Cemtech Europe Vienna 22nd Sept 2015
30
Scalable sampling solutions for in-process particle size monitoring in cement By Stuart Barton Cemtech Europe 2015 Vienna, Austria 22 nd September, 2015 www.xoptix.c o.uk
Transcript of Cemtech Europe Vienna 22nd Sept 2015

Scalable sampling solutions for in-process particle size monitoring in cement
By Stuart Barton
Cemtech Europe 2015 Vienna, Austria22nd September, 2015
www.xoptix.co.uk

The drive for tighter process control
• Cement fineness is critical for its performance• It has always been monitored as one of the
primary controls of product quality• Until recently this has been carried out by
various techniques in a laboratory• Blaine apparatus• Sieves, and more recently• Laser diffraction

The drive for tighter process control
• All these techniques give valuable information on the finished product
• There are advantages and disadvantages to each technique
• Arguably, laser diffraction gives the most information, but there are serious questions, on how to apply what is potentially an overload of information.

The drive for tighter process control
Some benefits are……• Fast reproducible measurement• A complete distribution of the particle
size is given• Less operator-operator dependency• The possibility to automate the process
for in-process operation

The evolution of in-process measurement
Some disadvantages are…..• Different parameters and results (what do
they mean)• Non agreement with other techniques
(which is correct)• More training required (user competence)• Nevertheless, the technology is now
widely used

The evolution of in-process measurement (prior art)
Advantages….• Potential for more
frequent analysis• Less operator
intervention• Possible to measure
multi parameters, eg size, XRF, XRD
Robotic labs were one option for automation.

The evolution of in-process measurement (prior art)
Disadvantages…• Sampling still relatively
infrequent• Reliance on less rugged
laboratory equipment• Still not possible for
closed loop control• VERY EXPENSIVE
Robotic labs were one option for automation.

Xoptix Sizer
X50: 24.5 umLoading: 46.3%
Xoptix Sizer
Control Computer
Screw Feeder
Main Flow
Air
Air
Isolation Valves
Process DCS or PLC
Ethernet Link
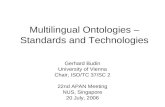
Real time control a reality Prior art?

Realising the potentialNow process changes can be seen immediately, finally giving process
engineers the ability to really fine tune the operation
x50 Trend Graph

1234567891011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768697071727374757677787980818283848586878889
2.00 2.20 2.40 2.60 2.80 3.00 3.20
OnlineLab
Realising the potentialThe graph below clearly shows 2 things…
1. Online and offline measurement both agree and track each other.
2. Online measurement is more precise than offline measurement

Instrument to Instrument variation
05
101520253035404550
% Error
Typical Errors in MeasurementWhy is online measurement more precise?

Instrument to Instrument variation
Sample handling
unit varia-tion
05
101520253035404550
% Error
Typical Errors in MeasurementWhy is online measurement more precise?

Instrument to Instrument variation
Sample handling
unit varia-tion
Sampling05
101520253035404550
% Error
Typical Errors in MeasurementWhy is online measurement more precise?

Instrument to Instrument variation
Sample handling
unit varia-tion
Sampling User-User variation
05
101520253035404550
% Error
Typical Errors in MeasurementLaboratory measuring systems

Instrument to Instrument variation
Sample handling
unit varia-tion
Sampling User-User variation
05
101520253035404550
% Error
Typical Errors in MeasurementWhy is online measurement more precise?
The biggest errors are human errorsin taking and measuring the sample.
Automated in-process measurementremoves this error completely
Can reduce this error to a negligible size
And this error disappears too!

1234567891011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768697071727374757677787980818283848586878889
2.00 2.20 2.40 2.60 2.80 3.00 3.20
OnlineLab
Realising the potentialThe offline measurements took a very diligent technician several hours to
measure and collate.
The online measurements took no time from anybody to collate……

Requirements for in process• Robust systems to cope with the ‘hostile’
production environments• Fast calculations to ensure real time feedback• OPC and other industrial standard communications
protocols• Wear resistant ceramic linings to transport the
sampled cement through the measurement region• A minimum number of moving parts to ensure
trouble free operation

Xoptix Sizer
X50: 24.5 umLoading: 46.3%
Xoptix Sizer
Control Computer
Screw Feeder
Main Flow
Air
Air
Isolation Valves
Process DCS or PLC
This meets most of the design requirements from the previous slide, and indeed is a viable solution
OPC communication via Ethernet Link

Xoptix Sizer
X50: 24.5 umLoading: 46.3%
Xoptix Sizer
Control Computer
Screw Feeder
Main Flow
Air
Air
Isolation Valves
Process DCS or PLC
However, the moving parts with the auger are non ideal.
OPC communication via Ethernet Link

Xoptix Sizer
X50: 24.5 umLoading: 46.3%
Xoptix Sizer
Control Computer
Screw Feeder
Main Flow
Air
Isolation Valves
Process DCS or PLC
It would be a simpler installation to remove all moving parts.However product loading in cement processes make standard sampling unreliable
OPC communication via Ethernet Link

Xoptix Sizer
X50: 24.5 umLoading: 46.3%
Xoptix Sizer
Control Computer
Screw Feeder
Main Flow
Air
Isolation Valves
Process DCS or PLC
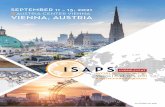
The new Compound Iso-kinetic probe solves this
Air
OPC communication via Ethernet Link

Air
The patented Interstitial Iso-Kinetic Probe (IIKP) is easily
installed, and gives unparalleled control of
sample extraction
Air

Interstitial Iso-kinetic Probe
• Quickly and easily installed (just as simple as a standard probe)
• Minimal additional set up procedure• Fix and forget (abrasive resistant parts)
low maintenance• Suitable for smaller scale output up to
120T/hr• For greater output...........

This new patented Multi Stage Dilution Probe (MSDP) with no moving parts dilutes the powder flow in the cement process to a level that is compatible with in-process analysers

Xoptix Sizer
X50: 24.5 umLoading: 46.3%
Xoptix Sizer
Control Computer
Main Flow
Air
Isolation Valves
Process DCS or PLC
OPC communication via Ethernet Link
Sampler
This decreases the complexity, the cost, and increases the reliability of the installation, and extends sampling to processesof >300T/hr

Performance• The plots here show that
the performance of both systems (conventional auger and new sampler) both give the same superb real time performance
• Note also, that this measurement trend plot is continuous (per second) giving full ability for closed loop control.
• Some claimed in process systems have a recommended 20 minute per sample measurement time.
Particle size trend plot conventional sampling Particle size trend plot new sampler

Conclusion
• Real time in-process analysis is now able to be
readily integrated into any cement process
• The cost is often lower than conventional
laboratory equipment
• With the following benefits of the latest in
process particle sizing technology…………

Conclusion
• Maximised on-spec Product Throughput
• Improved Product Specification/Tolerance
• Optimised Consistency of Product
• Reduced Energy Costs
• Reduced Waste/Rejected product
• Minimised Production Cost

1234567891011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768697071727374757677787980818283848586878889
2.00 2.20 2.40 2.60 2.80 3.00 3.20
OnlineLab
Closing the loopThe vertical line at ~record 40 shows the point a closed loop PID
controller was started, feeding the particle size to the process DCS to
automatically adjust the mill control using the particle size data
ONLY POSSIBLE WITH IN-PROCESS MEASUREMENT

Conclusion
• Independently documented studies have shown that the return on investment (ROI) for this technology can be measured in weeks (3 weeks in 1 recent case)