CASE STUDY OF EFFECTS OF BICINE IN CO2 ONLY AMINE … 174 Laurence Reid - Vintage Petroleu… ·...
14
CASE STUDY OF EFFECTS OF BICINE IN CO 2 ONLY AMINE TREATER SERVICE Herb Pearson, Vintage Petroleum Inc Jenny Shao, Eco-Tec Inc. Supervisor of Plants and Processes Group Leader – Oil and Gas 110 W 7 th St, Tulsa, OK 74119 1145 Squires Beach Rd, Pickering, ON, CAN L1W 3T9 (918) 878 5194; [email protected] 905 427 0077; [email protected] Don Norton, Coastal Chemical Co. L.L.C. Sunil Dandekar, Eco-Tec Inc. Sr Technical Service Engineer Ami-Pur Accounts Manager 101 S Jacob Lane, Winters, TX 79567 1145 Squires Beach Rd, Pickering, ON, CAN L1W 3T9 (325) 660 6325; [email protected] 905 427 0077; [email protected] Abstract An Eco-Tec amine purification unit (AmiPur™) was installed in a Vintage Petroleum facility located in Fillmore, Ventura County, California to reduce bicine concentration in DEA solution used for CO 2 removal from natural gas. Vintage Petroleum Plant Background The plant is designed to treat 6.5 million SCF per day of natural gas containing 20 mol % CO 2 and only trace amounts of H 2 S. The plant uses 30 w/w% DEA circulating at 150 gpm with total inventory of 15,000 USG. The plant started its operation in April 2003. The plant effectively reduces the inlet CO 2 content currently from 12 mol % to about .2 mol %. Figure 1
-
Upload
hoangxuyen -
Category
Documents
-
view
215 -
download
0
Transcript of CASE STUDY OF EFFECTS OF BICINE IN CO2 ONLY AMINE … 174 Laurence Reid - Vintage Petroleu… ·...

CASE STUDY OF EFFECTS OF BICINE IN CO2 ONLY AMINE TREATER SERVICE
Herb Pearson, Vintage Petroleum Inc Jenny Shao, Eco-Tec Inc. Supervisor of Plants and Processes Group Leader – Oil and Gas 110 W 7th St, Tulsa, OK 74119 1145 Squires Beach Rd, Pickering, ON, CAN L1W 3T9 (918) 878 5194; [email protected] 905 427 0077; [email protected] Don Norton, Coastal Chemical Co. L.L.C. Sunil Dandekar, Eco-Tec Inc. Sr Technical Service Engineer Ami-Pur Accounts Manager 101 S Jacob Lane, Winters, TX 79567 1145 Squires Beach Rd, Pickering, ON, CAN L1W 3T9 (325) 660 6325; [email protected] 905 427 0077; [email protected]
Abstract
An Eco-Tec amine purification unit (AmiPur™) was installed in a Vintage Petroleum facility located in Fillmore, Ventura County, California to reduce bicine concentration in DEA solution used for CO2 removal from natural gas.
Vintage Petroleum Plant Background
The plant is designed to treat 6.5 million SCF per day of natural gas containing 20 mol % CO2 and only trace amounts of H2S. The plant uses 30 w/w% DEA circulating at 150 gpm with total inventory of 15,000 USG. The plant started its operation in April 2003. The plant effectively reduces the inlet CO2 content currently from 12 mol % to about .2 mol %.
Figure 1
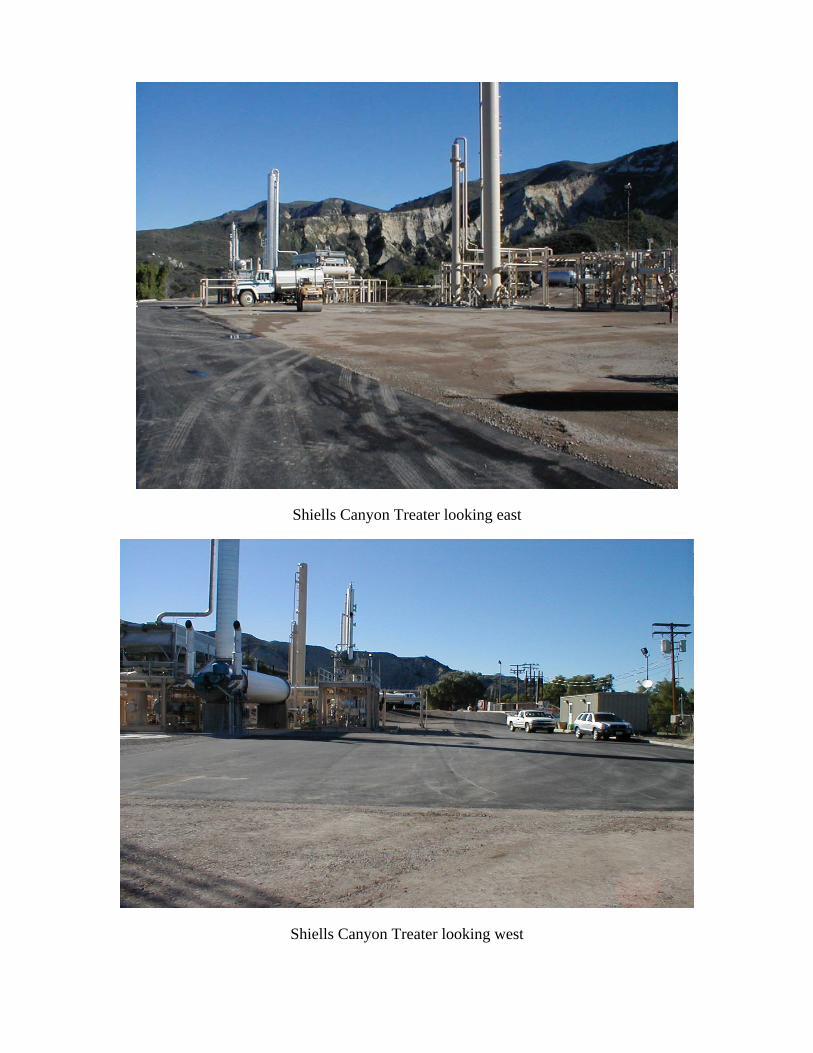
Shiells Canyon Treater looking east
Shiells Canyon Treater looking west

Corrosion Problems Encountered
We knew that oxygen in the inlet gas could be a problem for the amine process, so we tested the amine in early June 2003 and found fairly reasonable levels of HSS. Analysis data showed 2000 ppm bicine in DEA solution at that time.
As early as July we noticed severe corrosion to be occurring on the amine flash tank level control valve. See Figure 2. Coastal Chemical, as the DEA supplier, was contacted and they identified that bicine might be the cause for corrosion. We immediately tested the amine again for HSS and Bicine. We found that the bicine level was 8166 ppmv.
Coastal Chem advised that high bicine concentration, 1500-8600 ppmv, was likely due to high oxygen level in the natural gas feed. We measured O2 at 1000 – 1200 ppmv in the inlet gas to the CO2 treater.
Corrosion continued to affect much of the carbon steel construction in the amine piping system. It was quite rapid. In 3-4 months time we had our first failure - a control valve. The failure occurred in the body of the valve in the area housing the disc seal. Thereafter, we experienced numerous valve and flange failures.
Figure 2, Flash tank level control valve

Figure 2.
In the flange failures, the raised face portion of the seal face corroded to the point where the gasket could no longer maintain a seal.
Figure 3, Block Valve – Rich amine inlet to flash tank
Figure 4, Piping at Rich amine sock filter
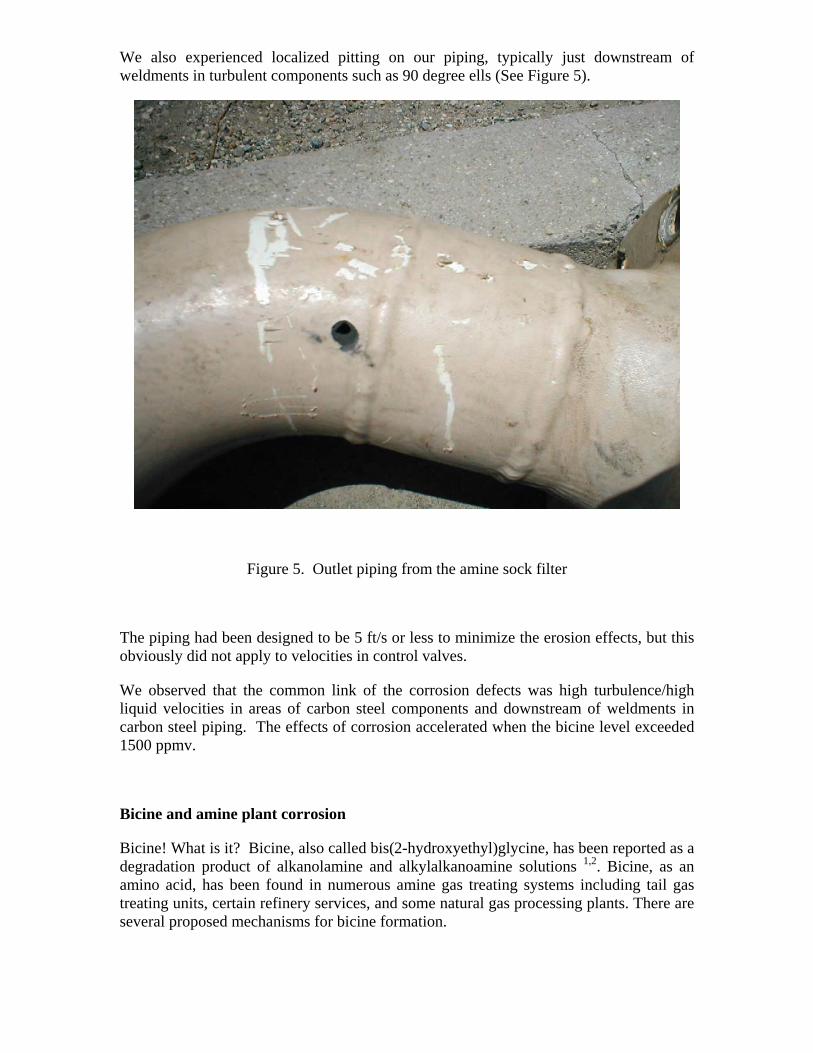
We also experienced localized pitting on our piping, typically just downstream of weldments in turbulent components such as 90 degree ells (See Figure 5).
Figure 5. Outlet piping from the amine sock filter
The piping had been designed to be 5 ft/s or less to minimize the erosion effects, but this obviously did not apply to velocities in control valves.
We observed that the common link of the corrosion defects was high turbulence/high liquid velocities in areas of carbon steel components and downstream of weldments in carbon steel piping. The effects of corrosion accelerated when the bicine level exceeded 1500 ppmv.
Bicine and amine plant corrosion
Bicine! What is it? Bicine, also called bis(2-hydroxyethyl)glycine, has been reported as a degradation product of alkanolamine and alkylalkanoamine solutions 1,2. Bicine, as an amino acid, has been found in numerous amine gas treating systems including tail gas treating units, certain refinery services, and some natural gas processing plants. There are several proposed mechanisms for bicine formation.

The first proposed pathway is the reaction of cyanide with formaldehyde to form bicine4. A second pathway involves the reaction of DEA with glyoxal to form bicine5. A third possible pathway is the direct degradation of DEA with O2 to bicine7. Data from DEA plants with O2 contamination show significant bicine levels. The fourth pathway to bicine involves a disproportionation reaction of MDEA to TEA and other mixed amines (such as DEA and MEA) and further oxidation of TEA to bicine4 (see Scheme 1).
Scheme 1
242 samples from a total of 45 plants were analyzed for bicine by Huntsman using its proprietary method developed specifically for the purpose of measuring bicine in degraded gas treating solutions. It is clear that samples containing a high concentration of secondary amine are more likely to display a significant concentration of bicine than are samples that contain little secondary amine2.
Bicine impacts gas treating amine solutions in two ways. First, it forms Heat Stable Amine Salts (HSAS) since the carboxylic acid is a strong acid and the amino group is a weaker base than commonly used gas treating amines. Second, bicine has been thought to contribute to corrosion of amine plant equipment.
The participation of bicine in the corrosion process as a chelator, rather than a direct corroder, can be explained in scheme 2:
Scheme 2
MDEA TEA
(HOCH2CH2)2N CH2C-OH Bicine
CH3N(CH2CH2OH)2 N(CH2CH2OH)3 + mixed amines
FeS + bicine bicine-Fe++ + S=
S= + H2O HS- + OH-
2 HS- + Fe FeS + H2 + S=

Thus, the supply of H2S (HS-) at the metal surface is replenished by the action of the bicine. Gary etc stated6 that the presence of Bicine alone in the amine system is not necessarily corrosive. However, bicine is a strong chelator with iron and can initiate, in the presence of H2S, a fast acting corrosion mechanism.
Bicine was found both in a coal gasification application employing corrosivity results of carbon steel coupons for various amounts of added bicine (500, 1000, 5000 and 10,000 ppm) to 50% MDEA were studied by Rooney et al1. When the corrosivities are compared on an equivalent basis, bicine is as corrosive to carbon steel in the liquid as is oxalic acid (oxalic acid has 2 equivalent of H+, bicine has 1 equivalent H+). It is commonly recommended1 that level of bicine in MDEA should be less than 250 ppm to keep general corrosion less than 10 mpy to carbon steel in solution.
Bosen et al3 have shown that bicine and oxalic acid have similar molar effects on the corrosion of carbon steel when acid gases are absent and corrosion of carbon steel attributable to bicine is minimized when 10 ppm or higher H2S is present in the amine solution in contact with the metal surface. It is also indicated3 that bicine is found in a significant percentage of amine gas treating solutions, both generic and formulated amines.
Corrosion Remedies
We knew that the corrosion that we were experiencing was due to corrosives in the amine. We made the decision to change out the DEA with fresh material and regenerate the removed amine offsite. The cost of onsite leased regeneration was found to be slightly higher than offsite regeneration including transportation. We also searched for the sources of the oxygen in our inlet gas. We found that one of our upstream booster compressors to be a key source. It was operating near atmospheric suction pressure. With chromatographic gas testing we found that oxygen from the air was being drawn into the cylinder around the packing due to cylinder pressure being lower than atmospheric pressure on each stroke of the piston. We simply raised the suction pressure slightly and eliminated a significant amount of O2 (from 2500 ppmv to 1000-1200 ppmv).
Figure 6 shows the history of bicine concentration. Note that in October we again changed out the amine but this time we stored the high bicine amine in poly tanks with the idea that we could reuse this material in the future by treating it with an onsite treater.

BICINE vs IRON SHIELLS CANYON CO2 TREATER
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
5-Ap
r-03
6-Ju
n-03
3-Ju
l-03
3-Ju
l-03
22-J
ul-0
331
-Jul
-03
13-A
ug-0
310
-Sep
-03
14-O
ct-0
316
-Oct
-03
20-N
ov-0
317
-Dec
-03
8-Ja
n-04
5-Fe
b-04
28-F
eb-0
417
-Apr
-04
4-M
ay-0
411
-May
-04
21-M
ay-0
428
-May
-04
18-J
un-0
418
-Jun
-04
9-Ju
l-04
30-A
ug-0
48-
Sep-
048-
Sep-
0413
-Sep
-04
13-S
ep-0
420
-Sep
-04
27-S
ep-0
45-
Oct
-04
11-O
ct-0
411
-Oct
-04
18-O
ct-0
426
-Oct
-04
26-O
ct-0
48-
Nov
-04
8-N
ov-0
415
-Nov
-04
14-D
ec-0
420
-Dec
-04
ppm
w B
icin
e
0
20
40
60
80
100
120
140
160
180
200
ppm
w Ir
on
Bicine Iron
Corr Probe Removed
Corr Probe InstallFound Oil on Resin
Resin Change
Resin ChangeStartup Eco-TecIdentify HighBicine Level
Regen Amine
Change Amine
Figure 6
However, further corrosion of carbon steel valves and piping continued. Figure 6 shows that both iron concentration and bicine concentration was still increasing. Since we could not eliminate the oxygen from our inlet gas, we continued to seek more solutions for our corrosion problem. After both offsite reclamation and replacement with storage methods were utilized, it was very obvious that it was too expensive to continue with amine regeneration and change out every 3 months either onsite or offsite. We decided to investigate the cost of purchasing an onsite permanent treater to remove bicine and HSS.
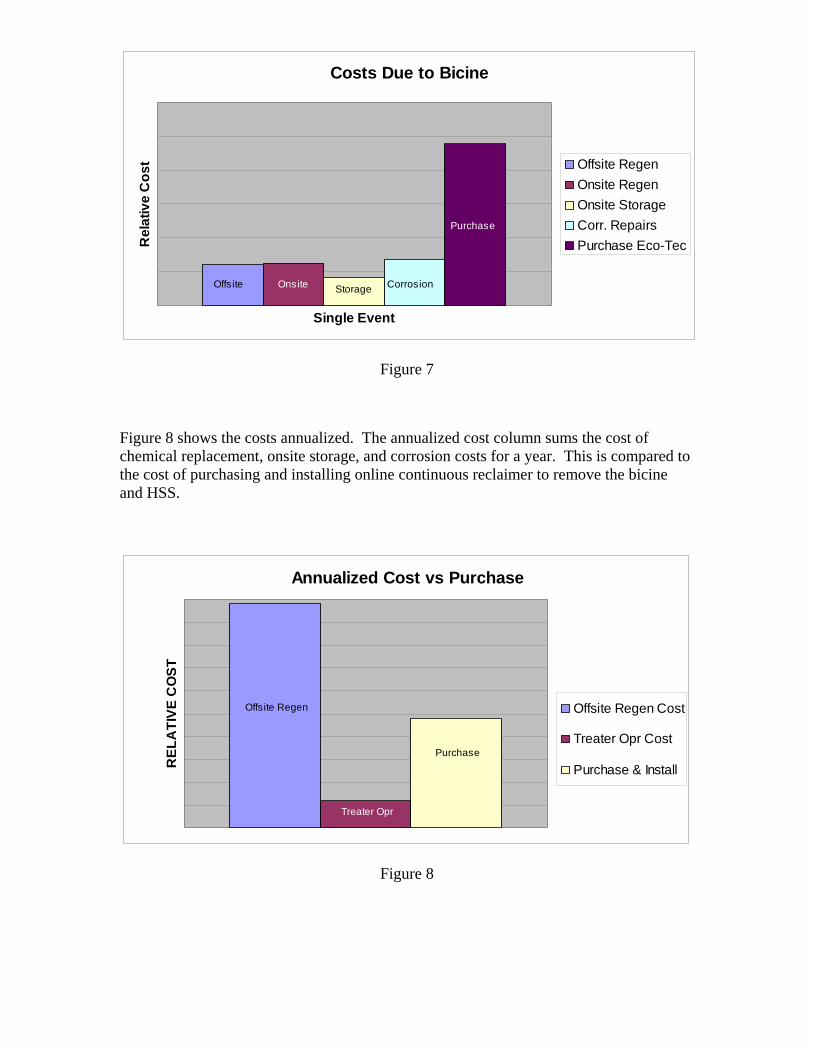
Figure 7 shows the relative cost of regenerating the amine for a single event onsite or offsite, additional onsite storage, the cost of repairs due to corrosion of piping and valves in 6 months compared with the cost of purchasing and installing a permanent onsite treater.
Costs Due to Bicine
Single Event
Rel
ativ
e C
ost Offsite Regen
Onsite RegenOnsite StorageCorr. RepairsPurchase Eco-Tec
Offsite Onsite Storage Corrosion
Purchase
Figure 7
Figure 8 shows the costs annualized. The annualized cost column sums the cost of chemical replacement, onsite storage, and corrosion costs for a year. This is compared to the cost of purchasing and installing online continuous reclaimer to remove the bicine and HSS.
Annualized Cost vs Purchase
REL
ATI
VE C
OST
Offsite Regen Cost
Treater Opr Cost
Purchase & Install Purchase
Treater Opr
Offsite Regen
Figure 8
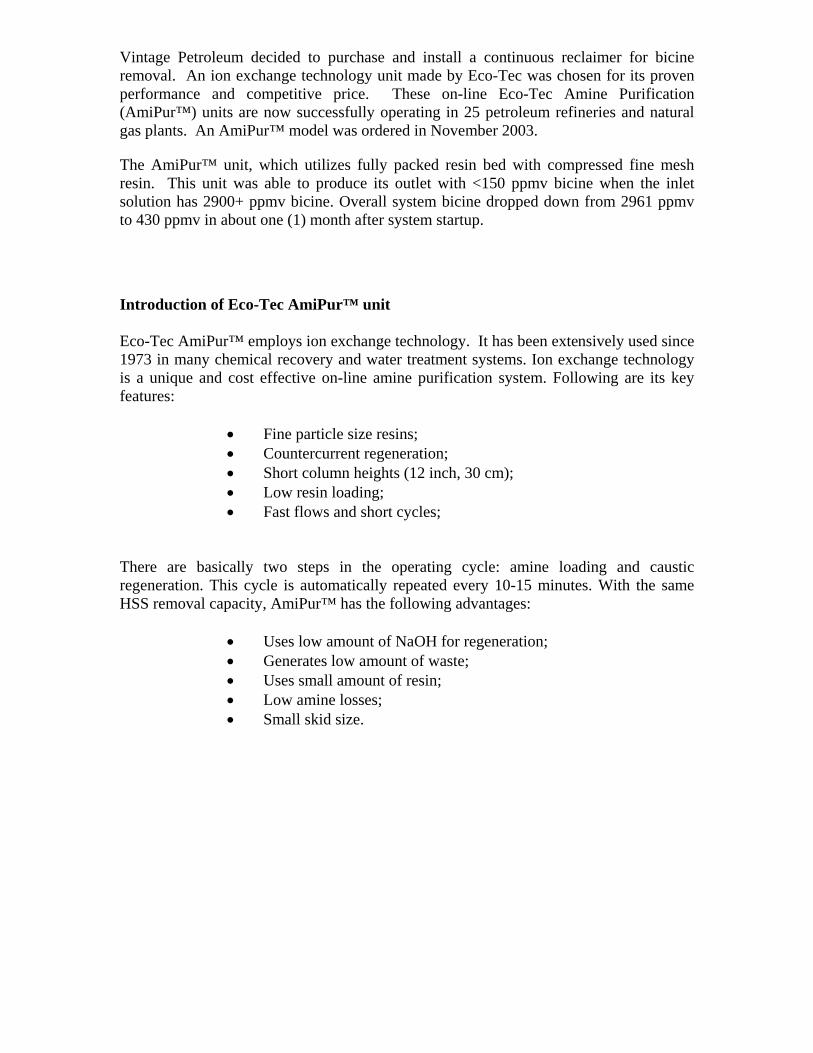
Vintage Petroleum decided to purchase and install a continuous reclaimer for bicine removal. An ion exchange technology unit made by Eco-Tec was chosen for its proven performance and competitive price. These on-line Eco-Tec Amine Purification (AmiPur™) units are now successfully operating in 25 petroleum refineries and natural gas plants. An AmiPur™ model was ordered in November 2003.
The AmiPur™ unit, which utilizes fully packed resin bed with compressed fine mesh resin. This unit was able to produce its outlet with <150 ppmv bicine when the inlet solution has 2900+ ppmv bicine. Overall system bicine dropped down from 2961 ppmv to 430 ppmv in about one (1) month after system startup.
Introduction of Eco-Tec AmiPur™ unit Eco-Tec AmiPur™ employs ion exchange technology. It has been extensively used since 1973 in many chemical recovery and water treatment systems. Ion exchange technology is a unique and cost effective on-line amine purification system. Following are its key features:
• Fine particle size resins; • Countercurrent regeneration; • Short column heights (12 inch, 30 cm); • Low resin loading; • Fast flows and short cycles;
There are basically two steps in the operating cycle: amine loading and caustic regeneration. This cycle is automatically repeated every 10-15 minutes. With the same HSS removal capacity, AmiPur™ has the following advantages:
• Uses low amount of NaOH for regeneration; • Generates low amount of waste; • Uses small amount of resin; • Low amine losses; • Small skid size.

Figure 10. AmiPur™ unit installed at Vintage Petroleum
Figure 9, AmiPur™ unit as shipped
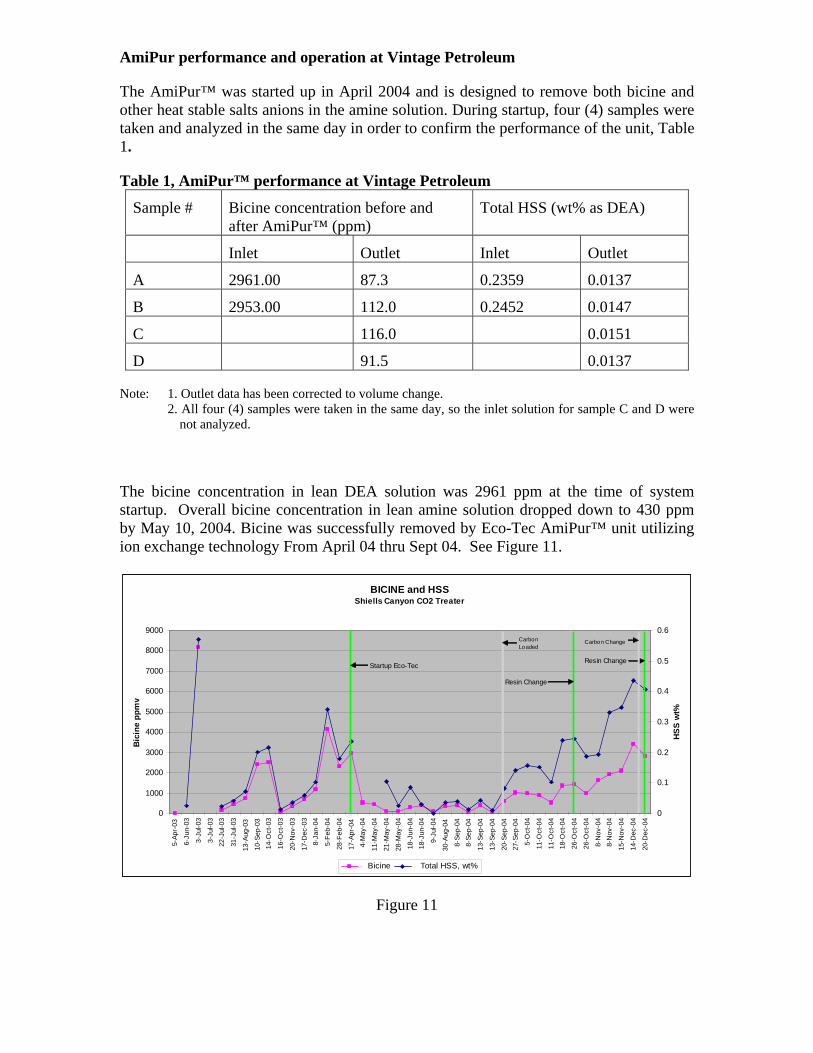
AmiPur performance and operation at Vintage Petroleum
The AmiPur™ was started up in April 2004 and is designed to remove both bicine and other heat stable salts anions in the amine solution. During startup, four (4) samples were taken and analyzed in the same day in order to confirm the performance of the unit, Table 1.
Table 1, AmiPur™ performance at Vintage Petroleum
Sample # Bicine concentration before and after AmiPur™ (ppm)
Total HSS (wt% as DEA)
Inlet Outlet Inlet Outlet
A 2961.00 87.3 0.2359 0.0137
B 2953.00 112.0 0.2452 0.0147
C 116.0 0.0151
D 91.5 0.0137 Note: 1. Outlet data has been corrected to volume change.
2. All four (4) samples were taken in the same day, so the inlet solution for sample C and D were not analyzed.
The bicine concentration in lean DEA solution was 2961 ppm at the time of system startup. Overall bicine concentration in lean amine solution dropped down to 430 ppm by May 10, 2004. Bicine was successfully removed by Eco-Tec AmiPur™ unit utilizing ion exchange technology From April 04 thru Sept 04. See Figure 11.
BICINE and HSSShiells Canyon CO2 Treater
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
5-Ap
r-03
6-Ju
n-03
3-Ju
l-03
3-Ju
l-03
22-J
ul-0
3
31-J
ul-0
3
13-A
ug-0
3
10-S
ep-0
314
-Oct
-03
16-O
ct-0
3
20-N
ov-0
3
17-D
ec-0
38-
Jan-
04
5-Fe
b-04
28-F
eb-0
4
17-A
pr-0
44-
May
-04
11-M
ay-0
4
21-M
ay-0
4
28-M
ay-0
4
18-J
un-0
418
-Jun
-04
9-Ju
l-04
30-A
ug-0
4
8-Se
p-04
8-Se
p-04
13-S
ep-0
4
13-S
ep-0
4
20-S
ep-0
427
-Sep
-04
5-O
ct-0
4
11-O
ct-0
4
11-O
ct-0
418
-Oct
-04
26-O
ct-0
4
26-O
ct-0
4
8-N
ov-0
48-
Nov
-04
15-N
ov-0
4
14-D
ec-0
4
20-D
ec-0
4
Bic
ine
ppm
v
0
0.1
0.2
0.3
0.4
0.5
0.6
HS
S w
t%
Bicine Total HSS, wt%
Resin Change
Startup Eco-TecResin Change
Carbon Loaded
Carbon Change
Figure 11

Problem Encountered:
In September we began to experience a problem removing the bicine. Please note on Figure 6 that both bicine and HSS levels began to rise. After several weeks of continued rise in bicine, we concluded that the resin was now spent since we were approaching the maximum number of treatment cycles. We then changed out the resin with new material and restarted the unit. After a few weeks of operation and finally getting the analytical results on the bicine, we learned that we were still not getting an effective removal of the bicine. We thoroughly checked the operation of the ion exchange unit for cycle timing, quality of the caustic, quality of the wash water, O2 content in the inlet gas, and programming of the unit. We determined that the problem had to be with the resin.
We removed the recently replaced resin and found it to have a swollen and fluffy appearance. There was also an increased pressure drop across the resin bed and we noted a hydrocarbon odor on the beads. We confirmed with additional testing that the resin material had become coated with hydrocarbon. We learned at this point that a coating of hydrocarbon on the resin definitely inhibits the resin. Two things caused the coating to occur. First, was a failure of a level shutdown switch on our reflux accumulator. This failure allowed some hydrocarbon that was floating on the surface of our reflux water to feed directly to the resin bed. Second, our activated carbon filter material had reached its limit and was fully loaded with hydrocarbons. It was no longer able to filter the small amounts of hydrocarbon from the circulating amine.
We resolved the problem by replacing the level shutdown switch and by changing out the activated carbon, and finally by replacing the resin again. We were able to save the coated resin by simply washing it in a special detergent. It will be available for use the next time we need to change out the resin.
Solutions to Corrosion Problems
We have adopted a multiple point approach in remediating our corrosion problems. First, we searched for and eliminated, as much as possible, sources of oxygen in our inlet gas. Second, we installed the Eco-Tec Ion Exchange treater to reduce the bicine and heat stable salts that form. Third, we regularly monitor the bicine and HSS content of our amine. Fourth, we are replacing failed carbon steel components with stainless steel construction – both valves and piping. Over time we have replaced much of the rich amine piping from the contactor to the flash tank and also on to the rich/lean exchanger. Some of the lean return piping has also been replaced.
Summary
An Eco-Tec AmiPur™ unit can successfully remove both bicine and other types of heat stable salts anions using ion exchange technology. When it is combined with minimizing oxygen presence and selection of corrosion resistant material you can subsequently reduce equipment corrosion and reduce the cost of amine corrosion problems.

References
1. Rooney, P.C., Bacon, T.R. and DuPart, M.S. (1997), “Effect of Heat Stable Salts on Solution Corrosivity of MDEA-based Alkanolamine Plants III”, 47th Laurance Reid Gas Conditioning Conference, Norman, OK.
2. Critchfield, J.E. and Jenkins, J.L. (Spring 1999), Petroleum Technology Quarterly, pg.87.
3. Bosen, S.F and Bedell, S.A (2003), “The Relevance of Bicine in the Corrosion of Amine Gas Treating Plants”, 54th Laurance Reid Gas Conditioning Conference, Norman, OK.
4. Green, J.G. “Identification of a Corrosive Agent in an Industrial Process: Mass Spectrometry as a Part of a Multi-technique Problem Solving Effort” Presentation at the 39th ASMS Conference on Mass Spectrometry and Allied Topics, May 1991.
5. Chakma, A., and Meisen. A., “Identification of methyldiethanolamine degradation by Gas Chromatography and Gas Chromatography – Mass Spectrometry”, J. Chromatography; 1988, 457,287.b.
6. Gary L. Lawson, Arthur L. Cummings, and Shade Mecum “Amine Plant Corrosion Reduced By Removal of Bicine”.
7. Howard. M., and Sargent. A., “Texas Gas Plant faces Ongoing Battle”, Oil & Gas Journal, July 23, 2001.
8. INEOS, Gas/Spec provided that analyses and data for bicine and HSS graphs, Randy Kuroda, Ineos Rep.