CASE STUDY - Linton and Robinson Environmental...
6
CASE STUDY Lodge Farm Award-winning AD for farms – that works! In June 2000 Wrexham farmer, Richard Tomlinson, took the bold step of taking Lodge Farm and its 650 milking cows and 1,100 acres to fully organic status. In the process he was heavily involved in forming Calon Wen, the Welsh Organic milk co-operative that now comprises 25 Welsh farms, who have pooled resources to supply in excess of 20 million litres of organic milk each year to market. Buoyed by the environmental and social benefits of his organic status, Richard determined to generate all of the farm’s heating and electricity requirements on site, thereby removing any reliance on the National Grid. Richard’s obvious solution was to be found in Anaerobic Digestion, of which there were already a few example systems in operation on UK farms and which were common on many continental European farms. The additional benefits of using the copious quantities of animal slurry generated on the farm with which to produce high quality solid and liquid fertilisers provided further motivation. However, Richard soon recognised that these AD systems were designed to process purpose grown crops and clean waste streams, essentially geared to producing energy only, and were not designed to cope with the two main causes for a farm AD plant to break down and fail, namely the high levels of grit normally found in farm animal waste and the propensity for foaming in the digester.
Transcript of CASE STUDY - Linton and Robinson Environmental...

CASE STUDY Lodge Farm
Award-winning AD for farms – that works!
In June 2000 Wrexham farmer, Richard Tomlinson, took the bold step of taking Lodge Farm and its 650 milking
cows and 1,100 acres to fully organic status. In the process he was heavily involved in forming Calon Wen, the
Welsh Organic milk co-operative that now comprises 25 Welsh farms, who have pooled resources to supply in
excess of 20 million litres of organic milk each year to market. Buoyed by the environmental and social benefits
of his organic status, Richard determined to generate all of the farm’s heating and electricity requirements on
site, thereby removing any reliance on the National Grid.
Richard’s obvious solution was to be found in Anaerobic Digestion, of which there were already a few example
systems in operation on UK farms and which were common on many continental European farms. The
additional benefits of using the copious quantities of animal slurry generated on the farm with which to
produce high quality solid and liquid fertilisers provided further motivation.
However, Richard soon recognised that these AD systems were designed to process purpose grown crops and
clean waste streams, essentially geared to producing energy only, and were not designed to cope with the two
main causes for a farm AD plant to break down and fail, namely the high levels of grit normally found in farm
animal waste and the propensity for foaming in the digester.

fre-energy
Under the umbrella of Farm Renewable Environmental Energy (fre-energy), a newly formed company
established by Richard in 2007, and with the contribution of a small Welsh Government SMART award grant,
Richard and his team have developed an AD system that resolves all of the main problems typically associated
with farm AD, namely dealing with grit laden slurries and waste crops.
Incorporating the company’s patented technology, the fre-energy system is the first in the world to be able to
continuously process wastes that contain grit, for which chicken litter is especially notable, and indeed other
contaminants such as ash, sand, soil, glass, metal and any other inorganic materials. Unlike conventional AD
plants there is no requirement for the plant to be shut-down whilst the tank is emptied of this non- bio-
degradable silt which would otherwise quickly build up over time.
fre-energy’s award winning
patented auto de-gritting and gas
activated mixing technology ensures
the digester can be run continuously
at maximum capacity. By combining
gas mixing with de-gritting there is
no requirement for the agitation to
keep silt and grit in suspension,
thereby reducing the equipment’s
parasitic use of energy and
increasing the efficiency of its gas
yield.
The fre-energy system has also been designed to deal with the otherwise inevitable problem of foaming which
typically occurs when the feed-stock is significantly changed over a short period of time or, for example,
through the addition of high-strength food wastes. When the bacteria are not given time to adjust to such
changes, they create a foam which, if it enters the gas output pipes, can irreversibly damage the VCHP engine
and compromise the AD process.
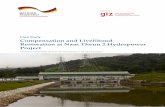
Installed within a sound- and
fire- proof container unit fre-
energy has developed its own 80
kW CHP generator based on a
standard, off-the-shelf, and
incredibly reliable six cylinder
Perkins diesel engine. Multiple
engines provide the advantage
of being able to handle
increased flexibility in gas
generation capacity, whilst
service or repair down-time is
reduced. An entire “plug and
play” unit can be replaced
within just a couple of hours.

Full control of the AD system is provided through a user-friendly Interface Control Panel colour touch screen delivering real-time status information and enabling the operating parameters to be changed at any time. With all information also being remotely monitored on-line by fre-energy, the system’s optimum performance can be continually checked and any potential issues dealt with quickly and efficiently.
When asked if it is difficult to operate an AD plant, Richard replies: “If you can feed a cow and know about
animal nutrition, then you can feed and operate a digester!”
In 2012 fre-energy’s AD solution was recognised by the UK Anaerobic Digestion and Biogas Association (ADBA) by winning the Award for “Best Integration of AD into a farming business” and, in 2013, achieved further industry recognition by being selected as a finalist in the “Organics Recycling Awards” run by letsrecycle.com.
Lodge Farm
Lodge Farm has played an important role in the local community for many years and Richard’s family has
farmed in the Holt area for five generations. In recognising the concerns that local residents might have with
the planned build of an AD plant on nearby land, the farm engaged with the local community at an early stage
to allay any fears and subsequently ensured that it kept them informed of latest developments. Local
awareness has also been maintained through news articles in the local and regional media and Open Days to
view the AD plant.

The farm has provided the location on which the equipment has been, and continues to be, researched and
developed in order that its optimum performance levels and its long term reliability have been established
whilst also now serving as a reference site.
Since the AD plant became operational in 2007, the farm processes around 9,125 tonnes of animal slurry each
year and a further 1670 tonnes of chicken litter. The feed-stocks vary according to the season, due to the
livestock being housed during winter and outside during warmer periods, and are loaded once a day into a mixing pit, to produce a homogeneous mix that can be automatically pumped over 24 hours into the 1,050 m
3
tank. In Winter the tank is fed at approximately 35 m3 per day whilst in Summer months this drops to around
18 m3, with the waste requiring just 30 days’ processing time in the colder conditions of Winter and around 58
days’ in Summer.
The mixing pit can be scaled
to meet the specific
requirements of each
individual site. It also serves
as a central drain for the
site and as a trap to prevent
any large objects, such as
stones, from damaging the
loading / chopper pumps.
The bacterial ecology in the slurry acts as an inoculant which provides stability to the AD process, allowing co-
digestion with high strength feed-stocks. The farm has now been granted a permit to allow locally produced
food waste, sourced from nearby hotels, catering establishments, shops, domestic waste and food
manufacturing plants, to be brought onto site for processing along with the slurry. This relatively small
proportion of food waste will significantly increase the biogas yield levels of the plant, thereby improving still
further its Return On Investment.
Using fre-energy’s own high through-put
separator, which has been designed to
avoid the difficulties that standard
agricultural separators have when
processing the typical volume and
composition of digestate, the digestate is
separated into its solid and liquid
fractions.

Following efficacious storage to suit the farm’s nutrient requirement, the liquid digestate, which
predominantly contains the nitrates, is applied to pasture using an umbilical cord system with a low level
trailing shoe, whilst the solid digestate, in which potash and phosphate is concentrated, is spread to land away
from home which is used for growing crops to feed the dairy herd during the winter. Through the use of an
umbilical cord the liquid fraction is applied to land away from the home that is around the farm without
incurring the energy costs normally associated with this procedure. The farm does not import any fertiliser to
grow grass or crops and is wholly served by the AD output.
Results
Item Data / Value
Digester volume 1,050m3 Average digester load 35m3 per day Winter; 18m3 per day
Summer Average residence time in digester 30 days Winter; 58 days Summer
Feed-stocks Dairy cattle slurry – 8,400 tpa Chicken litter – 1,700 tpa
Biogas production capacity Max 100 Nm3/h, feed-stock dependent Actual biogas production 75 Nm3/h
Actual electricity production 1,140 MWh pa Actual heat production 1,226 MWh pa
Digester operating temperature 40°C Digester power consumption 3kw/m3 per day
70 kw th Winter; 36 kw th Summer Biogas storage Twin membrane dome
Biogas composition CH4 65%; CO2 35%, H2S approx. 110 ppm
In processing animal slurry alone, the AD unit produces around 160 kw of electricity and 200 kw of heat of
which circa 30 kw electricity and 60 kw heat is used on site whilst the remainder is exported to the National
Grid.
Richard sums up: “Utilising the energy in farm waste, such as animal slurries and soiled crops, we can make a
crucial difference to the future profitability of food production especially in these times of rising energy and
fertiliser prices. Tonne for tonne, these wastes typically produce between four and ten times as much energy.
The fre-energy system provides a template for a closed loop nutrient cycle for sustainable food and energy
production using equipment that has been designed and built specifically for its use in farming operations.
Adopted on a broad scale, it has the potential to significantly reduce the environmental impact of the
agricultural industry whilst contributing greatly to the long term financial security of the farming community.”
in association with

Benefits
Financial Benefits
Constant generation of energy means a reduced farm energy bill.
Constant generation of fertiliser (worth a saving of approx. £340 per
tonne).
Additional income stream generated from the export of energy eg FITs
and ROCs, government financial incentives for renewable heat generation
eg RHIs, and feed-stock gate fees.
20% return on equity.
20 year equipment warranty.
Environmental Benefits
Sustainable management of on-farm slurry and waste crops, whereby
both the nutrients and the energy from these wastes are being fully
utilised.
Reduced carbon footprint.
Reduction in farm methane emissions (green-house gas properties of
methane are over 20 times more powerful than Carbon Dioxide).
Reduced reliance on, and possible replacement of, unsustainable
chemical fertilisers, herbicides and pesticides.
Improved land fertility and productivity.
Digestate has the same crop yield as synthetic fertiliser at an application
rate of 150 kg h-1, does not hinder clover growth as synthetic fertiliser
does and avoids weed seeds (Source: University of Bangor).
Nutrient availability is increased by between 20% and 25% enabling
improved nutrient uptake in comparison to undigested slurry. Separated
digestate is absorbed quickly, leaving little residue on crops and thereby
reducing rejection by livestock, evaporation, oxidation and run-off losses.
Reduction of both Biological Oxygen Demand (BOD) and nitrate leaching
into water courses.
Excess electricity generated by the plant may ultimately be used to power
local houses once the required equipment is in place.
Social Benefits
Supports the local economy.
All equipment is manufactured in the UK, the majority at Lodge Farm in
Richard’s brother’s engineering business (JFT Engineering) using 100%
renewable electricity generated by Lodge Farm Biogas.
Energy security.
Removal of potential pathogens eg salmonella and E.coli.
Odour from slurries applied to land is significantly reduced by up to 90%.
Visual impact is significantly less than that of wind turbines and solar
panels.
Noise pollution from the CHP unit is mitigated by insulation.
The principle of extracting resource value from waste streams is vital to
the future health of the planet. Copyright fre-energy © 2013