CATALOG M19 Marine Range Layout 1 - Ludwig Hunger Valve Faces VKM 1M Grinding Machine for valves...
41
Catalog M19 Marine Range Equipment for Maintenance and Repair of Large Diesel and Gas Engines Ludwig Hunger Werkzeug- und Maschinenfabrik GmbH Mailing address: Street address: Contact and further information: PO Box 70 09 60 Graefelfinger Str. 146 Tel +49 89 7091 25 81309 Munich 81375 Munich Fax +49 89 7091 26 Germany Germany [email protected] www.ludwig-hunger.de
Transcript of CATALOG M19 Marine Range Layout 1 - Ludwig Hunger Valve Faces VKM 1M Grinding Machine for valves...

Catalog M19 Marine Range
Equipment
for
Maintenance and Repair
of Large Diesel and Gas Engines
Ludwig Hunger Werkzeug- und Maschinenfabrik GmbH
Mailing address: Street address: Contact and further information:
PO Box 70 09 60 Graefelfinger Str. 146 Tel +49 89 7091 25
81309 Munich 81375 Munich Fax +49 89 7091 26
Germany Germany [email protected]
www.ludwig-hunger.de

- 2 -
Experience Performance Quality
HUNGER - a company with experience - specializing in the
manufacture of precision tools and valve service equipment
for many years - and with the most comprehensive range of
valve service equipment.
Years ago, HUNGER pioneered precision valve and valve
seat refacing systems which have been further developed
and refined until we have the present high performance
equipment.
The qualities of HUNGER equipment are derived from wor-
king in very close cooperation with leading engine manufac-
turers and the research and experience gained by HUNGERin over 90 years of precision equipment manufacture.
HUNGER equipment has been tested and approved by lea-
ding engine manufacturers and is being used for high perfor-
mance work throughout the world. Today´s exacting
tolerances and finishes call for HUNGER equipment.
You can rely on HUNGER.

List of contents - 3 -
Page
Refacing Valve Seats
VDS2E Refacing Machine for seats from 35 to 90 mm diam. 4 - 5
VDS2.3/2.5E Refacing Machine for seats from 35 to 110/140 mm diam. 6 - 7
VD4E Refacing Machine for seats from 60 to 250 mm diam. 8 - 9
Cylinder Head Stand 11
for ease of cylinder head work
Valve Face and Valve Seat Refacing
UM4E Refacing Machine for valves with stem diam. 18 - 40 mm 12 - 13
and for valve seats with diameter 60 - 250 mm
Grinding Valve Faces
VKM 1M Grinding Machine for valves with stem diam. up to 20 mm 15
VKM 2.3M Grinding Machine for valves with stem diam. up to 32,5 mm 16 - 17
VKM 3.1 Grinding Machine for valves with stem diam. up to 32,5 mm 18 - 19
VKM 3.4 Grinding Machine for valves with stem diam. up to 40 mm 20 - 21
VKM 4A Grinding Machine for valves with stem diam. up to 40 mm 22 - 23
SG 175 Support Grinder for use on a lathe 25
Face Turning
VD4E/0° Machine for resurfacing surfaces up to 430 mm diam. 26 - 27
RCM Machine for resurfacing surfaces up to 720 mm diam. 28 - 29
Counterboring Seat Ring Pockets
ADM4E Machine for Counterboring up to 250mm diam. 30 - 31
Honing Cylinder Liners
PHM Mobile Machines for Honing up to 640 mm diam. 32 - 33
HMB Honing Rigs for the PHM Honing Machines 35
SHM Stationary Machine for Honing up to 640 mm diam 36 - 37
Testing Fuel Injectors
NTS Fuel Injector Test Stand 38
High Pressure Hydraulic Power Packs
HD1500 Hydraulic Power Pack for pressure up to 1500 bar 39
HD2500 Hydraulic Power Pack for pressure up to 2500 bar 40
HD3000 Hydraulic Power Pack for pressure up to 3000 bar 41

- 4 - VDS2E
VDS2E Valve Seat Refacing Machine
for Valve Seats from 35 to 90 mm Diameter.
Handy Machinefor
Precision Refacing of Valves Seats.
Tested and specified by leading engine manufactures.

VDS2E - 5 -
Working Principle:
The valve seat is refaced to the preset depth by the simulta-
neous application of both a rotary and a transverse feed mo-
tion to the carbide or CBN cutting insert.
While the cutting insert rotates in a circle around the valve
seat, a feed gear mechanism ensures a continuous outward
transverse feed motion under the proper seat angle.
This angle is defined by an inclined slideway provided for
the tool slide in the exchangeable seat refacing head.
The lathe-type refacing action provides a flawless concentric
seating surface texture for a perfect valve seal.
A refacing head for face turning is available in addition to
the seat facing heads for the popular seat angles.
Features:
The machine is fitted with two motors providing a smooth
cutting action.
The operating voltage which is supplied to the motors by a
compact power supply unit is of the low voltage type to eli-
minate electric hazards.
The exchangeable refacing head with the built-in slideway
for cutting tool travel ensures a precise seat angle elimina-
ting faulty setting operations.
A special groove cutting head is available for cutting a
groove into the valve seat ring so that the hook elements of a
puller can grip the valve seat ring for removing the valve
seat ring from the cylinder head.
Handling:
Setup is fast and easy.
First, lock the pilot with mounted centering spider in the
valve guide.
Then, lower the machine over the pilot until the cutting tip
of the cutting tool is in contact with the valve seat.
Turn rapid traverse to position the cutting tip in front of the
inner edge of the valve seat.
Set depth micrometer downfeed to set the desired depth of
cut.
Refacing is automatic.
Pressing one button is enough to start the refacing pass.
To take a second cut, position cutting tip back to the inner
edge of the valve seat by turning rapid traverse.
Proceed with the further refacing pass by pressing the star-
ting button.
Specifications:
Capacity:
Seat diameter range 35 - 90 mm
Seat angle range 0°-50°
Feed Motions:Rotation speed 280 & 360 rpm
Tranverse feed 0,05mm/rev
Electrics:
Operating voltage 32/42VDC
Supply voltage 230V±10%
(1~ 50/60Hz) or 120V±10%
or 277V±10%
Power consumption 0,2 kW
Weight:
Net weight 7,4 kg
Dimensions:Length 410 mm
Width 125 mm
Height 340 mm
Refacing Head Type D2
Groove Cutting Head

- 6 - VDS2.3E/2.5E
VDS2.3E/2.5E Valve Seat Refacing Machine
for Valve Seats from 35 to 110/140 mm Diameter.
Handy Machinefor
Precision Refacing of Valves Seats.
Tested and specified by leading engine manufactures.

Seat Refacing Head Type D3
Seat Refacing Head Type D5
VDS2.3E/2.5E - 7 -
Working Principle:
The valve seat is refaced to the preset depth by the simulta-
neous application of both a rotary and a transverse feed mo-
tion to the carbide or CBN cutting insert.
While the cutting insert rotates in a circle around the valve
seat, a feed gear mechanism ensures a continuous outward
transverse feed motion under the proper seat angle.
This angle is defined by an inclined slideway provided for
the tool slide in the exchangeable seat refacing head.
The lathe-type refacing action provides a flawless concentric
seating surface texture for a perfect valve seal.
A refacing head for face turning is available in addition to
the seat facing heads for the popular seat angles.
Features:
The machine is fitted with two motors providing a smooth
cutting action.
The operating voltage which is supplied to the motors by a
compact power supply unit is of the low voltage type to eli-
minate electric hazards.
The exchangeable refacing head with the built-in slideway
for cutting tool travel ensures a precise seat angle elimina-
ting faulty setting operations.
The machine can be fitted with either type D3 or type D5
seat refacing heads.
The D3 type adapter heads handle seats up to 110 mm dia-
meter.
The D5 type adapter heads handle seats up to 140 mm dia-
meter.
Handling:
Setup is fast and easy.
First, lock the pilot with mounted centering spider in the
valve guide.
Then, lower the machine over the pilot until the the cutting
tip of the cutting tool is in contact with the valve seat.
Turn rapid traverse to position the cutting tip in front of the
inner edge of the valve seat.
Set depth micrometer downfeed to set the desired depth of
cut.
Refacing is automatic.
Pressing one button is enough to start the refacing pass.
To take a second cut, position cutting tip back to the inner
edge of the valve seat by turning rapid traverse.
Proceed with a further refacing pass by pressing the starting
button.
Specifications:
Capacity:
Seat diameter range 35 - 110/140 mm
Seat angle range 0°-50°
Feed Motions:Rotation speed 280 & 360 rpm
Transverse feed 0,05mm/rev
Electrics:
Operating voltage 32/42VDC
Supply voltage 230V±10%
(1~ 50/60Hz) or 120V±10%
or 277V±10%
Power consumption 0,2 kW
Weight:
Net weight 9,4 kg
Dimensions:Length 410 mm
Width 125 mm
Heigth 360 mm

- 8 - VD4E
VD4E Valve Seat Refacing Machine
for Valve Seats from 60 to 250 mm Diameter.
If you are looking for the ultimate combination of
ACCURACY, FINISH, SPEED & VERSATILITY
this is simply your machine.
Tested and specified by leading engine manufactures.

VD4E - 9 -
Working Principle:The valve seat is refaced to the preset depth by the simultane-
ous application of both a rotary and a transverse feed motion to
the cutting insert.
This lathe-type refacing action eliminates the high and low
spots normal to surface grinding or form cutting and provides a
flawless concentric seating surface texture for a perfect valve
seal.
Features:The machine is fitted with two motors for a smooth cutting ac-
tion.
The operating voltage supplied to the motors by a compact
power supply unit is of the low voltage type to eliminate elec-
tric hazards.
The speed of the motors is infinitely variable so that the cutting
speed can be adapted to the diameter and material of the seat.
The exchangeable seat refacing head with the built-in slideway
for cutting tool travel ensures a precise seat angle eliminating
faulty setting operations.
The seat refacing head is attached to the seat refacing gear unit
by two screws and, therefore, can be easily replaced.
In addition to seat refacing heads for the various seat angles,
face turning heads are available to convert the VD4E to a face
turning machine (pages 24-25) for resurfacing flat surfaces .
Moreover, the seat refacing gear unit of the VD4E can be re-
placed by a counterboring gear head and a conterboring and fa-
cing gear head to convert the VD4E to a counterboring machine
(pages 28-29) for machining the valve seat ring pockets in cy-
linder heads for oversize seat ring installation.
Handling:
Setup is fast and easy.
Refacing is automatic.
Specifications:
Capacity:
Seat diam. range 60 - 250 mm
Angle range 0°-90°
Feed motionsSpeed 120 - 250 rpm
Feed rate 0,05 mm/rev.
Dimensions:
Length 410mm
Width 125mm
Height 400mm
Refacing Valve Seat
Face Turning
Counterboring
Refacing Bottom
Electrics:Operating voltage max. 50 VDC
Supply voltage: 230V±10%
(1ph.50/60Hz) or 120V±10%
or 277V±10%
Power consumption 0,6kW
Weight:
Net weight approx. 17 kg
- 10- Notes

WV - 11 -
An extremely
sturdy support for the heavy cylinder heads of large
diesel engines allows
all round service carried out with
ease and safety
The cylinder head
rotates through 360° and can be locked in any position
which is most suitable for the work
to be performed.
A removeable tray provided in the
bottom frame collects any liquid
from the cylinder head.
As shown at the bottom left, an adap-
ter plate can be attached to the bot-
tom of the standard trough type
mounting assembly to mount cylin-
der heads
of smaller engines.
As an option, casters can be fitted to
the bottom frame so so that the cylin-
der head stand can be easily moved
around in the workshop.
Locking knobs are provided at the
casters to lock the cylinder head
stand in place.
The WV cylinder head stand can be
also used for storing a spare cylinder
head.
Adapter Plate
WV Cylinder Head Standfor repair and maintenance of the cylinder heads
of large diesel and gas engines

Gear Unit
for valve refacing
Valve Refacing Head
Type V4/30°.
Valve Seat Refacing Head
Type D4/30°.
The New Generation
Exchangeable Gear Units
for
refacing valve faces and
for
refacing valve seats.
Exchangeable Heads
for
refacing valve faces,
refacing valve seats,
resurfacing seating surfaces and
counterboring.
Compact
Versatile
Precise
Bright faces
and seats
within minutes
No grinding abrasives
No grinding noise
- 12- UM4E
Optional
Accessories
for
Counterboring
Seat Ring Pocketsfrom 67 - 230 mm diam.
and for
Face Turning
Seating Surfacesfrom 70 to 430 mm diam.
Hunger UM4EModular Machine
for
Refacing
the Valve Faces of
Valveswith Stem Diameter 18 - 40 mm
and
Valve Seatsfrom 60 to 250 mm diam.

UM4E - 13 -
Capacity Valve face diameter range 90 - 250 mm
Valve seat diameter range 60 - 250 mm
Face/seat angle range 0° - 60°
Valve stem diameter range 18 - 40 mm
Counterboring diameter range 67 - 230 mm
Face turning diameter range 70 - 430 mm
Feed motions Rotational cutting speed range 120 - 350 rpm
Cross feed 0,05 mm/rpm
Power supply Supply voltage (1~ 50/60Hz) 230V±10%
Rated current 5A
Measures Basic Machine Width 320 mm
Depth 160 mm
Height 480 mm
Net weight, approx. 25 kg
Emissions Noise emission < 70 db(A)
Vibration < 2,5 m/s2
UM4E Specifications
UM4E Modular Components
��������
���
��
��
��
��
1. Rotational Drive Unit
2.1 Valve Refacing
Gear Unit
4.1 Valve Seat Refacing
Gear Unit
3.1 Reducing Connector
Assembly
2.2 Valve Refacing
Heads
2.4 Valve Chucking
Assemblies
1.1 Power Supply Unit
5. Counterboring
Heads
3.2 Depth Stop
Assembly
4.2 Valve Seat Refacing
Heads
4.4 Face Turning
Heads
2.3 Tooling
4.3 Tooling
6.3 Pilot Assemblies
for refacing
cylinder head
6.2 Pilot Assemblies
for refacing
engine block
6.1 Pilot assemblies
for seat refacing
and counterboring
4.5 Tooling
5.1 Tooling

- 14- Notes
VKM1M - 15 -
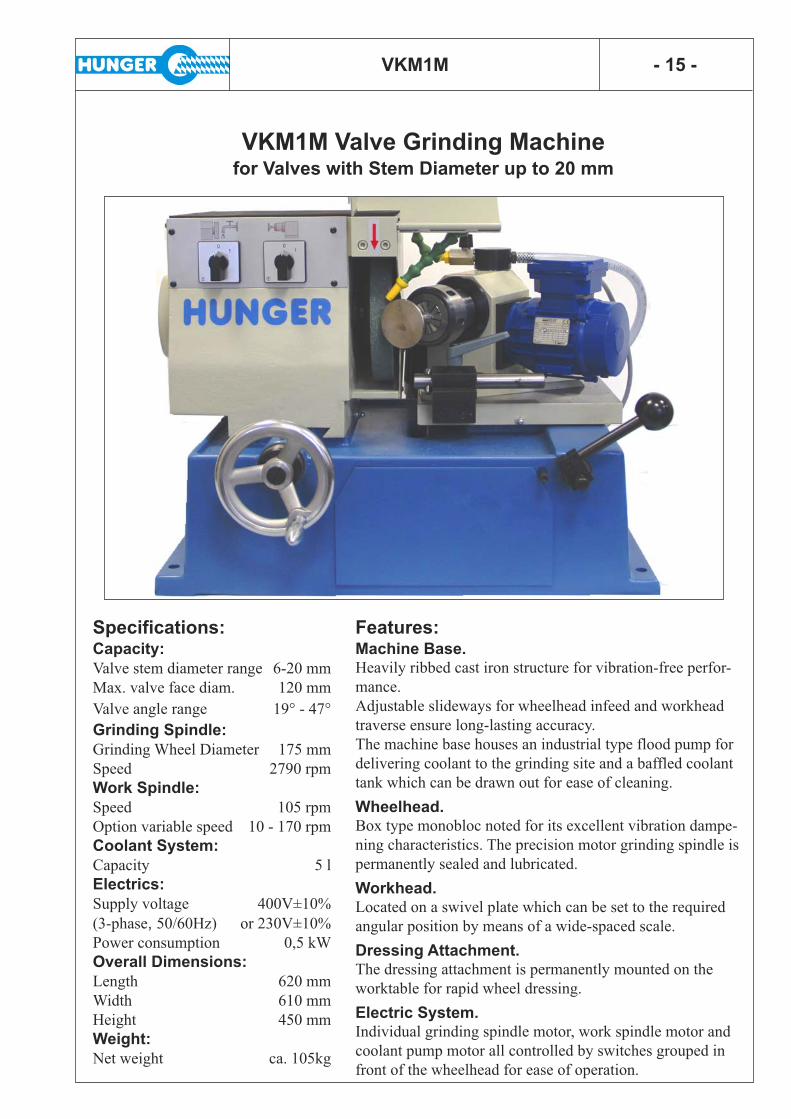
Features:Machine Base.Heavily ribbed cast iron structure for vibration-free perfor-
mance.
Adjustable slideways for wheelhead infeed and workhead
traverse ensure long-lasting accuracy.
The machine base houses an industrial type flood pump for
delivering coolant to the grinding site and a baffled coolant
tank which can be drawn out for ease of cleaning.
Wheelhead.Box type monobloc noted for its excellent vibration dampe-
ning characteristics. The precision motor grinding spindle is
permanently sealed and lubricated.
Workhead.Located on a swivel plate which can be set to the required
angular position by means of a wide-spaced scale.
Dressing Attachment.The dressing attachment is permanently mounted on the
worktable for rapid wheel dressing.
Electric System.Individual grinding spindle motor, work spindle motor and
coolant pump motor all controlled by switches grouped in
front of the wheelhead for ease of operation.
Specifications:Capacity:
Valve stem diameter range 6-20 mm
Max. valve face diam. 120 mm
Valve angle range 19° - 47°
Grinding Spindle:
Grinding Wheel Diameter 175 mm
Speed 2790 rpm
Work Spindle:
Speed 105 rpm
Option variable speed 10 - 170 rpm
Coolant System:
Capacity 5 l
Electrics:
Supply voltage 400V±10%
(3-phase, 50/60Hz) or 230V±10%
Power consumption 0,5 kW
Overall Dimensions:
Length 620 mm
Width 610 mm
Height 450 mm
Weight:
Net weight ca. 105kg
VKM1M Valve Grinding Machinefor Valves with Stem Diameter up to 20 mm

- 16 - VKM2.3M
VKM2.3M Valve Grinding Machine
for valves with Stem Diameter up to 32,5 mm.
If you are looking for
HIGH PRECISION
this is simply your machine.
Featuring the unique Hunger combination
of COLLET CHUCKING and SELFCENTERING STEADYING
to ensure the ultimate in valve refacing accuracy.
Tested and specified by leading engine manufacturers.

VKM2.3M - 17 -
Machine Base:Heavily ribbed cast iron structure with integrated slide-
way for the wheelhead . The machine base houses an
industrial type flood pump for delivering coolant to the
grinding site and a baffled coolant tank which can be
drawn out for ease of cleaning.
Wheelhead:Box type monobloc casting noted for excellent vibra-
tion dampening.
Permanently sealed and lubricated grinding spindle.
The wheelhead houses also the control panel for the
motors.
Workhead and Steady Rest.The monobloc workhead houses the permanently sealed
and lubricated work spindle provided with a collet
chuck for use of high precision collets.
The workhead and an unique selfcentering steady rest
for additional support of long stem valves are placed on
an elongated swivel plate which is adjustable with re-
spect to a wide-spaced angular scale for setting the pro-
per grinding angle.
Both the workhead and the steady rest are adjustable
along the swivel plate to clamp each valve on that part
of the valve stem which normally travels in the valve
guide.
The combination of collet chucking and the unique
Hunger steadying provides double support of long val-
ves to ensure the ultimate in valve refacing accuracy.
Automated Oscillation (Option) An oscillating attachment for automated power traverse
of valve face across the grinding wheel is available as
an option to ensure efficient stock removal and superior
finish.
The stroke of oscillation is infinitely adjustable.
The workhead is mounted on guide bars to reduce fric-
tion and to ensure smooth traversing of the valve face
across the grinding wheel.
Dressing Attachment.The dressing attachment is permanently mounted on the
worktable for rapid wheel dressing.
Electrics:An individual motor is provided for each of the grin-
ding spindle, the work spindle and the optional oscilla-
tion equipment.
Main switch fitted with undervoltage release.
Specifications:Capacity:
Valve stem diameter range 6 - 32,5 mm
Max. valve face diam. 200 mm
Valve angle range 19° - 47°
Grinding Spindle:
Grinding Wheel Diameter 175 mm
Speed 2790 rpm
Work Spindle:
Speed, Standard 50 rpm
Adjustable Speed, Option 5 - 60 rpm
Coolant System:
Capacity 5 l
Electrics:
Supply voltage 400V±10%
(3-phase, 50/60Hz) or 230V±10%
Power consumption 0,5 kW
Overall Dimensions:
Length 800 mm
Width 550 mm
Height 450 mm
Weight:
Net weight ca. 155 kg

- 18 - VKM3.1
VKM3.1 Valve Grinding Machinefor Valves with Stem Diameter from 9 to 32,5 mm.
If you are looking for a
COMPACT MACHINE
for regrinding the valves of medium size engines
this is your first choice.
Featuring the unique Hunger combination
of SELFCENTERING STEADYING and COLLET CHUCKING
to ensure the ultimate in valve refacing accuracy.
Tested and specified by leading engine manufacturers.

VKM3.1 - 19 -
Machine Base:Heavily ribbed cast iron structure with integrated dove
tailed slideway for the workhead and steady rest.
The machine base houses an industrial type flood
pump for delivering coolant to the grinding site and a
baffled drawer type coolant reservoir which can be
drawn out for ease of cleaning.
The machine base houses also the control panel for the
motors.
Grinding Spindle:The permanently sealed and lubricated grinding
spindle slides on a swivel plate which is provided with
an integrated dove tailed slideway.
The swivel plate is set to the desired valve angle by
means of a wide spaced scale.
Workhead:Monobloc work spindle with permanently sealed and
lubricated work spindle bearings. Work spindle fitted
with collet chuck for use of high precision collets.
A micrometer infeed unit is combined with the work-
head to feed the face of the valve clamped in the collet
to the grinding wheel.
Steady Rest:An unique selfcentering steady rest is provided for ad-
ditional support of long stem valves.
Both the workhead and the steady rest are adjustable
along the slideway on the machine base to clamp the
valve on that part of the valve stem which normally
travels in the valve guide.
Electrics:An individual motor is provided for each of the grin-
ding spindle, the work spindle and the optional oscilla-
tion equipment.
No belts.
Specifications:Capacity:
Valve stem diameter range 9 - 32,5 mm
Max. valve face diam. 200 mm
Valve angle range 18° - 47°
Grinding Spindle:
Grinding Wheel Diameter 175 mm
Speed 2790 rpm
Work Spindle:
Speed, Standard 25 rpm
Coolant System:
Capacity 5 l
Electrics:
Supply Voltage 400V±10%
(3-phase, 50/60Hz) or 230V±10%
Power consumption 0,5 kW
Overall Dimensions:
Length 800 mm
Width 550 mm
Height 500 mm
Weight:
Net weight ca. 115 kg

- 20 - VKM3.4
VKM3.4 Valve Grinding Machinefor Valves with Stem Diameter from 9 to 40 mm.
The
COMPACT MACHINE
with Large Chucking Capacity.
Featuring the unique Hunger combination
of SELFCENTERING STEADYING and COLLET CHUCKING
to ensure the ultimate in valve refacing accuracy.
Tested and specified by leading engine manufacturers.

VKM3.4 - 21 -
Specifications:Capacity:
Valve stem diameter range 9 - 40 mm
Max. valve face diam. 200 mm
Valve angle range 18° - 47°
Grinding Spindle:
Grinding Wheel Diameter 175 mm
Speed 2790 rpm
Work Spindle:
Speed, Standard 35 rpm
Coolant System:
Capacity 5 l
Electrics:
Supply voltage 400V±10%
(3-phase, 50/60Hz) or 230V±10%
Power consumption 0,6 kW
Overall Dimensions:
Length 800 mm
Width 550 mm
Height 600 mm
Weight:
Net weight ca. 120 kg
Machine Base:Heavily ribbed cast iron structure with integrated dove
tailed slideway for the workhead and steady rest.
The machine base houses an industrial type flood
pump for delivering coolant to the grinding site and a
baffled drawer type coolant reservoir which can be
drawn out for ease of cleaning.
The machine base houses also the control panel for the
motors.
Grinding Spindle:The permanently sealed and lubricated grinding
spindle slides on a swivel plate which is provided with
an integrated dove tailed slideway.
The swivel plate is set to the desired valve angle by
means of a wide spaced scale.
Workhead:Monobloc work spindle with permanently sealed and
lubricated work spindle bearings. Work spindle fitted
with collet chuck for use of high precision collets.
A micrometer infeed unit is combined with the work-
head to feed the face of the valve clamped in the collet
to the grinding wheel.
Steady Rest:An unique selfcentering steady is provided for additio-
nal support of long stem valves.
Both the workhead and the steady rest are adjustable
along the slideway on the machine base to clamp the
valve on that part of the valve stem which normally
travels in the valve guide.
Electrics:An individual motor is provided for each of the grin-
ding spindle, the work spindle and the optional oscilla-
tion equipment.
No belts.

- 22 - VKM4A
VKM4A Valve Grinding Machinefor Valves with Stem Diameter from 9 to 40 mm.
If you are looking for
HEAVY-DUTY and HIGH PRECISION
this is simply your machine.
Featuring the unique Hunger combination
of SELFCENTERING STEADYING and COLLET CHUCKING
to ensure the ultimate in valve refacing accuracy.
Tested and specified by leading engine manufacturers.

VKM4A - 23 -
Standard Features:
Machine BaseHeavily ribbed cast iron structure for vibration
free performance The machine base houses an in-
dustrial type flood pump for delivering coolant to
the grinding site and a baffled coolant tank which
can be drawn out for ease of cleaning.
Wheel HeadBox type monobloc casting noted for its excellent
vibration damping characteristics.The precision
grinding spindle is permanently sealed and lubri-
cated for lifetime accuracy.
The powerful spindle drive motor in combination
with the 250 mm diameter grinding wheel allows
fast stock removal. The wheel guarding system is
designed to the prevailing safety regulations.
WorkheadCast iron monobloc for vibration free perfor-
mance. Rigid support of the work spindle on pre-
cision bearings. The work spindle is fitted with a
collet chuck for use of high precision collets. The
variable speed work spindle drive unit is mounted
on top of the workhead.
Swivel PlateThe workhead rests on an elongated swivel plate
mounted on the work table.
The swivel plate can be set to the required angular
position by means of a widely spaced scale. Index
stops with micrometer adjustment are provided at
30° and 45° positions. The swivel plate has a do-
vetailed slideway allowing the workhead to be ad-
justed along the swivel plate to chuck the valve at
that part of the valve stem which normally travels
in the valve guide.
Work TableThe infeed slide on top of the work table is guided
by a dovetailed slideway provided with an adjus-
table strip for long term accuracy. The worktable
itself is guided on slide bars to ensure smooth tra-
versing of the valve face across the grinding
wheel.
Dressing AttachmentThe dressing attachment is housed in the wheel-
head for rapid wheel dressing, also during grin-
ding with the valve chucked in the work spindle.
An individual handwheel is provided for traver-
sing the diamond along the grinding wheel.
Optional Features:
Selfcentering SteadiesSelfcentering steady rests are available to fit
on the swivel plate slideway for additional
support of long stem valves. Both the work-
head and the stready rest are adjustable along
the swivel plate to clamp each valve on that
part of the valve stem which normally travels
in the valve guide.
The combination of collet chucking and the
unique Hunger steadying provides double
support of long valves to ensure the ultimate in
valve refacing accuracy.
Oscillating EquipmentAn oscillating equipment for automated power
traverse of valve face across the grinding
wheel is available to ensure efficient stock
removal and superior finish.
The stroke of oscillation is infinitely adjusta-
ble.
Automated InfeedPower infeed is available for automatic grin-
ding according to a preselected program.
The feed rate, the total infeed and the sparkout
time can be selected.
Specifications:
Capacity: Valve stem diameter range 9 - 40 mm
Max. valve head diameter 320 mm
Grinding angle range 0° - 90°
Grinding spindle:Max. wheel diameter 250 mm
Speed at 50 Hz 2800 rpm
Work spindle:Speed range. 5 - 50 rpm
Electrics:Supply voltage, standard 400V±10%
(3ph. 50/60Hz) option 230V±10%
Power consumption 2 kW
Overall dimensions:Width 1550 mm
Depth 900 mm
Height 950 mm
Weight:Net weight ca. 300 kg

- 24 - Notes

SG175 - 25 -
SG175 Support Grinderfor Grinding Valves on a Lathe
Specifications:
Grinding spindle:Grinding wheel diam. 175mm
Speed at 50 cycles 2790 rpm
Electrics:Supply voltage: 400V±10%
(3-phase 50/60Hz) or 230V±10%
Power input 0,37kW
Dimensions:Length/Width/Height 300/380/180mm
Weigth:Net weight ca. 16 kg
Application:The SG175 support grinder is designed for
grinding the conical seating surface of val-
ves of medium speed diesel engines on a
standard lathe.
Handling:The support grinder is clamped in the tool-
post located on the top slide of the lathe.
The grinding angle corresponding to the re-
quired valve seat angle is adjusted by tur-
ning the top slide of the lathe to an angular
position which corresponds to the valve seat
angle and which is defined by the template
supplied with the grinder.
The valve stem is clamped in the chuck of
the lathe and the valve face is ground by
feeding the grinding wheel into the rotating
valve face.
Features:The precision grinding spindle is perma-
nently sealed and lubricated for lifetime ac-
curacy.
The wheel guarding system is designed to
the prevailing safety regulations.
The cone-shaped head of the template is
provided with a bore receiving the dressing
diamond so that the grinding wheel can be
properly dressed after adjustment of the
grinding angle.
The switch for the grinding spindle drive
motor is integrated in the terminal box of
the motor.

- 26 - VD4E/0°
VD4E/0° Face Turning Machinefor Diameters up to 420 mm.
The VD4E/0° is designed for resurfacing seating surfaces
on cylinder heads
engine blocks and
cylinder liners of diesel and gas engines.

VD4E/0° - 27 -
Working Principle:The VD4E/0° resurfaces flat seating surfaces in a lathe-
type facing action.
The seating surface is refaced to the preset depth by the si-
multaneous application of both a rotary and a transverse
feed motion to the single point cutting tool.
While the cutting tool rotates around the surface, a feed
gear mechanism ensures a continous outward transverse
feed motion.
An adjustable stop can be provided for limiting the out-
ward feed motion.
Features:The motor drive unit is fitted with two motors to provide a
smooth cutting action. The operation voltage is of the low
voltage type to eliminate electric hazards.
The speed of the drive motors is adjustable so that the cut-
ting speed can be adapted to the diameter and material of
the seating surface.
The VD4E/0° is centered by a pilot assembly which is de-
signed to fit to the engine component to be serviced.
The basic machine is part of the VD4E Valve Seat Refa-
cing Machine and the VD4E/0° can be converted to a
VD4E Valve Seat Refacing Machine by mounting a valve
seat refacing head to the gear unit instead of the face tur-
ning head.
Face Turning
Pilot for Engine Block
Pilot for Cylinder Head
Specifications: Face Turning Head Type
Capacity: D4.1/0° D4.2/0°
Face Turning Diameter Range 70 - 330 mm 75 - 430 mm
Max. Facing Travel 35 mm 50 mm
Feed Motions:Speed 120 - 250 rpm
Transverse Feed Rate 0,05 mm/rev.
Electrics:Operating voltage max. 50 VDC
Supply voltag 230V±10% or 120V±10% oder 277V±10%
(1~ 50/60Hz)
Power Consumption 0,6 kW
Dimensions and Weight:Length/Width/Height 410/125/400 mm
Net Weight ca. 18 kg

- 28 - RCM
RCM Face Turning Machinefor Diameters from 200 to 720mm.
The RCM is designed to resurface
the cylinder liner landing surface on the engine block
and
the cylinder liner landing surface on the cylinder head

RCM - 29 -
Working Principle:The RCM resurfaces the landing surface in a lathe-type
facing action, i.e. the seating is refaced to the preset
depth by the simultaneous application of both a rotary
and a transverse feed motion to the single point cutting
tool.
While the cutting tool rotates around the surface, a feed
gear mechanism ensures a continuous outward transverse
feed motion.
The lathe-type refacing action provides a flawless con-
centric surface texture for a perfect seal.
Features:The RCM is fitted with two motors providing a smooth
cutting action.
The speed of the motors is infinitely variable so that the
cutting speed can be adapted to the diameter and material
of the seating.
A separate power supply unit is provided for ease of ope-
ration.
A small hand-held remote control is supplied so that the
operator can conveniently switch on and off the machine
while watching the refacing operation.
The remote control includes an emergency stop to stop
the machine in case of emergency.
The power supply unit is connected to single phase input
voltage and supplies the three phase operating voltage
for the drive motors.
The RCM is centered by a pilot tailored to the specific
engine component to be serviced.
The cutting tool comprises an insert holder fitted with an
index-able carbide cutting insert.
Specifications:
Capacity:Facing diam. 200 - 720mm
Max. facing travel 50 mm
Feed motions:Speed range 25 - 120 rpm
Feed rate 0,1 mm/rev.
Electrics:Supply voltage: 230V±10%
(1-phase.50/60Hz)
Power consumption 1,4 kW
Dimensions & Weight:Width/Height 500/600 mm
Net weight ca. 50 kg
Resurfacing Cylinder Head
Resurfacing Engine Block
Pilot for Engine Block

- 30 - ADM4E
ADM4E Counterboring Machinefor
Counterboring Seat Ring Pockets with diameter from 67 to 230mm
and, if required, for Refacing the Bottom of the Pockets.
If you are looking for the ultimate combination of
COUNTERBORING and SEAT REFACING
this is simply your machine.
Tested and specified by the leading engine manufacturers.
Adjust Boring Diameter
in Increments of 2µm

ADM4E - 31 -
Working Principle:The counterbore is machined to the preset depth by the
simultaneous application of both a rotary and vertical or
horizontal feed motion to the carbide cutting insert.
While the cutting insert rotates in a circle around the
counterbore, a feed gear mechanism ensures a continuous
feed motion.
The lathe-type refacing action provides smooth and clo-
sely fitting contact surfaces for oversize valve seat rings.
Features:The motor drive unit is also part of the VD 4E Valve Seat
Refacing Machine and, therefore, is only required, if no
VD 4E is at hand.
The operating voltage supplied to the motor drive unit is
of the low voltage type to eliminate electric hazards.
The speed of the motors is infinitely adjustable so that
the cutting speed can be adapted to the diameter and ma-
terial of bore.
Two types of exchangeable boring heads are available.
The standard boring head is provided with a vertical slide
for counterboring.
The optional boring and facing head is provided with a
vertical and a horizontal slide for counterboring and refa-
cing the bottom of the seat ring pocket.
The precision boring tools are equipped with a microme-
ter dial for adjusting the boring diameter in increments of
2µm to ensure high precision machining to IT6 toleran-
ces.
Form boring tools are available for machining the shoul-
ders within the counterbores under special angles to faci-
litate O-ring in-stallation.
A Tool Setting Stand is available as an option to adjust
the boring diameter of precision boring tools to the requi-
red cutting diameter by means of a digital micrometer.
The boring head can be replaced by a seat refacing gear
head to convert the ADM 4E to an VD 4E Valve Seat Re-
facing Machine.
Counterboring
Refacing Bottom
Specifications:
Capacity:Max. Boring Diameter 230 mm
Min. Boring Diameter 67 mm
Feed Motions:Speed 120 - 250 rpm
Feed Rate 0,05 mm/rev.
Electrics:Operating Voltage max. 50 VDC
Supply voltage 230V±10%
(1-phase 50/60Hz) or 120V±10%
or 277V±10%
Power Consumption 0,6 kW
Overall Dimensions:Length 410 mm
Width 145 mm
Height 400 mm
Weigth:Net Weight ca. 17 kg

PHM Mobile Honing Machinesfor Cylinder Liners from 150 to 640 mm Diameter.
The Key Features
Fully Air Powered.Powerful air motor for rotary motion of honing head,
air hoist for stroke motion and, as an unique feature,
air operated actuators for honing stone to cylinder wall
pressure.
Superior Control.Control knobs are provided for fine adjusting setting
of honing head RPM, stroking rate and stone feed pres-
sure.
Pressure Gauges.Pressure gauges are provided to display the selected set-
ting of honing head RPM, stroking rate and stone feed
pressure.
Sturdy Honing Heads.Only three honing heads are required for cylinder liner
bores from 150 to 640 mm diam.
Head type 150-250 mm for honing diam. 150-250 mm.
Head type 240-340 mm for honing diam. 240-340 mm.
Head type 320-640 mm for honing diam. 320-640 mm.
Each honing head can be easily set to the required ho-
ning diameter by inserting spacers between the central
shaft and the stone holder units.
Pivot-mounted stone holders.The stone holders are pivot-mounted and radially offset
to assure a wiping-type honing stone to cylinder wall
contact for superior honing performance.
Automatic Stroking (Option).Automatic stroking between adjustable end stops is
available as an option.
Comfort Control (Option).An optional comfort control panel can be provided at
the lower end of the preassembled drive unit within
easy reach of the operator while standing at cylinder
liner level.
Preassembled Drive Unit.The drive unit including the central control station, the
air hoist for stroking and the air motor for rotating the
honing head is completely assembled in the factory and
stored in the transport case so that only a short setup
time is required for preparing the machine for honing a
cylinder liner in the engine block.
- 32 - PHM

PHM - 33 -
PreassembledDrive Unit with Comfort Control
Honing Head Ø 240-340 mm
Features:The PHM is a sturdy and solid mobile machine protected by a
strongly adhering color layer.
Rotary motion and linear stroke motion of the honing head are
in-finitely variable through simple pressure regulation of the air
supply to obtain the desired crosshatch surface pattern.
Stone feed pressure is also infinitely variable through regulation
of air supply to the stone feeding actuators.
When air supply to the stone feeding actuators is shut off, the
spring biased stone holders are pivoting inwards so that vertical
scratches in the cylinder liner wall can be avoided when the ho-
ning head is inserted into or removed from the cylinder liner
bore.
The powerful air motor permits adjustment of the rotation speed
of the honing head within a broad range by the mere turn of a
control knob without changing any gear boxes.
The central control panel is equipped with regulator valves com-
bined with manometer gauges for selecting the RPM of the ho-
ning head, the stroking rate and the stone contact pressure. Thus,
the pressure settings which once proved as resulting in perfect
surface finish, can be repeated time and again.
An optional comfort control panel including the regulator valves
and the manometer gauges can be provided at the lower end of
the pre-assembled drive unit within easy reach of the operator
while standing at cylinder liner level.
A single central air treatment unit with air filter and lubricator is
also provided for trouble free operation.
Automatic stroking is available as an option. The stroking length
can be adjusted by means of end stops.
Setting up the PHM for honing requires only three simple steps:
1. Sliding mounting tubes over two opposite studs at the engine
block.
2. Placing the preassembled drive unit onto the mounting tubes.
3. Attaching the honing head to the air motor of the drive unit.
Specifications:
Type Type
Capacity: PHM 340 PHM 640Honing diameter range 150 - 340 mm 150 - 640 mm
Honing head type 320-640 320 - 640mm
Honing head type 240-340 240 - 340mm 240 -340mm
Honing head type 150-250 150 - 250mm 150 - 250mm
Feed motions:Honing head RPM range 20 - 70 rpm
Stroke speed up to 19 m/min
Air supply:Air supply pressure 6 - 10 bar
Air consumption up to 3,7 m3/min
Storage case:Length 1700 mm 1700 mm
Width 850 mm 910 mm
Height 630 mm 630 mm
Gross weight 220 kg 250 kg

- 34 - Notes

HMB 340
HMB Honing Rigsfor the Mobile PHM Honing Machines
Application:The HMB Honing Rigs are designed for use in a work-
shop or engine room to act as a stationary machine base
for the mobile PHM Honing Machines to hone cylinder
liners removed from the engine.
HMB 640 rig is tailored to Honing Machine PHM 640.
HMB 340 rig is tailored to Honing Machine PHM 340.
Features:Rigid base structure including a pair of upright tubes
acting as support for the mobile PHM Honing Machine.
The cylinder liner to be honed is placed on a drawer-type
honing liquid reservoir which is slideably mounted on
the base structure so that it can be drawn out for loading
and unloading the cylin-der liner with an overhead crane.
An electric pump is provided at the honing liquid reser-
voir to supply honing liquid to a spray nozzle which can
be attached to the upright frame tubes at the appropriate
position by means of a magnetic base.
Settlement compartments are provided in the honing
liquid reservoir to precipitate the abrasive honing sludge
so that clean honing liquid will be supplied to the honing
site.
Specifications:Type Type
HMB 340 HMB 640For use withMobile honing machine PHM 340 PHM 640
Honing liquid reservoir:Capacity 50 liters 190 liters
Electrical supply:Standard supply voltage 400 V±10%,
3ph, 50/60 Hz
Power consumption 0,5 kW
Dimensions:Width 700 mm 1180 mm
Depth 950 mm 1350 mm
Height 1000 mm 1720 mm
Weight:Net weight 180 kg 500 kg
HMB 640
HMB - 35 -

- 36 - SHM
SHM Stationary Honing Machinefor Cylinder Liners from 150 to 640 mm Diameter.
Automated Strokingbetween adjustable end stops.
Air Powered Honing.Powerful air motor for rotary motion of honing
head, air hoist for stroke motion and, as an
unique feature, air cylinders for stone feeding.
Superior Control.Manual buttons are provided for fine adjusting
setting of honing head RPM, stroking rate and
stone feeding pressure.
Pressure Gaugesfor displaying the selected setting of
honing head RPM, stroking rate and
stone feeding pressure.
Two-hand Control Actuationto protect the operator according to
the stringent EC safety regulations.
The Key Features
Honing Liquid Reservoirmounted on casters for ease of
loading and unloading the cylin-
der liner.
Advanced Design.Only three honing heads for
liners from 150 up to 640
mm bore diameter.
Wiper-type Stone Contactfor superior honing performance.

SHM - 37 -
Honing Liquid Reservoirbaffled tank design mounted on casters for
ease of cylinder liner loading and unloading.
Sturdy Honing HeadsHoning heads are available for honing bore
diameters
from 150 to 250 mm,
from 240 to 340 mm and
from 320 to 640 mm.
Each honing head can be easily set to the re-
quired honing diameter by inserting spacers
between the central shaft and the stone pres-
sure actuators.
Features:Rotary motion and linear stroke motion of the honing head are infini-
tely variable through simple regulation of air supply to obtain the desi-
red crosshatch surface pattern.
Stone pressure is also infinitely variable through regulation of air sup-
ply to the stone pressure actuators.
The central control panel is equipped with regulator valves combined
with manometer gauges for selecting the speed of the linear stroke mo-
tion, the rotary speed of the honing head and the stone contact pressure.
Thus, the pressure settings which once proved as resulting in perfect
surface finish, can be repeated time and again.
The stone holder units of the honing head are swivel-mounted for supe-
rior wiper-type honing performance.
When air supply to the stone pressure actuators is shut off, the stone
holders will be retracted so that vertical scratches in the cylinder liner
wall can be avoided when the honing head is lifted into or out of the cy-
linder liner bore.
Automated stroke motion of the honing head between adjustable end
stops ensures efficient honing and superior results.
The honing liquid is supplied to the honing site by an electrical pump
and collected in a reservoir which also acts as support for the cylinder
liner to be honed.
The reservoir is designed as a drawer which can be drawn out for ease
of loading and unloading the cylinder liner.
Central Control Panel
Specifications:
Type Type
Capacity: SHM 320 SHM 640Honing diameter range 150 - 320 mm 150 - 640 mm
Honing head type 320-640 320 - 640mm
Honing head type 240-340 240 - 340mm 240 -340mm
Honing head type 150-250 150 - 250mm 150 - 250mm
Max Stroke length 1300 mm
Feed motions:Speed range of honing head 20 - 70 rpm
Stroke speed up to 19 m/min
Air supply:Air supply pressure 6-10 bar
Air consumption up to 3,7 m3/min
Electrical supply:Standard supply voltage 400 V±10%
3ph, 50/60 cycles
Rated current 0,52 A
Dimensions:Length/Width/Height 1400/2000/3900 mm
Weight:Net weight 650 kg 690 kg
Shipping case:Length/Width/Height 2200/1700/1950 mm
Shipping weight, approx. 950 kg 1000 kg

Application:The NTS is designed for testing the fuel injec-
tors of large diesel engines.
Use NTS for judging the shape and atomisation
of the injection stream and for leak testing of
the needle seating.
If required, the injector can also be serviced and
adjusted while clamped to the NTS.
Features:The pressure of the testing liquid is generated
by means of an double acting high pressure
pump which is powered by standard pressurized
air.
The pressure of the testing liquid is infinitely
adjustable up to 800 bar.
The rigid injector clamping assembly is pivo-
tally mounted so that the clamped injector can
be positioned horizontally for ease of servicing
and adjusting.
The container for collecting the testing liquid is
provided with an outlet for removing the liquid
by suction.
Specificatons:Max. Testing Pressure 800 bar
Air Supply
Max. Operating Pressure 15 bar
Air Consumption 0,5 - 1,5 m3/min
Testing liquid reservoir
Capacity 10 liters
Overall Dimensions
Length 600 mm
Width 500 mm
Height 1200 mm
Weight ca. 100 kg
NTS Fuel Injector Test Stand
- 38 - NTS

HD1500 - 39 -
HD1500 High Pressure Hydraulic Power Packfor Hydraulic Pressures up to 1500 bar.
Application:The HD1500 is designed for delivering high hy-
draulic pressure up to 1500 bar required for ope-
rating hydraulic tools, especially hydraulic tools
for loosening and tightening the clamping
screws provided at large diesel engines.
Features:The HD1500 is powered exclusively by air.
Up to four hydraulic tools can be connected to
the HD1500.
The HD1500 includes burst protection and a re-
lief pressure valve.
Specifications:Minimum air supply pressure 6 bar
Maximum air supply pressure. 15 bar
Maximum hydraulic pressure 1500 bar
Hydraulic liquid capacity 10 liters
Air inlet Ø 9mm
Hydraulic liquid outlets 4 x CEJN Series 116
Overall Dimensions:
Length 430mm
Width 315mm
Height 415mm
Weight
Empty 24 kg
Filled 32 kg

- 40 - HD3000
HD2500 High Pressure Hydraulic Power Packfor Hydraulic Pressures up to 2500 bar.
Application:The HD2500 is designed for delivering high hy-
draulic pressure up to 2500 bar required for ope-
rating hydraulic devices, especially hydraulic
tools for loosening and tightening the clamping
screws provided at large diesel engines.
Features:The HD2500 is powered exclusively by air.
Up to four hydraulic tools can be connected to
the HD2500.
The HD2500 includes burst protection and a re-
lief pressure valve.
Specifications:Minimum air supply pressure 6 bar
Maximum air supply pressure. 15 bar
Maximum hydraulic pressure 2500 bar
Hydraulic liquid capacity 10 liters
Air inlet Ø 9mm
Hydraulic liquid outlet 4 x CEJN Series 125
Overall Dimensions:
Length 431 mm
Width 315 mm
Height 550 mm
Weight
Empty ca. 30 kg
Filled ca. 40 kg

HD3000 High Pressure Hydraulic Power Packfor Hydraulic Pressures up to 3000 bar.
Application:The HD3000 is designed for delivering high hy-
draulic pressure up to 3000 bar required for ope-
rating hydraulic devices, especially hydraulic
tools for loosening and tightening the clamping
screws provided at large diesel engines.
Features:The HD3000 is powered exclusively by air.
Up to four hydraulic tools can be connected to
the HD3000.
The HD3000 includes burst protection and a re-
lief pressure valve.
Specifications:Minimum air supply pressure 6 bar
Maximum air supply pressure. 15 bar
Maximum hydraulic pressure 3000 bar
Hydraulic liquid capacity 10 liters
Air inlet Ø 9mm
Hydraulic liquid outlet 4 x CEJN Series 125
Overall Dimensions:
Length 431 mm
Width 315 mm
Height 550 mm
Weight
Empty ca. 30 kg
Filled ca. 40 kg
HD3000 - 41 -








![Untitled-2 [] · vkm sÖnmezler vkm sÖnmezler pres mangal malzeme gÜvenlik bilgt formu msds yayintarihi 20.02-14 13,24 36,67 6233 6017 1,32 4,40 ar r+sakrfrn.](https://static.fdocuments.in/doc/165x107/5e47f6f38cc10b60d310c44f/untitled-2-vkm-snmezler-vkm-snmezler-pres-mangal-malzeme-goevenlik-bilgt.jpg)