catalogue Fonderie
68
www.nabertherm.com Fonderie Fusion Maintien Transport Séchage de Noyau Dénoyautage Thermique Décirage Traitement Thermique Trempe et Revenu Préchauffe Trempe Rapide Concepts d’Efficacité Énergétique AMS 2750 E, NADCAP, CQI-9 Made in Germany
Transcript of catalogue Fonderie

www.nabertherm.com
Fonderie
FusionMaintienTransportSéchage de NoyauDénoyautage ThermiqueDécirageTraitement ThermiqueTrempe et RevenuPréchauffeTrempe RapideConcepts d’Efficacité ÉnergétiqueAMS 2750 E, NADCAP, CQI-9
MadeinGermany

Made in GermanyDepuis plus de 60 ans, Nabertherm, forte de plus de 400 employés dans le monde, développe et fabrique des fours industriels pour les domaines d’application les plus divers. Nabertherm est le seul fabricant au monde à proposer une gamme aussi vaste et profonde de fours. 150 000 clients dans plus de 100 pays témoignent de la réussite de l’entreprise avec une conception excellente et une qualité élevée à des prix attrayants. De cours délais de livraison sont garantis grâce à une forte intégration verticale de la production et une vaste gamme de fours standard.
Des jalons de qualité et de fiabilitéNabertherm ne propose pas uniquement la plus vaste gamme de fours standard. Une ingénierie professionnelle, associée à une intégration de la fabrication, assure l’étude et la construction d’installations de processus thermiques avec technique de transport et système de chargement répondant aux besoins individuels des clients. Nos solutions sur mesures vous permettront de réaliser des processus complexes de production en traitement thermique.
La technique Nabertherm innovante dans les domaines de pilotage, régulation et automation permet de gérer l’intégralité des commandes ainsi que la surveillance et la documentation des processus. La conception, jusque dans les détails de construction, des systèmes vous donnent une d‘homogénéité dans la répartition des température et une efficacité énergétique importante. De plus, la durée de vie élevée de votre matériel vous assure un avantage décisif face à votre concurrence.
Distribution dans le monde entier – proche des clientsConstruction et production centralisées d’une part et distribution et service après-vente décentralisés d’autre part soulignent notre stratégie qui se fait forte de répondre à vos besoins. Des distributeurs partenaires depuis de longues années et nos propres sociétés filiales dans tous les grands pays du monde vous assurent conseil et suivi clientèle sur place. Vous trouverez également, non loin de chez vous, des fours et des installations chez nos clients nous servant de référence.
Grand centre d’essai pour les clientsQuel four représente la bonne solution pour un processus déterminé ? La réponse à cette question n’est pas toujours simple à trouver. Nous possédons à cet effet un centre technique moderne, unique en son genre quant à sa taille et à ses capacités, dans lequel une sélection représentative de nos fours est à la disposition de nos clients pour des essais.
Service après-vente et pièces détachéesNotre équipe de techniciens SAV est à votre disposition dans le monde entier. Nous avons les pièces détachées en stock ou pouvons les produire et les fournir dans de courts délais grâce à la forte intégration verticale de notre production.
Expérimentés dans de nombreux domaines du traitement thermiqueAu-delà des fours de fonderie, Nabertherm propose un vaste choix de fours standard et d’installations pour les applications les plus variées. La construction modulaire de nos produits permet ainsi de solutionner votre problème dans de nombreuses applications à l’aide d’un four standard sans adaptation coûteuse.
2

SommairePage
Quel four pour quel processus ? ........................................................................................................... 4
Fours de fusion et de maintien à la chaleurConcepts de fours de fusion alternatifs ..................................................................................................... 6Fours à creuset basculant KB, chauffés au gaz, pour la fusion et le maintien à la chaleur ................................. 8Fours à creuset basculant K (isolation par briques réfractaires) et KF (isolation par fibres), chauffage électrique, pour la fusion et le maintien à la chaleur .................................................................10Fours de puisage TB, chauffés au gaz, pour la fusion et le maintien à la chaleur ............................................12Fours à creuset TBR avec récupérateur, chauffage au gaz, pour la fusion et le maintien à la chaleur .................14Fours de puisage T (isolation par briques réfractaires) et TF (isolation par fibres), chauffage électrique, pour la fusion et le maintien à la chaleur .................................................................16Fours à creuset basculant KC et fours de puisage TC, chauffage par barres SiC, pour la fusion ....................... 18Fours de puisage T ../10, chauffage électrique, pour le maintien à la chaleur............................................... 20Fours de puisage transportables TM, chauffage électrique, pour le maintien à la chaleur de l‘aluminium ...........21Accessoires pour fours de puisage et fours à creuset basculant ................................................................. 22Alternatives pour la régulation et la documentation de fours de fusion ......................................................... 24Fours de fusion adaptés aux exigences du client ...................................................................................... 26Fours de fusion pour laboratoires, chauffage électrique ............................................................................ 28
Fours de nettoyage pour colonnes montantes, chauffage électrique .................................................. 29
Fours à convection d‘airSéchoirs à chambre, chauffage électrique ou au gaz ................................................................................ 30Four à chambre à convection d‘air < 675 litres, chauffage électrique, fours / séchoirs à chambre à convection avec technique de sécurité, ....................................................... 32Fours à chambre à convection d‘air > 560 litres, chauffage électrique ou au gaz .......................................... 34Fours à sole mobile à convection d‘air, chauffage électrique ou au gaz........................................................ 38Fours droits à convection d‘air, chauffage électrique ou au gaz .................................................................. 40Fours droits et fours à couvercle avec ou sans convection d‘air, chauffage électrique ou au gaz .......................41Fours à chambre / de séchage à convexion d’air avec technique de sécurité pour des charges contenant des solvants selon EN 1539 ou NFPA 68 ......................................................... 46
Unités de mise en solution pour acier et métaux NE ........................................................................... 42
Fours chambre destinés au nettoyage thermique, energie gaz avec postcombustion thermique intégrée ...47
Fours de décirage, chauffage électrique (N../WAX) ou au gaz (NB../WAX)......................................... 48
Fours à chambre et fours à sole mobileFours à sole mobile, chauffage électrique ............................................................................................... 50Four à sol mobile à gaz jusqu’à 1400 °C pour cuisson ou frittage sous air ou sous atmosphère réductrice ........ 53Fours à chambre, chauffage au gaz ........................................................................................................ 54
Systèmes de postcombustion catalytique et thermique, système de lavage des gaz d‘échappement .... 55
Fours continusFours à sole rotative jusqu‘à 1300 °C avec ou sans convection d‘air, chauffage électrique ou au gaz ............... 56Fours continus, chauffage électrique ou au gaz ....................................................................................... 58
Homogénéité dans la répartition des températures et précision du système ...................................... 60
AMS 2750 E, NADCAP, CQI-9 ..............................................................................................................61
Commandes et enregistrement des process ....................................................................................... 64
Concepts d‘efficacité énergétique ..................................................................................................... 67
3
Quel four pour quel processus ?
Fours à creuset basculant chauffés au gaz
page 8
Fours de puisage chauffés au gaz
page 12
Fours de fusion pour métaux lourds
page 26
Fours à creuset basculant, avec chauffage électrique, jusqu‘à 1 300 °C, page 10
Fours de puisage avec chauffage électrique
page 16
Fours à creuset basculant chauffés au gaz, avec récupérateur, page 14
Fours de puisage chauffés au gaz, avec récupérateur
page 14
Fours de fusion pour métaux lourds
page 26
Fours à creuset basculant, avec chauffage électrique, jusqu‘à 1 300 °C, page 10
Fours à creuset basculant, avec chauffage électrique, jusqu‘à 1 400 °C, page 18
Fours à creuset basculant chauffés au gaz, avec récupérateur page 14
Fonte
Fusion
Fours de puisage mobiles, avec chauffage électrique
page 21
Fours de puisage avec chauffage électrique
page 20
Fusion et maintien à la chaleur
Maintien à la chaleur, transport
Traitement thermique
Fours de fusion pour laboratoires, avec chauffage
électrique, page 28
Système de table tournante pour l‘écoulement continu de
la masse fondue, page 27
Fours à sole mobile avec chauffage au gaz
page 53
Fours à sole mobile avec chauffage électrique
page 50
Fours droits/fours à couvercle avec chauffage électrique ou au gaz, avec
ou sans convection d‘air, page 41
Fours à sole mobile à convection d‘air, avec chauffage électrique
ou au gaz, page 38
Fours à chambre à convection d‘air, avec chauffage électrique ou au gaz > 500 litres, page 34
Fours à chambre à convection d‘air, avec chauffage électrique
< 500 litres, page 32
Fours à chambre chauffés au gaz
page 54
Systèmes de trempe et de revenu
page 42
Fours à passage continu avec chauffage électrique
ou au gaz, page 58
Autres produits:
Autres produits :
Poche de transfert combinée pour la fusion, le maintien à la chaleur et le transfert, page 26
Fours à bain avec chauffage électrique page 27
4
Séchoirs à chambre avec chauffage électrique ou au
gaz, page 30
Fours de décirage avec chauffage électrique
page 48
Fours de décirage chauffés au gaz
page 49
Séchoirs à chambre, également avec technique de sécurité
selon EN 1539, pages 30 + 46
Fours droits/fours à couvercle avec chauffage électrique ou au gaz, avec
ou sans convection d‘air, page 41
Fours à sole mobile à convection d‘air, avec chauffage électrique
ou au gaz, page 38
Fours à chambre à convection d‘air, avec chauffage électrique
< 500 litres, page 32
Fours à sole rotative avec chauffage électrique ou au
gaz page 56
Fours à chambre à convection d‘air, avec chauffage électrique
< 500 litres, page 32
Séchoirs à chambre, également avec technique de sécurité selon EN 1539, page 46
Systèmes de postcombustion catalytique
page 55
Systèmes de postcombustion thermique
page 55
Traitement thermique de moules et de pièces moulées
Décirage, dénoyautage
thermique
Préchauffage, séchage
Déliantage, frittage
Systèmes de dépollution,
concepts d‘efficacité énergétique
Torchères page 55
Fours à chambre à convection d‘air, avec chauffage électrique ou au gaz > 500 litres, page 34
Fours à passage continu avec chauffage électrique
ou au gaz, page 58
Veuillez nous demander notre catalogue «Advanced
Materials» contenant un grand nombre de solutions pour le
déliantage et le frittage !
Fours à chambre à convection d‘air, avec chauffage électrique ou au gaz > 500 litres, page 34
Concepts d‘efficacité énergétiques page 67
Fours à sole mobile à convection d‘air, avec chauffage électrique
ou au gaz, page 38
5

Concepts de fours de fusion alternatifs
Systèmes alternatifs d‘évacuation des fumées
Évacuation des fumées par le bord du creuset
Nos fours chauffés au gaz ou par combustible sont équipés en standard d‘une évacuation des fumées par le bord du creuset. La seule exception est la série de modèles TB pour des températures de 1200 °C dans le four car ces fours sont normalement utilisés pour le maintien à la chaleur. Présentant d‘excellents résultats de fusion, ces fours se prêtent parfaitement à la préfusion. Voici la raison pour laquelle cette évacuation des fumées est vraiment parfaite :
+ puissance de fusion extrêmement élevée, optimal en tant que four de préfusion + faible consommation d‘énergie étant donné que le creuset n‘est pas seulement chauffé de l‘extérieur mais aussi
par le haut du fait de la récupération partielle de la chaleur. Comparé à la consommation de fours avec évacuation latérale des fumées, l‘économie énergétique lors de la fusion s‘élève à environ 20 %
- Qualité réduite de la masse fondue due à des pertes au feu et à la consommation plus élevée d‘hydrogène provenant des fumées
- La régulation du bain de fusion est déconseillée
Sammelhaube
Abgase
Tiegel
Brenner
Évacuation des fumées par le bord du creuset
Différents types de chauffages
Les types de chauffages mis en oeuvre varient en fonction de la qualité de fusion désirée, du rendement et de l‘efficacité énergétique. Le choix se fait principalement entre les fours électriques ou chauffés au gaz. C‘est pourquoi, pour des raisons économiques, le tableau comparatif des prix d‘énergie respectif joue un rôle décisif dans ce contexte.
Chauffage au gaz
Les fours chauffés au gaz sont idéals pour la préfusion, notamment dans le cas d‘une évacuation des fumées par le bord du creuset. Si le résultat de fusion doit être de très haute qualité, l‘évacuation latérale s‘avère optimale. Toutefois, une qualité plus élevée de la masse fondue se répercute sur l‘efficacité énergétique car un four chauffé par combustible et doté d‘une évacuation latérale des fumées consomme environ 20 à 25 % plus d‘énergie qu‘un four avec évacuation des fumées par le bord du creuset.
Une exploitation énergétique optimale en liaison avec un résultat parfait en termes de qualité de la masse fondue peut être obtenue par des fours de fusion chauffés par combustible avec système de combustion à récupération de la chaleur. Guidées sur un échangeur de chaleur, les fumées chaudes du four réchauffent l‘air de combustion en amont du brûleur. Cela procure une économie de jusqu‘à 25 % comparé aux fours de fusion traditionnels chauffés par combustible et dotés d‘une évacuation latérale.
Chauffage électriqueSi la qualité de la fonte et l‘efficacité énergétique sont en avant-plan, des fours de fusion avec chauffage électrique sont prédestinés. Le réglage du chauffage s‘effectue toujours de manière parfaitement silencieuse et précise. Fini la contamination de la fonte par des immissions d‘un chauffage par combustible. Les fours avec chauffage électrique peuvent atteindre jusqu‘à 85 % de la puissance de fusion des fours chauffés par combustible avec évacuation latérale des fumées. Si les fours sont exclusivement utilisés pour le maintien à température de la masse fondue, les modèles T ../10 sont idéals du fait de leur excellente isolation et de la plus faible puissance connectée qui les rend extrêmement efficace en termes de consommation énergétique.
6

Mise en oeuvre Productivité Qualité de la masse fondue
Consommation énergétique
Formation de bruit
Modèles TB/KB Evacuation des fumées par le bord du creuset Fusion ++ - o -
ModèlesTB/KB Evacuation latérale des fuméesFusion + Maintien à la chaleur + + - -
Modèles TBR Evacuation latérale des fumées avec récupérationFusion + Maintien à la chaleur + + + -
Modèles T/TF/K/KF Chauffage électrique avec régulation du bain de fusion
Fusion + Maintien à la chaleur o +++ ++ +
Modèles T/TF/K/KF Chauffage électrique sans régulation du bain de fusion
Fusion + Maintien à la chaleur o ++ ++ +
T../10 Chauffage électrique avec régulation du bain de fusionModèles Maintien à la chaleur - +++ +++ +
Modèles TC/KC Chauffage électrique via barres SiCFusion + Maintien à la chaleur + + o +
Quel four de fusion ? ... Aide à la décision
zum Schornstein
Abgase
Tiegel
Brenner
Canal d‘évacuation latérale des fumées
Canal d‘évacuation latérale des fumées
a) sans technique de récupérationL‘évacuation latérale des fumées est disponible pour tous les fours à creuset chauffés par combustible. Quoique le rendement n‘atteigne pas celui de l‘évacuation sur le bord de creuset, la meilleure qualité de fusion en liaison avec une régulation du bain de fusion constituent de véritables avantages surtout pour le maintien à la chaleur.
+ Qualité élevée de la masse fondue du fait d‘une faible perte au feu et de la réduction d‘hydrogène absorbé + Couvercle pivotant qui, à l‘état fermé, permet une consommation énergétique réduite de jusqu‘à 50 % en service
de maintien à la chaleur + Chaleur dissipée réduite dans la zone au-dessus du creuset et donc moins de gêne de l‘opérateur + Qualité optimale de la masse fondue en cas de régulation du bain de fusion assurant une température toujours
bonne - Puissance de fusion réduite comparé aux fours avec évacuation des fumées par le bord du creuset - Augmentation de 25 % de l‘énergie consommée pour la préfusion comparé au canal d‘évacuation des fumées
par le bord du creuset
Canal d‘évacuation latérale des fumées avec technique de récupération
b) avec technique de récupérationune exploitation optimale de l‘énergie en liaison avec une qualité maximale de la masse fondue est possible avec des fours chauffés par combustible et dotés de systèmes de combustion avec récupération de la chaleur. Les fumées chaudes du four sont transportées vers un échangeur de chaleur et préchauffent l‘air de combustion en amont du brûleur. Cela procure une économie de jusqu‘à 25 % comparé aux fours de fusion traditionnels chauffés par combustible et dotés d‘une évacuation latérale.
Les coûts d‘acquisition relativement élevés s‘amortissent déjà en peu de temps d‘exploitation. + Système de combustion avec récupération pour une économie énergétique d‘environ 25 % comparé aux fours
avec évacuation latérale des fumées + Qualité élevée de la masse fondue du fait d‘une faible perte au feu et de la réduction d‘hydrogène absorbé + A couvercle pivotant fermé, réduction de l‘énergie consommée de jusqu‘à 50 % en service de maintien à la
chaleur + Chaleur dissipée réduite dans la zone au-dessus du creuset et donc moins de gêne de l‘opérateur + Qualité optimale de la masse fondue en cas de régulation du bain de fusion assurant une température toujours
bonne - Puissance de fusion réduite comparé aux fours avec évacuation des fumées par le bord du creuset - Augmentation de -25 % de l‘énergie consommée pour la préfusion comparé aux fours avec évacuation des
fumées par le bord du creuset
7

Fours à creuset basculant KBchauffés au gaz, pour la fusion et le maintien à la chaleur
Les fours à creuset basculant de la série KB chauffés au gaz ou par combustible se distinguent par une puissance de fusion élevée. Ils se prêtent excellemment bien aux tâches de fusion. Importante réduction de la consommation d‘énergie grâce aux matériaux d‘isolation de haute qualité. Le brûleur biétagé peut être configuré aussi bien pour un régime au gaz que pour un chauffage par combustible. L‘évacuation des fumées par le bord du creuset de ces modèles assure des taux de fusion élevés et une efficacité énergétique optimale.
� KB../12 avec Tmax de 1200 °C pour des alliages d‘aluminium et de zinc � KB../14 avec Tmax de 1400 °C, approprié aux alliages de cuivre avec une température maximale du bain de fusion de 1300 °C (utilisabilité restreinte pour l‘aluminium) � Chauffage : gaz ou mazout � Régulation à deux paliers : charge élevée pour la fusion, charge réduite pour le maintien à la chaleur, avec commutation automatique � Système de combustion moderne avec conduite optimisée de la flamme : efficacité élevée grâce à la surpression pour éviter l‘air parasite � Canal des fumées comprenant régulateur de pression, filtre à gaz, manomètre et électrovannes � Contrôle fiable de la flamme � Technique de combustion conviviale, la tête de comustion peur par ex. être retirée par l‘arrière pour sortir le brûleur � Technique de combustion selon DIN 746, partie 2 � Dimensionné pour le gaz naturel ou le gaz liquide de 8,8 kWh/m3 à 25,9 kWh/m3
� Pression préliminaire de gaz requise: 50 mbar � Utilisation avec d‘autres combustibles et / ou avec une autre pression préliminaire de gaz autorisée � Puissance de fusion élevée grâce à la technique de combustion performante et à l‘isolation haut de gamme � Creuset en graphite-argile comprimé isostatiquement � Dispositif de bascule électrohydraulique avec fluide hydraulique HFC difficilement combustible � Coulée régulière, précise et fiable par actionnement manuel du coulisseau, grâce à l‘angle de rotation optimal du four � IIsolation multi-couche en briques légères réfractaires vers la chambre du four, modèles avec Tmax. 1400 °C avec couche d‘usure supplémentaire en béton réfractaire résistant au cuivre
Installation de four de fusion comprenant deux fours KB 360/12 avec une plate-forme de travail
Groupe hydraulique avec fluide hydraulique difficilement combustible
Brûleur biétagé monté à demeure sur le bâti du four
8

KB 400/12
� Sortie de secours pour l‘évacuation en toute sécurité de la masse fondue en cas de rupture de creuset
� Evacuation des fumées par le bord du creuset, ce qui procure une puissance plus élevée de 20 % environ comparé à l‘évacuation latérale des fumées ; variante sans couvercle pivotant � Pour les différentes évacuations des fumées voir page 6 � Contrôleur sélecteur de la température pour la chambre du four comme protection contre la surchauffe. Le contrôleur coupe le chauffage dès que la température limite réglée est atteinte et ne le remet en route qu‘après que cette température est de nouveau dépassée par le bas � Régulation de la chambre du four avec mesure de température derrière le creuset ; recommandée en cas d‘emploi comme four de préfusion � Pour des remarques relatives à la régulation de la température voir page 24 � Pour l‘évacuation latérale des fumées pour les modèles KB…/12, cf. options
Options � Evacuation latérale des fumées pour la fusion et le maintien à la chaleur - Qualité élevée de la masse fondue grâce à la faible perte au feu - Faible absorption d‘hydrogène dans la masse fondue - Chaleur dissipée réduite dans la zone au-dessus du creuset et donc moins de gêne de l‘opérateur - Couvercle pivotant qui, à l‘état fermé, assure un gain d‘énergie de jusqu‘à 50 % en régime de maintien à la chaleur - Puissance de fusion réduite de 20 % comparé à la variante d‘évacuation sur bord de creuset
� Tubulure isolée (extracteur) pour l‘évacuation latérale des fumées et pour le raccordement d‘une aspiration côté client � Hotte récolte-fumées pour fours avec conduite des fumées par le bord du creuset � Pour d‘autres informations relatives aux évacuations des fumées voir page 6 � Plate-forme de travail ou plate-forme pour le chargement simplifié � Contrôle de rupture de creuset avec signaux optique et acoustique (uniquement pour les modèles KB ./12) � Signalisation de rupture de creuset sous forme de SMS d‘alarme sur un ou plusieurs mobiles. Il est également possible de connecter en parallèle plusieurs fours à une signalisation de rupture de creuset � Régulation du bain de fusion
- Régulation du four par le biais de la température du bain de fusion - Thermocouples dans la chambre du four et dans la masse fondue - Augmentation de la qualité de fusion par réduction des dépassements de températures - Système de sécurité intégré pour une réduction de la puissance du four en cas de bris du thermocouple du bain de fusion afin d‘empêcher que la masse fondue ne se solidifie
� Pour des informations relatives aux autres accessoires voir page 22
KB 240/12 pour la fusion d‘alliages d‘aluminium
Tubulure isolée pour l‘évacuation latérale des fumées et pour le raccordement d‘une aspiration côté client
Modèle Tmax Capacité du creuset
Puissance de fusion
Consommation3 Maintien à la chaleur
Couvercle fermé Consommation
Fusion Brûleur
Puissance
Dimensions extérieures en mm
Poids en
°C Kg Al Kg Cu Kg Al/h Kg Cu/h KWh/h KWh/kg kW L P H kg
ALKB 80/12 1200 TP 287 180 550 2201 - 10 1,3 - 1,5 300 2030 1700 1510 1800KB 150/12 1200 TP 412 330 970 2401 - 11 1,3 - 1,5 300 2140 1900 1710 2200KB 180/12 1200 TP 412 H 370 1200 2601 - 13 1,3 - 1,5 300 2140 1900 1810 2400KB 240/12 1200 TP 587 570 - 4001 - 15 1,3 - 1,5 390 2650 2030 1810 2600KB 360/12 1200 TBN 800 750 - 4201 - 17 1,3 - 1,5 450 2650 2080 1910 2900KB 400/12 1200 TBN 1100 1000 - 4501 - 19 1,3 - 1,5 450 2650 2080 2080 3300
KB 40/14 1400 R 400/TP 982 120 400 - 3302 22 1,0 - 1,3 400 2070 1700 1770 2300KB 60/14 1400 R 500 150 500 - 3602 25 1,0 - 1,3 400 2070 1900 1810 2500KB 80/14 1400 R 600 180 600 - 3802 25 1,0 - 1,3 400 2070 1900 1910 26501à 700 °C 2à 1000 ℃3Les puissances de fusion indiquées constituent des valeurs maximales. Dans la pratique, environ 80 % sont obtenus.
9

K 150/12 KF 240/12
Fours à creuset basculant K (isolation par briques réfractaires) et KF (isolation par fibres)chauffage électrique, pour la fusion et le maintien de la chaleur
Isolation des parois latérales avec des sur les modèles KF
Les fours à creuset basculant chauffés électriquement des séries K et KF se distinguent par une puissance de fusion élevée et une très bonne homogénéité dans la répartition des température dans la masse fondue. L'aluminium et le laiton peuvent être fondus dans le modèle 1200 °C. Le modèle 1300 °C peut aussi être utilisé pour la fusion d'alliages de bronze. Les fours peuvent être revêtus d'une isolation fibreuse n'enmagasinnant que peu la chaleur pour que les temps de chauffe soient plus rapides en fonctionnement discontinu (modèles KF).
� K, KF ../12 avec température ambiante du four maximale de 1200 °C pour l'aluminium et le laiton. Température maximale du bain de fusion en fonction de l'état du creuset entre 1050 °C et 1100 °C � K, KF ../13 avec température ambiante maximale du four de 1300 °C pour les alliages de bronze avec une température maximale du bain de fusion de 1200 °C � Chauffage par trois côtés par éléments chauffants électriques, dégagement de la chaleur libre sur les tubes support, remplacement simple des différents éléments chauffants � Câblage multiniveau des éléments chauffants pour les fours dont la puissance connectée est supérieure à 50 KW � Chauffage pour les fours jusqu'à une puissance connectée de 24 kW commandé par un commutateur à thyristor de longue durée et silencieux � Allumage du chauffage par contacteurs sur les fours de plus de 24 kW � Puissance de fusion élevée pour une bonne homogénéité dans la répartition des température de la masse fondue � Isolation multicouche se composant de briques légères réfractaires servant de terminaison de la chambre du four (modèles K) � Isolation multicouche se composant de fibres dans les parois latérales et les briques d'angle pour la fixation des éléments chauffants (modèles KF) � Creuset en graphite-argile jusqu'à K 240 ou graphite-argile comprimé isostatiquement ou SiC à partir de K, KF 360 � Dispositif de bascule électrohydraulique avec fluide hydraulique HFC difficilement combustible � Coulée régulière, précise et fiable par actionnement manuel du coulisseau, grâce à l‘angle de rotation optimal du four � Sortie de secours pour l'évacuation sûre de la masse fondue en cas de rupture de creuset � Pas d'évacuation des fumées nécessaire � Système de sécurité intégré qui continue de faire fonctionner le four à puissance réduite en cas de rupture du thermocouple de bain de fusion afin d'empêcher que la masse fondue ne se solidifie � Contrôleur sélecteur de température dans la chambre du four pour le protéger contre toute surtempérature. Le contrôleur éteint le chauffage une fois la température limite préréglée atteinte et ne le ré-allume que quand cette température n'est plus atteinte � Régulation de la chambre du four avec mesure de la température derrière le creuset, recommandé pour la première fusion � Consignes sur la régulation de la température voir page 24
Remplissage de la poche de transfert avec un K 360/12
10
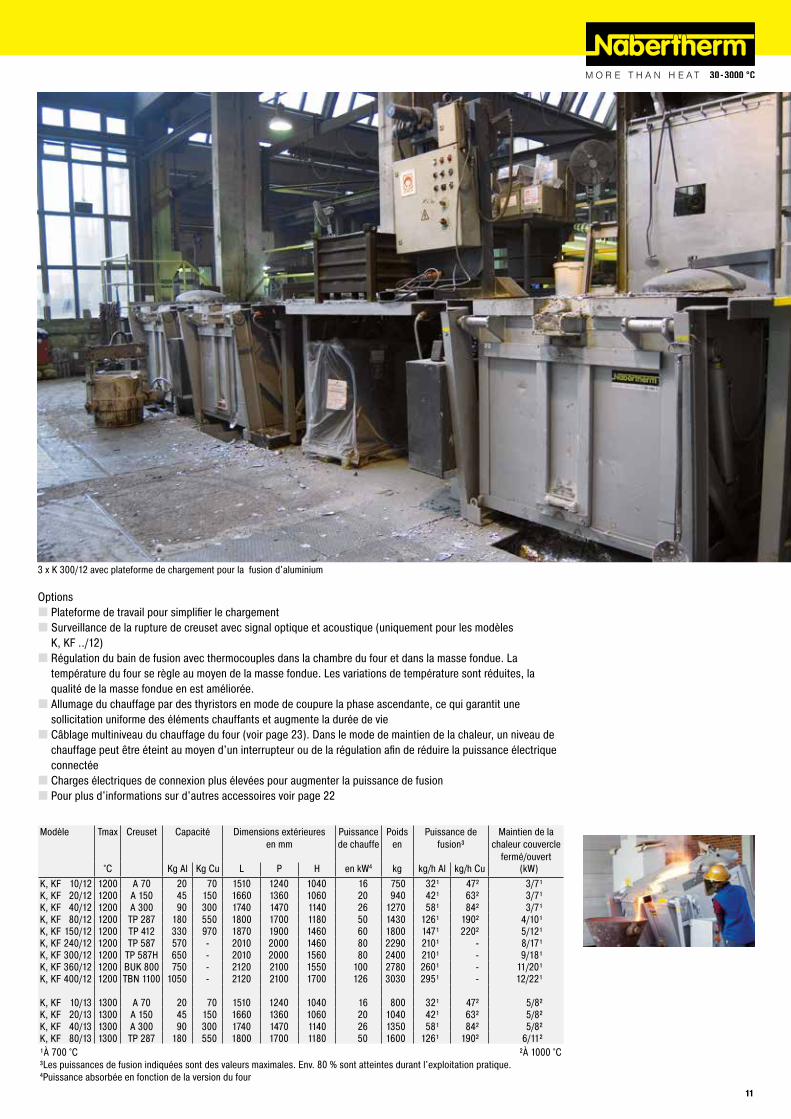
3 x K 300/12 avec plateforme de chargement pour la fusion d'aluminium
Modèle Tmax Creuset Capacité Dimensions extérieuresen mm
Puissance de chauffe
Poids en
Puissance de fusion³
Maintien de la chaleur couvercle
fermé/ouvert°C Kg Al Kg Cu L P H en kW4 kg kg/h Al kg/h Cu (kW)
K, KF 10/12 1200 A 70 20 70 1510 1240 1040 16 750 32¹ 47² 3/7¹K, KF 20/12 1200 A 150 45 150 1660 1360 1060 20 940 42¹ 63² 3/7¹K, KF 40/12 1200 A 300 90 300 1740 1470 1140 26 1270 58¹ 84² 3/7¹K, KF 80/12 1200 TP 287 180 550 1800 1700 1180 50 1430 126¹ 190² 4/10¹K, KF 150/12 1200 TP 412 330 970 1870 1900 1460 60 1800 147¹ 220² 5/12¹K, KF 240/12 1200 TP 587 570 - 2010 2000 1460 80 2290 210¹ - 8/17¹K, KF 300/12 1200 TP 587H 650 - 2010 2000 1560 80 2400 210¹ - 9/18¹K, KF 360/12 1200 BUK 800 750 - 2120 2100 1550 100 2780 260¹ - 11/20¹K, KF 400/12 1200 TBN 1100 1050 - 2120 2100 1700 126 3030 295¹ - 12/22¹
K, KF 10/13 1300 A 70 20 70 1510 1240 1040 16 800 32¹ 47² 5/8²K, KF 20/13 1300 A 150 45 150 1660 1360 1060 20 1040 42¹ 63² 5/8²K, KF 40/13 1300 A 300 90 300 1740 1470 1140 26 1350 58¹ 84² 5/8²K, KF 80/13 1300 TP 287 180 550 1800 1700 1180 50 1600 126¹ 190² 6/11²¹À 700 °C ²À 1000 °C³Les puissances de fusion indiquées sont des valeurs maximales. Env. 80 % sont atteintes durant l'exploitation pratique.4Puissance absorbée en fonction de la version du four
Options � Plateforme de travail pour simplifier le chargement � Surveillance de la rupture de creuset avec signal optique et acoustique (uniquement pour les modèles K, KF ../12) � Régulation du bain de fusion avec thermocouples dans la chambre du four et dans la masse fondue. La température du four se règle au moyen de la masse fondue. Les variations de température sont réduites, la qualité de la masse fondue en est améliorée. � Allumage du chauffage par des thyristors en mode de coupure la phase ascendante, ce qui garantit une sollicitation uniforme des éléments chauffants et augmente la durée de vie � Câblage multiniveau du chauffage du four (voir page 23). Dans le mode de maintien de la chaleur, un niveau de chauffage peut être éteint au moyen d'un interrupteur ou de la régulation afin de réduire la puissance électrique connectée � Charges électriques de connexion plus élevées pour augmenter la puissance de fusion � Pour plus d'informations sur d'autres accessoires voir page 22
11

TB 20/14 TB 240/12
Fours de puisage TBchauffés au gaz, pour la fusion et le maintien à la chaleur
Les fours de puisage de la série TB chauffés au gaz ou par combustible se distinguent par une puissance de fusion élevée. Très faible consommation d‘énergie grâce à l‘emploi de systèmes de combustion modernes, aux rapports de pression optimisés et à la conduite de la flamme dans le four ainsi qu‘à l‘utilisation de matériaux isolants haute de gamme.
Les modèles TB ../12 sont surtout utilisés pour la fusion et le maintien à la chaleur d‘alliages d‘aluminium et de zinc, par ex. dans le domaine de la fonderie sous pression. L‘évacuation latérale des fumées assure une qualité très élevée de la masse fondue. Dans de petits fonderies, ce sont surtout les modèles TB 10/14 à TB 40/14 qui sont utilisés pour la fusion d‘alliages de cuivre. C‘est pourquoi ces fours sont équipés déjà dans leur variante standard d‘une évacuation des fumées par le bord du creuset, ce qui garantit une puissance de fusion élevée, et d‘une collerette mobile débrayable pour extraire le creuset.
� KB../12 avec température maximale du four de 1200 °C pour des alliages d‘aluminium et de zinc � KB../14 avec température maximale dans la chambre du four de 1400 °C, approprié aux alliages de cuivre avec une température maximale du bain de fusion de 1300 °C (utilisabilité restreinte pour l‘aluminium) � Chauffage : gaz ou mazout � Régulation à deux paliers : charge élevée pour la fusion, charge réduite pour le maintien à la chaleur, avec commutation automatique � Système de combustion moderne avec conduite optimisée de la flamme : efficacité élevée grâce à la surpression pour éviter l‘air parasite � Canal des fumées comprenant régulateur de pression, filtre à gaz, manomètre et électrovannes � Contrôle fiable de la flamme � Technique de combustion conviviale, la tête de comustion peur par ex. être retirée par l‘arrière pour sortir le brûleur � Technique de combustion selon DIN 746, partie 2 � Dimensionné pour le gaz naturel ou le gaz liquide de 8,8 kWh/m3 à 25,9 kWh/m³ � Pression préliminaire de gaz requise: 50 mbar � Utilisation avec d‘autres combustibles et / ou avec une autre pression préliminaire de gaz autorisée � Puissance de fusion élevée grâce à la technique de combustion performante et à l‘isolation haut de gamme � Isolation multi-couche en briques légères réfractaires vers la chambre du four, modèles avec Tmax. 1400 °C avec couche d‘usure supplémentaire en béton réfractaire résistant au cuivre � Sortie de secours pour l‘évacuation en toute sécurité de la masse fondue en cas de rupture de creuset
Thermocouple pour la régulation du bain de fusion
Sortie de secours pour une évacuation en toute sécurité de la masse fondue en cas de rupture de creuset
12

TB 240/12
� Evacuation des fumées - Evacuation des fumées par le bord du creuset chez les modèles TB.../14, ce qui procure une puissance de fusion plus élevée de 20 % environ comparé à l‘évacuation latérale des fumées ; variante sans couvercle pivotant - Pour l‘évacuation latérale des fumées chez les modèles TB .../12 (pour la description, cf. options) - Pour les différentes évacuations des fumées voir page 6
� Equipement d‘extraction de creuset avec collerette pivotante chez les modèles jusqu‘à TB 10/14-TB 40/14 � Contrôleur sélecteur de la température pour la chambre du four en tant que protection contre la surchauffe. Le contrôleur coupe le chauffage dès que la température limite réglée est atteinte et ne le remet en route qu‘après que cette température est de nouveau dépassée par le bas � Régulation de la chambre du four avec mesure de température derrière le creuset; recommandée en cas d‘emploi comme four de préfusion � Pour des remarques relatives à la régulation de la température voir page 24
Options � Evacuation latérale des fumées (pour les modèles avec Tmax. 1400 °C)
- Qualité élevée de la masse fondue grâce à la faible perte au feu - Faible absorption d‘hydrogène dans la masse fondue - Chaleur dissipée réduite dans la zone au-dessus du creuset et donc moins de gêne de l‘opérateur - Couvercle pivotant économiseur d‘énergie quand il est fermé - Puissance de fusion réduite de 20 % comparé à la variante d‘évacuation sur bord de creuset
� Tubulure isolée (extracteur) pour l‘évacuation latérale des fumées et pour le raccordement d‘une aspiration côté client � Hotte récolte-fumées pour fours avec conduite des fumées par le bord du creuset � Pour d‘autres informations relatives aux évacuations des fumées voir page 6 � Plate-forme de travail ou plate-forme pour le chargement simplifié � Contrôle de rupture de creuset avec signaux optique et acoustique (uniquement pour les modèles TB ./12) � Signalisation de rupture de creuset sous forme de SMS d‘alarme sur un ou plusieurs mobiles. Il est également possible de connecter en parallèle plusieurs fours à une signalisation de rupture de creuset � Régulation du bain de fusion (uniquement pour les modèles avec Tmax. 1200 °C)
- Régulation du four par le biais de la température du bain de fusion - Thermocouples dans la chambre du four et dans la masse fondue - Augmentation de la qualité de fusion par réduction des dépassements de températures - Système de sécurité intégré pour une réduction de la puissance du four en cas de bris du thermocouple du bain de fusion afin d‘empêcher que la masse fondue ne se solidifie
� Equipement d‘extraction du creuset avec collerette pivotable chez les modèles TB 20 � Pour des informations relatives aux autres accessoires voir page 22
Modèle Tmax Capacité du creuset
Puissance de fusion
Consommation Maintien à la chaleur
Couvercle fermé Consommation
Fusion Brûleur
Puissance
Dimensions extérieures en mm
Poids en
°C Kg Al Kg Cu Kg Al/h Kg Cu/h KWh/h KWh/kg kW L P H kg
ALTB 80/12 1200 BU 200 200 650 1401 - 10 1,3 - 1,5 180 1200 1870 1240 900TB 100/12 1200 BU 250 250 830 1401 - 11 1,3 - 1,5 180 1310 1980 1380 1000TB 110/12 1200 BU 300 300 1000 1501 - 13 1,3 - 1,5 210 1310 1980 1510 1200TB 150/12 1200 BU 350 350 1150 2201 - 15 1,3 - 1,5 300 1310 1980 1550 1400TB 180/12 1200 BU 500 500 1650 2701 - 17 1,3 - 1,5 300 1450 2140 1560 1700TB 240/12 1200 BU 600 600 2000 3301 - 19 1,3 - 1,5 390 1490 2180 1700 1900TB 360/12 1200 BN 800 800 - 3501 - 20 1,3 - 1,5 400 1590 2280 1800 2000TB 400/12 1200 BN 900 900 - 3501 - 22 1,3 - 1,5 400 1590 2280 1900 2100TB 500/12 1200 BU 1210 1200 - 3501 - 23 1,3 - 1,5 400 1690 2380 1850 2300TB 600/12 1200 BU 1310 1300 - 4201 - 25 1,3 - 1,5 500 1690 2380 2000 2400TB 650/12 1200 BU 1810 1400 - 4201 - 26 1,3 - 1,5 500 1760 2450 1630 2300TB 700/12 1200 BU 1510 1500 - 4201 - 28 1,3 - 1,5 500 1690 2380 2120 2600TB 800/12 1200 BU 1810 1800 - 4401 - 30 1,3 - 1,5 500 1760 2450 2100 2800
CuTB 10/14 1400 A 100 30 100 - 902 22 1,0 - 1,3 210 980 1590 1190 1000TB 20/14 1400 A 150 45 150 - 1002 22 1,0 - 1,3 210 1080 1870 1310 1250TB 40/14 1400 A 400 120 400 - 3002 25 1,0 - 1,3 300 1210 2000 1460 1500TB 60/14 1400 A 500 150 500 - 3202 25 1,0 - 1,3 320 1210 2000 1510 1600TB 80/14 1400 A 600 180 600 - 3202 25 1,0 - 1,3 320 1260 2050 1540 17501à 700 °C 2à 1000 °C3Les puissances de fusion indiquées constituent des valeurs maximales. Dans la pratique, environ 80 % sont obtenus.
TB 40/14 avec équipement d‘extraction de creuset
Tubulure isolée pour l‘évacuation latérale des fumées et pour le raccordement d‘une aspiration côté client
13

TBR 110/11
Fours à creuset TBR avec récupérateur chauffage au gaz, pour la fusion et le maintien à la chaleur
Une exploitation énergétique optimale en liaison avec un résultat parfait en termes de qualité de la masse fondue peut être obtenue par des fours de fusion chauffés par combustible des série TBR avec évacuation latérale des fumées. Grâce au système de combustion avec récupération de la chaleur, il y a augmentation significative de l‘efficacité énergétique comparé aux fours de fusion traditionnels avec chauffage par combustible.
Guidées sur un échangeur de chaleur, les fumées chaudes du four réchauffent l‘air de combustion en amont du brûleur. Le système assure une économie d‘énergie de jusqu‘à 25 % comparé aux fours chauffés traditionnellement avec évacuation latérale des fumées. Les coûts d‘acquisition relativement élevés s‘amortissent déjà en peu de temps d‘exploitation.
� Tmax 1100 °C pour des alliages d‘aluminium et de zinc � Régulation à deux paliers : charge élevée pour la fusion, charge réduite pour le maintien à la chaleur, avec commutation automatique � Système de combustion moderne avec conduite optimisée de la flamme : efficacité élevée grâce à la surpression pour éviter l‘air parasite � Echangeur de chaleur dans le canal d‘évacuation où les fumées chaudes préchauffent l‘air de combustion en amont du brûleur
2 x TBR 100/11 en cours de production
� Economie d‘énergie de jusqu‘à 25 % comparé aux fours de fusion avec chauffage par combustible traditionnel avec évacuation latérale des fumées � Canal des fumées comprenant régulateur de pression, filtre à gaz, manomètre et électrovannes � Contrôle fiable de la flamme � Technique de combustion conviviale selon DIN 746, partie 2 � Dimensionné pour le gaz naturel ou le gaz liquide de 8,8 kWh/m3 à 25,9 kWh/m3
� Pression préliminaire de gaz requise: 70 mbar � Utilisation avec d‘autres combustibles et / ou avec une autre pression préliminaire de gaz autorisée
14

� Puissance de fusion élevée grâce à la technique de combustion performante et à l‘isolation haut de gamme � Isolation multi-couche en briques légères réfractaires vers la chambre du four � Sortie de secours pour l‘évacuation en toute sécurité de la masse fondue en cas de rupture de creuset � Evacuation latérale des fumées
- Qualité élevée de la masse fondue grâce à la faible perte au feu - Faible absorption d‘hydrogène dans la masse fondue - Chaleur dissipée réduite dans la zone au-dessus du creuset et donc moins de gêne de l‘opérateur
� Contrôleur sélecteur de la température pour la chambre du four en tant que protection contre la surchauffe. Le contrôleur coupe le chauffage dès que la température limite réglée est atteinte et ne le remet en route qu‘après que cette température est de nouveau dépassée par le bas. � Régulation de la chambre du four avec mesure de la température derrière le creuset � Pour des remarques relatives à la régulation de la température voir page 24
Options � Le creuset est en graphite-argile ou en SiC avec conductivité thermique élevée � Pour d‘autres informations relatives aux évacuations des fumées voir page 6 � Plate-forme de travail ou plate-forme pour le chargement simplifié � Contrôle de rupture de creuset avec signaux optique et acoustique � Signalisation de rupture de creuset sous forme de SMS d‘alarme sur un ou plusieurs mobiles. Il est également possible de connecter en parallèle plusieurs fours à une signalisation de rupture de creuset � Régulation du bain de fusion
- Régulation du four par le biais de la température du bain de fusion - Thermocouples dans la chambre du four et dans la masse fondue - Augmentation de la qualité de fusion par réduction des dépassements de températures - Système de sécurité intégré pour une réduction de la puissance du four en cas de bris du thermocouple du bain de fusion afin d‘empêcher que la masse fondue ne se solidifie
� Pour des informations relatives aux autres accessoires voir page 22
Modèle Tmax Creuset Capacité Puissance de fusion2
Consommation Maintien à la chaleur Couvercle
fermé
Consommation Fusion
Brûleur Rendement
°C Kg Al Kg Cu Kg Al/h Kg Cu/h KWh/h KWh/kg AL kWTBR 80/11 1100 BU 200 200 650 1401 - 8,0 1,0 - 1,1 180TBR 100/11 1100 BU 250 250 830 1401 - 8,8 1,0 - 1,1 180TBR 110/11 1100 BU 300 300 1000 1501 - 10,4 1,0 - 1,1 210TBR 150/11 1100 BU 350 350 1150 2201 - 12,0 1,0 - 1,1 240TBR 180/11 1100 BU 500 500 1650 2701 - 13,6 1,0 - 1,1 300TBR 240/11 1100 BU 600 600 2000 3301 - 15,2 1,0 - 1,1 320TBR 360/11 1100 BU 800 800 - 3501 - 16,0 1,0 - 1,1 3201à 700 °C 2Les puissances de fusion indiquées constituent des valeurs maximales. Dans la pratique, environ 80 % sont obtenus..
Echangeur de chaleur dans le canal d‘évacuation des fumées
Production avec 16 x TBR 100/11 et 2 x TBR 180/11
Brûleur avec conduite des fumées
15

TF 150/11
T 110/11
Fours de puisage T (isolation par briques réfractaires) et TF (isolation par fibres)chauffage électrique, pour la fusion et le maintien à la chaleur
Chauffage par quatre côtés, donc excel-lente homogénéité dans la répartition des température
Grâce à la bonne isolation et à la puissance électrique optimisés, les modèles des séries T et TF sont utilisés aussi bien pour la fusion que pour le maintien à la chaleur. Ils se distinguent par leur puissance de fusion élevée et par une parfaite homogénéité dans la répartition des température dans la masse fondue. La variante
avec Tmax. 1100 °C permet la fusion d‘aluminium, la variante avec Tmax. 1200 °C également la fusion de laiton. La variante avec Tmax. 1300 °C peut également être utilisée pour
la fusion d‘alliages de bronze.
Les modèles de la série T sont dotés d‘une isolation multi-couche. L‘isolation dans la chambre du four est constituée par des briques légères réfractaires haut de gamme, ce qui prédestine le four au maintien à la chaleur. Pour des temps de mise à température rapide en mode discontinu, il est également possible d‘utiliser les modèles TF avec isolation fibreuse avec faible chaleur accumulée.
� T, TF ../11 avec température ambiante maximale du four de 1100 °C pour l'aluminium. Température maximale du bain de fusion en fonction de l'état du creuset entre 950 °C et 980 °C � T, TF ../12 avec température ambiante maximale du four de 1200 °C, pour le laiton également. Température maximale du bain de fusion en fonction de l'état du creuset entre 1050 °C et 1100 °C � T, TF ../13 avec température ambiante maximale du four de 1300 °C pour les alliages de bronze également. Température maximale du bain de fusion en fonction de l'état du creuset 1150 - 1200 °C � Chauffage par quatre côtés par des éléments chauffants électriques, dégagement de la chaleur libre sur les tubes support � Remplacement simple des différents éléments chauffants. En cas de rupture de creuset, seuls les éléments chauffants du niveau concerné doivent être remplacés � Chauffage pour les fours jusqu'à une puissance connectée de 60 kW commandé par un commutateur à thyristor de longue durée et silencieux � Allumage du chauffage par contacteurs sur les fours de plus de 60 kW � Bonne puissance de fusion pour une bonne homogénéité dans la répartition des température de la masse fondue � Isolation multicouche se composant de briques légères réfractaires dans la chambre du four (modèles T) � Isolation multicouche se composant de fibres dans les parois latérales et les briques d'angle pour la fixation des éléments chauffants (modèles TF) � Sortie de secours pour l'évacuation sûre de la masse fondue en cas de rupture de creuset � Pas d'évacuation des fumées nécessaire � Système de sécurité intégré qui continue de faire fonctionner le four à puissance réduite en cas de rupture du thermocouple de bain de fusion afin d'empêcher que la masse fondue ne se solidifie � Contrôleur sélecteur de température dans la chambre du four pour le protéger contre toute surtempérature. Le contrôleur éteint le chauffage une fois la température limite préréglée atteinte et ne le ré-allume que quand cette température n'est plus atteinte. � Régulation de la chambre du four avec mesure de la température derrière le creuset, recommandé pour la fusion � Le creuset n'est pas compris dans le modèle standard � Remarques concernant la régulation de la température voir page 24
Options � Creuset en graphite-argile ou SiC
Puisage manuel dans un T 80/10
16

T 800/11
Sortie de secours pour évacuer en toute sécurité la masse fondue en cas de rupture de creuset
Modèle Tmax Creuset Capacité Dimensions extérieuresen mm
Puissance de chauffe
Poids en Puissance de fusion³
Maintien de la chaleur couvercle
fermé/ouvert°C Kg Al Kg Cu L P H en kW4 kg kg/h Al kg/h Cu (kW)
T, TF 10/11 1100 A70 20 - 860 860 790 16 400 32¹ - 3/5¹T, TF 20/11 1100 A150 45 - 940 940 790 20 460 42¹ - 3/6¹T, TF 40/11 1100 A300 90 - 1010 1010 880 26 580 58¹ - 3/7¹T, TF 80/11 1100 BU 200 200 1110 1110 940 50 650 126¹ - 4/9¹T, TF 110/11 1100 BU 300 300 - 1200 1200 1040 60 880 136¹ - 5/10¹T, TF 150/11 1100 BU 350 350 - 1200 1200 1250 60 900 147¹ - 5/10¹T, TF 180/11 1100 BU 500 500 - 1370 1370 1250 70 1080 168¹ - 7/15¹T, TF 240/11 1100 BU 600 600 - 1370 1370 1350 80 1200 210¹ - 7/15¹T, TF 360/11 1100 BN 800 800 - 1510 1510 1490 110 2000 200¹ - 8/17¹T, TF 400/11 1100 BN 900 900 - 1510 1510 1590 110 2100 200¹ - 10/20¹T, TF 500/11 1100 BN 1200 1200 - 1510 1510 1640 110 2450 200¹ - 11/21¹T, TF 600/11 1100 BU 1310 1300 - 1615 1615 1730 110 2550 200¹ - 13/23¹T, TF 650/11 1100 BP 1000 1400 - 1685 1685 1360 110 2400 240¹ - 13/20¹T, TF 700/11 1100 BU 1510 1500 - 1615 1615 1850 140 2750 240¹ - 13/23¹T, TF 800/11 1100 BU 1800 1800 - 1685 1685 1830 140 2800 240¹ - 15/25¹
T, TF 10/12 1200 A70 20 70 860 860 770 16 440 32¹ 47² 5/8²T, TF 20/12 1200 A150 45 150 940 940 770 20 520 42¹ 63² 5/10²T, TF 40/12 1200 A300 90 300 1010 1010 860 26 600 58¹ 84² 5/12²T, TF 80/12 1200 BU 200 200 650 1110 1110 930 50 760 126¹ 190² 5/15²
T, TF 10/13 1300 A70 20 70 900 900 890 16 600 32¹ 47² 5/8²T, TF 20/13 1300 A150 45 150 980 980 890 20 640 42¹ 63² 5/10²T, TF 40/13 1300 A300 90 300 1050 1050 970 26 760 58¹ 84² 5/12²T, TF 80/13 1300 BU 200 200 650 1150 1150 1030 50 960 126¹ 190² 5/15²¹À 700 °C ²À 1000 °C³Les puissances de fusion indiquées sont des valeurs maximales. Env. 80 % sont atteintes durant l'exploitation pratique.4Puissance absorbée en fonction de la version du four
� Plateforme de travail pour simplifier le chargement � Surveillance de la rupture de creuset avec signal optique et acoustique (pas pour les modèles avec Tmax. 1300 °C) � Signalisation de rupture de creuset sous forme de SMS d‘alarme sur un ou plusieurs mobiles. Il est également possible de connecter en parallèle plusieurs fours à une signalisation de rupture de creuset � Régulation du bain de fusion avec thermocouples dans la chambre du four et dans la masse fondue (pas pour les modèles avec Tmax. 1300 °C). La température du four se règle au moyen de la masse fondue. Les variations de température sont réduites, la qualité de la masse fondue en est améliorée. � Allumage du chauffage grâce à des thyristors en mode découpage de phase ou onde sinusoïdale complète. � Câblage multiniveau du chauffage du four (voir page 23). Dans le mode de maintien de la chaleur, un niveau de chauffage peut être éteint au moyen d'un interrupteur ou de la régulation afin de réduire la puissance électrique connectée. � Charges électriques de connexion plus élevées pour augmenter la puissance de fusion � Pour plus d'informations sur d'autres accessoires voir page 22
Isolation fibreuse des parois latérales chez les modèles TF
K 150/12 et T 180/11 en tant que systèmes de pré-fusion et de maintien à chaud
17

KC 180/14 TC 80/14
Fours à creuset basculant KC et fours de puisage TCchauffage par barres SiC, pour la fusion
Chauffage par deux côtés grâce à de puissantes barres SiC
Les fours à creuset basculant ou de puisage des séries KC et TC chauffés par des barres SiC assurent une puissance de fusion que les fours de fusion avec chauffage par fils ne permettent pas d‘atteindre. Les fours sont conçus pour une exploitation en continu à température de travail.
� Tmax 1450 °C, même pour les alliages de bronze avec température de bain de fusion maximale pouvant atteindre 1320 °C suivant l'état du creuset. � Chauffage par deux côtés au moyen de barres SiC de grandes dimensions, bonne homogénéité dans la répartition des température � Remplacement facile des différents éléments chauffants � Allumage du chauffage grâce à des thyristors en mode découpage de phase avec régulation de la puisssance : � La résistance des barres SiC se modifie suivant la température et l'âge des barres. La régulation de la puissance assure que le four travaille toujours à une puissance constante, indépendamment de l'état des éléments chauffants. � Puissance de fusion élevée pour une bonne homogénéité dans la répartition des température de la masse fondue � Isolation multicouche se composant de briques légères réfractaires servant de terminaison de la chambre du four � Creuset en SiC � Dispositif de bascule électrohydraulique avec fluide hydraulique HFC difficilement combustible (modèles KC) � Coulée régulière, précise et fiable par actionnement manuel du coulisseau du groupe hydraulique, grâce à l‘angle de rotation optimal du four (modèles KC) � Sortie de secours pour l'évacuation sûre de la masse fondue en cas de rupture de creuset � Pas d'évacuation des fumées nécessaire � Contrôleur sélecteur de température dans la chambre du four pour le protéger contre toute surtempérature. Le contrôleur éteint le chauffage une fois la température limite préréglée atteinte et ne le ré-allume que quand cette température n'est plus atteinte � Régulation de la chambre du four avec mesure de la température derrière le creuset
� Remarques concernant la régulation de la température voir page 24
18

KC 150/14
Installation de distribution avec des thyristors dans le mode découpage de phase pour une régulation économique de la puissanceOptions
� Plateforme de travail pour simplifier le chargement � Pour plus d'informations sur d'autres accessoires voir page 22
Modèle Tmax Creuset Capacité Dimensions extérieures en mm
Puissance de chauffe
Poids en Puissance de fusion³
°C Kg Al Kg Cu L P H en kW4 kg kg/h Al kg/h CuKC 20/14 1450 A150 45 150 1710 1900 1050 36 1500 - 120²KC 40/14 1450 A300 90 300 1770 1900 1100 36 1600 - 120²KC 80/14 1450 TCP 287 200 650 1880 1970 1160 48 1900 - 180²KC 150/14 1450 TCP 412 300 1000 2000 2070 1300 66 2700 - 220²KC 180/14 1450 TCP 412H - 1000 2000 2070 1500 99 3000 - 230²
TC 20/14 1450 A150 45 150 1200 1250 930 36 830 80¹ 120²TC 40/14 1450 A300 90 300 1260 1250 1020 36 950 80¹ 120²TC 80/14 1450 BU 200 200 650 1360 1350 1080 48 1050 120¹ 180²TC 150/14 1450 BU 300 300 1000 1450 1320 1300 66 1300 140¹ 220²²À 1000 °C³Les puissances de fusion indiquées sont des valeurs maximales. Env. 80 % sont atteintes durant l'exploitation pratique.4Puissance absorbée en fonction de la version du four
Couvercle pivotant le séparant de manière étanche de la collerette pour éviter les pertes de chaleur par l'ouverture du creuset
19

T 150/10
Fours de puisage T ../10chauffage électrique pour le maintien à la chaleur
Modèle Tmax Creuset Capacité Dimensions extérieuresen mm
Puissance de chauffe
Poids en
Puissance de fusion²
Maintien de la chaleur couvercle
fermé/ouvert°C Kg Al Kg Cu L P H en kW3 kg kg/h Al kg/h Cu (kW)
T 80/10 1000 BU 200 200 - 1150 1150 1030 20 660
uniquement pour le maintien de
la chaleur
4/9¹T 110/10 1000 BU 300 300 - 1240 1240 1130 26 890 5/10¹T 150/10 1000 BU 350 350 - 1240 1240 1290 38 920 5/10¹T 180/10 1000 BU 500 500 - 1410 1410 1290 42 1120 7/15¹T 240/10 1000 BU 600 600 - 1410 1410 1390 50 1240 7/15¹T 360/10 1000 BN 800 800 - 1510 1510 1490 50 2000 8/17¹T 400/10 1000 BN 900 900 - 1510 1510 1590 50 2100 10/20¹T 500/10 1000 BU 1210 1200 - 1615 1615 1580 50 2450 11/21¹T 600/10 1000 BU 1310 1300 - 1615 1615 1730 50 2550 13/23¹T 650/10 1000 BP 1000 1400 - 1685 1685 1360 60 2400 13/20¹T 700/10 1000 BU 1510 1500 - 1615 1615 1850 60 2750 13/23¹T 800/10 1000 BU 1800 1800 - 1685 1685 1830 70 2800 15/25¹¹À 700 °C²Les puissances de fusion indiquées sont des valeurs maximales. Env. 80 % sont atteintes durant l'exploitation pratique.3Puissance absorbée en fonction de la version du four
Prélèvement dans un T 650/10 avec un robot de puisage
Construction d‘un four de maintien de la chaleur avec régulation du bain de fusion, avec thermocouples pour la masse fondue, la chambre du four et le régulateur de sécurité contre la surchauffe
Grâce à l‘isolation particulièrement bonne et à la réduction de la puissance électrique, les fours de la série T../10 présentent une efficacité énergétique optimale pour le maintien à la chaleur. Du fait de la puissance électrique réduite, les fours ne se prêtent à la fusion que de manière restreinte. C‘est pourquoi ils s‘utilisent surtout dans les fonderies avec four de préfusion central où la masse fondue est transportée dans le four de maintien de la chaleur.
� Tmax 1000 °C, optimale pour le maintien de la chaleur de l'aluminium � Chauffage par quatre côtés par des éléments chauffants électriques, dégagement de la chaleur libre sur les tubes support � Remplacement simple des différents éléments chauffants. En cas de rupture de creuset, seuls les éléments chauffants du niveau concerné doivent être remplacés � Chauffage pour les fours jusqu'à une puissance connectée de 60 kW commandé par des relais semi-conducteurs de longue durée et silencieux � Allumage du chauffage par contacteurs sur les fours de plus de 60 kW � Isolation particulièrement bonne, multicouche, avec briques légères réfractaires dans la chambre du four � Sortie de secours pour l'évacuation sûre de la masse fondue en cas de rupture de creuset � Pas d'évacuation des fumées nécessaire � Le creuset n'est pas compris dans le modèle standard � Système de sécurité intégré qui continue de faire fonctionner le four à puissance réduite en cas de rupture du thermocouple de bain de fusion afin d'empêcher que la masse fondue ne se solidifie � Contrôleur sélecteur de température dans la chambre du four pour le protéger contre toute surtempérature. Le contrôleur éteint le chauffage une fois la température limite préréglée atteinte et ne le ré-allume que quand cette température n'est plus atteinte. � Régulation de la chambre du four avec mesure de la température derrière le creuset, recommandé pour la fusion � Remarques concernant la régulation de la température voir page 24
Options voir fours T, TF à la page 17
20

Fours de puisage transportables TM chauffage électrique,pour le maintien à la chaleur d‘aluminium
Les fours de puisage des modèles de la série TM ont été conçus spécialement pour une utilisation sur différents postes de coulée. La carcasse cylindrique très solide des fours, l‘isolation de qualité et les éléments chauffants en forme de méandre caractérisent cette série de fours. Les fours sont équipés d‘une réception avec amortisseur pour l‘empileuse à fourche et d‘un connecteur pour le raccordement à l‘installation de commutation et de contrôle. Le four peut être transporté avec une empileuse à fourche jusqu‘au four de préfusion où il se trouve chargé. L‘utilisation d‘autres installations de commutation et de contrôle permet une mise en oeuvre optionnelle du four aussi sur différents postes de coulée.
� Tmax 1000 °C, optimal pour le maintien à la chaleur d‘aluminium � Carcasse cylindrique très stable du four � Réceptions pour l‘empileuse à fourche destinées au transport en toute sécurité du four dans la fonderie � Chauffage tous côtés à l‘aide d‘éléments chauffants robustes en forme de méandre � Installation de commutation et de contrôle connectable � Pilotage du chauffage des fours avec une puissance électrique jusqu‘à 60 kW par relais à semi-conducteur présentant une très longue durabilité et fonctionnant silencieusement � Commutation par contacteur des chauffages des fours > 60 kW � Isolation multi-couche fibreuse particulièrement efficace dans la chambre du four � Sortie de secours pour l‘évacuation en toute sécurité de la masse fondue en cas de rupture de creuset � Evacuation des fumées superflue � Creuset non compris dans la variante standard � Régulation de la chambre du four avec mesure de la température derrière le creuset � Contrôleur sélecteur de la température pour la chambre du four comme protection contre la surchauffe. Le contrôleur coupe le chauffage dès que la température limite réglée est atteinte et ne le remet en route qu‘après que cette température est de nouveau dépassée par le bas � Pour des remarques relatives à la régulation de la température voir page 24
Pour l‘équipement supplémentaire, cf. fours T, TF, page 15
Four de maintien de la chaleur mobile TM 80/10
Eléments chauffants en forme de méandre
Réception sous le four pour l‘empileuse à fourche
Connecteur sur le four pour le raccor-dement du câble sur l‘installation de commutation et de contrôle
Modèle Tmax Creuset Capacité Dimensions extérieures en mm
Puissance de chauffe
Maintien à la chaleur²
Couvercle fermé/ouvert
°C Ø H Kg Al Kg Cu L P H en kW kg/h Al kg/h Cu (kW)TM 80/10 1000 BU 200 200 - 1000 1100 950 21 uniquement pour
le maintien de la chaleur
4/91
TM 150/10 1000 875 600 350 - 1320 1440 1000 36 5/101
TM 240/10 1000 BU 600 600 - 1220 1340 1300 42 7/151
1à 700 °C 2Les puissances de fusion indiquées constituent des valeurs maximales. Dans la pratique, environ 80 % sont obtenus.3Puissance absorbée en fonction de la version du four 21

Accessoires pour fours de puisage et fours à creuset basculant
Extraction de creuset avec collerette pivotanteDans la variante standard, les fours à creuset Nabertherm possèdent une collerette reposant fixement sur le four. La masse fondue se prélève manuellement ou à l‘aide d‘un robot de puisage du creuset. En option, les plus petits modèles T jusqu‘à T 40... peuvent être équipés d‘une collerette préparée à l‘extraction du creuset. La collerette pivote de côté pour extraire le creuset de manière à ce que l‘opérateur ait un accès libre au creuset par le haut.
Ouverture pneumatique du couvercle des fours de puisage utilisés pour le maintien de la chaleurLes fours à creuset de la série T.. peuvent être équipés d'une ouverture pneumatique du couvercle en option. Dans le modèle standard, ceci est réalisé avec une pédale. Après avoir appuyé sur la pédale, le couvercle du four pivote sur le côté et l'opérateur a un accès libre au creuset. Il est possible en option que l'ouverture du couvercle soit commandée et déclenchée par un signal externe pour automatiser le process de puisage. Cet extra judicieux offre un grand avantage du point de vue énergétique car le four n'est ouvert que pour le remplissage ou le puisage. Un four de fusion fermé peut économiser jusqu'à 50 % d'énergie par rapport au four à creuset longtemps ouvert durant le mode de maintien de la chaleur (voir à ce sujet aussi les tableaux de consommation d'énergie des différents fours de fusion page 7).
Collerette d'un four à creuset pivotant pour l'extraction du creuset
Ouverture pneumatique du couvercle
Trémie de chargement pour lingots
Trémie de chargement pour lingotsLa trémie de chargement en acier inoxydable 1.4301 (304) facilite énormément le chargement du four, en particulier pour la fusion de barres. De longs lingots qui dépassent le bord du creuset peuvent aussi être chargés et s‘enfoncent ensuite de manière guidée dans le creuset. En présence de fours dotés d‘une régulation avec abaissement nocturne, il est par ex. possible de charger le four le soir, et le lendemain, la masse fondue complète est prête. La trémie convient à tous les fours de fusion, chauffés électriquement ou au gaz, avec évacuation latérale des fumées.
Plateforme de travail pour K 240/12
Plateforme de travail pour le chargement de fours de puisage et à creuset basculantDes plateformes de travail ou de chargement sur mesure peuvent être fournies pour les fours à creuset et à creuset basculant. Les deux options servent en principe à faciliter l'accès au four, en particulier sur les gros modèles. Une plateforme de travail permet à l'opérateur de charger p. e. des lingots par le haut ou d'épurer la masse fondue.
22

Signalisation de rupture de creuset sous la sortie de secours d'un four de fusion
Signalisation de rupture de creuset (jusqu‘à T(B)../12)Les fours de fusion Nabertherm sont équipés d‘une sortie de secours. Si le creuset devait se rompre ou commencer à perdre de la masse fondue, l‘alarme est donnée au moyen de la signalisation de rupture de creuset disponible en option dès que du métal liquéfié sort par la sortie de secours. L‘alarme est donnée sous forme optique par une lampe témoin et acoustique par un avertisseur. La rupture de creuset peut être signalée en option par SMS à un ou plusieurs mobiles. Il est également possible de raccorder en parallèle plusieurs fours à une signalisation de rupture de creuset.
Thermomètre séparé pour la masse fondueLorsque les fours de fusion ne possèdent qu'une régulation de la chambre du four, il est possible de contrôler la température à l'intérieur de la masse fondue au moyen d'un thermomètre indépendant de la régulation du four. Ce thermomètre peut être utilisé dans la plage de température de 0 - 1300 °C et peut être fourni avec différentes longueurs de tube d'immersion (200, 380, 610 mm). La température est mesurée avec un thermocouple NiCr-Ni. La longueur d'immersion du tube devrait représenter 2/3 de la longueur du thermocouple pour obtenir le temps de réaction le plus avantageux. Le temps de réaction moyen se situe au environs de 40 secondes. Le thermocouple convient à tous les métaux NE à l'exception du bronze phosphoreux.
Mesure du niveau pour enregistrement optique ou perte de poidsQuand les fours à creuset sont utilisés en fonctionnement continu, il peut être nécessaire de surveiller le niveau du creuset et de donner un signal quand le niveau défini est atteint. Le signal peut être optique, acoustique, ou être une impulsion électrique de remplissage automatique du creuset. Quand le niveau minimal est atteint, un signal de remplissage du creuset est donné, quand le niveau maximal est atteint, ce process est de nouveau stoppé.Le niveau peut être mesuré au moyen d'un système de pesage installé sous le four ou d'une sonde de mesure qui enregistre avec grande précision le niveau et fonctionne de manière plus indépendante vis-à-vis des influences externes.
Options pour tous les fours de fusion chauffés électriquement
Sélecteur pour la réduction de la puissance connectéeUn sélecteur qui éteint une partie du chauffage suivant la puissance du modèle de four concerné est monté dans l‘installation de distribution. Il est toujours possible d‘exploiter le four à plein régime pour la fusion. Si le four n‘est utilisé que dans le mode de maintien de la chaleur, sa puissance connectée est abaissée en coupant une puissance partielle définie, ce qui équivaut à une réduction significative des coûts. Cette fonction peut être activée automatiquement en option en fonction de la température.
Gestion de la puissance pour la réduction de la puissance connectéeQuand plusieurs fours à creuset sont en fonction, une gestion intelligente de la puissance peut s‘imposer. Tous les fours sont surveillés en même temps par la gestion de la puissance. Les durées de fonctionnement des différents chauffages sont ajustées les unes aux autres. Il est ainsi assuré que les fours ne démarreront pas tous en même temps. La puissance connectée fournie par le fournisseur d‘énergie électrique peut ainsi être considérablement réduite.
Refroidissement de l‘armoire de commande par ventilateur ou appareil réfrigérantLes installations de distribution de nos fours sont conçues pour des températures ambiante jusqu‘à 40 °C. Afin d‘assurer une exploitation de longue durée des installations de distribution quand les températures ambiante sont plus importantes, il est possible d‘équiper les installation d‘une ventilation active ou d‘un appareil réfrigérant pour armoire de commande.
Combinateur
23

Alternatives pour la régulation et la documentation de fours de fusion
Régulateur de la chambre du four Euro-therm 3208
Régulation de la chambre du four via Eurotherm 3208Dans leur équipement de base, les fours de fusion de Nabertherm sont équipés d‘un régulateur de la chambre du four Eurotherm 3208. La température est mesurée dans la chambre du four derrière le creuset. Deux valeurs de consigne et une rampe de chauffage peuvent être préréglées. Les valeurs de consigne peuvent p.ex. être la température de travail et la température du bain pour la nuit. Il est possible en option d‘utiliser une minuterie hebdomadaire digitale qui commute automatiquement d‘une température à l‘autre. Les heures de commutation peuvent être choisies pour chaque journée de travail.
Régulation du bain de fusion pour fours de puisage et à creuset basculant ( réglage en cascade)Dans leur modèle de base, les fours de puisage et à creuset basculant des séries T.. et K.. possèdent une régulation de la chambre du four avec thermocouple dans la chambre du four derrière le creuset. Pour que le chauffage soit rapide, il est réglé une température qui est beaucoup plus élevée que celle que l‘on désire pour le bain de fuision. Cette régulation permet un chauffage très rapide, mais donne lieu à certaines variations de température dans la masse fondue en raison de la mesure indirecte de la température.
Ces fours peuvent être équipés en option d‘une régulation du bain de fusion qui est particulièrement recommandée pour le maintien de la chaleur. La température est non seulement mesurée avec un thermocouple dans la masse fondue, mais également avec un autre dans la chambre du four. Les deux températures sont alignées l‘une sur l‘autre au moyen du programmateur. La température du bain de fusion est le paramètre cible et celle de la chambre du four la grandeur de travail. Cette régulation améliore beaucoup la qualité de la masse fondue car elle empêche efficacement les oscillations. Une alternative au thermocouple dans la masse fondue peut aussi être un thermocouple dans la poche du creuset (creuset spécial avec poche nécessaire) qui mesure la température de la paroi du creuset. La mesure indirecte n‘est pas aussi précise que la régulation dans la masse fondue. Toutefois, le thermocouple est placé avec protection. Le thermocouple est cependant positionné de manière à être protégé.
Régulation du bain de fusion via contrôleur compact Eurotherm 3504Les fours de fusion peuvent être équipés en option d‘une régulation du bain de fusion. La température de la masse fondue n‘est pas seulement mesurée au moyen d‘un thermocouple placé derrière le creuset mais aussi dans la poche du creuset (cf. aussi la description à la page 23). Des fours déjà en service peuvent également être équipés ultérieurement d‘une régulation du bain de fusion. Il est possible en option d‘utiliser une minuterie hebdomadaire numérique qui commute automatiquement d‘une température à l‘autre. Les deux temps de commutation peuvent être choisis pour chaque journée de travail. De cette manière, la température du bain de fusion peut par exemple être abaissée pendant la nuit pour économiser de l‘énergie.
Variante standard � Exploitation avec régulation de la chambre du four ou régulation du bain de fusion par cascade possible � Affichage au moyen d‘un afficheur en texte en clair à plusieurs lignes � Saisie des données avec touches de fonction � Programmation de l‘exploitation du four avec deux valeurs de consigne (deuxième température, par ex. pour l‘abaissement nocturne) � Programme de préparation séparé librement programmable, par ex. pour le séchage du creuset. La commutation sur le programme de préparation a lieu par un commutateur externe
Options � Minuterie hebdomadaire pour la commutation entre deux températures (par ex. abaissement nocturne). Commutation du temps de commutation par journée de travail possible
Contrôleur compact Eurotherm 3504
Régulation du bain de fusion avec thermo-couple dans la masse fondue
Plateforme de chargement sur un K 360/12
24

H 700
Régulation du bain de fusion via API et écran tactile H 700L‘API H 700 représente la régulation parfaite du bain de fusion. Il combine une commande très simple, une régulation précise, de nombreuses options et possibilités de documentation professionnelles. La visualisation et la saisie de programme s‘effectuent directement au moyen d‘un écran tactile de commande très simple. L‘affichage des fonctions est en texte clair.
� Exploitation avec régulation de la chambre du four ou régulation du bain de fusion par cascade possible � Affichage d‘un afficheur graphique visualisant toutes les températures � Saisie très simple, directement sur l‘écran de commande (écran tactile) � Minuterie hebdomadaire pour le changement de température, saisie en temps réel � Un programme de 12 segments réglable pour chaque jour de la semaine � Programme de préparation séparé, librement programmable, p. e. pour le séchage du creuset, protégé grâce à un permutateur à clé � Changement de langue par le client possible
Options H 700 � Superposition manuelle du déroulement du programmeQuand le programme en cours doit être prolongé et que le régulateur ne doit pas sauter au segment suivant (p. e. poursuite de la fusion dans le cas d‘heures supplémentaires), il est possible de passer du fonctionnement par programme à celui par régulateur au moyen d‘un permutateur à clé. Le régulateur fonctionne à la dernière température réglée jusqu‘à ce que le permutateur soit de nouveau actionné. Le programme continue de se dérouler en arrière-plan. Le programme se poursuit lorsque l‘on actionne de nouveau le permutateur.
� Documentation du fonctionnement de la fusionLe régulateur H 700 peut être complété par le Control-Center Software de Nabertherm (NCC) y compris l‘ordinateur personnel. La régulation NCC offre une documentation pratique du fonctionnement de la fusion avec entre autres les possibilités de documentation suivantes: - Toutes les données essentielles telles que la température ambiante du four, celle du bain de fusion, les messages etc. sont toujours sauvegardées automatiquement chaque jour sous forme de fichier. - L‘installation de distribution électrique est équipée d‘une touche de démarrage et d‘arrêt. Une pression de ces touches a pour effet de documenter en particulier la température du bain de fusion et de la sauvegarder sous forme de fichier. Il est ainsi p. e. possible de visionner et d‘archiver séparément les charges du client.
Le PC peut en outre aussi être utilisé comme interface utilisateur avec tous les avantages d‘un ordinateur.
Options pour tous les contrôleurs � Pontage temporaire du bain de fusion pour accroître la puissance de fusionQuand un creuset entièrement vidé est de nouveau chargé, les valeurs mesurée par le thermocouple dans le bain de fusion ne correspondent pas à la température réelle du métal encore froid en raison de l‘air chaud dans le creuset. En raison de la température du bain de fusion présumée trop élevée, celle de la chambre du four n‘est pas assez chauffée. Une fonction par bouton-poussoir permet de définir temporairement une température ambiante du four plus élevée que celle du programme. Le laps de temps désiré (max. 120 minutes) et la température ambiante du four sont présélectionnés par l‘opérateur. Une fois ce laps de temps écoulé, la régulation retourne automatiquement au mode d‘exploitation précédent.
Minuterie hebdomadaire pour la commu-tation entre la température de fusion et la température abaissée
Interface utilisateur Control-Center NCC à base PC
25
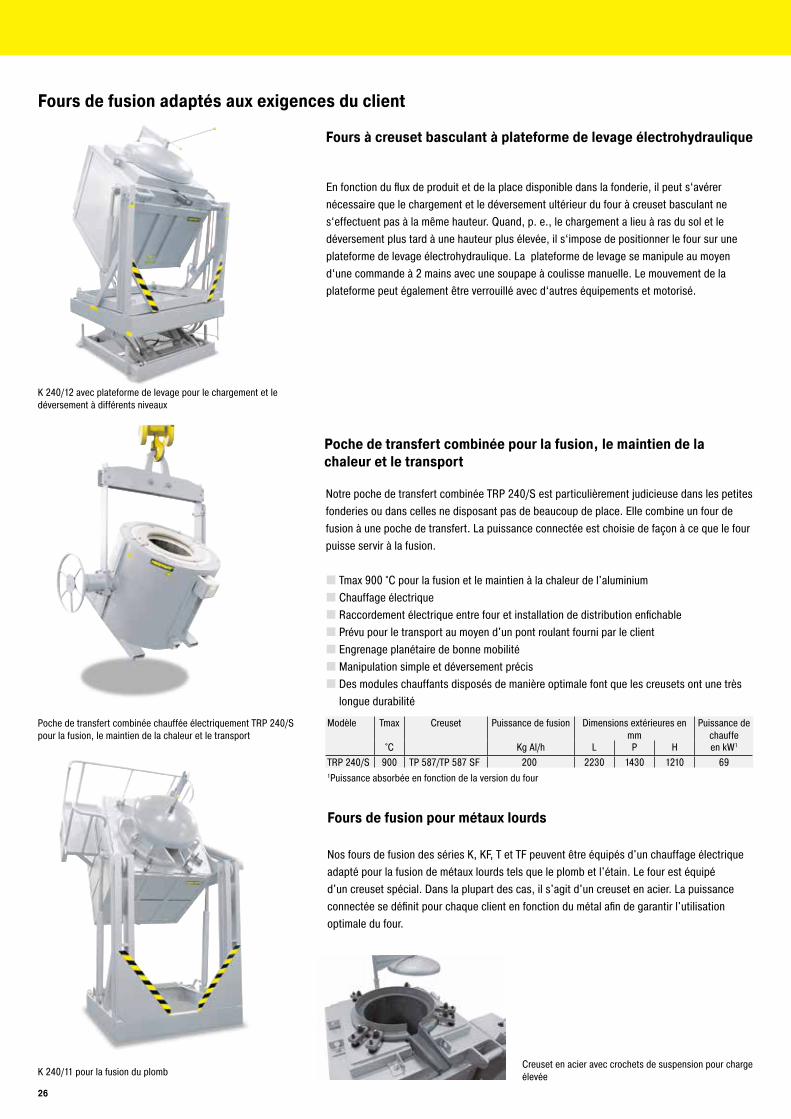
K 240/12 avec plateforme de levage pour le chargement et le déversement à différents niveaux
Poche de transfert combinée chauffée électriquement TRP 240/S pour la fusion, le maintien de la chaleur et le transport
Modèle Tmax Creuset Puissance de fusion Dimensions extérieures en mm
Puissance de chauffe
°C Kg Al/h L P H en kW1
TRP 240/S 900 TP 587/TP 587 SF 200 2230 1430 1210 691Puissance absorbée en fonction de la version du four
K 240/11 pour la fusion du plomb
Nos fours de fusion des séries K, KF, T et TF peuvent être équipés d'un chauffage électrique adapté pour la fusion de métaux lourds tels que le plomb et l'étain. Le four est équipé d'un creuset spécial. Dans la plupart des cas, il s'agit d'un creuset en acier. La puissance connectée se définit pour chaque client en fonction du métal afin de garantir l'utilisation optimale du four.
Poche de transfert combinée pour la fusion, le maintien de la chaleur et le transport
Notre poche de transfert combinée TRP 240/S est particulièrement judicieuse dans les petites fonderies ou dans celles ne disposant pas de beaucoup de place. Elle combine un four de fusion à une poche de transfert. La puissance connectée est choisie de façon à ce que le four puisse servir à la fusion.
� Tmax 900 °C pour la fusion et le maintien à la chaleur de l'aluminium � Chauffage électrique � Raccordement électrique entre four et installation de distribution enfichable � Prévu pour le transport au moyen d'un pont roulant fourni par le client � Engrenage planétaire de bonne mobilité � Manipulation simple et déversement précis � Des modules chauffants disposés de manière optimale font que les creusets ont une très longue durabilité
En fonction du flux de produit et de la place disponible dans la fonderie, il peut s‘avérer nécessaire que le chargement et le déversement ultérieur du four à creuset basculant ne s‘effectuent pas à la même hauteur. Quand, p. e., le chargement a lieu à ras du sol et le déversement plus tard à une hauteur plus élevée, il s‘impose de positionner le four sur une plateforme de levage électrohydraulique. La plateforme de levage se manipule au moyen d‘une commande à 2 mains avec une soupape à coulisse manuelle. Le mouvement de la plateforme peut également être verrouillé avec d‘autres équipements et motorisé.
Fours à creuset basculant à plateforme de levage électrohydraulique
Fours de fusion pour métaux lourds
Fours de fusion adaptés aux exigences du client
Creuset en acier avec crochets de suspension pour charge élevée
26

B 500
Afin de garantir un déroulement continu du process, plusieurs fours à creuset peuvent être réunis en un système de table tournante. Si l'on utilise trois fours et quand la rotation est de 120°, il peut être chargé au premier poste, épuré au second et prélevé au troisième. L'alimentation continue en métal liquéfié est assuré sur le poste de coulée. La table tournante possède une goulotte de secours sous l'installation pour le cas d'une rupture de creuset.
Four de fusion à creuset basculant pour le magnésium K 1500/75 S dont le creuset peut contenir 1500 litres de magnésium.
Pour divers projets, Nabertherm a fourni des fours de fusion qui ont été équipés ultérieurement par le client pour la fusion de magnésium. Nabertherm a pour cela fourni le four avec la technique de régulation et le creuset en acier nécessaires. Les clients ont complété les fours avec la technique de sécurité nécessaire, les systèmes de pompage pour le prélèvement et celui de gazage. Nous sommes en mesure de réaliser des installations de four dont le creuset peut atteindre 1500 litres de magnésium.
Système de table tournante avec 3 x T 150/11
Système de table tournante pour l'écoulement continu de la masse fondue
Fours de fusion pour magnésium
Les fours B 120 - B 500 sans creuset ont spécialement été développés pour le maintien de la chaleur stationnaire dans les fonderies sous pression avec prélèvement de la masse fondue par un robot de puisage. La cuve des fours est fabriquée en briques spéciales longue durée. L‘isolation arrière multi-couche est telle que les moindres charges de connexion électriques suffisent pour maintenir la chaleur de la masse fondue. La cuve des fours se compose de trois chambres reliées les unes aux autres. Le chauffage passe par le couvercle dans la chambre du milieu. Les ouvertures de puisage sont dimensionnées de telle manière qu‘un robot peut procéder au prélèvement. Dans le mode de maintien de la chaleur, les fours à bain offrent une encore plus grande efficacité énergétique que les fours de puisage quand ils sont utilisés correctement.
Fours à bain avec chauffage électrique pour le maintien de la chaleur
Modèle Tmax Capacité Dimensions extérieures en mm Poids en Ouverture de puisage
Puissance de chauffe
Maintien à la chaleur/
°C Kg Al L P H kg mm en kW1 kWB 120 1000 300 1900 1150 1160 1900 300 x 300 11 2B 250 1000 600 2030 1280 1200 2450 380 x 380 14 3B 500 1000 1200 2350 1450 1240 3700 430 x 430 20 51Puissance absorbée en fonction de la version du four
27

KC 2/15
KC 2/15
Modèle Tmax Creuset Volume Dimensions extérieures en mm Puissance de Branchement Poids°C en l L P H chauffe en kW4 électrique en kg
K 1/10 1000 A 6 1,0 520 680 660 3,0 monophasé 85K 2/10 1000 A10 2,0 520 680 660 3,0 monophasé 90K 4/10 1000 A25 4,0 570 755 705 3,6 monophasé 110
K 1/13² 1300 A 6 1,0 520 680 660 3,0 monophasé 120K 2/13² 1300 A10 2,0 520 680 660 3,0 monophasé 125K 4/13² 1300 A25 4,0 570 755 705 5,5 triphasé¹ 170
KC 1/15³ 1500 A6 1,0 580 630 580 10,5 triphasé 170KC 2/15³ 1500 A10 2,0 580 630 580 10,5 triphasé 170¹Chauffage uniquement entre 2 phases ²Dimensions extérieures, transformateur dans la carcasse séparée en sus (500 x 570 x 300 mm)³Installation de commande et programmateur dans armoire debout distincte4Puissance absorbée en fonction de la version du four
Fours de fusion pour laboratoirechauffage électrique
K 1/10 - K 4/13, KC 1/15 + KC 2/15Ces fours de fusion compacts destinés à la fusion de métaux non ferreux et d'alliages spéciaux sont uniques en leur genre et convainquent par leurs nombreux avantages techniques. Ces modèles de paillasse sont utilisés pour de nombreuses applications en laboratoire. Pratique, le système de basculement avec amortisseurs et le goulotte de coulée (pas KC) placé devant le four facilitent le dosage exact lors du versement de la matière fondue. Les fours sont disponibles pour des températures de 1000 °C, 1300 °C ou 1500 °C dans la chambre du four. Cela correspond à des températures de fusion inférieures de 80 - 110 °C.
� Tmax 1000 °C, 1300 °C ou 1500 °C, la température de fusion est inférieure d'environ 80 - 110 °C � Tailles de creuset de 1, 2 ou 4 litres � Creuset avec bec de coulée intégré en iso-graphite fourni � Goulotte de coulée (pas KC) installée sur le four pour le dosage exact lors de la coulée � Construction compacte pour paillasse, vidange simple du creuset par mécanisme basculeur avec vérin à gaz � Creuset de chauffage du four isolé avec un couvercle rabattable, le couvercle est ouvert lors du versement
Options � Autres sortes de creusets disponibles, par exemple en acier � Exécution sous forme de four à puisage sans support basculant, pour la fonte du plomb par ex. � Contrôleur de température pour protéger la chambre du four contre les températures excessives. Le contrôleur déconnecte le chauffage, lorsque la température limite paramétrée est atteinte et ne le remet en marche que lorsque la température baisse de nouveau � Trou de regard pour observer la fusion
K 2/10 en four à puisage avec creuset en acier pour fondre le plomb
28

SRO 170/1000/11
Fours de nettoyage pour colonnes montanteschauffage électrique
SRO 170/1000/11Les colonnes montantes pour fours à basse pression doivent être nettoyées à intervalles réguliers. Pour ce faire, la colonne doit être extraite du four et chauffée dans le but d‘y enlever les salissures. Comparé au chauffage par flamme ouverte, le four pour le chauffage de la colonne montante SRO 170/1000/11 assure une mise à température très régulière de cette dernière. Le nettoyage régulier des colonnes montantes augmente nettement la qualité du traitement thermique ainsi que leur durée de vie. La colonne montante mise à température peut alors être extraite du four en état chaud et de nouveau y être insérée dans le four de fusion basse pression.
Le four doit être chargé par le haut à l‘aide de la grue (pont roulant) du client. Dans la partie inférieure du four se trouve un bac en acier qui doit être rempli de sable ou de couches. La colonne montante est accrochée sur l‘oeillet de grue et les salissures tombent dans le bac. Un bac en forme de tiroir peut facilement être vidé puis de nouveau rempli.
� Tmax 1100 °C � Ouverture de chargement avec collerette et couvercle pivotant sur le four. Chargement des colonne montantes à l‘aide de la grue mise à disposition par le client � Dimensions maximales des colonnes montantes: L : 1000 mm, diamètre extérieur maximal de 90 mm avec bride d‘un côté avec diamètre extérieur de 115 mm � Longueur chauffée: 1000 mm � Réception de la charge à l‘aide de l‘oeillet de grue pour la réception de petites colonnes montantes � Bac en acier rempli côté client de sable ; pour la collecte des salissures � Bac en acier sous forme de tiroir � Four sur roulettes � Installation de commutation et de contrôle fixée directement sur le four
Options � Variantes pour d‘autres dimensions de colonne montante sur demande � Installation de commutation sur roulettes
Réception avec oeillet de grue pour les colonnes montantes avec bride
Four SRO 170/1000/11 avec colonne accrochée
Modèle Tmax Dimensions extérieures en mm Ø extérieur de la colonne
Longueur chauffée
Puissance de chauffe
Branchement électrique
°C L P H mm mm en kw1
SRO 170/1000/11 1100 590 640 1700 90 1000 12,0 triphasé1Puissance absorbée en fonction de la version du four
29

Séchoirs à chambre chauffage électrique ou au gaz
Les séchoirs à chambre de la série KTR s’utilisent pour des procédés variés de séchage et de traitements thermiques de charges dont le poids et la densité de l’ensemble sont normaux, jusqu’à une température d’application de 260 °C. Une homogénéité dans la répartition des température optimale est obtenue dans l’espace utile du four en raison de la puissante convection d’air. Ces fours peuvent s’adapter aux exigences particulières des processus par leur vaste programme d’accessoires. L’exécution spéciale pour le traitement thermique de matières inflammables selon EN 1539 est disponible dans toutes les tailles.
� Tmax 260 °C � A chauffage électrique (par batterie de chauffe avec corps de chauffe en acier chromé) ou à chauffage au gaz (chauffage au gaz direct avec soufflage d’air chaud dans le canal d’aspiration)
Dispositif rotatif à servomoteur avec des corbeilles en place pour faire tourner la charge pendant le traitement thermique
Modèles standard
KTR 1500 avec chariot de chargementChariot de chargement avec plaques métalliques amovibles
30

KTR 3100/S pour le vieillissement de matériaux composites fibreux en sacs sous vide y compris pompe et raccordements nécessaires dans la chambre de four
� Homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à ΔT 6 K (en cas d‘exécution sans pistes d‘entrées) voir page 60 � Isolation avec laine minérale de haute qualité, ce qui permet d’obtenir des températures de paroi extérieure < 20 °C supérieures à la température environnante � Fort renouvellement d’air pour les processus de séchage rapides � Porte à deux battants à partir de TR 3100 � Régulateur de sécurité de surchauffe avec réinitialisation manuelle réglable pour la classe de protection thermique 2 selon selon EN 60519-2 assurant la protection contre la surchauffe du séchoir et de la pièce � Isolation du fond comprise.
Options � Rampes d’entrée pour chariots élévateurs ou voies pour l’entrée à ras du sol avec chariots de chargement � Optimisation de la convection d’air grâce à des ouvertures de sortie d’air réglables pour l’adaptation à la charge � Système de ventilation à commande manuelle ou motorisée pour accélérer le refroidissement � Ouverture et fermeture des trappes d’évacuation de l’air commandées par programme � Hublot de contrôle et éclairage dans la chambre du four � Technique de sécurité pour les charges à teneur en solvant conformément N 1539 voir page 42 � Chariot de chargement avec et sans système de rayonnage � Exécution pour les processus de traitement thermique en salle blanche � Commandes et enregistrement des processus avec le progiciel MV Controltherm MV voir page 64
Modèle Tmax Dimensions intérieures en mm Volume Dimensions extérieures en mm Puissance de chauffe
Branchement
°C l p h en l L P H en kW¹ électrique*KTR 1500 260 1000 1000 1500 1500 1930 1430 2315 21,0 triphaséKTR 3100 260 1250 1250 2000 3100 2160 1680 2880 30,0 triphaséKTR 4500 260 1500 1500 2000 4500 2410 1930 2880 48,0 triphaséKTR 6125 260 1750 1750 2000 6125 2660 2180 3000 50,0 triphaséKTR 8000 260 2000 2000 2000 8000 2910 2430 3000 59,0 triphasé¹Puissance absorbée en fonction de la version du four
Circulation de l’air dans le séchoir à chambre
KTR 21640/S avec éclaiarge de chambre et voie de guidage avec connections isolées pour une uniformité de température optimum
31

Fours à chambre à convection d’air < 675 litres chauffage électrique
L’excellente homogénéité de température de ces fours ventilés permet d’obtenir des applications optimales telles que recuit, étuvage, hypertrempe, vieillissement accéléré, préchauffage ou recuit d’adoucissement et brasage. Les fours peuvent être équipés d’un caisson pour le recuit d’adoucissement d’alliages cuivreux ou la trempe de titane. Une autre utilisation possible est le recuit d’acier sous balayage de gaz neutre ou gaz réactif. La modularité de ces fours associée aux nombreux accessoires disponibles sur catalogue permet une adaptation efficiente de vos applications.
� Tmax 450 °C, 650 °C ou 850 °C � Chauffage sur quatre côtés (sole, côtés et voûte) � Caisson en inox conducteur d’air dans le four pour une convection optimale de l’air � Porte charnière à ouverture sur la droite � Châssis compris dans les fournitures, N 15/65 HA en tant que modèle de paillasse � Convexion forcée horizontale � Homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à ΔT 8 K (modèle N 15/65 HA jusqu‘à ΔT 14 K) voir page 60 � Répartition optimale de l’air du fait de la vitesse de circulation élevée � Une clayette d’enfournement et des listeaux pour 2 autres clayettes sont compris dans les fournitures (N 15/65 HA sans clayette)
Options (ne concerne pas le modèle N 15/65HA) � Optimisation de l‘homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à +/- 3 °C voir page 60 � Refroidissement accéléré par ventilateur � Trappes d’évacuation motorisées � Porte guillotine manuelle � Porte guillotine pneumatique � Régulation du régime de flux d’air pour pièces sensibles
N 15/65HA en tant que modèle de paillasse
N 250/65 HA avec système de fumigationN 60/45HAS avec porte supplémentaire pour charger les pièces longues qui dépas-sent de la porte ouverte
Ligne de convoyage dans le four N 250/85HA
32

� Plaques de chargement supplémentaires � Plateau à rouleaux dans la chambre du four pour de lourdes charges � Caissons de mise sous gaz � Systèmes de chargement, plateaux à rouleaux facilitant le chargement, également équipés d’un servomoteur � Variante pour Tmax 950 °C � Commandes et enregistrement des processus avec le progiciel MV Controltherm MV voir page 64
N 250/65HA avec bain de trempe N 120/85HAS avec corbeille de charge-ment
Four à convection d’air N 500/45 HAS, comprenant quatre compartiments, chacun avec plateau à rouleaux et sa propre porte
Modèle Tmax Dimensions intérieures en mm Volume Dimensions extérieures en mm Puissance de chauffe
Branche-ment
Poids
°C l p h en l L P H en kW3 électrique en kgN 30/45 HA 450 290 420 260 30 607 + 255 1175 1315 3,6 monophasé 195N 60/45 HA 450 350 500 350 60 667 + 255 1250 1400 6,6 triphasé 240N 120/45 HA 450 450 600 450 120 767 + 255 1350 1500 9,6 triphasé 310N 250/45 HA 450 600 750 600 250 1002 + 255 1636 1860 19,0 triphasé 610N 500/45 HA 450 750 1000 750 500 1152 + 255 1886 2010 28,0 triphasé 1030N 675/45 HA 450 750 1200 750 675 1152 + 255 2100 2010 28,0 triphasé 1350
N 15/65 HA¹ 650 295 340 170 15 470 845 460 2,7 monophasé 55N 30/65 HA 650 290 420 260 30 607 + 255 1175 1315 6,0 triphasé² 195N 60/65 HA 650 350 500 350 60 667 + 255 1250 1400 9,6 triphasé 240N 120/65 HA 650 450 600 450 120 767 + 255 1350 1500 13,6 triphasé 310N 250/65 HA 650 600 750 600 250 1002 + 255 1636 1860 21,0 triphasé 610N 500/65 HA 650 750 1000 750 500 1152 + 255 1886 2010 31,0 triphasé 1030N 675/65 HA 650 750 1200 750 675 1152 + 255 2100 2010 31,0 triphasé 1350
N 30/85 HA 850 290 420 260 30 607 + 255 1175 1315 6,0 triphasé² 195N 60/85 HA 850 350 500 350 60 667 + 255 1250 1400 9,6 triphasé 240N 120/85 HA 850 450 600 450 120 767 + 255 1350 1500 13,6 triphasé 310N 250/85 HA 850 600 750 600 250 1002 + 255 1636 1860 21,0 triphasé 610N 500/85 HA 850 750 1000 750 500 1152 + 255 1886 2010 31,0 triphasé 1030N 675/85 HA 850 750 1200 750 675 1152 + 255 2100 2010 31,0 triphasé 1350
¹Modèle de paillasse ²Chauffage uniquement entre 2 phases3Puissance absorbée en fonction de la version du four
33

N 3920/26HAS
Résistances chauffantes pour les modèlesélectriques
Brûleur à gaz dans tube radiant
N1500/85HA avec système de charge-ment électrique pour charges lourdes
Ces fours à chambre à convection d’air sont disponibles pour des températures maximales de travail de 260 °C, 450 °C, 600 °C ou 850 °C et conviennent parfaitement aux processus très exigeants. En raison de leur dimensionnement généreux et de leur construction robuste, il est possible de traiter thermiquement de lourdes charges dans le four. Les fours sont construits de manière à permettre l’utilisation de corbeilles et palettes ou de chariots. Le chargement est possible par transpalette, chargeur ou chariot élévateur. En version standard, les fours reposent sur le sol de l’atelier sans isolation du fond. Le chargement peut être facilité par des plateaux à rouleaux à l’intérieur et à l’extérieur du four, également équipés d’un servomoteur. Tous les fours sont disponibles en version chauffage électrique ou à gaz.
Exécution standard pour les modèles jusqu’à 600 °C (modèles pour 850 °C voir page 36) � Tmax 260 °C, 450 °C ou 600 °C � A chauffage électrique ou à gaz � Chauffage du four électrique par résistances � Chauffage au gaz direct, ou en option, indirectement avec transmission de la température par un tube radiant, p. ex. pour le traitement thermique de l’aluminium � Optimisation de la convection d’air grâce à des ouvertures de sortie d’air réglables pour l’adaptation à la charge � Disponible avec convection d’air horizontale (type ../HA) � Bonne ventilation garantissant un bon transfert de la chaleur � Chargement possible au niveau du sol sans isolation pour les modèles 260 °C � Homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à ΔT 10 K voir page 60 � Chambre du four avec revêtement en tôles en matériau 1.4301 (DIN) � Températures extérieures réduites du fait de l’isolation par laine de roche de haute qualité � Déverrouillage placé à l’intérieur pour les fours avec espace utile du four praticable � Tailles de four adaptées au système de chargement du commerce tels que palettes, corbeilles etc. � Porte à double battant pour les fours ayant une largeur intérieure de plus de 1500 mm (versions 260 °C et 450 °C). Les fours à températures supérieures et de tailles plus petites sont équipés d‘un porte à simple battant
Fours à chambre à convection d’air > 560 litres chauffage électrique ou au gaz
34

Rails de guidage pour chariots à roulettes
Tiroirs amovibles supportant de fortes charges, pour réceptionner des charges lourdes
� Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
Options pour modèles jusqu’à 600 °C � Isolation supplémentaire de la sole permettant d’améliorer l’homogénéité dans la répartition des température pour les modèles 260 °C � Rampes d‘entrée pour chariots élévateurs ou voies pour l‘entrée à ras du sol avec chariots de chargement sur les modèles avec isolation du fond (indisponible pour les modèles 600 °C) � Four reposant sur châssis pour une hauteur de chargement ergonomique � Porte guillotine électro-hydraulique � Système de ventilation à commande manuelle ou motorisée pour accélérer le refroidissement � Commande motorisée de la trappe d‘aération et d‘évacuation des gaz améliorant l‘échange d‘air de la chambre de four � Hublot de contrôle et/ou éclairage dans la chambre du four (indisponible pour les modèles 600 °C) � Optimisation de l‘homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à +/- 3 °C voir page 60 � Système de sécurité pour les charges contenant des solvants selon la norme EN 1539 (indisponible pour les modèles 600 °C) voir page 46 � Systèmes de chargement, plateaux à rouleaux facilitant le chargement, également équipés d’un servomoteur � Systèmes de purification catalytique ou thermique des gaz � Commandes et enregistrement des processus avec le progiciel MV Controltherm MV voir page 64
N 2520/60HA avec plateau à rouleaux dans et devant le four
N 1500/85HA avec porte guillotine et dispositifs de réception des pièces à usiner dans le four
35

Exécution standard pour les modèles 850 °C � Tmax 850 °C � A chauffage électrique ou à gaz � Four chauffé électriquement par fil de résistance sur tubes support � Chauffage au gaz direct dans la zone de sortie du ventilateur � Optimisation de la convection par des clapets d’air réglables permettant l‘adaptation à la charge � Disponible avec convection d’air horizontale (type ../HA) � Bonne ventilation garantissant un bon transfert de la chaleur � Châssis portant la hauteur de chargement à 900 mm � Homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à ΔT 10 K voir page 60 � Déflecteurs en 1.4828 (DIN) � Températures extérieures basses grâce à une isolation multicouche constituées de plaques en fibres (non classifiée selon la directive UE 67/548) � Tailles de four adaptées au système de chargement du commerce tels que palettes, corbeilles etc. � Porte à deux battants à partir du modèle N 1500/.. � Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
Options pour les modèles 850 °C � Porte guillotine électro-hydraulique � Système de ventilation à commande manuelle ou motorisée pour accélérer le refroidissement � Commande motorisée de la trappe d‘aération et d‘évacuation des gaz améliorant l‘aération de la chambre de four � Optimisation de l‘homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à +/- 3 °C voir page 60 � Châssis permettant une hauteur de chargement spécifique à l’utilisateur � Systèmes de chargement, plateaux à rouleaux facilitant le chargement, également équipés d’un servomoteur � Variante pour Tmax 950 °C � Commandes et enregistrement des processus avec le progiciel MV Controltherm MV voir page 64
Fours à chambre à convection d’air > 560 litres chauffage électrique ou au gaz
N 670/65HAS avec bain de trempe
Four à convection d‘air N 790/65HAS, réglable en hauteur, à intégrer dans un ensemble
Four chambre à circulation d’air N 140000/26AS pour la polymérisation de matériaux composites sous poches à vide, équipé de pompe et de connections nécessaires dans la cham-bre de l’étuve
36

N 24500/20HASN 12000/25AS
N 4010/45HA avec voies pour l’entrée, éclairage de la chambre du four et hublot de contrôle
Modèle Tmax Dimensions intérieures en mm
Volume Dimensions extérieures en mm
Débit circula- Puissance de chauffe
Branche-ment
°C l p h en l L P H tion m³/h en kW2 électriqueN 560/26HA 260 750 1000 750 560 1450 1865 2220 900 13,0 triphaséN 1000/26HA 260 1000 1000 1000 1000 1930 1900 1600 3600 18,0 triphaséN 1500/26HA 260 1500 1000 1000 1500 2380 1900 1600 3600 22,0 triphaséN 1500/26HA1 260 1000 1500 1000 1500 1880 2400 1600 3600 22,0 triphaséN 2000/26HA 260 1500 1100 1200 2000 2380 2000 1800 6400 22,0 triphaséN 2000/26HA1 260 1100 1500 1200 2000 1980 2400 1800 6400 22,0 triphaséN 2010/26HA 260 1000 1000 2000 2000 1880 1900 2720 7200 30,0 triphaséN 2880/26HA 260 1200 1200 2000 2880 2080 2100 2720 9000 54,0 triphaséN 4000/26HA 260 1500 2200 1200 4000 2380 3110 1800 9000 47,0 triphaséN 4000/26HA1 260 2200 1500 1200 4000 3080 2410 1800 9000 47,0 triphaséN 4010/26HA 260 1000 2000 2000 4000 1880 2900 2720 9000 54,0 triphaséN 4500/26HA 260 1500 1500 2000 4500 2380 2400 2720 12800 54,0 triphaséN 5600/26HA 260 1500 2500 1500 5600 2110 3180 2340 9000 69,0 triphaséN 6750/26HA 260 1500 3000 1500 6750 2110 3680 2340 19200 98,0 triphaséN 7200/26HA 260 2000 1500 2400 7200 2610 2410 3000 18000 93,0 triphaséN 10000/26HA 260 2000 2500 2000 10000 2610 3180 2840 25600 106,0 triphasé
N 560/45HA(E¹) 450 750 1000 750 560 1450 1865 2220 900 13,0¹/ 19,0 triphaséN 1000/45HA(E¹) 450 1000 1000 1000 1000 1930 1900 1600 3600 18,0¹/ 40,0 triphaséN 1500/45HA(E¹) 450 1500 1000 1000 2380 1900 1600 1320 3600 22,0¹/ 40,0 triphaséN 1500/45HA1(E¹) 450 1000 1500 1000 1500 1880 2400 1600 3600 22,0¹/ 40,0 triphaséN 2000/45HA(E¹) 450 1500 1100 1200 2000 2380 2000 1800 6400 22,0¹/ 46,0 triphaséN 2000/45HA1(E¹) 450 1100 1500 1200 2000 1980 2400 1800 6400 22,0¹/ 46,0 triphaséN 2010/45HA(E¹) 450 1000 1000 2000 2000 1880 1900 2720 7200 30,0¹/ 54,0 triphaséN 2880/45HA(E¹) 450 1200 1200 2000 2880 2080 2100 2720 9000 54,0¹/ 66,0 triphaséN 4000/45HA(E¹) 450 1500 2200 1200 4000 2380 3110 1800 9000 47,0¹/ 65,0 triphaséN 4000/45HA1(E¹) 450 2200 1500 1200 4000 3080 2410 1800 9000 47,0¹/ 65,0 triphaséN 4010/45HA(E¹) 450 1000 2000 2000 4000 1880 2900 2720 9000 54,0¹/ 66,0 triphaséN 4500/45HA(E¹) 450 1500 1500 2000 4500 2380 2400 2720 12800 54,0¹/ 66,0 triphaséN 5600/45HA(E¹) 450 1500 2500 1500 5600 2110 3180 2340 9000 69,0¹/ 93,0 triphaséN 6750/45HA(E¹) 450 1500 3000 1500 6750 2110 3680 2340 19200 98,0¹/116,0 triphaséN 7200/45HA(E¹) 450 2000 1500 2400 7200 2610 2410 3000 18000 93,0¹/117,0 triphaséN 10000/45HA(E¹) 450 2000 2500 2000 10000 2610 3180 2840 25600 106,0¹/130,0 triphasé
N 1000/60HA 600 1000 1000 1000 1000 1930 1900 1600 3600 40,0 triphaséN 1500/60HA 600 1500 1000 1000 1500 2380 1900 1600 3600 40,0 triphaséN 1500/60HA1 600 1000 1500 1000 1500 1930 2400 1600 3600 40,0 triphaséN 2000/60HA 600 1500 1100 1200 2000 2380 2000 1800 6400 46,0 triphaséN 2000/60HA1 600 1100 1500 1200 2000 1980 2400 1800 6400 46,0 triphaséN 4000/60HA 600 1500 2200 1200 4000 2380 3110 1800 9000 65,0 triphaséN 4000/60HA1 600 2200 1500 1200 4000 3080 2410 1800 9000 65,0 triphasé
N 1000/85HA 850 1000 1000 1000 1000 2100 2000 1900 3400 46,0 triphaséN 1500/85HA 850 1500 1000 1000 1500 2600 2000 1900 6400 46,0 triphaséN 1500/85HA1 850 1000 1500 1000 1500 2100 2600 1900 6400 46,0 triphaséN 2000/85HA 850 1500 1100 1200 2000 2600 2100 2100 9000 64,0 triphaséN 2000/85HA1 850 1100 1500 1200 2000 2200 2800 2100 9000 64,0 triphaséN 4000/85HA 850 1500 2200 1200 4000 2600 3400 2100 12600 97,0 triphasé¹Puissance réduite pour les utilisations avec matières lastiques2Puissance absorbée en fonction de la version du four
N 3968/80HAS pour le traitement ther-mique d‘outils de coupe
37

Fours à sole mobile à convection d’air chauffage électrique ou au gaz
Les fours à sole mobile à convection d’air W 1000/60A - W 8300/85A sont utilisés lorsque de grandes quantités de produits pouvant atteindre plus de 25 t doivent être soumises au déliantage. Ils conviennent parfaitement aux
processus tels la mise en solution, le vieillissement à chaud, le revenu ou l’adoucissement où l’homogénéité dans la répartition des température doit être très
élevée. La puissante convection d’air permet d’obtenir une homogénéité optimale dans la répartition des température dans tout l’espace utile du four. Avec le vaste programme d’équipements complémentaires, ces fours peuvent être adaptés aux différents processus de manière optimale.
� Tmax 600 °C ou 850 °C � Carcasse à double paroi avec ventilation arrière pour des températures extérieures basses des modèles 850 °C � Porte pivotante à ouverture sur charnières vers la droite � Chauffage par corps de chauffe en acier chromé pour les modèles 600 °C � Chauffage par trois côtés, les deux côtés longitudinaux et la sole pour les modèles 850 °C � Ventilateur à circulation d’air puissant avec convection d’air verticale � Homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à ΔT 10 K voir page 60 � Chauffage par le fond protégé par des plaques SiC posées sur le chariot pour les modèles 850 °C, permettant ainsi une surface de chargement plane
W 4000/60AS avec corbeille de chargement en 1.4828
Four sole mobile à circualtion d‘air W 5290/85AS avec caisson de recuit. Traitement thermique de bobines sous balayge de gaz neutre
Ventilateur de refroidissement pour accé-lérer le refroidissement
Support de charge dans un four sole mobi-le à convection forcée pour 850 °C Four sole mobile à convection forcée pour le traitement thermique de
bobines
� Chambre du four avec tôles intérieures en inox 1.4301 pour les modèles 600 °C et en 1.4828 pour les modèles 850 °C � Structure isolante multicouche en laine minérale de qualité pour les modèles 600 °C � Isolation en matériau fibreux non classée de qualité supérieure pour les modèles 850 °C � Sole mobile avec roues à boudins sur rails pour faciliter un enfournement précis des fortes charges
38

W 10430/85AS
� Sole à entraînement à chaîne électrique associée au fonctionnement sur rails simplifiant le déplacement des charges lourdes à partir du modèle W 4800 � Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
Options � Chauffage au gaz direct dans la zone d’aspiration du ventilateur ou, sur demande, chauffage au gaz indirect avec transfert de la température par tube de convection � Sole à entraînement à chaîne électrique associée au fonctionnement sur rails simplifiant le déplacement des charges lourdes jusqu’au modèle W 4000 � Optimisation de l‘homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à +/- 3 °C voir page 60 � Sole sur roues en métal entraînée par crémaillère sans nécessité de poser des rails devant le four � Possibilités d’extension variées dans l’installation de four à sole mobile : - Soles mobiles supplémentaires - Système de translation de la sole avec voie auxiliaire pour le changement de sole fonctionnant sur rails et pour relier plusieurs fours ensemble - Entraînement motorisé de la sole mobile et du système de translation latérale - Commande entièrement automatique du changement de sole
� Porte guillotine électro-hydraulique � Trappes d’évacuation d’air motorisées, activables par le programme � Système de refroidissement avec ou sans régulation par ventilateur de refroidissement commandé par fréquence et trappe d’évacuation d’air motorisée � Régulation multizone, adaptée au modèle de four, pour une homogénéité optimale dans la répartition des température pour les modèles 850 °C � Enfournement avec cuisson d’essai et mesure de l’homogénéité dans la répartition des température, avec produits également, afin d’optimiser le processus � Variante pour Tmax 950 °C, roue de ventilateur pour la protection du moteur de circulation d‘air contre la surchauffe, entraînement indirect par courroies � Documentation et commande de process avec le progiciel Controltherm MV, NTLog et NTGraph pour le four de base ou centrale de contrôle Nabertherm NCC pour la surveillance, la documentation et la commande voir page 64
W 13920/60AS4 avec grille de sole pour les fortes charges
Modèle Tmax Dimensions intérieures en mm Volume Dimensions extérieures en mm Puissance de Branchement°C l p h en l L P H chauffe en kW1 électrique
W 1000/.. A 800 1600 800 1000 1800 2390 2305 50,0 triphaséW 1600/.. A 1000 1600 1000 1600 2000 2390 2535 50,0 triphaséW 2200/.. A 1000 2250 1000 2200 2000 3040 2535 95,0 triphaséW 3300/.. A 600 1200 2250 1200 3300 2200 3040 2745 95,0 triphaséW 4000/.. A ou 1500 2250 1200 4000 2500 3040 2780 120,0 triphaséW 4800/.. A 850 1200 3300 1200 4800 2200 4090 2780 120,0 triphaséW 6000/.. A 1500 3300 1200 6000 2500 4090 2900 156,0 triphaséW 6600/.. A 1200 4600 1200 6600 2200 5390 2770 152,0 triphaséW 7500/.. A 1400 3850 1400 7500 2400 4640 2980 154,0 triphaséW 8300/.. A 1500 4600 1200 8300 2500 5390 2780 203,0 triphasé
1Puissance absorbée en fonction de la version du four39

S 1000/85A
S 1780/60AS
S 100/60A - S 1000/85A
Grâce à leur construction robuste, ces fours droits à convection d’air conviennent au traitement thermique professionnel avec homogénéité dans la répartition des température parfaite. Les processus de fabrication comme le revenu, la mise en solution, le vieillissement à chaud et l’adoucissement peuvent être réalisés avec ces fours.
� Tmax 600 °C ou 850 °C � Convient aux poids de charge élevés
Modèle Tmax Dimensions intéri-eures du cylindre
Volume Poids maxi. de la charge
Dimensions extérieures en mm Puissance de chauffe
Branche-ment
Poids
°C Ø in mm h in mm en l en kg/m² L P H en kW1 électrique en kgS 100/..A 450 600 100 1500 1100 1200 1600 17,5 triphasé 1000S 200/..A 600 800 200 1500 1200 1300 2050 28,5 triphasé 1300S 300/..A 600 600 1000 300 1500 1200 1300 2250 39,5 triphasé 1500S 500/..A ou 800 1000 500 1500 1400 1600 2400 52,5 triphasé 1600S 600/..A 850 800 1200 600 1500 1400 1600 2600 62,5 triphasé 1800S 800/..A 1000 1000 800 1500 1600 1800 2400 70,0 triphasé 1900S 1000/..A 1000 1300 1000 1500 1600 1800 2700 90,0 triphasé 2200
1Puissance absorbée en fonction de la version du four
Fours droits à convection d’air chauffage électrique ou au gaz
� Ventilateurs de convection situés dans le couvercle du four, flux d’air important � Chambre du four avec chauffage circulaire � Résistances sur toutes les faces � Arrivée de l’air de convection par la grille de la sole � Système de levage du couvercle hydraulique ou pneumatique � Homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à ΔT 6 K voir page 60
Options � Ventilateur accélérant le refroidissement � Optimisation de l‘homogénéité dans la répartition des température selon DIN 17052-1 jusqu’à +/- 2 °C voir page 60 � Régulation du régime de flux d’air par convertisseur de fréquence pour pièces sensibles � Réglage sur plusieurs zones permettant d’optimiser l‘homogénéité dans la répartition des température et de s’adapter à la charge � Charges possibles jusqu’à 7 tonnes � Variante pour Tmax 950 °C, roue de ventilateur pour la protection du moteur de circulation d‘air contre la surchauffe, entraînement indirect par courroies � Commande et enregistrement des processus avec le progiciel MV Controltherm MV voir page 64
2 x S 5600/75 AS dans la production
Commande de trappe d‘aération et d‘évacuation automatique
40

S 1512/85HAS
Fours droits et fours à couvercle avec et sans convection d‘airchauffage électrique ou au gaz
Nos fours à couvercle se prêtent de manière idéale au traitement thermique de pièces longues ou lourdes. Dans la plupart des cas, le chargement a lieu à l‘aide du pont roulant. Grâce à leur puissante convection d‘air, ces fours avec Tmax. jusqu‘à 850 °C assurent une excellente homogénéité dans la répartition des température. Mais aussi les fours à couvercle destinés aux plages de température supérieures jusqu‘à 1280 °C offrent, grâce au chauffage des cinq côtés, d‘homogénéité dans la répartition des température. En alternative, ces fours peuvent également être chauffés au gaz. Un dimensionnement sur mesure selon les tailles et poids des composants est possible.
� Tmax 260 °C, 450 °C, 600 °C ou 850 °C pour fours à convection d‘air � Tmax 900 °C ou 1280 °C pour fours avec chauffage rayonnant � Chauffage électrique ou au gaz � Chauffage des deux côtés longitudinaux pour fours à convection d‘air � Chauffage des quatre côtés et du fond de four, avec dalles SiC dans le fond en tant que plate-forme d‘empilage chez les modèles à 900 °C ou à 1280 °C � Isolation haut de gamme adaptée à la température maximale respective � Couvercle à entraînement électro-hydraulique et commande deux mains � Ouvertures d’arrivée d’air qui se ferment dans le bas de la chambre du four � Ouvertures d’évacuation d’air qui se ferment dans la voûte � Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
Options � Trappes d‘évacuation des gaz motorisées pour un refroidissement plus rapide � Refroidissement réglé par ventilateur relié aux trappes d‘évacuation motorisées � Régulation multizone du chauffage pour une homogénéité optimale dans la répartition des température � Chambre du four divisible en longueur et à régulation séparée pour petites pièces � Variante pour Tmax 950 °C, roue de ventilateur pour la protection du moteur de circulation d‘air contre la surchauffe, entraînement indirect par courroies � Commande et enregistrement des processus avec le progiciel MV Controltherm MV voir page 64
S 5120/GS1, chambre de four divisible en deux moitiés, couvercle en deux pièces
Chambre de four S 5120/GS avec logement de la plaque isolante pour réduire la cham-bre de moitié
S 4100/S pour produits de taille haute41

Unités de mise en solution pour acier et métaux NE
Installation de trempe et de revenu entièrement automatique pour l'aluminium avec 2 fours droits, bac pour bain d'eau et 6 aires de stationnement
Prélèvement de la corbeille de chargement du four de mise en solution et transport dans le bac pour bain d'eau
Commande du four centralisée avec PC
Installation de trempe et de revenu entièrement automatique avec fours droits à air de circulation S 1780/65 AS pour la mise en solution, bac pour bain d'eau, convoyeur élévateur et four droit S 3180/26AS pour le vieillissement à chaud
Cette installation de trempe et de revenu a été fournie pour la trempe et le revenu de pièces en aluminium dont le temps de trempe est de 30 secondes. Toutes les fonctions se déroulent entièrement automatiquement. Autant le four de mise en solution que celui de vieillissement à chaud sont des fours droits.
Pour gagner du temps, l'unité de déplacement saisit le couvercle complet du four de mise en solution dont la corbeille de chargement est accrochée après le process et le transporte dans le bac pour bain d'eau. Le couvercle est décroché et retourne vers le four de mise en solution. La corbeille est déposée sur une aire de stationnement après la trempe.
Le process de vieillissement à chaud qui suit a également lieu dans un four droit. En raison de la période prolongée nécessaire au vieillissement à chaud, le four est prévu pour recevoir deux pièces en fonte alors que le four de mise en solution ne peut n'en recevoir qu'une seule.
Le traitement thermique complet, y compris tous les mouvements, est commandé entièrement automatiquement. Le régulateur API commande tous les mouvements et tous les verrouillages. L'installation détecte automatiquement les aires de stationnement et les fours occupés et déclenche les opérations préréglées selon leur priorité. La documentation de charge se déroule parallèlement, la corbeille chargée est documentée depuis sa mise à disposition sur l'aire de stationnement jusqu'à son prélèvement une fois le process terminé.
Modèle d'installation � Four droit S 1780/65 AS pour la mise en solution d'une corbeille, Tmax 650 °C, volume 1780 litres � Four droit S 3180/26 AS pour le vieillissement à chaud de deux corbeilles, Tmax 260 °C, volume 3180 litres � Bac pour bain d'eau avec puissante convexion de l'air et chauffage et régulation de la température de l'eau � Convoyeur élévateur linéaire pour tous les mouvements � Régulateur API avec Control Center (NCC) de Nabertherm pour la régulation de la température, contrôle de régulation de tous les mouvements et documentation de charge simultanée � 6 aires de stationnement avec détection d'occupation automatique, chargement avec empileuse à fourche � Clôture de protection de toute l'installation
42

Installation entièrement automatisée pour la mise en solution incluant deux fours chambres, un bac de trempe, le système de convoyage ainsi qu’une zone de parking pour quatre paniers de chargement
Installation de trempe et de revenu entièrement automatique avec four à sole mobile et air de circula-tion W 2780/60 AS pour la mise en solution, W 2780/26 AS pour le vieillissement à chaud, convoyeur élévateur et bac pour bain d'eau chauffé
Cette installation de trempe et de revenu a été fournie pour la trempe et le revenu d'alliages d'aluminium dont le temps de trempe est de 10 secondes. Toutes les fonctions se déroulent entièrement automatiquement. Le four de mise en solution comme celui de vieillissement à chaud sont surélevés et possèdent un sole mobile. Une fois la mise en solution terminée, l'unité de déplacement se positionne devant le four, la porte s'ouvre, le sole sort et la corbeille est automatiquement saisie par le convoyeur élévateur. Le sole retourne dans le four et la charge est trempée dans le bac pour bain d'eau situé en dessous du four.
Une fois la trempe terminée, la corbeille est de nouveau retirée du bain d'eau, s'égoutte et est transportée dans le four de vieillissement à chaud. Quand le vieillissement à chaud est terminé, le convoyeur élévateur transport la corbeille sur une aire de stationnement libre.
Le traitement thermique complet, y compris tous les mouvements, est commandé entièrement automatiquement. Le régulateur API commande tous les mouvements et tous les verrouillages. L'installation détecte automatiquement les aires de stationnement et les fours occupées et déclenche les opérations préréglées selon leur priorité. La documentation de charge se déroule parallèlement, la corbeille chargée est documentée depuis sa mise à disposition sur l'aire de stationnement jusqu'à son prélèvement une fois le process terminé.
Modèle d'installation � Four à sole mobile W 2780/60 AS pour la mise en solution, Tmax 600 °C, volume 2780 litres � Four à sole mobile W 2780/26 AS pour le vieillissement à chaud, Tmax 260 °C, volume 2780 litres � Bac pour bain d'eau avec puissante circulation d'air et chauffage et régulation de la température de l'eau � Convoyeur élévateur linéaire pour tous les mouvements � Régulateur API avec Control Center (NCC) de Nabertherm pour la régulation de la température, contrôle de régulation de tous les mouvements et documentation de charge simultanée � 5 aires de stationnement avec détection d'occupation automatique, chargement avec empileuse à fourche � Clôture de protection de toute l'installation
43

Unités de mise en solution pour acier et métaux NE
Four à sole mobile W 7440/26 AS pour la mise en solution et bac pour bain d'eau WB 24000/S pour la trempe
2 x S 3570/65 AS pour la mise en solution
Bac pour bain d'eau avec puissante pompe de recirculation
Installation de trempe et de revenu manuelle avec deux fours puits à convetction forcée S 3570/65 AS pour la mise en solution, bain d'eau, four à sole mobile W 7440/26 AS pour le vieillissement à chaud
Cette installation de trempe et de revenu a été fournie pour la trempe et le revenu de pièces en aluminium dans le domaine de la construction de véhicules. Les mouvements sont exécutés manuellement par un pont roulant fourni par le client. Ces fours de mise en solution sont des fours droits, le four de vieillissement à chaud est un four à sole mobile.
La mise en solution des pièces a lieu dans deux fours droits dont la chambre a un contenance de 3570 litres. Une fois le process de mise en solution terminé, le couvercle du four s'ouvre pneumatiquement, la corbeille est retirée avec le pont roulant fourni par le client et transporté jusqu'au bac pour bain d'eau. Pour obtenir une meilleure trempe, le bac pour bain d'eau possède une puissante pompe de recirculation.
Une fois la trempe terminée, l'opérateur fait transporter la charge avec le pont roulant jusqu'au sole mobile du four W 7440/26 AS pour le vieillissement à chaud. Le four à sole mobile est équipé d'un sole à entraînement à chaîne électrique pour sortir du four. Le four est dimensionné de telle façon qu'il puisse recevoir la charge des deux fours de mise en solution.
Le four possède une régulation API de la température avec documentation de charge. Il est possible d'affecter un nom et un numéro de charge à chaque charge qui est alors mise en mémoire selon la date.
Modèle d'installation � 2 fours droit S 3570/65 AS pour la mise en solution d'une corbeille chacun, Tmax 650 °C, volume 3570 litres � Four à sole mobile W 7440/26 AS pour le vieillissement à chaud de deux corbeilles, Tmax 260 °C, volume 7440 litres � Bac pour bain d'eau avec puissante convexion de l'air, chauffage et régulation de la température de l'eau � Régulateur API avec Control Center (NCC) de Nabertherm pour la régulation de la température et documentation de charge
44

Installation de trempe et de revenu avec four à cloche H 4263/12S et bac pour bain d'eau
Equipement de mise en solution et de vieillissement par trempe verticale avec bac d’eau associé. Four vertical FS2200/60AS
45

Fours à chambre chauffés électriquement KTR 1500 pour séchage de noyaux avec liants à base d’alcool
Fours chambres / de séchage à convexion forcée avec technique de sécurité pour les charges à teneur en solvant conformément à EN 1539 ou NFPA 68
Rampes d‘entrée pour séchoir à chambre avec isolation de la sole
Cheminée d’aération et ventilateur puis-sant d’extraction monté sur le four
Four à deux portes N 560/26HACLS avec ensemble de sécurité, chargement sur l’avant et déchargement sur l’arrière
Technique de sécurité des fours chambres à convexion forcéeCertains processus libèrent des solvants ou d’autres matières combustibles qui s’évaporent. Ces vapeurs ne doivent pas s’enflammer dans le four. L’exécution de l’équipement de sécurité des fours prescrit pour ces processus est régie dans toute l’Europe par la norme EN 1539, ou par la norme NFPA 68 aux USA.
Tous les fours à convexion d’air des séries KTR et N ..HACLS sont dotés d’un équipement de sécurité correspondant à ce type d’application, qui évite en toute sécurité une inflammation dans la chambre du four.
Pour empêcher que ces substances ne s’enflamment dans le four, les vapeurs ainsi produites doivent être diluées avec de l’air. Il faut de plus s’assurer qu’aucune concentration importante de matières inflammables ne se forme à quelque endroit du four. Pour ce faire, les fours sont équipés d’un ventilateur d’extraction assurant une aspiration de l’air contenu dans le four, selon un débit défini, tout en y maintenant un apport d’air frais ; ce qui induit, par conséquent, une pression négative. L’aspiration de l’air est surveillée par des instruments de mesure. L’air frais pénétrant alors dans le four dilue l’atmosphère du four. La convexion de l’air est également surveillée par des instruments de mesure.
� Tailles de four comprises entre 120 et 10000 litres � Ventilateur puissant d’extraction assurant une pression négative dans le four � Convexion et évacuation d’air définies et surveillées � Signal optique et acoustique en cas de dysfonctionnement � Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
46

NBCL 1300
NBCL 2300
Les fours chambre de la série NBCL sont utilisés pour le nettoyage thermique de composants résiduels. Généralement une homogénéité de température optimale n’est pas requise pour ces applications. Exemples d’utilisation de nettoyage thermique: résine et peintures contenues dans les moteurs électriques, enduits de surface sur les pièces en acier ou élimination de résidus plastiques sur les têtes de buses (industrie de la plasturgie).
Les fours, alimentés au gaz, sont également équipés d’un système intégré de postcombustion thermique fonctionnant avec la même source d’énergie. Le réglage des brûleurs en atmosphère réductrice évite une combustion spontanée de la charge et toutes détériorations pouvant survenir en cas de surchauffe.
Les gaz imbrûlés sont guidés depuis la chambre du four dans l’enceinte de postcombustion thermique afin d’être transformés en produits non toxiques. Le processus de catalyse peut être complet en fonction du type de gaz d‘échappement généré.
Pour un fonctionnement en toute sécurité, la porte du four est automatiquement verrouillée dès le démarrage de l’application. Le déverrouillage n’est effectif que lorsque la température dans la chambre est inférieure à 180° C et que le cycle est terminé. En cas de disfonctionnement ou d’arrêt intempestif du brûleur, l’application est interrompue. En outre, le système de commande est équipé d‘un limiteur de surchauffe à réarmement manuel. Cette sécurité indépendante, dont le paramétrage peut être défini par l’utilisateur, coupe le four si la température programmée est dépassée.
Les fours ne sont pas adaptés pour des composants et des revêtements à base de solvants ou bien des charges ayant une forte concentration d‘eau. Par ailleurs, ces équipements ne peuvent utilisés pour des matériaux dont le point éclair est trop bas comme le bois, le papier ou la cire.
� Tmax 500 °C � Dimensions standards avec des volumes de four jusqu’à 2500 litres � Châssis du four rehaussé pour permettre le passage d’un chargeur à fourche � Volume intérieur adapté pour des paniers de chargement standards � Matériaux d’isolation constitués de fibres biodégradables. Sole et parois sont en briques réfractaires légère � Brûleur atmosphériques haute performance fonctionnant au gaz liquéfié ou au gaz naturel � Applications et contrôle de la température entièrement automatisés
� Postcombustion thermique intégrée pour la transformation des gaz imbrûlés
Fours chambre destinés au nettoyage thermique energie gaz avec postcombustion thermique intégrée
1 Chambre du four2 Brûleur gaz avec flamme indirecte dans la chambre3 Postcombustion thermique4 Evacuation des fumées
Modèle Tmax Dimensions intérieures en mm
Dimensions extérieures en mm
Puissance du brûleur de la chambre de four
Puissance du brûleur dans l’unité de postcombustion
°C l p h L P H en kW thermique en kWNBCL 1300 500 1200 900 1000 2160 2310 2450 50 100NBCL 2300 500 1200 1200 1600 2160 2605 3050 100 100NBCL 2500 500 1200 1600 1300 2160 3000 2750 100 100
Brûleurs gaz en face arrière (destinés au chauffage et à la postcombustion thermique)
47

N 150/WAX N 660/WAX
Fours de déciragechauffage électrique (N../WAX) ou au gaz (NB../WAX)
N 100/WAX - N 2200/WAX, chauffage électriqueLes fours à chambre N et NB sont spécialement conçus pour le décirage suivi de la cuisson de moules en céramique. Les modèles chauffés électriquement fonctionnent pour le décirage au-dessous du point éclair de la cire. Les fours possèdent une sortie chauffée dans le fond de la chambre du four en forme d’entonnoir vers le milieu. La sortie est en inox. Des grilles amovibles en inox sont mises en place pour que le chargement soit plan; elles peuvent être retirées pour être nettoyées. Pour être sûr que la cire s'écoulant ne s’enflammera pas, un conteneur en inox étanche contenant un tiroir extractible dans lequel la cire est collectée, est placé sous le four. Une fois le processus de décirage terminé, le four continue de chauffer pour cuire les moules.
Modèle standard N../WAX, chauffage électrique � Four à chambre avec porte pivotante à grande ouverture � Tmax 850 °C � Chauffage par quatre côtés avec éléments chauffants à rayonnement libre sur tubes support en céramique � Sortie chauffée dans le fond, régulation jusqu’à max. 200 °C au moyen d’un régulateur séparé pour empêcher que la cire qui sort ne se solidifie. Actionnement du chauffage du four uniquement lorsque la température d’écoulement de la cire est atteinte pour éviter tout engorgement � Cuve en inox avec grilles pour chargement plan � Construction auto-portante et durable, maçonnée en forme de voûte � Raccord d’évacuation d’air dans la voûte du four pour guider l’évacuation des fumées (à partir de N 440 trappe de cheminée manuelle) � Ouvertures d’arrivée d’air pour une bonne aération � Carcasse du four en double paroi pour en limiter la température extérieure � Base amovible comprise dans l’étendue de la fourniture (à partir de N 440 base fixe) � Premier limiteur de choix de température devant être réglé au-dessous du point éclair de la cire et qui empêche que la cire ne s’enflamme pendant le chauffage. La durée du décirage est déterminée par le client. Une fois cette durée écoulée, le régulateur de sécurité de surchauffe est désactivé afin que le four puisse poursuivre le processus de frittage � Deuxième régulateur de sécurité de surchauffe avec réinitialisation manuelle pour la classe de protection thermique 2 selon EN 60519-2 assurant la protection contre la surchauffe du four et de la pièce
Grilles dans le fond
Cuve d’évacuation dans le fond
48

NB 1000/WAX
Modèle Tmax Dimensions intérieures en mm
Volume Dimensions extérieures en mm
Volume dedécirage
en l
Puissance de chauffe
Branche-ment
Poids
°C l p h en l L P H en kW1 électrique en kgNB 660/WAX 850 550 700 780 300 860 1340 1750 20 36,0 - 430NB 1000/WAX 850 600 1100 1000 650 1000 1820 1820 25 105,0 triphasé 850
N 100/WAX 850 400 530 460 100 660 1045 1430 5 7,5 triphasé 340N 150/WAX 850 450 530 590 150 710 1045 1560 8 9,5 triphasé 360N 200/WAX 850 500 530 720 200 760 1045 1690 10 11,5 triphasé 440N 300/WAX 850 550 700 780 300 810 1215 1750 15 15,5 triphasé 480N 440/WAX 850 600 750 1000 450 1010 1440 1815 17 20,5 triphasé 885N 660/WAX 850 700 850 1100 650 1120 1540 1925 20 26,5 triphasé 1000N 1000/WAX 850 800 1000 1250 1000 1290 1730 1830 25 40,5 triphasé 1870N 1500/WAX 850 900 1200 1400 1500 1390 1930 1990 35 57,5 triphasé 2570N 2200/WAX 850 1000 1400 1600 2200 1490 2130 2190 50 75,5 triphasé 31701Puissance absorbée en fonction de la version du four
NB 660/WAX - NB 1000/WAX, chauffage au gazCes fours peuvent fonctionner au-dessus du point éclair de la cire sans technique de sécurité supplémentaire. Ils sont utilisés lorsqu’il s’agit de faire fondre de grands volumes de cire ou que le point éclair de la cire est inconnu. La cire fondue s’écoule dans un conteneur en inox par une sortie dans la sole du four. De plus, une partie de la cire s’évapore et est brûlée dans le four.
Modèle standard NB../WAX, chauffage direct au gaz � Propriétés identiques au N../WAX avec les différences suivantes : � Volumes du four 660 litres et 1000 litres � Chauffage au gaz direct par le brûleur avec régulation entièrement automatique de la température � Robinets de gaz avec technique de sécurité � Allumage automatique avec surveillance � Types de gaz: gaz de ville, gaz naturel ou gaz liquide � Positionnement spécial du brûleur pour une homogénéité dans la répartition des température � Cheminée d’air d’échappement avec raccordement 150 mm
Options pour N et NB � Systèmes de postcombustion catalytique ou thermique voir page 55
Tiroir pour la collecte de la cire liquéfiée
NB 660/WAX, chauffage au gaz
Technique de combustion au gaz sur le modèle NB 660/WAX
49

Fours à sole mobile chauffage électrique
W 1000/G - W 10000Nous recommandons, pour le recuit et la trempe de pièces de grand format, comme les lourds éléments en fonte ou l’acier, à des températures entre 800 °C et 1100 °C, nos fours à sole mobile à chauffage rayonnant. La sole mobile peut-être chargée à l’extérieur du four. Dans le cas de l’exécution avec porte guillotine électrohydraulique et un entraînement motorisé de la sole, le four peut être ouvert alors qu’il est chaud pour sortir les produits afin de les refroidir ou tremper. Lorsque l’on utilise plusieurs soles mobiles en relation avec une seconde porte ou un système de déplacement transversal, il est possible de charger une sole pendant que l’autre se trouve dans le four. Cela raccourcit les temps de processus et l’énergie résiduelle du four encore chaud peut être mise en œuvre pour le chauffage de la nouvelle charge.
� Tmax 900 °C ou 1280 °C � Carcasse à double paroi avec ventilation arrière pour des températures extérieures du four basses � Porte pivotante à ouverture sur charnières vers la droite � Chauffage sur cinq côtés (les quatre faces du four et la sole) donnant une homogénéité optimale dans la répartition des température � Le contact du chauffage de la sole s’effectue automatiquement par contacts à couteaux, à l’entrée de celle-ci, dans le four � Eléments chauffants placés sur des tubes porteurs assurant ainsi un rayonnement libre de la chaleur et une longévité élevée du fil de résistance � Chauffage par le fond protégé par des plaques SiC posées sur le chariot, permettant ainsi une surface de chargement plane
W 2200/S avec sole interchangeable
Éléments de chauffage en forme de méan-dre pour de courtes durées de traitement
W7500 avec sole mobile divisée en trois parties
50

W 8250/S
� Isolation multicouches en briques légères réfractaires et isolation arrière spéciale � Construction de plafond auto-portante et durable, maçonnée en forme de voûte � Sole mobile avec roues à boudins sur rails pour faciliter un enfournement précis des fortes charges � Entrée d’air réglable � Trappe d’évacuation manuelle dans la voûte � Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
Options � Isolation fibreuse combinée avec les éléments de chauffe en forme de méandre autorisant des temps de chauffe courts � Sole à entraînement à chaîne électrique associée au fonctionnement sur rails simplifiant le déplacement des charges lourdes � Sole sur roues en métal entraînée par crémaillère sans pose de rails devant le four � Possibilités d’extension variées dans l’installation de four à sole mobile :
- Soles mobiles supplémentaires - Système de translation de la sole avec voie auxiliaire pour le changement de sole fonctionnant sur rails et pour relier plusieurs fours ensemble - Entraînement motorisé de la sole mobile et du système de translation latérale - Commande entièrement automatique du changement de sole
� Porte guillotine électro-hydraulique � Trappe d’évacuation d’air motorisée, activable par le programme � Système de refroidissement avec ou sans régulation par ventilateur de refroidissement commandé par fréquence et trappe d’évacuation d’air motorisée � Régulation multizone, adaptée au modèle de four, pour une homogénéité optimale dans la répartition des température � Enfournement avec cuisson d’essai et mesure de l’homogénéité dans la répartition des température, avec produits également, afin d‘optimiser le processus � Documentation et commande de process avec le progiciel Controltherm MV, NTLog et NTGraph pour le four de base ou centrale de contrôle Nabertherm NCC pour la surveillance, la documentation et la commande voir page 64
Sole sur roues en métal entraînée par crémaillère sans pose de rails
Système de four avec W 17000 pour la fabrication
Four à sole mobile avec système de mise sous gaz de protection
51

Modèle Tmax Dimensions intérieures en mm Volume Dimensions extérieures en mm Puissance de chauffe
Branche-ment
Poids
°C l p h en l L P H en kW1 électrique en kgW 1000/G 900 800 1600 800 1000 1470 2410 1915 40 triphasé 3000W 1500/G 900 900 1900 900 1500 1570 2710 2030 57 triphasé 3500W 2200/G 900 1000 2200 1000 2200 1670 3010 2140 75 triphasé 4500W 3300/G 900 1000 2800 1200 3300 1670 3610 2355 110 triphasé 5300W 5000/G 900 1000 3600 1400 5000 1670 4410 2555 140 triphasé 7300W 7500/G 900 1000 5400 1400 7500 1670 6210 2555 185 triphasé 10300W 10000/G 900 1000 7100 1400 10000 1670 7910 2555 235 triphasé 12500
W 1000 1280 800 1600 800 1000 1470 2410 1915 57 triphasé 3000W 1500 1280 900 1900 900 1500 1570 2710 2030 75 triphasé 3500W 2200 1280 1000 2200 1000 2200 1670 3010 2140 110 triphasé 4000W 3300 1280 1000 2800 1200 3300 1670 3610 2355 140 triphasé 5300W 5000 1280 1000 3600 1400 5000 1670 4410 2555 185 triphasé 7500W 7500 1280 1000 5400 1400 7500 1670 6210 2555 235 triphasé 9100W 10000 1280 1000 7100 1400 10000 1670 7910 2555 300 triphasé 11000
1Puissance absorbée en fonction de la version du four
Fours à sole mobile chauffage électrique
Installation de four combinée, composée de deux fours à sole mobile W 5000/H, d’un système de translation de la sole et de deux soles mobiles supplémentaires, voies de garage comprises
Fours à sole mobile W 6340S
52

Four à sol mobile à gaz jusqu’à 1400 °C pour cuisson ou frittage sous air ou sous atmosphère réductrice
Les fours à sole mobile chauffés au gaz se distinguent par leurs performances particulières. Avec leurs brûleurs grande vitesse, ils chauffent en peu de temps. L’agencement des brûleurs se choisit, en fonction de la géométrie du four afin d’obtenir une homogénéité optimale dans la répartition des température. Selon la taille du four, les brûleurs peuvent être équipés de la technique de récupération thermique permettant d’économiser l’énergie. L’isolation fibreuse durable et de haute qualité, à faible pouvoir accumulateur, autorise des durées de chauffe et de refroidissement brèves.
� Tmax jusqu’à 1400 °C, en fonction des caractéristiques du four � Brûleurs grande vitesse puissants et robustes à régulation par impulsions et orientation étudiée de la flamme à l’intérieur du four donnant une homogénéité optimale dans la répartition des température � Fonctionnement au gaz de ville, gaz naturel ou gaz liquide � Régulation API entièrement automatique de la température de même que surveillance du fonctionnement du brûleur � Isolation fibreuse résistante à la réduction, à faible pouvoir accumulateur, pour de brèves durées de chauffe et de refroidissement � Carcasse double paroi, d’où basses températures extérieures � Cheminée d’air d’échappement avec raccords pour la suite de l’évacuation des gaz de combustion � Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
Options � Régulation lambda automatique pour régler l’atmosphère au sein du four � Conduites d’évacuation de l’air et des gaz de combustion � Brûleur à système de récupération pouvant utiliser une partie de la chaleur dégagée pour préchauffer l’air de combustion et contribuer ainsi à économiser l’énergie de manière non négligeable � Systèmes thermiques ou catalytiques de purification des gaz de combustion � Documentation et commande de process avec le progiciel Controltherm MV, NTLog et NTGraph pour le four de base ou centrale de contrôle Nabertherm NCC pour la surveillance, la documentation et la commande voir page 64 � Autres équipements complémentaires pour les fours à sole mobile voir page 51
Four à sole mobile WB 14880S
Installation de four combinée, composée de deux fours à sole mobile WB 11000HS, d’un système de translation de la sole et de deux soles mobiles supplémentaires, voies de garage comprises
Intérieur du four équipé de huit brûleurs grande vitesse
53

NB 4330/SNB 2880/S
Fours à chambre chauffage au gaz
Certains processus de traitement thermique exigent un four à chambre chauffé au gaz. De courts temps de chauffe grâce à de hautes performances est sûrement un argument de choc. Les fours à chambre équipés de puissants brûleurs atmosphériques couvrent un large spectre de ces applications. En exécution de base, les brûleurs sont allumés à la main une fois au début du process. Une régulation automatique assure ensuite la commande de la courbe de chauffe. Les brûleurs s’éteignent automatiquement une fois le programme terminé. Selon le modèle, les fours peuvent être post-équipés de brûleurs à air soufflé avec régulation entièrement automatique et d’autres accessoires utiles.
� Tmax 1300 °C � Puissants brûleurs atmosphériques pour l’exploitation avec du gaz liquide ou du gaz naturel � Positionnement spécial des brûleurs à gaz avec orientation optimale de la flamme (Top-Down) donnant une homogénéité optimale dans la répartition des température � Régulation de la température entièrement automatique � Robinets de gaz selon DVGW (assoc. all. du gaz et de l’eau) avec surveillance de la flamme et soupape de sûreté � Isolation multicouche, résistante à la réduction avec briques légères réfractaires et isolation arrière spéciale pour une faible consommation de gaz � Construction auto-portante et durable, maçonnée en forme de voûte ou en isolation fibreuse � Carcasse double paroi, tôles latérales en inox (NB 300) d’où basses températures extérieures � Porte solide à double paroi � Cheminée d’air d’échappement avec raccordement 150 mm (NB 300) et 200 mm (NB 400, NB 600) � Régulateur de sécurité de surchauffe avec réinitialisation manuelle pour classe de protection thermique 2 conformément à la norme EN 60519-2 pour protéger le four et le produit des risques de surchauffe
Options � Brûleurs à air soufflé à fonctionnement entièrement automatique � Conduites d’évacuation de l’air et des gaz de combustion � Systèmes thermiques ou catalytiques de purification de l’air évacué � Technique de récupération de la chaleur voir page 67 � Documentation et commande de process avec le progiciel Controltherm MV, NTLog et NTGraph pour le four de base ou centrale de contrôle Nabertherm NCC pour la surveillance, la documentation et la commande voir page 64Brûleur compact pour modèles standard
jusqu‘au NB 600
NB 2304/S équipé d‘une postcombustion thermique pour le nettoyage de pièces peintes
54

Fours à chambre chauffage au gaz
Systèmes de postcombustion catalytique et thermique, système de lavage des gaz d‘échappement
Systèmes de postcombustion catalytique et ther-mique KNV et TNV, système de lavage des gaz d‘échappementPour purifier l’air, en particulier lors du déliantage, Nabertherm propose des systèmes de purification des gaz de combustion calqués sur le processus. Le système de postcombustion est raccordé fixement aux manchons des gaz d’évacuation du four et intégré à la régulation et à la matrice de sécurité. Pour les installations de four existantes, Nabertherm peut proposer des systèmes de purification des gaz de combustion indépendants du four, à régulation et fonctionnement séparés.
Les systèmes catalytiques de purification des gaz de combustion sont une solution, pour des raisons énergétiques en particulier, lorsque, en cours de processus de déliantage à l’air, il faut purifier exclusivement des composés hydrocarbonés purs. Les systèmes thermiques de purification des gaz de combustion sont appliqués
dès que de grands volumes de gaz de combustion à partir du processus de déliantage à l’air doivent être purifiés ou qu’il y a risque de détérioration d’un catalyseur par les gaz d’évacuation. Les procédures de post-combustion thermique sont également mises en œuvre pour le déliantage sous gaz protecteurs ou réactifs non combustibles ou combustibles.
Un système de lavage des gaz d‘échappement est souvent utilisé en présence de quantités de gaz d‘échappement plus importances ou s‘il se produit des gaz d‘échappement impossibles à retraiter par torches de brûlage ou par postcombustion thermique. Les gaz d‘échappement sont véhiculés à travers une douche d‘eau et se transforment en condensat.
Systèmes de postcombustion catalytique KNV � Conviennent parfaitement aux processus de déliantage à l’air avec gaz de combustion exclusivement d’origine organique � Purification catalytique des hydrocarbures non brûlés par décomposition en composants naturels non nocifs � Montage dans un corps en inox compact � Chauffage électrique pour préchauffer les gaz de combustion à la température de réaction optimale pour la purification catalytique � Purification au niveau des différentes couches d’alvéoles du catalyseur à l’intérieur de l’installation � Thermocouples pour mesurer les températures du gaz brut, des alvéoles réactives et de la sortie � Régulateur de sécurité de surchauffe avec température de coupure réglable pour protéger le catalyseur � Raccordement direct entre le manchon des gaz de combustion du four à déliantage et le ventilateur d’extraction avec intégration à l’ensemble du système en vue de la régulation et de la technique de sécurité � Dimensionnement du catalyseur en fonction du volume de gaz de combustion � Manchons d’analyse du gaz pur (FID)
Systèmes de postcombustion thermique TNV � Parfaitement indiqués pour les processus de déliantage à l‘air avec de grandes quantités de gaz d‘échappement, de gaz d‘échappement en flots, de grands débits ou pour les processus de déliantage sous gaz protecteurs ou réactifs non combustibles ou combustibles � Désagrégation thermique des gaz de combustion par brûlage à des températures jusqu’à 850 °C � Chauffage par brûleurs à gaz compacts à commande automatique de brûleur � Thermocouples dans le foyer et dans l’admission du gaz pur � Régulateur de sécurité de surchauffe pour protéger la postcombustion thermique � Dimensionnement en fonction du volume de gaz de combustion � Manchons d’analyse du gaz pur (FID)
Installation de postcombustion thermique
Four à chambre N 150/14 avec installation de postcombustion catalytique
Postcombustion catalytique en fonction du four pour le post-équipement sur des installations existantes
Système de lavage pour la purification des gaz d‘échappement du processus par lavage
55

Fours à sole rotative jusqu’à 1300 °C avec ou sans convection d’air chauffage électrique ou au gaz
Les fours de la série DH conviennent parfaitement aux processus où il est nécessaire de traiter thermiquement en continu dans un petit espace. Ils sont prédestinés aux processus de préchauffage comme celui des pièces à soumettre au forgeage. Les composants peuvent être chargés ou déchargés en une position, que ce soit par une personne ou de manière entièrement automatique. La rotation de la sole rotative s’effectue par segments définis, adaptés séparément à la géométrie des composants. La vitesse de rotation et les intervalles peuvent être prescrits par la régulation ou définis par une commutation manuelle.
Les fours à sole rotative sont dimensionnés selon les spécifications du client pour le volume respectif, la taille des fours s’adaptant à la géométrie des pièces. Le chauffage est électrique, ou de manière alternative, au gaz à l’aide de puissants brûleurs. Selon la plage de température, les fours sont exécutés avec ou sans convection d’air.
� Tmax 1100 °C, 1200 °C ou 1300 °C sans convection d’air � Tmax 260 °C, 600 °C ou 850 °C avec convection d’air � Chauffage de la voûte du four par éléments chauffants à fil pour les fours jusqu’à 1200 °C � Chauffage par barres SiC placées dans la voûte pour les fours jusqu’à 1300 °C � Chauffage au gaz en alternative au chauffage électrique � Modèles pour 650 °C et 850 °C avec puissante convection d’air permettant un meilleur transfert de la chaleur sur la pièce à usiner et optimisant l’homogénéité dans la répartition des température � Forme très compacte par rapport aux fours continus � Dimensionné pour un fonctionnement permanent à la température de travail � Diamètre de la sole rotative jusqu’à 3000 mm � Servomoteur placé sous le four pour le mouvement en segments définis � Mouvement de la sole rotative avec peu de secousses � Porte pivotante parallèle � Entraînement motorisé ou déclenchement de la rotation par pédale � Sol du four abaissable au moyen d’un chariot élévateur à des fins de maintenance
Four à sole rotative DH 3020/1480/450/11, déplaçable sur rails, pour le préchauffage des moules, pour deux aplatissoirs
Entraînement à couronne dentée sous le four
Hotte d’évacuation au-dessus de l’ouverture de chargement
Sole rotative avec plaques d’appui en acier résistant aux hautes températures servant à protéger l’isolation
56

Préchauffe de cerceaux d’acier pour le forgeage
Sole de four abaissable à des fins de maintenance
Modèle Tmax Dimensions intérieures en mm
Volume Dimensions extérieures en mm
Puissance de chauffe
Branche-ment
Poids
°C Ø ext. Ø int. h en l L P H en kW1 électrique en kgDH 1200/-/300/11 1100 1200 0 300 340 2200 2200 2500 54,0 triphasé 1000DH 1500/800/250/11 1100 1500 800 250 630 2400 2300 2450 21,0 triphasé 1500DH 3020/1480/450/11 1100 3020 1480 450 2500 4000 4000 2500 98,0 triphasé 3500
1Puissance absorbée en fonction de la version du four
Four à sole rotative DH 1200/-/300/11
Options � Hotte d’évacuation au-dessus de l’ouverture de la porte pour évacuer les gaz de combustion chauds, la porte étant ouverte � Entraînement pneumatique de la porte pivotante parallèle � Systèmes d’aide au chargement simplifiant le chargement et le déchargement � Régulation à zones multiples du profil de température réglable en cours de passage dans le four � Raccords de gaz protecteur � Commandes et enregistrement des processus avec le progiciel MV Controltherm MV voir page 64
57

Four continu D 700/10000/300/45S avec chaîne de convoyage pour 950 °C, chauf-fage au gaz
Fours continuschauffage électrique ou au gaz
Hublot de contrôle
Parcours de sortie D 650/S
Four continu sur rouleaux N 650/45 AS pour le traitement thermique de composants lourds
Four continu pour produit en vrac en corbeilles
Les fours continus sont le bon choix quand le processus doit se dérouler en continu selon des cadences fixes, comme le séchage ou le préchauffage, le durcissement ou le dégazage et autres. Les fours sont livrables pour des températures diverses allant jusqu‘à un maximum de 1000 °C. Le design dépend du débit de convoyage, des exigences posées par le processus pour le traitement thermique et du temps de cycles requis. La technique de convoyage (par bandes, rouleaux) sera adaptée à la température de travail respective et à la géométrie des pièces à traiter. La vitesse d‘entraînement et le nombre de zones de régulation dépendent également des exigences liées au processus.
Conception alternative du four en fonction des spécifications du processus :
Concepts de convoyage � Courroie du convoyeur � Bande de transport métallique avec mailles de largeur adaptée � Chaîne d‘entraînement � Entraînement à rouleaux � Four à dalles glissantes
58

Types de chauffage � Chauffage électrique, par rayonnement ou convection � Chauffage au gaz direct ou indirect � Chauffage à infrarouge � Chauffage par des sources de chauffage externes
Cycles de température � Régulation d‘une température de travail sur toute la longueur du four, comme pour le séchage ou le préchauffage. � Régulation automatique d‘une courbe de processus avec des temps de chauffage, de palier et de refroidissement définis � Régulation d‘une courbe de température avec trempe consécutive du produit
Atmosphère de processus � A l‘air � Sous gaz protecteurs ou réactifs non combustibles, tel que l‘azote, l‘argon ou le gaz de formation � Sous gaz protecteurs ou réactifs combustibles, tels que l‘hydrogène, avec la technique de sécurité requise
Critères de dimensionnement fondamentaux � Vitesse de convoyage � Homogénéité dans la répartition des température � Température de travail � Courbe de processus � Largeur de l‘espace utile � Poids de charge � Temps de cycle resp. rendement � Longueur de la zone d‘entrée et de sortie � Prise en compte des dégazages � Critères spécifiques à la branche, tels que AMS, CQI-9, FDA etc. � Autres exigences spécifiques au client
Installation de convoyage D 1600/3100/1200/55, constituée d’un four de recuit, d’une station de refroidisse-ment et d’un système de transfert
Visualisation des données de processus sur PC
Puits de chute pour la trempe en l‘espace de 5 secondes
Four continu pour produit en vrac y compris bain de trempe
59

Bâti de mesure pour déterminer l’homogénéité dans la répartition des températures
On entend par homogénéité dans la répartition des températures un écart maximal de température défini dans l‘espace utile du four. On distingue, d‘une manière générale, la chambre de four et l‘espace utile. La chambre de four est le volume disponible en totalité dans le four. L‘espace utile est plus petit que la chambre du four et décrit le volume pouvant être utilisé pour le chargement.
Indication de l’homogénéité dans la répartition des températures en Δ K dans le four standardDans l‘exécution standard, l‘homogénéité dans la répartition des températures est donnée en tant qu‘écart maximal relatif à l‘intérieur de l‘espace utile par rapport à une température de travail de consigne définie dans le four vide durant le temps de maintien. L‘homogénéité dans la répartition des températures est donnée comme ΔT en K. Si, par exemple, une répartition de température standard de ΔT 10 K à 750 °C est indiquée, cela signifie que la température effective dans le four peut se situer entre 740 °C et 750 °C ou même entre 750 °C et 760 °C.
Spécification de l‘homogénéité dans la répartition des températures en +/- °C comme équipement complémentaireSi une homogénéité absolue dans une température de consigne ou dans une plage de température de consigne définie est prescrite, le four doit être calibré en conséquence. Si, par exemple, une homogénéité de température de +/- 5 °C par rapport à une température de 750 °C est prescrite, cela signifie que l‘on ne doit mesurer qu‘une température entre 745 °C au minimum et 755 °C au maximum dans l‘espace utile.
Précision du systèmeLes tolérances existent non seulement dans l‘espace utile (voir ci-dessus) mais aussi sur le thermocouple et le programmateur. Donc, si une homogénéité absolue de température est spécifiée en +/- °C en présence d‘une température de consigne définie ou dans une plage de température de travail de consigne définie,
� l‘écart de température de la section mesurée est celui entre le programmateur et le thermocouple � l‘homogénéité dans la répartition des températures est mesurée à l‘intérieur de l‘espace utile en présence d‘une température ou d‘une plage de température définie � le cas échéant, on règle un décalage au programmateur pour mettre la température affichée sur le programmateur à la température qui règne effectivement dans le four. � un protocole est édité à titre de documentation des résultats de mesure
Homogénéité dans la répartition des températures dans l‘espace utile avec protocolePour le four standard, une homogénéité dans la répartition des températures en ΔT est garantie sans que le four soit mesuré. Il est néanmoins possible de commander comme équipement complémentaire une mesure d‘homogénéité dans la répartition des températures avec une température de consigne dans l‘espace utile selon la norme DIN 17052-1. Suivant le modèle, un bâti correspondant aux dimensions de l‘espace utile, sera placé dans le four. Sur ce bâti seront fixés des thermocouples à 11 positions de mesure définies. La répartition de température sera mesurée en présence d‘une température de consignée prescrite par le client après un temps de maintien défini au préalable. Suivant les exigences, il est également possible de calibrer des températures de consigne diverses ou une plage de travail de consigne définie.
Pour l‘exécution de four et régulation selon les normes spéci-fiques telles que la norme AMS 2750 E, CQI-9, FDA, Nabertherm offre des solutions sur mesure. Veuillez consulter notre catalogue «Technique des processus thermiques»
Homogénéité dans la répartition des températures et précision du système
La précision du système résulte de l‘addition des tolérances du programma-teur, du thermocouple et de l‘espace utile
Ecart du thermocouple, par ex. +/- 1,5 °CPrécision du programmateur, par ex. +/- 2 °C
Ecart entre valeur mesurée et température moyenne dans le volume utile +/-3 °C
60

Les normes telles que AMS 2750 E (Aerospace Material Specifications) sont un standard pour le traitement industriel de matériaux haut de gamme. Elles fixent les règles de traitement thermique spécifiques à la branche. Aujourd‘hui, l‘AMS 2750 E et les normes dérivées, telles que l‘AMS 2770, relatives au traitement thermique de l‘aluminium, sont devenues un standard dans l‘industrie aérospatial. Depuis l‘introduction du CQI-9, l‘industrie automobile s‘engage également à soumettre les processus de traitement thermique à des règles plus sévères. Les normes mentionnées décrivent en détail ce que les installations de processus thermiques doivent garantir :
� Homogénéité dans la répartition des température dans l‘espace utile (TUS) � Instrumentation (définition des appareils de mesure et de régulation) � Calibrage du parcours de mesure (IT) entre le régulateur et le thermocouple, ligne de mesure comprise � Contrôles de la précision du système (SAT) � Documentation des cycles de contrôle
Le respect des dispositions et normes est indispensable afin d‘assurer le standard de qualité auxquels les composants doivent satisfaire, même s‘ils sont produits en série. C‘est pourquoi il est nécessaire d‘effecteur des contrôles étendus et réitérés, y compris contrôle des instruments, et d‘établir une documentation.
Prescriptions de la norme AMS 2750 E quant à la classe de four et à l‘instrumentationLe client doit indiquer les types d‘instruments et la classe d‘homogénéité dans la répartition des température selon la qualité du traitement thermique souhaitée. Le type d‘instrumentation décrit quels instruments de régulation, moyens d‘enregistrement et thermocouples sont utilisés. L‘homogénéité dans la répartition des température du four et la qualité des instruments utilisés résultent de la classe de four requise. Plus la classe de four est exigeante, plus les instruments ont besoin d‘être précis.
AMS 2750 E, NADCAP, CQI-9
Dispositif de mesure dans un four à haute température
Dispositif de mesure dans un four de recuit
Instrumentation Type Classe de four
Homogénéité dans la répartition des température
A B C D E °C °F
Un thermocouple par zone de régulation relié au contrôleur x x x x x 1 +/- 3 +/- 5Saisie de la température mesurée sur le thermocouple de la régulation x x x x 2 +/- 6 +/- 10Capteurs pour la saisie des points le plus froid et le plus chaud x x 3 +/- 8 +/- 15Un thermocouple de chargement par zone de régulation avec enregistrement x x 4 +/- 10 +/- 20Une protection contre la surchauffe par zone de régulation x x x x 5 +/- 14 +/- 25
6 +/- 24 +/- 50
Contrôles réguliersLe four ou l‘installation de traitement thermique doit être dimensionné(e) de sorte que les exigences de l‘AMS 2750 E soient toujours remplies. La norme fixe également les intervalles pour le contrôle des instruments (SAT = System Accuracy Test) et de l‘homogénéité dans la répartition des température du four (TUS = Temperature Uniformity Survey). Les contrôles SAT/TUS doivent être réalisés par le client avec des appareils de mesure et avec des capteurs qui fonctionnent indépendamment des instruments du four.
Spectre de puissance NaberthermLe dimensionnement thermique du four dépend des informations quant au processus, aux charges, à la classe de four exigée et à l‘instrumentation. Différentes solutions sont possibles, en fonction des exigences techniques :
� Dimensionnement du four selon les normes, adapté aux souhaits du client pour ce qui est de la classe de four et des instruments, y compris tubulures de mesure pour des contrôles répétés réguliers côté client. Pas de prescriptions quant à la documentation � Pour les appareils d‘enregistrement des mesures TUS et/ou SAT (par ex. saisie des températures) voir page 68 � Enregistrement des données, visualisation, gestion du temps à l‘aide du NCC (Nabertherm Control Center). Cette technologie se base sur le logiciel Siemens WinCC, cf. la page 60 � Mise en service chez le client, y compris premières mesures TUS et SAT � Connexion d‘installations de four existantes conformément aux normes � Documentation de chaînes de processus complètes selon les exigences des normes en vigueur
61

Réalisation des exigences de AMS 2750 EEn règle générale, deux systèmes différents de régulation et de documentation sont proposés, une solution système Nabertherm ayant fait ses preuves ou une instrumentation avec régulateurs Eurotherm / enregistreurs de température. L’ensemble Nabertherm AMS est une solution tout confort comprenant le centre de contrôle Nabertherm pour la commande, la visualisation et la documentation des processus et des exigences de contrôle sur la base d'une régulation API.
Instrumentation avec centre de contrôle Nabertherm (NCC) pour la commande, la visualisation et la documentation sur la base d’une régulation API de Siemens
L’instrumentation avec centre de contrôle Nabertherm en relation avec une régulation API du four se distingue par la clarté qu’elle offre en regard de la saisie des données et de la visualisation. La programmation du logiciel est structurée telle que l’opérateur et l’auditeur puissent tous deux l’utiliser avec facilité.
Les attributs suivants du produit savent convaincre au quotidien :
� Représentation très claire et simple de l’ensemble des données en texte clair sur le PC � Enregistrement automatique de la documentation de la charge à la fin du programme � Gestion des cycles d’étalonnage par le NCC � Saisie des résultats de l’étalonnage de la section mesurée dans la NCC � Gestion des échéances des cycles de contrôle obligatoires avec fonction de rappel Les cycles de contrôle pour TUS (Temperature Uniformity Survey) et SAT (System Accuracy Test) sont indiqués en jours et surveillés par le système ; l’opérateur ou le contrôleur sont informés en temps voulu de l’imminence des contrôles. Les valeurs des contrôles sont enregistrées directement dans le NCC, puis mémorisées sur le PC au format PDF. La documentation des contrôles n’exige aucun travail supplémentaire. � Possibilité de transmission des données de mesure à un serveur du client
Exemple d’exécution avec instrumentation avec centre de contrôle Nabertherm selon le type A
Chambre du four
Espace utile
Thermocouple de régulation
Régulateur de sé-curité de surchauffe avec réinitialisation
manuelle
Thermocouple pour température très
élevée
Thermocouple pour température très basse
Four
Thermocouple de charge
Centre de contrôle Nabertherm
La fonctionnalité du centre de contrôle Nabertherm peut être étendue afin de rendre possible une documentation en continu de l’ensemble du processus de traitement thermique au-delà du four. Par exemple, pour le traitement thermique de l’aluminium, il est possible de consigner en plus des températures du four, celles des bains de trempe ou d’un agent de refroidissement séparé.
AMS 2750 E, NADCAP, CQI-9
62
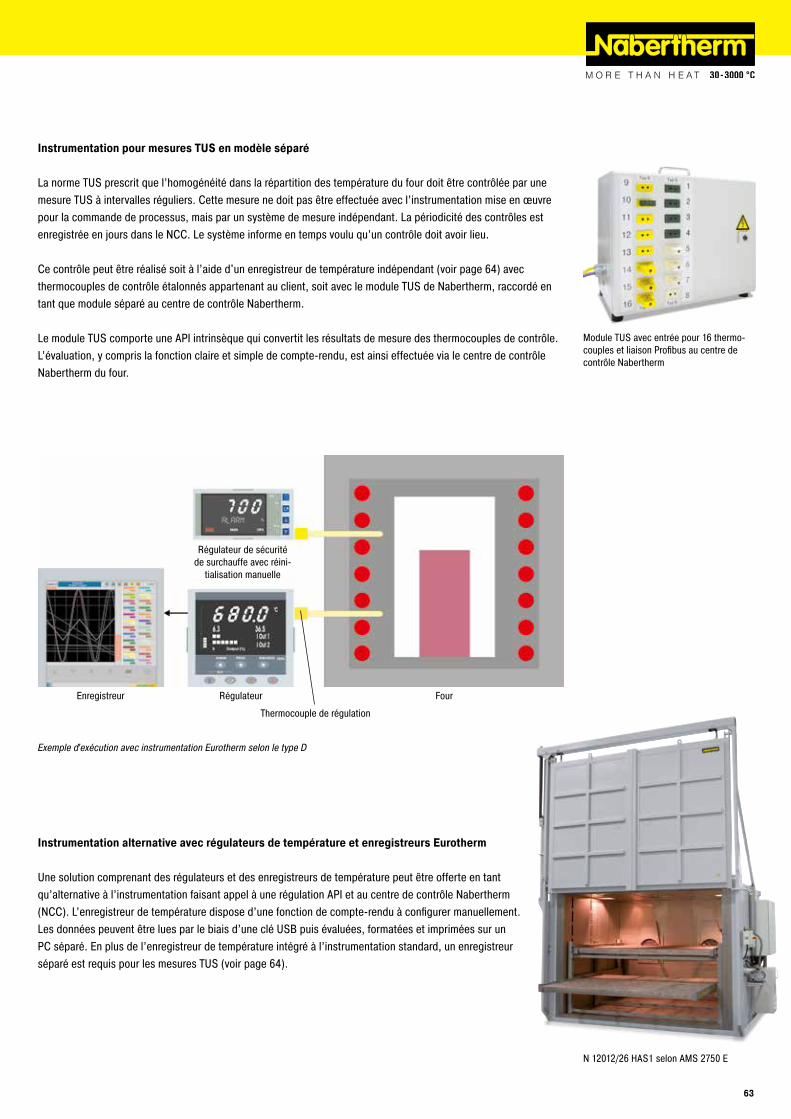
Exemple d’exécution avec instrumentation Eurotherm selon le type D
Enregistreur Régulateur
Thermocouple de régulation
Régulateur de sécurité de surchauffe avec réini-
tialisation manuelle
Four
N 12012/26 HAS1 selon AMS 2750 E
Instrumentation pour mesures TUS en modèle séparé
La norme TUS prescrit que l’homogénéité dans la répartition des température du four doit être contrôlée par une mesure TUS à intervalles réguliers. Cette mesure ne doit pas être effectuée avec l’instrumentation mise en œuvre pour la commande de processus, mais par un système de mesure indépendant. La périodicité des contrôles est enregistrée en jours dans le NCC. Le système informe en temps voulu qu’un contrôle doit avoir lieu.
Ce contrôle peut être réalisé soit à l’aide d'un enregistreur de température indépendant (voir page 64) avec thermocouples de contrôle étalonnés appartenant au client, soit avec le module TUS de Nabertherm, raccordé en tant que module séparé au centre de contrôle Nabertherm.
Le module TUS comporte une API intrinsèque qui convertit les résultats de mesure des thermocouples de contrôle. L’évaluation, y compris la fonction claire et simple de compte-rendu, est ainsi effectuée via le centre de contrôle Nabertherm du four.
Instrumentation alternative avec régulateurs de température et enregistreurs Eurotherm
Une solution comprenant des régulateurs et des enregistreurs de température peut être offerte en tant qu’alternative à l’instrumentation faisant appel à une régulation API et au centre de contrôle Nabertherm (NCC). L’enregistreur de température dispose d’une fonction de compte-rendu à configurer manuellement. Les données peuvent être lues par le biais d’une clé USB puis évaluées, formatées et imprimées sur un PC séparé. En plus de l’enregistreur de température intégré à l’instrumentation standard, un enregistreur séparé est requis pour les mesures TUS (voir page 64).
Module TUS avec entrée pour 16 thermo-couples et liaison Profibus au centre de contrôle Nabertherm
63

Contrôle de régulation HiProSystems et documentationCette installation de contrôle et de régulation professionnelle pour installations à une zone et multizone est à base de matériel Siemens et peut être configurée et étendue selon les besoins. HiProSystems est mis en œuvre, entre autres, lorsque plus de deux fonctions telles que trappes d’air frais et/ou d’évacuation de l’air, ventilateur de refroidissement, mouvements automatiques, etc. sont nécessaires, et/ou que des fours à multizone doivent être régulés, et/ou que la documentation doit répondre à des exigences plus sévères, et/ou que des travaux de maintenance ou de service comme le télédiagnostic ou des processus globaux comme la trempe, bassins d’eau non compris, doivent être exécutés. La documentation correspondante des process peut être adaptée individuellement.
Interfaces utilisateur alternativesÉcran tactile H 500/H 700Le modèle standard pour la commande et la surveillance simples couvre déjà la plupart des exigences.Écran tactile H 1700Programme de température/horloge de programmation et les fonctions supplémentaires activées sont visualisés sous forme de tableau clair et les messages sont affichés en clair.Écran tactile H 3700Toutes les fonctions et la totalité du process sont mémorisés et visualisés sous forme de graphique clair. Les données peuvent être lues et traitées du PC ou depuis d’autres programmes propres au client via diverses interfaces (USB, Ethernet TCP/IP, MPI, Profibus). Toutes les valeurs de consigne et réelles peuvent être mémorisées sur une CF Card et être extraites au moyen du lecteur de carte adéquat.
Pour commande, visualisation et documentationNabertherm Control Center NCCL'extension individuelle de la régulation HiProSystems au NCC offre d'autres avantages quant aux interfaces, à la commande, la documentation et le service, p.ex. pour la gestion de plusieurs fours, y compris celle des charges au-delà du four (bac de trempe, station de refroidissement etc.):
� S'utilise pour les process de traitement thermique ayant des exigences sévères quant à la documentation comme p.ex. en métallurgie, pour la céramique technique ou en médecine � Utilisation du logiciel avec documentation également possible selon les exigences AMS 2750 E (NADCAP) � Documentation selon les exigences de la Food and Drug Adminstration (FDA), Part 11, EGV 1642/03 réalisable � Les données de charge peuvent être lues au moyen d'un code barres � Interface pour l'intégration à des systèmes PPS actuels � Intégration au réseau de téléphonie mobile pour avertissement par SMS, p. ex. en cas de dérangement � Contrôle de régulation à partir de différents postes PC � Calibrage de chaque point de mesure possible pour une température � Extensible avec calibrage d'un tracé polygonal composé de jusqu'à 18 températures par point de mesure pour l'emploi à différentes températures, p.ex. pour l'exécution selon AMS 2750 E
Pour la documentationNabertherm Documentation Center NDC et enregistrement des données via NTLogSi les données de processus de la régulation du système HiPro doivent uniquement être enregistrées, cette opération peut s‘effectuer à l‘aide d‘un PC via le logiciel de haute performance NDC. Les données sont documentées de façon infalsifiable et peuvent être affichées sous forme de tableau ou de graphique. Les données individuelles des lots peuvent être entrées par le client et classées avec les données de processus. Le paquet NTLog constitue une alternative avantageuse. Les données sont enregistrées durant la combustion sur clé USB. Après achèvement du traitement thermique, les valeurs enregistrées peuvent être lues et classées sur le PC via le logiciel gratuit.
Enregistreur de températureOutre la documentation via un logiciel raccordé à la régulation, Nabertherm propose divers enregistreurs de température, utilisés en fonction de l’application respective.
H 3700 avec visualisation graphique des données
H 1700 avec visualisation en couleur des données sous forme de tableau
Enregistreur de température
Modèle 6100e Modèle 6100a Modèlel 6180aSaisie par écran tactile x x xTaille de l’écran couleur en pouces 5,5 5,5 12,1Nombre max. d’entrées de thermocouple 3 18 48Lecture des données par clé USB x x xSaisie des données de charge x xLogiciel d’évaluation compris dans la fourniture x x xUtilisation pour les mesures TUS selon AMS 2750 E x
PC pour commande HiProSystems dans une armoire séparée
Commandes et enregistrement des process
64

Enregistrement des données avec le programmateur Nabertherm – Module d’extension NTLog/NT-Graph BasicLe module d’extension NTLog Basic représente une solution avantageuse pour enregistrer, à l’aide d’une clé USB, les données de vos applications via les programmateurs Nabertherm telles que: P 300/310/330, B 130/150/180, C 280 à partir de la version 3.0. A cet effet, un adaptateur d’interface intelligent, sur lequel une clé USB sera branchée, est ajouté au régulateur.
L’enregistrement des données via NTLog Basic ne nécessite aucun accessoire supplémentaire, comme des thermocouples et autres capteurs. Seules les données disponibles dans le programmateur via le thermocouple de contrôle sont enregistrées (Temps réel de vos applications, numéro de segment de programme, valeur théorique de température, valeur réelle de température, fonction évènement 1 et 2).
Les données enregistrées sur la clé USB (jusqu’à 16 000 enregistrements au format CSV) peuvent ensuite être exploitées sur ordinateur via NTGraph ou un tableur standard (par ex. MS Excel). Ainsi, les données sont stockées en temps différée et non avec un horodateur absolu. Les éléments concernant la charge, l’heure et la date de démarrage sont saisis ultérieurement sur PC par l’utilisateur (ex. avec un tableur ou via le nom de fichier).
Les enregistrements comportent des données de contrôle afin d’être protégés contre toute manipulation involontaire du fichier de données. Enfin, une mise à niveau de NTLog Basic sur les programmateurs existants peut être réalisée en installant un kit complémentaire incluant des instructions de mise en œuvre.
Enregistrement des données sur les régulations avec écran tactile H 1700 et H 3700 sous automates Siemens – Module d’extension NTLog/NTGraph ComfortLe module d’extension NTLog Comfort permet les mêmes fonctionnalités que le module NTLog Basic: Les données du processus sont lues sur l’écran tactile H 1700 ou H 3700 à partir de l’automate de régulation de type Siemens et enregistrées en temps réel sur une clé USB. Mais, le module d’extension NTLog Comfort permet également l’enregistrement simultané dans un autre ordinateur branché en réseau via une connexion Ethernet.
Données de processus provenant de NTLogLes données de processus provenant de NTLog peuvent être visualisées via un tableur existant (ex. Excel), ou via NTGraph. En proposant NTGraph, Nabertherm met à disposition de l’utilisateur un outil gratuit pour la visualisation des données créées au moyen de NTLog. Pour pouvoir l’utiliser, le client devra installer le programme Excel (version 2003/2010/2013). L’importation de données génère un diagramme, un tableau ou un rapport. L’interface (couleur, graduation, dénomination) pourra être choisie parmi huit standards proposés.
Le logiciel est disponible en sept langues (ALL/AN/FR/ES/IT/CH/RU). Par ailleurs, des textes sélectionnés peuvent être traduits pour une utilisation dans d’autres langues.
NTLog Basic pour l’enregistrement des données des programmateurs Nabertherm
NTLog Comfort pour l’enregistrement des données d’un automate Siemens
NTGraph, outil gratuit pour exploiter efficacement les données enregistrées via Excel
65

Logiciel Controltherm MV pour commande, visualisation et documentationLa documentation et la reproductibilité sont de plus en plus importants pour l‘assurance de la qualité. Le logiciel Controltherm MV performant que nous avons développé vous propose ici la solution idéale pour la gestion d‘un ou plusieurs fours et la documentation des charges basée sur le programmateur Nabertherm.
Dans la version de base, un four peut être raccordé au logiciel MV. Le système peut être étendu à quatre, huit, voire 16 fours à multizone. Il est possible d’enregistrer jusqu’à 400 programmes de traitement thermique différents. Le processus est documenté et archivé respectivement. Les données de processus sont lisibles graphiquement ou sous forme de tableaux. Un transfert des données de processus sur MS Excel est également possible.
Pour les fours qui ne sont pas pilotés par le programmateur Nabertherm, la température réelle peut être documentée par le logiciel. En équipement complémentaire, un ensemble d’extension est disponible auquel il est possible, selon l’exécution, de raccorder trois, six, voire neuf thermocouples indépendants. Les valeurs mesurées par ces thermocouples sont lues et évaluées par le logiciel MV indépendamment de la régulation.
Caractéristiques de puissance � Installation simple sans compétences spéciales � Adaptable sur PC avec système d‘exploitation Microsoft Widows 7 (32 bit), Vista (32 bit), XP with SP3, 2000, NT4.0, Me, 98 � Tous les programmateurs Nabertherm avec interface sont raccordables � Selon l’exécution, archivage des variations de la température d’un, quatre, huit ou seize fours (à multizone également) par données protégées des manipulations � Sauvegarde redondante des fichiers d‘archivage sur un lecteur du serveur possible � Programmation, archivage et impression de programmes et graphiques � Saisies libres de textes (données de charge) avec fonction de recherche conviviale � Possibilité d‘évaluation, données convertissables en Excel � Démarrage, arrêt du programmateur depuis le PC (uniquement avec des programmateurs Nabertherm avec interface) � Sélection de la langue : allemand, anglais, français, italien ou espagnol � 400 emplacements de mémoire supplémentaires (uniquement avec des programmateurs Nabertherm avec interface)
Ensemble d’extension I pour le raccordement indépendant de la régulation d’un point de mesure sup-plémentaire
� Raccordement d’un thermocouple indépendant, de type S ou K avec affichage de la température mesurée sur un programmateur fourni C 6 D, par ex. en vue de documenter la température de la charge � Conversion et transmission des valeurs de mesure au logiciel MV � Evaluation des données, voir les caractéristiques de puissance du logiciel MV
Ensemble d’extension II pour le raccordement de trois, six ou neuf points de mesure indépendamment de la régulation
� Raccordement de 3 thermocouples de type K, S, N ou B à la boîte de raccordement fournie � Possibilité d’extension à deux ou trois boîtes de raccordement pour neuf points de mesure de température maximum � Conversion et transmission des valeurs de mesure au logiciel MV � Evaluation des données, voir les caractéristiques de puissance du logiciel MV
Logiciel Controltherm MV pour commande, visualisation et documentation
Saisie sous forme de tableau des données de processus en cas d’utilisation des programmateurs Nabertherm
Représentation graphique des courbes de température de consigne et de la tempéra-ture mesurée
Extension pour raccordement de 16 fours maximum66

Concepts d’efficacité énergétique
Les coûts énergétiques croissants et les exigences accrues dans le domaine de l’environnement aboutissent de plus en plus souvent à exiger l’augmentation de l’efficacité énergétique des unités de traitement thermique.
Selon le processus et la taille du four, il existe toujours un certain potentiel d’énergie récupérable à partir de la chaleur dégagée. Dans le cas de grandes installations de four ou de longues durées de processus, il est possible, notamment, d’économiser suffisamment d’énergie pour amortir les investissements supplémentaires en peu de temps. Même l’utilisation de l’énergie thermique tirée de charges, ayant déjà été traitées thermiquement pour préchauffer les charges à l’état froid, représente une méthode efficace d’économiser l’énergie.
Les exemples suivants montrent comment et dans quels domaines de la construction de four il est possible de récupérer de l’énergie :
Echangeurs thermiquesLe principe d'un échangeur thermique à contre-courant est d’utiliser la chaleur de l’air chaud extrait d’un four pour préchauffer l’air admis frais. Dans de nombreux cas, un préchauffage séparé de l’air frais devient inutile. Un tel système peut être recommandé lorsqu’un renouvellement continu de l’air est nécessaire dans la chambre du four, en raison des conditions du processus, comme lors de l’attrempage de la silicone ou des procédés de séchage soumis à la norme EN 1539.
Brûleurs à système de récupérationDes brûleurs à système de récupération peuvent être, en particulier, utilisés dans les grands fours de traitement thermique chauffés au gaz. Les brûleurs à système de récupération utilisent eux-aussi l’air évacué chaud pour préchauffer l’air de combustion. Selon le modèle de four et le processus, il est possible d’atteindre des économies d’énergie de l’ordre de 25 % par la mise en œuvre des brûleurs à système de récupération, les coûts supplémentaires occasionnés par l’acquisition étant ainsi amortis en peu de temps.
Chambres de transfert thermiqueLes chambres de transfert thermique, désignées également par chambres de refroidissement/réchauffement, présentent deux grands avantages. D’une part, elles permettent d’économiser l’énergie et d’autre part, elles augmentent la productivité.
Le produit est sorti du four à l’état chaud, puis placé dans la chambre de transfert thermique. Dans cette chambre, il y a également de la place pour une nouvelle charge à l’état froid. Par convection d’air, la charge encore chaude est refroidie alors que la charge froide est préchauffée avant d’être transportée dans le four. Le chauffage du four n’a donc plus à fournir l’énergie ainsi cédée, le rendement étant parallèlement augmenté.
Les systèmes mentionnés ci-dessus pour l’augmentation de l’efficacité énergétique ne sont que des exemples de possibilités d’utilisation. Nous vous conseillerons volontiers pour étudier si un module de récupération de chaleur supplémentaire est un complément utile pour votre four ou votre installation.
Echangeur thermique à contre-courant sur le four chambres à convection forcée N 2560/26 ACLS
Brûleur à système de récupération sur fours de fonderie d'aluminium 16 x TBR 110/12 et 2 x TBR 180/12
Transfert de chaleur entre charge à l’état chaud et charge à l’état froid
Installation de fabrication comprenant qua-tre séchoirs à chambre pour faire tourner le produit pendant le traitement ther-mique, avec échangeur thermique à trois allures permettant d’optimiser l’efficacité énergétique
67

www.nabertherm.comwww.nabertherm.com Reg.
-Nr.
C 3.
5/12
.13
(fran
zösi
sch)
, don
nées
non
gar
antie
s, s
ous
rése
rve
de m
odifi
catio
ns te
chni
ques
.
Le monde de Nabertherm: www.nabertherm.com
À www.nabertherm.com, vous pouveztrouver tout ce que vous désirez savoir sur nous – et en particulier tout sur nos produits.
Vous y trouverez non seulement des informations actuelles, mais pourrez naturellement aussi communiquer directement avec vos contacts ou le distributeur le plus proche de chez vous, où que vous soyez dans le monde.
Solutions professionnelles pour:� Arts & Artisanat� Verre� Advanced Materials� Laboratoire� Technique dentaire� Technique des processus thermiques
des métaux, plastiques & traitement de surface
� Fonderie
Siège et Usine:
Nabertherm GmbHBahnhofstr. 2028865 Lilienthal, [email protected]
Filiales commerciales:
ChineNabertherm Ltd. (Shanghai)150 Lane, No. 158 Pingbei Road, Minhang District 201109 Shanghai, [email protected]
FranceNabertherm SAS20, Rue du Cap Vert21800 Quetigny, [email protected]
ItalieNabertherm Italiavia Trento N° 1750139 Florence, [email protected]
Grande-BretagneNabertherm Ltd., [email protected]
SuisseNabertherm Schweiz AGAltgraben 31 Nord4624 Härkingen, [email protected]
EspagneNabertherm Españac/Marti i Julià, 8 Bajos 7a
08940 Cornellà de Llobregat, [email protected]
Ètats-UnisNabertherm Inc.54 Read‘s WayNew Castle, DE 19720, È[email protected]
Pour tout autre pays, consulter le lien suivant: http://www.nabertherm.com/contacts