
Cetie Guide No5 Eng
42
CE.T.I.E. Centre Technique International de l’Embouteillage et du Conditionnement International Technical Centre for Bottling and related Packaging Internationales Zentrum für Abfüll- und Verpackungstechnik 112-114 RUE LA BOETIE, 75008 PARIS – FRANCE TEL. + 33 1 42 65 26 45 – TELECOPIE + 33 1 40 07 03 21 – E-mail : [email protected] - Site web : www.cetie.org THE PRACTICAL GUIDELINES FOR BOTTLING PRACTICAL GUIDELINE N° 5 APPLICATION ON PLASTIC BOTTLES OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS Edition 2008
-
Upload
prosistem-consulting-ionut-michiu -
Category
Documents
-
view
123 -
download
4
description
PRACTICAL GUIDELINE N° 5APPLICATIONON PLASTIC BOTTLESOF 28 MM THREAD PLASTIC CLOSUREFOR CARBONATED PRODUCTS
Transcript of Cetie Guide No5 Eng

CE.T.I.E.
Centre Technique International de l’Embouteillage et du Conditionnement International Technical Centre for Bottling and related Packaging Internationales Zentrum für Abfüll- und Verpackungstechnik 112-114 RUE LA BOETIE, 75008 PARIS – FRANCE
TEL. + 33 1 42 65 26 45 – TELECOPIE + 33 1 40 07 03 21 – E-mail : [email protected] - Site web : www.cetie.org
THE PRACTICAL GUIDELINES FOR BOTTLING
PRACTICAL GUIDELINE N° 5
APPLICATION
ON PLASTIC BOTTLES
OF 28 MM THREAD PLASTIC CLOSURE
FOR CARBONATED PRODUCTS
Edition 2008

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 1
INTRODUCTION These practical guidelines, edited by CETIE, are intended to give an interprofessional reference which is recognized as such by all. They contain and define the technical bases and the current state-of-the-art rules in a precise field. Fulfilling the obligation of suppliers to inform the users, they also contribute to guarantee the delivery on the market of safe and wholesome products as well as consumer safety. Such characteristics are essential to secure the durability of productions. The writing of a guideline concerning the 28 mm pressure sealing started a number of years ago at INE, Institut National de l’Embouteillage; INE has been merged in CETIE at January 1st, 2002. During the past years, this work was several times stopped and started again. That is why this guideline does not show a list of contributors and animators as usually done in CETIE guidelines. Indeed such a list could not be exhaustive. The publication of this guideline is the result of the works carried out by the various involved parties having participated to its writing during these years. All drawings shown in this guideline are given as examples to facilitate the understanding of explanations. As a consequence, they are neither a recommendation of equipments nor representing the whole existing equipments available on the market. For aseptic applications, complementary recommendations are needed. They are not described in this document.
APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 2
SUMMARY
INTRODUCTION
1. PRESENTATION OF THE STUDY page 3
2. THE 28 MM SEALING FOR CARBONATED PRODUCTS page 4
21. Foreword 22. Functions 23. Specifications 24. Brief physical principles
241. Definitions 242. Pressure developed within bottles
3 . THE 28 MM THREAD PLASTIC NECK FINISHES page 10 31. Drawings
311. 28 mm BPF finish 312. 28 mm PCO finish
32. Specific requirements 33. Dimensional checks 34. Recommendations for the surface conditions 35. Guidelines for handling
4. THE 28 MM THREAD PLASTIC CLOSURES page 17 41. Introduction 42. Functions 43. Characteristics 431. Main types of sealing 432. Types of tamper evident bands 44. Specific requirements 5. EQUIPMENTS AND CLOSURE APPLICATION SETTINGS page 21 51. Closure supply system 52. Closure take-up
521. Direct pick off 522. System “Pick and Place” 523. Neck bottle spraying prior to capping
53. Screw capping head 531. Screwing cone 532. Static application torque 533. Top load to apply by head 534. Removal torque at the output of the screwing machine 535. Closure change 536. Rotation speed of heads 537. Maximum output per head 538. Rules to meet
54. Turret layout 55. Adjustment of static application torque 6. CAPPING CHECK DURING PRODUCTION page 32 61. Introduction 62. Checks on bottling line 63. Check of the removal torque 64. Check of the pressure retention performance 7. TROUBLES AND CAUSES page 39 8. STORAGE AND TRANSPORT OF FINISHED PRODUCTS page 41 81. Storage 82. Transport
83. Handling

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 3
1. PRESENTATION OF THE STUDY This document concerns the application of 28 mm closures with a tamper evident feature onto plastic bottles. This guideline concerns beverages with carbonation levels up to 10 grams per litre. The committee has defined :
- the functions of the sealing and its limits, - the specifications of each of the components in relation to each other, - the setting conditions to fulfil the global functions in the determined limits, - the capping checkings required during production.
Standard units
- internal pressure, expressed in Pascal 105 Pascal = 1 bar = 1.0197 kgf/cm2 (rounded off to 1.02) = 14.50 psi
- loads, expressed in Newtons 1 N = 0.10197 kgf (rounded off to 0.102)
- torques, expressed in Newton metre: Nm 1 N.m = 8,85 lbs.in
- carbonation, expressed as the volume of CO2 per litre of liquid (or in grams of CO2 per litre of liquid) Volumes of CO2 are converted to grams by multiplying by 1.96, coefficient rounded off to 2 in order to simplify calculations. It corresponds to the weight in grams of a litre of CO2 at 0° Celsius, at atmospheric pressure.
Reference standards The standards or documents referred to do not quote any dates of publication. Everyone involved should check the validity of these documents. Checking of measuring equipment Equipment used for inspection (gauges, standard measures, pressure gauges, etc.) must be calibrated regularly. Recommended frequency is 12 months maximum for equipment used in normal conditions versus their design. This frequency must be decreased in case of more intensive use or more delicate equipment.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 4
2. THE 28 MM SEALING FOR CARBONATED PRODUCTS 21 FOREWORD The present document concerns the capping of beverages with high carbonation levels for which plastic finishes have to be equipped with vent features to avoid any risk of closure projection at opening. This is all the more required than carbonation levels are high. To contribute to the consumer safety, the closure has to be designed in such a way it cannot be released during opening. This guideline relates to BPF and PCO finishes. 22. FUNCTIONS The capping must fulfil particularly the following functions :
• participate in maintaining the characteristics of the bottled product • suitable for handling, storage and transportation of the filled and sealed bottle. • allow easy opening, without risk for the consumer • allow easy manual re-closing by the consumer • guarantee the tamper evidence of the beverage
The used materials must bring no change to the origin characteristics of the product and must be in conformity with the applicable legislation :
• materials and articles intended to come into contact with foodstuffs • packaging and packaging waste
23. SPECIFICATIONS The head space at 20°C must be sufficient to allow the expansion of the product, depending on the type of filling machine, due to temperature movement, without the over-pressure, inside the bottle, be above the sealing performances and particularly can eject the closure. See paragraph 241 below for the definitions of various pressures.
APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 5
24. BRIEF PHYSICAL PRINCIPLES This study is an extract of the one developed in CETIE bottling guide n° 4. The curves given hereafter have been established for rigid containers such as glass containers. The resulting values can be considered as maximum values in the case of deformable containers as evoked in this guideline.
241. Definitions
• Absolute pressure Value of the pressure within an enclosed space, assuming a zero pressure. For example: atmospheric pressure = 1.093 bar.
• Relative pressure (over- pressure)
Value of the pressure within an enclosed space, for which the reference is the pressure existing outside this enclosed space. For example: pressure within a container (0 bar), when referred to atmospheric pressure.
• Equilibrium pressure
Value of the pressure obtained within a container for a specific product, volume and homogeneous temperature at thermodynamic equilibrium, i.e. at the end of an infinite period of time. In practice, to obtain a close approximation of the equilibrium pressure rapidly, the container is shaken until the temperatures and pressures stabilise. Formal calculations and temperature-pressure curves generally give the equilibrium pressure.
• Homogeneous temperature The changes in temperature in a medium are not instantaneous, it depends upon the environment. Thermal exchanges between two bodies are not immediate, they depend upon state (gaseous, liquid, solid) and the environment in which they are to be found.
A liquid placed in a glass container, itself placed within an enclosed space at a temperature of T, may require several hours to reach an homogeneous temperature, i.e. when all points of the liquid are at temperature T.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 6
242. Pressure developed within bottles Any sealed system has a limited resistance to pressure. The bottler should bear this point in mind when bottling, but also during transport and storage when the closures may be subject to unforeseen constraints or particularly thermal factors. It should be remembered (elementary law of physics):
- that any liquid subjected to a rise in temperature will expand (the amount of expansion being specific to the particular packaged product).
- that this expansion compresses the gases contained in the headspace, thus creating an increase in the relative pressure within the package, which tends to infinity when the liquid is in contact with the closure.
The graph below, drawn for water bottled at 20ºC, at an atmospheric pressure of 1 bar absolute, shows the relationship between internal pressure within the package (in absolute values) and temperature for various values of head space.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 7
It can be seen that, for a head space which represents 2% of the volume of the liquid, above 45ºC the internal pressure of the packaging rises very rapidly and then becomes uncontrolled. For values greater than 4%, variations in internal pressure due solely to liquid expansion are much more controlled. Other factors which may increase the internal pressure : • Alcoholic content of the solution
The higher the alcoholic content of the solution, the greater coefficient of expansion. Between 20 and 30º C the coefficient of expansion of water is of 36 10-5 litres/litre and per °Celsius; while for cognac it is of 76 10 -5 litres/litre per °Celsius, more than double.
The table below gives coefficients of expansion for a mixture of distilled water and ethanol according to the temperature.
% Vol. Alcohol
0 % vol. 10 % vol. 20 % vol. 30 % vol. 40 % vol. 50 % vol.
T ° Liquid expansion as a % 60 °C 1.43 1.62 2.06 2.45 2.85 3.30 55 °C 1.18 1.27 1.70 2.12 2.40 2.76 50 °C 0.96 1.13 1.38 1.80 2.00 2.32 45 °C 0.72 0.90 1.10 1.45 1.60 1.90 40 °C 0.52 0.70 0.84 1.14 1.21 1.46 35 °C 0.35 0.50 0.60 0.80 0.85 1.07 30 °C 0.20 0.32 0.38 0.48 0.52 0.68 25 °C 0.08 0.16 0.18 0.20 0.22 0.33 20 °C 0 0 0 0 0 0
APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 8
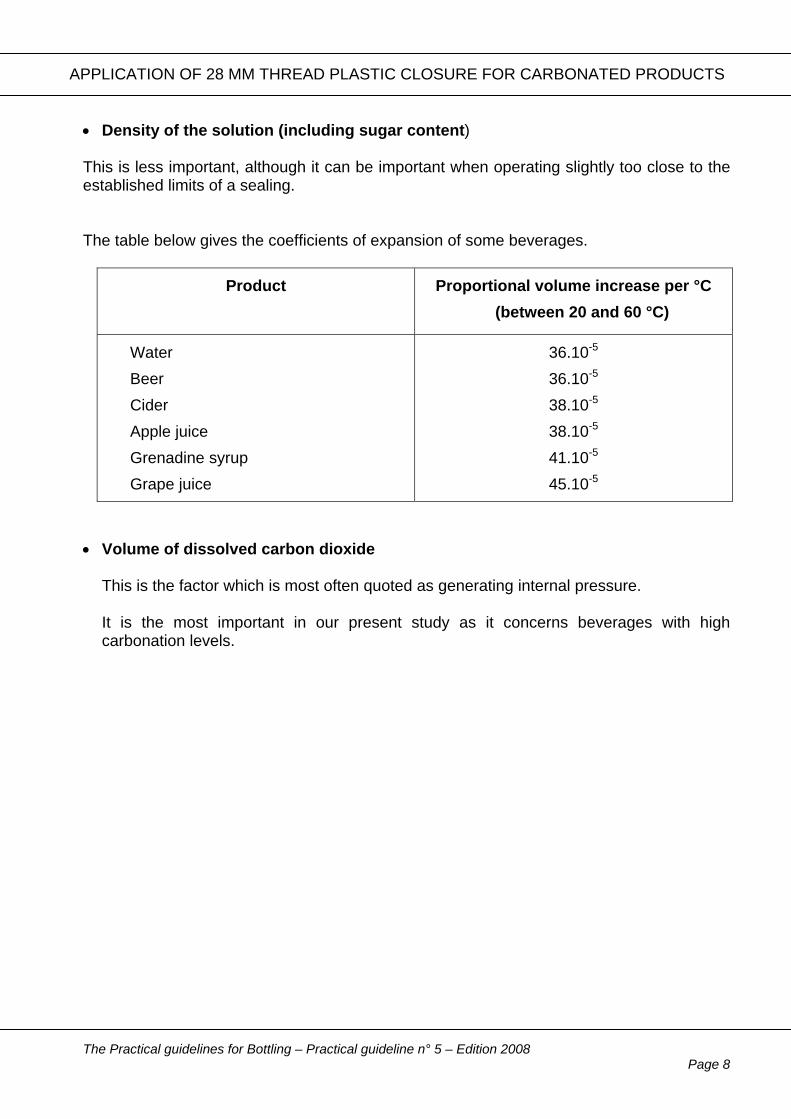
• Density of the solution (including sugar content) This is less important, although it can be important when operating slightly too close to the established limits of a sealing. The table below gives the coefficients of expansion of some beverages.
Product Proportional volume increase per °C (between 20 and 60 °C)
Water Beer Cider Apple juice Grenadine syrup Grape juice
36.10-5 36.10-5
38.10-5
38.10-5
41.10-5
45.10-5
• Volume of dissolved carbon dioxide
This is the factor which is most often quoted as generating internal pressure. It is the most important in our present study as it concerns beverages with high carbonation levels.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 9
Example of chart showing internal pressure in relation with CO2 rate, temperature and head space value (% vacuum).
The characteristics of pressure increase described above are for fast rises in temperature. When temperature rise is slow, the pressure increase is lower due to the phenomenon of gas absorption in the liquid.
APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 10
3. THE 28 MM THREAD PLASTIC NECK FINISHES 31. DRAWINGS These finishes being not standardised, numerous different versions can be found on the market. For this reason the working group recommends to use the existing and agreed industry BPF and PCO drawings. These agreed industry specifications have been published by ISBT (International Society of Beverage Technologists). They can be downloaded from the section threadspecs.com on the website of the Closure Manufacturers Association (CMA) at www.closuremanufacturers.org
In order to facilitate the diffusion in Europe, some of these drawings are edited as CETIE date sheets, such as the data sheet GME 32.03 for the PCO finish.
The two following drawings are given as examples. It is advised to check the last available versions on the above website. At the time of this guideline publication, ISBT was in progress to finalize the development and validation of a lighter 28 mm PCO finish for carbonated products, designated PCO 1881. A liaison had been established between ISBT and CETIE about this project. Refer to the ISBT website www.bevtech.org or to the above CMA website.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 11
311. 28 mm BPF finish

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 12
312. 28 mm PCO finish

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 13
32. SPECIFIC REQUIREMENTS The neck must meet the following specific requirements :
• To be provided with a lip and an internal bore which are smooth and free of any defect.
• To have sufficient mechanical strength and shock resistance to allow the use of the bottle without troubles.
33. DIMENSIONAL CHECKS The following dimensions have to be checked for each new batch :
• Thread diameter • Internal and external diameter of the lip • Locking height
These checks can be carried out with the method by attributes, using go-no go gauges. The following drawings are examples of gauges applied to the dimensions of the PCO 28 mm finish.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 14

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 15

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 16
34. RECOMMENDATIONS FOR THE SURFACE CONDITIONS Refer to ISBT drawings and CETIE data sheet GME 32.03
35. GUIDELINES FOR HANDLING Precautionary measures must be taken during handling to avoid any damage to the preforms. - Recommendations for bottles Bottles must meet the criteria of shape, size and thickness to ensure correct transfer, rinsing, filling and capping. Conformity of bottle neck is vital for correct bottle transfer and for the top to be sealed correctly. The bottle neck ring must be smooth, even and flat.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 17
4. THE 28 MM THREAD PLASTIC CLOSURES 41. INTRODUCTION
The suitability of the different components bottle/cap/sealing/equipment/speed is part of the mutual information obligation of all the involved parties. This information must be formalised by drawings, specifications, technical data (standard using and limits) concerning settings, equipments, products and processes.
42. FUNCTIONS
• Be suitable for processing by taking into consideration the bottling line characteristics. A specific attention will be pay to this point in the case of an aseptic filling line.
• Ensure liquid and gas seal, subject to thermal and mechanical loading. Isolate product from exterior. Hold pressure. Ensure gas and aroma seal to guarantee the quality of the product during its shelf life. Do not change the organoleptic characteristics of the product (organoleptic neutrality). To be designed with a tamper evident band.
• Allow easy consumption of the product.
It is important that opening and re-closing be easy during the full period of the product consumption, with a guarantee for re-sealing. Performance limits in these functional fields are contractual for the cap as well as for the bottle (or preform). They must be defined in relation with a pre-established method meeting typical tests, typical plans as well as a known and referenced implementation.
Current values of opening torque are between 0.7 and 2.0 Nm. Opening torque means unlocking torque or breakage torque. However this information must be given in the cap specification which must be supplied by the cap manufacturer.
• Allow information. Information and communication support: shelf life, logo, promotion... Information support of the conditions to use the product: unscrewing direction...
• To be in conformity with the applicable legislation and particularly to the one
concerning the materials and articles intended to come into contact with foodstuffs: raw materials, colorants...

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 18
42. CHARACTERISTICS
421. Main types of sealing
Plug seal with Olive Trompet seal Double seal system Pre-cut liner (assembled) In-shell moulded liner Out-shell moulded floating liner

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 19
422. Types of tamper evident bands
Tamper band with continuous inner ring Tamper band with “chicanes” Inverted tamper band Tamper band with inverted inner flaps Out-shell moulded tamper band (assembled)
These bands can be either moulded or slit.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 20
44. SPECIFIC REQUIREMENTS
The closures must meet the requirements of size, shape and thickness to ensure correct transfer, sterilization and screwing onto the bottles. The shape of the closure must be regular (no deformity, not oval). The thread must be without burrs. The surfaces are free from scoring and scratches. The torque to be applied must be given in the specifications. Equipments must be suitable with the closures. During a closure change, check that diameter, height and knurling are suitable with distribution and application equipments. The cartons of closures must be stored in a clean, ventilated area (controlled temperature and hygrometry), sheltered from moisture, insects and pests. The closures must be supplied in a closed plastic bag, intact, dry and clean. The cleanness of the cap and particularly its initial contamination must be specified. Clearly, the most important cap contamination comes from the package. So, the suppliers have to protect the closure up to the machine entrance. The producer has to test the cap microbiological quality of minimum 3x10 caps, given CFU/10 caps (with incubation on a Sabouraud medium). Target will be ≤ 10 CFU / 10 caps.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 21
5. EQUIPMENTS AND CLOSURE APPLICATION SETTINGS 51. CLOSURE SUPPLY SYSTEM
• By centrifugal or vibrating feeding container with positioning of the caps
• Setting in relation with the cap height The feeding containers can be automatically fed by an elevator. The period for which the caps are tumbled must be as short as possible in order to avoid deformation as well as decoration scratching and dust generation. Bearing this in mind, the following points should be observed :
- correct number of caps in the feeding container. When the plastic closures are fed in the feeding container by a continuous system, the feeding container must be fitted with a sensor which controls the number of caps in the bowl.
- shutdown of the feeding system must be synchronized with the capping line
Rotary cap sorter Universal sorter Waterfall

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 22
52. CLOSURE TAKE-UP Two solutions :
• Direct cap transfer • System « Pick and Place »
521. Direct pick off This solution is used on old machines, when the cap allows it. Output per hour : 1,500 to 3,000 maximum by head depending on the screwing turret configuration. The possibility to use direct transfer depends on the design of the tamper evident band, which can help to maintain the cap straight, but in some situations, this band can break at the time of take-up. Compulsory precautions with direct cap transfer:
1) The bottle must be hanged under the bead 2) The bottle must be driven by a star wheel and guided by a plate situated as close as
possible of the finish in order to avoid any flexion at the time of take-up. Insure a good rigidity of the system.
3) The feeding chute and the application device must be maintained by a rigid support.
4) A follow-up plate maintains the cap in position on the bottle.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 23

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 24
522. System “Pick and Place” The closure is taken by the screw capping head on a supply star wheel equipped with cavities. Output per hour : 2,200 maximum by head depending on the screwing turret configuration. This solution is used on the majority of new machines. In some cases, the screwing turrets with direct cap transfer are modified in “Pick and Place”.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 25

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 26
523. Neck bottle spraying prior to capping The recommendation is to carry out water spraying just before application of the closure to remove any product which remains on the finish; when dry, this product may increase the removal torque.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 27
53. SCREW CAPPING HEAD
531. Screwing cone
The profile of the screwing cone is defined by the external profile of the cap. Usually, a specific cone is associated to each cap.
532. Static application torque
It is the torque of setting of the screw capping head. Value : 1 to 2 Newton metre This torque depends on the cap and its possible treatment, as well as on the line out-put, the filled product, etc... 533. Top load to apply by head Value : 10 to 40 daN It is the pressure needed to jam the bottle on the neck gripper. Higher is the application torque, higher is the top load. This pressure depends also on the kind of bead (for instance crystallized neck). The choice of the pressure spring is linked to the cap. 534. Removal torque at the output of the screwing machine
Value : 0.8 to 2.5 Newton metre (around 22 lbs.in max) just after screwing. The torque depends on the cap, the line out-put, the filled product. It decreases of some points (in lbs.in) and becomes stabilized after a few hours. 535. Closure change
For any cap change, seek advice from the head manufacturer to know the modifications to carry out on :
- the screwing cone - the vertical pressure spring
536. Rotation speed of heads
The rotation speed of heads must be lower than 330 rotations per minute, in order to obtain consistency of the unscrewing torque. Nevertheless, some configurations are resulting in higher rotation speeds.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 28
537. Maximum output per head In a general way, the maximum output per head depends on the useful work angle length. See paragraph 54 diagram. This work angle depends on the layout of the screwing turret.
- Pitch circle diameter - Angular position of input and output star wheels - Driving system of heads
Some examples
Pitch circle diameter
in mm Number of heads Rotations per minute Bottles / hour / head
maxi
720 20 – 22 - 24 330 2,000 à 2,200
540 12 - 14 - 15 - 18 330 1,700 à 2,200
320 3 - 6 - 8 - 10 330 1,500 à 2,200
538. Rules to meet To obtain a correct bottle jamming on the neck gripper, the bottle must be hanged during all the time of the screwing operation. Bottle centreline must be in line with head centreline. A periodic maintenance checking is necessary.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 29
Examples of capping heads
Magnetic screw capping head with
cone
Magnetic screw capping head
adjustable without torque meter
Screw capping head with Brushless motor

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 30
54. TURRET LAYOUT
Usefull angle of work
Pitch diameter

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 31
55. ADJUSTMENT OF STATIC APPLICATION TORQUE
There are now motorized systems. Manual setting requires meeting a procedure to guarantee repetition in results whatever the operator. Particularly, chock and rough movement must be avoided.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 32
6. CAPPING CHECK DURING PRODUCTION 61. INTRODUCTION The scope of this chapter is to give recommendations of checks to carry out regularly during production to ensure that the capping operation has been properly done, and this through :
• fast checks on the bottling line , mainly visual, allowing to detect any possible deviations
• regular checks of removal torque • some “laboratory” checks carried out on samples taken at random during production
This chapter does not concern the development and validation tests of a closure. A general picture of the different tests which can be carried out in this field, is given, among other possible documents, in the guideline « Closure manual – plastic closures on plastic bottles » published by the British Soft Drinks Association (www.britishsoftdrinks.com). Frequency and number of checks At the start of each production batch on, at least, one bottle for each capping head. Regularly during bottling operation to ensure the process is under control. 62. CHECKS ON BOTTLING LINE These checks consist to verify, after the capping operation, that the closure is correctly positioned on the bottle finish. It will particularly be verified that :
- the plastic closure is correctly centred on the bottle finish - the tamper evident band is fully engaged under the bead - the tamper evident band is not damaged: no bridge breakage, no vertical breakage
The behaviour of the plastic closure at opening will be also checked by manual unscrewing of some bottles as well as by checking the gas vent and the breakage of the tamper evident band.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 33
63. CHECK OF THE REMOVAL TORQUE One of the main functions of the thread closure is its ability to be screwed by the bottler and unscrewed by the consumer. Sometimes it can be re-screwed for consumption of the product in several times. One method to evaluate this ability is the removal torque test. For some caps, it will be made a distinction between :
- the total removal torque - the torque to unstick the cap - the torque to break the tamper evident band - the strip torque
Apparatus The measurement is carried out with a spring or a digital torque meter. The checking is made either by hand or automated and integrated on the line at the output of the screw capping machine. There are two possibilities of checking :
- Measurement just after bottle picking from the bottling line (WET torque) - Measurement 72 hours after picking from the bottling line (DRY torque)
Electronic digital torque meter

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 34
Equipment type ADATMV3 - AT2E
Reading on a digital screen – Automated checking of torque
Metrology – Safety - Hygiene Take usual precautions related to carbonated products (bottles under pressure). For measurements carried out manually, use a chuck, or a cone or a glove (for important quantities or high torques). Calibrate and check regularly the equipments, at least once a year. Avoid any chock on measuring equipments and product flow on captor.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 35
64. CHECK OF THE PRESSURE RETENTION PERFORMANCE This check is designed to evaluate the internal pressure at which the plastic closure is no longer able to maintain the sealing of the bottle. The method used is the bubble point method. The bottle to be checked is immersed totally in a container of water. Gas under pressure is introduced into the bottle so that the internal pressure rises slowly. The bubble point is the internal pressure corresponding to the point at which bubbles appear, thus indicating a gas leak. NOTA. Any couple bottle / cap must leak (lose of sealing) before the cap be ejected of the bottle finish or the bottle burst out. Apparatus Among the most commonly used equipments are the “Secure Seal Tester” manufactured by Owens Illinois and the “PBV1” of AT2E. The leakage is visually detected by the operator. The principle consists to punch the cap with a threaded needle to introduce the gas under pressure and/or with a holding device by vacuum. The test is carried out in water and the operator notes the pressure at which the first bubbles appear, witness of the gas leakage.
“Secure Seal Tester” from Owens Illinois

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 36
PBV1 device manufactured by AT2E
Bubble point device with visual detection of the leak
APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 37
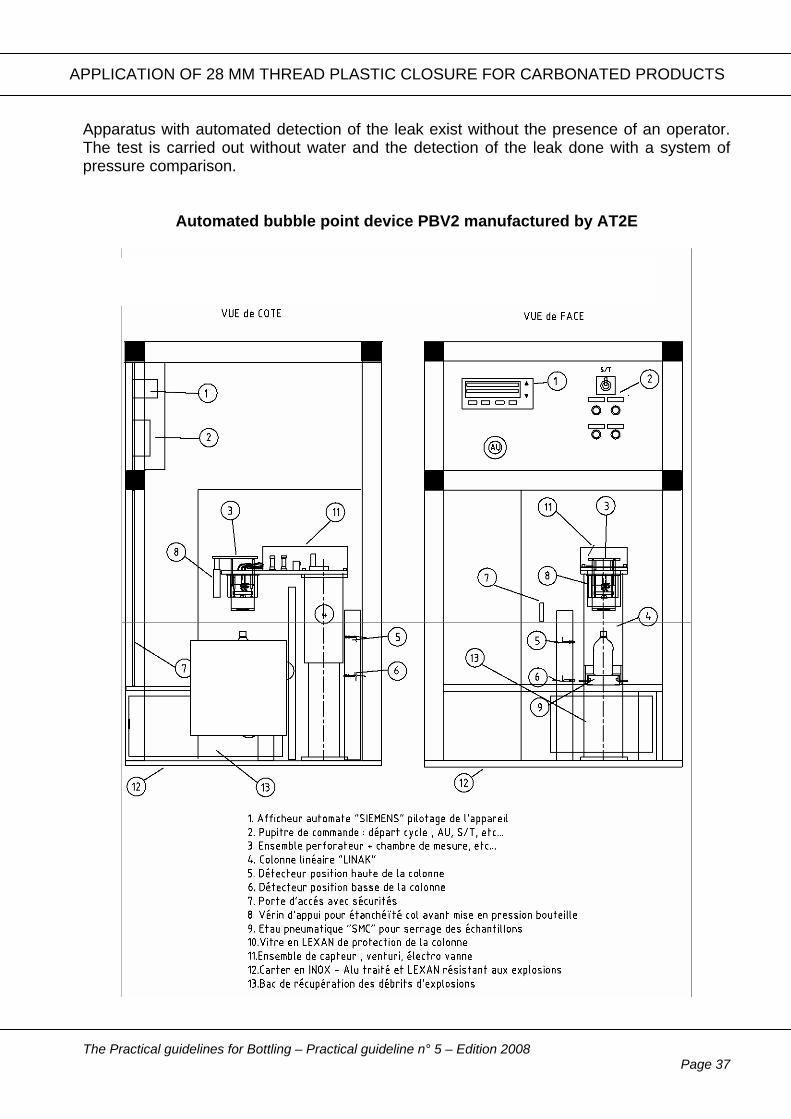
Apparatus with automated detection of the leak exist without the presence of an operator. The test is carried out without water and the detection of the leak done with a system of pressure comparison.
Automated bubble point device PBV2 manufactured by AT2E

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 38
Metrology – Safety - Hygiene Take usual precautions related to carbonated products (bottles under pressure). Calibrate and check regularly the equipments, at least once a year. Avoid any chock on measuring equipments. There is a risk of explosion of bottles. Empty, rinse and dry the container at the end of the week or once a week. Add some drop of chlorine in the water (to avoid moisture). Do not leave needles in water. Possible incidents during the test
- Risk of explosion of the bottle - Cap blow off - Stripping of the threaded needle - Explosion due to a too fast pressure rise

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 39
7. TROUBLES AND CAUSES
Troubles Possible solutions
Sorter system :
1. Non distribution of the plastic closure.
Bowl non suitable with the cap or badly adjust.
2. Cap in the reverse position at the out put of the distribution bowl.
Adjust the height of the cap clearance in the bowl. Add spacers if needed. or too important valley on the cap allowing its way in the reverse position through the different selection devices.
3. Too important cap flow.
Decrease the height of the cap clearance or decrease the rotation speed of the bowl. Too much caps in the bowl : adjust if needed the detector in the bowl or increase the height of the cap clearance or check the presence of foreign cap.
1.
4. Too low cap flow.
Feeding :
1. Lack of caps in the chute. Check at the in put of the chute if there is deformed or badly manufactured cap. Check the non presence of non rounded cap. 2. Lack of flow of the buffer.
2.
3. Deformed closure at the in put of the supply star wheel
Check the slipping of the closure and its feeding in the intermediate star wheel.
Take-up of the plastic closure :
1. Squeezed tamper evident band. Too difficult entrance in the screwing cone or in the jaws. or too low height of the jaws.
2. No cap is taken by the capping head. Number of knurls of the cone or of the jaws different than the one of the cap.
3. Cap not enough introduce in the screwing cone.
Cone not suitable with the cap or picking height too important. Direct pick off : decrease the height of the picking head.
4. High position of the plastic closure on the bottle finish.
3.
5. Bad pre position of the cap versus the bottle centreline.
Adjust laterally the picking head with the bottle centreline or check the vertical position of the bottle in the two feeding stars.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 40
Application on bottle finish :
1. Pinched tamper evident band
Pick and place : bad position of the cap into the capping head or, bottles not positioned in the application centreline of the caps: check the alignment of stars with capping heads.
2. Cocked cap Number of knurls on the cap different than the one in the cone or in the jaws or, fixed guide not aligned with the bottle holder.
3. High cap (not totally screwed; torque not reached).
Static torque too low or, bottle grippers wear or not suitable or, screwing time too short : increase the screwing speed.
4. Uncapped bottle.
Cap is broken during application or with a direct pick off the cap leaves the finish before the capping head starts its application or with pick and place, the cap leaves the capping head before it starts the application.
5. Cap too much screwed.
Too high application torque on one head or several heads.
4.
6. Bottle damaged under the support bead. Too high application torque on one head or several heads.
Out put of bottles :
Cap too tight in the cone resulting in an upward movement of the bottle when the capping head goes up or, bottle stars out of alignment: the bottles are not aligned with the capping heads.
5.
1. Scratched bottles at the out put of the turret.
Checks on bottles :
1. High cap. Increase the application torque or, check the correct condition of the bottle grippers or check the cone/cap suitability.
2. Wet removal torque too high. Decrease the application torque or, check there is no product on the bottle finish during cap application or, check the proper condition of the finish, meeting the dimension and manufacturing specifications (no flash, chock…).
6.
3. Tamper evident band partly or totally broken from the cap shell.
Check the height of cap picking. Check there is no over screwing. Check the cap does not jam before its application.

APPLICATION OF 28 MM THREAD PLASTIC CLOSURE FOR CARBONATED PRODUCTS
The Practical guidelines for Bottling – Practical guideline n° 5 – Edition 2008
Page 41
8. STORAGE AND TRANSPORT OF FINISHED PRODUCTS 81. STORAGE Because of the limits of the sealing performances, it is recommended to not store filled bottles in warehouses having a too high ambient temperature (above 50° C). To not stack more than 3 pallets height without load distributing intermediate plates placed between pallets. Do not leave finish product pallets expose to sunlight (UV). 82. TRANSPORT As for warehousing, precautionary measures must be taken for transportation (maximum temperature). When feasible, avoid transports during the hot summer days and parking in the sun. 83. HANDLING Avoid any chock to the plastic closures.









![DIY No5 Typography [32pp]](https://static.fdocuments.in/doc/165x107/577cce5d1a28ab9e788ddc44/diy-no5-typography-32pp.jpg)





