
Castanal1
42
ME 6222: Manufacturing Processes and Systems Prof. J.S. Colton © GIT 2011 1 Casting Analysis - 1 Melting and Pouring ver. 1
-
Upload
kush-dewangan -
Category
Documents
-
view
176 -
download
0
Transcript of Castanal1

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
1
Casting Analysis - 1
Melting and Pouring
ver. 1
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
2
Overview
• Processes
• Analysis – Melting
– Pouring
– Solidification and cooling
– Surface tension
– Gas solubility and porosity
• Defects
• Design rules
• Economics

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
3
Casting Steps quick route from raw material to finished
product
• Melt metals
• Pour / force liquid into hollow cavity
(mold)
• Cool / Solidify
• Remove
• Finish

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
4
Temperature vs. Time
Temperature
time
initial
melting solidification
pouring
removal

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
5
Melting
• Raw material (charge)
– scrap, alloying materials
• Atmosphere
– Air (oxygen), vacuum, inert gas (argon)
• Heating
– External - electric, gas, oil
– Internal - induction, mix fuel with charge
• steel making in blast furnace -mix coke with steel
• Furnace material - refractory
– high melting point metals, ceramics
Heat
Raw materials
Furnace
Atmosphere
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
6
Heat to melt
• H = heat [J]
• r = density
• V = volume
• c = specific heat (s = solid, l = liquid)
• Hf = heat of fusion
meltpourlfinitialmelts TTcHTTcVH r

Melting Time
• Estimate by
• Take into account oven efficiency
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
7
Power
Energytime

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
8
Melting – Ex. 1-1
Calculate the time required to raise the
temperature of a 120 kg aluminum billet
from 20oC to 50oC above its melting
point using a 20 kW furnace that is 75%
efficient.
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
9
Melting – Ex. 1-2
• density = 2700 kg/m3
• melting point = 660oC
• heat of fusion = 396 kJ/kg
• specific heat of liquid = 1.05 kJ/kg-K
• specific heat of solid = 0.9 kJ/kg-K
H = 120 * [0.9 * (660-20)
+ 396 + 1.05 * (710 – 660)]
= 123 MJ = 1.17 x 105 BTU

Melting – Ex. 1-3
• time = 123 MJ / (20 kW * 75%)
• time = 2.3 hours
• Should probably buy a bigger furnace
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
10
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
11
Pouring - Fluid Flow
• Reynold’s number
• Bernoulli’s equation
• Continuity

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
12
Reynold’s number (Re)
ratio of momentum (inertia) to viscosity
viscosity
diametervelocitydensity
Re
rVd

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
13
Critical Reynold’s number
• Re < 2,000
– viscosity dominated, laminar flow
• Re > 20,000
– inertia dominated, turbulent flow
• Controlled through gate and runner
design

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
14
Bernoulli’s Equation
• Used to calculate flow velocities
• Assumptions: steady state, incompressible, inviscid flow
P = pressure g = gravity
r = density h = height
v = velocity f = losses due to friction
fghv
Pghv
P oo
o 1
2
11
2
22r
rr
r

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
15
Continuity
Q0 = Q1
A0v0 = A1v1
where:
• Q = volumetric flow rate
• A = area
• v = velocity
Assumption: incompressible flow

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
16
Pouring – Ex. 2-1
Determine the geometry of the sprue, so that there is no air aspiration (the pressure never is less than atmospheric).
hc
ht
1
2
3
1 = free surface of metal
2 = spue top
3 = sprue bottom
pouring basin
sprue

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
17
Casting – Ex. 2-2
• Assuming
– entire mold is at atmospheric pressure (no
point below atmospheric)
– metal in the pouring basin is at zero
velocity (reservoir assumption)
3
23
31
21
122
ghv
Pghv
P rr
rr
tghv 23

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
18
Casting – Ex. 2-3
• Similarly
2
22
21
21
122
ghv
Pghv
P rr
rr
cghv 22

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
19
Casting – Ex. 2-4
• By continuity
A2v2 = A3v3
• Hence
t
c
h
h
v
v
A
A
3
2
2
3

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
20
Mold Filling Time Estimate
• Using continuity
– Q = Ag vg =A3 v3
• Assuming Ag = A3
• Hence
t3gate 2ghvv
gategatevA
mold of Volume timefilling Mold

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
21
Pouring – Ex. 3-1
• Given
– height of sprue (ht) = 20 cm
– area of sprue (A3) = 2.5 cm2
– volume of mold cavity (V) = 1560 cm3
• Find
– vsprue
– Flow rate (Q)
– Mold filling time

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
22
Pouring – Ex. 3-2
Q = vbase of sprue *A3
= 198.1 * 2.5 = 495 cm3/s
Mold filling time = V/Q =1560 / 495 = 3.2 s
cm/s 1.19820*981*22v sprue of base tgh

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
23
Bottom Gated Systems
• Air forced up and out of mold
• Reduced splashing and oxidation
• As metal is poured into the system,
effective head is reduced.
h hm ht
Am = mold cross-sectional area
Ag = gate cross-sectional area

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
24
Bottom Gated Systems
• In time dt,
– height of metal in mold increases dh
– flow rate in mold, Qm = Amdh/dt
– flow rate of metal delivered by gate to mold,
Qg = Agvg, where hhgv tg 2

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
25
Bottom Gated Systems
• Equating Qm = Qg,
• If tf = filling time,
dthhgAdhA tgm 2
mtt
g
mf
t
m
g
h
t
hhhgA
At
dtA
A
hh
dh
g
fm
2
2
2
1
00

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
26
Pouring - Ex. 4-1
• You are pouring liquid iron into a mold.
• The mold has a sprue height of 2 inches.
• The bottom of the sprue has a diameter
of 0.2 in.
Cope
Drag Casting
Parting Line
Sprue Risers
Gate
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
27
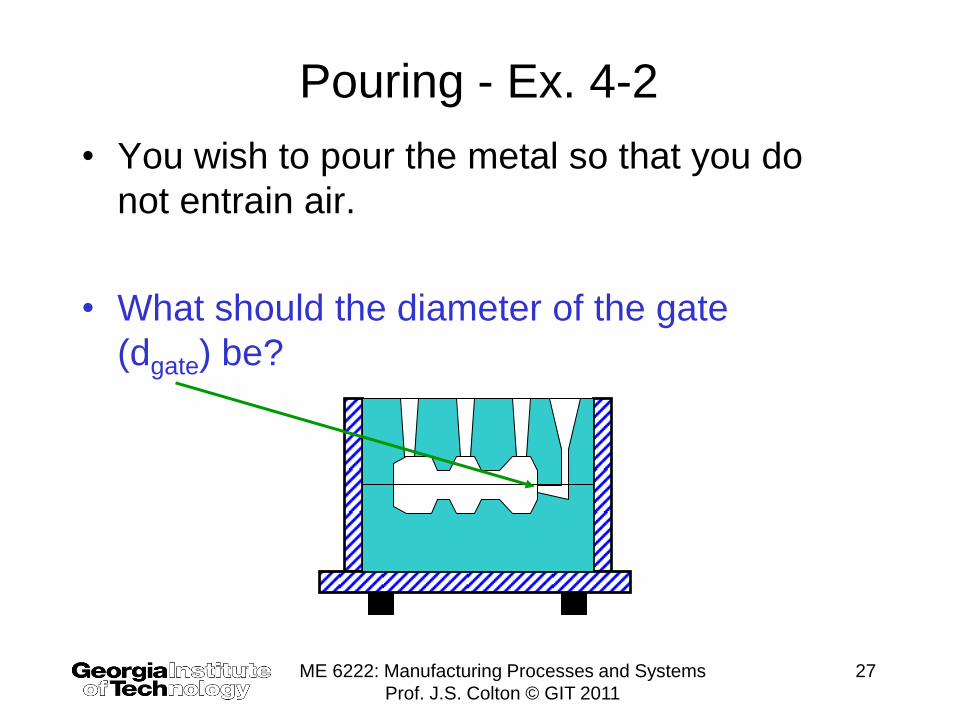
Pouring - Ex. 4-2
• You wish to pour the metal so that you do
not entrain air.
• What should the diameter of the gate
(dgate) be?
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
28
Pouring - Ex. 4-3
• Here we need to use:
– Reynold’s number
• Values below 20,000 are OK in casting
• To prevent entrainment of air resulting from
turbulence
– Bernoulli’s equation
– Continuity
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
29
Pouring - Ex. 4-4
• Iron data:
– density (r = 7860 kg/m3
– viscosity at pouring temp ( = 2.25 cp
= 2.25 x 10-3 N*s/m2
• h0 = 2 in. = 0.051 m
• h1 = 0 m
• g = 9.8 m/s2
• A1 = pr2 = 3.14 * 0.002542 =
2.03 x 10-5 m2
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
30
Pouring - Ex. 4-5
• Now we need to determine the
velocity at the bottom of the sprue
(v1) using Bernoulli’s equation.

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
31
Pouring - Ex. 4-6
• We can assume that the velocity
at the top of the mold (vo) is zero,
if there is a pouring basin, which is
typical.

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
32
Pouring - Ex. 4-7
• Ignore friction effects (f=0).
• Assume the mold is open to
atmospheric pressure
(P0=P1=Patm).
• Ignore the effect of the height of
the metal in the mold.

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
33
Pouring - Ex. 4-8
• Substituting into Bernoulli’s equation:
fghv
Pghv
P oo
o 1
2
11
2
22r
rr
r
008.978602
7860
051.08.978602
07860
21
2
vP
P
atm
atm

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
34
Pouring - Ex. 4-9 • And solving:
v1 = 1 m/s
• Checking Reynolds number
Re = 7860*1*0.00508/2.25x10-3
=17,746 < 20,000

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
35
Pouring - Ex. 4-10
• Now using continuity:
A1v1 = Agatevgate =
2.03 x 10-5 * 1 = Agatevgate
and Agate = prgate2

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
36
Pouring - Ex. 4-11
• Now, Reynold’s number < 20,000
• Solving gives:
vgate*dgate = 5.72 x 10-3 m2/s
000,20 10 2.25
7860Re
3-
gategate dvVd
r

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
37
Pouring - Ex. 4-12
• Combining the following equations:
• 2.03 x 10-5 * 1 = Agatevgate
• Agate = prgate2
• vgate*dgate = 5.72 x 10-3 m2/s

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
38
Pouring - Ex. 4-13
• And solving gives:
dgate = 4.5 mm = 0.18 in.
A not unreasonable answer, given
the sprue is 5 mm in diameter.

Data for Solid Materials
Room Temperature
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
39
Material Specific heat
(kJ/kg-oC)
Density
(kg/m3)
Thermal
conductivity
(W/m-oC)
Sand 1.16 1500 0.60
Aluminum 0.90 2700 222
Nickel 0.44 8910 92.1
Magnesium 1.03 1740 154
Copper 0.38 8960 394
Iron 0.46 7860 75.4
Steel 0.434 7832 59

Data for Liquid Metals
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
40
Material Melting
point (oC)
Density
(kg/m3)
Latent heat
of
solidification
(fusion)
(kJ/kg)
Thermal
conductivity
(W/m-oC)
Specific
heat
(kJ/kg-oC)
Viscosity
(mPa-s)
Aluminum 660 2390 396 94 1.05 4.5
Nickel 1453 7900 297 0.73 4.1
Magnesium 650 1585 384 139 1.38 1.24
Copper 1083 7960 220 49.4 0.52 3.36
Iron 1537 7150 211 0.34 2.2
ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
41
Summary
• Analysis
– Melting
– Pouring
– Solidification and cooling
– Surface tension
– Gas solubility and porosity

ME 6222: Manufacturing Processes and Systems
Prof. J.S. Colton © GIT 2011
42


















