
Case Study Sri Lanka Lean Wip Reduction
24
Paper by James Marsh Vijitha Ratnayake Gamini Lanarolle 1
-
Upload
jamesmarsh -
Category
Documents
-
view
8.012 -
download
0
Transcript of Case Study Sri Lanka Lean Wip Reduction
Paper by James MarshVijitha RatnayakeGamini Lanarolle
1
Copyright 2008 © Marsh, Lanarolle, Ratnayake
• Jim is a Lean 6 Sigma Practitioner & Management Consultant at SD&S Consulting LTD ▫ Worked in many Industries over last 13 Years as both Consultant and Senior Lecturer▫ Savings in excess of £36M from L6S Deployments▫ Managed capital investments in excess of £25m▫ Trained over 1100 people in L6S Tools & Technique
• Vijitha is a lecturer and consultant in Garment Technology and Quality Control ▫ Qualified as a Production Engineer, Worked in the garment Industry for more than six years▫ Lecturer at University of Moratuwa Sri Lanka on quality control, work study, ergonomics,
garment technology, lean manufacturing training and operational research.▫ Consultant in lean manufacturing, garment technology and operational research. ▫ Currently reading for MPhil Degree.
• Gamini is a senior lecturer in Knitting technology and lean manufacturing. ▫ Completed BSc (Eng) Bachelors degree specializing in Textile & Clothing Technology at the
University of Moratuwa, Sri Lanka in 1995. PhD was completed at UMIST, UK. ▫ Engaged in lean implementation programmes to the garment industry in Sri Lanka. ▫ Researching knitting machines for new range of fabrics and in lean manufacturing.
• s
Introducing the Authors
2
Copyright 2008 © Marsh, Lanarolle, Ratnayake
• British Council Grant▫Awarded to University of Moratuwa and
Sheffield Hallam in 2003• Initiated Knowledge Exchange with
visits to Sri Lanka▫Development of Lean Operations course▫ Industrial visits & deployments▫Conduct educational workshops in Lean
Tools & Techniques including VSM and SPF
• Industrial Partner Chosen
Paper Background
3
Sri Lanka 2005
Copyright 2008 © Marsh, Lanarolle, Ratnayake
• The Garment Industry in Sri Lanka today accounts for more than 43% of Sri Lanka’s total exports.
• Sri Lanka’s garment industry has reputation as a quality manufacturer
• Initial advantage of low labour costs has diminished• Disadvantages include ▫ low labour productivity▫ excessive lead times.
• Increases in labour productivity essential through▫ Lean manufacturing techniques▫ Value added automated systems and machinery.
• The main reason for long lead times is the lack of raw material and accessory base in addition to the market being far away.
Introduction
4

Copyright 2008 © Marsh, Lanarolle, Ratnayake
• Leading Manufacturer of a large range of clothing for the international market
• Issues that they wanted to address included: -▫High WIP and its levels of variation.▫ Improve customer schedule adherence▫ Improve flexibility to style changes & small batch sizes▫Employee motivation & absenteeism
Company Profile
5
Copyright 2008 © Marsh, Lanarolle, Ratnayake
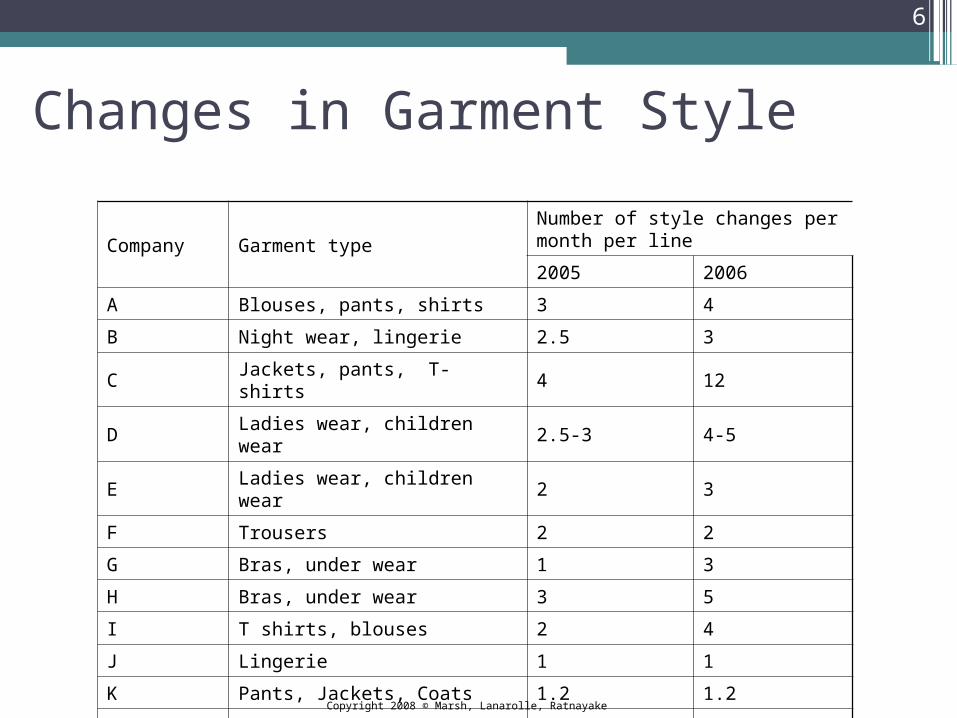
Changes in Garment Style
Company Garment typeNumber of style changes per month per line2005 2006
A Blouses, pants, shirts 3 4B Night wear, lingerie 2.5 3C Jackets, pants, T-shirts 4 12D Ladies wear, children wear 2.5-3 4-5E Ladies wear, children wear 2 3F Trousers 2 2G Bras, under wear 1 3H Bras, under wear 3 5I T shirts, blouses 2 4J Lingerie 1 1K Pants, Jackets, Coats 1.2 1.2L Caps 2 3
6
Copyright 2008 © Marsh, Lanarolle, Ratnayake
Issues with Small Order Quantities
Order quantities as small as 50-100When the order quantities are smaller
More style changesLow factory efficiency
As low as 30-35% compared to 55-80 normallyRequires flexible manufacturing systems
No time for proper balancing the lineQuick set-up changes needed
7
Copyright 2008 © Marsh, Lanarolle, Ratnayake
Measure & Analyse
8
Copyright 2008 © Marsh, Lanarolle, Ratnayake
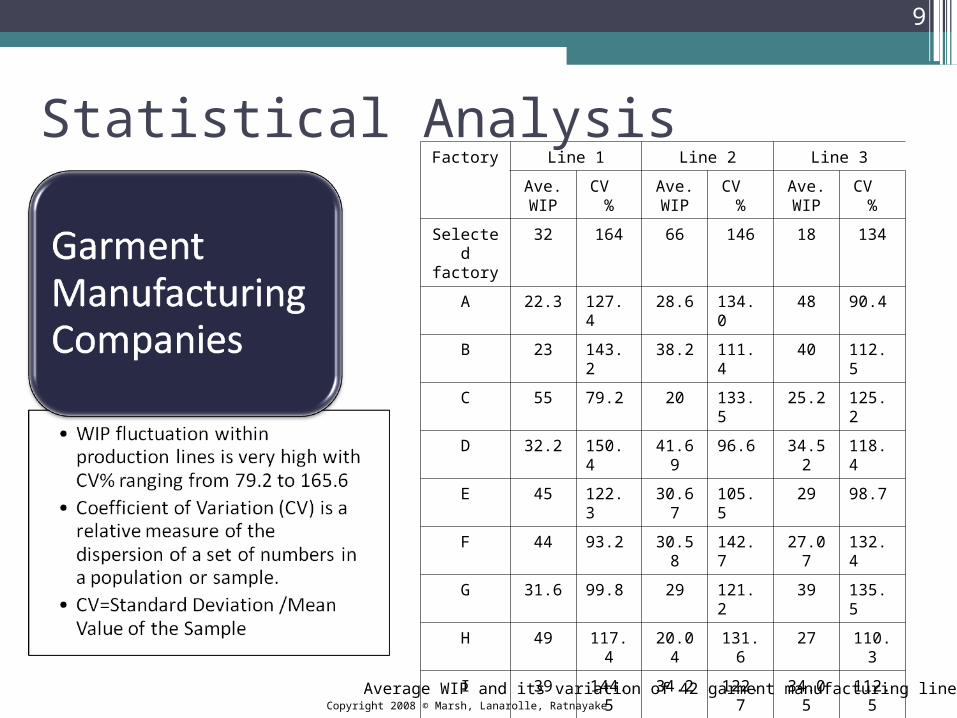
Factory Line 1 Line 2 Line 3
Ave. WIP
CV %
Ave. WIP
CV %
Ave. WIP
CV %
Selected factory
32 164 66 146 18 134
A 22.3 127.4 28.6 134.0 48 90.4
B 23 143.2 38.2 111.4 40 112.5
C 55 79.2 20 133.5 25.2 125.2
D 32.2 150.4 41.69 96.6 34.52 118.4
E 45 122.3 30.67 105.5 29 98.7
F 44 93.2 30.58 142.7 27.07 132.4
G 31.6 99.8 29 121.2 39 135.5
H 49 117.4 20.04 131.6 27 110.3
I 39 144.5 34.2 122.7 34.05 112.5
J 32.5 92.2 26.3 123.4 27 142.3
K 28 98.4 40 105.3 39 112.4
L 29 135.2 45 103.4 33.2 108.9
M 41 155.6 37 87.7 31 132.6
N 49 99.3 20.04 112.2 22.04 165.6
Average WIP and its variation of 42 garment manufacturing lines
Statistical Analysis
9
Copyright 2008 © Marsh, Lanarolle, Ratnayake
Root Cause Analysis of WIP Fluctuation
10
Copyright 2008 © Marsh, Lanarolle, Ratnayake
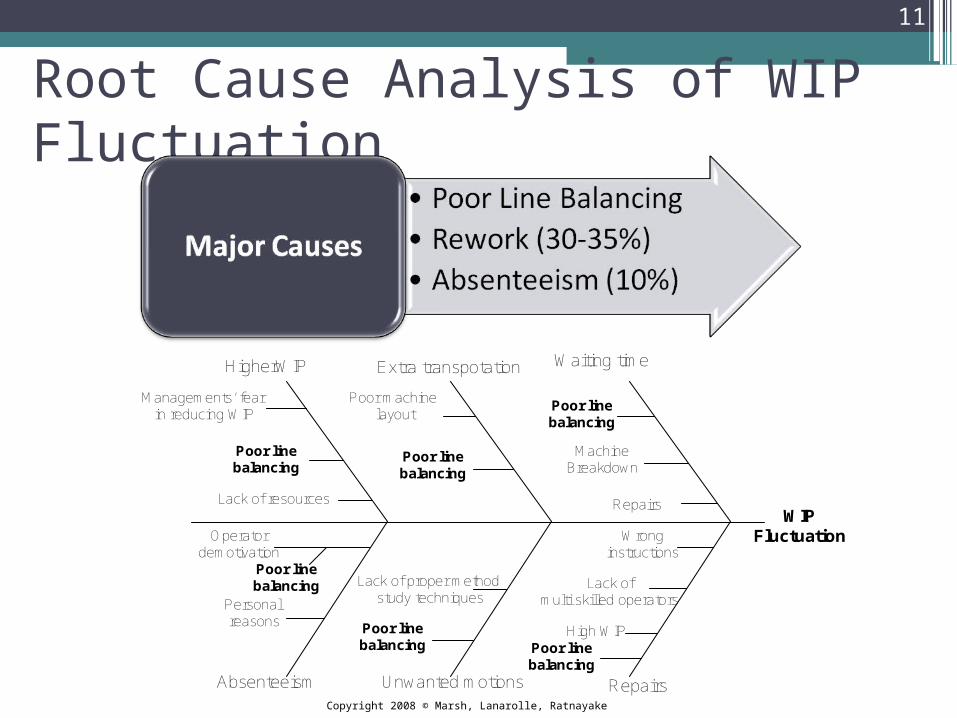
Root Cause Analysis of WIP Fluctuation
Waiting time
RepairsUnwanted motions
Extra transpotationHigherWIP
Absenteeism
Poor line balancing
WIP Fluctuation
Machine Breakdown
Wrong instructions
Lack of multi skilled operators
High WIP
Repairs
Poor machine layout
Poor line balancing
Lack of proper method study techniques
Operatordemotivation
Personal reasons
Managements’ fear in reducing WIP
Poor line balancing
Lack of resources
Poor line balancing
Poor line balancing
Poor line balancing
11
Copyright 2008 © Marsh, Lanarolle, Ratnayake
• Initial balancing▫ Sequence analysed and standard minute value (SMV) allocated ▫ Uses general sewing data (GSD) database
• Rebalancing▫ Performed once cell after cell has been operating for a few hours
• Reactive balancing▫ Occurs due to breakdowns, shortages, quality problems etc.▫ Causes problems in other parts of the cell.▫ Needs to be avoided
• Late hour balancing▫ Occurs at end of shift▫ Conducted to meet end of shift to hit targets▫ Causes many problems for next shift.
Balancing of Garment Lines
12
Copyright 2008 © Marsh, Lanarolle, Ratnayake
•Company has 20 production lines• Initial implementation on 1 line•No capital investment required• Line divided into sub-cells•Changing of operators and management attitudes key•Gaining trust of process operators.•General use of Lean tools and Technique’s including
5S, Visual controls, Poke Yoke, and SPC
Implementation Process
13
Copyright 2008 © Marsh, Lanarolle, Ratnayake
Current Layouts in Garment Manufacturing
•Line layouts are the most common▫Machines perpendicular to the line axis▫Machines along the line axis▫Operators at an angle▫Scattered Operator
14
Copyright 2008 © Marsh, Lanarolle, Ratnayake
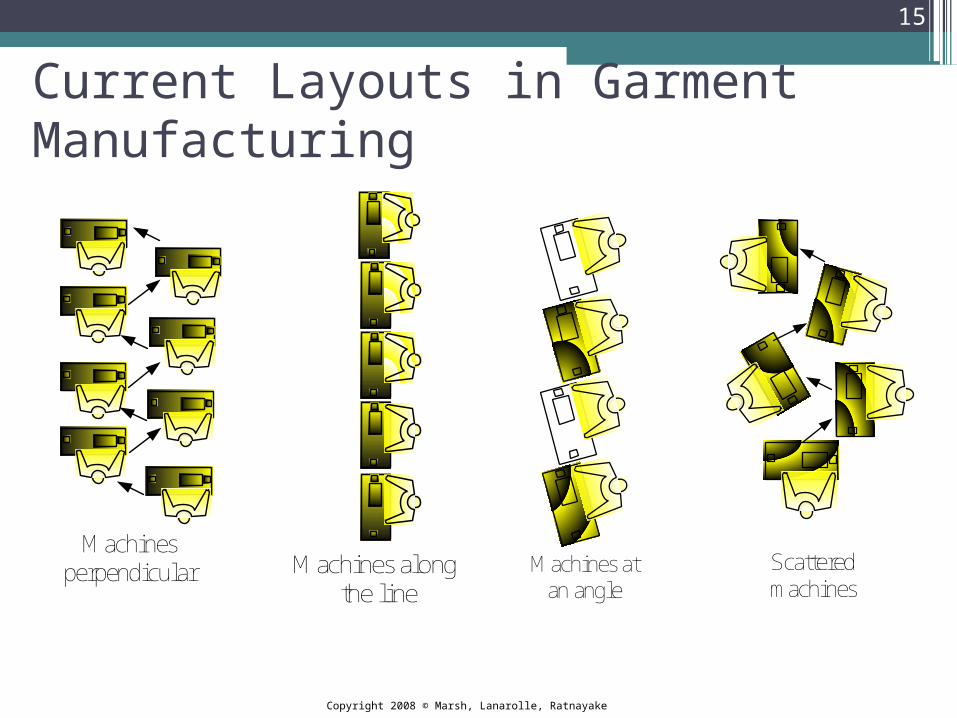
Machines perpendicular Machines along
the lineMachines at
an angleScattered machines
Current Layouts in Garment Manufacturing
15

Copyright 2008 © Marsh, Lanarolle, Ratnayake
Designing Cells
16
Copyright 2008 © Marsh, Lanarolle, Ratnayake
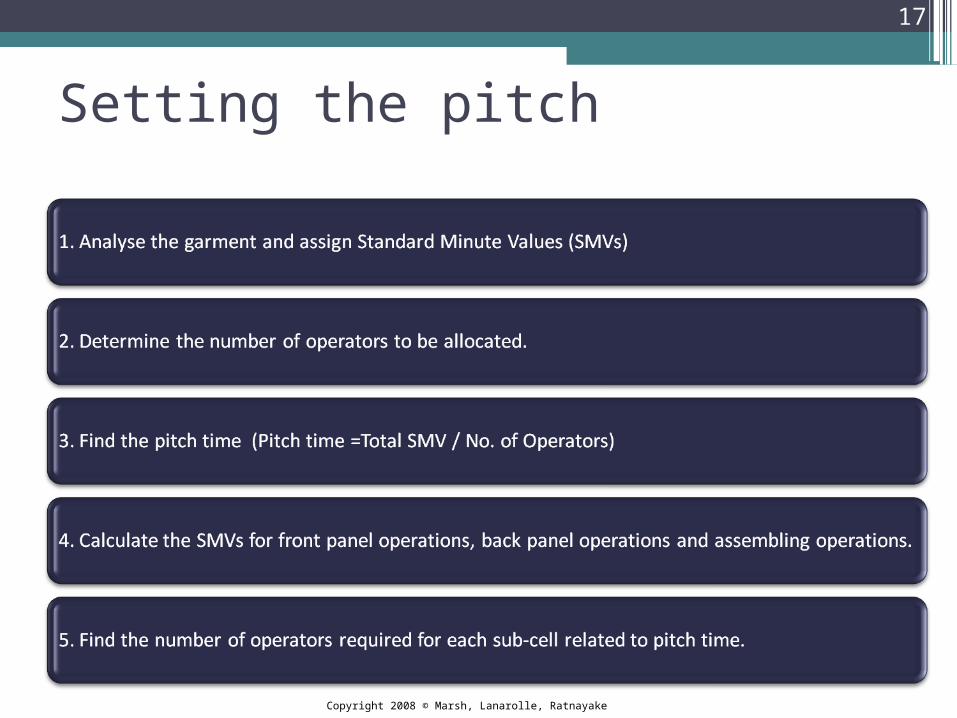
Setting the pitch
17
Copyright 2008 © Marsh, Lanarolle, Ratnayake
Pilot to Full Implementation
18
Copyright 2008 © Marsh, Lanarolle, Ratnayake
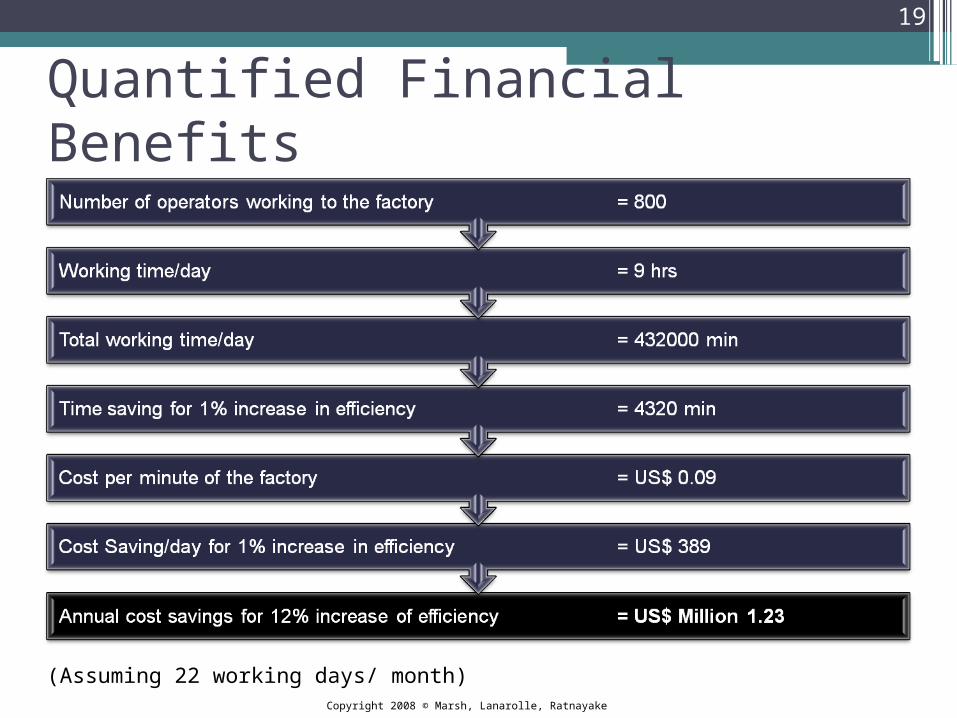
Quantified Financial Benefits
(Assuming 22 working days/ month)
19
Copyright 2008 © Marsh, Lanarolle, Ratnayake
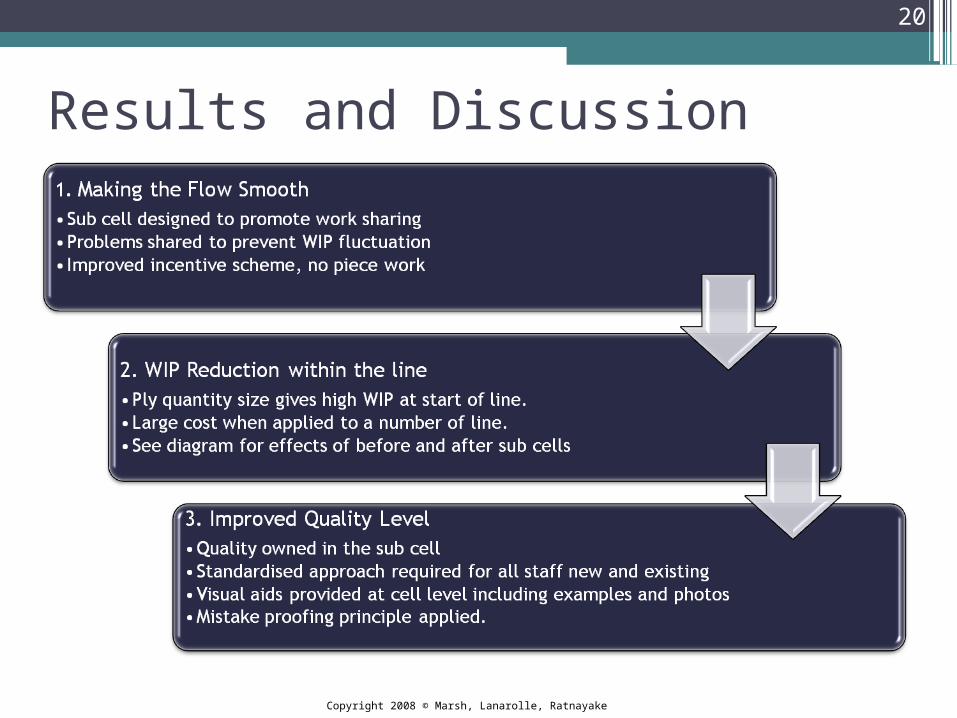
Results and Discussion
20
Copyright 2008 © Marsh, Lanarolle, Ratnayake
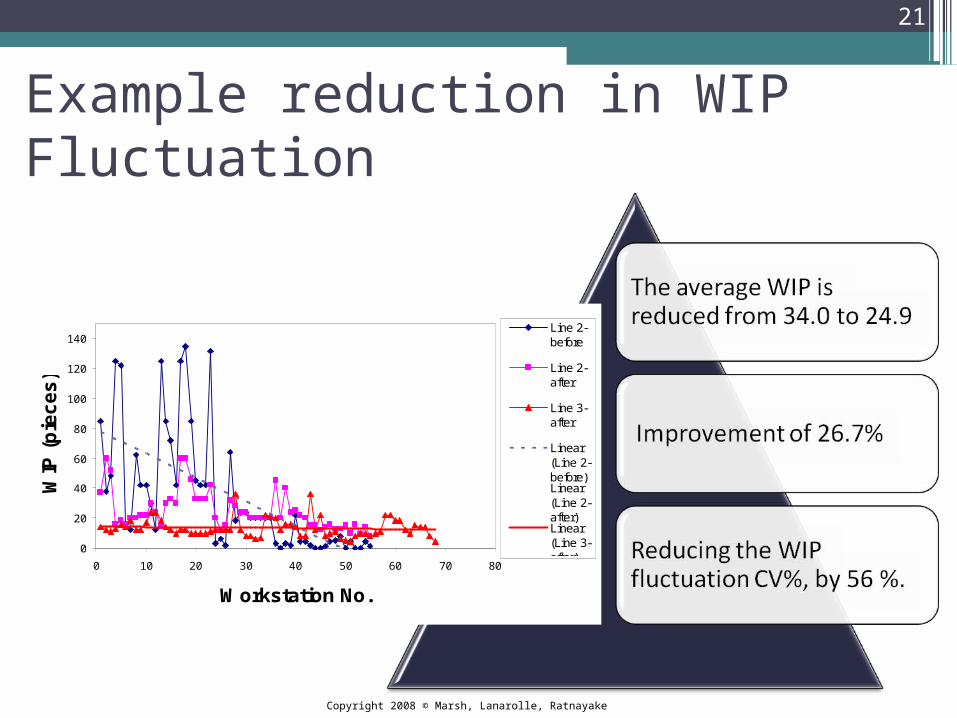
Example reduction in WIP Fluctuation
0
20
40
60
80
100
120
140
0 10 20 30 40 50 60 70 80
Workstation No.
WIP
(pie
ces)
Line 2-before
Line 2-after
Line 3-after
Linear(Line 2-before)Linear(Line 2-after)Linear(Line 3-after)
21
Copyright 2008 © Marsh, Lanarolle, Ratnayake
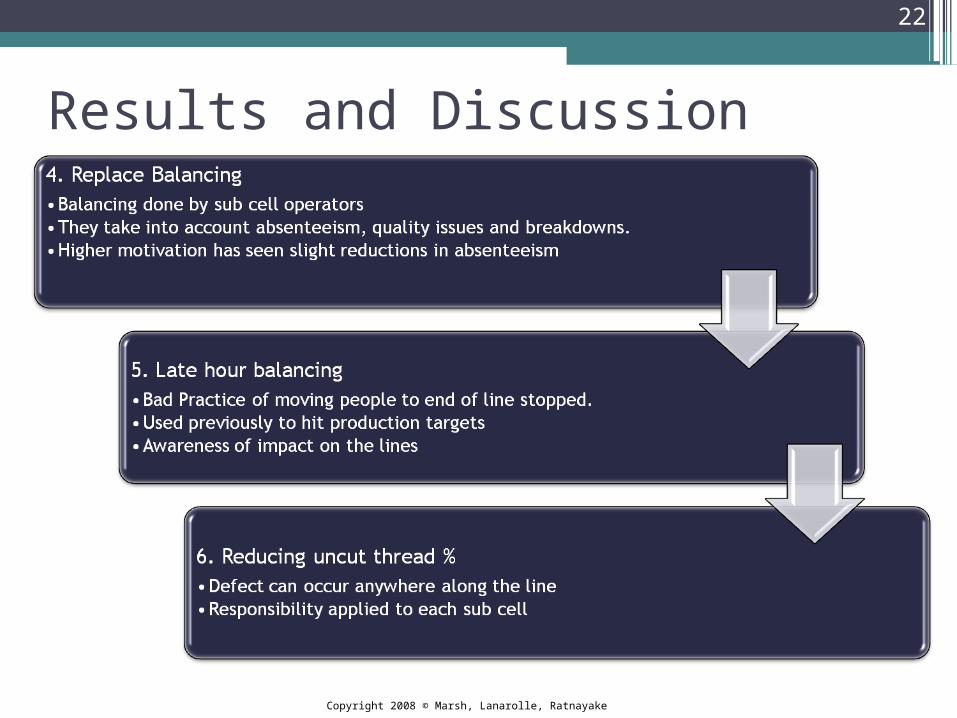
Results and Discussion
22
Copyright 2008 © Marsh, Lanarolle, Ratnayake
Conclusion & Next Steps
23
24
sdands.com


















