Case Study: Nampak - Water Treatment & Water...
19
Case Study: Nampak Glass 1 m 3 /hr IX Softening System & 4.5m 3 /hr RO System with Chiller System May 2014
Transcript of Case Study: Nampak - Water Treatment & Water...

0 Case Study: Nampak
Case Study: Nampak Glass
1 m3/hr IX Softening System & 4.5m3/hr RO System with Chiller
System
May 2014

1 Case Study: Nampak
Company Background
Branch Water Icon Head office
Address J2, Pinelands office park , Ardeer Road, Moddefontein , 1645
City, Province Johannesburg
Phone number +2711 608 3345
Country South Africa
Fax Number +27 11 608 3224
Contact Name Chris Ashmore
Title Marketing Manager : Business Development: Africa
Phone Number +27 84 851 9744
E-mail Address [email protected]
Project Name 1m3/hr IX Softening System & 4.5m3/hr RO System with Chiller System
Customer Profile
Customer name Nampak
Division Glass
Address Corner Smith & Emmanuel Rd, Roodekop, Gauteng
City, Province Gauteng
Phone number +27 11 865 0000
Country South Africa
Website Address www.nampak.com
Industry Packaging
Contact name Lelanie Bester
Title
Phone number +27 12 460 5100
E-mail address [email protected]

2 Case Study: Nampak
Customer Profile
Nampak Limited is a packaging manufacturer with operations in Angola, Botswana, Ethiopia, Kenya,
Malawi, Mozambique, Namibia, Nigeria, South Africa, Swaziland, Tanzania, Zambia and Zimbabwe.
The Company operates in five segments: metals and glass, paper and flexibles, plastics, tissue and
other segments. Throughout the five segments, Nampak Limited manufactures cans, corrugated
boxes, tubs, tubes, plastic bottles, toilet tissue, diapers and a variety of other products.
In 2005, Nampak entered into a joint venture with the German-based Wiegand-Glas, which was
established in 1593. In March 2012, Nampak acquired the remaining 50% shareholding in Nampak
Wiegand Glass from Wiegand Glass and officially established Nampak Glass.
Nampak Glass’s world-class manufacturing plant is equipped with the latest in international
technology and the company provides customers with an extremely diverse range of award-winning
glass products.
Business Situation
Nampak Limited is Africa’s largest and most diversified packaging company with 65 operations in
South Africa, 24 operations in 11 other African countries and 23 operations in Europe. It produces
packaging products from metals, paper, plastics and glass and is a major manufacturer and marketer
of tissue products. The group is actively engaged in the collection and recycling of all forms of used
packaging. Nampak is listed on the JSE Limited in the Industrial Gods and Services sector under:
Containers and Packaging.
Nampak Glass produces a dive rse range of returnable and non-returnable glass bottles to the
beverage and food industry. The company has an in-house innovative design studio, which is able to
custom make designs using both customers’ briefs and international trends. Their full range of glass
bottles is available in a variety of colours and a wide variety of neck and closure finishing option,
suitable for wine, carbonated soft drinks, flavoured alcoholic beverages, spirits, beer and the
processed food market.
Recently Nampak Glass recently embarked on a R1 billion project to rebuild and expand a third
furnace at their bottle manufacturing facility at Roodekop, Alberton. The furnace was built at a
larger capacity, while improved bottle-forming equipment was installed at the same time, allowing
the company to meet the growing demands of customers and enable them to enter new markets. In
order to improve energy efficiency, reduce cost and ultimately improve the carbon footprint of the
business; Nampak Glass made use of the latest energy efficient technology. Pre-heater technology,
the installation of settling dams as well as extensive recycling initiatives employed by Nampak Glass,
to name a few, demonstrates Nampak Glass’s commitment to sustainability.
Nampak Glass became the first company in South Africa to be recommended by SGS South Africa for
ISO 50001:2011 certification. The ISO 50001:2011 is available to any organisation wishing to ensure
that it conforms to its stated energy policy and follows a systematic approach in achieving continual
improvement of energy performance, including energy efficiency, energy use and energy

3 Case Study: Nampak
consumption. Although glass packaging is an energy intensive business, Nampak Glass is committed
to producing packaging that is economically, socially and environmentally friendly. The company is
aware that the benefits of packaging have to be balanced with the depletion of natural resources,
the generation of packaging waste, the efficient use of energy and their carbon footprint. The
ISO50001:2011 assists Nampak Glass in focussing on energy usage in the process of glass making
through energy efficient innovative designs and energy consumption awareness throughout the
operation.
Technical Situation
Nampak Glass began construction of their third furnace in 2013. With demand for glass packaging
steadily increasing, the company invested nearly R1-billion into the project. Nampak Glass requires
high purity water for much of their process and therefore commissioned WaterIcon to design a
water treatment solution to meet their water needs.
During the smelting process, water that is free from any impurities is required for cooling of the
Nampak Glass manufacturing IS machines.
Similarly, process water needs to be treated to reduce hardness for various operations in the plant.
Dissolved salts such as calcium and magnesium need to be removed from the municipal water
supplied to the plant.
In industrial situations hardness causes 2 main problems:
i) Scale Deposition
The calcium and magnesium salts precipitate out of solution when the water is heated causing a
solid crust to be formed as can be seen in domestic kettles. This scale is a good insulator and must
be avoided in applications where heating is involved and the soft water is being used for cooling to
ensure that the heating and cooling process operates efficiently as just 3 mm of scale on both the
heating and cooling equipment can lead to a 25% increase in energy consumption.
ii) Scum Formation
Scum is formed as a result of the reaction between hardness salts and soaps and leads to wastage of
soap because more soap is required with hard water than with soft water.
The IX softening process is required to reduce the Hardness, Alkalinity and Carbonate levels, which
will be a challenge in the glass manufacturing process from a scaling point of view.
Water from Rand Water is supplied to the softening plant as feed water with an average quality as
shown in the table below.
Before treatment, Nampak Glass was receiving raw water from Rand Water.

4 Case Study: Nampak
Table 1: Rand Water Quality
Rand Water Supply
pH 6.96- 8.38
Total Hardness 90-100mg/l CaCO3
TDS 180-230 mg/l
Fe 0.1-0.13 mg/l
TSS 0.5 – 1 mg/l
Cl 15-20mg/l
SO4 25-35mg/l
For Nampak Glass, water needs to be treated to meet the following qualities listed: Table 2: Product Water Quality (Softener)
Product Water Quality – Softener
pH 7-8
Total Hardness < 8oH
Carbonic Hardness < 6oH
TDS 1000 mg/l
Fe 0.1 mg/l
TSS <20 mg/l
Cl 50mg/l
SO4 100mg/l
In order to meet the required water quality, Nampak’s raw water supply needed to be treated to
reduce pH and hardness.
Table 3: Product Water Quality (RO)
Product Water Quality – RO
pH 7-8
Total Hardness < 8oH
Carbonic Hardness < 6oH
TDS 1000 mg/l
Fe 0.1 mg/l
TSS < 20 mg/l
Cl 50mg/l
SO4 100mg/l
Nitrates and Nitrites < 10 mg/l
COB < 7mg/l
Ammonia < 5mg/l
Mn < 0.05 mg/l
Conductivity <250 µS/cm
In addition to water treatment, Nampak also required the RO water to be cooled and recycled.

5 Case Study: Nampak
Solution
IX SOFTENING SYSTEM
Water Icon designed, commissioned and installed a IX Softening process for Nampak Glass to treat
raw water for the Glass Manufacturing Industry. The IX softening process was required to reduce the
hardness, alkalinity and carbonate levels, which were all higher than the required product quality
levels and would be a challenge in the glass manufacturing process from a scaling point of view. The
process would result in the precipitation of calcium and magnesium ions, which in turn would reduce
the hardness, alkalinity and carbonate levels to within the required levels for the product water
quality provided in Table 2 above. Since the TSS levels in the raw water (0.5-1mg/l) were much lower
than the specifications (<20mg/l), it was decided that these levels were acceptable and therefore
pre-filtration was not required.
The softener was supplied complete with:
Two Vessels (Duplex System)
Two Heads c/w Control Valve/Controller
One Meter
One Polyethlene Brine Tank
Resin
Softened Water Storage Tank
Softened Water Feed Pump System
Process Description
The IX softening plant does not have any up-front pre-filtration stage due to the low TSS levels prevalent in the feed water from Rand water. The IX softening plant is fed with feed water directly from the mains water supply at a minimum feed pressure of 3-4 bar. A duplex system has been designed for this process to ensure continuous operation.
In each softener vessel under normal operation, the water flows from the main water supply
through the inlet in the control valve to the top of the resin bed. The water flows down through the
resin media, where the hardness salts are removed through an ion exchange. The resin retains the
hardness salts and in turn exchanges them for sodium, thus removing hardness from the feed. It
then flows up through the rise pipe, through the control valve outlet and water meter to the
softened water storage tank.
This process continues until the ion exchange resin is saturated with calcium and magnesium salts
and is exhausted. The resin is then regenerated by passing a solution of sodium chloride through the
bed, which displaces the calcium and magnesium and returns the resin to its original condition,
ready to soften more water.

6 Case Study: Nampak
The softener system continually monitors the volume of water being passed to service using a water
meter. This meter passes a signal to the control head so that after a pre-set volume of water has
been treated, the regeneration process will be initiated.
Once the water meter initiates the regeneration process, the standby softener automatically comes
on line and the exhausted unit regenerates. Regeneration occurs automatically and involves a
number of timed cycles. Change over from one vessel to the other is automatically carried out when
predetermined water volume per vessel is reached. The exhausted resin is then automatically
regenerated.
Backwashing to remove any impurities or suspended matter that may have accumulated on the
resin during the softening process is done by passing water from the bottom to the top of the resin,
similar to the backwash process in a sand filter.
During the regeneration process, the brine solution is drawn from the brine tank by means of an
ejector. When all the brine has been drawn it is rinsed slowly through the bed to ensure it is well
dispersed. Any residual brine solution not taken up by the resin is then rinsed to drain along with the
last of the calcium and magnesium salts in the system.
With the softener regenerated, the brine tank is refilled with the correct volume of water to form
the brine solution required and ready for the next regeneration.
For this process, Water Icon proposed a softener vessel from Water Icon’s range of W – PIX – S –
FRP 200 automatic water softening system consisting of resin tanks of equal size containing an equal
amount of resin. This is a duplex softening system. The range features a dual control valve and single
water meter. The set-up ensures that one vessel will always be in service, guaranteeing a continuous
soft water supply. Change over from one vessel to the other is automatically carried out when
predetermined water volume per vessel is reached. The exhausted resin is then automatically
regenerated.
Additional Treatment
In addition to the softener system, Water Icon recommended and implemented supplementary
treatment measures:
An electrically operated chemical dosing system complete with an inline water meter and pro-dose controller to control the dosing proportional to the actual flow rate. This system allows for the addition of a hardness stabilizer.
An inline UV system located before the water enters the storage tank, immediately after the IX softening system. The UV steriliser is based on the 1 m3/hr flow rate of the softening plant, which has a UV transmission of T10 @ 80% and a UV dose of 30 mj/cm2 to ensure a 100% kill rate of bacteria.
A dosing pump and chemical make-up tank system has been included for post-chlorination
after the UV system as an additional residual level of disinfectant in the 5 m3 softened water
storage tank.

7 Case Study: Nampak
Design Calculations
Flow Required / Day 24.0 m3/d
Flow Reqd/Between Regenerations. 24.0 m3
Regen Period 24.0 hrs
Design Flowrate 1.0 m3/h
Total Hardness/Nitrates 160.0 mg/l
Resin Capacity 55.0 g/l
Salt Required : g/l Resin 150.0 g/l r
Optimum Regen Concentration 10.0 %
Vessel Model 10"X54" FRP
Filter Diameter 0.250 m
No. Of Vessels 2 units
Resin Per Vessel 35 l
Flow Rate Per Vessel 1.0 m3/h
Resin Reqd 70 l
Resin Depth 711 mm
Salt Reqd / Regen 10 kg
Brine Sol. Consumed 29 l
Water Reqd / Regen Drive Water 76 l
Regen Sol Vol 105 l
Regen Flow Rate: 349 l/h
Regen Time 18 min
Brine Flow Rate 97 l/h
Water Flow Rate 252 l/h
Brine Vol. At Opt Conc 115 l
First Make-Up Water 105 l
First Make-Up Brine 21 kg
Salt Addition /Regen 10 kg
Vessel Capacity Between Regens 12.0 m3
Regen Intervals / Vessel 12.0 hrs/cycle

8 Case Study: Nampak
Diagram of the W-PIX-S-FRP 200 Automatic Water Softening System
Complete Duplex Softener Set-up (Including Storage Tank)

9 Case Study: Nampak
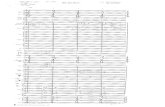
Figure 1: Process Flow Diagram - Softener System

10 Case Study: Nampak
REVERSE OSMOSIS SYSTEM
As with the softener system, the raw water quality indicates that TSS levels were within the
range specified for RO water, therefore it was decided to only allow for bag filtration and
cartridge filtration prior to the RO membranes. Water Icon designed and supplied a 4.5 m 3/hr
Reverse Osmosis System to treat raw water for use in the manufacturing of glass.
Rand water is fed by means of a float valve system to the raw RO feed water tank. The tank level is
monitored with ultrasonic level indicator system for low level protection of the RO/CIP feed water
pump.
On demand, water is fed by the RO/CIP feed water pump through a bag filter system and a polishing
cartridge filter to the main RO high pressure feed pump. It is then dosed with SMBS and antiscalant
through an injection point by means of two consecutive electronic induction motor driven dosing
pump systems with chemical make-up. The dosed stream then enters the bag filter housing.
Following this, it is further filtered by entering the Seven Rounder housing.
A pressure measurement point and low pressure switch is located between the cartridge filter and
the main RO high pressure feed pump. If the incoming filtered water is below minimum spec, the
pressure switch will cut off the RO plant. Following filtration, the pressure feed pump transfer the
stream into the RO system. The system consists of 3 x RO membrane housings in series each
containing 2 x 8” membranes. RO treatment allows for removal of various salts in the water stream.
The RO membranes are cleaned in place (CIP) without removal from the plant. When the product
flow in the RO plant reduces significantly (more than 15%), the need for CIP is indicated. During CIP,
the RO/CIP feed water pump is used to circulate the cleaning solution and the CIP return line allows
CIP solution to be returned to the CIP tank. CIP is normally carried out in two stages with the first
stage being an Alkaline wash at a pH 11.5 and the second stage being an Acid wash at pH 1.5. After
each stage the membranes are flushed with RO product water.
Exiting the RO plant section of the plant are two streams. One is product water and the other a
concentrate/brine waste stream. To set the quantity of product and waste flowing into these lines a
globe valve on the waste line is adjusted to allow the desired flow in the waste line and the
difference to the product line. These quantities are measured by flow rota meters located on both
these lines. To determine the quality of water in the product line a conductivity sensor has been
installed. The flow rates and conductivities of the various streams are read off the controller pad on
the front of the control panel. The ‘pure’ stream is then passed through a UV system for disinfection
followed by an inline pulse type water meter, which measures the actual flow rate and provides a
pulse signal back to a pro-dose flow controller, to control the sodium hypo dosing pump. The sodium
hypo dosing pump draws a solution of sodium hypo from the make-up tank and proportionally
pumps it inline into the flow of pure water to maintain the residual chlorine level in the RO water
storage tanks. The permeate (product) stream is fed to the furnace to act as a cooling stream for the
IS machines.

11 Case Study: Nampak
Plant Description
5m3 RO feed water storage break tank, complete with ultrasonic level control system
4.5 m3/h Skid mounted RO plant complete with CIP facility
Chemical dosing pump skids complete
5 m3 RO product water storage break tanks, complete with ultrasonic level control system
Pre-treatment Dosing System
Dosing Chemicals SMBS, Antiscalant, and Sodium Hypo
Dosing Tanks

12 Case Study: Nampak
Filtration System, RO Membrane and Control System
RO System with Control Box Visible

13 Case Study: Nampak
RO System
Bag filter Housing and Seven
Rounder Housing
RO Membrane, Flow Meter and
Feed Pump

14 Case Study: Nampak
RO Membrane System (3 stage system)
Storage Tanks

15 Case Study: Nampak
CHILLER SYSTEM
RO water used in the manufacturing process needs to be cooled and recycled back to the RO System.
In order to reduce the process water temperature and allow the water to be recycled, a chiller
system was installed.
RO process water leaves the system at a temperature of 30°C and is fed to a stainless steel heat
exchanger. The exchanger reduces the water temperature to 12°C. It enters a 500l 100mm insulated
buffer tank, where domestic make-up water from a 200l expansion tank is subsequently fed to the
buffer tank. The stream is dosed before entering a ‘Carrier, 30RB/30RBY Air-Cooled Liquid Chiller’,
which further reduces the water temperature to 7°C. This cooled stream is then fed to the heat
exchanger, where it exchanges heat with the incoming stream from the RO Plant. The stream leaves
the heat exchanger at a temperature of 15°C through a 3-way valve linked to a temperature sensor
and is fed to a storage tank. The water is then used in the RO plant.
Complete Chiller System
Stainless Steel Heat Exchanger

16 Case Study: Nampak
Carrier, 30RB/30RBY Air-Cooled Liquid Chiller (Hydronic Module Chiller)
100mm Insulated Buffer Tank & Expansion Tank

17 Case Study: Nampak
Figure 2: Process Flow Diagram - Chiller System

18 Case Study: Nampak