Ideally, the high-pressure part of the wave that came from the chamber will line up with the low-pressure part of the wave that was reflected off the outside of the chamber wall, and the two waves will cancel each other out. Figure 7.6, below, shows how the resonator works in a simplified muffler.
Fig. 7.6. How a resonator works.
In reality, the sound coming from the engine is a mixture of many different frequencies of sound, and since many of those frequencies depend on the engine speed, the sound is almost never at exactly the right frequency for this to happen. The resonator is designed to work best in the frequency range where the engine makes the most noise; but even if the frequency is not exactly what the resonator was tuned for, it will still produce some destructive interference. There are other features inside this muffler that help it reduce the sound level in different ways. The body of the silencer is constructed in three layers: Two thin layers of metal with a thicker, slightly insulated layer between them. This allows the body of the silencer to absorb some of the pressure pulses. Also, the inlet and outlet pipes going into the main chamber are perforated with holes. This allows thousands of tiny pressure pulses to bounce around in the main chamber, canceling each other out to some extent in addition to being absorbed by the silencer's housing.
119
Internal combustion engines
7.3.2 Backpressure and other types of mufflers One important characteristic of mufflers is how much backpressure they produce. Because of all of the turns and holes the exhaust has to go through, mufflers like those in the previous section produce a fairly high backpressure. This subtracts a little from the power of the engine.
Fig. 7.7. The exhaust from a NASCAR race car There are no silencers here, because reducing backpressure is the name of the game.
There are other types of mufflers that can reduce backpressure. One type, sometimes called a glass pack or a cherry bomb, uses only absorption to reduce the sound. On a muffler like this, the exhaust goes straight through a pipe that is perforated with holes. Surrounding this pipe is a layer of glass insulation that absorbs some of the pressure pulses. A steel housing surrounds the insulation.
Fig. 7.8. Glass pack silencer.
These mufflers produce much less restriction, but don't reduce the sound level as much as conventional silencers.120
Chapter 7. Exhaust systems
Active Noise-Canceling Silencers There have been a few experiments with active noise-canceling silencers, especially on industrial generators. These systems incorporate a set of microphones and a speaker. The speaker is positioned in a pipe, which wraps around the exhaust pipe so that the sound from the exhaust comes out in the same direction as the sound from the speaker. A computer monitors a microphone positioned before the speaker and one positioned after the speaker. By knowing some things about the length and shape of the pipes, the computer can generate a signal to drive the speaker. This can cancel out much of the sound coming from the generator. The downstream microphone lets the computer know how well it is doing so it can make adjustments if needed. Turbo Another object that might be sitting in exhaust flow is a turbine from a turbocharger. Not only that, but turbo introduce a bit of backpressure to exhaust system, thus making it a bit quieter.
7.3.3 Engine sound level regulations in Poland The ambient vehicle noise should not exceed allowable values given below
Vehicle category Symbol DefinitionL1 One-track motor-bicycle with max speed ofa) Vmax 30 km/h
Allowable ambient vehicle noise dB (A)70 73 74
L
One-track vehicle and tricycles (motorbicycle & motorcycles):
b) Vmax > 30 km/h L2 - three wheel motor-bicycle
L3 One-track motorcycles and L4 three wheel motorcycles asymmetric (with by-cart) with engines up toa) c 80 ccm b) 80 < c 175 ccm c) c > 175 ccm L5 symmetric tricycles M1 Motor-car 77 80 82 83 77
M
motor-car vehicles with
M2 - buses which maximum total mass doesnt exceeds 5t:121
Internal combustion engines
no less than 4 wheels and assigned for people transportation:
a) with maximum total mass not exceeding 2t b) with maximum total mass exceeding 2t but not more than 3,5t
78 79
c) at maximum total mass exceeding 3.5t, but not exceeding 5t and maximum engine power:Nmax < 150 kW Nmax 150 kW 80 83
M3 buses with maximum total mass exceeding 5t which have engines with maximum power of:Nmax < 150 kW Nmax 150 kW 80 83
N1 trucks with maximum total mass not exceeding 3.5t:a) with maximum total mass not exceeding 2t
78 79
N
trucks, trucktractors, ballast tractors and specialized vehicles :
b) with max. total mass exceeding 2t but not more than 3,5t
N2 & N3 - trucks with maximum total mass exceeding 3.5t which have engines with maximum power of:Nmax < 75 kW 75 kW Nmax < 150 kW Nmax > 150 kWTable 7.1. Vehicle noise values in Poland.
81 83 84
In United Europe (Directive I) The sound level of the vehicles referred to in Article 1 of UE Directive may not exceed the following levels: 1. Categories of the vehicles. Critical values decibels (scale A) I.1.1. Vehicles assigned for people transport which have no more than 9 seats with driver seat 82 dB (A). I.1.2. Vehicles assigned for people transport which have more than 9 seats with driver seat and which maximum weight doesnt exceed 3.5 ton 84 dB (A). I.1.3. Vehicles assigned for goods transport which maximum weight doesnt exceed 3.5 ton 84 dB (A). I.1.4. Vehicles assigned for people transport which have more than 9 seats with driver seat and which maximum weight exceeds 3.5 ton 89 dB (A).
122
Chapter 7. Exhaust systems
I.1.5. Vehicles assigned for goods transport which maximum weight exceeds 3.5 ton 89 dB (A). I.1.6. Vehicles assigned for people transport which have more than 9 seats with driver seat and engine power grater than 200 HP 91 dB (A). I.1.7. Vehicles assigned for goods transport which have engine power grater than 200 HP, and which maximum acceptable weight exceeds 12 tons 91 dB (A). 2. Two- or three-wheeled motor vehicles: permissible sound level of motorcycles Directive 78/1015 established common limits for the sound level of motorcycles and technical requirements relating to exhaust systems (construction, materials and durability). The most recent reduction lays down noise limit values of 75 dB(A) for vehicles of up to 80 cc, 77 dB(A) for those between 80 and 175 cc and 80 dB(A) for those of more than 175 cc.
7.4
Maintenance of engine performance.
Improper evacuation of combustion byproducts can lead to losses of: power, fuel economy and overall vehicle performance. With all the current interest in providing engines with properly timed, correctly conditioned and revolution-related air/fuel mixtures, focus can be lost on the importance of efficient cylinder evacuation. Internal combustion engines are surrounded by atmospheric pressure, externally acting on both the intake and exhaust system. Despite there are times when atmospheric pressure is higher than cylinder pressure, the ability of exhaust gas dynamics to effectively remove unburnable residue is key to high percentages of fresh mixtures and power. Non exhaust system is ideal for all applications. Depending on their design and purpose, all exhaust systems compromise something to achieve something else. Before performing exhaust changes or modifications to increase performance, it is critical to determine what kind of performance we want. The distinction between "maximum power" and "maximum performance" is significant beyond general discussion. Realistically, one exhaust system may not produce both maximum power and maximum performance. For example a vehicle to cover a distance of 100m as quickly as possible, it is not the highest peak power generated by the engine that is most critical. It is the highest average power generated across the distance that typically produces the quickest time. When comparing two horsepower curves on a dynamometer chart, the curve containing the greatest average power is the one that will typically cover the distance in the least time and that curve may, or may not, contain the highest possible peak power. In the strictest technical sense, an exhaust system cannot produce more power on its own. The potential power of an engine is determined by the proper amount of fuel available for combustion. However, the efficiency of combustion and engine pumping processes is profoundly influenced by the exhaust system. A properly designed exhaust system can reduce engine pumping losses. Therefore, the design objective for a high performance exhaust is (or123
Internal combustion engines
should be) to reduce engine-pumping losses, and by so doing, increase volumetric efficiency. The net result of reduced pumping losses is more power available to move the vehicle. As volumetric efficiency increases, potential fuel mileage also increases because less throttle opening is required to move the vehicle at the same velocity. Exhaust gas will not burn a second time. It also occupies space, so its removal from an engines cylinders is necessary to achieve good combustion efficiency, following the successive induction of fresh air/fuel mixtures. The problem amounts to creating a set of conditions whereby the greatest possible quantity of combustion byproducts (exhaust gas) is removed from the engine. Unfortunately, the problem is never completely resolved, even in the best of cases. But the objective is still to achieve the highest degree of evacuation obtainable from firing cycle to firing cycle. During combustion, cylinder pressure rises to its highest value, turning this pressure into work done on the pistons, which results in turning the crankshaft. At the time of exhaust valve opening, a burst of exhaust gas passes into the exhaust port and remaining portion of the exhaust system. This period is called the blow-down cycle portion of the complete exhaust cycle. As blowdown continues and gas flows from the cylinders, pressure drops and net flow decreases until the exhaust valve is closed. Highly simplified, this is the process during which exhaust gas evacuation takes place. Of the elements used to create efficient exhaust gas evacuation, timing the exhaust valve opening point (relative to piston position), exhaust port design and flow capability, and the ability of remaining exhaust system components to establish and maintain adequate flow rates are key. What happens is that residual exhaust gas occupies space in the cylinder. Everywhere it exists, fresh mixture cannot. Aside from inherent variations in air/fuel ratio that are normally